„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Paweł Krawczak
Rozpoznawanie podzespołów stosowanych w maszynach
i urządzeniach elektrycznych 724[05].E1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Elżbieta Burlaga
mgr Stefan Sotomski
Opracowanie redakcyjne:
mgr inż. Barbara Kapruziak
Konsultacja:
dr inż. Bożena Zając
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 724[05].E1.04,
„Rozpoznawanie podzespołów stosowanych w maszynach i urządzeniach elektrycznych”
zawartego w modułowym programie nauczania dla zawodu elektromechanik 724[05].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Rodzaje i zastosowanie połączeń mechanicznych
7
4.1.1. Materiał nauczania
4.1.2. Pytania sprawdzające
4.1.3. Ćwiczenia
4.1.4. Sprawdzian postępów
7
10
11
11
4.2. Połączenia nierozłączne: spawane, zgrzewane, lutowane, nitowe, klejone,
zaciskane (zaprasowywane)
12
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
12
22
22
24
4.3. Połączenia rozłączne: gwintowe, wpustowe, wielowypustowe, kołkowe,
sworzniowe, klinowe
25
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
25
29
29
30
4.4. Połączenia podatne - sprężyny, elementy sprężyste gumowe, pneumatyczne
i hydrauliczne
31
4.4.1. Materiał nauczania
4.4.2. Pytania sprawdzające
4.4.3. Ćwiczenia
4.4.4. Sprawdzian postępów
31
35
35
36
4.5. Osie i wały. Łożyska
37
4.5.1. Materiał nauczania
4.5.2. Pytania sprawdzające
4.5.3. Ćwiczenia
4.5.4. Sprawdzian postępów
37
46
46
47
4.6. Sprzęgła. Przekładnie. Hamulce
48
4.6.1. Materiał nauczania
4.6.2. Pytania sprawdzające
4.6.3. Ćwiczenia
4.6.4. Sprawdzian postępów
48
54
55
55
5. Sprawdzian osiągnięć
56
6. Literatura
60

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
„Poradnik”, który Ci przekazujemy, będzie pomocny w przyswajaniu wiedzy z zakresu
podzespołów stosowanych w maszynach i urządzeniach elektrycznych.
W „Poradniku” będziesz mógł znaleźć następujące informacje ogólne:
−
wymagania wstępne określające umiejętności, jakie powinieneś posiadać, abyś mógł bez
problemów rozpocząć pracę z poradnikiem,
−
cele kształcenia czyli wykaz umiejętności, jakie opanujesz w wyniku kształcenia
w ramach tej jednostki modułowej,
−
materiał nauczania, czyli wiadomości teoretyczne konieczne do opanowania treści
jednostki modułowej,
−
zestawy pytań sprawdzających, czy opanowałeś już podane treści,
−
ćwiczenia, zawierające polecenia, sposób wykonania oraz wyposażenie stanowiska pracy,
które pozwolą Ci ukształtować określone umiejętności praktyczne,
−
sprawdziany postępów pozwalające sprawdzić Twój poziom wiedzy po wykonaniu
ćwiczeń,
−
sprawdzian osiągnięć opracowany w postaci testu, który umożliwi Ci sprawdzenie
Twoich wiadomości i umiejętności opanowanych podczas realizacji programu jednostki
modułowej,
−
literaturę związaną z programem jednostki modułowej, umożliwiającą pogłębienie Twej
wiedzy z zakresu programu tej jednostki.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
724[05].E1.02
Rozpoznawanie materiałów
stosowanych w maszynach
i urządzeniach elektrycznych
724[05].E1.07
Obliczanie i pomiary parametrów
obwodów prądu stałego
Moduł 724[05].E1
Podstawy elektromechaniki
724[05].E1.01
Przestrzeganie przepisów bhp, ochrony
ppoż. oraz ochrony środowiska
724[05].E1.03
Posługiwanie się dokumentacją
techniczną
724[05].E1.08
Obliczanie i pomiary parametrów
obwodów prądu przemiennego
724[05].E1.04
Rozpoznawanie podzespołów
stosowanych w maszynach
i urządzeniach elektrycznych
724[05].E1.09
Dobieranie elementów
i podzespołów elektronicznych
oraz sprawdzanie ich parametrów
724[05].E1.05
Wykonywanie prac z zakresu
obróbki ręcznej metali
i tworzyw sztucznych
724[05].E1.06
Wykonywanie prac z zakresu
obróbki mechanicznej metali

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Rozpoznawanie podzespołów
stosowanych w maszynach i urządzeniach elektrycznych”, powinieneś umieć:
−
komunikować się i pracować w zespole,
−
dokonywać oceny swoich umiejętności,
−
korzystać z różnych źródeł informacji,
−
korzystać z poradników i norm,
−
rozpoznawać rodzaje rysunków stosowanych w dokumentacji technicznej,
−
odczytywać informacje podane na rysunku wykonawczym i złożeniowym,
−
sporządzać szkice prostych części maszyn,
−
rozróżniać podstawowe materiały stosowane w maszynach i urządzeniach elektrycznych,
−
analizować treść zadania, dobierać metody i plan rozwiązania,
−
samodzielnie podejmować decyzje.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej „Rozpoznawanie podzespołów
stosowanych w maszynach i urządzeniach elektrycznych” powinieneś umieć:
−
sklasyfikować połączenia
mechaniczne
elementów,
stosowane
w
maszynach
i urządzeniach elektrycznych,
−
rozpoznać rodzaj połączenia mechanicznego elementów na podstawie wyglądu
zewnętrznego,
−
scharakteryzować cechy i zastosowanie różnego rodzaju połączeń mechanicznych,
−
rozpoznać elementy mechaniczne, pneumatyczne i hydrauliczne stosowane w maszynach
i urządzeniach elektrycznych,
−
rozpoznać podzespoły mechaniczne stosowane w maszynach i urządzeniach
elektrycznych,
−
określić przeznaczenie poszczególnych elementów i podzespołów mechanicznych,
−
posłużyć się literaturą techniczną i katalogami przy rozpoznawaniu części maszyn.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Rodzaje i zastosowanie połączeń mechanicznych
4.1.1. Materiał nauczania
Połączenia części maszyn dzieli się na nierozłączne, w których części złączone lub
łączniki (części łączące) ulegają uszkodzeniu przy rozłączaniu połączenia, oraz rozłączne,
które można rozłączać i łączyć ponownie bez uszkodzenia części łączonych i łączników.
Do najczęściej spotykanych połączeń nierozłącznych należą połączenia:
–
spawane,
–
lutowane,
–
zgrzewane,
–
zaciskane,
–
wtłaczane,
–
klejone,
–
nitowe.
