
Zamiejscowy Wydział Mechaniczny
Politechniki Białostockiej
w Suwałkach
Numer ćwiczenia: 8
Temat ćwiczenia: Pomiary błędów kształtu
wałka
Laboratorium metrologii
2005
8. POMIARY BŁĘDÓW KSZTAŁTU WAŁKA
8.1. Wprowadzenie do tematu
Błędy elementów walcowych określa się w przekroju osiowym i poprzecznym niezależnie od siebie. Dotychczas
stosowane pojęcia błędów kształtu elementów walcowych:
8.1.1. W przekroju poprzecznym
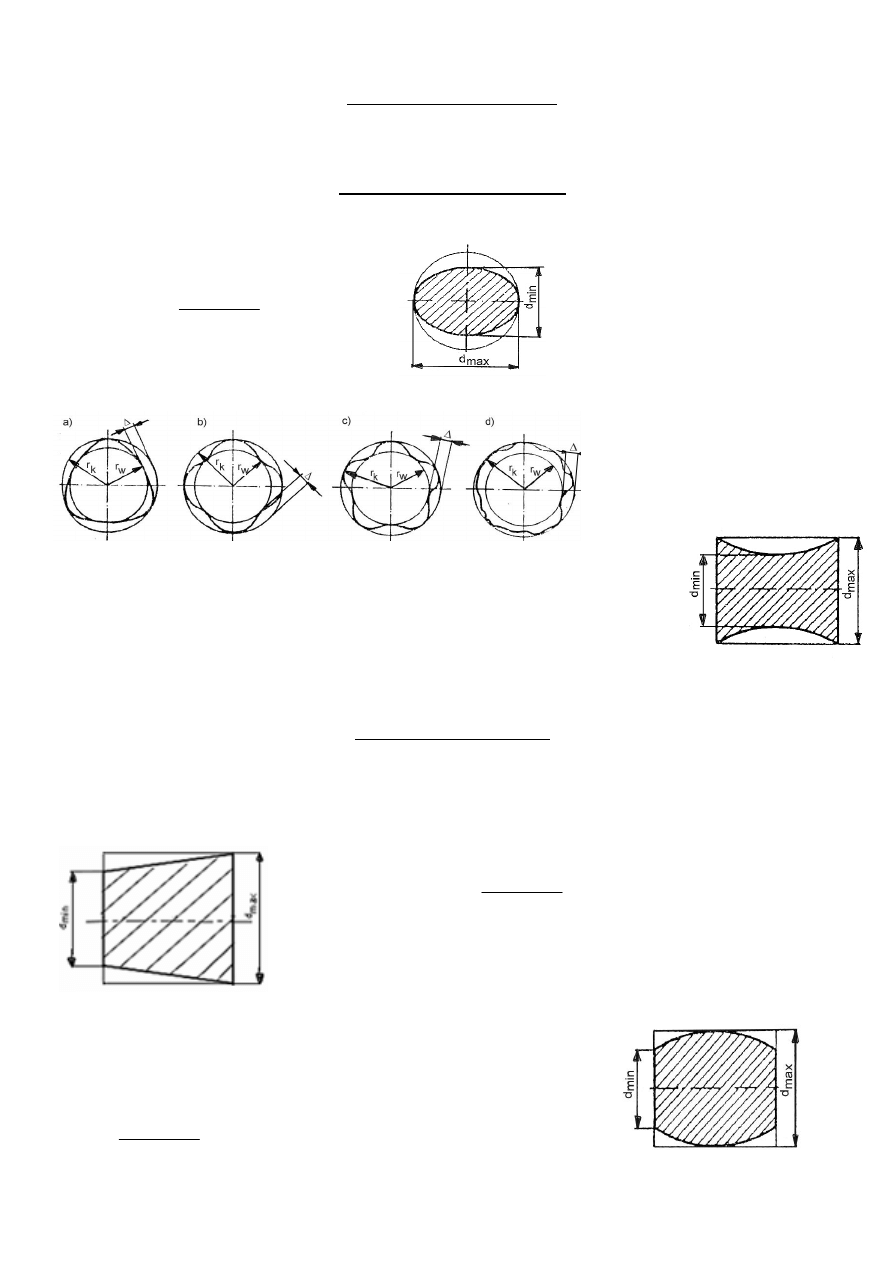
OWALNOŚĆ – odchyłka kołowości
∆
, której wartość zmienia się w ten sposób, że zarys rzeczywisty tworzy figurę
zbliżoną do elipsy, której średnice – największa i
najmniejsza występują w kierunkach
wzajemnie prostopadłych.
2
min
max
d
d
−
=
∆
(8.1)
GRANIASTOŚĆ- odchyłka kołowości
∆
, której
wartości zmieniają się w ten sposób,
że zarys rzeczywisty tworzy figurę zbliżoną do
Rys.8.1. Graniastość: a) trzykątna (n=3), b) czterokątna (n=4), c) pięciokątna
(n=5), d) nieregularna wielokąta foremnego z zaokrąglonymi bokami i wierzchołkami.
Graniastość rozróżnia się w zależności od liczby wierzchołków zarysu rzeczywistego
(rys.8.1).
8.1.2. W przekroju osiowym
STOŻKOWOŚĆ - odchyłka walcowości lub odchyłka zarysu przekroju wzdłużnego
∆
powierzchni walcowej,
której wartość zmienia się proporcionolnie do odległości od granicy obszaru cząstkowego. Średnice odpowiednich
przekrojów poprzecznych powierzchni zmniejszają się proporcjonalnie do wzrostu wartości odchyłki i odwrotnie
2
min
max
d
d
−
=
∆
(
8.2
)
Tworzące powierzchni rzeczywistej są prostoliniowe, lecz nierównoległe.
BARYŁKOWOŚĆ - odchyłka walcowości lub odchyłka zarysu przekroju wzdłużnego
∆
, powierzchni walcowej charakteryzująca się tym , że jej wartość zmniejsza się
od
granic obszaru cząstkowego w kierunku jego środka. Średnice odpowiednich
przekrojów poprzecznych powierzchni zwiększają się proporcjonalnie do
zmniejszenia wartości odchyłki
2
min
max
d
d
−
=
∆
(8.3)
Tworzące powierzchni rzeczywistej są krzywoliniowe – wypukłe.
SIODŁOWOŚĆ – odchyłka walcowości lub odchyłka zarysu przekroju wzdłużnego
∆
, powierzchni walcowej
charakteryzująca się tym, że jej wartość zwiększa się od granic obszaru cząstkowego w kierunku jego środka. Średnice
odpowiednich przekrojów poprzecznych powierzchni zmniejszają się proporcjonalnie do wzrostu wartości odchyłki
2
min
max
d
d
−
=
∆
(8.4)
Tworzące powierzchni rzeczywistej są krzywoliniowe-wklęsłe. Stożkowość, baryłkowość i siodłowość ocenia
się liczbowo jako odchyłkę walcowości zarysu przekroju wzdłużnego. Odchyłka zarysu przekroju wzdłużnego
charakteryzuje odchyłki prostoliniowości i odchyłki równoległości tworzących. Prawidłowość kształtu
powierzchni walcowej rnoże być określana przez ustalenie:
a) tolerancji walcowości,
b) tolerancji zarysu przekroju wzdłużnego i tolerancji kołowości zarysu
przekroju poprzecznego.
W przekroju poprzecznym zarysem odniesienia jest krąg przylegający, w odniesieniu do którego określa
się odchyłkę kołowości. W pomiarach błędów kołowości wyróżnić można metody:
— bezodniesieniowe, wykorzystujące jako bazę pomiarową oś elementu,
— odniesieniowe, polegające na ocenie wzajemnego usytuowania określonych punktów zarysu.
