Temat: Rodzaje, charakterystyka oraz zastosowanie obróbki cieplnej.
1. Obróbką cieplną nazywa się celowe zabiegi cieplne, w wyniku których zmienia się własności mechaniczne
(wytrzymałość, sprężystość, twardość), technologiczne (skrawalność), fizyczne lub chemiczne metali
i stopów w stanie stałym. Wywołane zmiany są uzależnione od temperatury, czasu trwania zabiegu
(szybkości nagrzewania i szybkości chłodzenia) i działania aktywnego środowiska. Obróbce cieplnej
poddajemy stale, żeliwa i stopy metali nieżelaznych.
2. Pojęcia podstawowe z zakresu obróbki cieplnej.
a) Operacja – część procesu technologicznego np. hartowanie, odpuszczanie, wyżarzanie,
b) Zabieg – cześć operacji np. nagrzewanie, wygrzewanie, chłodzenie. Do zabiegów obróbki zalicza się:
• grzanie – podwyższanie i następnie utrzymywanie temperatury przedmiotu,
• nagrzewanie – ciągłe lub stopniowe podwyższanie temperatury przedmiotu,
• podgrzewanie – podwyższanie temperatury przedmiotu do wartości pośredniej,
• dogrzewanie – podwyższanie temperatury przedmiotu od wartości pośredniej do docelowej,
• wygrzewanie – wytrzymywanie przedmiotu w temperaturze pośredniej lub docelowej,
• chłodzenie – obniżanie temperatury przedmiotu do temperatury otoczenia lub innej,
• podchładzanie – obniżanie temperatury przedmiotu do wartości wyższej niż zamierzona końcowa
temperatura chłodzenia,
• dochładzanie – obniżanie temperatury przedmiotu od wartości pośredniej do docelowej,
• wychładzanie – wytrzymywanie przedmiotu w temperaturze ochładzania lub w temperaturze końca
chłodzenia ciągłego,
3. Operacje obróbki cieplnej
1) hartowanie
powierzchniowe
na wskoś
zwykłe
stopniowe
izotermiczne
