Obróbka cieplna - kolos
1. Cel wyżarzania normalizującego.
Celem wyżarzania normalizującego jest uzyskanie jednorodnej struktury drobnoziarnistej, a przez to
polepszenie własności mechanicznych stali.
2. Różnica między wyżarzaniem normalizującym, zupełnym i izotermicznym. Krzywe CTP.
Wyżarzanie normalizujące, zupełne i izotermiczne rożni się tylko chłodzeniem. I tak w normalizującym
studzenie odbywa się w spokojnym powietrzu. W zupełnym chłodzenie jest bardzo wolne, np. z
piecem w zakresie temp. A
C3
i A
CM
a A
C1
. Dalsze studzenie może odbywać się w powietrzu. W
izotermicznym następuje szybkie schłodzenie do temp. nieco niższej od A
c1
, wytrzymanie
izotermiczne w tej temp. aż do zakończenia przemiany perlitycznej i następnym chłodzeniu w
powietrzu.
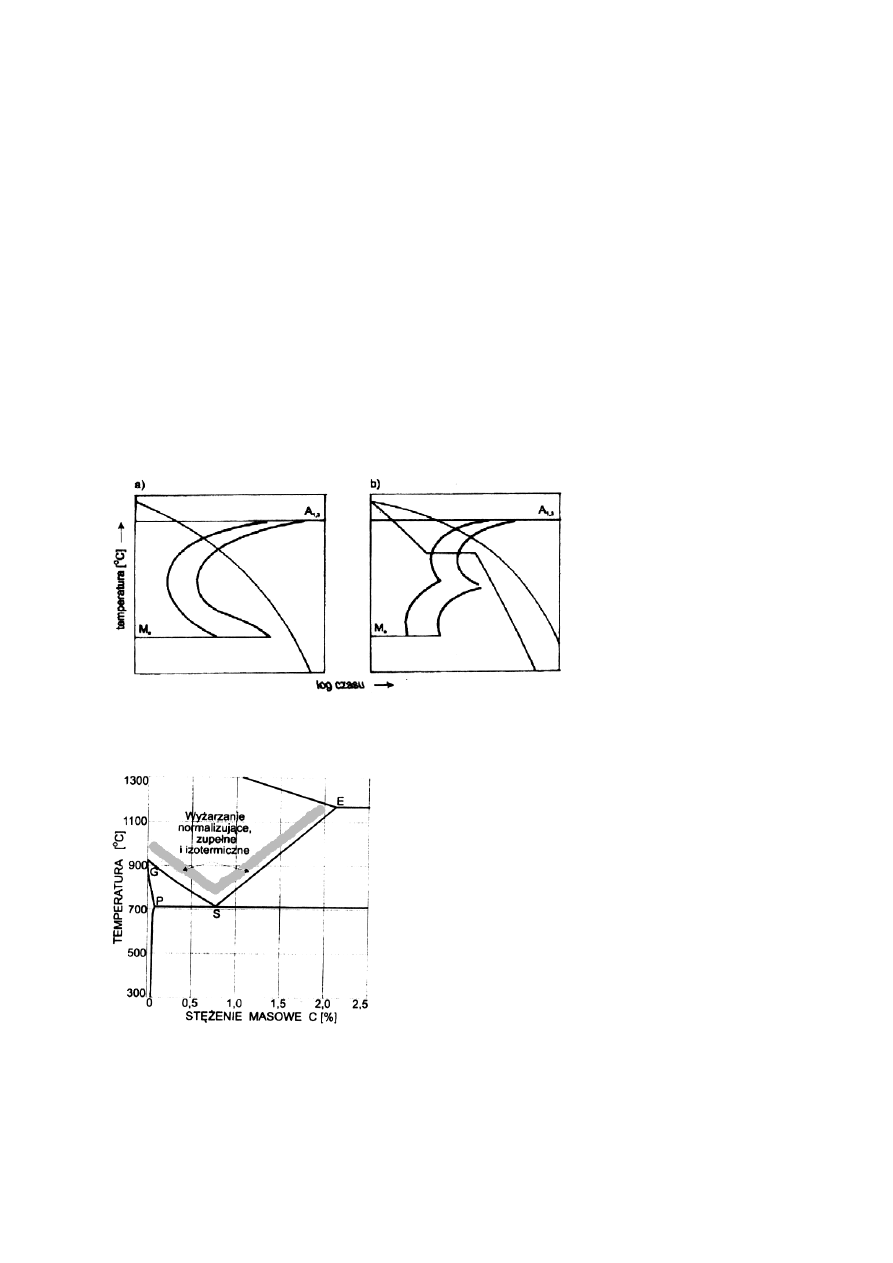
Krzywe CTP dla wyżarzania:
