
EFFECT OF EAF AND ESR TECHNOLOGIES
ON THE YIELD OF ALLOYING ELEMENTS IN
TOOL STEELS
T. Mattar, H.S.R. El-Faramawy, A. Fathy, M. Eissa, K.A. El-Fawakhry
Steel Metallurgy & Ferroalloys Dept.
Central Metallurgical Research and Development Institute (CMRDI)
P.O. Box 87 Helwan, 11421 Cairo
Egypt
Abstract
Alloying elements in steel are greatly affected by the melting and refining
technology. In this study the effect of electric arc furnace (EAF) smelting and
electro-slag refining (ESR) of selected three grades of tool steels (cold work,
hot work and high-speed steels) on the yield of alloying elements is studied.
The effect of EAF technology on the yield of alloying elements was studied
by melting these graded of tool steels under both carbide and white reducing
slag producing consumable electrodes. The produced consumable electrodes
were electro-slag remelted under three different CaF
2
based fluxes. The effect
of physical properties and chemical composition of used EAF reducing slag
and ESR used fluxes on the yield of alloying elements were studied. This
study showed that refining of tool steels under carbide slag in EAF reduces
the losses of alloying elements in ESR process. In ESR process, the much
strong oxidizable elements such as Si and V are oxidized with atmospheric
oxygen. The oxidation process increases by increasing the remelting rate.
Elements with lower affinity to oxygen, such as Mn and Cr, are oxidized by
atmospheric oxygen and diffused oxygen through the molten slag during the
molten droplet transfer depending mainly on the physical properties of the
used flux. The highest losses of such elements were detected by remelting
under flux with the lowest viscosity and highest interfacial tension. These
oxidation processes are accompanied by increasing the concentration of Mo
and W.
Keywords:
Electric arc furnace, electro-slag refining, tool steels, alloying elements, yield,
slag, flux, physical properties.
411
412
6TH INTERNATIONAL TOOLING CONFERENCE
INTRODUCTION
Tool steels are usually made in small capacity electric arc furnaces (EAF)
and refined either in vacuum or by remelting using electro-slag remelting
(ESR) technique. The refining of tool steels melt is usually accomplished
through application of reducing slags in conjunction with alloy deoxida-
tion. The use of reducing slags is an important technique for controlling the
oxygen content of the melt to low levels and at the same time maximizes
alloy recovery as well as minimizes the amount of deoxidation products
formed. The reducing slag serves primarily as a blanket between the fur-
nace atmosphere and the metal bath, to retard the transfer of oxygen from
the air to the bath to the maximum extent possible. Under such conditions,
the carbon drop is arrested and ferroalloys of oxidizable elements such as
chromium, silicon and manganese can be added to the heat at nearly 100
percent recovery.
In ESR, according to Kato (1985) [1], the processes from melting of
consumable electrode to solidification are:
forming a thin layer of molten iron on the surface of the tip of electrode
forming a droplet at the tip of electrode, dropping of the droplet into
the fused slag layer
forming metal pool then solidifying.
Consequently the possible reaction sites or interfaces in ESR are: the electrode-
atmosphere, the slag-atmosphere, the electrode tip-slag, the droplet-slag, the
metal pool-slag and the metal pool-ingot.
Depending upon their composition, tool steels can retain high values of
strength and wear resistance to an appreciable depth in the metal. High-
carbon high-chromium steels as reported by Wills (1935) [2] have high wear
resistance imported by the numerous hard chromium carbides combined
with nondeforming qualities to make these steels very useful for dies. These
steels are of ledeburitic type and contain high additions of chromium (5-18
per cent). Their structure as shown by Geller (1978) [3], greatly improves
the wear resistance in working hard materials at moderate dynamic loads.
Also Hiraoka (1992) [4] concluded that high resistance to thermal shocks
and the increase of creep strength and rupture life can be obtained with a
high content of chromium (above 10%).

Effect of EAF and ESR Technologies on the Yield of Alloying Elements in Tool Steels
413
Low alloy semi-thermostable tool steels are used in hot forming dies oper-
ating at high dynamic loads. These steels retain an elevated toughness (more
than 4 kg.f.m/cm
2
) both in the longitudinal and lateral directions. This char-
acteristic only is met by limited content of carbide-forming elements. That
the carbide phases in them is cementite with small amounts of M
23
C
6
carbide
(Geller 1978 [3]). Complex alloying is often resorted in order to improve
the carbide distribution and toughness in large sections. The hardness of
steel grade (AISI L6, GOST 5XHM, or DIN 56NiCrMoV7) in the core of
a block 400×300×300 mm is only 1 or 2 HRC numbers lower than on the
surface. Which is associated with the high stability of supercooled austenite
as concluded by Geller (1978) [3].
High-speed steels are high alloyed high carbon steels with a complex
pattern of carbides. It has been shown by Ghomashchi (1985) [5] that these
carbides result from an eutectic reaction and segregate with a variety of
morphologies, dependent upon the composition of steel and its cooling rate
during solidification. It was reported by Ghomashchi (1985) [4] that the
eutectic carbides in the (AISI M2 grade) high speed steel are segregated
into three chemically different groups, i.e. MC, M
2
C, and M
6
C, where M
represents the metallic element and C is carbon. Also it was established that
the MC is vanadium rich carbide while the others contain high percentages
of tungsten. The M
2
C carbide, however, contains a low percentage of iron.
Investigation employing X-ray analysis of extracted carbides by Kuo (1993)
[6] has shown that the complex carbides in high speed steel actually consists
of several phases. In addition, an intermetallic compound corresponding
to Fe
3
W
2
or Fe
3
Mo may also appear as an excess phase in steels having
insufficient carbon to satisfy the total number of tungsten, molybdenum and
vanadium atoms present.
EXPERIMENTAL
With the objective of this paper, the effect of EAF and ESR processes on
the yield of alloying elements in tool steels was studied. A set of experi-
mental melts were designed, where six 100 kg, melts of three grades of tool
steels(cold work tool steel (D3), hot work tool steel (L6) and high speed steel
(M2)) were carried out under white and carbide slags in EAF. The effect of
EAF slag composition on the yield of alloying elements is studied. Metal
samples were collected during this period for chemical analysis. Once the
carbon fell below the required analysis and the phosphorus was sufficiently
414
6TH INTERNATIONAL TOOLING CONFERENCE
low, the oxidized slag was completely removed to prevent reversion of phos-
phorus to the metal when adding the reducing slag. The composition of these
slags is given in Table 1.
