
P R Z E G L
kD BUDOWLANY
1/ 2009
N O R M A L I Z A C J A
27
A
R
T
Y
K
U
Y
P
R
O
B
L
E
M
O
W
E
Proces spawania, wg systemów
zarządzania jakością oraz norm
budowlanych uznany jest jako
proces specjalny. Konsekwencją
tego jest konieczność zakwalifi-
kowania go, czyli udowodnienia
przez wykonawcę swoich możli-
wości technicznych. W artykule
przedstawiono zagadnienie kwa-
lifikowania technologii spawalni-
czych wg aktualnie obowiązują-
cych norm.
Połączenia w konstrukcjach bu -
dowlanych to kategoria, od której
zależą właściwości eksploatacyj-
ne obiektu oraz jego bezpieczeń-
stwo. Występujące połączenia
spawane muszą więc spełniać
wysokie wymagania techniczne.
Wymagania te zestawiono w aktu-
alnie obowiązującej normie PN-B-
06200:2002 [1]. Jednym z waż-
niejszych wymagań co do wyko-
nywania spawania jest procedura
kwalifikowania, czyli uznania tech-
nologii. Kwalifikowanie technologii
stanowi dowód na to, ze dany pro-
ces spawalniczy w danym przed-
siębiorstwie zostanie wykonany
przy spełnieniu wszystkich wyma-
gań technicznych i jakościowych.
Pojęcie „kwalifikowanie technolo-
gii” ma swoje podstawy. Procesy
łą
czenia metali (spawalnicze) wg
PN-B-06200 są zakwalifikowane
jako procesy specjalne. Według
norm ISO proces specjalny zdefi-
niowany jest jako proces, którego
wynik nie może być w pełni spraw-
dzony przez późniejszą kontrolę
i badanie wyrobu i gdzie niepra-
widłowości jego przebiegu mogą
się ujawnić w czasie stosowania
wyrobu (konstrukcji). Jakość wyro-
bu może być zatem zapewniona
właściwym procesem technolo-
gicznym rozumianym w szerszym
zakresie, a mianowicie: organiza-
cją produkcji, jakością materiałów,
Dr in
ĝ. Piotr SÚdek, Instytut Spawalnictwa, Gliwice
Jakość technologii spawania
Wymagany WPS istnieje
(PN-EN ISO 15609-1)[21]
Czy wymagany jest WPS?
Opracowanie pWPS
Kwalifikowane pWPS-u zgodnie z wymaganiami norm
PN-EN ISO 15610
[3]
PN-EN ISO15611
[4]
PN-EN ISO 15612
[5]
PN-EN ISO 15613
[6]
PN-EN ISO 14555 [7]
PN-EN ISO 15620 [8]
PN-EN ISO 15614
(ark 1–13) [9-20]
Kwalifikowanie procesu
áączenia materiaáów
Protokó
á kwalifikowania technologii spawania (WPQR)
WPS lub instrukcja robocza przygotowana przez wytwórc
Ċ
Brak dalszych dzia
áaĔ
Tak
Nie
Tak
Nie
Przekazanie do produkcji:
WPS lub instrukcja robocza
przygotowana przez wy-
twórc
Ċ
Rys. 1.
Schemat procesu kwalifikowania technologii
ïÈczenia materiaïów
odpowiednim procesem technolo-
gicznym oraz sprzętem, kwalifika-
cjami personelu biorącego udział
w wytwarzaniu i kontrolą jako-
ś
ci na każdym etapie produkcji.
Zabezpieczenie odpowiedniego
poziomu jakości zagwarantowa-
ne będzie zrealizowaniem wielu
przedsięwzięć w sferze organiza-
cyjnej i technicznej, które można
zestawić w czterech podstawo-
wych grupach [31]:
– organizacja systemu zabezpie-
czenia jakości (SZJ);
– personel;
– technologia;
– kontrola.
Przez pojęcie jakości technologii
należy zatem rozumieć spełnienie
wymagań co do przygotowania,
wykonania i kontroli wszystkich
materiałów, sprzętu oraz proce-
sów, w wyniku których powstaje
procedura technologiczna okre-
ś
lona postanowieniami odpo-
wiedniej
normy
technicznej.
Zasady przygotowania technologii
w ramach kwalifikowania okre-
ś
lone są w normie PN-EN ISO
15607 [2]. Na rysunku 1 pokazano
schemat, wg którego powinno się
realizować proces kwalifikacyjny.
W zależności od rodzaju konstruk-
cji, rodzaju materiału i możliwości
technologicznych wytwórcy pro-
ces kwalifikowania można realizo-
wać wg różnych procedur [3–20].
Podstawowym dokumentem tech-
nologicznym jest instrukcja tech-
nologiczna spawania o przyjętej
z języka angielskiego nazwie WPS
(Welding Procedure Specification)
[21]. W dokumencie tym zesta-
wione muszą być wszystkie nie-
zbędne informacje wymagane
do wykonania spoiny. Przykład
takiego dokumentu pokazano na
rysunku 2. Instrukcja (WPS) może
P R Z E G L
kD BUDOWLANY
1/ 2009
28
N O R M A L I Z A C J A
A
R
T
Y
K
U
Y
P
R
O
B
L
E
M
O
W
E
być przygotowywana w różny
sposób.
PN-EN ISO 15610 [3] – określa
warunki kwalifikowania techno-
logii na podstawie uznawanych
materiałów dodatkowych do spa-
wania łukowego. W postanowie-
niach są zestawione ograniczenia
co do materiałów podstawowych
oraz metod spawania. Może być
stosowana tylko dla materiałów
niestopowych grupy 1 oraz dla
materiałów austenitycznych grupy
8.1 [22, 23].
Procedura kwalifikowania tech-
nologii wg uznanych materiałów
dodatkowych może być zasto-
sowana o ile w normie wyrobu,
umowie i specyfikacji nie ma okre-
ś
lonych wymagań w zakresie
udarności lub twardości, a mate-
riał podstawowy nie ulega wpły-
wowi spawania w zakresie R
e
,
odporności na korozję oraz
innych parametrów strefy wpły-
wu ciepła, które po spawaniu
mogą ulec zmianie. Z przed-
stawionych warunków uznania
wynika, że dotyczyć ono będzie
konstrukcji z materiałów łatwo-
spawalnych. W przypadku normy
PN-B-06200 dotyczyć to będzie
konstrukcji klasy 2 i 3. Procedura
kwalifikacyjna musi być nadzo-
rowana przez kompetentnego
egzaminatora [2]. Muszą mu być
przedstawione normy materia-
ł
ów podstawowych dla zakresu
kwalifikacji, wykaz stosowanych
materiałów dodatkowych (zgod-
nych z odpowiednimi normami),
opracowany przez wytwórcę
pWPS oraz protokół kwalifikowa-
nia technologii (WPQR – Welding
Procedure Qualification Record
[2]). Na podstawie pWPS nale-
ż
y wykonać złącza próbne. Nie
wymaga się badań właściwości
połączenia spawanego, ale złą-
cza próbne powinien wykonać
spawacz posiadający odpowied-
ni zakres uprawnień wg PN-EN
287–1 [25]. Istotnym elementem
procedury kwalifikacyjnej będzie
zatem nadzorowanie spawania
elementu próbnego, a w szcze-
gólności porównanie zmiennych
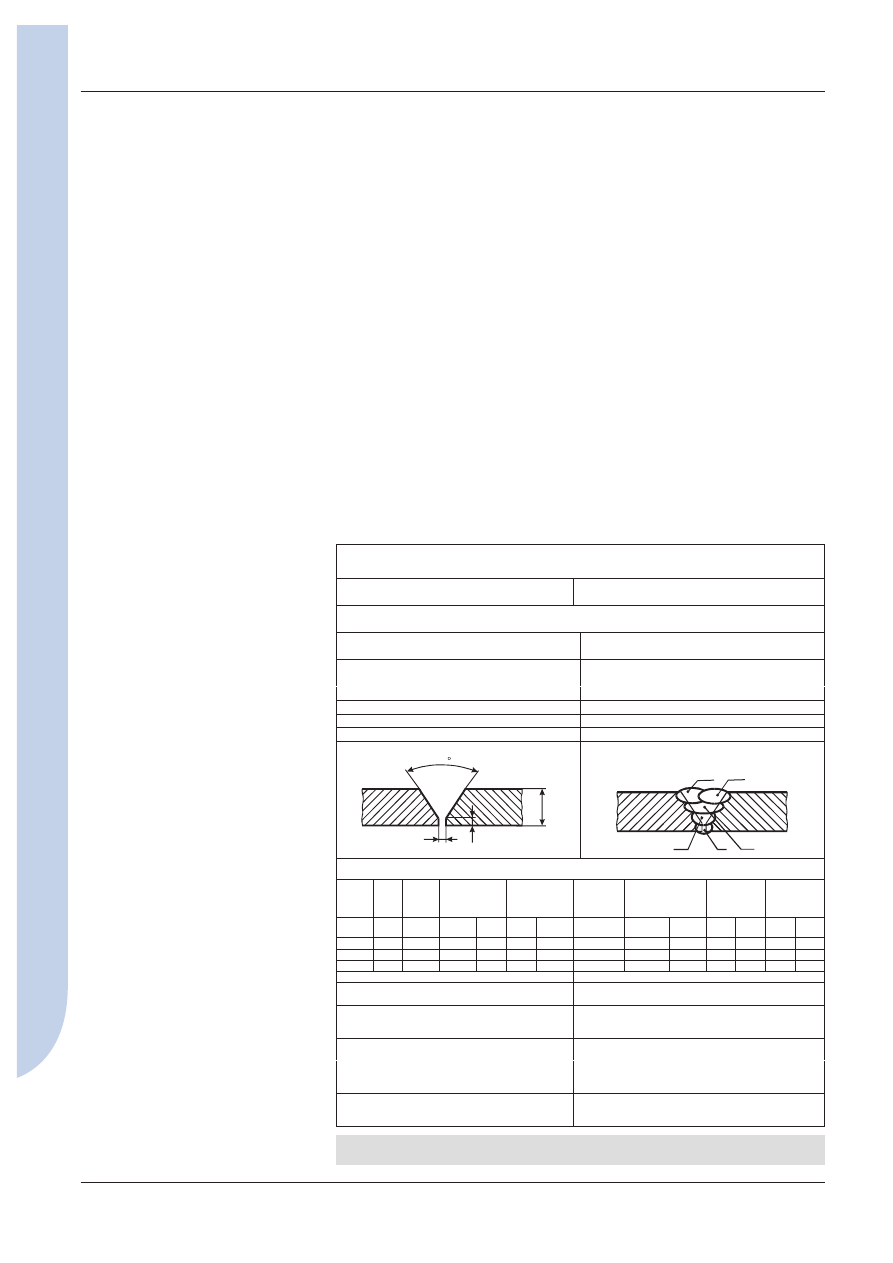
Rys. 2.