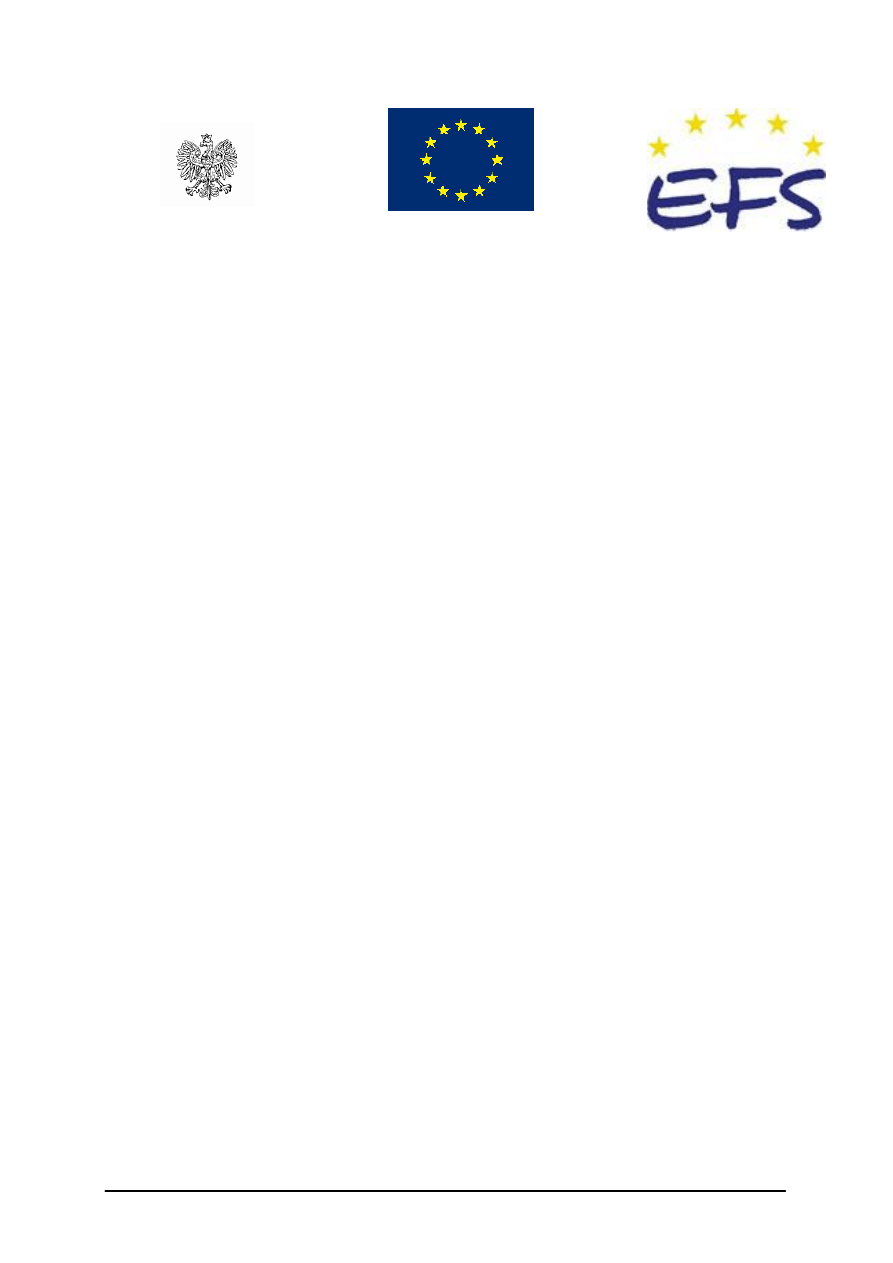
Spawanie stosuje się w budowie maszyn do łączenia zarówno stali, staliwa, żeliwa jak
i stopów lekkich. Systematyczne ulepszanie metod i technologii spawania, a przede
wszystkim zautomatyzowania procesów bardzo istotnie zwiększyło zakres stosowania tej
techniki. Najczęściej spotykane zastosowanie połączeń spawanych to:
–
konstrukcje stalowe, np. mosty, maszty, konstrukcje szkieletowe, urządzenia
dźwigniowe,
–
konstrukcje wszelkiego rodzaju dźwigni,
–
spawane korpusy i ramy maszyn wykonane z blach, płyt, rur i kształtowników,
–
prace remontowe.
Rys. 1. Przykład spawania zniszczonego wirnika [9]
Lutowanie jest jednym z najstarszych sposobów łączenia metali. Największe zastosowanie
znajduje w przemyśle elektrotechnicznym, elektronicznym i telekomunikacyjnym do łączenia
przewodów elektrycznych. Jest stosowane podczas prac blacharskich, szczególnie do lutowanie
blach ocynkowanych, np. w produkcji rynien. Ponadto lutowanie stosuje się w blacharstwie
samochodowym, np. przy wypełnianiu wgłębień, wykonywaniu i naprawie chłodnic
samochodowych, łączeniu uzwojeń silników elektrycznych, a także w naprawach pękniętych
odlewów. Do łączenia blach, mechanizmów lub narzędzi skrawających stosowane jest lutowanie
twarde.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
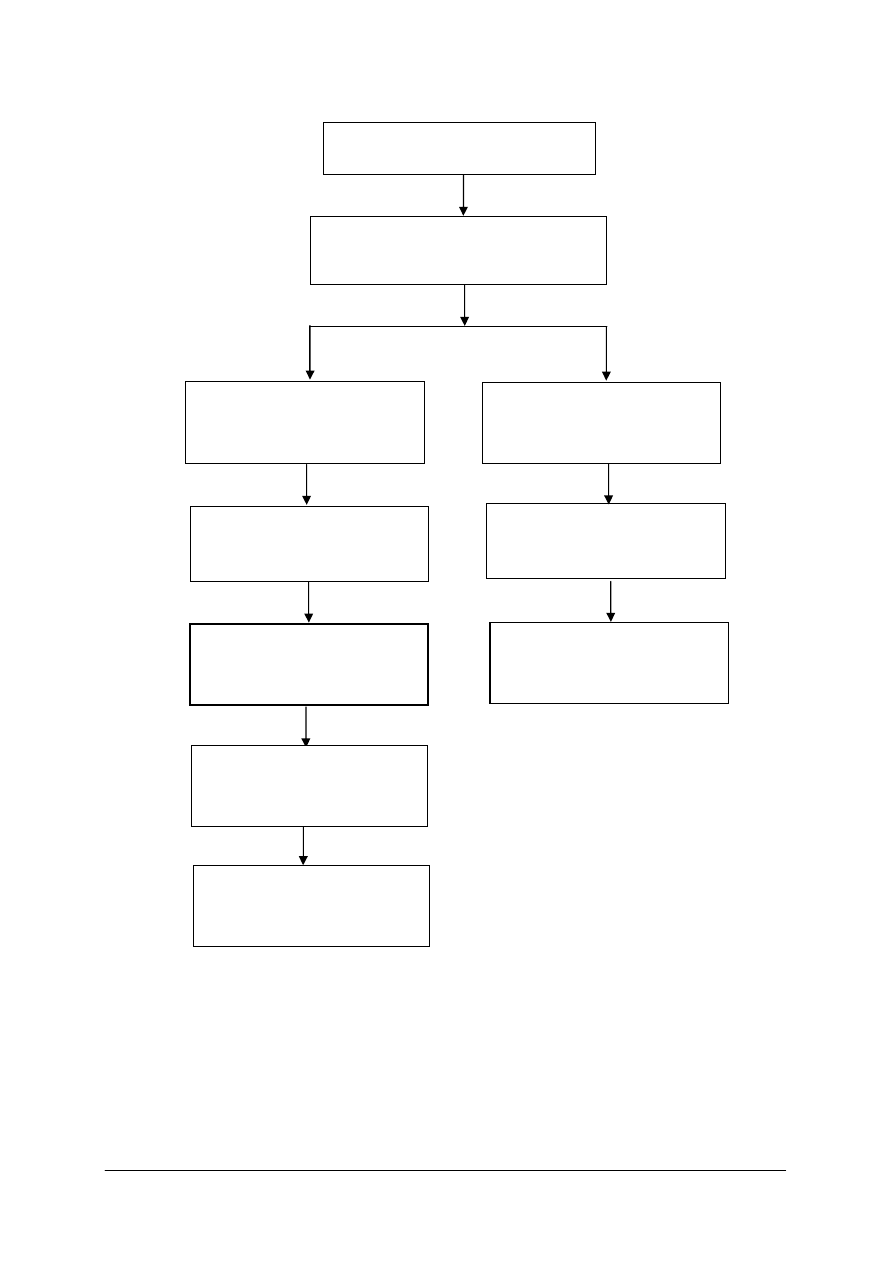
Do podstawowych rodzajów zgrzewania zalicza się zgrzewanie czołowe, punktowe,
liniowe i garbowe. Zgrzewanie czołowe stosuje się do łączenia prętów, odkuwek i innych
elementów, w których zgrzeina obejmuje całe pole powierzchni styku. Tą samą metodą
można wykonać, np. narzędzia skrawające takie jak noże tokarskie lub wiertła do głębokich
otworów, łącząc część skrawającą narzędzia ze stali narzędziowej z trzonkiem ze stali
węglowej. Zgrzewanie punktowe jest najczęściej stosowane do łączenia cienkich blach, blach
z różnymi kształtownikami itp. Wprowadzenie nowoczesnych zgrzewarek automatycznych
o wydajności do 200 zgrzein na minutę powoduje, że zgrzewanie punktowe jest stosowane
głównie w produkcji wielkoseryjnej, m.in. w przemyśle samochodowym, kolejowym itp.
Rys. 2. Przykład zgrzewania piły taśmowej [9]
Połączenia zaciskane (zaprasowywane) są jednym ze sposobów łączenia i mocowania
lin stalowych, przewodów elektroenergetycznych, przewodów hydraulicznych. Przykładowo