Table 1.
Composition of used EAF reducing slags.
Reducing
Slag
Unit
Lime
CaO
Fluorspar
CaF
2
Ferrosilicon
Fe-Si
Coke
White
wt. %
wt. Kg
62.5
1.875
12.5
0.
12.5
0.375
12.5
0.375
Carbide
wt.%
wt. Kg
46
1.38
8
0.24
—
—
46
1.38
The molten steel produced from every heat was cast into refractory moulds,
to yield ingots of 1200 mm long with 60 and 100 mm diameter. The used
ingot moulds were clean and without damaged surfaces. Slides were cut
from the bottom of metal ingots for the chemical analysis.
Furthermore, in order to investigate the effect of physical and chemical
properties of used flux in ESR on the yield of alloying elements of these
grades of steel, each grade was electro-slag remelted under three differ-
ent flux compositions, Table 2. The ESR process is a special refining and
remelting to make the sound ingot of less impurity with good quality, by
making the best use of the physical and chemical properties of slag. This
process has gradually been proven to be excellent as an ingot making tech-
nique of high-grade steels. The electrical parameters of ESR furnace used
in this study are given in Table 3.
The rate of cooling water is 7 m
3
/hr.
Each one of six heats of steel produced in EAF was electro-slag remelted
under three different flux compositions. The steel samples taken during the
course of melting and refining processes in EAF and ESR were subjected
to chemical analysis. Carbon and sulphur were determined volumetrically
by ignition method. Manganese, silicon and phosphorus were determined
by X-ray analysis. The final produced steel after EAF and ESR processes
were chemically analyzed by the same methods and in addition, they were
subjected to complete chemical analysis by spectrographic analysis using
Rang-Ailger E983 Polyvag spectrometer.
Effect of EAF and ESR Technologies on the Yield of Alloying Elements in Tool Steels
415
Table 2.
Chemical composition and physical properties of ESR fluxes used
Flux Composition, wt %
ESR
Melt
No.
Flux
No.
CaF
2
CaO
Al
2
O
3
CaO/
Al
2
O
3
Density
gr/cm
3
Surface
Tension
mN/m
Interfacial
Tension
mN/m
Viscosity
Poise
Electrical
Conductivity
Ω
−
1
cm
−
1
3.1
1
49.41
18.28
31.81
0.58
2.6
380
1300
1
2.012
3.2
2
52.85
21.48
25.67
0.84
2.6
380
1300
0.5
2.35
3.3
3
49.36
6.02
44.62
0.14
2.6
365
1275
4
2.012
4.1
1
45.75
16.75
37.51
0.45
2.6
380
1280
1.1
2.2
4.2
2
53.91
21.91
24.18
0.91
2.6
380
1305
0.5
2.35
4.3
3
45.59
6.10
48.31
0.13
2.65
365
1250
4
2.012
9.1
1
48.66
17.82
33.52
0.53
2.6
380
1290
1.1
2.01
9.2
2
57.20
23.24
19.56
1.19
2.55
360
1320
0.4
2.55
9.3
3
45.78
5.73
48.5
0.12
2.65
365
1230
4
2.0
12.1
1
50.91
18.64
30.45
0.61
2.6
380
1300
1
2.01
12.2
2
54.28
22.29
23.43
0.95
2.6
380
1310
0.5
2.6
12.3
3
49.95
6.24
43.81
0.14
2.6
365
1275
4
2.01
13.1
1
49.92
18.28
31.81
0.58
2.6
380
1300
1
2.012
13.2
2
57.57
23.40
19.03
1.23
2.55
362
1320
0.4
2.55
13.3
3
50.64
6.34
43.02
1.15
2.6
365
1285
4
2.01
14.1
1
49.72
18.21
32.08
0.57
2.6
380
1300
1
2.012
14.2
2
55.37
22.51
22.12
1.01
2.6
380
1310
0.5
2.6
14.3
3
49.76
6.22
44.01
0.14
2.6
365
1275
4
2.01
Table 3.
Electrical data of used remelting process
Main current
Melting current
Melting volt
Melting power
5.3 kA
1.5–1.55 kA
28–35 V
45 kW
RESULTS AND DISCUSSION
To study the effect of electric-arc furnace (EAF) refining slag; on the yield
of alloying elements of consumed electrode in electro-slag remelting (ESR),
two groups of three tool steel grades were melted in pilot-plant electric arc.
Two kinds of slag were used in the EAF; white or carbide for melting of cold
work D3, hot work L6 and high speed M2 tool steels. The produced ingots
were used as consumable electrodes in ESR. In electro-slag refining process,
three types of fluxes were used, Table 2. These fluxes have approximately
the same density and different viscosity, interfacial tension, basicity and
CaO content. The chemical composition of consumable electrodes produced
by EAF and produced steel ingots after ESR (remelted under the different
investigated slags) are given in Table 4.
Figures 1, 2, 3(a) and 3(b) illustrate
the effect of flux composition used in ESR process and the type of refined
416
6TH INTERNATIONAL TOOLING CONFERENCE
Table 4.
Chemical composition of produced tool steels at different refining processes
Chemical Composition, wt %
Steel
Grade
Code
No.