Widok instrukcji technologicznej spawania (WPS) – przyk
ïad
Instrukcja Technologiczna Spawania Wytwórcy (WPS)
Miejscowo
Ğü: Miejsce siedziby lub oficjal-
nej filii firmy
Instrukcja Technologiczna Spawania Wytwórcy nr: KJ/M/12/00
(numeracja wg systemu zarz
ądzania jakoĞcią)
WPQR nr: KJ/12/00
(numeracja wg systemu zarz
ądzania jakoĞcią)
Sposób przygotowania i czyszczenia:
Wytwórca: Nazwa wytwórcy
Oznaczenie materia
áu podstawowego:
– klasyfikacja: S355J2G3 - EN 10025
Sposób przenoszenia metalu:
Grubo
Ğü materiaáu: 12 mm
Typ z
áącza i spoiny BW
ĝrednica zewnĊtrzna:
Szczegó
áy przygotowania do spawania
Pozycja spawania: PA
Konstrukcja z
áą
o
n
j
e
l
o
K
a
z
c
Ğü spawania
60
2
2
1
2
4
2
1
5
3
Szczegó
áy dotyczące spawania
ĝcieg
Pro-
ces
Wymiar
Nat
ĊĪenie
pr
ądu
[A}
Napi
Ċcie
[V]
Rodzaj
pr
ądu
Pr
ĊdkoĞü podawa-
nia drutu
[m/min]
Pr
ĊdkoĞü
przesuwu
[cm/min]
Ilo
Ğü wprowa-
dzonego cie-
p
áa
[kJ/cm]
spoiwa
min
max
min
max
bieguno-
wo
Ğü
min
max
min
max
min
max
1
135
1,2
130
140
18
19
DC +
3,2
3,5
30
32
2-3
135
1,2
210
220
26
27
DC +
6,5
7,0
35
38
4-5
135
1,2
250
260
29
30
DC +
7,8
8,2
38
40
Oznaczenie spoiwa: PN-EN 440 – G3 Si1
Inne informacje:
Nazwa handlowa: –
ĝciegi zakosowe (max. szer.):
Gaz/Topnik – os
áona: PN-EN 439 - M21
Przep
áyw gazu: – osáonowy 12 ÷ 15 l/min
– formuj
ący 0
Rodzaj elektrody wolframowej/ wymiary:
Oscylacja (amplituda, cz
ĊstotliwoĞü, czas przerwy): –
Szczegó
áy Īáobienia/podkáadki: ss, nb
Temperatura podgrzewania wst
Ċpnego: nie stosowano
Szczegó
áy spawania áukiem pulsującym: –
Temperatura mi
ĊdzyĞciegowa: 200°C
Utrzymanie temp. podgrz. wst
Ċpnego
Obróbka cieplna po spawaniu: nie stosowano
Wylot elektrody: 10–15 mm
Szczegó
áy spawania plazmowego: –
Przedstawiciel wytwórcy:
Imi
Ċ i nazwisko Data
sowania tego zakwalifikowania,
szczególnie w budownictwie.
Norma PN-EN ISO 15611 [4] okre-
ś
la warunki kwalifikowania tech-
nologii na podstawie uzyskanego
wcześniejszego doświadczenia
wytwórcy. Istnieje znaczna grupa
wytwórców, którzy od dłuższe-
go czasu produkują konstrukcje
spawane dla wielu zastosowań.
Konstrukcje te są eksploatowa-
ne i spełniają wszelkie wymaga-
nia techniczne. Dotychczasowa
ich pozycja na rynku i określone
doświadczenia dają pełną rękoj-
mię produkcji o odpowiedniej
jakości. Istnieją więc przesłanki,
ż
e poziom technologiczny wytwór-
cy jest wystarczający i procedury
kwalifikowania technologii mogą
być uproszczone. Procedura kwa-
lifikacyjna wymaga opracowania
przedstawionych w pWPS oraz
wynik oględzin jakości wykona-
nych przez egzaminatora. Złącza
próbne powinny spełniać wyma-
gania wg załącznika B normy
PN-B-06200.
Dokumentacja kwalifikacyjna bę -
dzie obejmować tylko pWPS
zatwierdzony i odpowiednio uwia-
rygodniony przez egzaminatora
oraz WPQR. Zatwierdzony pWPS
automatycznie staje się WPS-em
do stosowania.
Procedura kwalifikowania tech-
nologii na podstawie uznanych
materiałów dodatkowych tylko
z pozoru wydaje się atrakcyjna.
Może być tylko stosowana w przy-
padku najmniej odpowiedzialnych
konstrukcji. Praktycznie brak kon-
troli wymagań właściwości złączy
znacznie ogranicza obszar sto-
P R Z E G L
kD BUDOWLANY
1/ 2009
N O R M A L I Z A C J A
29
A
R
T
Y
K
U
Y
P
R
O
B
L
E
M
O
W
E
wprowadzone jedynie przez egza-
minatora lub jednostkę badającą.
Nie ma ograniczeń w czasie dla
ważności standardowej technolo-
gii spawania. Egzaminator może
w ramach swoich czynności naka-
zać zespawanie elementu prób-
nego i wykonać na nim badania
wizualne lub inne nieniszczące wg
swojego uznania.
Norma PN-EN ISO 15613:2006
[13] określa warunki kwalifiko-
wania technologii na podstawie
przedrodukcyjnego badania tech-
nologii spawania lub zgrzewania.
W praktyce produkcyjnej stosowa-
ne są prace spawalnicze, które nie
mają w pełni odniesienia do kształ-
tu i wymiarów elementów prób-
nych wg danego arkusza normy
PN-EN ISO 15614, ponieważ nie
zawsze istnieje możliwość prze-
prowadzenia badań wg jej pełne-
go zakresu, a ze względu na zna-
czenie węzła spawanego, istnieje
jednostki i jej personelu. Personel
nadzoru spawalniczego musi
posiadać kwalifikacje wg PN-EN
ISO 14731:2008 [30], a zakład
powinien posiadać odpowied-
ni system zarządzania jakością
wg PN-EN ISO 3834 [26 – 29].
Technologie standardowe mogą
stosować spawacze mający odpo-
wiednie uprawnienia wg PN-EN
287 pokrywające zakres kwalifi-
kacji przedmiotowej technolo-
gii standardowej. Dokumentacja
przekazanej technologii stan-
dardowej powinna obejmować
protokół kwalifikacji WPQR wraz
z WPS-ami, z wykazaniem jednost-
ki pierwotnej (w której dokonano
kwalifikacji wg pełnych badań)
oraz jednostki egzaminującej.