w energetyce służą do mocowania i łączenia przewodów elektroenergetycznych, kotwiczenia
uziomów, mocowania lin odciągowych słupów wysokiego napięcia. W lotnictwie stosowane
są jako alternatywny sposób zakończenia linek sterowniczych. Jako inne przykłady
zastosowań omawianych połączeń można wymienić dźwignice (zakończenie liny nośnej),
mocowanie przewodów hydraulicznych.
Rys. 3. Połączenia zaciskane [9]
Połączenia nitowe, ze względu na kryterium ich zastosowania, dzieli się umownie na
mocne, mocno-szczelne, szczelne i specjalne. Połączenia nitowe mocne są stosowane wtedy,
gdy zachodzi potrzeba przenoszenia dużych obciążeń, a nie jest wymagana szczelność
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
połączenia (mosty, maszty, konstrukcje budowlane). Połączenia nitowe mocno-szczelne są to
połączenia stosowane w konstrukcji naczyń ciśnieniowych, gdzie wymagana jest duża
szczelność i przenoszenie dużych obciążeń. Połączenia nitowe szczelne są to połączenia
stosowane w konstrukcji zbiorników na płyny, gdzie nie występuje duże obciążenie,
a wymagana jest szczelność. Połączenia nitowe specjalne to połączenia w drobnych
mechanizmach, połączenie materiałów plastycznych z kruchymi (stal–szkło), materiałów
miękkich (pasy skórzane) z metalowymi itp.
Rys. 4. Połączenia nitowe [17]
Łączenie metali za pomocą klejenia jest coraz częściej stosowane ze względu na dużą
wytrzymałość połączenia, brak naprężeń w złączu oraz niskie koszty tej technologii łączenia.
Metodą klejenia łączyć można ze sobą nie tylko metale i stopy, ale także metale
z niemetalami, metale z tworzywami sztucznymi, szkłem, porcelaną, tkaninami i innymi
materiałami. Klejenie metali jest stosowane w produkcji nowych wyrobów oraz w naprawie
maszyn i urządzeń. Połączenia klejone metali są obecnie stosowane w konstrukcjach
lotniczych, pojazdach samochodowych, taborze kolejowym i wielu innych maszynach
i urządzeniach.
Do połączeń rozłącznych zaliczyć możemy połączenia:
–
gwintowe,
–
wpustowe,
–
wielowypustowe,
–
kołkowe,
–
sworzniowe,
–
klinowe,
–
sprężyste.
Połączenia rozłączne dzielą się na:
–
spoczynkowe – w których łączone elementy pozostają unieruchomione względem siebie,
–
ruchowe – w których elementy mogą się względem siebie przemieszczać w pewnym
zakresie.
Połączenie rozłączne ruchowe, w którym łącznikiem jest element sprężysty, nazywamy
połączeniem sprężystym (podatnym).