a. normalizującego
b. zupełnego i izotermicznego
3. Dobór temp. austenityzacji oraz czasu wyżarzania normalizującego - zaznaczenie temp.
wyżarzania normalizującego na wykresie Fe-Fe
3
C.
Temp. austenityzowania jest o 30-50°C wyższa od temp.
A
C3
dla stali podeutektoidalnych i od temp. A
CM
dla stali
nadeutektoidalnych. Temp. wyżarzania normalizującego dla
określonego gatunku materiału podają zwykle karty
materiałowe. Czas grzania zależny jest od przekroju
wyżarzonego materiału (orientacyjnie 1-1,5 min na 1 mm
przekroju dla stali niestopowych podeutektoidalnych oraz
1,5-2,5 min na 1 mm przekroju dla stali niestopowych
nadeutektoidalnych).
<- temp. wyżarzania na wykresie Fe-Fe
3
C
4. Co to jest ulepszanie cieplne?
Hartowanie i wysokie odpuszczanie stanowią tzw. ulepszanie cieplne. Miarą skuteczności ulepszania
cieplnego jest stosunek R
e
:R
m
.
5. Podział hartowania ze względu na strukturę. Co to jest bainit i martenzyt.
• Hartowanie
martenzytyczne
(szybkość chłodzenia większa od krytycznej – V
k
);
• Hartowanie
bainityczne.
Bainit składa się z ziaren przesyconego węglem ferrytu z wydzieleniami węglików oraz austenitu
szczątowego.
Martenzyt składa się z ziaren przesyconego węglem ferrytu.
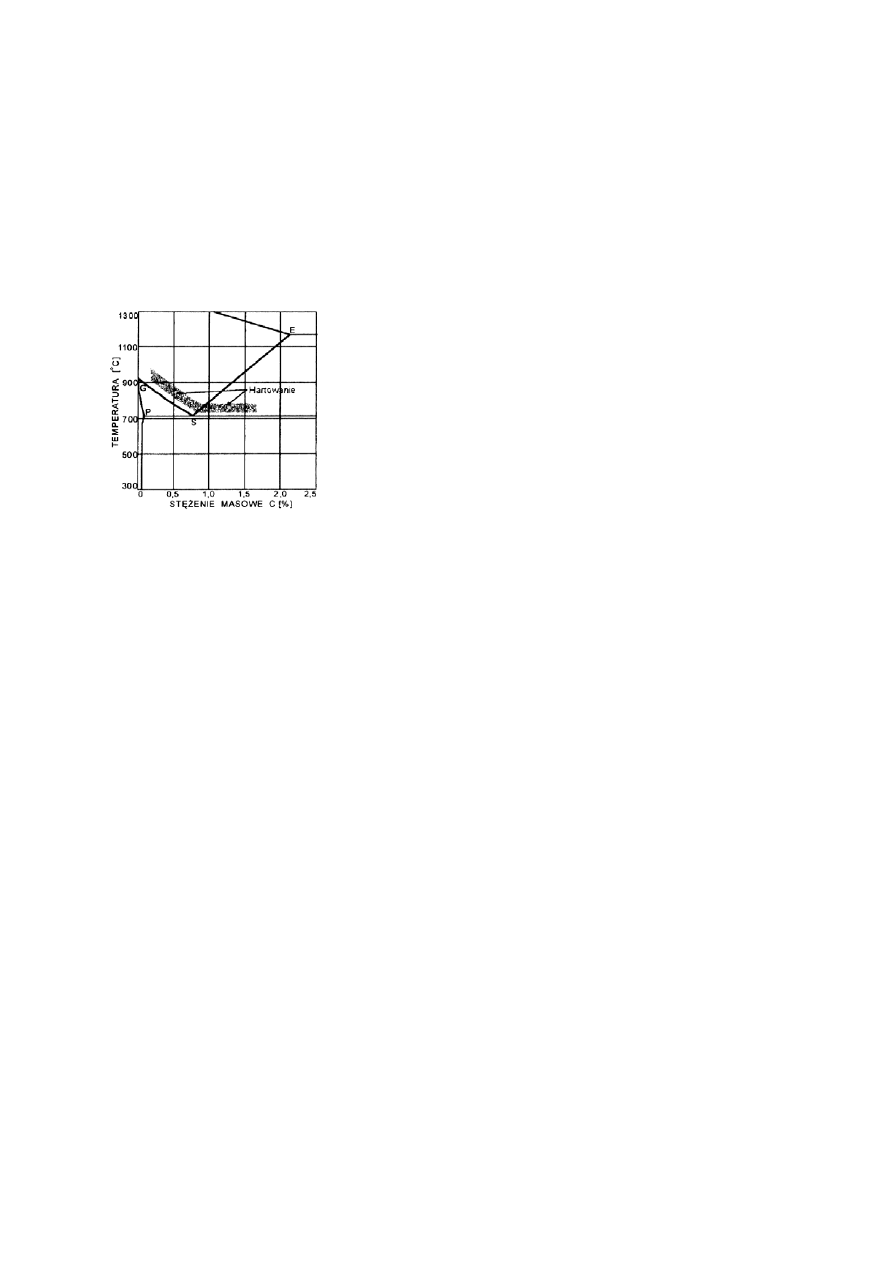
6. Dobór temp. austenityzacji przy hartowaniu - zaznaczenie temp. austenityzacji przy
