
Specyfikacja i kwalifikowanie
technologii spawania metali
Instrukcja technologiczna spawania
Część 1: Spawanie łukowe
PN-EN ISO 15609-1

Zakres normy
W niniejszej normie określono wymagania
dotyczące treści instrukcji technologicznych
spawania dla procesów spawania łukowego.
Niniejsza norma jest częścią serii norm,
której szczegóły przedstawiono w EN ISO
15607:2003.
Zmienne wyszczególnione w niniejszej
normie to takie, które wpływają na jakość
połączenia spawanego
.

Treść techniczna instrukcji technologicznej
spawania (WPS)
Postanowienia ogólne
Wstępna instrukcja technologiczna spawania/Instrukcja
technologiczna spawania (pWPS/WPS) powinna podawać
wszystkie konieczne informacje wymagane do wykonania
spoiny.
UWAGA
Dla niektórych zastosowań może być
konieczne uzupełnienie lub zredukowanie
wyszczególnionych informacji.
Instrukcje technologiczne spawania obejmują pewien
zakres grubości materiałów, zarówno dla materiałów
podstawowych, jak i materiałów dodatkowych. Niektórzy
wytwórcy preferują dodatkowo opracowywanie kart
operacyjnych spawania dla określonych robót
spawalniczych, jako część szczegółowego planu
wytwarzania.
Zakresy i tolerancje, zgodne z odpowiednią normą z serii
(patrz EN ISO 15607) i z doświadczeniami wytwórcy,
powinny być podane, gdy zachodzi taka potrzeba.
Treść techniczna odniesiona do wytwórcy
•Identyfikacja wytwórcy;
•Identyfikacja WPS;
•Odniesienie do protokołu kwalifikowania
technologii spawania (WPQR) lub innych
wymaganych dokumentów.

Treść techniczna odniesiona do materiału
podstawowego
Rodzaj materiału podstawowego
- Oznaczenie materiału(-ów) i powołana(-e) norma(-y);
- Numer(-y) grupy(grup)
WPS może obejmować grupę materiałów.
Wymiary materiału
- Zakresy grubości złączy;
- Zakresy średnicy zewnętrznej rur.

Treść techniczna wspólna dla wszystkich
technologii spawania
Proces spawania
Proces(-y) spawania stosować zgodnie z EN ISO
4063.
Konstrukcja złącza
•Szkic przedstawiający konstrukcję/usytuowanie i
wymiary złącza lub odniesienie do norm, które
dostarczą
takich informacji.
•Kolejność układania ściegów przedstawiona na
szkicu, jeżeli ma to istotny wpływ na właściwości
spoiny.

Pozycja spawania
Stosowane pozycje spawania zgodnie z EN ISO
6947.
Przygotowanie złącza
•Metody przygotowania złącza, czyszczenia,
odtłuszczania, z uwzględnieniem
wykorzystywanych metod.
•Mocowanie w przyrządach obróbkowych,
uchwytach specjalnych i sczepianie.

Technika spawania
-Układanie ściegów zakosowych, jeśli jest
stosowane
a)Dla spawania ręcznego maksymalna szerokość
ściegu;
b)Dla spawania zmechanizowanego i
automatycznego maksymalna szerokość ściegu
zakosowego lub amplituda, częstotliwość i czas
przerwy w oscylacji.
- Kąt pochylenia uchwytu spawalniczego,
elektrody i/lub drutu elektrodowego.

Żłobienie grani
•Stosowana metoda.
•Głębokość i kształt.
Podkładka
•Metoda i rodzaj podkładki, materiał podkładki i
wymiary.
•Do gazowej osłony grani stosować gaz zgodnie z
EN ISO 14175.
Materiały dodatkowe do spawania
•Oznaczenie, marka (wytwórca i nazwa
handlowa).
•Wymiary (wielkość).
•Obsługiwanie (prażenie, ekspozycja w
atmosferze, powtórne suszenie itp.).

Parametry elektryczne
•Rodzaj prądu (prąd przemienny (AC) lub prąd stały (DC))
i biegunowość.
•Szczegóły spawania prądem pulsującym (nastawienie
maszyny, wybór programu), jeżeli jest stosowane.
•Zakres natężenia prądu.
Spawanie zmechanizowane i automatyczne
•Zakres prędkości przesuwu.
•Zakres prędkości podawania drutu/taśmy.
Jeżeli sprzęt nie pozwala kontrolować jednej z tych
zmiennych, w zamian należy określić nastawione
parametry maszyny. Zakres stosowania dla WPS
powinien być wówczas ograniczony do sprzętu tego
szczególnego typu.