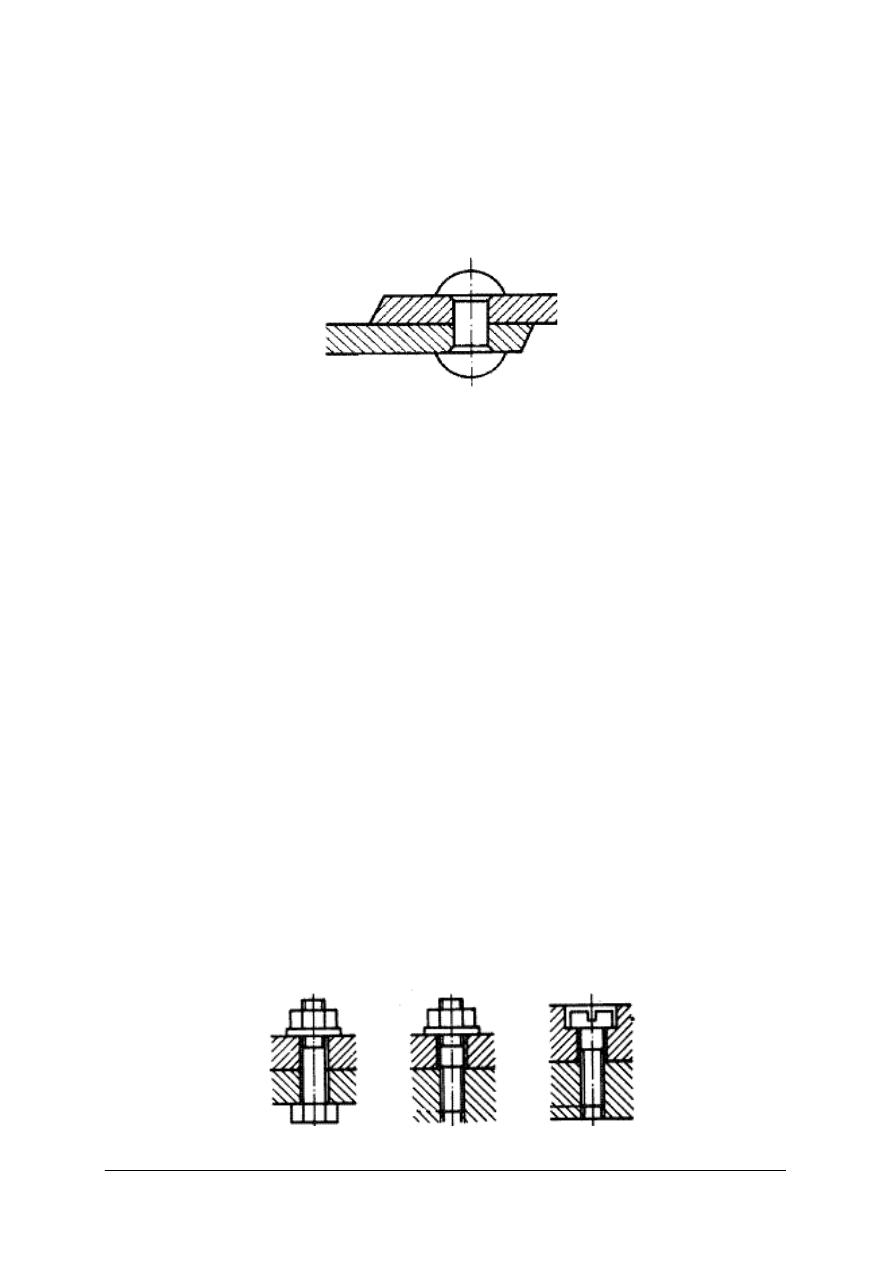
Połączenia gwintowe należą do grupy połączeń rozłącznych i są bardzo często stosowane
w budowie maszyn. Służą przede wszystkim do łączenia elementów maszyn. Specyficznym
rodzajem połączenia śrubowego jest mechanizm śrubowy służący do zmiany ruchu
obrotowego na postępowo zwrotny. Stosowane są do celów napędowych, m.in. do przesuwu
stołu lub suportu w obrabiarkach.
Rys. 5. Typowe połączenia gwintowe [17]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
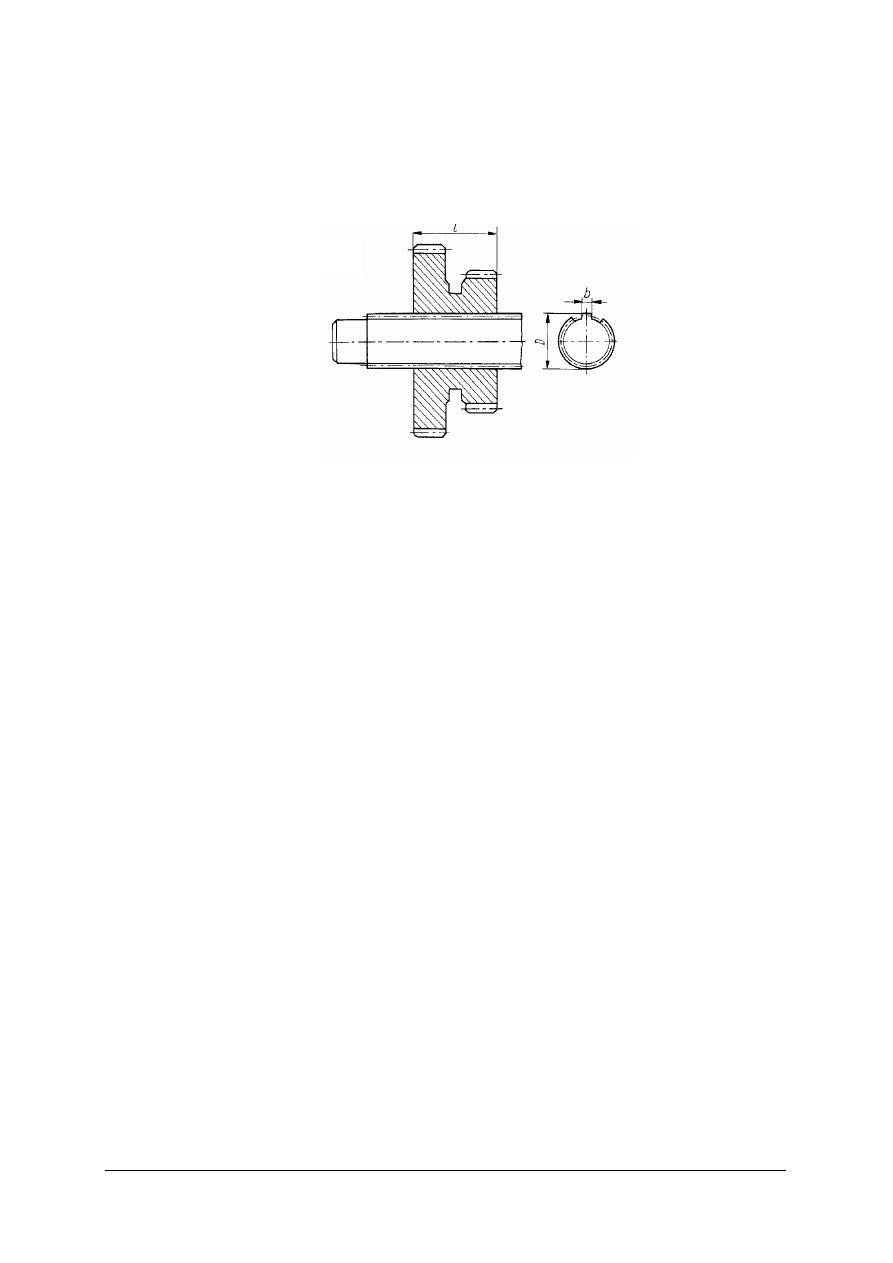
Połączenia wpustowe i wielowypustowe służą do osadzania na czopach wałów takich
elementów maszyn, jak koła zębate, koła pasowe. Wielowypusty powszechnie są stosowane
w połączeniach ruchowych elementów tzn. tam, gdzie zależy nam na współosiowym
wzajemnym przemieszczaniu elementów wzdłuż wału. Stosowane są powszechnie
w przekładniach zębatych.