Instrukcja WPS po podpisaniu
i zatwierdzeniu przez egzamina-
tora lub jednostkę egzaminującą
staje się technologią do stosowa-
nia. Wszelkie zmiany mogą być
pWPS odpowiadającego wyma-
ganiom norm oraz odpowiednie-
go udokumentowania uzyskane-
go doświadczenia. Dokumentacja
ta powinna zawierać dokumenty
kontroli (badań niszczących i nie-
niszczących), prób szczelności lub
ciśnieniowych oraz innych, pod-
czas których sprawdza się jakość
i wytrzymałość wyrobu i połą-
czeń spawanych. Dokumentami
poświadczającymi produkcję spa-
walniczą może być wykaz produk-
cji lub obiektów wykonanych w
okresie 1 roku, w ciągu określone-
go czasu lub dokumenty rewizyj-
ne poświadczające odpowiednią
jakość połączeń spawanych w kon-
strukcjach będących w eksplo-
atacji. Dokumenty te powinny być
załączone do protokołu WPQR.
Za określony czas uważa się
5 lat, o ile w normach wyrobu lub
innych specyfikacjach nie poda-
no inaczej. Istotnym elementem
procedury kwalifikacyjnej może
być wizytacja wykonanych przez
wytwórcę obiektów lub oględziny
wyrobów po okresie eksploatacji.
Wizytacja lub oględziny powin-
ny odbyć się po upływie okresu
gwarancyjnego. Zakwalifikowana
w ten sposób technologia jest
ważna ściśle w odniesieniu do
produkcji spawalniczej, która
była sprawdzana przez inspekcję.
Należy dodać, że nie wymaga
się w tym przypadku wykonania
i badania płyt próbnych.
Norma PN-EN ISO 15612 [5] okre-
ś
la warunki kwalifikowania techno-
logii na podstawie przyjęcia stan-
dardowej technologii spawania.
Jednostka posiadająca technolo-
gię wg odpowiedniej części PN-EN
ISO 15614, a więc na podstawie
pełnych badań technologii, może
odstąpić innej jednostce tę kwali-
fikację jako tzw. technologię stan-
dardową. Są jednak ogranicze-
nia i uwarunkowania. Stosowanie
kwalifikowania na podstawie tech-
nologii standardowej może być
odniesione tylko do wybranych
grup stali. Warunkiem zakwalifi-
kowania technologii standardowej
jest odpowiednie przygotowanie
Jednostka egzaminuj
ąca (nazwa, logo)
Strona
1/4
Protokó
á kwalifikacji technologii spawania (WPAR) nr KJ/12/00
Welding Procedure Approval Record (WPAR)
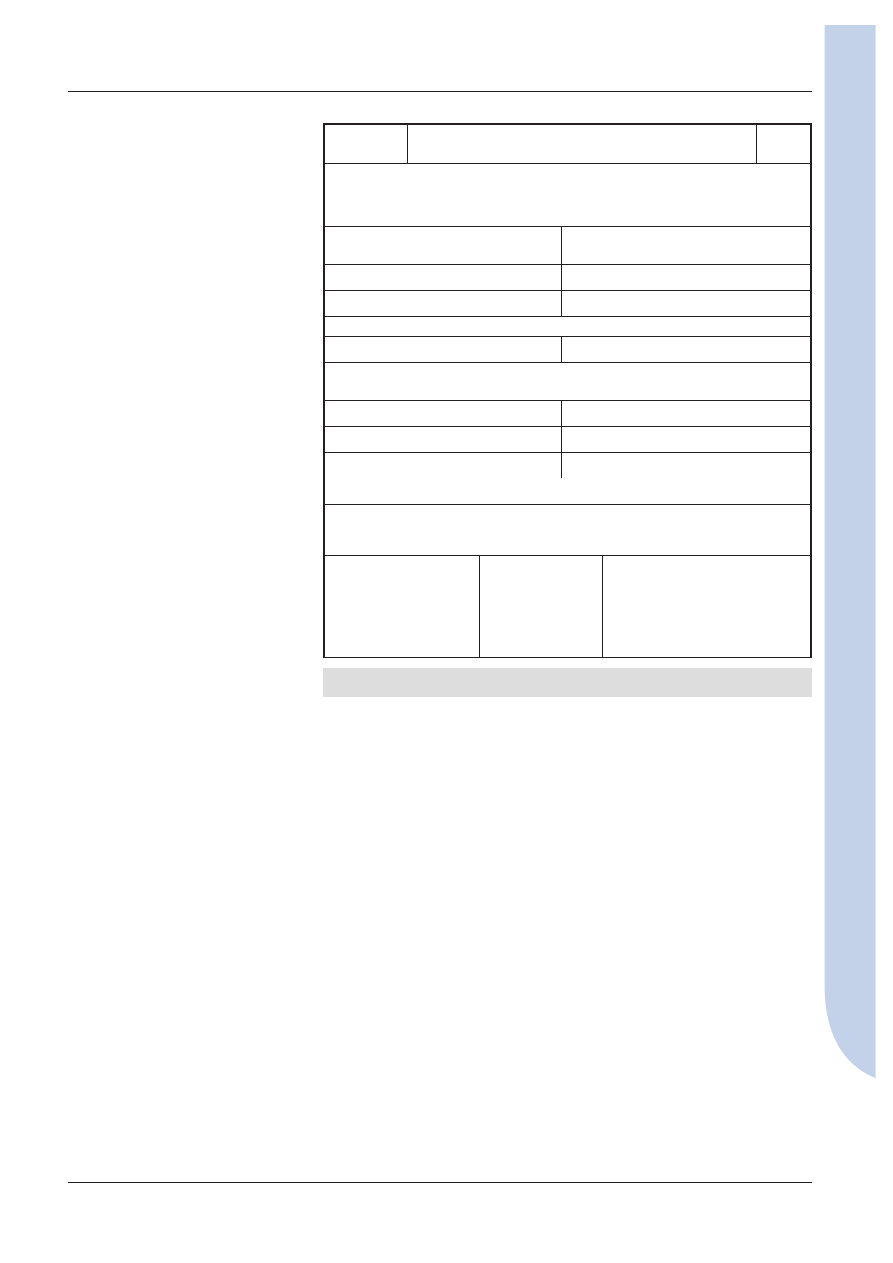
I. Kwalifikacja technologii spawania –
ĝwiadectwo badaĔ
Welding procedure approval – Test certificate
1. Technologia spawania stosowana przez wytwórc
Ċ
Manufacturer’s Welding Procedure
2. Jednostka egzaminuj
ąca: (Nazwa ) Exami-
ner/test body
0
0
/
2
1
/
M
/
S
Z
r
n
S
P
W
P
3. Wytwórca: CHEMOAPARAT S.A.
Manufacturer
4. Adres:
Address
5. Norma dotycz
ąca badaĔ: PN-EN 288-3
Code/Testing standard
6. Data spawania: 14.06.2000
Date of welding
Zakres kwalifikacji. Extent of approval
7. Proces spawania: 135
Welding process
8. Rodzaj z
áącza: doczoáowe
Joint type: butt weld
9. Materia
á podstawowy: S355J2G3 - EN 10025
Parent metal:
10. Rodzaj spoiwa: PN-EN 440 - G3Si1
11. Grubo
Ğü materiaáu podstawowego (mm): 12
Filler metal type/standard
Parent metal thickness
12. Rodzaj gazu os
áonowego: PN-EN 439 - M21 -
13. Rodzaj pr
ądu spawania: DC +
Shielding gas/standard
Welding current:
14. Pozycja spawania: PA
15. Podgrzewanie wst
Ċpne: nie stosowane
Welding position
Preheat: no applied
16. Inne informacje: –
Other informations
17. Niniejszym stwierdza si
Ċ, Īe záącze próbne spawano i badano zgodnie z wymaganiami normy
PN-EN 288-3 i uzyskano wynik pozytywny.
This is certified that test joint was prepared, welded and tested satisfactorily in accordance with the
requirements of the code testing standard indicated above.
18. Miejscowo
Ğü
19. Data wydania
20. Egzaminator lub jednostka egzami-
nacyjna
e
u
s
s
i
f
o
e
t
a
D
n
o
i
t
a
c
o
L
Examiner / test body
(Nazwa)
Tychy
03.07.2000 r.
Jan Kowalski, EWE
Rys. 3.
Protokó
ï kwalifikacji technologii (WPQR), strona 1
P R Z E G L
kD BUDOWLANY
1/ 2009
30
N O R M A L I Z A C J A
A
R
T
Y
K
U
Y
P
R
O
B
L
E
M
O
W
E
badań powinien w zasadzie odpo-
wiadać zakresowi wg odpowied-
niego arkusza PN-EN ISO 15614.