2) odpuszczanie
niskie
średnie
wysokie
3) wyżarzanie
ujednorodniające
normalizujące
zupełne
odprężające
4) stabilizowanie
naturalne
sztuczne
5) przesycanie
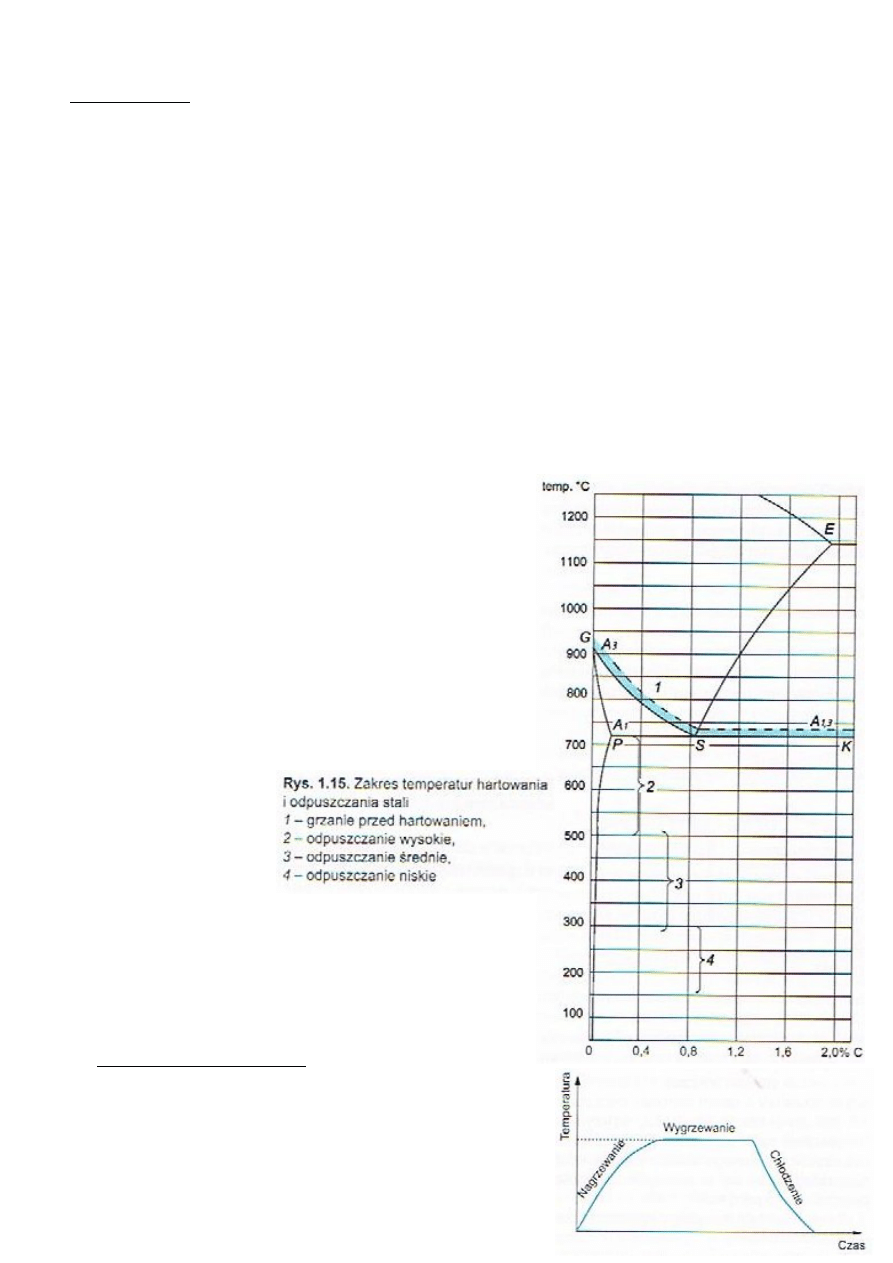
4. Hartowanie – polega na nagrzaniu stali do odpowiedniej
temperatury, zalężnie od rodzaju materiału, zwykle do około
30
o
C wyższej od temperatury przemiany G-S-K, jej wygrzaniu
w tej temperaturze w celu uzyskania jednakowej temperatury
w całym materiale i szybkim chłodzeniu. Celem hartowania
jest uzyskanie struktury o większej twardości, wytrzymałości i
granicy plastyczności stali.
1) Hartowanie powierzchniowe – polega na bardzo szybkim
ogrzaniu warstwy powierzchniowej przedmiotu do
temperatury wyższej od temperatury krytycznej i oziębieniu.
Celem jest uzyskanie twardej powierzchni, odpornej na
ścieranie z zachowaniem plastycznego rdzenia. W zależności
od sposobu nagrzewania rozróżniamy hartowanie
powierzchniowe:
o
płomieniowe – polega na nagrzaniu przedmiotu palnikiem gazowym,
o
kąpielowe – polega na nagrzaniu przez krótkie zanurzenie przedmiotu w kąpieli solnej lub
ołowiowej, o temperaturze dużo wyższej niż temperatura hartowania stali,
o
indukcyjne – polega na nagrzaniu przedmiotu prądami wirowymi wzbudzonymi w warstwie
powierzchniowej przedmiotu oraz prądami szybkozmiennymi w induktorze (wzbudniku),
2) Hartowanie na wskroś – zalicza się w zależności od sposobu chłodzenia hartowanie: zwykłe, stopniowe,
izotermiczne. Hartowanie zwykłe polega na nagrzaniu stali do temperatury powyżej linii GSK,
wygrzaniu w tej temperaturze i szybkim chłodzeniu. Po hartowaniu zwykłym stosuje się odpuszczanie,
aby pozbyć się naprężeń
hartowniczych.