Metody bezodniesieniowe opierając się na definicji błędu kołowości, wymagają uzyskania pełnej informacji
o sprawdzanym zarysie. W metodzie bezodniesieniowej ważne jest zapewnienie dokładnego wzajemnego
obrotu przedmiotu sprawdzanego i czujnika, tak, aby środek obrotu położony był jak najbliżej osi
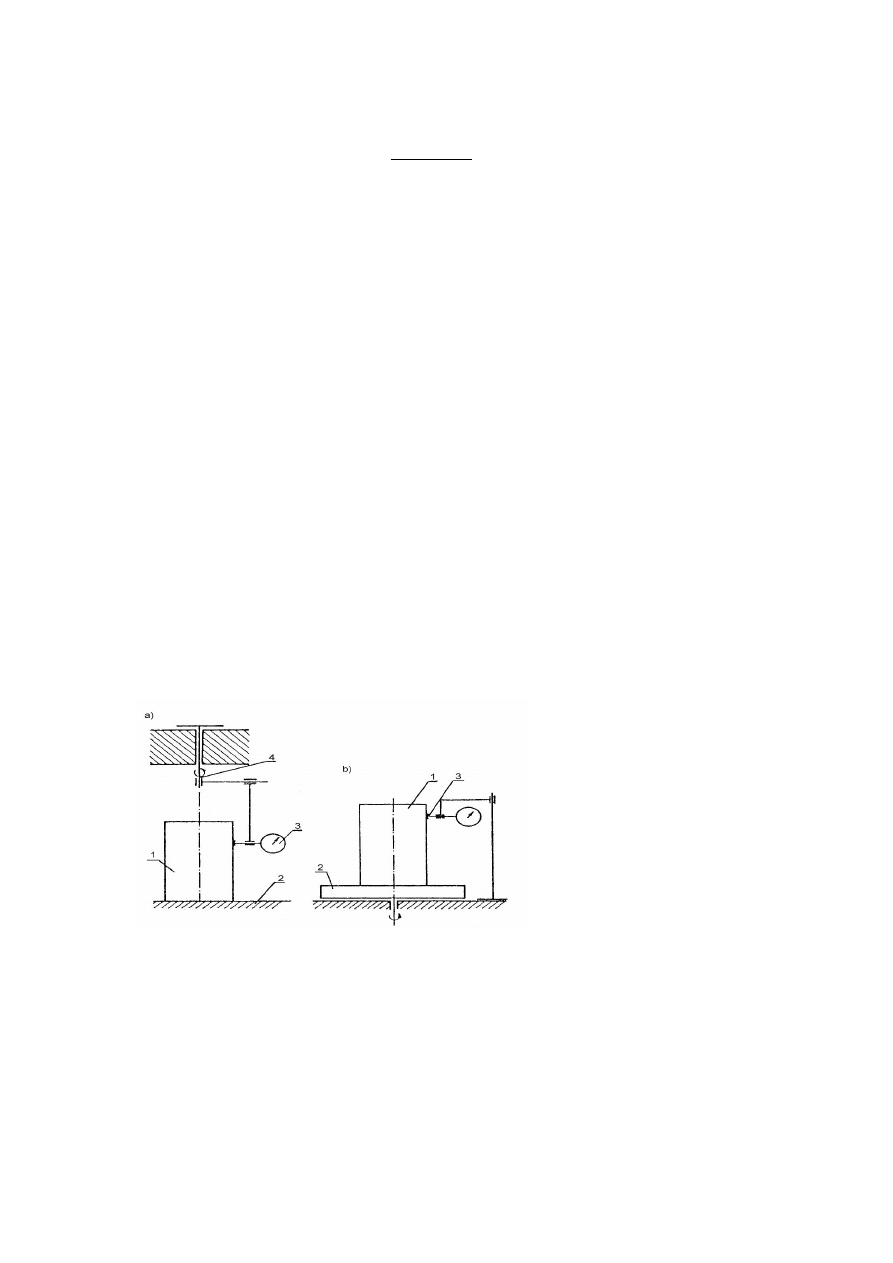
elementu. W nowoczesnych przyrządach pomiarowych stopuje się dwa rozwijania:
a) element ustawiony jest nieruchomo na stole, czujnik zaś związany z dokładnie łożyskowanym
wrzecionem obraca się wokół osi przedmiotu, zmiana promienia elementu powoduje przeniesienie się
końcówki czujnika (rys.8.2a),
b) element ustawiony na stole pomiarowym bardzo precyzyjnie łożyskowany obraca się razem ze stołem,
końcówka pomiarowa czujnika dokonuje tylko przemieszczeń promieniowych (rys.8.2b).
Rys.8.2. Schemat kinematyczny przyrządu do pomiaru błędów kołowości: a) z obrotowym wrzecionem, b) z obrotowym
stołem: 1 – element mierzony, 2 – stół pomiarowy, 3 – czujnik, 4 - wrzeciono
METODY
ODNIESIENIOWE
pomiaru
błędów
kołowości
nie
wy-
magają
kosztownej
aparatury
i
dlatego
są
powszechnie
stosowane.
Na-
leży podkreślić, że są to metody przybliżone. Opierają się one na za
łożeniu upraszczającym, że w kontrolowanym elemencie występuje wyłącznie jedna ze szczególnych odmian
kołowości
to
jest:
owalność,
graniastość.
Owalność
można
zmierzyć
metodą
dwupunktową
przy
u-
życiu
czujnika
zamocowanego
w
podstawie
przez
obracanie
wałka
na
płaskim
stoliku
(rys.8.3a).
Jak
widać
z
rysunku
8.3c
do
wykrywania
graniastości
nieparzystnokątnej
należy
zastosować
metodę
trzypunktową
według rysunku 8.3d.
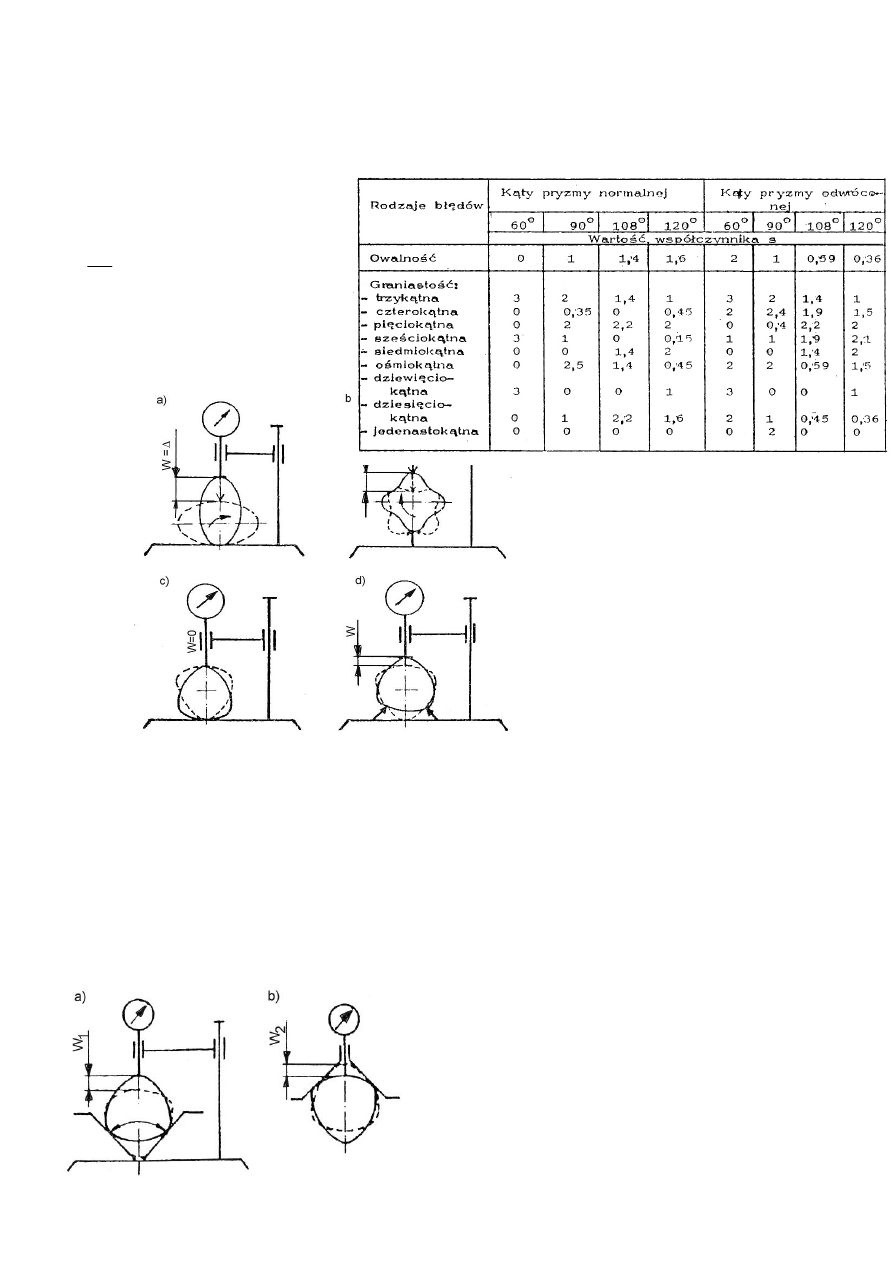
Odchyłka graniastości przy pomiarach w pryzmie
∆
jest ilorazem wskazania czujnika
w
∆
i tzw. współczynnika wy-
krywalności s zależnego od kata
α
pryzmy.
s
w
∆
=
∆
(
8.5
)
W tabeli 8.1 podano wartości
współczynników s dla pryzm o kątach
najczęściej stosowanych dla regularnych
błędów kołowości występujących w
praktyce.
Rys.8.3. Pomiar odchyłek kołowości: a) wykrywanie owalności, b) wykrywanie graniastości parzystokątnej, c)
wykrywanie graniastości nieparzystnokątnej – sposób nieprawidłowy, d) sposób prawidłowy
Tabela 8.1
Wartości współczynników s dla pryzm o różnych kątach
W praktyce błędy graniastości określa się przez obrót walka w pryzmie normalnej lub odwróconej
(rys.8.4). Przy określaniu błędów w przekroju osiowym zarysem odniesienia są dwie proste równoległe styczne
do zarysu przedmiotu na zewnątrz materiału, usytuowane tak,
aby największa odległość miedzy nimi i zarysem rzeczywistym
była najmniejsza z możliwych. W celu zmierzenia błędów
walcowości konieczne jest określenie kształtu i wzajemnego
usytuowania leżących w tej samej płaszczyźnie tworzących.