Nie zawsze jest to możliwe do zre-
alizowania. Możliwe mogą być też
badania uzupełniające. Można
zastosować badania dodatkowe,
np.: badania odporności na koro-
zję, badania ścieralności, badania
erozji złącza pod wpływem róż-
nych czynników itp.
Kwalifikacja technologii dotyczy
tylko złącza lub powierzchni napa-
wanej danego wyrobu. Zakres
kwalifikacji dotyczący grubo-
ś
ci można odnosić do każdego
elementu złącza, jak również do
grubości spoiny. W zależności od
warunków można ustalić zakresy
grubości zarówno dla spoin, jak
i dla powierzchni napawanych.
Zakres ten będzie wynikać z para-
metrów spawalniczych i musi gwa-
rantować wymagane właściwości
spoin lub napoin. W celu udowod-
nienia tego, powinno się wykonać
całą serię elementów próbnych,
w których zastosowano by różne
parametry i dla różnych grubości.
Kwalifikowanie technologii wg
PN-EN ISO 15613 dotyczy dane-
go wytwórcy, dla którego je zre-
alizowano. Muszą być zachowane
warunki technologiczne i warun-
ki kontroli, takie jak przy reali-
zowaniu procedury kwalifikacyj-
nej, o ile specyfikacja wyrobu nie
stanowi inaczej. Ważność kwa-
lifikacji jest na czas nieokreślo-
ny, chyba że uzgodniono inaczej.
Procedura kwalifikacyjna powinna
być udokumentowana za pomo-
cą WPQR. Norma PN-EN ISO
15614–1 [9] ustala warunki kwa-
lifikowania technologii spawania
na podstawie badania techno-
logii. Kwalifikowanie technologii
spawania może być realizowane
na podstawie wielu norm [9–20].
Stanowi ono najbardziej złożoną
procedurę polegającą na przepro-
wadzeniu pełnego badania tech-
nologii, która obejmuje ustalenie
warunków i techniki spawania oraz
badanie właściwości złącza i spo-
iny. Jest zatem procedurą naj-
kosztowniejszą, ale również naj-
zakres koniecznych badań muszą
być uzgodnione z egzaminato-
rem. Mogą one wynikać również
z wymagań dotyczących wyrobu .
Warunki odbioru powinny wynikać
z normy wyrobu lub specyfikacji
projektowej. Procedura kwalifika-
cyjna wymaga sporządzenia przez
wytwórcę pWPS, z uwzględnie-
niem wszystkich występujących
parametrów. Jeśli warunki pro-
dukcyjne wymagają stosowania
oprzyrządowania, to elementy
próbne powinny być wykonywane
w tych samych warunkach. Zakres
konieczność
przeprowadzenia
badań w celu potwierdzenia moż-
liwości technologicznych wytwór-
cy. W takim przypadku należy
przygotować jeden lub więcej ele-
mentów próbnych, które w miarę
możliwości odzwierciedlą kształt
i wymiary elementu rzeczywistego
(produkcyjnego). Ważne będzie
zapewnienie warunków wyko-
nania elementu produkcyjnego,
takich jak: utwierdzenia, wpływu
nagrzewania, utrudnionego dostę-
pu itp. Kształt, wymiary, warun-
ki przeprowadzenia prac oraz
Protokó
á kwalifikacji technologii spawania WPAR nr KJ/12/00
Strona
2/4
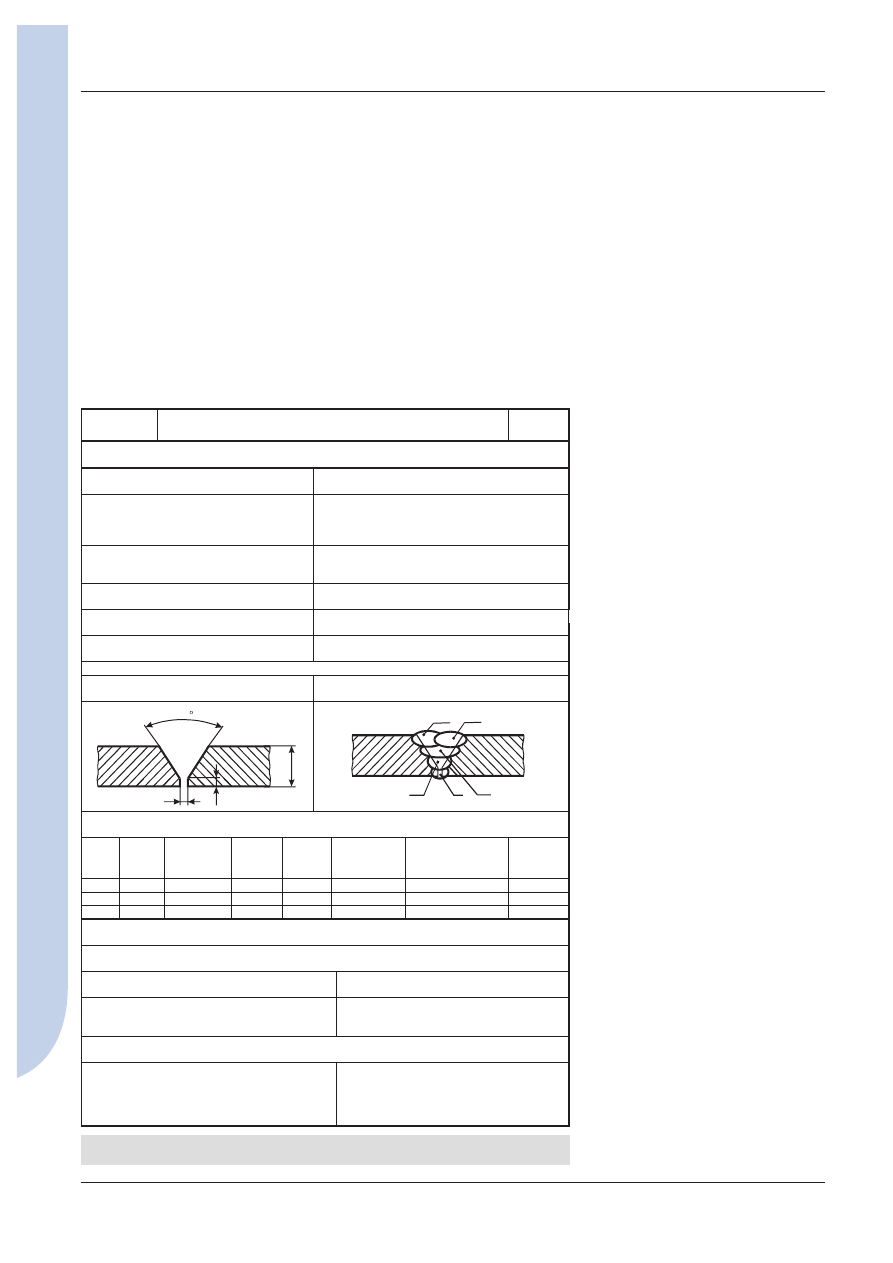
II. Szczegó
áy dotyczące záącza próbnego
Details of test joint
1. Miejscowo
Ğü
)
a
w
z
a
N
(
:
a
n
j
y
c
k
e
p
s
n
i
a
k
t
s
o
n
d
e
J
.
2
y
h
c
y
T
:
Location
Examiner/ test body
3.Technologia spawania stosowana przez wytwórc
Ċ:
Manufacturer’s welding procedure
PWPS nr KJ/M/12/00
4. Sposób przygotowania oraz czyszczenia: szlifo-
wanie rowka i obszaru spoiny
Method of preparation and cleaning:
Grinding of groove and joint area
5. Wytwórca: CHEMOAPARAT S.A.
6. Specyfikacja materia
áu podstawowego:
S355J2G3 - EN 10025
Manufacturer
Parent material specification:
7. WPAR nr: KJ/12/00
8. Imi
Ċ i nazwisko spawacza: Jan CieĞlik
e
m
a
n
s
’
r
e
d
l
e
W
:
.