hartowaniu na wykresie Fe-Fe
3
C
Temp. austenityzowania jest o 30-50°C wyższa od temp. A
C3
dla
stali podeutektoidalnych i od temp. A
1,3
dla stali nadeutektoidalnych.
<- temp. hartowania na wykresie Fe-Fe C
. Hartowanie powierzchniowe i objętościowe i jakie są różnice.
dy austenityzowanie obejmuje całą objętość obrabianego przedmiotu, a grubość warstwy
e polega na ograniczeniu nagrzewania do cienkiej warstwy
. Cel odpuszczania.
dpuszczanie jest końcową operacją obróbki cieplnej po hartowaniu martenzytycznym. Celem
. Co to jest krytyczna prędkość chłodzenia i krzywe CTP
ościowe dane dotyczące zależności struktury i własności stali od temperatury i czasu przemiany
rmicznego;
ykresy CTP
c
różnych stali umożliwiają określenie dla nich szybkości krytycznej V
k
, czyli najmniejszej
0. Podział odpuszczania ze względu na temperature.
• Niskie
(odprężające) - temp. 150-200°C;
1
.
3
7
G
zahartowanej zależy wyłącznie od własności materiału i szybkości chłodzenia, hartowanie jest
nazywane objętościowym.
Hartowanie powierzchniow
powierzchniowej i to jedynie w tych miejscach, które powinny być obrobione cieplnie.
8
O
odpuszczania jest usunięcie naprężeń hartowniczych (niskie), uzyskanie wysokiej wytrzymałości na
rozciąganie i granicy sprężystości (średnie) oraz zapewnienie wysokiej udarności (wysokie).