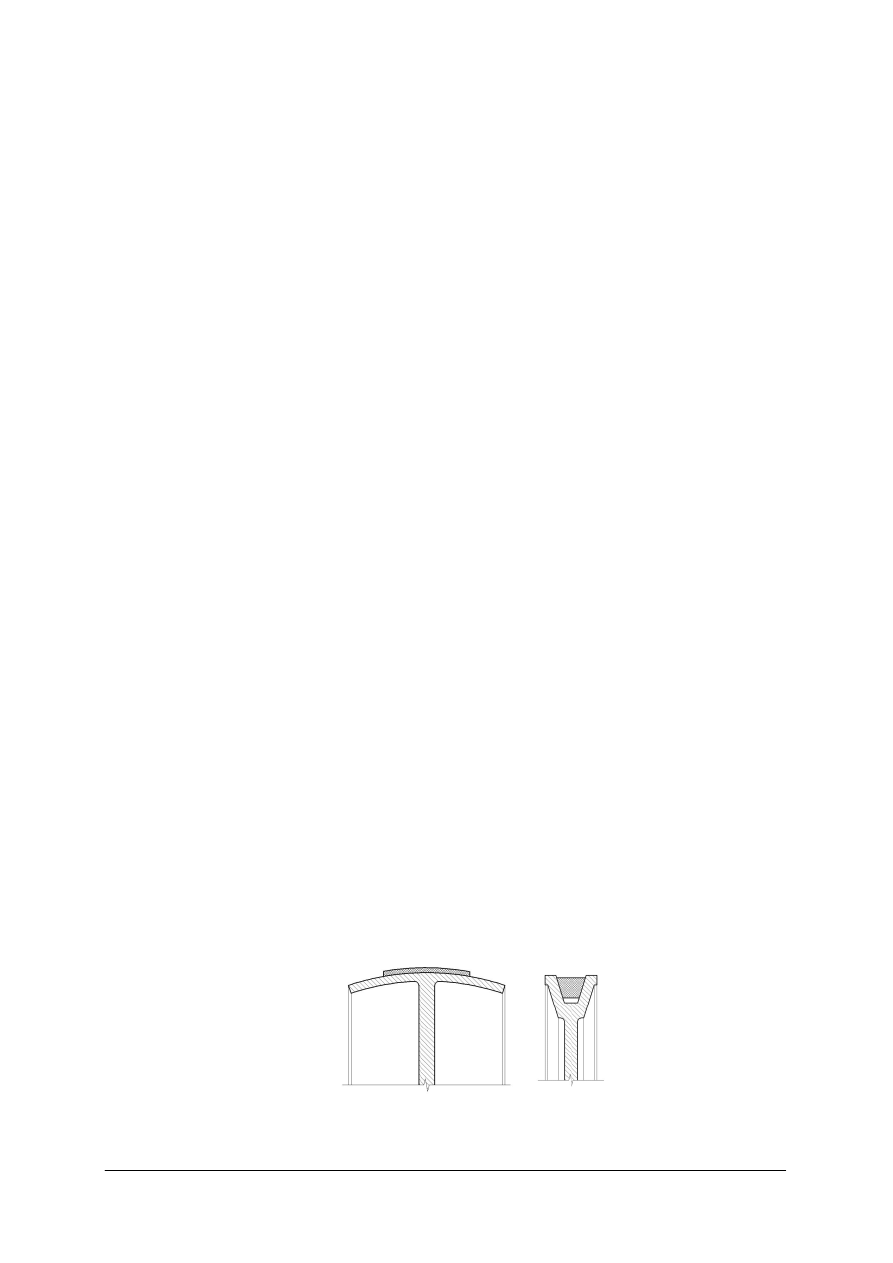
Rys. 6. Połączenie wielowypustowe koła zębatego z wałem [4]
Zadaniem połączeń kołkowych złącznych jest przenoszenie sił tnących, działających
prostopadle do osi kołka. Kołki złączne są stosowane również do zabezpieczania elementów
łącznych przed przeciążeniem (przy przeciążeniu połączenia są one ścinane). Kołki ustalające
stosuje się dla zapewnienia dokładnego położenia współpracujących elementów, połączonych
np. za pomocą śrub. Przy ustalaniu elementów o płaskich powierzchniach styku stosuje się
dwa kołki, rozstawione możliwie szeroko.
Połączenia sworzniowe stosuje się przede wszystkim w połączeniach ruchowych
(wahliwych, przegubowych), np. do łączenia tłoków z korbowodami w silnikach i pompach,
ogniw w łańcuchach sworzniowych itp. Połączenia sworzniowe stosuje się także do łączenia
pasów blach, prętów, gdy zależy nam na otrzymaniu połączeń rozłącznych.
Połączenia klinowe wzdłużne są stosowane do łączenia wałów z osadzonymi na nich
częściami (kołami zębatym, sprzęgłami itp.). Połączenia klinowe poprzeczne stosuje się, gdy
oś klina jest prostopadła do osi części łączonych. Takie połączenia powinny być
samohamowne, co zapewnia odpowiednia zbieżność klina. Ze względu na liczne wady
połączeń klinowych tj. mimośrodowe przesunięcie części osadzanej, znaczne osłabienie
części łączonych, niekorzystny montaż, trudności z dopasowaniem – stosuje się je rzadko.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest różnica pomiędzy połączeniami rozłącznymi i nierozłącznymi?
2. Jakie znasz rodzaje połączeń rozłącznych?
3. Jakie znasz rodzaje połączeń nierozłącznych?
4. Gdzie znalazły zastosowanie połączenia spawane?
5. Gdzie znalazły zastosowanie połączenia gwintowe?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.3. Ćwiczenia
Ćwiczenie 1
Otrzymasz modele połączeń różnych elementów. Twoim zadaniem będzie rozpoznanie
połączenia i sklasyfikowanie go do odpowiedniej grupy połączeń.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi modelami połączeń,
2) rozpoznać połączenia,
3) sklasyfikować połączenia w odpowiednie grupy połączeń,
4) zaprezentować efekt swojej pracy nauczycielowi.
Wyposażenie stanowiska pracy:
−
modele połączeń,
−
przybory do pisania,
−
arkusz papieru,
−
Polskie Normy lub poradnik.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznać połączenia rozłączne?
2) rozpoznać połączenia nierozłączne?