o
n
R
A
P
W
9. Proces spawania: 135
10. Grubo
Ğü materiaáu (mm): 12
)
m
m
(
s
s
e
n
k
c
i
h
t
l
a
i
r
e
t
a
M
:
s
s
e
c
o
r
p
g
n
i
d
l
e
W
11. Rodzaj z
áącza: - doczoáowe
12. Pozycja spawania: PA
n
o
i
t
i
s
o
p
g
n
i
d
l
e
W
d
l
e
w
t
t
u
b
:
e
p
y
t
t
n
i
o
J
13. Szczegó
áy przygotowania do spawania (schemat) Weld preparation details (sketch)
Rysunek z
áącza
Joint design
Kolejno
Ğü spawania
Welding sequence
60
2
2
1
20
4
2
1
5
3
14. Szczegó
áy dotyczące spawania
Welding details:
ĝcieg
Run
Proces
Process
Wymiar spoiwa
Size of filler
metal
[mm]
Nat
ĊĪenie
pr
ądu
Current
[A]
Napi
Ċcie
áuku
Voltage
[V]
Rodzaj pr
ądu
biegunowo
Ğü
Type of cur-
rent/polarity
Pr
ĊdkoĞü podawania
drutu
Wire feed speed
[m/min]
Pr
ĊdkoĞü
spawania
Travel speed
[cm/min]
1
135
1,2
136
18,5
DC/+
3,3
30
2-3
135
1,2
220
27
DC/+
6.9
38
4-5
135
1,2
250
30
DC/+
7,8
40
15. Inne informacje:
Other information:
16. Klasyfikacja spoiwa i nazwa handlowa: PN-EN 440 - G3 Si1 / IMT2
Filler metal classification and trade name
17. Przep
áyw gazu (l/min): 12–15
18. Wylot elektrody (mm): 10–15
Shielding gas flow rate
Stand off distance (mm)
19. Temperatura podgrzewania wst
Ċpnego: nie sto-
sowane
20. Temperatura mi
ĊdzyĞciegowa: 200°C
Preheat temperature: no applied
Interpass temperature
21. Szczegó
áy Īáobienia/podkáadek: spawanie jednostronne bez podkáadki
Details of gouging/backing
ss nb
22. Wytwórca: CHEMOAPARAT S.A.
Manufacturer:
23. Egzaminator lub jednostka egzaminuj
ąca
Examiner / test body
n
i
r
g
m
0
0
0
2
.
6
0
.
4
1
)
s
i
p
d
o
p
i
a
t
a
d
(
Ī. Jan Kowalski – (Nazwa)
date and signature
Rys. 4.
Szczegó
ïy wykonania zïÈcza próbnego (WPQR), strona 2
P R Z E G L
kD BUDOWLANY
1/ 2009
N O R M A L I Z A C J A
31
A
R
T
Y
K
U
Y
P
R
O
B
L
E
M
O
W
E
Podobieństwo metalurgiczne ma-
teriałów podstawowych i dodat-
kowych, podobieństwo technik
spawalniczych oraz zróżnicowany
stopień trudności spawania (pozy-
cje spawania) pozwalają na znacz-
ne nieraz rozszerzenie kwalifikacji.
Wyrażając to najprościej: wyko-
nując badania kwalifikacyjne dla
określonych zmiennych pojawiają
się możliwości ich rozszerzenia
tworząc tzw. zakres kwalifikacji.
Stale konstrukcyjne, w zależności
od swoich właściwości spawal-
niczych, zostały uszeregowane
w tzw. grupy materiałowe. W tabeli
1 przedstawiono sposób podziału
stali.
Kwalifikowanie technologii wg
PN-EN ISO 15614–1 przeprowa-
dza się na ściśle określonych ele-
Wyniki badań muszą być doku-
mentowane w protokołach WPQR
i tylko one są podstawą do zakwa-
lifikowania technologii. Na rysun-
kach 3–6 pokazano przykładowy
WPQR.
Jak widać, kwalifikowanie tech-
nologii na podstawie badań jest
kosztowne,
zatem
niezwykle
ważne jest właściwe określenie
tzw. zakresu kwalifikacji. Zakres
ten dotyczy: materiałów – bada-
nia jednego gatunku materiału
pozwalają na stosowanie tech-
nologii dla określonych innych
gatunków o odpowiednim podo-
bieństwie metalurgicznym; wymia-
rów, a w szczególności grubości
i średnic; metod spawania; pozycji
spawania; rodzaju spoiny; gatunku
materiału dodatkowego i innych.
bardziej wiarygodnym sposobem
udowodnienia możliwości wyko-
nawcy. Stosowanie kosztownych
procedur powinno być uzasadnio-
ne i przemyślane. Kwalifikowanie
na podstawie badań technologii
powinno być realizowane dla połą-
czeń spawanych w konstrukcjach
klasy I [1]. Opracowanie technolo-
gii następuje u wytwórcy (pWPS),
w zależności od potrzeb zamó-
wienia, wyposażenia i profilu pro-
dukcji. Liczba i rodzaj elementów
próbnych określona jest potrze-
bami kwalifikacji, które obejmują:
grupę materiałową, rodzaj proce-
su spawania, rodzaj złącza, gru-
bość łączonych elementów, rodzaj
i gatunek materiałów dodatko-
wych, pozycję spawania, rodzaj