Powyższy warunek spełnia pomiar błędów walcowości za
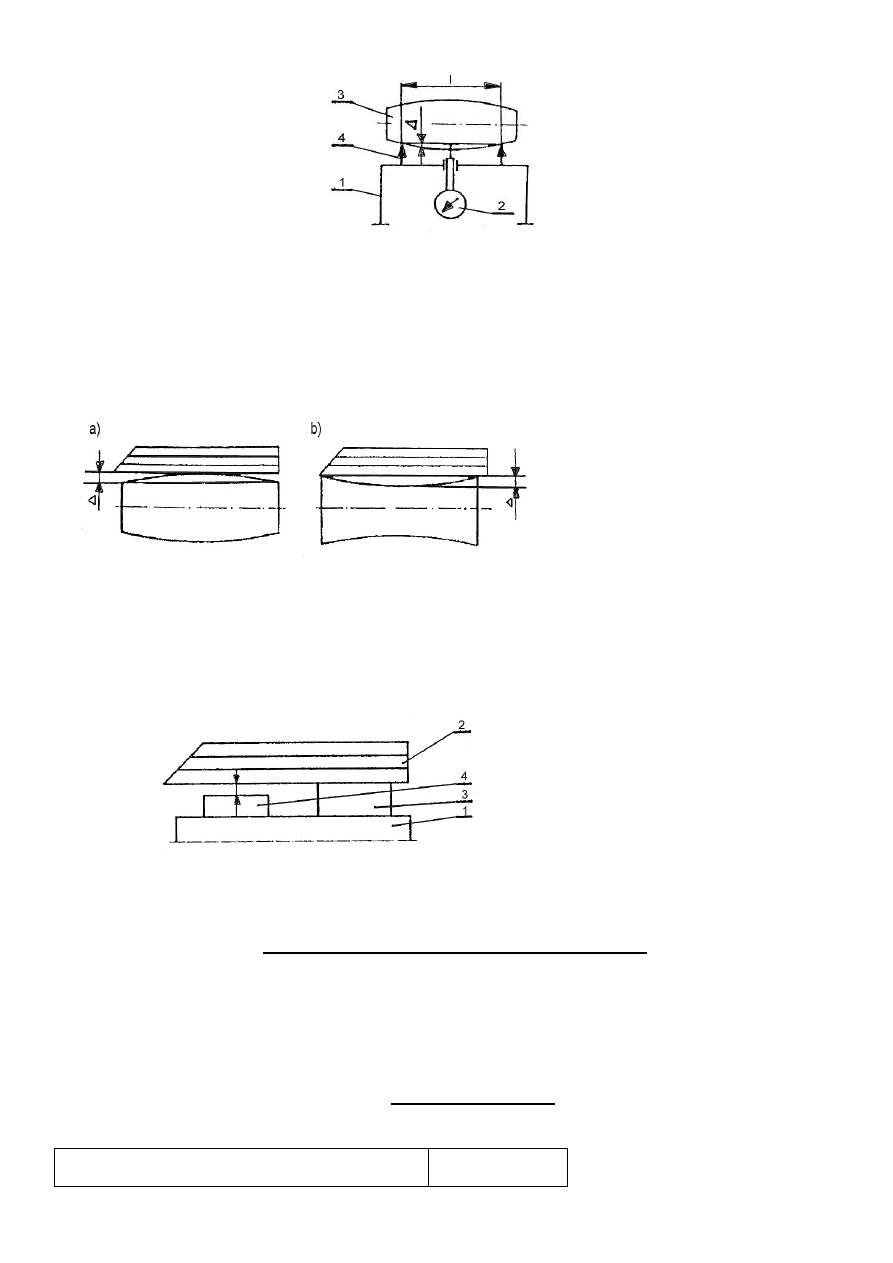
pomocą urządzenia przedstawionego na rysunku 8.5.
Sprawdzony wałek 4 mocowany jest w kłach przyrządu 1. W podstawie 5 zawieszony jest kabłąk 6.
Rys.8.4. Wykrywanie graniastości: a) na pryzmie
normalnej, b) na pryzmie odwróconej
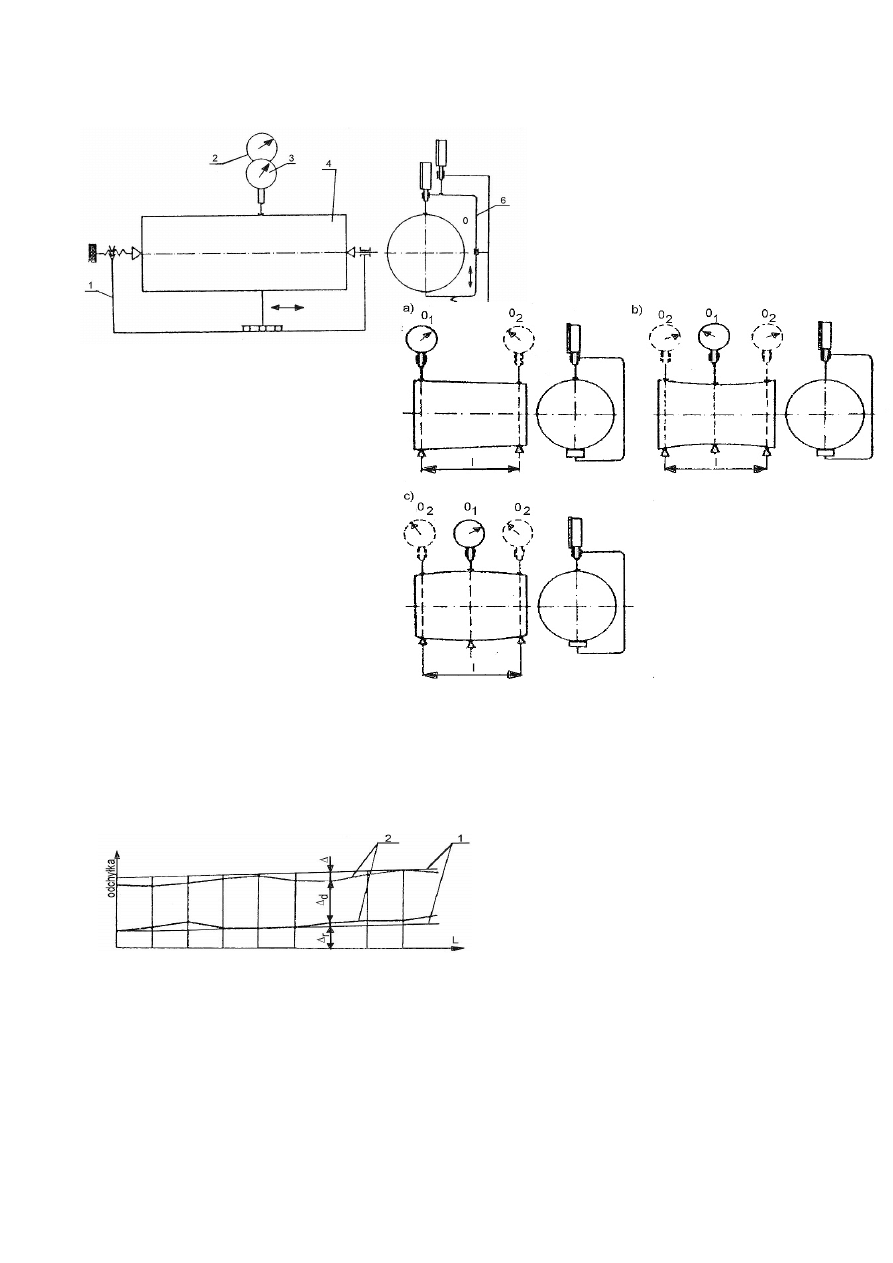
Zmiana promienia wałka, wywołuje zmiany wskazania czujnika 2. Średnica wałka wskazywana jest przez
czujnik 3. Pomiarów dokonać dla n punktów rozmieszczonych na długości wałka.
Rys.8.5. Pomiar walcowości w urządzeniu
kłowym: 1- urządzenie kłowe,
2 – czujnik do pomiaru promienia, 3 - czujnik
do pomiaru średnicy,
4 - sprawdzany wałek, 5 - prowadnica, 6 -
kabłąk
Na podstawie pomiarów sporządza się wykres
odchyłek (rys.8.6). Na wykres nanosi się dwie
proste spełniające warunek tworzących
walca przylegającego, po czym określa się
maksymalny błąd kształtu. Za odchyłkę walcowości należy przyjąć największą odchyłkę znalezioną w
poszczególnych przekrojach.