9
Il
austenitu przechłodzonego zawierają wykresy CTP: czas-temperatura-przemiana. Rozróżniamy dwa
rodzaje wykresów CTP:
CTP
i
– dla chłodzenia izote
CTP
c
– dla chłodzenia ciągłego
W
szybkości chłodzenia z temperatury austenityzowania zapewniającej uzyskanie struktury wyłącznie
martenzytycznej. Na wykresie CTP
c
szybkość krytyczna jest linią chłodzenia przebiegającą stycznie
do krzywej początku przemiany austenitu w punkcie najmniejszej trwałości austenitu
przechłodzonego.
1
• Średnie - temp. 250-500°C;
• Wysokie – temp. 500°C – A
C
11. Własności stali oraz struktura po odpuszczaniu.
wyniku odpuszczania niskiego uzyskuje się strukturę martenzytu niskoodpuszczonego, który w
zaniu rośnie wydłużenie Z, przewężenie oraz udarność; maleją natomiast własności
2. Podać przykładowe elementy poddawane odpuszczaniu.
arzędzia skrawające, części składowe łożysk tocznych (niskie); sprężyny, resory, matryce kuźnicze,
3. Czas odpuszczania. Jak się dobiera.
praktyce przyjmuje się zazwyczaj czas odpuszczania równy 1 h na każde 25 mm
2
przekroju. Dla
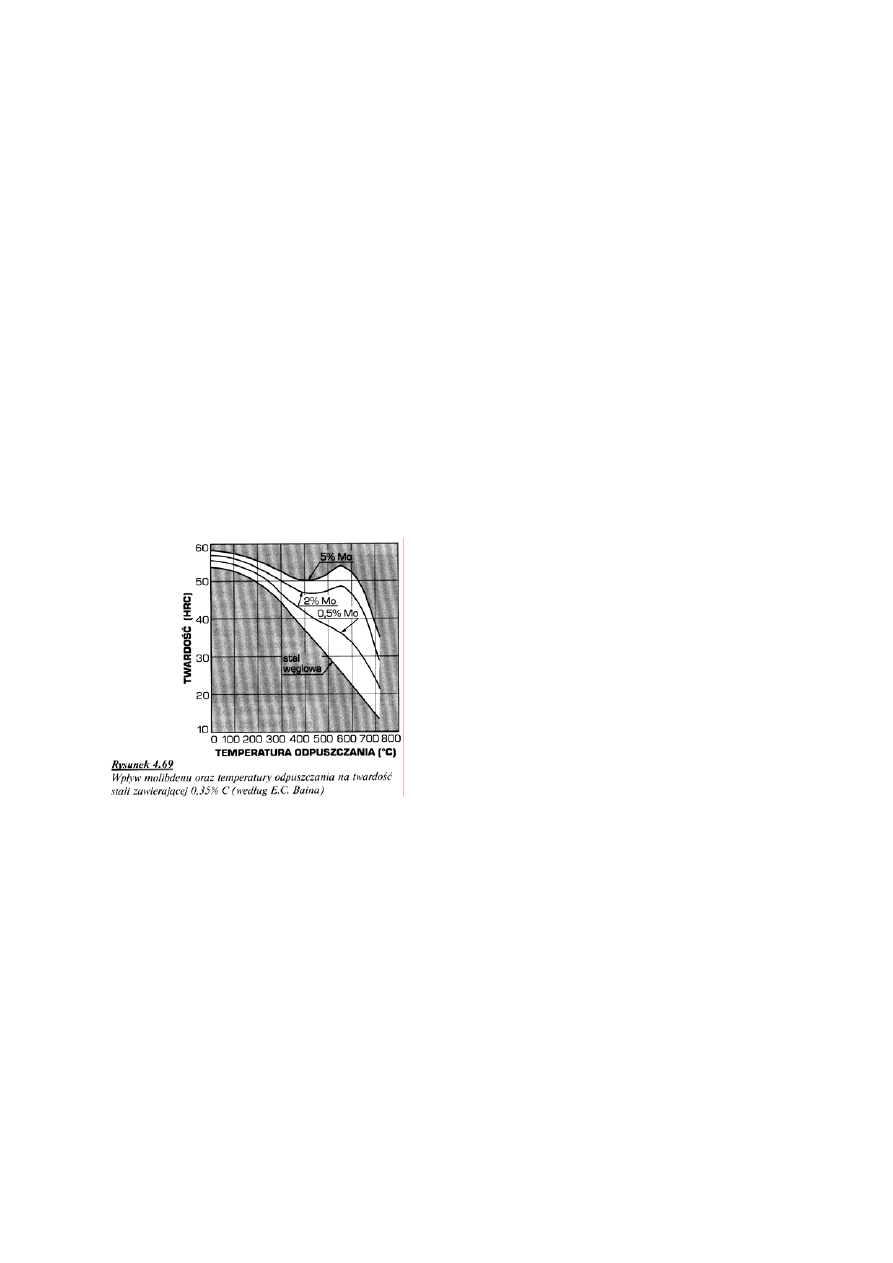
4. Efekt twardości wtórnej w stalach.
ęgliki pierwiastków stopowych w początkowym
iteratura:
ński „Podstawy nauki o materiałach i metaloznawstwo”, WNT 2002
Pol. Śl. 1999
W
stalach węglowych jest mieszaniną martenzytu z dyspersyjnymi węglikami typu ε oraz austenitu
szczątkowego. Martenzyt średnioodpuszczony cechuje się dyspersyjnymi wydzieleniami cementytu.
Martenzyt wysokoodpuszczony (sorbit) nie jest przesycony węglem i charakteryzuje się bardzo