3) dokonać klasyfikacji połączeń?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Połączenia nierozłączne: spawane, zgrzewane, lutowane,
nitowe, klejone, zaciskane (zaprasowywane)
4.2.1. Materiał nauczania
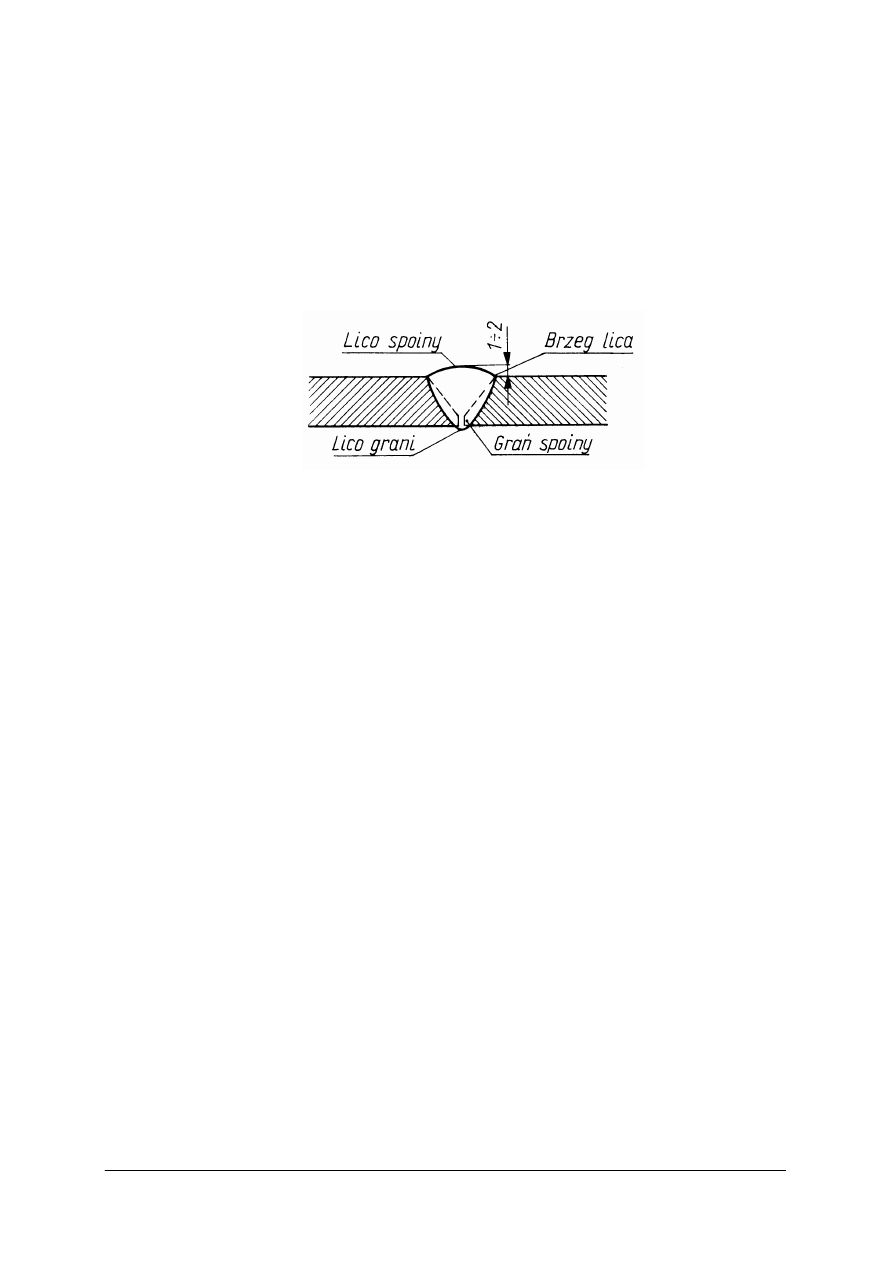
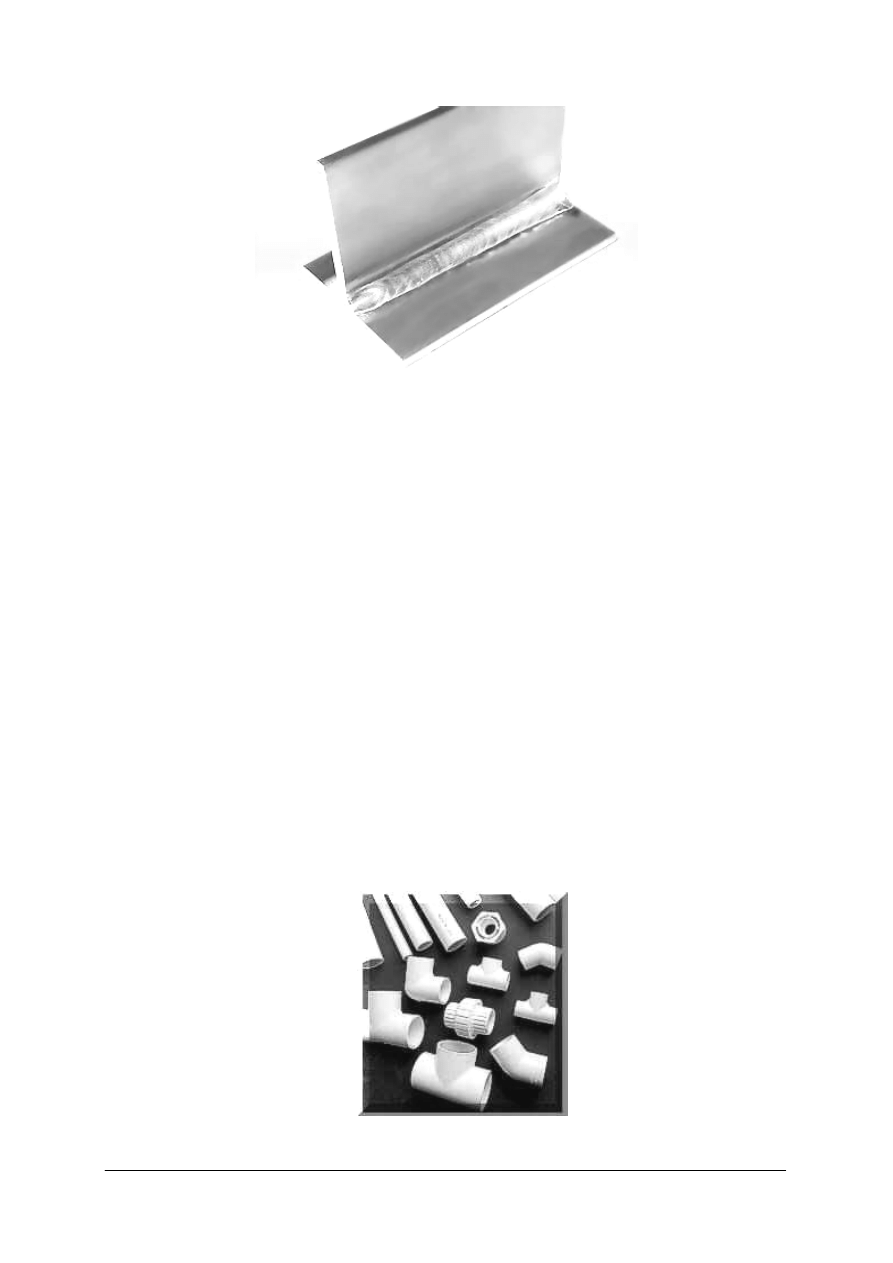
Spawanie jest technologią łączenia materiałów przez ich nagrzanie i stopienie w miejscu
łączenia. Po stopieniu materiał ulega wymieszaniu a po zakrzepnięciu tworzy spoinę.