-7-
Rys.8.6. Konstrukcja wykresu do określenia błędu walcowości w
przekroju osiowym: 1 - tworząca walca przylegającego, 2 - wykres błędów
r
∆
-zmiana promienia odczytywana na
czujniku 2,
∆
d
-zmiana średnicy odczytywana na czujniku 3,
∆
-błąd walcowości
Taki pomiar jest pracochłonny i nie zawsze jest możliwość przeprowadzenia takiego pomiaru. Dlatego też
wprowadza się podział błędów walcowości w celu prostszego określenia spodziewanego błędu uwzględ-
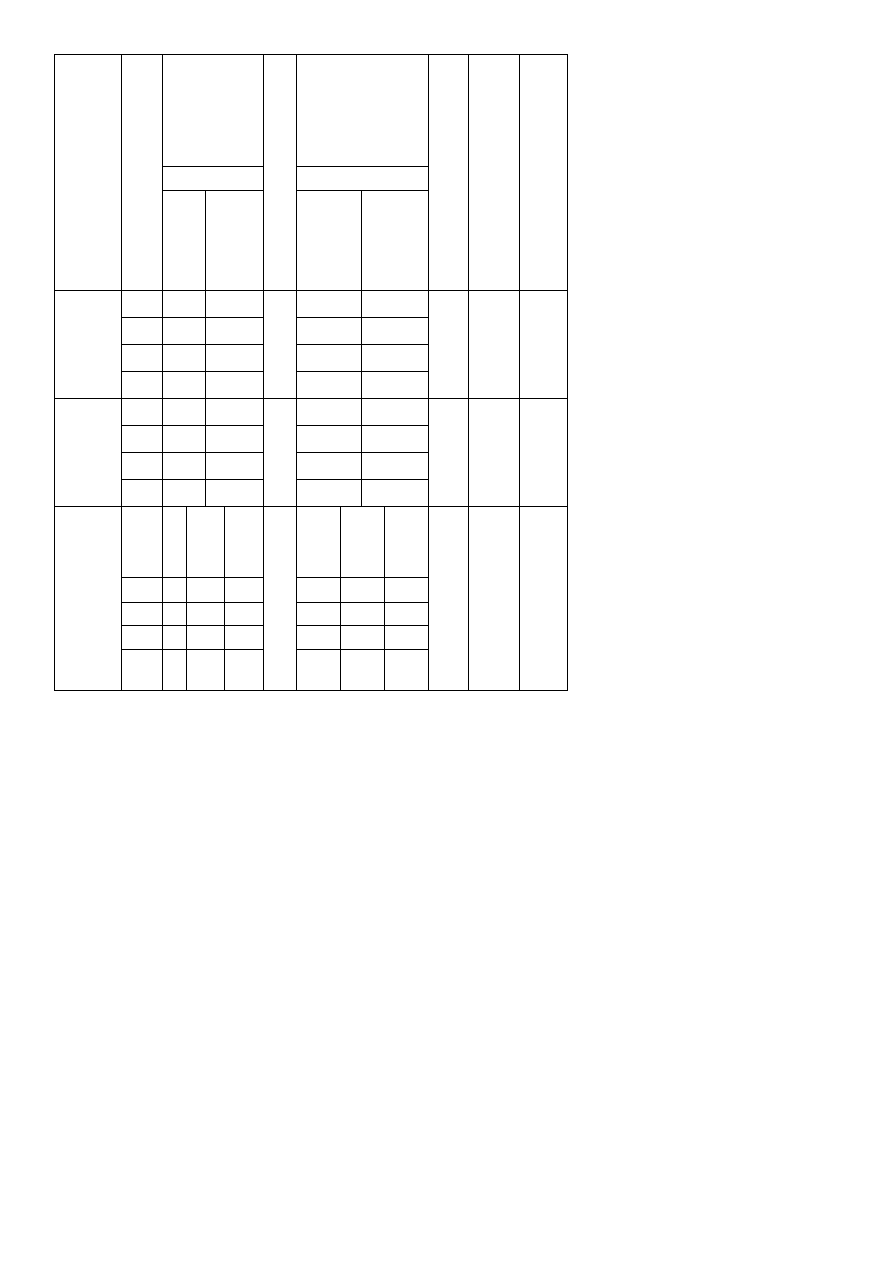
niając znajomość technologii. W zależności od rodzaju błędu stosuje się odpowiednią metodę określenia
odchyłki walcowości (rys.8.7).
W przypadku gdy tolerancja kształtu nie jest podana na rysunku, błędy kształtu nie powinny przekraczać
pola tolerancji wymiaru.
T
T
kd
=
(8.5)
gdzie:
kd
T
- tolerancja kształtu określona różnicą średnic
T
- tolerancja wymiarowa.
W tabeli 8.2 przedstawiono klasy dokładności kształtu, według których należy zaszeregować mierzony
przedmiot.
Wartości odchyłek błędów kształtu Tabela 8.2
Dokładność kształtu
bardzo duża
duża
średnia
mała
bardzo mała
Klasy
Promień ( mm)
I
II
III
IV
V
VI
VII VIII lX
X
XI XII
ponad
do
Wartości odchyłek (
µm)
O
3
0,3
0,5
0,8
1,2
2
3
5
8
12
20
30
50
3
9
0,5
0,8
1,2
2
3
5
8
12
20
30
50
80
9
25
0,6
1
1,6
2,5
4
6
10
16
25
40
60
100
25
60
0,8
1,2
2
3
5
8
12
20
30
50
80
120
60
125
1
1,6
2,5
4
6
10
16
25
40
60
100
160
125
250
1,2
2
3
5
8
12
20
30
50
80
120
200
250
400
1,6
2,5
4
6
10
16
25
40
60
100
160
250
400
625
2
3
5
8
12
20
30
50
80
120
200
300
625
1000
2,5
4
6
10
16
25
40
60
100
160
250
400
Uwaga: Wartości odchyłek owalności, stożkowosći, barylkowości i
siodłowości należy przyjmować dwukrotnie większe niż podano w
tablicy.
8.2. Narzędzia pomiarowe
- mikrokator - mikrometr - czujnik zegarowy z
- czujnik indukcyjny
- przyrząd kłowy podstawką
- optimetr pionowy - płytki wzorcowe - liniał krawędziowy
- transametr
8.2.1. Mikrokator
Rys.8.7. Metody sprawdzania błędu
walcowości: a) stożkowość, b)
siodłowość, c) baryłkowość
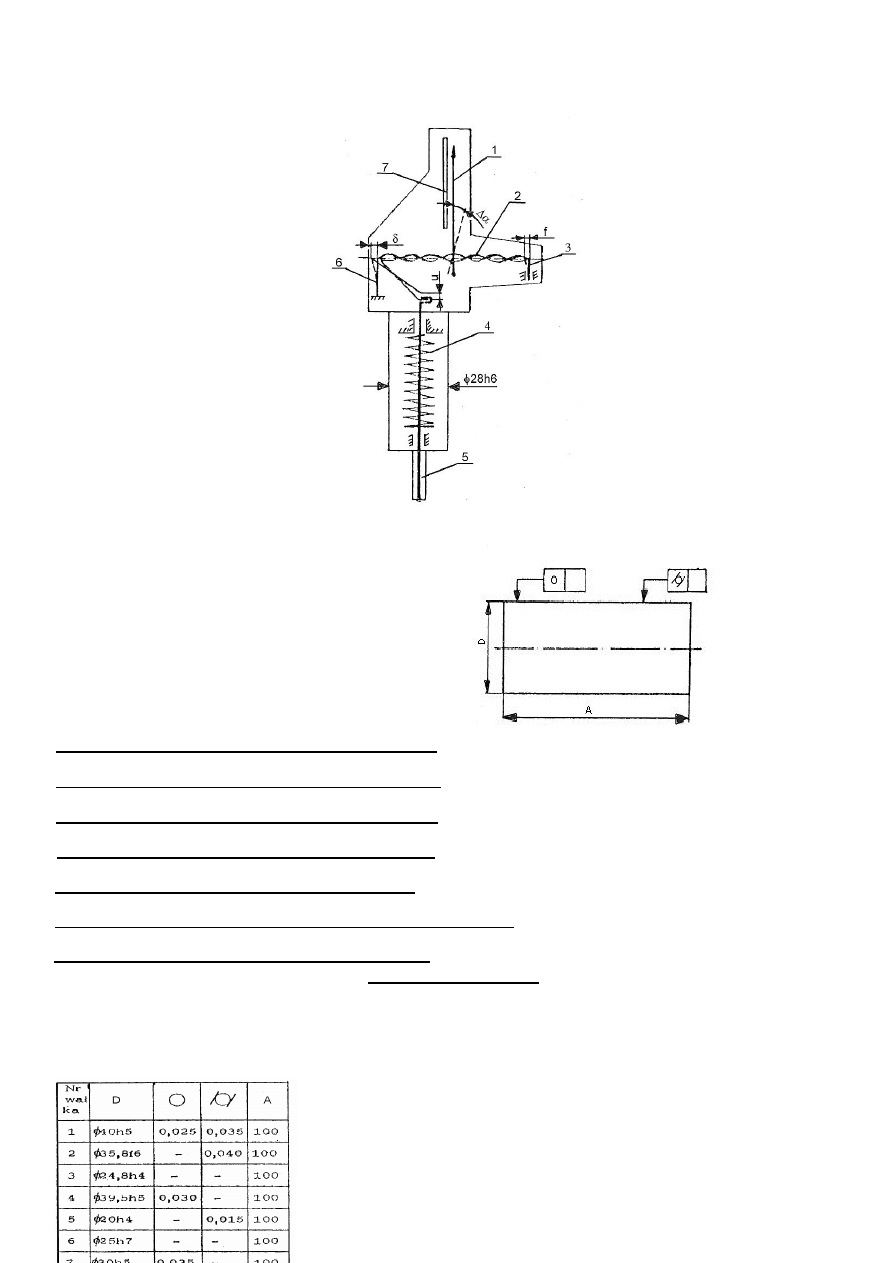
Podstawowym elementem przekładni mikrokatora jest płaska sprężyna 2 (rys.8.8) ze stali, brązu lub szkła o
przekroju 0,004 x 0,3 mm do 0,01x 0,25 mm, zwinięta w połowie długości w prawo, a w połowie długości w
lewo. W środku sprężyny
przymocowana
jest
lekka
wskazówka szklana 1. Jeden
koniec sprężyny przymocowany
jest do kątowej sprężyny 6, a
drugi do sprężyny regulacyjnej 3.
