
EFFECT OF ELECTRON BEAM TREATMENT
ON THE STRUCTURE AND THE PROPERTIES
OF HARD COATED STEELS
H.-J. Spies
TU Bergakademie Freiberg, Institute of Materials Engineering
Gustav-Zeuner-Straße 5, D 09596 Freiberg
S. Friedrich
Institut für Korrosionsschutz Dresden GmbH
Gostritzer Str. 61-63
01217 Dresden
R. Zenker
pro-beam Hörmann GmbH
Weststr. 31
09221 Neukirchen
Abstract
Hard coatings of the type CrN/Cr
2
N, (Ti,Cr)N, (Ti,Al)N, Ti(C,N) and Ti
(B,N) were deposited on the quenched and tempered steel C 45 as a simple
model steel and differently treated with the electron beam (EB). The EB
treatment leads to a case hardening of the substrate and significant changes
in the microstructure of the layers. There are big differences in the treatment
behaviour of the coatings, especially in their thermal stability. Properties such
as adhesion and wear resistance pass through an optimum value in dependence
on the energy input and thus the surface temperature. The use of beam
technologies enables the generation of support layers which locally increase
the working behaviour of coated tools.
1021

1022
6TH INTERNATIONAL TOOLING CONFERENCE
Keywords:
Hardcoatings, electron beam treatment, case hardening, adhesion, wear be-
haviour
INTRODUCTION
Hard coatings deposited by CVD or PVD processes are well established
for the protection of tools against wear. After a CVD treatment a subsequent
hardening is necessary to restore the properties of the steel substrates. Be-
side the conventional bulk hardening the induction hardening can be used
with great advantage especially in the case of large tools with complicated
geometry [1]. In some cases also a local hardening of PVD coated tools is
useful to enhance the local support of the hard coating.
Coatings deposited by PVD techniques are in a non-equilibrium state.
Therefore a subsequent heat treatment may cause a modification of the struc-
ture and the properties of the coating but this has not only always disadvan-
tages [2]. With an electron beam (EB) treatment high heat-up and cooling
rates up to 10
4
K/s can be realized. A time and local control of the energy
input by electron beams can therefore be used to investigate the thermal
stability of hard coatings. Simultaneously different case hardening of the
substrate can be achieved providing different effects of supporting the hard
layer. Thus, it is the purpose of the present study to test the thermal be-
haviour of PVD hard coatings with the aim to optimize the properties of the
composite hardcoating/steel by an EB treatment.
EXPERIMENTAL
Hard coatings of the type CrN/Cr
2
N, (Ti,Cr)N, (Ti,Al)N, Ti(C,N) and
Ti(B,N) were deposited by different PVD technologies on a quenched and
tempered steel C 45 (SAE 1045) as a simple model steel and EB treated.
The samples cooled by self-quenching. The energy input per unit area and
thus the surface temperature were varied between a lower limit at which
a measurable case hardening of the substrate occurs and an upper limit at
which the layers will be destroyed. The EB treatment time was 1 second.
To compare the results of the short time treatment with a near equilibrium
treatment, samples were also bulk treated in a vacuum furnace at 1000℃
for one hour.
The structure of the samples was characterized by means of GDOS, SEM
and XRD. Hardness profiles were measured by a microhardness tester with
Effect of Electron Beam Treatment on the Structure and the Properties of Hard ...
1023
a load of 1 N. For the evaluation of coating adhesion L
c
2
(adhesive failure)
a CSEM scratch tester was used. The wear behaviour was evaluated with a
pin-on-disk test (WC-ball, 6 mm in diameter, L
N
= 10 N) and a disk-on-plate
test ( 90MnV8-disk 1 mm thick, L
N
= 5 N).