prądu, rodzaj obróbki cieplnej.
Tabela 1.
Grupy materia
ïowe stali
Grupa
Rodzaj stali
Podgrupa
Norma/Przyk
ïadowe gatunki
1
R
eH
≤ 460 MPa, C ≤ 0,25%, Si ≤ 0,6%, Mn ≤ 1,8%, Mo
≤0,7%, S ≤ 0,045%, P≤0,045%, Ni ≤ 0,5%, Cu ≤0,4%, Cr
≤0,3%, Nb ≤0,06%, Ti ≤ 0,05%
1.1
PN-EN 10025-2/ S235, PN-EN 10025-3/S275N, PN-EN 10025-4/S275M
1.2
PN-EN 10025-2/ S355, PN-EN 10025-3/S355N, PN-EN 10025-4/S355M
1.3
PN-EN 10025-3/ S420N
1.4
PN-EN 10025–5/ S235W
2
Drobnoziarniste po obróbce termomechanicznej
R
eH
> 360 MPa
2.1
PN-EN 10025-4/ S420M, S460M, PN-EN 10028-5/ P420M
2.2
PN-EN 10149-2/ S550MC
3
Ulepszane cieplnie i utwardzane wydzieleniowo z wyj
Ètkiem
nierdzewnych
3.1
PN-EN 10025-6/ S460Q, S620Q, PN-EN 10028-6/ P460Q, P500Q
3.2
PN-EN 10025-6/ S890Q, S960Q
3.3
PN-EN 10137-3/ S500A
4
Stale niskowanadowe Cr-Mo-(Ni)
Mo ≤ 0,7%, V ≤ 0,1%
4.1
Cr ≤ 0,3%, Ni ≤ 0,7%
4.2
Cr ≤ 0,7%, Ni ≤ 1,5%
5
Stale Cr-Mo bezwanadowe
C≤ 0,35%
5.1
PN-EN 10028-2/ 13CrMo4-5, PN-EN 10216-2/ 10CrMo5-5
5.2
PN-EN 10028-2/ 10CrMo9-10, PN-EN 10216-2/ 10CrMo9-10
5.3
PN-EN 10216-2/ X11CrMo5+L
5.4
PN-EN 10216-2/ X11CrMo9-1+L
6
Stale wysokowanadowe Cr-Mo-(Ni)
6.1
PN-EN 10213-2/ G12CrV5-2, PN-EN 10216-2/14MoV6-3
6.2
PN-EN 10213-2/ G17CrMoV5-10
6.3
0,3% < Cr ≤7,0% Mo ≤ 0,7%, V ≤ 0,35%
6.4
PN-EN 10216-2/ X10CrMoVNb9-1, PN-EN10213-2/ GX23CrMoV12-1
7
Stale ferrytyczne, martenzytyczne i utwardzane
wydzieleniowo
C ≤0,35%, 10,5%≤Cr ≤ 30%
7.1
PN-EN 10088:1:2005 Tab. 1
/ X2CrNi12
7.2
PN-EN 10028-7/ X3CrNiMo13-4, PN-EN 10213-2/ GX8CrNi12
7.3
Stale utwardzane wydzieleniowo
8
Stale austenityczne
Ni ≤ 31%
8.1
PN-EN 10222-5/X2CrNiCu19-10, X2CrNi18-9
8.2
PN-EN 10088-1:2005 Tab. 3/ X1CrNi25-21
8.3
PN-EN 10088:2005 Tab. /3X12CrMnNiN17-7-5
9
Stale niklowe, Ni≤10%
9.1
PN-EN 10028-4/ 11MnNi5-3, PN-EN 10222-3/ 13MnNi6-3
9.2
PN-EN 10028-4/ 12Ni14, PN-EN 10213-3, G17NiCrMo13-6
9.3
PN-EN 10028-4/X8Ni9, X7Ni9
10
Stale ferrytyczno austenityczne DUPLEX
10.1
PN-EN 10222-5/ X2CrNiMo22-5-3
10.2
PN-EN 10222–5/ X2CrNiMoN25–7–4
11
Stale spoza grup 1–10
0,25% < C ≤ 0,5%
11.1
0,25% < Cr ≤ 0,35%
11.2
0,35% < Cr ≤0,5%
11.3
0,5% < Cr ≤ 0,85%

P R Z E G L
kD BUDOWLANY
1/ 2009
32
N O R M A L I Z A C J A
A
R
T
Y
K
U
Y
P
R
O
B
L
E
M
O
W
E
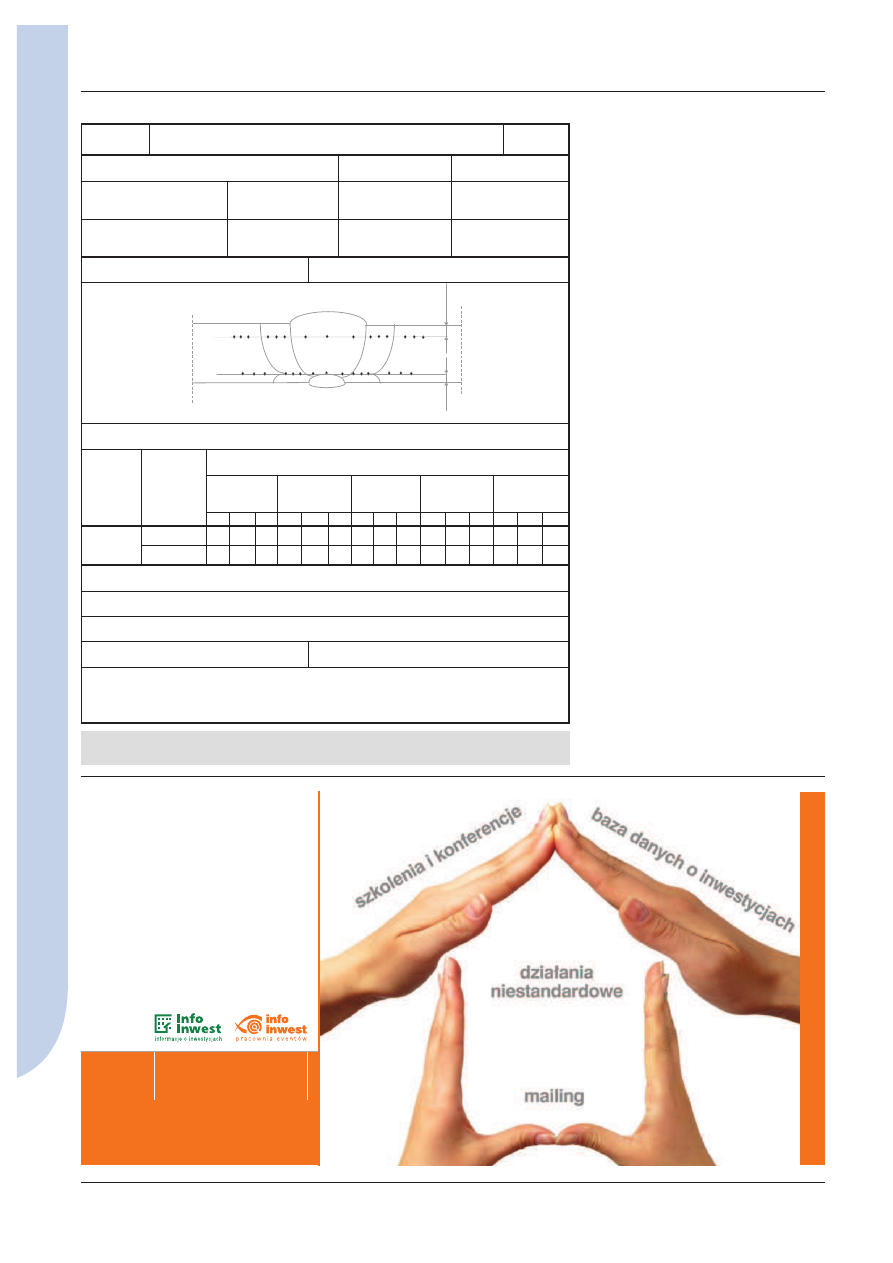
Szkic elementu próbnego
Symbole
Rodzaj i za-
kres bada
Ĕ
Uwagi dodatkowe
a = min 150
b = min 350
O – odpad min 25
T – pomiar twardo
Ğci
M – badania makroskopo-
we
R – próba rozci
ągania
G – próba zginania
U – próba udarno
Ğci
D –
Ğrednica zewn.
t – grubo
Ğü Ğcianki
VT – badania wizualne
UT – badania ultrad
ĨwiĊ-
kowe
RT badania radiograficzne
MT – badania magnetyczno-
-proszkowe
PT – badania penetracyjne
Typowe przyk
áady pomia-
rów twardo
Ğci
VT/100%
RT lub UT
100%
MT lub PT
R/ 2 szt
G / 2 szt
G / 2 szt
U / zest.I
U / zest. II
T
M /1 szt.
UT tylko dla stali ferrytycznej
PT dla stali nieferrytycznych
Rozci
ąganie lica
Rozci
ąganie grani
Karb w spoinie
Karb w HAZ
Nie wymagane (R
e
)
225 MPa)
i dla grupy 9
Nie wymagane (R
e
)
225 MPa)
i dla grupy 9
Nie wymagane (R
e
)
225 MPa)
i dla grupy 9
VT / 100%
MT lub PT
UT lub RT
T
M /2 szt
PT dla stali nieferrytycznych
UT tylko dla stali ferrytycz-
nych i t > 8
Dla D
) 50 nie stosowa
ü UT
VT / 100%
MT lub PT
M /2 szt
T
PT dla stali nieferrytycznych
Kierunek spawania
m
ax
2
max 2
max 2
Punkty pomiaru twardo
Ğci
max 2
Linia pomiaru twardo
Ğci
O
RG
RG
U
T
O
a
t
b
Spoina czo
áowa
Przygotowanie brzegów wg pWPS
RG
U
RG
M
TM
D
/t
a
Spoina czo
áowa
Przygotowanie brzegów wg pWPS
Spoiny pachwinowe
t
2
t
1
b
b
a
Kierunek spawania
M
T
_
A
B
a
a
a
D
2
/t
2
D
1
/t
1
t
2
t
1
b
b
a
Kierunek spawania
M
T
M
_
A
B
a
a
a
D
2
/t
2
D
1
/t
1
O
O
O
O
TM
TM
TM
TM
M
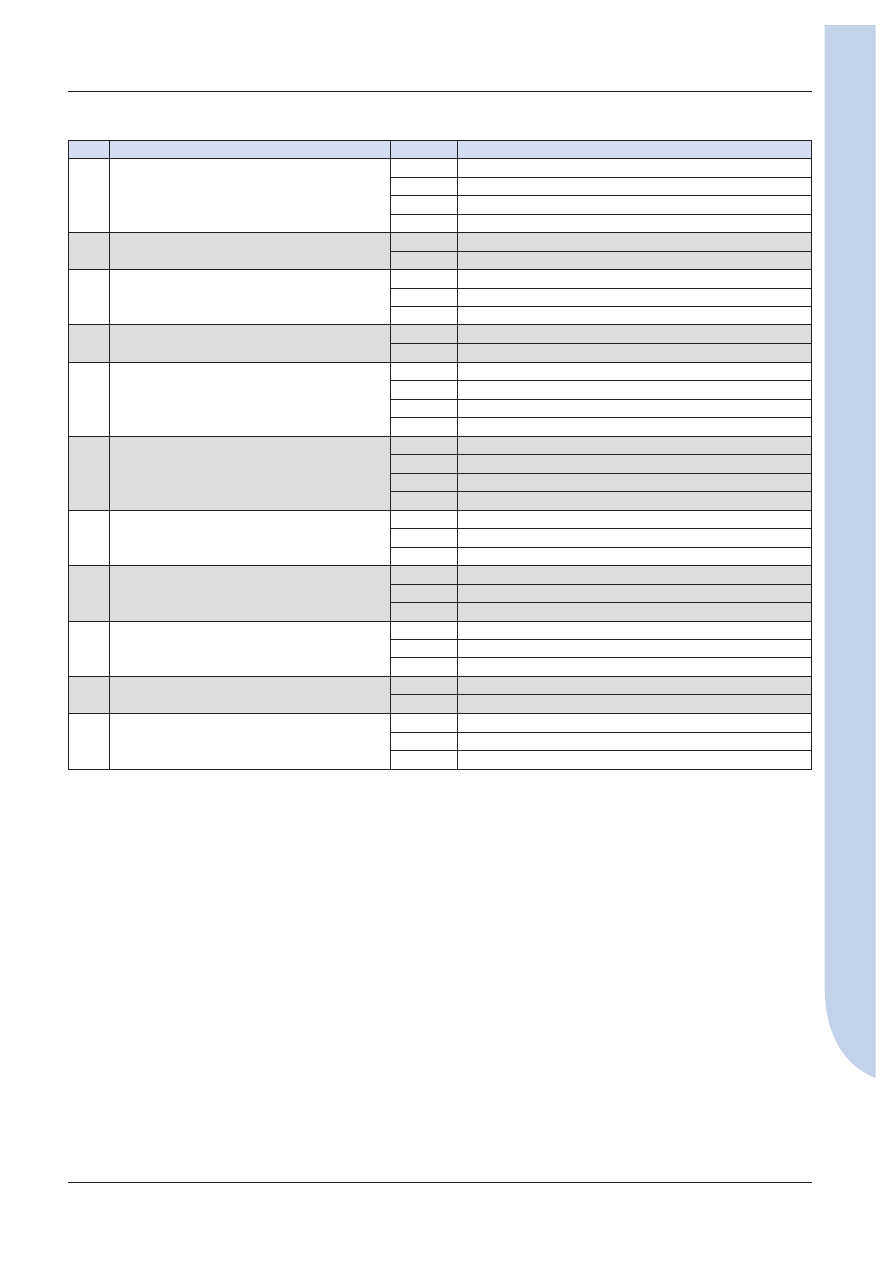
Tabela 2.