Górny
koniec
trzpienia
pomiarowego 5 jest związany ze
sprężyną 2. Trzpień pomiarowy
osadzony jest w membranie, co
zapewnia przesuwanie wzdłuż
osi bez tarcia. Nacisk mierniczy
realizowany jest sprężyną 4.
Drgania sprężyny 2 są tłumione
tłumikiem w postaci zawieszonej
w blaszanej osłonie kropelki
oleju lub gliceryny.
Ma to na celu tłumienie ruchów
wskazówki 1, wzdłuż skali.
Wartość działki elementarnej
mikrokatora zależnie od konstrukcji
wynosi od 0,2 do 10
µm, czułość
odpowiednio od k = 2700 do k =
135. Najczęściej spotykane
mikrokatory posiadają zakresy
pomiarowe podziałki
±
0,1;
±
0,O8;
±
0,04 i wartość działek
elementarnych 0,001 i 0,0005
mm.
8.2.2. Czujnik indukcyjny opisano w ćwiczeniu 1
8.2.3. Optimetr pionowy opisano w ćwiczeniu 1
8.2.4. Mikrometr zewnętrzny opisano w ćwiczeniu 1
8.2.5. Przyrząd kłowy opisano w ćwiczeniu 14
8.2.6. Płytki wzorcowe opisano w ćwiczeniu 2
8.2.7. Czujnik zegarowy z podstawką opisano w ćwiczeniu 3
8.2.8. Liniał krawędziowy opisano w ćwiczeniu 6
8.3. Przebieg pomiarów
Pomiary wykonać dla wałka wskazanego przez prowadzącego ćwiczenia w przekrojach (patrz ćwiczenie
1,rys.1.8). Tabela 8.3
Sprawdzane wymiary wałka
Rys. 8.8. Schemat mikrokatora:
1- wskazówka, 2- przekładniowa
sprężyna taśmowa, 3- płaska sprężyna
regulacyjna, 4- śrubowa sprężyna
naciskowa, 5- trzpień pomiarowy,
6- sprężyna napinająca, 7- tarcza z
podziałką
Rys.8.9. Mierzony wałek
-
8.3.1. Pomiar owalnoścl
Pomiar owalności za pomocą:
MIKROKATORA.
Zmierzyć
wałek mikrometrem, następnie złożyć
stos płytek wzorcowych 1 na
wymiar
N
odpowiadający wartości
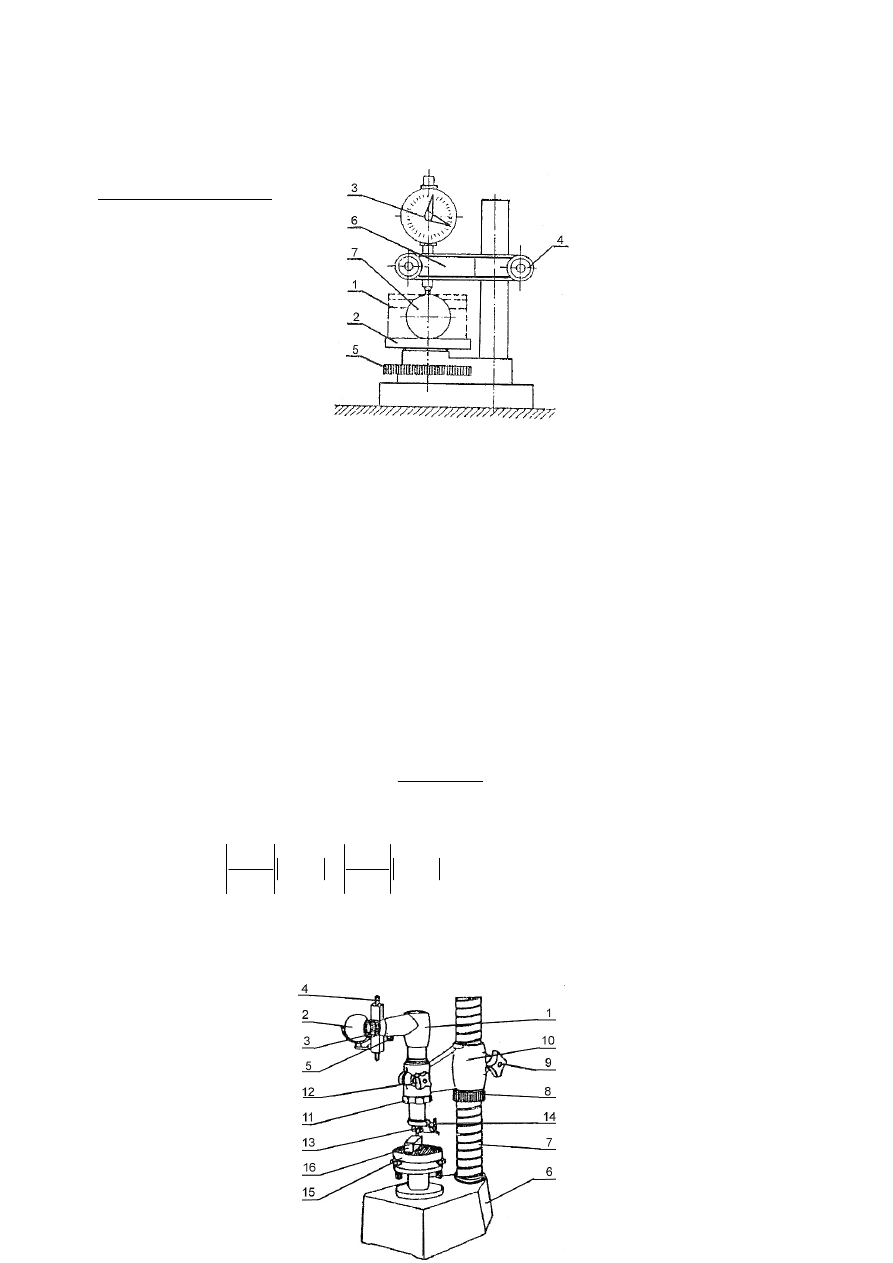
odczytanej. Stos płytek umieścić
na stoliku pomiarowym 2 (rys.8.10),
odkręcić zacisk 4 w celu obniżenia
ramienia 5 z mikrokatorem 3 do
Rys.8.10. Schemat pomiaru
momentu małego prześwitu między
trzpieniem pomiarowym a stosem
płytek. Dokręcić zacisk 4 ustalający
położenie mikrokatora. Pierścieniem
5 podnieść stolik do momentu ustawienia się wskazówki mikrokatora na zero. W miejsce stosu płytek
ustawić mierzony wałek 7, przez lekki przesuw w kierunku prostopadłym od osi wałka, dokonać odczytu
wychylenia maksymalnego i minimalnego.
Obliczyć średnicę według wzoru:
max
max
∆
+
= N
d
(8.6)
min
min
∆
+
= N
d
(8.7)
gdzie:
N
- wymiar stosu płytek wzorcowych
min
max
,
∆
∆
- odchyłki odczytane
Owalność obliczyć ze wzoru:
2
min
max
∆
−
∆
=
∆
k
(8.8)
Niedokładność pomiaru:
∆∆
∆
∂
∆
∂
+
∆∆
∆
∂
∆
∂
±
=
∆∆
min
min
max
max
k
k
k
(8.9)
R
W
∆
+
∆
=
∆
∆
min
max
,
W
∆
- błąd wskazania mikrokatora;
R
∆
- błąd odczytu.