RESULTS AND DISCUSSION
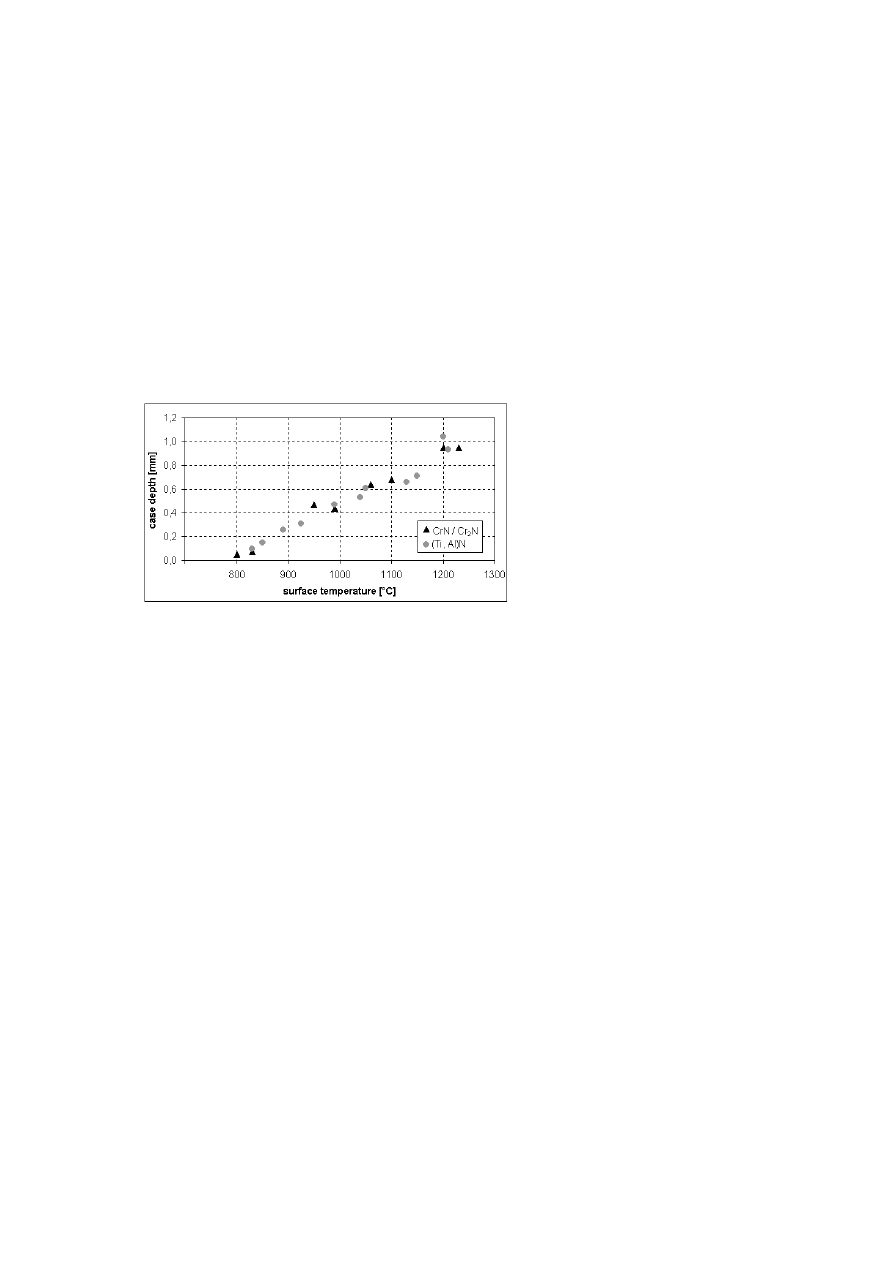
With increasing energy input the surface temperature increases in depen-
dence on the coating type because of different energetic efficiencies. As
shown in Fig. 1 the hardening depth is independent of the type of coating
and defined by the surface temperature. Therefore a variation of the thermal