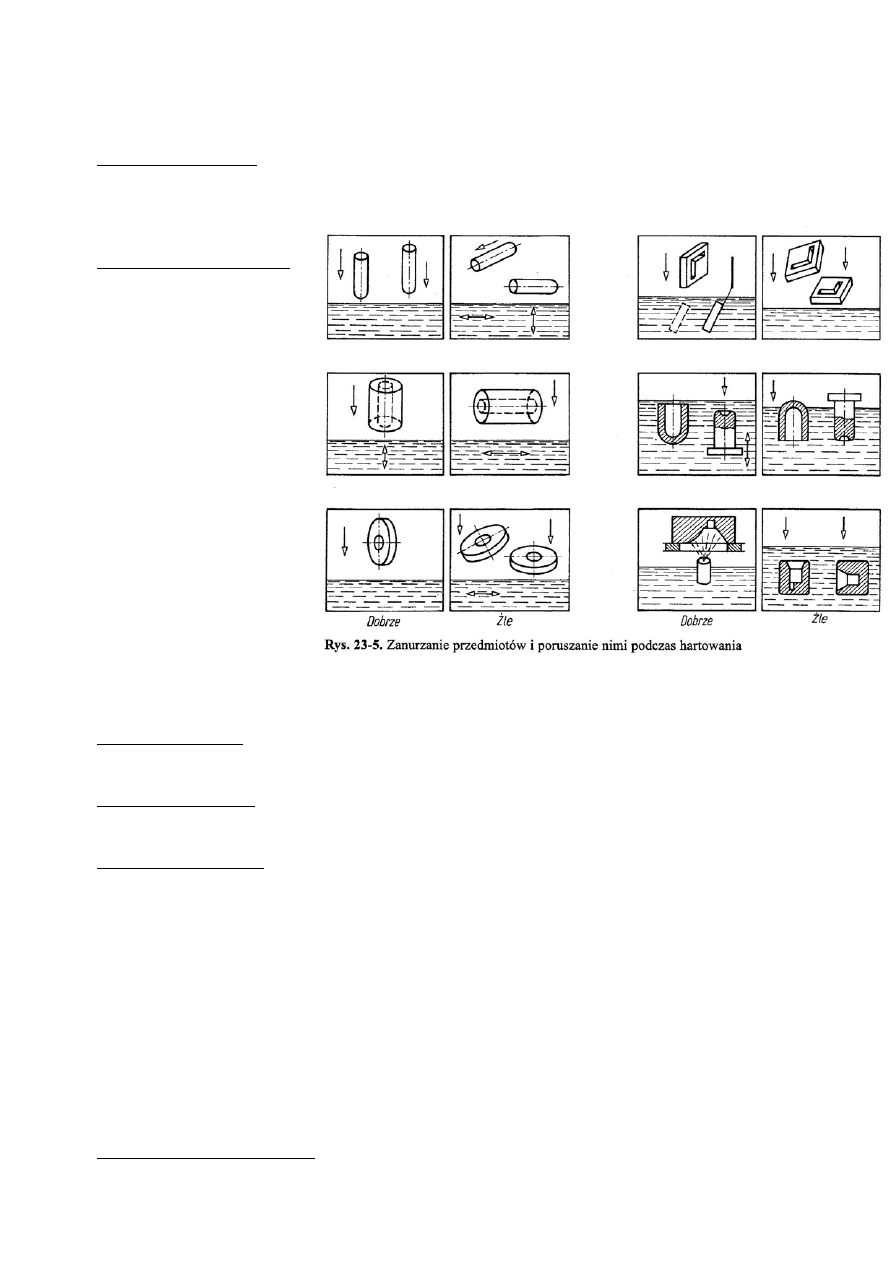
3) Urządzenia do hartowania –
dzieli się na urządzenia do
nagrzewania (piece gazowe,
elektryczne i z kąpielą) i
chłodzenia (wanny
hartownicze). Wanny
napełnione są cieczami
chłodzącymi, wykonane ze
stali wyposażone w
urządzenia do dopływu
wody lub oleju. Sposób
zanurzenia przedmiotów w
kąpieli i
poruszania nimi
podczas hartowania
przedstawia rysunek.
5. Odpuszczanie – ma na celu
usunięcie naprężeń
wewnętrznych powstałych w
przedmiocie podczas
hartowania oraz polepsza ich
własności plastyczne. Polega na nagrzaniu uprzednio zahartowanego przedmiotu poniżej temperatury 723
o
C, wygrzaniu w tej temperaturze a następnie chłodzeniu. Zależnie od temperatury nagrzewania rozróżnia
się odpuszczanie niskie, średnie i wysokie.
1) odpuszczanie niskie – (w temp. 150-250
o
C) usuwa naprężenia własne materiału z zachowaniem jego
dużej twardości. Odpuszczanie niskie stosuje się do narzędzi, sprawdzianów oraz części maszyn ze stali
niestopowych i niskostopowych,
2) odpuszczanie średnie - (w temp. 250-500
o
C) zwiększa wytrzymałość i sprężystość materiału przy
dostatecznie dużej ciągliwości. Stosuje się je do przedmiotów narażonych w czasie pracy na uderzenia,
jak np. matryce.
3) odpuszczanie wysokie - (w temp. 500-650
o
C) zwiększa wytrzymałość i sprężystość materiału z
jednoczesnym zachowaniem jego dużej twardości i odporności na uderzenia (uzyskanie dużej
plastyczności). Stosuje się je do materiałów przeznaczonych na części maszyn pracujących pod
znacznym obciążeniem i narażonych na uderzenia, jak np. wały, korbowody.
