
J A K S A M E M U W Y K O N A å !
MATERIA¸Y BUDOWLANE
n
MAJSTERKOWANIE
WYSTRÓJ WN¢TRZ
n
OGRODNICTWO
Spawanie
∏ukowe
1
Spawanie ∏ukowe
Jest to sposób ∏àczenia metali
przez zastosowanie spawarki ele-
ktrycznej – wytwarza si´ ∏uk (wy-
∏adowanie elektryczne) w szcze-
linie mi´dzy spawanym przed-
miotem metalowym a metalo-
wà elektrodà. Powstaje bardzo
wysoka temperatura (co naj-
mniej 3000°C).
Elektroda wykonana jest z rdzenia i otuliny. Z koƒcówki zdejmuje
si´ oko∏o 15 mm otuliny i ten koniec umieszcza si´ w uchwycie.
spawany element
elektroda
∏uk elektryczny
Ze wzgl´du na rodzaj otuliny wyró˝nia si´ 2 rodzaje elektrod:
RUTYLOWA
ZASADOWA
do bie˝àcych napraw
spawania elementów, na które
b´dà dzia∏a∏y du˝e obcià˝enia
(np. metalowych konstrukcji);
u˝ywa si´ ich w spawarkach na
pràd sta∏y
Wysoka temperatura powoduje, ˝e kraw´dzie metalu topià si´ i ∏à-
czà ze sobà. Topi si´ tak˝e elektroda, zalewajàc spoin´ p∏ynnym
metalem i wype∏niajàc szczeliny, przez co tworzy si´ zwarty szew.
Spawanie ∏ukowe jest stosowane w:
• kowalstwie artystycznym
• Êlusarstwie
• ∏àczeniu du˝ych metalowych elementów lub elementów grubo-
Êci wi´kszej ni˝ 1,5 mm.
Zalety:
• oszcz´dnoÊç
• du˝a wytrzyma∏oÊç spoin