load of the coating is connected with a variation of the hardening depth of
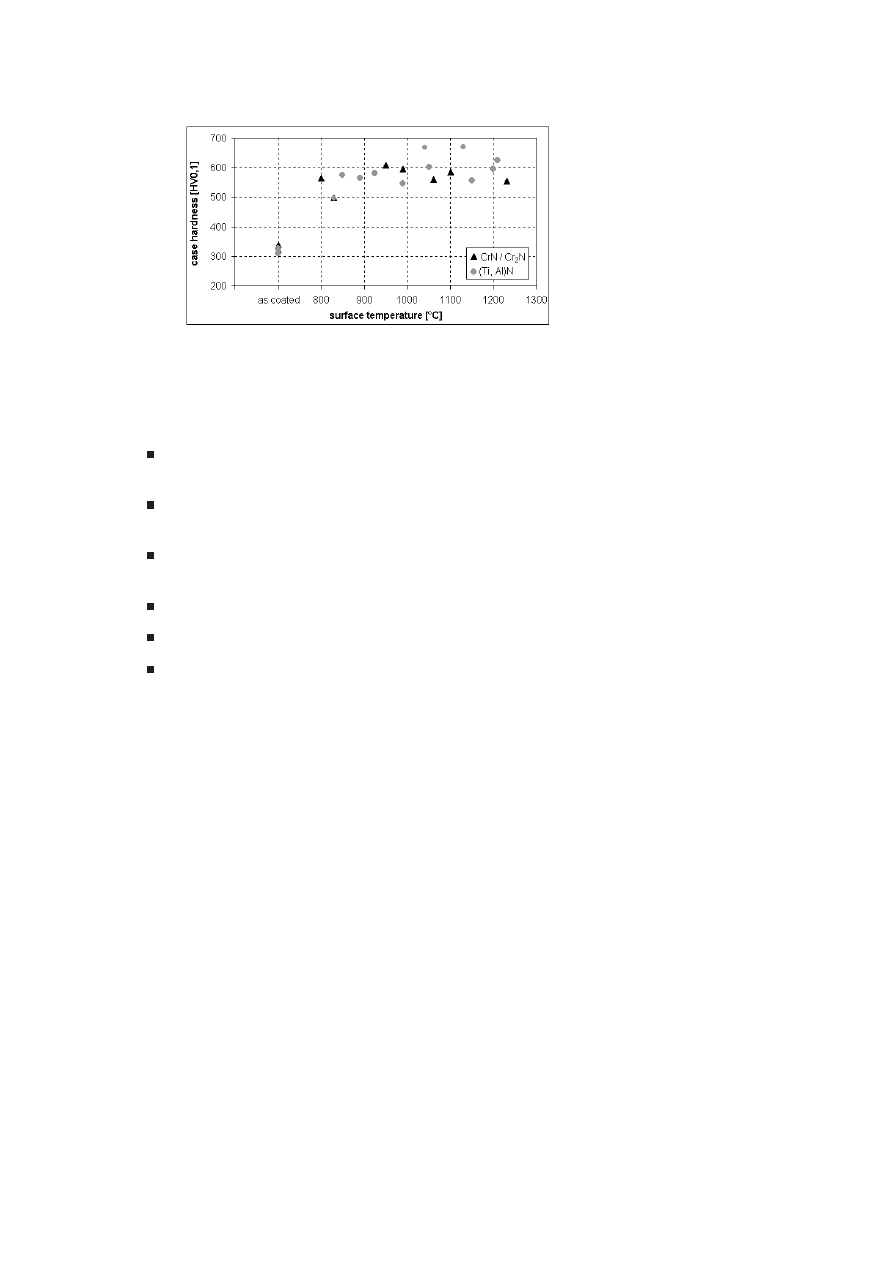
the steel substrate and thus with the support effect. As expected the case
hardness is independent of the surface temperature, Fig. 2.
Figure 1.
Case depth in dependence on the surface temperature.