Kszta
ït i wymiary zïÈczy próbnych oraz zestawienie wymaganych badañ
P R Z E G L
kD BUDOWLANY
1/ 2009
N O R M A L I Z A C J A
33
A
R
T
Y
K
U
Y
P
R
O
B
L
E
M
O
W
E
mentach próbnych. W tabeli 2
pokazano kształty i wymiary ele-
mentów próbnych, rodzaj i zakres
badań nieniszczących i niszczą-
cych oraz podstawowe warunki
tych badań.
Istotnym elementem optymaliza-
cji kosztów kwalifikowania jest
zakres kwalifikacji. Normy [9–20]
ustalają takie zakresy. I tak, wyko-
nanie badań na wybranym mate-
riale badania umożliwia stoso-
wanie tej technologii w odniesie-
niu do innych podgrup lub grup
materiałowych. Wymaga to wyso-
kich kwalifikacji personelu nadzo-
rującego proces kwalifikowania.
Niezbędna w tym przypadku jest
odpowiednia wiedza.
BIBLIOGRAFIA
[1] PN-B-06200:2002, Konstrukcje stalowe
budowlane. Warunki wykonania i odbioru.
Wymagania podstawowe
[2] PN-EN ISO 15607:20078, Specyfikacja
i kwalifikowania technologii spawania
metali. Zasady ogólne
[3] PN-EN ISO 15610, Specyfikacja
i kwalifikowanie technologii spawania
metali. Kwalifikowanie na podstawie
zbadanych materiałów dodatkowych
do spawania
[4] PN-EN ISO 15611, Specyfikacja
i kwalifikowanie technologii spawania
metali. Kwalifikowanie na podstawie
wcześniej nabytego doświadczenia
w spawaniu
[5] PN-EN ISO 15612, Specyfikacja
i kwalifikowanie technologii spawania
metali. Uznanie na podstawie przyjęcia
standardowej technologii spawania
[6] PN-EN ISO 15613, Specyfikacja
i kwalifikowanie technologii spawania
metali. Kwalifikowania na podstawie
przedprodukcyjnego badania spawania/
zgrzewania
[7] EN ISO 14555, Welding – Arc stud
welding of metallic materials
[8] EN ISO 15620, Welding – Friction
welding of metallic materials
[9] PN-EN ISO 15614–1, Specyfikacja
i kwalifikowanie technologii spawania
metali. Badanie technologii spawania –
Część 1: Spawanie łukowe i gazowe stali
oraz spawanie łukowe niklu i stopów niklu
[10] PN-EN ISO 15614–2, Specyfikacja
i kwalifikowanie technologii spawania
metali – Badanie technologii spawania
– Część 2: Spawanie łukowe aluminium
i jego stopów
[11] prEN ISO 15614–3, Specification and
qualification of welding procedures for
metallic materials – Welding pro cedure test
– Part 3: Welding procedure tests for the
arc welding of casts iron
[12] PN-EN ISO 15614–4 (U), Specyfikacja
i kwalifikowanie technologii spawania
metali – Badanie technologii spawania –
Część 4: Spawanie wykańczające odlewów
aluminiowych
[13] PN-EN ISO 15614–5 (U), Specyfikacja
i kwalifikowanie technologii spawania
metali – Badanie technologii spawania –
Część 5: Spawanie łukowe tytanu, cyrkonu
i ich stopów
[14] PN-EN ISO 15614–6 (U), Specyfikacja
i kwalifikowanie technologii spawania
metali – Badanie technologii spawania
– Część 6: Spawanie łukowe i gazowe
miedzi i jej stopów
[15] PN-EN ISO 15614–8 (U), Specyfikacja
i kwalifikowanie technologii spawania
metali – Badanie technologii spawania –
Część 8: Spawanie rur z płytami sitowymi
[16] EN ISO 15614–9, Specification and
qualification of welding procedures for
metallic materials – Welding proce dure
test – Part 9: Underwater hyperbaric wet
welding
[17] prEN ISO 15614–10, Specification and
approval of welding procedures for metallic
materials – Welding proce dure test – Part
10: Hyperbaric dry welding
[18] PN-EN ISO 15614–11, Specyfikacja
i kwalifikowanie technologii spawania
metali – Badanie technologii spawania –
Część 11: Spawanie wiązką elektronów
i wiązką promieniowania laserowego
[19] prEN ISO 15614–12, Specification and
approval of welding procedures for metallic
materials – Welding proce dure test – Part
12: Spot, seam and projection welding
[20] prEN ISO 15614–13, Specification
and qualification of welding procedures
for metallic materials – Welding procedure
test – Part 13: Resistance butt and flash
welding (ISO/DIS 15614–13:2002)
Protokó
á kwalifikacji technologii spawania WPAR nr KJ/12/00
Strona
3/4
III. Wyniki bada
Ĕ
Test results
1. Technologia spawania: pWPS nr ZS/M/12/00 2. Jednostka egzaminuj
ąca: (Nazwa)
Manufacturer’s welding procedure
Examiner / test body
Za
á
3
1
/
1
r
n
.
Reference no
3. Ogl
Ċdziny zewnĊtrzne: 100% wg EN 970. NiezgodnoĞci niedopuszczalnych nie stwierdzono. Wynik
bada
Ĕ pozytywny – poziom B ISO 5817
Visual examination test results : acceptable – level B ISO 5817.
4. Badania penetracyjne: wg EN 3452. Niezgodno
Ğci niedopuszczalnych nie stwierdzono. Wynik ba-
da
Ĕ pozytywny – poziom B ISO 5817.
Dye penetrant test results : acceptable – level B ISO 5817.
5. Badania radiograficzne wg ISO 1106-1:1984. Niezgodno
Ğci niedopuszczalnych nie stwierdzono.
Wynik bada
Ĕ pozytywny – poziom B ISO 5817.
Radiography test results: acceptable – level B ISO 5817.
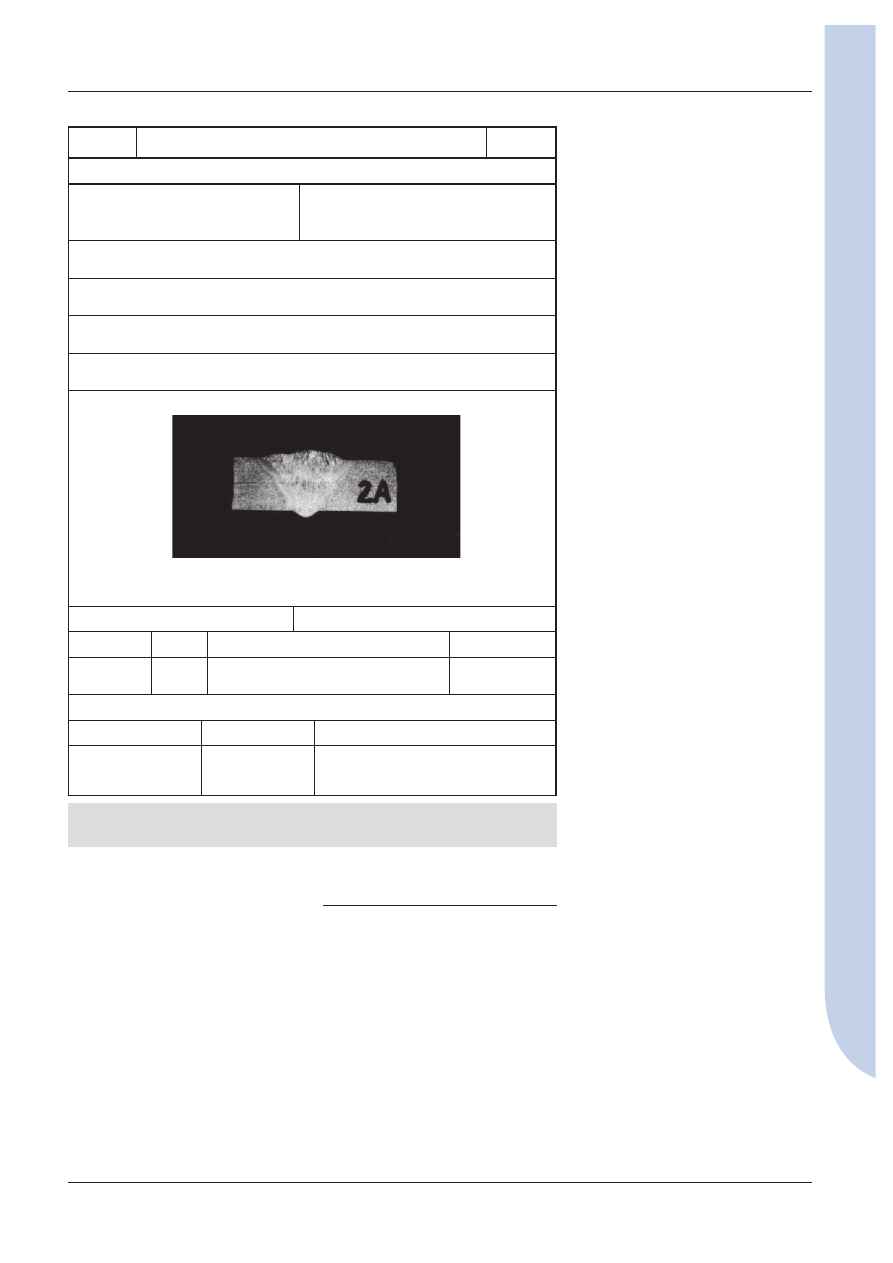
6. Badania makroskopowe. W badaniu makroskopowym wg EN 1321: 1996 niezgodno
Ğci spawalni-
czych nie stwierdzono. Poziom jako
Ğci B wedáug ISO 5817. Wynik badania pozytywny.