W przypadku spawania grubszych materiałów dodatkowo stosowane jest spoiwo.
Rys. 7. Złącze spawane [17]
W zależności od źródła ciepła rozróżniamy spawanie:
−
gazowe – najczęściej przy spalaniu w płomieniu gazowym acetylenu i tlenu
w temperaturze do 3200°C, wprowadzenie dodatkowego metalu daje możliwość
spawania metali różniących się składem chemicznym,
−
łukowe (elektryczne) z wykorzystaniem elektrod oraz spawarki – urządzenia
opierającego swą pracę na zjawisku łuku elektrycznego w temperaturze 3500°C –
najczęściej stosowane ze względu na szybkie nagrzewanie się części.
Istnieją także inne metody spawania, takie jak: spawanie w osłonach gazów szlachetnych
(w celu uniknięcia utleniania spoiny), spawanie laserowe, spawanie elektronowe.
Zalety połączeń spawanych:
−
pozwalają na dowolne ustawienie łączonych ścianek, nie wprowadzając elementów
pomocniczych,
−
nie osłabiają przekrojów otworami na nity,
−
nie wymagają dodatkowych zabiegów w celu uzyskania szczelności łączenia,
−
mała pracochłonność.
Wady:
−
wysoka temperatura,
−
naprężenia,
−
zmiany strukturalne,
−
paczenie.
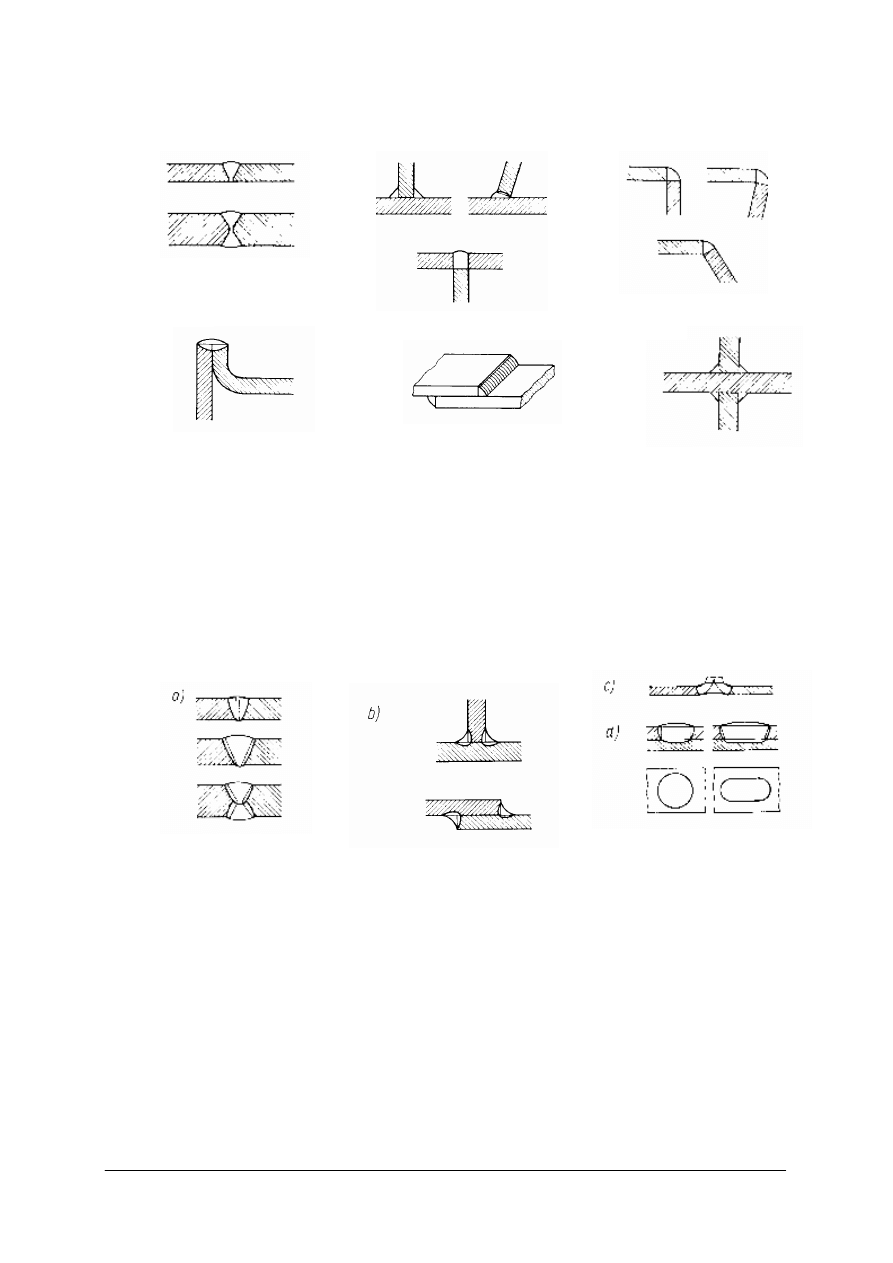
Połączenia spawane ze względu na ułożenie spawanych elementów względem siebie
dzielą się na:
−
stykowe,
−
zakładkowe,
−
teowe,
−
przyległe,
−
narożne,
−
krzyżowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 8. Rodzaje złączy spawanych: a) doczołowe, b) teowe, c) narożne, d) przylgowe, e) zakładkowe,
f) krzyżowe [17]
Połączenia spawane ze względu na kształt spoiny dzielą się na:
−
czołowe jedno- i dwustronne,
−
pachwinowe,
−
grzbietowe,
−
brzeźne,
−
otworowe.
Rys. 9. Rodzaje spoin: a) czołowa, b) pachwinowa, c) brzeźna, d) otworowa [3]
W technologii spawania gazowego do rozgrzania łączonych elementów wykorzystuje się
ciepło płomienia powstałego wskutek spalania mieszanki acetylenu lub propanu z tlenem.
Gaz spawalniczy i tlen są podawane do palnika z osobnych butli ciśnieniowych.