With increasing surface temperatures the surface roughness increases,
layer cracking spalling, detachment and peel off appear, as well as local
melting. The thermal stability of the coatings increases in the sequence
CrN/Cr
2
N (amorphous) → CrN/Cr
2
N (crystalline) →
(T i, Cr)N (crystalline)
→ T i(C, N )(crystalline)
→
T i(B, N )(amorphous)
→ (T i, Al)N (crystalline)
1024
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 2.
Case hardness in dependence on the surface temperature.
The effect of an EB treatment on the microstructure of the coating can be
summarized in the following statements:
In comparison to the PVD-state the coatings change their metastable
structures into more stable ones.
Diffusion of the layer components, especially of nitrogen, carbon,
chromium, titanium, and iron is caused.
The ratio of the concentrations of metallic and non-metallic atoms
aspires to the same value along the whole of the layer thickness.
Concentration peaks are removed.
New phases are formed.
The grain size grows according to the rising surface temperature.
The results will be demonstrated on the systems CrN/Cr
2
N and (Ti,Al)N as
examples for extreme different behaviours.
The CrN-coatings are X-ray-amorphous, e.g. nanocrystalline and consist
of CrN/Cr
2
N. As the result of the EB treatment they transform into crystalline
coatings. Grain growth was observed. The (Ti,Al)N-coatings are crystalline
after deposition and scarcely change their structure. A slight decrease of
the lattice parameter was determined, indicating the transition to a closer
arranged lattice.
Effect of Electron Beam Treatment on the Structure and the Properties of Hard ...
1025
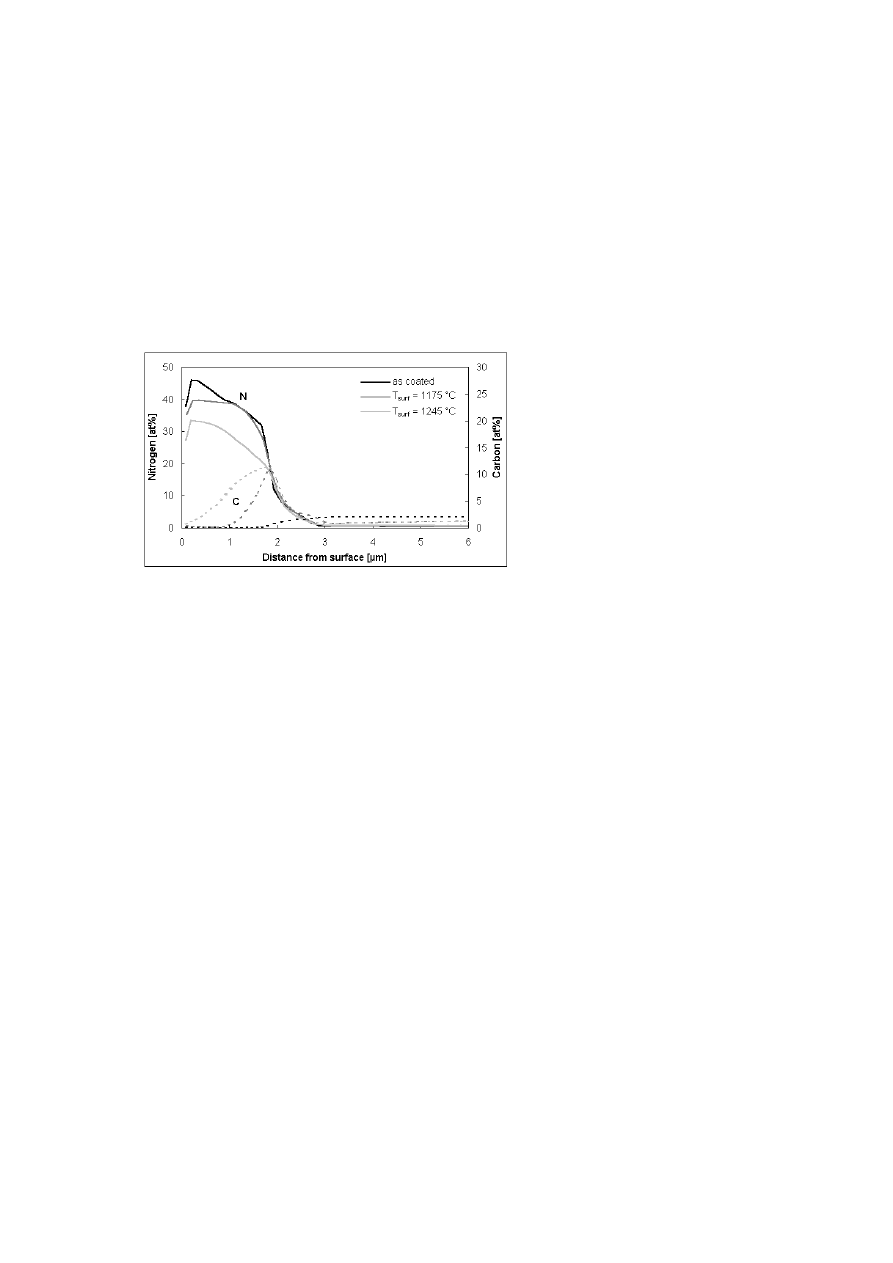
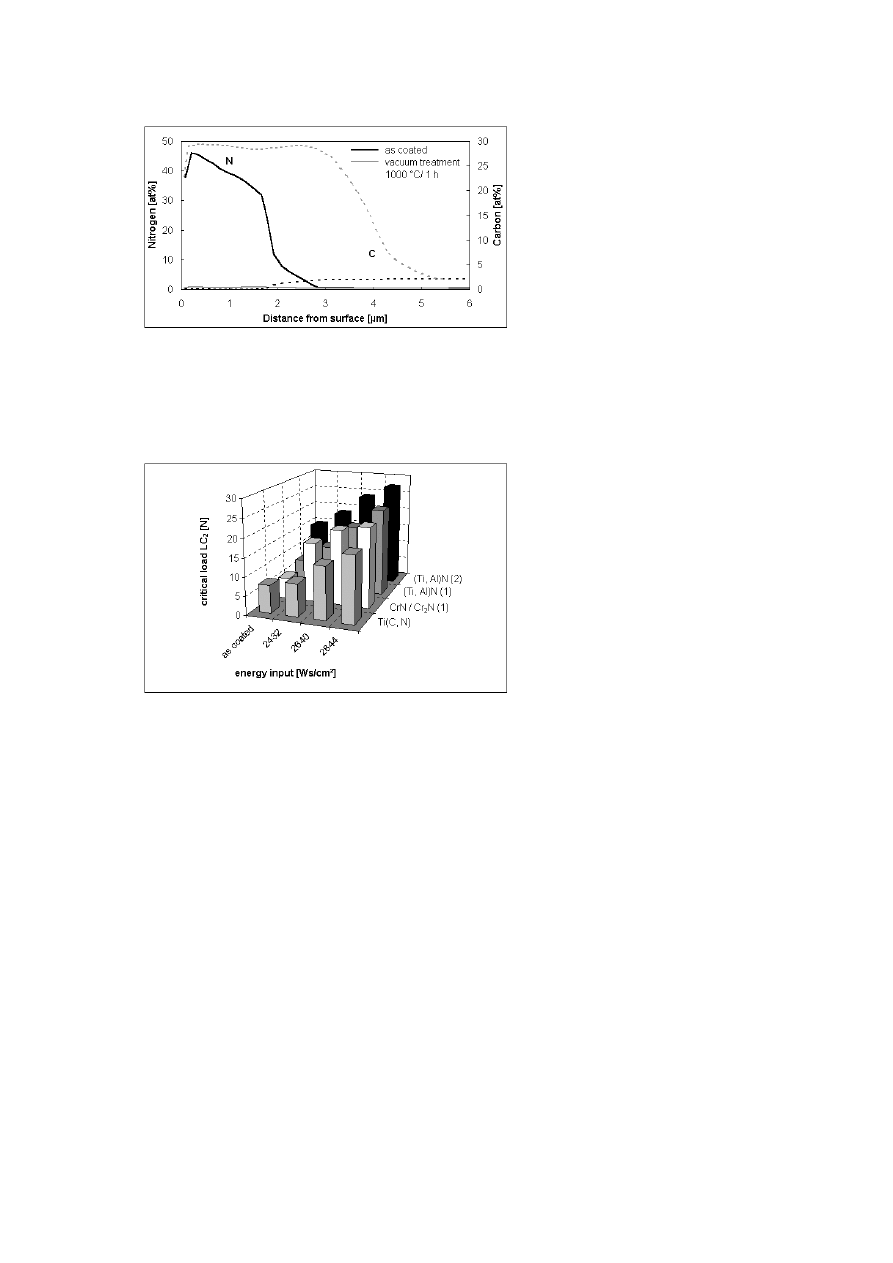
Because of the high temperatures diffusion processes were induced in the
coatings. Nitrogen left the hard layer through the surface into the atmo-
sphere, Fig. 3. The maximum N-loss of the CrN-layer was 10 at% and of the
(Ti,Al)N-layer 3 to 5 at%. Carbon diffused from the substrate into the inter-
face region, formed carbon peaks (CrN-layer 12.5 at% C, (Ti,Al)N-layer 3.5
at% C), and diffused from the interface into the hard layer with increasing
treatment temperature. In the CrN-layers the Cr gradient was smoothed and
Fe diffused from the substrate into the layer. In the (Ti,Al)N-1-layer the
diffusion of Ti, Al and Fe can be neglected. The diffusion processes lead
to a constant, nearly stoichiometric ratio of metallic to non-metallic atoms
along the whole layer thickness.
Figure 3.
Nitrogen and carbon concentration in the CrN/Cr
2
N layer before and after the