małą gęstością dyslokacji, stając się podobny do ferrytu. Występują w nim natomiast wydzielenia
cementytu.
Po odpuszc
wytrzymałościowe: twardość, wytrzymałość na rozciąganie R
m
, granica plastyczności R
e
oraz granica
sprężystości R
sp
.
1
N
młoty pneumatyczne (średnie); koła zębate, wały korbowe, wały okrętowe (wysokie).
1
W
elementów wykonanych ze stali niestopowych czasy odpuszczania są krótsze, natomiast dla stali
stopowych o niższej przewodności cieplnej zdecydowanie dłuższe.
1
W
stadium wydzielania są koherentne z osnową
martenzytyczną, co jest przyczyną wzrostu twardości,
decydując o tzw. twardości wtórnej. Przemiana
austenitu szczątkowego może wówczas zachodzić
podczas chłodzenia z temp. odpuszczania zgodnie z
mechanizmem przemiany martenzytycznej.
L
L. A. Dobrza
D. Szewieczek „Ćwiczenia Laboratoryjne z obróbki cieplnej stopów metali”, wyd.
Wyszukiwarka
Podobne podstrony:
przemyslowe kolos 1 id 405455 Nieznany
bezp kolos id 83333 Nieznany (2)
OBROBKA SKRAWANIEM id 328388 Nieznany
Lasery kolos id 263587 Nieznany
przemyslowe kolos 2 id 405456 Nieznany
kolos 6 id 242078 Nieznany
BOF kolos id 91319 Nieznany (2)
Obrobka elektroerozyjna id 3280 Nieznany
kolos 5 id 242077 Nieznany
obrobka cieplna id 328368 Nieznany
Kolos 1 id 241994 Nieznany
Kolos 2 id 242025 Nieznany
kolos 3 id 241969 Nieznany
Obrobka elektroerozyjna 2 id 32 Nieznany
przemyslowe kolos 1 id 405455 Nieznany
bezp kolos id 83333 Nieznany (2)
OBROBKA SKRAWANIEM id 328388 Nieznany
Lasery kolos id 263587 Nieznany
więcej podobnych podstron