OPTIMETRU
PIONOWEGO. Złożyć stos płytek
wzorcowych 16 (rys.8.11) jak
w punkcie 3.2.1. Ustawić na stoliku
15 zwolnić zacisk 9
przesuwu ramienia 10, nakrętką 8
obniżyć optimetr 1 po ko-
lumnie 7 do minimalnego prześwitu
pomiędzy
końcówką
pomiarową 13 a
S
tosem płytek
wzorcowych.
Zablokować
przesuw
optimetru po kolumnie 9. Zwolnić
zacisk 12 i pokręcić
nakrętką 11 równocześnie w
okularze 3 ustawić wskaźnik na zero. Zablokować zacisk 12, sprawdzić zerowanie przez kilkakrotne
naciśnięcie na dźwignię 14, o ile nastąpiło przesunięcie, wówczas należy przesunąć skalę pokrętłem
Rys.9.12. Schemat pomiaru
4 i powtórnie sprawdzić.
Dalsze czynności jak w punkcie 3.2.1.
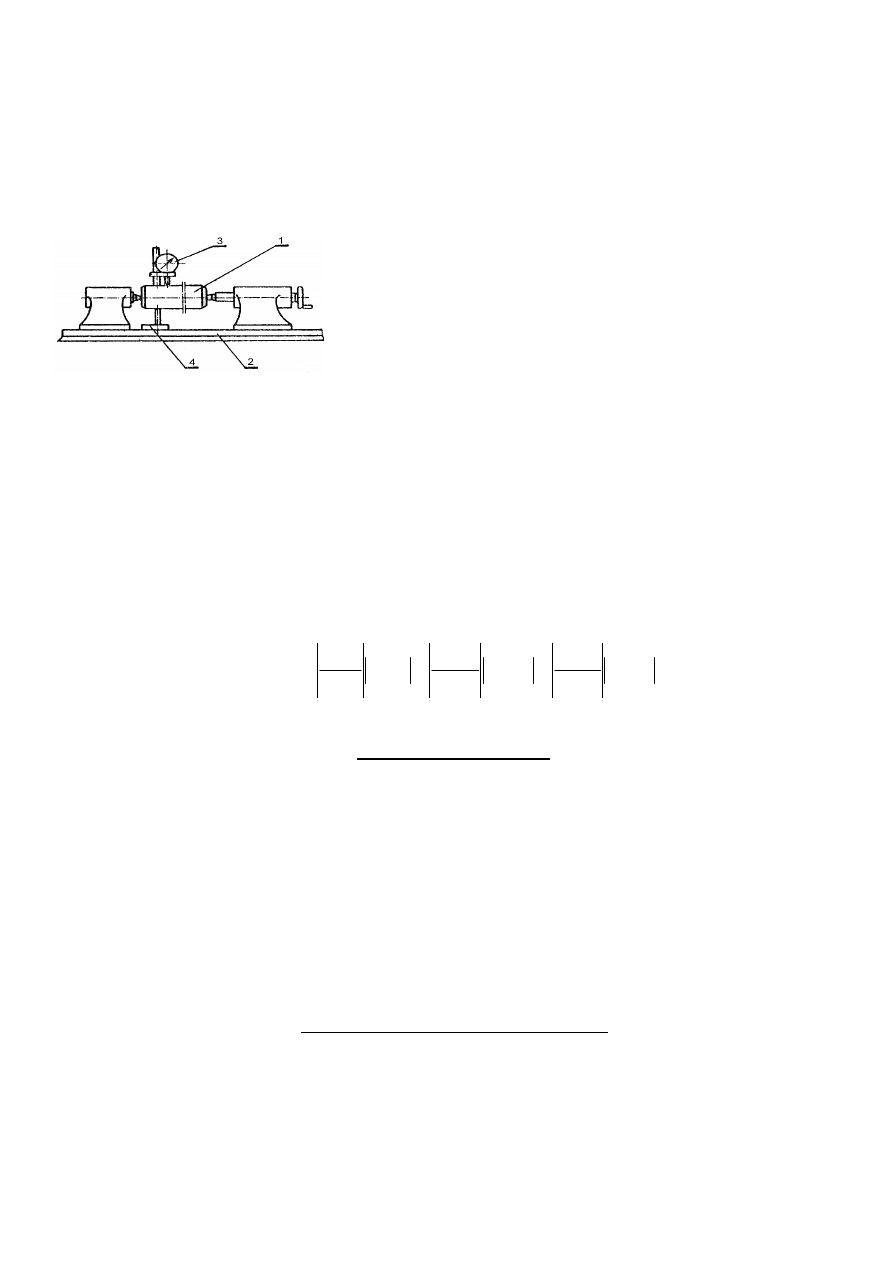
PRZYRZĄDU KŁOWEGO I CZUJNIKA ZEROWEGO. Założyć wałek sprawdzony 1 pomiędzy kły przyrządu 2. W celu
wyeliminowania wpływu błędów współosiowości przy pomiarze
niekołowoścl wałków na
przyrządzie kłowym należy
Rys.8.11. Schemat pomiaru najpierw przez obrót przedmiotu
dookoła jego osi znaleźć najmniejszą średnicę przedmiotu i w tym
położeniu nastawić czujnik 3 na wskazanie zerowe. Obracając
następnie przedmiot o 90
0
odczytać każdorazowo wskazanie czujnika
0
90
∆
,
0
180
∆
,
0
270
∆
, odpowiadające
częściowym obrotom wałka o 90
0
, 180
0
, 27O
0
, względem położenia początkowego.
Odchyłkę kołowości obliczyć według wzoru:
180
270
90
∆
−
∆
+
∆
=
∆
K
(8.10)
Niedokładność pomiaru:
∆∆
∆
∂
∆
∂
+
∆∆
∆
∂
∆
∂
+
∆∆
∆
∂
∆
∂
±
=
∆∆
0
0
0
0
0
0
180
180
270
270
90
90
K
K
K
k
8.3.2. Pomiar graniastoścl
Pomiar graniastości za pomocą:
OPTIMETRU PIONOWEGO. Na stoliku pomiarowym położyć pryzmę o znanym kącie. Na pryzmę
położyć mierzony wałek, obniżyć optimetr do momentu aż w okularze ukaże się skala. Obrócić przedmiot
w pryzmie dookoła własnej osi i odczytać wskazania w zwrotnych położeniach wskazówki czujnika.
Wskazania czujnika należy podzielić przez wielkość S wzór (8.5), dobraną z tabeli 8.1. w zależności od kąta
pryzmy i ilości łuków.
CZUJNIKA INDUKCYJNEGO. Czujnik umieścić w przewidzianym gnieździe urządzenia pomiarowego. Dalsze
czynności jak w punkcie 3.3.1.
8.3.3. Pomiar baryłkowości i siodlowoścl
Pomiar baryłkowości i siodłowości za pomocą:
URZĄDZENIA CZUJNIKOWEGO. W podstawie 1 zamocować czujnik 2. (rys.8.13). Dobrać dwie płytki
wzorcowe 4 o tej samej wysokości i ustawić na podstawie w odległości L. Położyć liniał płaski na płytki
wzorcowe i ustawić czujnik na zero.
Po wyzerowaniu mierzony
przedmiot 3 ustawić na płytki
wzorcowe i dokonać odczytu.
Rys.8.13. Schemat pomiaru
LINIAŁU KRAWĘDZIOWEGO. Przyłożyć liniał krawędziowy wzdłuż tworzącej wałka i ocenić szerokość
powstałej szczeliny świetlnej (rys.8.14). W celu ułatwiania określenia szczeliny świetlnej powstającej miedzy
liniałem krawędziowym a powierzchnią przedmiotu służyć może poniższy schemat (rys.8.15.) Na powierzchni
ustawić płytkę wzorcową 3, na której położyć liniał krawędziowy 2.
Rys.8.14. Schemat pomiaru
Pod liniał włożyć płytkę wzorcową 4, dobraną tak, aby powstała możliwie najmniejsza szczelina. Znając
wymiary płytek 3,4 określić wielkość szczeliny S. Porównać szerokość szczeliny świetlnej otrzymanej na
sprawdzanym wałku z szerokością porównawczej szczeliny świetlnej otrzymanej na zestawach płytek
wzorcowych.
Rys.8.15. Określenie szczeliny
TRANSAMETRU. Pomiar wykonać zgodnie z rysunkami 8.4 i 8.5
8.3.4. Pomiar stożkowości za pomocą trąnsametru
Przed rozpoczęciem pomiaru stożkowości nałoży najpierw dokonać pomiarów błędów kołowości. Ma to
na celu uwzględnienie tych błędów kołowoścl.
LITERATURA: [1]; [2]; [9]; [18]; [19]; [27].