6. Wyżarzanie – jest operacją cieplną, polegającą na nagrzaniu materiału do żądanej temperatury, wygrzaniu
w tej temperaturze i następnie powolnym chłodzeniu do temperatury otoczenia. Zależnie od temperatury
wyżarzania, sposobu studzenia oraz celu zabiegu rozróżnia się:
- ujednorodniające,
- normalizujące,
- zupełne,
- niezupełne,
- zmiękczające,
- rekrystalizujące,
- odprężające,
1) wyżarzanie ujednorodniające – ma na celu zmniejszenie miejscowych niejednorodności składu
chemicznego, które powstają w czasie odlewania i krzepnięcia materiału np. wlewów stali stopowych.
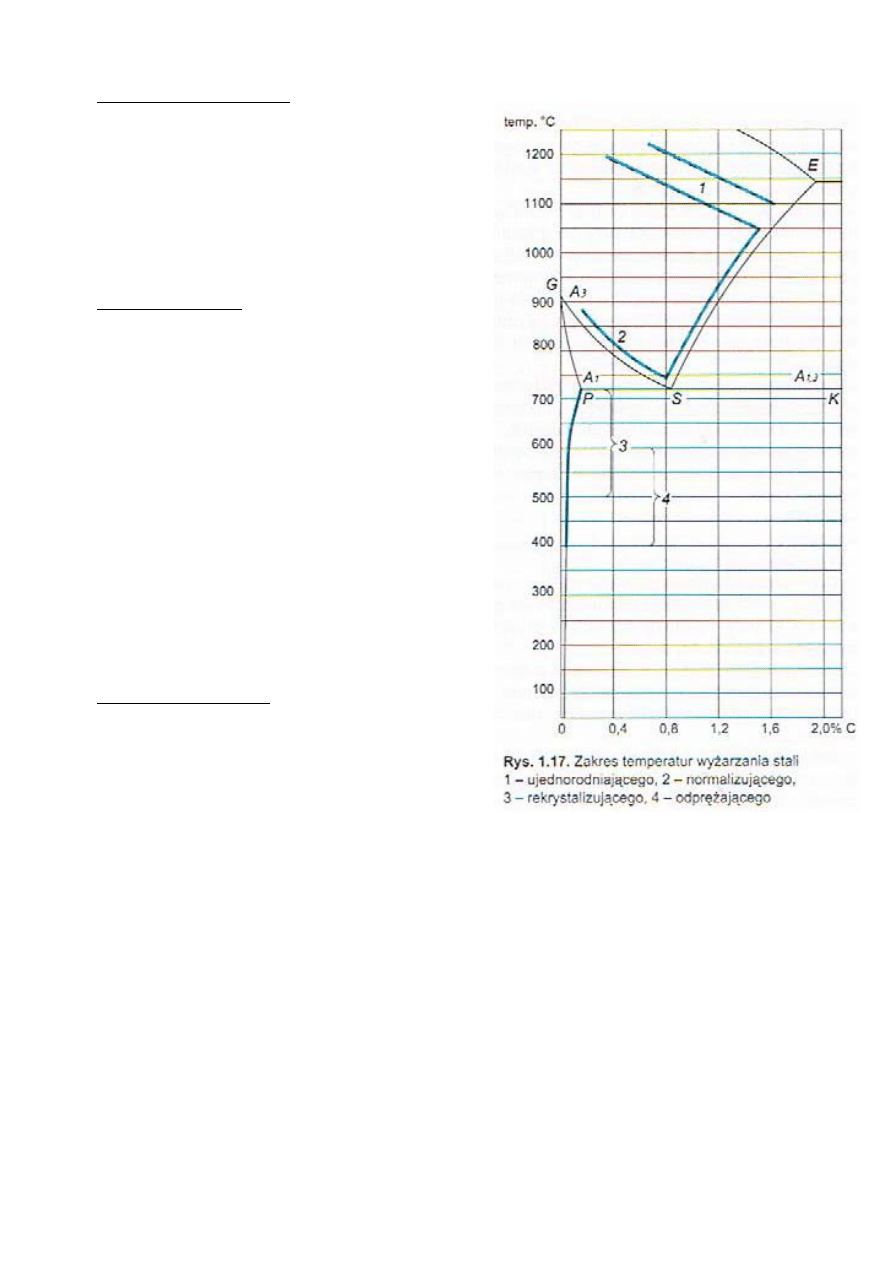
Ujednorodnienie osiąga się przez wygrzanie w temperaturze 1000-1250
o
C w ciągu 12-15 godzin. Po
wyżarzaniu ujednorodniającym, wykonywanym w hucie, następuje obróbka plastyczna wlewka.