Temperatura podgrzewania wstępnego
•Minimalna temperatura stosowana przy rozpoczęciu
spawania i podczas spawania.
•Jeżeli nie wymaga się podgrzewania wstępnego, podaje
się najniższą temperaturę przedmiotu obrabianego
bezpośrednio przed spawaniem.
Temperatura międzyściegowa
Maksymalna i, w razie potrzeby, minimalna temperatura
międzyściegowa.
Utrzymywanie temperatury podgrzewania
wstępnego
Minimalna temperatura w strefie spawania, która powinna
być utrzymana, gdy spawanie zostanie przerwane.

Wygrzewanie uwalniające wodór po spawaniu
•Zakres temperatury.
•Minimalny czas wytrzymania.
Obróbka cieplna po spawaniu
Powinien być podany minimalny czas i zakres
temperaturowy obróbki cieplnej po spawaniu lub dla
starzenia, albo należy powołać się na inne normy, które
określają te informacje.
Gaz osłonowy
Oznaczenie zgodnie z
EN ISO 14175
i, jeżeli jest
stosowany, skład chemiczny, producent i nazwa
handlowa.
Wprowadzenie ciepła
Zakres wprowadzenia ciepła (jeżeli jest określony)

Treść techniczna szczególna dla grup procesów
spawania
Proces 111 (ręczne spawanie łukowe)
Dla procesu 111, długość ściegu z elektrody stopionej lub
prędkość spawania.
Proces 12 (spawanie łukiem krytym)
•Dla systemu wieloelektrodowego liczba, układ drutów
elektrodowych i biegunowość.
•Odległość rurka stykowa/przedmiot obrabiany: odległość
od końcówki stykowej do powierzchni przedmiotu
obrabianego.
•Topnik: oznaczenie, wytwórca i nazwa handlowa.
•Materiał dodatkowy.
•Zakres napięcia łuku.

Proces 13 (spawanie łukowe w osłonie gazu)
•Strumień objętości gazu osłonowego i średnica
dyszy.
•Liczba drutów elektrodowych.
•Materiał dodatkowy.
•Odległość od końcówki stykowej/rurki stykowej
do powierzchni przedmiotu obrabianego.
•Zakres napięcia łuku.
•Sposób przenoszenia metalu.
Proces 14 (spawanie elektrodą nietopliwą w
osłonie gazu)
•Elektroda wolframowa: średnica i oznaczenie
zgodne z EN 26848.
•Strumień objętości gazu osłonowego i średnica
dyszy.
•Materiały dodatkowe.