EAF
Slag
ESR
Flux
C
Si
Mn
Cr
Ni
V
Mo
W
3
white
–
1.96
0.12
0.30
13.65
–
–
–
–
3.1
white
1
1.90
0.08
0.29
13.56
–
–
–
–
3.2
white
2
1.75
0.10
0.26
13.24
–
–
–
–
3.3
white
3
1.91
0.08
0.28
13.26
–
–
–
–
4
carbide
–
1.90
0.12
0.26
12.69
–
–
–
–
4.1
carbide
1
1.70
0.11
0.26
12.41
–
–
–
–
4.2
carbide
2
1.91
0.18
0.23
11.99
–
–
–
–
C
o
ld
W
o
rk
T
o
o
l
S
te
el
(D
3
)
4.3
carbide
3
1.74
0.11
0.22
12.38
–
–
–
–
9
white
–
0.78
0.05
0.42
0.79
1.50
–
0.09
–
9.1
white
1
0.78
0.016
0.26
0.74
1.50
–
0.06
–
9.2
white
2
0.79
0.07
0.14
0.65
1.2
–
0.20
–
9.3
white
3
0.79
0.04
0.24
0.75
1.30
–
0.06
–
12
carbide
–
0.80
0.05
0.30
0.86
1.44
–
0.06
–
12.1
carbide
1
0.79
0.06
0.09
0.75
1.30
–
0.18
–
12.2
carbide
2
0.80
0.05
0.09
0.68
1.20
–
0.19
–
H
o
t
W
o
rk
T
o
o
l
S
te
el
(L
6
)
12.3