• mo˝liwoÊç ∏àczenia elementów stalowych lub wykonanych
ze stali nierdzewnej
• mo˝liwoÊç naprawy elementów ˝eliwnych.
2
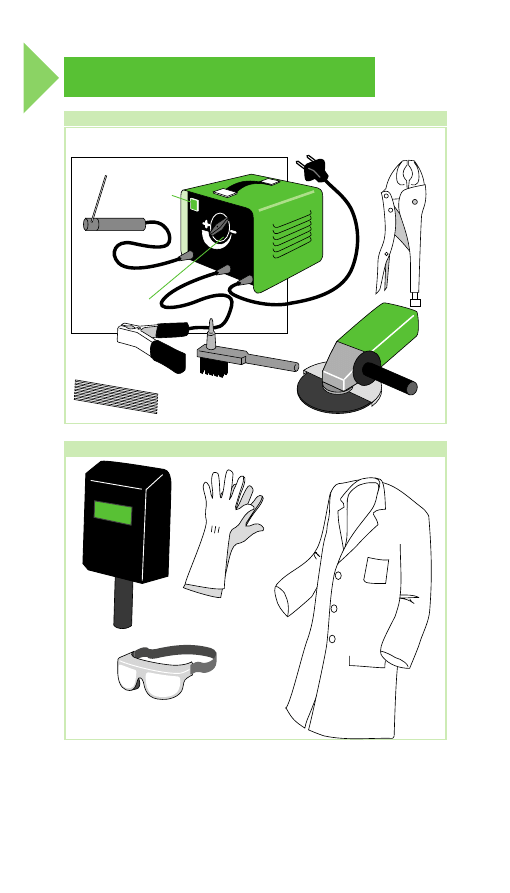
Niezb´dne narz´dzia
maska ochronna
r´kawice ochronne
przezroczyste okulary ochronne
bawe∏niany
fartuch roboczy
O C H R O N A
N A R Z ¢ D Z I A
kabel zasilajàcy
regulacja
nat´˝enia pràdu
spawarka
transformatorowa
prze∏àcznik
(w∏àcz/ wy∏àcz)
przewód
uziemiajàcy
ze szczypcami
c´gi zaciskowe
kabel zasilajàcy
elektrody
szlifierka
przenoÊna
metalowa szczotka
STANOWISKO SPAWALNICZE
dziobak
uchwyt elektrody
3
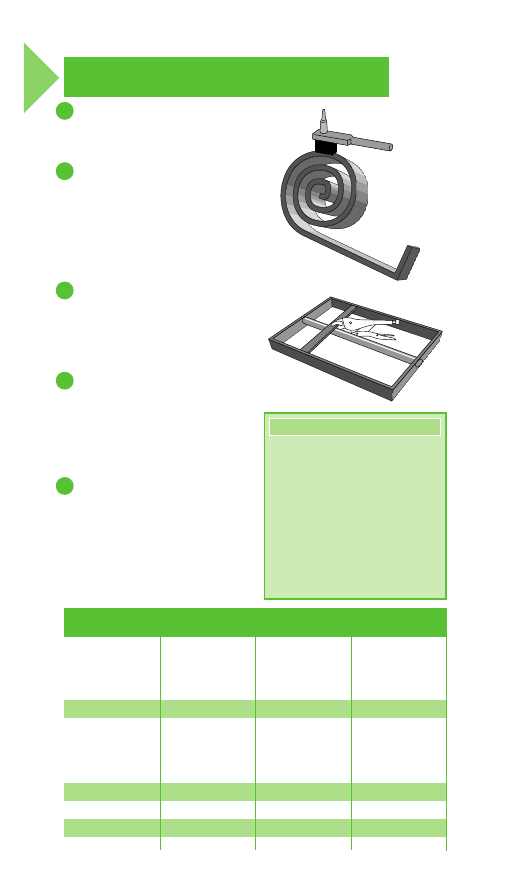
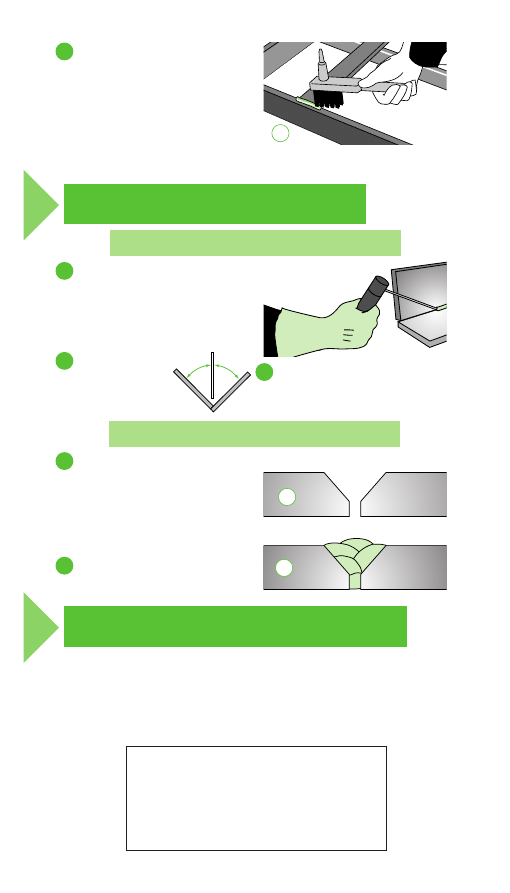
Wskazówki wst´pne
Przygotowaç elementy do
spawania: dok∏adnie oczyÊciç
je metalowà szczotkà.
Zetknàç ze sobà kraw´dzie
obu elementów. W miar´
mo˝liwoÊci powinny byç one
u∏o˝one poziomo i przytrzy-
mane c´gami zaciskowymi,
aby zapobiec poruszeniu ich
podczas spawania.
Ze wzgl´du na wytwarzane
promieniowanie UV, podczas
spawania nale˝y os∏oniç ca∏e
cia∏o (r´kawice, ubranie ro-
bocze, maska ochronna).
Ârednica elektrody powinna
odpowiadaç rodzajowi wy-
konywanej pracy (patrz tabe-
la). Ods∏oni´tà cz´Êç elektro-
dy umieÊciç w uchwycie
i zacisnàç.