Proces 15 (spawanie łukiem plazmowym)
•Parametry gazu plazmowego, np.: skład, średnica dyszy,
strumień objętości.
•Strumień objętości gazu osłonowego i średnica dyszy.
•Typ uchwytu.
•Odległość rurka stykowa/przedmiot obrabiany: odległość
od dyszy do powierzchni przedmiotu obrabia nego.
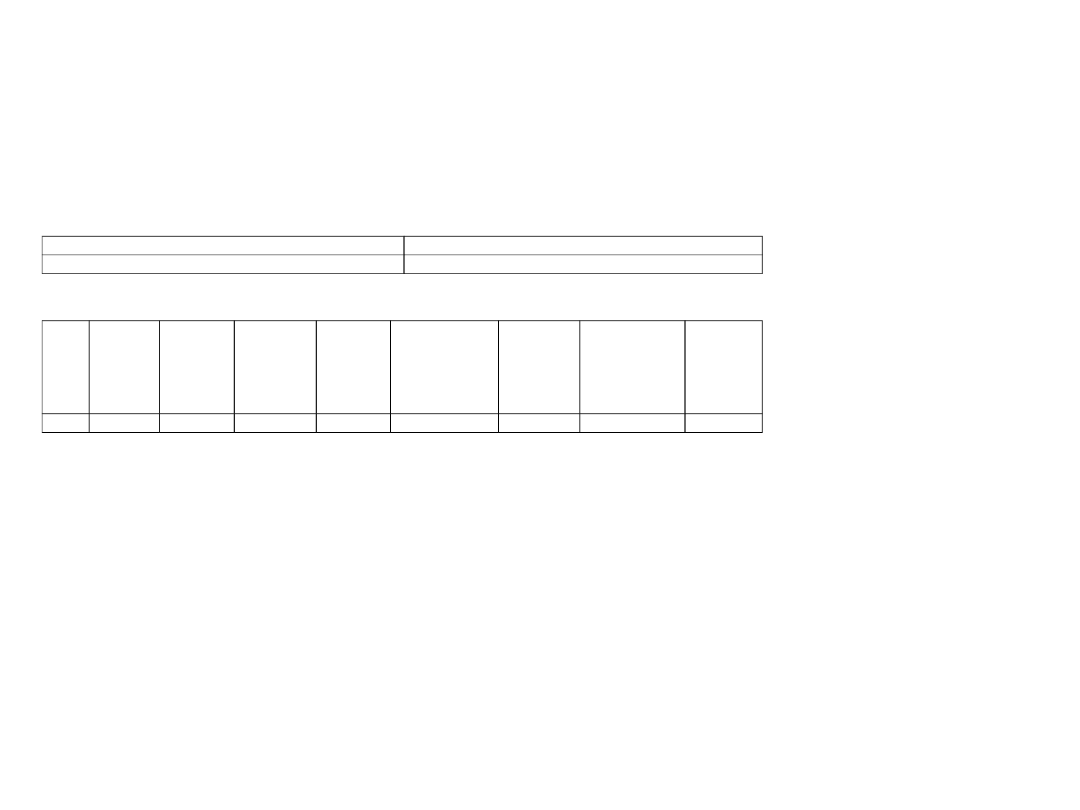
Rysunek złącza
Kolejność spawania
Ście
g
Proces
spawani
a
Wymiar
spoiwa
mm
Natężenie
prądu
A
Napięcie
prądu
V
Rodzaj prądu/
biegunowość
Prędkość
podawani
a drutu
m/min
Długość
ściegu/prędk
ość przesuwu
cm/min
Ilość
wprowad
zonego
ciepła *
kJ/cm
Oznaczenie spoiwa i nazwa handlowa:
Specjalne prażenie lub suszenie:
Inne informacje*, np.,:
Oznaczenie gazu/topnika – osłonowego
- formującego
Układanie ściegów zakosowych (maksymalna
szerokość ściegu):
Strumień objętości gazu – osłonowego
- formującego
Oscylacja:
amplituda,
częstotliwość,
czas
przerwy:
Rodzaj elektrody wolframowej/wymiar:
Szczegóły spawania prądem pulsującym:
Szczegóły żłobienia/podkładki:
Odległość końcówka/przedmiot spawany:
Temperatura podgrzewania wstępnego:
Szczegóły spawania plazmowego:
Temperatura międzyściegowa:
Kąt ustawienia uchwytu:
Wygrzewanie po spawaniu:
Utrzymywanie
temperatury
podgrzewania
wstępnego:
Obróbka cieplna po spawaniu i/lub starzenie
(czas temperatura, metoda):
Prędkość nagrzewania i chłodzenia*)
Instrukcja Technologiczna Spawania (WPS)
Instrukcja Technologiczna Spawania:
WPQR Nr:
Metoda przygotowania i czyszczenia:
Wytwórca:
Specyfikacja materiału podstawowego:
Sposób przenoszenia metalu:
Grubość materiału (mm):
Rodzaj złącza i spoiny:
Średnica zewnętrzna: -
Pozycja spawania
Szczegóły przygotowania do spawania (Szkic)*
Szczegóły dotyczące spawania
Wytwórca
Egzaminator lub jednostka egzaminująca
Imię i nazwisko, data i podpis
Imię i nazwisko, data i podpis
* w zależności od potrzeby

Dziękuję
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
Wyszukiwarka
Podobne podstrony:
Spawanie łukowe prezentacja
Ręczna spawanie łukowe elektrodami otulonymi, studia, studia Politechnika Poznańska - BMiZ - Mechatr
1 7 Wprowadzenie do procesów spawania łukowego w osłonac
Instrukcja bhp dla spawania łukowego
WPS spawanie gazowe
Szkol Spawanie lukowe
Obr Spawanie łukowe w domu
Spawanie łukowe prezentacja
Spawanie łukowe
Spawanie łukowe drutem z rdzeniem proszkowym topnikowym (FCAW) Gazy Przemysłowe
3 Spawanie elektryczne łukowe MMA (111)
Wykład Spawanie i cięcie łukowe
Spawanie elektryczne, łukowe ręczne elektrodą otuloną
spawanie gazowe i lukowe
13c Przykładowy WPS m in instrukcja technologiczna spawania
Technologia spawania stali wysokostopowych 97 2003
Spawanie i napawanie elektrodami otulonymi
więcej podobnych podstron