EB treatment.
The thickness of the CrN/Cr
2
N-layer is 2.5 µm and that of the (Ti,Al)N-
layer is 1.7 µm. Whereas the layer thickness of the CrN/Cr
2
N-layer was
increased up to 2.8 µm after the EB treatment due to the diffusion processes
the thickness of the (Ti,Al)N-layer remained constant, Table 1 and Table 2.
As a result of a vacuum treatment (1 hour at 1000℃ ), the CrN layer
transformed into a Cr
x
C
y
layer completely, Fig. 4. Cr diffused from the
layer into the substrate, and iron diffused from the substrate into the hard
coating. Thermodynamic potentials account for this effect. At temperatures
above 1000℃ chromiumcarbides are more stable than chromiumnitrides.
Diffusion coefficients calculated for C, Cr, and Fe prove that the diffusion
processes described above are possible.
1026
6TH INTERNATIONAL TOOLING CONFERENCE
Table 1.
Critical loads and wear of CrN/Cr
2
N coated and electron beam hardened samples
Material
Coating
Case
Case
Critical
Wear
condition
thickness
hardness
depth
load
area
[ µm ]
[HV
0.1
]
[mm]
[N]
[10
−
4
mm
2
]
ascoated
2.5
323
—
8.4
17
800
1
2.5
542
0.05
25.5
3.6
990
1
2.5
567
0.44
24.0
0.1
1060
1
2.7
600
0.64
22.0
8.8
1200
1
2.7
580
0.95
36.0
17.8
vacuum treated
2.8
374
—
28.3
n.d
2
(1000 ℃/1h)
1
electron beam hardened, surface temperature [℃ ]
2
not determined
Table 2.