carbide
3
0.79
0.04
0.095
0.81
1.36
–
0.19
–
13
white
–
1.01
0.18
0.27
4.7
–
1.92
4.55
5.50
13.1
white
1
1.01
0.09
0.26
4.3
–
1.89
4.85
5.99
13.2
white
2
1.00
0.11
0.24
4.0
–
1.92
5.88
5.66
13.3
white
3
1.01
0.10
0.26
4.5
–
1.89
4.9
6.05
14
carbide
–
0.97
0.18
0.35
4.5
–
1.99
4.9
5.83
14.1
carbide
1
0.90
0.08
0.30
4.3
–
1.92
5.36
6.00
14.2
carbide
2
0.87
0.15
0.30
3.9
–
1.89
5.27
5.95
H
ig
h
S
p
ee
d
S
te
el
(M
2
)
14.3
carbide
3
0.90
0.11
0.31
4.4
–
1.92
4.99
6.01
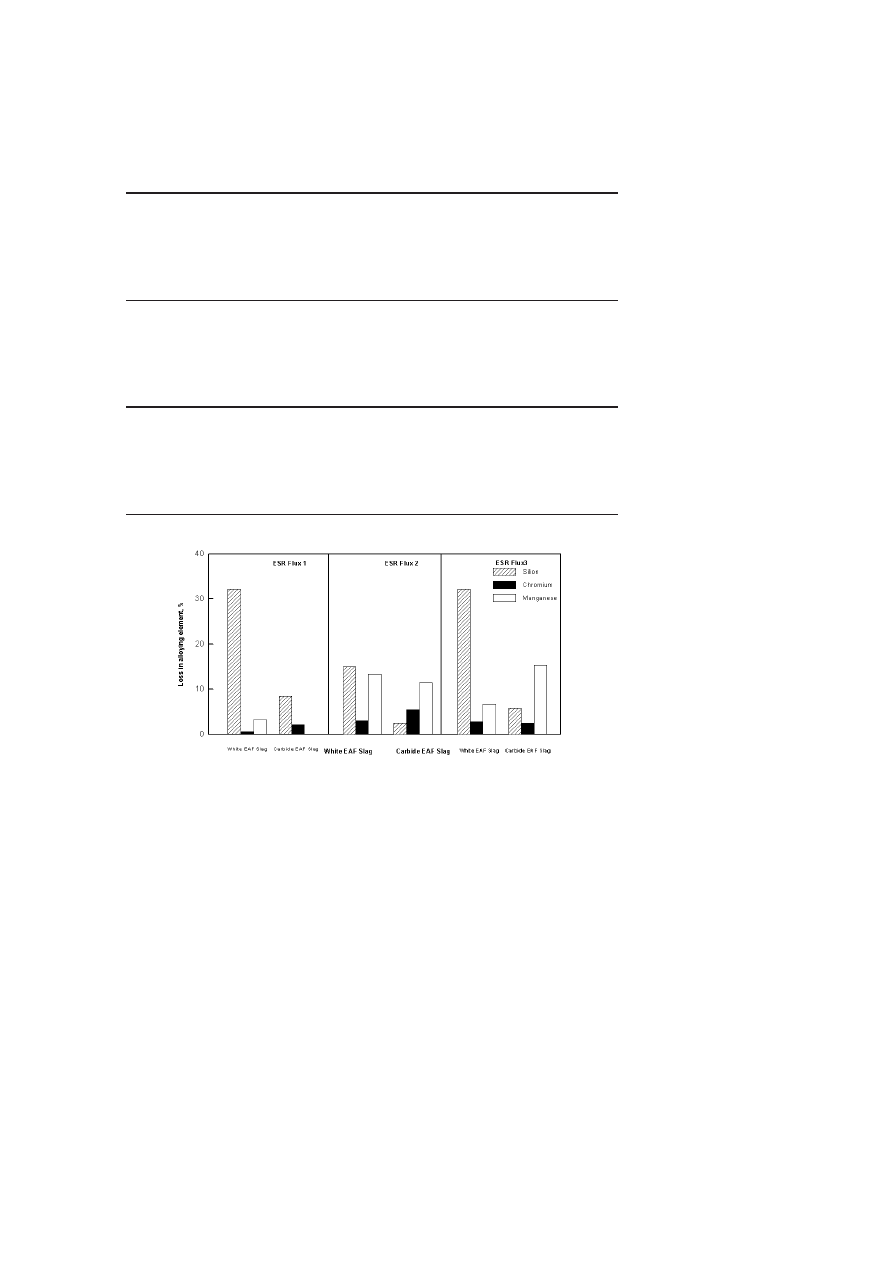
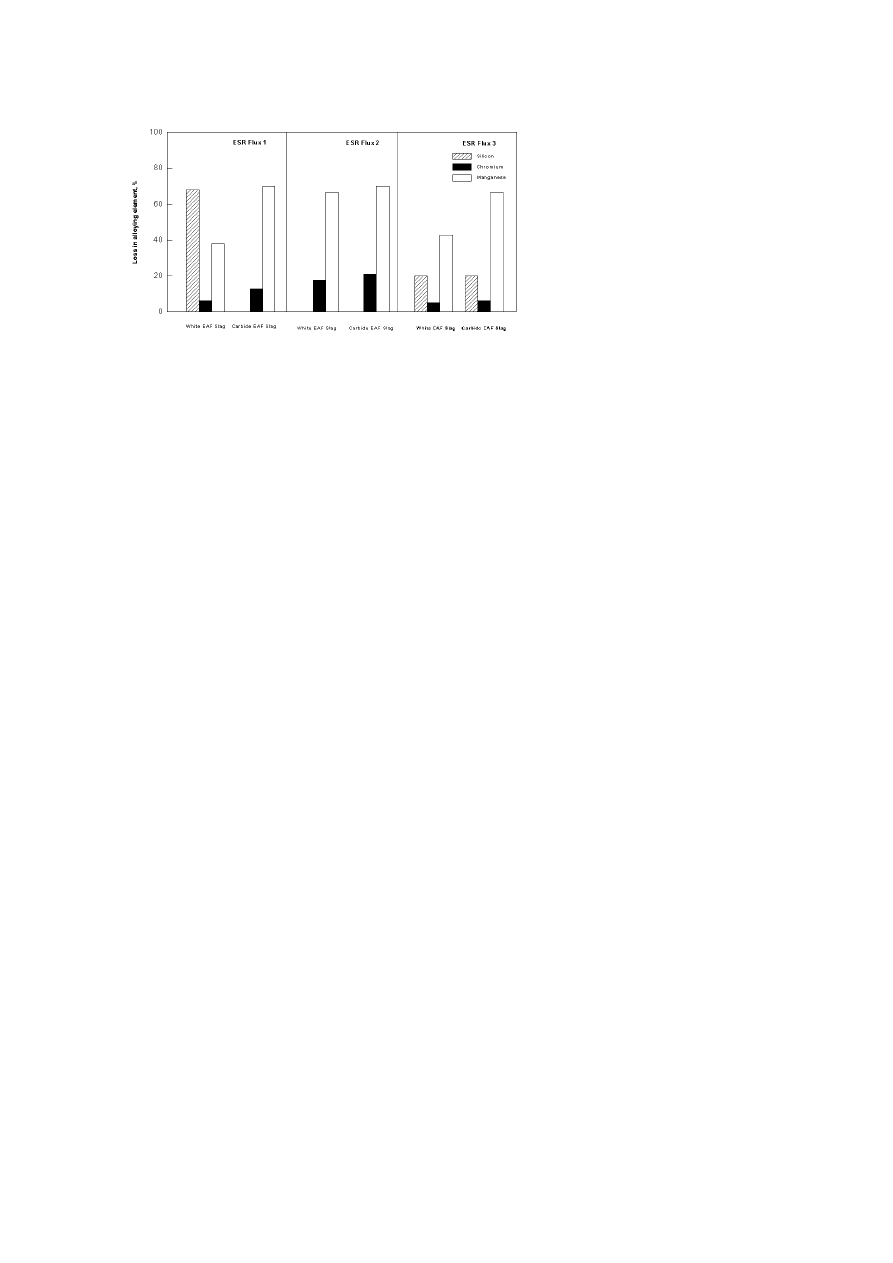
Figure 1.
Effect of EAF slag and ESR flux compositions on Si, Cr and Mn losses in D3
steel.
Effect of EAF and ESR Technologies on the Yield of Alloying Elements in Tool Steels
417
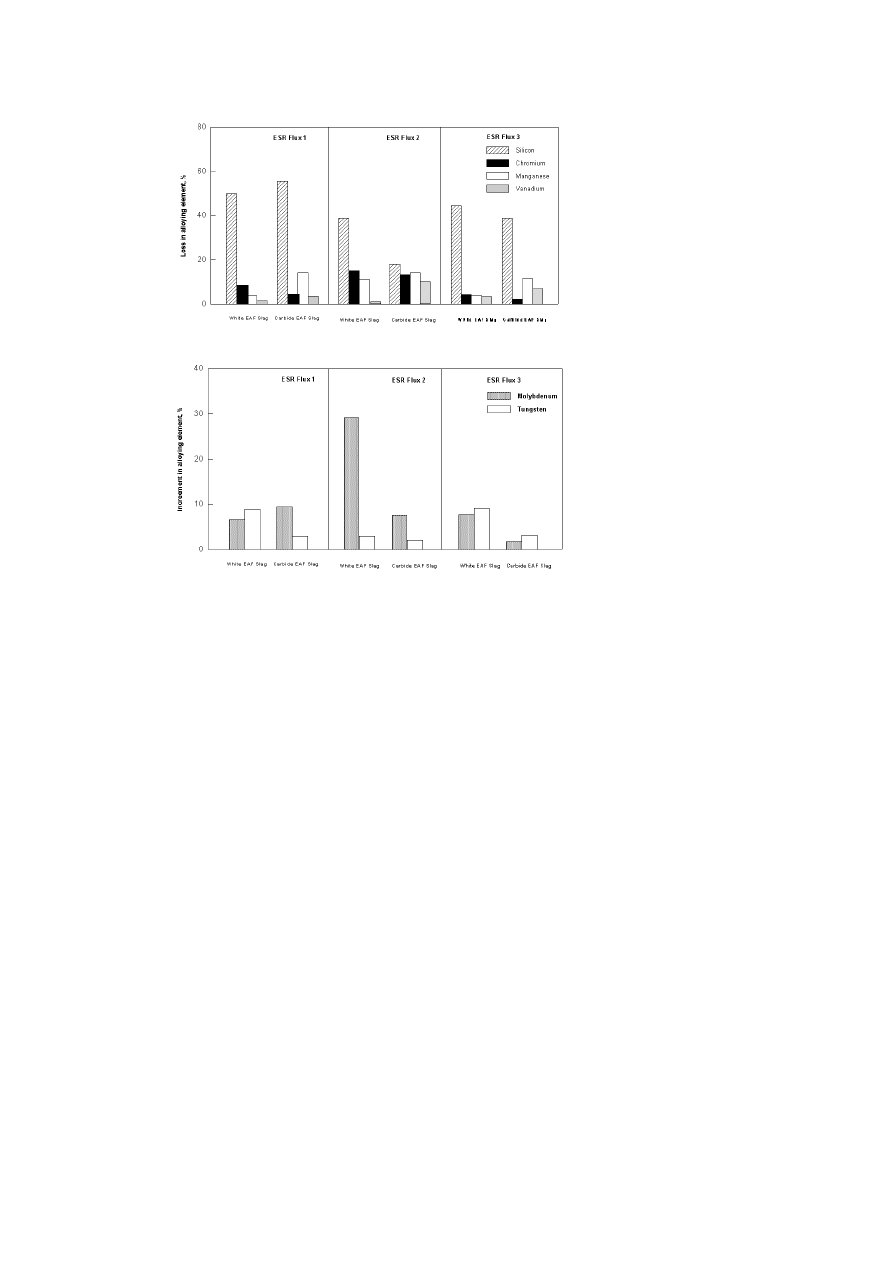
Figure 2.