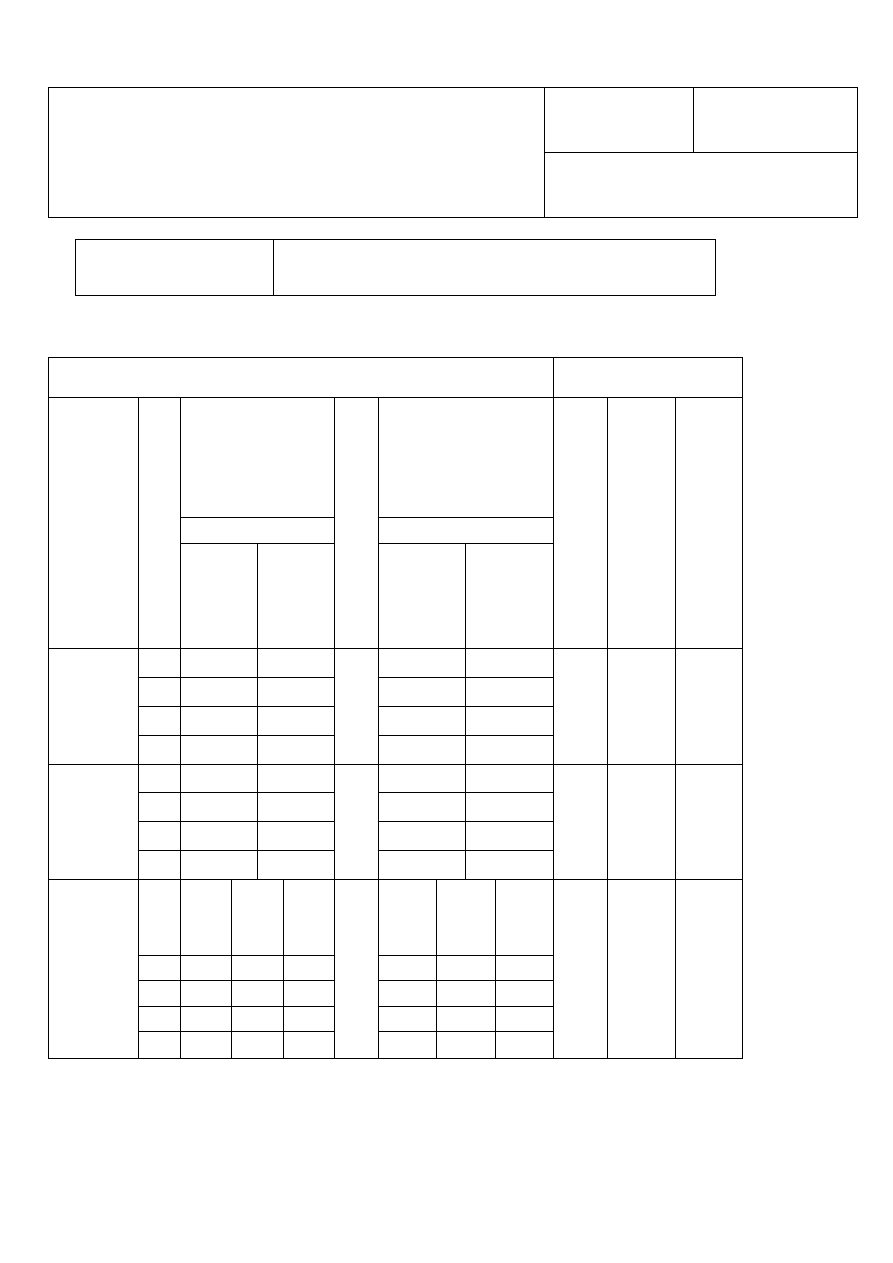
8.4. Tabele pomiarowe
Tabela 8.4.1.
Pomiary błędów kołowości
Stos płytek wzorcowych N =..............................................................
Klasa.............................
Wskazania
przyrządu
[
µm]
Wskazania przyrządu
[
µm]
I – I
II – II
Nazwa
narzędzia
pomiaro-
wego
/działka
element./
Lp.
∆ min
∆ max
O
w
a
ln
o
ś
ć
k
[µ
m
]
∆ min
∆ max
O
w
a
ln
o
ś
ć
k
[µ
m
]
Niedokł
adność
pomiar
u
∆∆K
[
µm]
Klasa
kształ-
tu
1
2
3
Mikrokator
/ /
śr.
1
2
3
Optimetr
pionowy
/ /
śr.
∆
90
0
∆
270
0
∆
180
0
∆
90
0
∆
270
0
∆
180
0
1
2
3
Przyrząd
kłowy
śr.
Pomiary błędów kołowości
Tabela 8.4.2.
Tabela 8.4.3
Pomiary błędów walcowości
Baryłkowość
∆
Zwężkowość
∆
Narzędzia
pomiarowe
Lp.
Wielkość szczeliny s [
µm]
Niedokładnoś
ć pomiaru
[
µm]
Klasa
ksztatu
1
2
3
Liniał
krawędziowy
śr.
Wielkości odchyłek odczytane na
czujniku [
µm]
1
2
3
Urządzenie
czujnikowe
śr.
Tabela 8.4.4.
Pomiary błędów stożkowości
Stos płytek wzorcowych N
=..............................................
Klasa.......................
Pryzma o kącie
α =........................................ s =.........................................
Nazwa
narzędzia
pomiarowe
-go
/działka
element/
P
rz
e
k
ró
j
Lp.
Odczyt w
1 p.
zwrotny
m
∆
1
[
µm]
Odczyt w
2 p.
zwrotny
m
∆
2
[
µm]
Odchyłka
wskazań
czujn.
W =(
∆
1 - ∆ 2 )
Odchyłka
graniastoś
ci
∆K=
s
W
[
µm]
K
la
s
a
k
s
z
ta
łt
u
Niedokła
dność
pomiaru
∆∆K
[mm]
1
2
3
I - I
śr.
1
2
3
Optimetr
pionowy
/ /
II - II
śr.
1
2
3
I - I
śr.
1
2
3
Czujnik
indukcyjny
/ /
II - II
śr.
Odczyty
Narzędzia
pomiarowe
Lp.
d
max
d
min
Stożkowość
∆
o
[
µm]
Niedokładność
pomiaru
∆∆ W [µm]
Klasa
kształtu
1
2
3
Transametr
/ /
śr.
WYKAZ NORM DO ĆWICZENIA
1. PN – EN ISO 3650: 2000. Specyfikacja geometrii wyrobów (GPS).
Wzorce długości. Płytki wzorcowe.
2. PN – 80/M – 02138. Tolerancje kształtu i położenia. Wartości.
Grupa
Podgrupa
POLITECHNIKA BIAŁOSTOCKA
Katedra Technologii Maszyn
Laboratorium Metrologii
Student
Karta pomiarowa do
Ćwiczenia nr 8
POMIARY BŁĘDÓW KSZTAŁTU
WAŁKA
Tabela 1. Pomiary błędów kołowości
Stos płytek wzorcowych N =..............................................................
Klasa................................
Wskazania przyrządu
[
µm]
Wskazania przyrządu
[
µm]
I - I
II - II
Nazwa
narzędzia
pomiarowe-
go /działka
element./
Lp.
∆ min
∆ max
Owa-
lność
k
[
µm]
∆ min
∆ max
Owa-
lność
k
[
µm]
Niedokł
adność
pomiaru
∆∆K
[
µm]
Klasa
kształtu
1
2
3
Mikrokator
/ /
śr.
1
2
3
Optimetr
pionowy
/ /
śr.
∆
90
0
∆
270
0
∆
180
0
∆
90
0
∆
270
0
∆
180
0
1
2
3
Przyrząd
kłowy
śr.