Critical loads and wear of (Ti,Al)N coated and electron beam hardened samples
Material
Coating
Case
Case
Critical
Linear
condition
thickness
hardness
depth
load L
c
2
wear
[ µm ]
[HV
0.1
]
[mm]
[N]
[m/m 10
−
9
]
as coated
1.7
326
—
7.2
9.2
925
1
1.7
582
0.31
n.d.
2
2.6
1120
1
1.7
566
0.65
11.8
2.5
1210
1
1.7
546
0.81
18.1
2.8
1260
1
1.7
557
0.99
23.4
3.6
1370
1
1.7
625
1.20
16.2
2.4
vacuum treated
1.7
410
—
16.3
14
(1000℃/1h)
1
electron beam hardened, surface temperature [℃ ]
2
not determined
The adhesion of the layers to the substrate increases correlating with
the energy input and thus the surface temperature, Fig. 5. This is because
of the increasing support of the substrate with increasing case depth and
because of the diffusion processes. The lower L
c
2
value of the (Ti,Al)N
coating treated at 1370℃ is attributed to the formation of cracks at this
temperature, Table 2. The comparison of the CrN/Cr
2
N coatings in the as
coated and vacuum treated condition shows the influence of the diffusion
processes, Table 1. The difference between the hardness, i.e. the support
Effect of Electron Beam Treatment on the Structure and the Properties of Hard ...
1027
Figure 4.
Nitrogen and carbon concentration in the CrN/Cr
2
N layer before and after the
vacuum treatment
effect of the two samples is small, but there is a big diffusion in the vacuum
treated sample.
Figure 5.
Influence of the EB treatment on the adhesive failure.
Because of the support effect the sliding wear is clearly reduced by the
EB treatment, Fig. 6a and 7, Table 1 and 2. For the CrN/Cr
2
N coating the
support effect is strongly superimposed by the change of the layer structure
with the surface temperature. Therefore an optimized wear behaviour is
only attainable in a small range of EB treatment, which leads to a surface
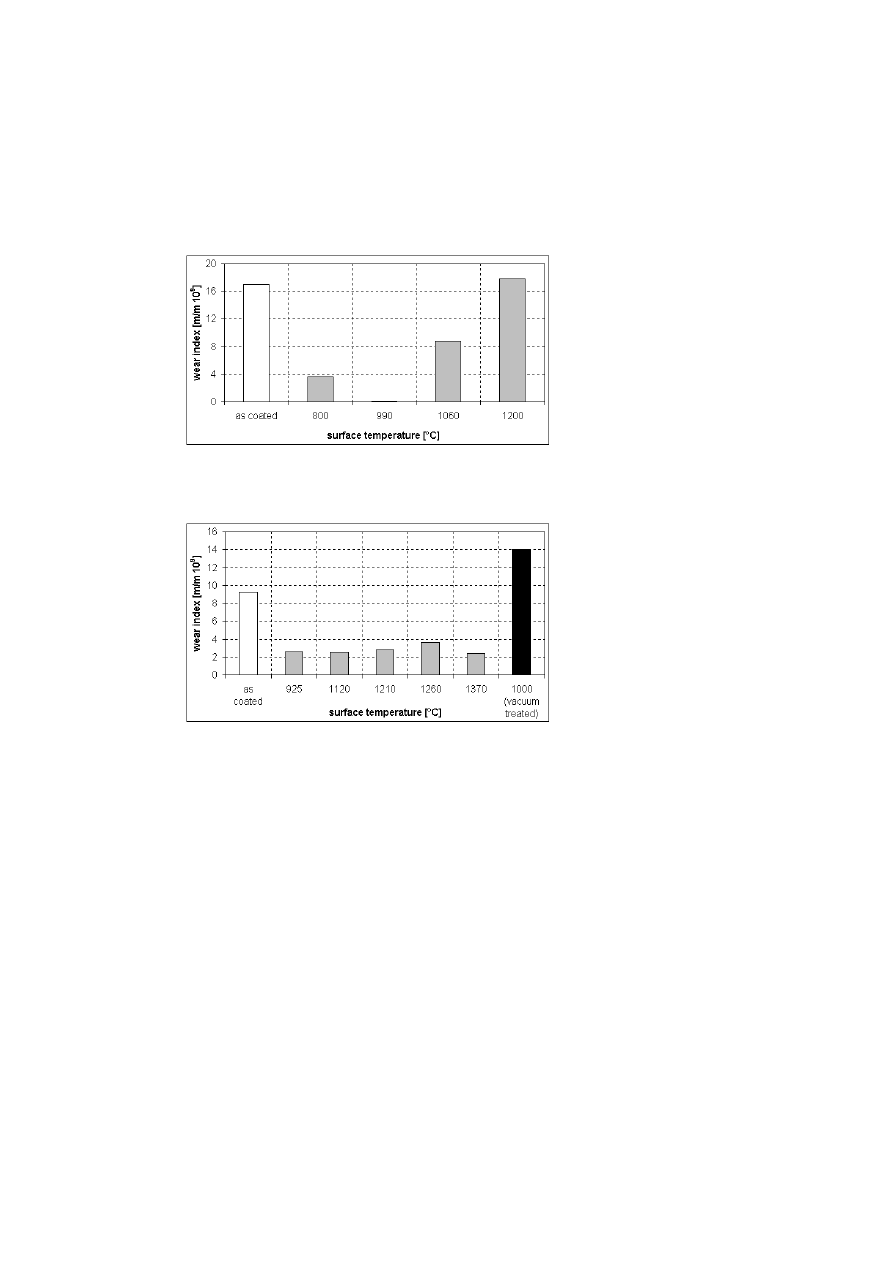
1028
6TH INTERNATIONAL TOOLING CONFERENCE
temperature of about 990℃ .The high thermal stability of the (Ti,Al)N coat-