Effect of EAF slag and ESR flux compositions on Si, Cr and Mn losses in L6
steel.
slag in EAF on the yield of Si, V, Mn, Cr, Mo and W. In case of refining under
white reducing slag in EAF, the decrement in alloying element during ESR
such as Si, V, Mn and Cr is slightly more than that for steel refined under
carbide reducing slag. This could be attributed to the oxygen content in
molten steel. Oxygen content in the molten steel refined under carbide slag
is much lower than that refined under white slag. So, it was expected that
the yield of alloying elements of consumed electrode refined under carbide
slag would be higher than that refined under white slag. On the other hand,
an increment by ESR in Mo and W is obtained for steels refined under either
carbide or white slag. The increment in such elements could be attributed
to the losses of Si, V, Mn and Cr, which consequently lead to increase the
concentration of Mo and W in the produced ingots. Unfortunately, published
data are scarce on the nature and intensity of oxidation of alloying elements
during ESR process. One could describe the oxidation behaviour of alloying
elements during the electro-slag refining process as follows:
i as the temperature of slag bath rises above the melting point of the metal,
droplets melt off the tip of the electrode and fall through the slag,
ii as the temperature of fallen droplet is fairly high, the most oxidizable
elements will be oxidized. The affinity towards oxygen at the remelting
temperature of Cr, Mn, V and Si is increased, respectively. In other
418
6TH INTERNATIONAL TOOLING CONFERENCE
(a)
(b)
Figure 3.
Effect of EAF slag and ESR flux compositions on (a) Cr, Mn, V and Si losses
in M2 steel and (b) Mo and W increement in M2 steel.
words, at the molten temperature, silicon and vanadium will be oxidized
faster than Mn or Cr.
iii increasing the wetting of fallen droplet with slag, i.e. decreasing the in-
terfacial tension, represents a protective layer against diffusion of oxygen
towards metal droplet with the result of decreasing the oxidation rate and
hence increasing the yield of alloying elements and/or,
iv inhibition of the diffusion of oxygen towards metal droplet by increasing
the slag viscosity results in increasing the yield of alloying elements. So,
Effect of EAF and ESR Technologies on the Yield of Alloying Elements in Tool Steels
419
one could expect that using flux No. 2 with the lowest viscosity and the
highest interfacial tension (i.e. increasing the diffusion of oxygen to-
wards metal droplet and decreasing the chance of formation a protective
slag layer on the molten droplet) would lead to increase the losses of
alloying elements.
In contrary to this expectation, the obtained results clearly show that the yield
of vanadim and silicon of consumed electrode remelted under flux No. 2 is
the highest among the three in used fluxes. So, it could be concluded that
the yield of such elements of consumed electrode in ESR is completely
independent of the type of flux used or its physical properties. On the other
hand, the yield of Mn and Cr, which have lower affinity to oxygen than Si and
V, depends mainly on the physical properties of used flux. Flux No. 2 gave
the highest losses of Mn and Cr. So, one could assume that the oxidation of
alloying elements of consumed electrode is taken place directly by oxygen in
atmosphere as the droplets melt off the tip of the electrode and/or by diffused
oxygen through the molten flux. Elements with high affinity toward oxygen,
will be oxidized with atmospheric oxygen during the fallen of metal droplet
off the tip of consumed electrode. Consequently the rate of its oxidation
depends mainly on the surface area exposed to atmospheric oxygen. In
other words, the oxidation rate of such elements depends on the remelting
rate, i.e. the number of droplets per unit time. Increasing the remelting rate
leads to decrease the yield of such elements.