Dostosowaç nat´˝enie pràdu
do Êrednicy u˝ywanej elek-
trody (patrz tabela).
1
2
3
4
5
Przed rozpocz´ciem spawa-
nia zdjàç soczewki kontak-
towe. Nigdy nie patrzeç na
∏uk elektryczny nieos∏oni´-
tymi oczyma.
NIGDY nie spawaç w po-
bli˝u trójchloroetylenu, ze
wzgl´du na niebezpieczeƒ-
stwo wydzielania si´ tok-
sycznych oparów (fosgenu).
B E Z P I E C Z E ¡ S T W O
Tabela zale˝noÊci
Materia∏
spawanych
elementów:
GruboÊç
elementu
w mm:
Niezb´dne
nat´˝enie
pràdu
(w amperach)
Ârednica
elektrody
(w mm)
Stal mi´kka
Stal nierdzewna
˚eliwo
1,5
2-3
2-5
3-10
5 i wi´cej
40-60
60-70
80-100
100-130
130-160
1,6
2
2,5
3,2
4
1,5 i wi´cej
80-100
2,5
2,5
80-100
3 i wi´cej
4
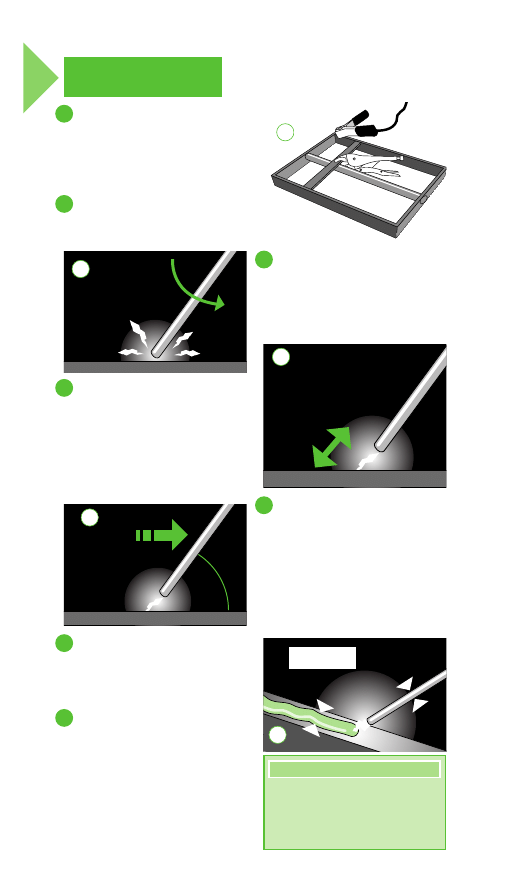
Spawanie
Pod∏àczyç spawark´ transfor-
matorowà do gniazda z prze-
wodem ochronnym (uziemie-
niem), sprawdziç napi´cie
w urzàdzeniu.
Zacisnàç szczypce przewodu
uziemiajàcego na jednym
ze spawanych elementów.
1
2
2
Potrzeç koƒcówkà elektrody
miejsce spawania i natych-
miast odsunàç jà. Ruch ten
wyzwala wy∏adowanie elek-
tryczne, widoczne w postaci
iskier.
3
3
Przybli˝yç elektrod´ do ele-
mentu na odleg∏oÊç 2-3 mm
i rozpoczàç spawanie. D∏u-
goÊç ∏uku (czyli odleg∏oÊç
mi´dzy elektrodà a spawa-
nym elementem) powinna
byç mniej wi´cej równa Êred-
nicy elektrody.
4
2-3 mm
4
Spawaç trzymajàc elektrod´,
pochylonà pod kàtem 60°.
Przesuwaç elektrod´ z regular-
nà pr´dkoÊcià, trzymajàc elektro-
d´ w sta∏ej odleg∏oÊci 2-3 mm
od spawanego elementu.
W miar´ spawania stopniowo
obni˝aç r´k´, ˝eby kompenso-
waç topienie si´ elektrody.