ing however is the reason for the relative constant wear behaviour in the
whole range of EB treatment. The hardness after the vacuum treatment and
therefore the support effect is low. Together with the change of the structure
by the one hour treatment, this leads to a high wear rate, also in comparison
with the as coated conditions, Table 2.
Figure 6.
Influence of the EB treatment on the wear of CrN/Cr
2
N coatings.
Figure 7.
Influence of the EB treatment on the wear of (Ti, Al)N coatings.
REFERENCES
[1] K. PANTLEON, O. KESZLER, F. HOFFMANN and P. MAYR, HTM 55 (2000) 304.

Effect of Electron Beam Treatment on the Structure and the Properties of Hard ...
1029
[2] H. HOLLECK, Metall 43 (1989) 614.
Wyszukiwarka
Podobne podstrony:
Effect of vacuum microwave drying on selected mechanical and rheological properties of carrot
Fibrillar Structure and Mechanical Properties of Collagen
1 Effect of Self Weight on a Cantilever Beam
Effect of heat treatment on microstructure and mechanical properties of cold rolled C Mn Si TRIP
Inhibitory Effect of Dry Needling on the Spontaneous Electrical Activity Recorded from Myofascial Tr
Zieliński, Marek i inni Effects of Constant Magnetic Field on Electrodeposition of Co W Cu Alloy (2
The use of electron beam lithographic graft polymerization on thermoresponsive polymers for regulati
(IV)The effect of McKenzie therapy as compared with that of intensive strengthening training for the
Effect of long chain branching Nieznany
Effect of Kinesio taping on muscle strength in athletes
53 755 765 Effect of Microstructural Homogenity on Mechanical and Thermal Fatique
Effect of File Sharing on Record Sales March2004
31 411 423 Effect of EAF and ESR Technologies on the Yield of Alloying Elements
21 269 287 Effect of Niobium and Vanadium as an Alloying Elements in Tool Steels
(10)Bactericidal Effect of Silver Nanoparticles
więcej podobnych podstron