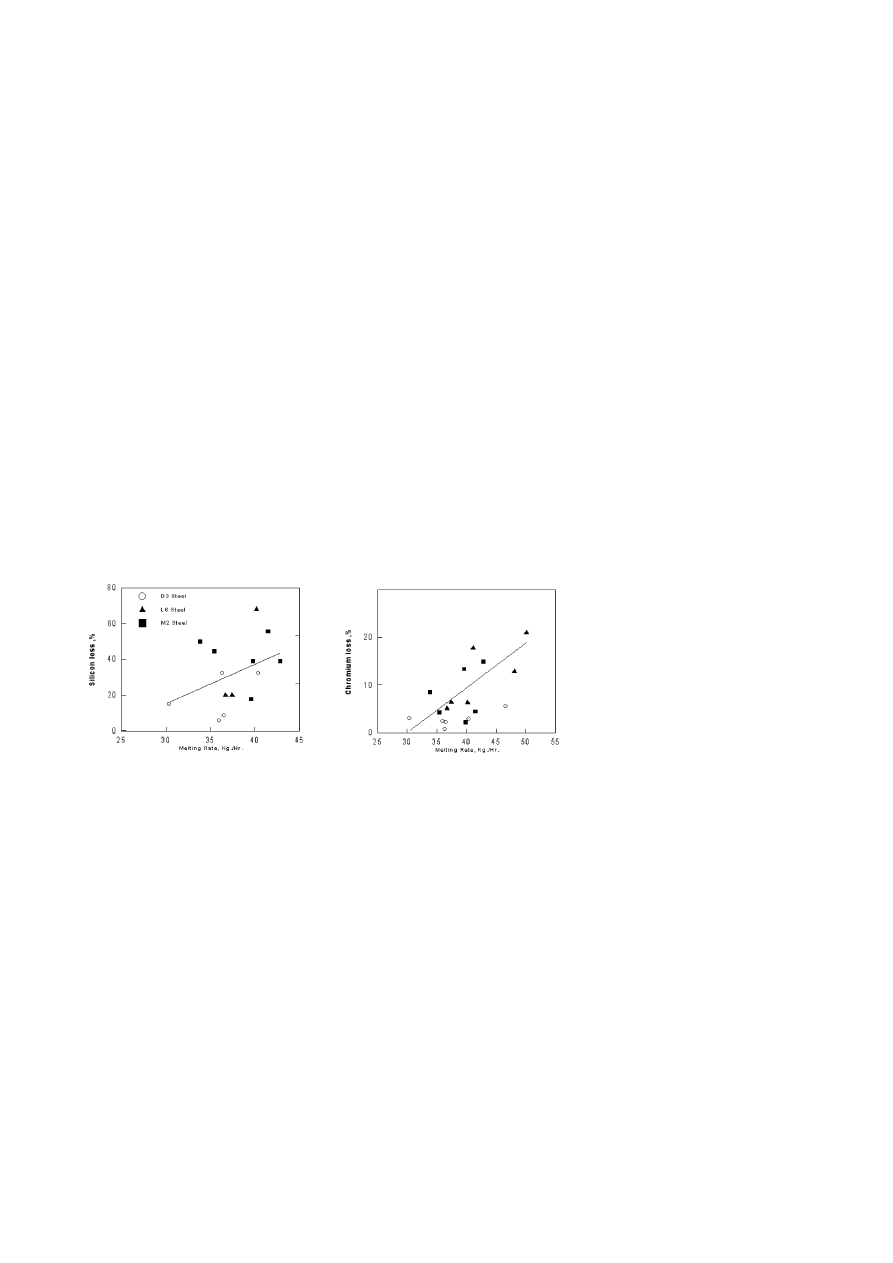
(a)
(b)
Figure 4.
Effect of remelting rate in ESR process on the (a) Silicon loss and (b) Chromium
loss.
420
6TH INTERNATIONAL TOOLING CONFERENCE
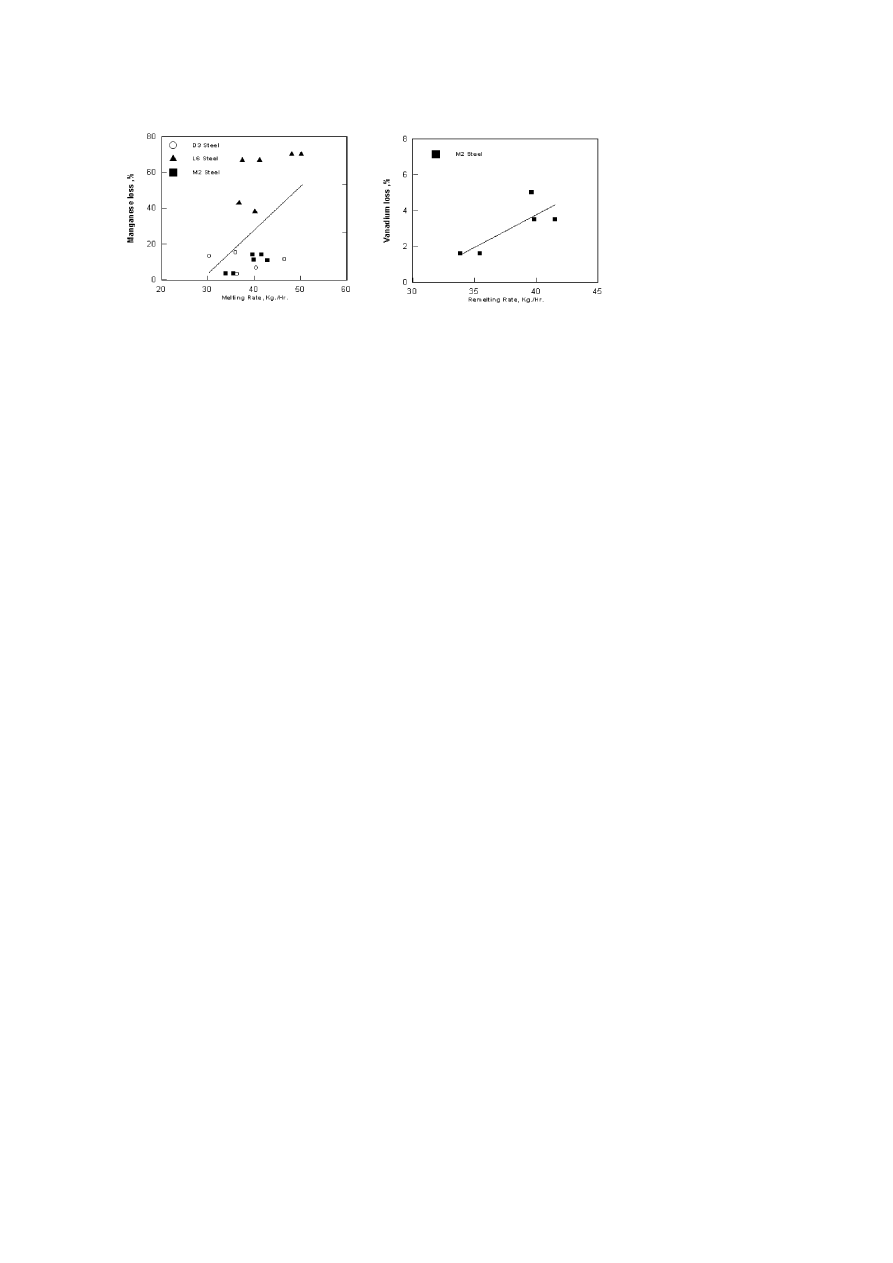
(a)
(b)
Figure 5.
Effect of remelting rate in ESR process on the (a) Manganese loss and (b)
Vanadium.