2) wyżarzanie normalizujące - nazywane jest inaczej
normalizowaniem i polega na nagrzaniu stali do
temperatury 30-50
o
C powyżej linii GSE, wygrzaniu i
po wyjęciu z pieca chłodzenia na wolnym powietrzu.
Normalizowanie przeprowadzamy w celu
otrzymania jednorodności i rozdrobnionej struktury,
co polepsza własności wytrzymałościowe stali oraz
jej przydatność do obróbki skrawaniem.
Przeprowadza się ją przed hartowaniem i
nawęglaniem.
3) wyżarzanie zupełne – polega na nagrzaniu stali do
temperatury 30-50
o
C powyżej linii GSE, wygrzaniu
w tej temperaturze i następnie studzeniu do
przekroczenia temperatury 723
o
C. Chłodzenie jest
powolniejsze i odbywa się w zakresie przemian w
piecu który stygnie bardzo wolno. Pozwala to na
całkowite przeprowadzenie przemian fazowych w
stali zgodnie ze stanem równowagi. Dzięki temu
uzyskuje się dobrą plastyczność stali, małą twardość
i dobrą obrabialność. Wyżarzanie zupełne stosuje się
głównie do stali stopowych, które przy większych
szybkościach chłodzenia wykazują skłonność do
powstawania struktur twardych, jak np. martenzyt.
4) wyżarzanie rekrystalizujące – polega na nagrzaniu
uprzednio zgniecionego stopu do temperatury 550-
650
o
C, wygrzaniu w tej temperaturze, a następnie
wolnym studzeniu w powietrzu. Wyżarzanie to jest
stosowane w celu usunięcia zgniotu i przywrócenia
stali początkowej plastyczności.
5) wyżarzanie odprężające – polega na nagrzaniu stopu
(stal, stopy aluminium, stopy miedzi) do temperatury
poniżej przemian (450-650
o
C), wygrzaniu w tej
temperaturze i studzeniu. Jest stosowane w celu
zmniejszenia naprężeń własnych w materiale,
powstałych wskutek zgrubnej obróbki skrawaniem,
spawania, obróbki plastycznej na zimno.
bilizowanie
7. Sta
– (sezonowanie) jest to operacja mająca na celu zmniejszenie naprężeń własnych
zetrzymywanie wyrobu
2)
rzaniu stali do temperatury 160 C, wygrzaniu jej w tej
8. Prz
ne stopów oraz zwiększyć ich
i zapewnienie niezmienności wymiarów. Mamy stabilizowanie naturalne, sztuczne.
1) stabilizowanie naturalne – to długotrwałe (kilka do kilkunastu miesięcy) pr
w zmiennych warunkach atmosferycznych.
stabilizowanie sztuczne – polega na nag
o
temperaturze od kilku do kilkudziesięciu godzin a następnie chłodzeniu.
esycanie – to operacja, którą stosuje się żeby poprawić własności plastycz
odporność na korozję. Proces ten prowadzi się nagrzewając stal do temperatury stanu astenicznego,
wygrzewając w tej temperaturze, a następnie szybko ochładzając. Przesycaniu poddaje się stale
kwasoodporne.
Wyszukiwarka
Podobne podstrony:
OBROBKA SKRAWANIEM id 328388 Nieznany
10 OBROBKA CIEPLNA STALI KONST Nieznany
Obrobka elektroerozyjna id 3280 Nieznany
Obrobka cieplno chemiczna stali Nieznany
przewodnictwo cieplne id 407050 Nieznany
Obrobka cieplno chemiczna stali Nieznany (2)
Obrobka elektroerozyjna 2 id 32 Nieznany
Obrobka cieplno chemiczna [mate Nieznany
przewodnictwo cieplne id 407051 Nieznany
obrobka kolos id 328373 Nieznany
OBROBKA SKRAWANIEM id 328388 Nieznany
Obrobka skrawaniem metali id 32 Nieznany
obrobka skrawaniem cw3 id 32808 Nieznany
4 Obrobka na frezarce CNC id 37 Nieznany
INSTRUKCJA OBROBKI id 216947 Nieznany
obrobka id 328025 Nieznany
Bezpieczenstwo i higiena pracy podczas obrobki cieplnej
więcej podobnych podstron