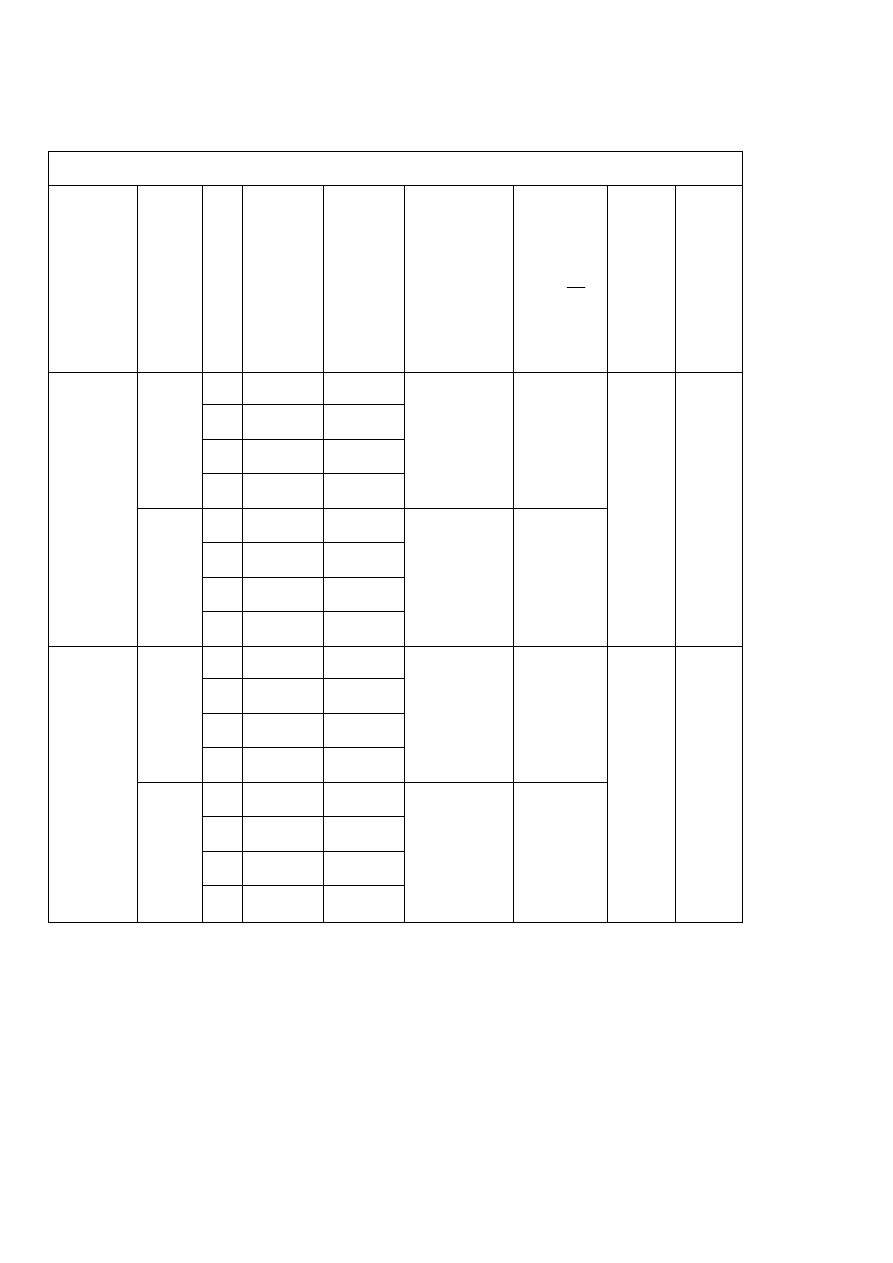
Tabela 2. Pomiary błędów kołowości
Pryzma o kącie
α =........................................ s =.........................................
Nazwa
narzędzia
pomiarowe-
go /działka
element./
Przekrój
Lp.
Odczyt w
1 p.
zwrotnym
∆
1
[
µm]
Odczyt w
2 p.
zwrotnym
∆
2
[
µm]
Odchyłka
wskazań
czujn.
W =(
∆
1
-
∆
2
)
Odchyłka
graniastości
∆K=
s
W
[
µm]
Klasa
kształtu
Niedokł
adność
pomiaru
∆∆K
[mm]
1
2
3
I - I
śr.
1
2
3
Optimetr
pionowy
/ /
II - II
śr.
1
2
3
I - I
śr.
1
2
3
Czujnik
indukcyjny
/ /
II - II
śr.
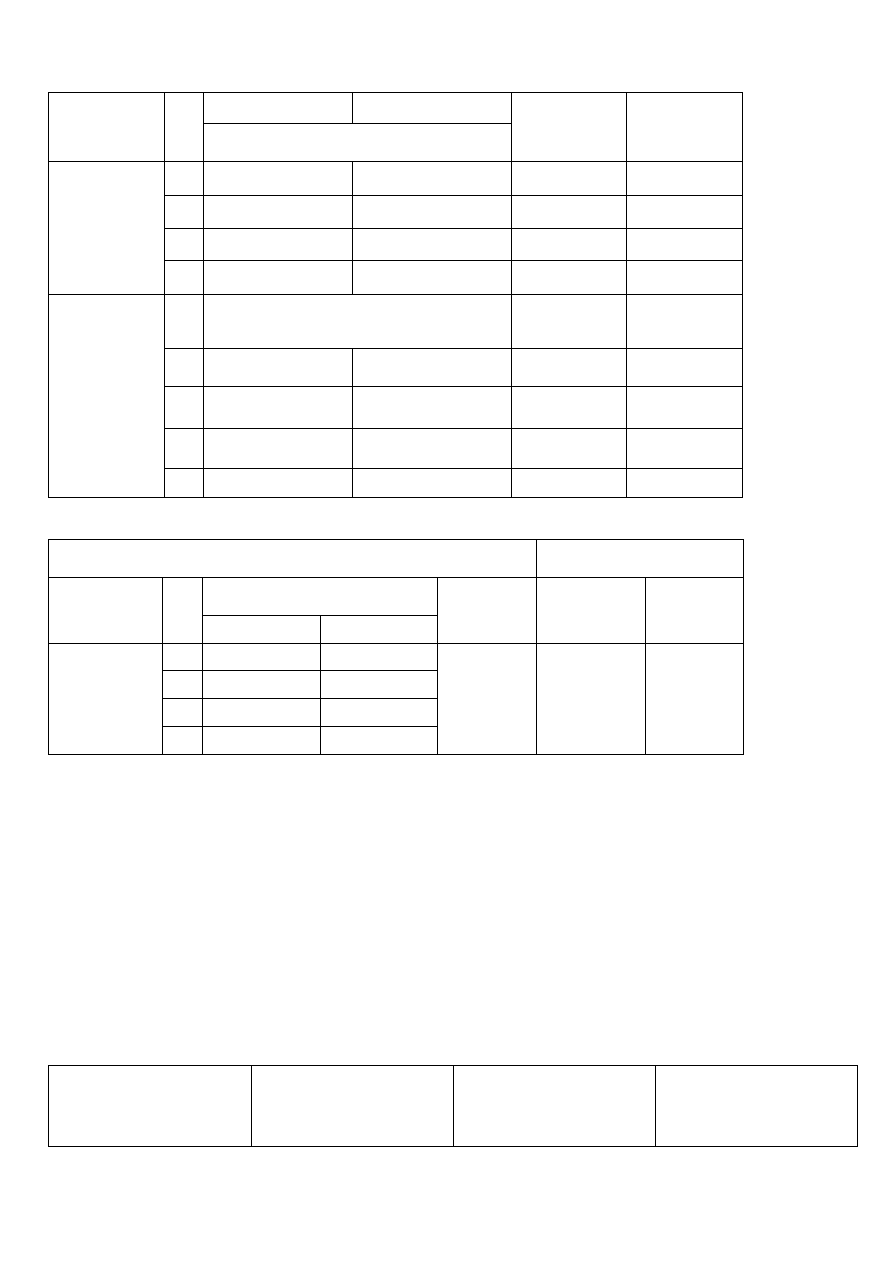
Tabela 3. Pomiary błędów walcowości
Baryłkowość
∆
Zwężkowość
∆
Narzędzia
pomiarowe
Lp.
Wielkość szczeliny s [
µm]
Niedokładność
pomiaru [
µm]
Klasa kształtu
1
2
3
Liniał
krawędziowy
śr.
Wielkości odchyłek odczytane na czujniku
[
µm]
1
2
3
Urządzenie
czujnikowe
śr.
Tabela 4. Pomiary błędów stożkowości
Stos płytek wzorcowych N =..............................................
Klasa.......................
Odczyty
Narzędzia
pomiarowe
Lp.
d
max
d
min
Stożkowość
∆
o
[
µm]
Niedokładność
pomiaru
∆∆ W [µm]
Klasa
kształtu
1
2
3
Transametr
/ /
śr.
Data :
Podpis studenta
Ocena :
Podpis prowadzącego
zajęcia
Wyszukiwarka
Podobne podstrony:
sprawozdanie pomiary bledow ksztaltu i polozenia osi otworow gniazd lozyskowych
Pomiary błędów kształtu, ZiIP, II Rok ZIP, Metrologia
MAPA MYŚLI pomiar jakości kształcenia
Pomiary błędów położenia , kierunkowości zespołów maszyn i urządzeń technologicznych wykres 2
Pomiary błędów położenia , kierunkowości zespołów maszyn i urządzeń technologicznych sprawko 5
Pomiary błędów położenia , kierunkowości zespołów maszyn i urządzeń technologicznych sprawko 7
pomiary odchyłek kształtu i położenia sprawozdanie
Pomiary odchyłek kształtu
Pomiary odchyłek kształtu i położenia, Sprawozdania
Pomiary błędów położenia , kierunkowości zespołów maszyn i urządzeń technologicznych sprawko 2
Pomiary błędów położenia , kierunkowości zespołów maszyn i urządzeń technologicznych sprawko 6
Pomiary błędów położenia , kierunkowości zespołów maszyn i urządzeń technologicznych sprawko 4
Pomiary błędów położenia , kierunkowości zespołów maszyn i urządzeń technologicznych wykres 1
METROLOGIA I MIERNICTWO WARSZTATOWE, Pomiary zarysów kształtowych na mikroskopie warsztatowym, POLIT
Pomiary błędów położenia , kierunkowości zespołów maszyn i urządzeń technologicznych sprawko 1
Błędy kształtu wałka
MAPA MYŚLI pomiar jakości kształcenia
więcej podobnych podstron