Macro examination test results: acceptable – level B ISO 5817.
7. Makrostruktura próbki
Macrostructure
8. Próba rozci
ągania wg EN 895:1995
Temperatura: 20°C
Tensile test
Temperature
Rodzaj/numer
Type/No.
Rm
[N/mm
2
]
Miejsce zerwania
Fracture location
Uwagi
Remarks
2A1R
2A3R
550,8
547,1
Zerwanie poza spoin
ą. Parent metal
Zerwanie poza spoin
ą. Parent metal
9. Próby zginania
Bend tests
wg EN 910:1996
ĝrednica trzpienia gnącego: 48 mm
Former diameter
Rodzaj/numer próbki
Type/No.
K
ąt zgiĊcia
Bend angle
Wynik
Result
2A1GL
2A3GL
2A1GG
2A3GG
130
130
130
130
Bez rys i p
ĊkniĊü. No flaws and cracks
Bez rys i p
ĊkniĊü. No flaws and cracks
Bez rys i p
ĊkniĊü. No flaws and cracks
Bez rys i p
ĊkniĊü. No flaws and cracks
Rys. 5.
Zestawienie wyników bada
ñ wïaĂciwoĂci zïÈcza spawanego (WPQR),
strona 3
P R Z E G L
kD BUDOWLANY
1/ 2009
34
N O R M A L I Z A C J A
A
R
T
Y
K
U
Y
P
R
O
B
L
E
M
O
W
E
[21] PN-EN ISO 15609–1, Specyfikacja
I kwalifikowanie technologii spawania
metali. Instrukcja technologiczna spawania
– Część 1: Spawanie łukowe
[22] ISO/TR 15608:2005, Welding –
Guidelines for metallic materials grouping
system
[23] Węglowski M. S., Oznaczanie
gatunków stali I ich klasyfikacja według
grup materiałowych w oparciu o nowe
przepisy, Konstrukcje Stalowe, nr 5/2007
[24] PN-EN ISO 4063:2002, Spawanie
i procesy pokrewne. Nazwy i numery
procesów
[25] PN-EN 287–1, egzamin kwalifikacyjny
spawaczy. Spawanie. Cz. 1: Stale
[26] PN-EN ISO 3834–1:2006, Wymagania
jakości dotyczące spawania materiałów
metalowych – Część 1: Kryteria wyboru
odpowiedniego poziomu wymagań jakości
[27] PN-EN ISO 3834–2:2006, Wymagania
jakości dotyczące spawania materiałów
metalowych – Część 2: Pełne wymagania
jakości
[28] PN-EN ISO 3834–3:2006, Wymagania
jakości dotyczące spawania materiałów
metalowych – Część 3: Standardowe
wymagania jakości
[39] PN-EN ISO 3834–4:2006 (U),
Wymagania jakości dotyczące spawania
materiałów metalowych – Część 4:
Podstawowe wymagania jakości
[30] PN-EN ISO 14731:2008, Nadzór
spawalniczy – Zadania i odpowiedzialność
[31] Sędek P., Techniki spawalnicze
w świetle wymagań przepisów i norm
budowlanych, Przegląd Budowlany
nr 10/2004
Protokó
á kwalifikacji technologii spawania WPAR nr KJ/12/00
Strona
4/4
10. Badanie udarno
Ğci wg EN 875:1995
Impact Tests
Rodzaj:Charpy V
Type
Wymiar: 10,0 × 8,0
Size
Usytuowanie karbu/kierunek
Notch location/ direction
Temperatura
Temperature
[
O
C]
Warto
Ğci [J]
Values [J]
1 2 3
Uwagi
Remarks
2A2S
2A2P
–20
–20
44 31 32
57 70 74
11. Próby twardo
Ğci wg EN 1043-1:1996
Rodzaj/Obci
ąĪenie: HV 10
Hardness tests
Type/load
1 2 3
4 5 6 7 8 9 10 11 12 13 14 15
1 2 3
4 5 6 7 8 9 10 11 12 13 14 15
A
B
2 mm
2 mm
12. Usytuowanie pomiarów (szkic)
Location of measurements (sketch}
Oznacze-
nie próbki
Linia bada-
nia
Miejsce pomiaru i twardo
Ğü HV10
Location of measurements and hardness HV10
Sample
Mark
Lines of
measur-
ments
MR
Parent metal
SWC
H.A.Z.
Spoina
Weld metal
SWC
H.A.Z.
MR
Parent metal
1
2
3
4
5
6
7
8
9
10 11 12 13 14
15
A
156
159 162
166
189
195
168
180
185
204 194 178 149
147
147
2A
B
160
161 160
170
174
172
163
163
167
173 172 171 150
149
151
Uwagi: MR - materia
á rodzimy. Parent metal
SWC – strefa wp
áywu ciepáa. H.A.Z.
13. Badania prowadzono zgodnie z wymaganiami: PN-EN 288-3:1994
Tests carried out in accordance with the requirements of
14. Protoko
áy z badaĔ laboratoryjnych nr 1/12/VI/00,16, 56/00, 40/00
Laboratory report references
15. Wyniki bada
Ĕ: pozytywne
16. Jednostka egzaminuj
ąca: (Nazwa)
Tests result: acceptable
Examiner/ test body
17. Badania prowadzono w obecno
Ğci:
Tests carried out in the presence of:
Jan Kowalski EWE
03.07.2000 r.
Rys. 6.
Zestawienie wyników bada
ñ zïÈcza spawanego (WPQR), strona 4
www.pracowniaeventow.pl
www.infoinwest.pl
Info-Inwest Sp. z o.o., 01-347 Warszawa
ul. Gabriela 4, lok.1, tel.: 022 664 44 44
e-mail: redakcja@infoinwest.pl
sukces
w bran˝y
budowlanej
to sztuka
komplementarna
Wyszukiwarka
Podobne podstrony:
INSTRUKCJA TECHNOLOGICZNA SPAWANIA
13 Instrukcja technologiczna spawania
Instrukcja technologiczna spawania
PRZYKŁADOWE PYTANIA DLA STUDENTÓW, Technologie Ochrony Środowiska, Analiza Instrumentalna
opisać technologie spawania spoiną pachwinową i przedstawić przykłady
Technologia spawania stali wysokostopowych 97 2003
Instrukcja technologiczna postępowania z jajami
Cleaning In Place Technology(1)
TH - przykladowe pytania egzaminacyjne KTZ-Technologii Zboz, SGGW - Technologia żywnosci, V semestr,
instrukcyjna, Technologia budowy maszyn
INSTRUKCJA TECHNOLOGICZNO RUCHOWA
Development of organic agriculture in Poland, Technologie
Analiza instrumentalna, Technologia chemiczna, Chemia analityczna, Laboratorium, Meteriały ogólne
Instrukcja Technoline BC 700
Instrukcja bhp - spawania elektr 1
więcej podobnych podstron