Figures 4 and 5 show a linear relationship between the rate of remelting
and the yield of Si, V, Mn and Cr. The major part of oxidation process
for elements with lower affinity to oxygen is taken place during the molten
droplet transfer through molten slag by diffusion of oxygen. Consequently,
the oxidation rate of such elements depends mainly on the physical prop-
erties of used flux. In other words, highest losses of Mn and Cr will be
obtained in ingot produced by remelting under flux with lowest viscosity
and highest interfacial tension, i.e. flux No. 2. The obtained results confirm
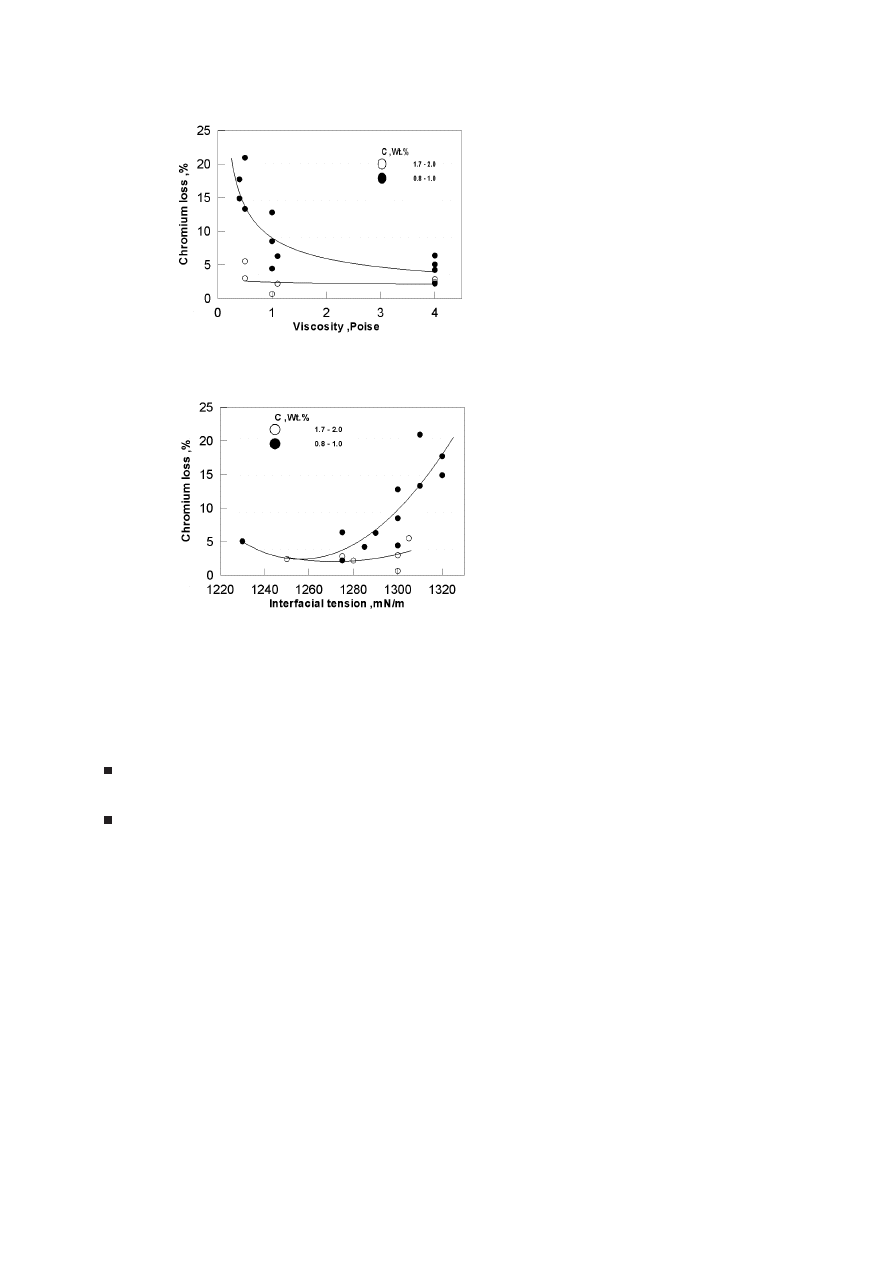
this assumption. Figures 6 and 7 illustrate maximum chromium losses in
ingot produced by remelting under slag with the lowest viscosity and the
highest interfacial tension. This effect is more pronounced in steels with
lower carbon content. As the carbon content in the produced steel increases,
the yield of chromium increases, which can be attributed to the lower oxygen
content of the melt with the higher carbon content. The same phenomenon
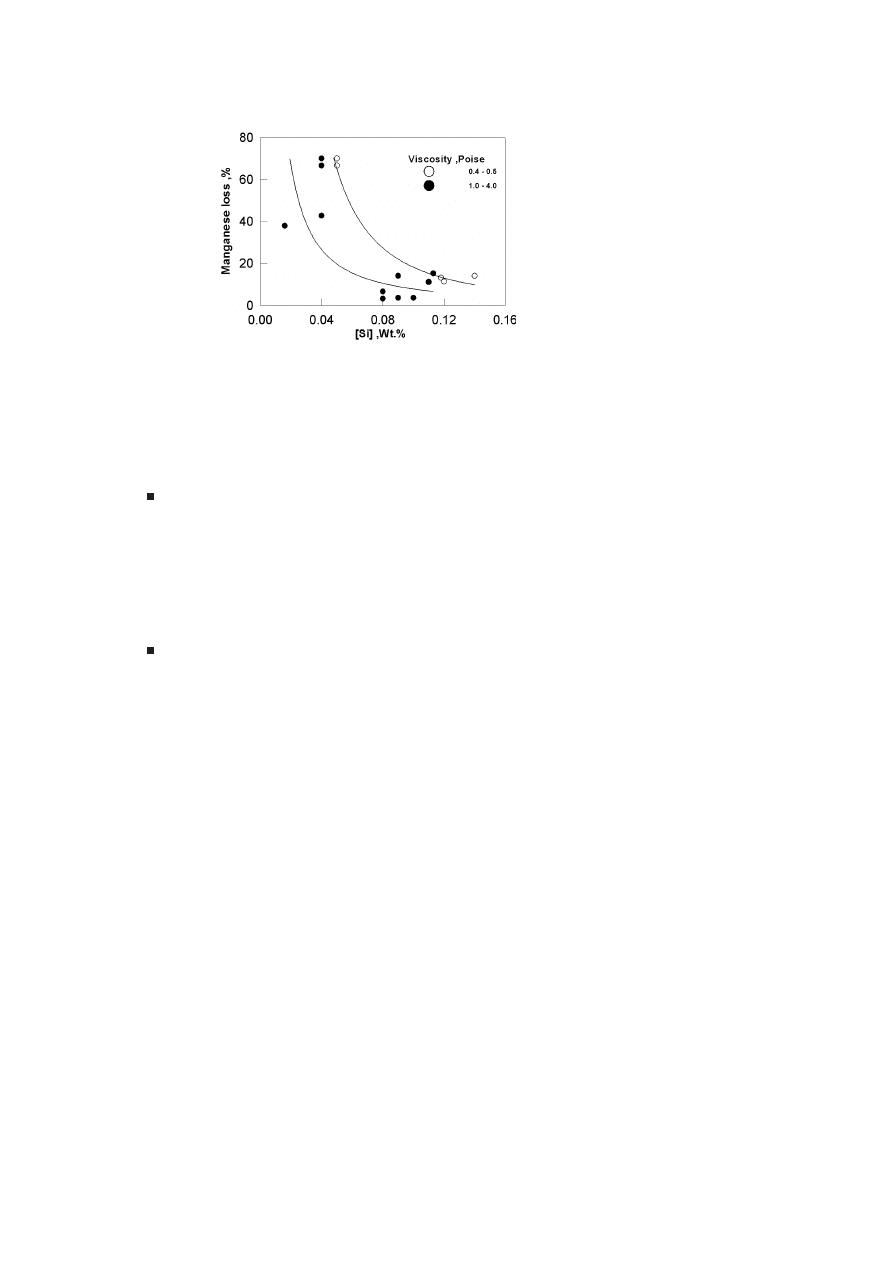
is observed in the oxidation of manganese. Remelting of steels with low
silicon content (i.e. high oxygen content) under slag with low viscosity (i.e.
high rate of diffusion of oxygen towards metal droplet) enhances the oxida-
tion process by diffused oxygen through the molten slag with the result of
high manganese losses, Fig. 8.
Effect of EAF and ESR Technologies on the Yield of Alloying Elements in Tool Steels
421
Figure 6.
Effect of ESR flux viscosity on Chromium loss.
Figure 7.
Effect of ESR flux interfacial tension on Chromium loss.
SUMMARY AND CONCLUSIONS
Correlation and interpretation of obtained data were made and the fol-
lowing results were concluded:
Refining of tool steels under carbide slag in EAF reduces the losses
of alloying elements in ESR process.
In ESR process, the much strong oxidizable elements with high affinity
towards oxygen, such as Si and V, are oxidized with atmospheric
422
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 8.
Effect of Silicon content on Manganese loss in ESR steel.
oxygen during the fallen of metal droplet off the tip of the consumed
electrode. The oxidation process increases by increasing the remelting
rate.
Elements with lower affinity to oxygen, such as Mn and Cr, are oxi-
dized by atmospheric oxygen and diffused oxygen through the molten
slag during the molten droplet transfer. The major part of this oxida-
tion process occurs according to the second mechanism and depends