5
60°
5
Uregulowaç szybkoÊç spawa-
nia, tak, aby otrzymaç spoin´
(S) szerokoÊci równej 1,5-2 x
Êrednica elektrody (E).
Pozostawiç spoin´ do osty-
gni´cia.
Kiedy topià si´ metalowe ele-
menty, wytwarza si´ warstwa
zgorzeliny (˝u˝el), który os∏ania
spoin´ podczas stygni´cia.
6
7
S = 1,5 x E
S
E
Po zakoƒczeniu spawania
elementy sà bardzo goràce,
nie nale˝y wi´c dotykaç ich
go∏à r´kà.
B E Z P I E C Z E ¡ S T W O
6
Leroy-Merlin P
olska Sp. z o.o., ul. Pu∏awska 46, 05-500 Piaseczno
Niniejsza ulotka ma jedynie charakter informacyjny.
Szczegó∏owe zasady monta˝u i wykorzystania poszcze-
gólnych produktów okreÊla instrukcja u˝ytkowania.
Leroy Merlin Polska nie ponosi ˝adnej odpowie-
dzialnoÊci za szkody b´dàce nast´pstwem wadli-
wego monta˝u lub wykorzystania produktów,
a w szczególnoÊci ich monta˝u i wykorzystania
w sposób niezgodny z instrukcjà u˝ytkowania.
NIGDY nie u˝ywaç przy spawaniu zwyk∏ych okularów. Nale˝y za-
opatrzyç si´ w SPECJALNE SZK¸A Z FILTREM.
Kiedy spoina wystygnie, nale˝y
wykruszyç warstw´ zgorzeliny
przy u˝yciu dziobaka i drucia-
nej szczotki. Odbijaç warstw´
dziobakiem i wymiataç odpry-
ski metalowà szczotkà.
Podczas pracy chroniç oczy
okularami ochronnymi.
Wyg∏adziç spoin´ szlifierkà.
8
8
5
Wyjàtkowe wypadki
Spawanie elementów pod kàtem
Przed ostatecznym wykona-
niem spoiny ciàg∏ej nale˝y
zrobiç kilka spawów punkto-
wych, które b´dà podtrzymy-
waç elementy.
Ustawiaç elek-
trod´ tak, jak
pokazano na ry-
sunku:
1
2
elektroda
A
A=B
B
Przystàpiç do spawania
3
Spawanie grubych elementów
Elementy o znacznej gruboÊci
(powy˝ej 6 mm) wymagajà
naci´cia ich kraw´dzi pilni-
kiem lub szlifierkà tak, by two-
rzy∏y kàt oko∏o 90°. Naci´cie
b´dzie wype∏nione spoiwem.
Nale˝y spawaç etapami, a˝ do
ca∏kowitego wype∏nienia na-
ci´cia.
1
2
naci´cie
1
2
3
4
5
1
2
6
Kilka dodatkowych rad
Przechowywaç elektrody w su-
chym miejscu.
Je˝eli element przeznaczony do
spawania ma otwory, nale˝y
zmniejszyç nat´˝enie pràdu
podczas spawania.
Wyszukiwarka
Podobne podstrony:
Spawanie łukowe prezentacja
Obr Spawanie metodą MAG
Ręczna spawanie łukowe elektrodami otulonymi, studia, studia Politechnika Poznańska - BMiZ - Mechatr
1 7 Wprowadzenie do procesów spawania łukowego w osłonac
Instrukcja bhp dla spawania łukowego
WPS spawanie łukowe
Szkol Spawanie lukowe
Spawanie łukowe prezentacja
Obr Spawanie metodą MAG
Spawanie łukowe
Spawanie łukowe drutem z rdzeniem proszkowym topnikowym (FCAW) Gazy Przemysłowe
3 Spawanie elektryczne łukowe MMA (111)
Wykład Spawanie i cięcie łukowe
Spawanie elektryczne, łukowe ręczne elektrodą otuloną
spawanie gazowe i lukowe
Technologia spawania stali wysokostopowych 97 2003
więcej podobnych podstron