mainly on the physical properties of the used flux. The highest losses
of such elements are detected by remelting under flux with the lowest
viscosity and highest interfacial tension.
The oxidation of oxidizable elements is accompanied by increasing
the concentration of non-oxidizable elements, such as Mo and W, in
the refined ingots.
REFERENCES
[1] M. KATO, "Survey on Electro-slag Remelting", Nagoya International Training Center,
Nagoya, Japan, (1985), pp. 238.
[2] W. H. WILLS, "Practical Observations on High-carbon High-chromium Tool Steels",
Trans. ASM, 23, (1935), p. 469.
[3] Yu. GELLER , Tool Steels; Mir Publishers, Moscow, (1978), p. 659.

Effect of EAF and ESR Technologies on the Yield of Alloying Elements in Tool Steels
423
[4] H. HIRAOKA, Y. KATAOKA, K. YUDA, K. TANIGUCHI, M. SASADA and I. HISH-
INUMA, "Application of a High Chromium Steel to Roughing Work Rolls for Hot Strip
Mills", ISIJ International, Vol. 32 (1992), No. 11, pp. 1177-1183.
[5] M. R. GHOMASHCHI, "The Morphology of Eutectic Carbides in M2-grade High-speed
Steel", Metallurgical Transactions, Vol. 16A, Dec. (1985), pp. 2341-2342.
[6] K. KUO, "Carbides in Chromium, Molybdenum and Tungsten Steels", J. Iron Steel
Inst., 173, (1993), p. 363.
Wyszukiwarka
Podobne podstrony:
the effect of sowing date and growth stage on the essential oil composition of three types of parsle
The similarties?tween Nietzsche and Frueds Views on the Unc
53 755 765 Effect of Microstructural Homogenity on Mechanical and Thermal Fatique
21 269 287 Effect of Niobium and Vanadium as an Alloying Elements in Tool Steels
Effects of the Great?pression on the U S and the World
Possible Effects of Strategy Instruction on L1 and L2 Reading
Effect of caffeine on fecundity egg laying capacity development time and longevity in Drosophila
Effects Of 20 H Rule And Shield Nieznany
Effect of Drugs and Alcohol on Teenagers
A systematic review and meta analysis of the effect of an ankle foot orthosis on gait biomechanics a
Effect of heat treatment on microstructure and mechanical properties of cold rolled C Mn Si TRIP
71 1021 1029 Effect of Electron Beam Treatment on the Structure and the Properties of Hard
53 755 765 Effect of Microstructural Homogenity on Mechanical and Thermal Fatique
EFFECTS OF EATING AND NOT EATING ON ENERGY STORES AND BODY WEIGHT
Glińska, Sława i inni The effect of EDTA and EDDS on lead uptake and localization in hydroponically
Ecological effects of soil compaction and initial recovery dynamics a preliminary study
więcej podobnych podstron