Podstawowym sprzętem do spawania jest palnik acetylenowo-tlenowy, butle spawalnicze na
acetylen i tlen, przewody przyłączeniowe. Podczas spawania gazowego stosujemy spoiwo.
e)
a)
b)
c)
d)
f)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
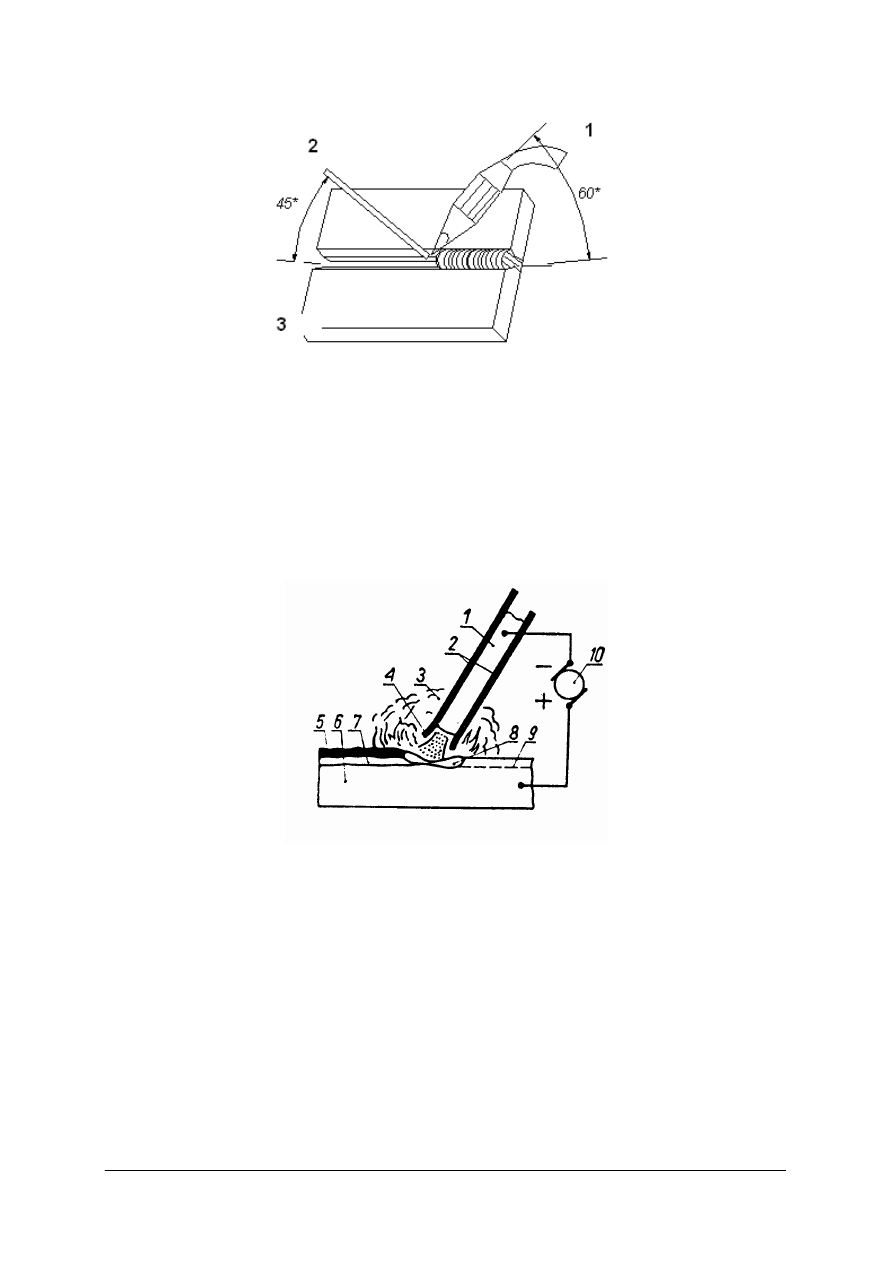
Rys. 10. Schemat spawania gazowego: 1 – palnik gazowy, 2 – spoiwo, 3 – materiał spawany [6]
Spawanie łukowe elektrodą otuloną jest procesem, w którym trwałe połączenie uzyskuje
się przez stopienie ciepłem łuku elektrycznego topliwej elektrody otulonej i materiału
spawanego. Łuk elektryczny jarzy się między rdzeniem elektrody pokrytym otuliną
i spawanym materiałem. Elektroda otulona przesuwana jest ręcznie przez operatora wzdłuż
linii spawania i ustawiona pod pewnym kątem względem złącza. Spoinę złącza tworzą
stopione ciepłem łuku rdzeń metaliczny elektrody, składniki metaliczne otuliny elektrody
oraz nadtopione brzegi materiału spawanego (rodzimego).
Rys. 11. Schemat spawania łukowego elektrodą otuloną: 1 – rdzeń elektrody, 2 – otulina z topnikiem, 3 – osłona
gazowa, 4 – koszulka topniejącej otuliny, 5 – żużel, 6 – metal rodzimy, 7 – spoina, 8 – jeziorko ciekłego metalu,
9 – wtop, 10 – źródło prądu spawania [6]
Elektroda zasilana jest prądem stałym lub przemiennym. Źródłem prądu jest
transformator spawalniczy lub wirnikowa przetwornica spawalnicza. Obecnie powszechnie
wykorzystuje się w pracach spawalniczych transformatory spawalnicze. Elektroda otulona
składa się z rdzenia oraz otuliny. Rdzeń wykonany jest z metalu o takim samym lub
podobnym składzie chemicznym jak łączony metal. W wyniku spalania się otuliny w łuku
elektrycznym powstaje gaz, który oddziela miejsce spawania od dostępu tlenu, dzięki temu
materiał spoiny nie ulega utlenieniu. Inną rolą otuliny jest rozpuszczanie zanieczyszczeń
w miejscu spawania, które w postaci żużla wypływają na powierzchnię spoiny i krzepną
chroniąc spoinę przed gwałtownym ochłodzeniem. Elektrodą otuloną spawa się stale
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
węglowe konstrukcyjne oraz żeliwo. W praktyce warsztatowej spawanie elektrodą otuloną
wypierane jest przez spawanie metodą MAG/MIG i TIG.
W tych metodach spawania osłonę gazową miejsca spawania tworzą dwutlenek węgla
(spawanie MAG) lub gaz obojętny: argon, hel lub mieszanina tych gazów (MIG). Dokładna
osłona łuku jarzącego się między elektrodą topliwą a spawanym materiałem zapewnia, że
spoina formowana jest w bardzo korzystnych warunkach. Spawanie MIG/MAG zastosowane
więc może być do wykonania wysokiej jakości połączeń wszystkich metali, które mogą być
łączone za pomocą spawania łukowego. Należą do nich stale węglowe i niskostopowe, stale
odporne na korozję, aluminium, miedź, nikiel i ich stopy. Metal spoiny formowany jest
z metalu stapiającego się drutu elektrodowego i nadtopionych brzegów materiału spawanego.
Elektroda topliwa w postaci drutu pełnego, zwykle o średnicy od 0,5 do 4,0 mm,
podawana jest w sposób ciągły przez specjalny system podający. Palnik chłodzony może być
wodą lub powietrzem.
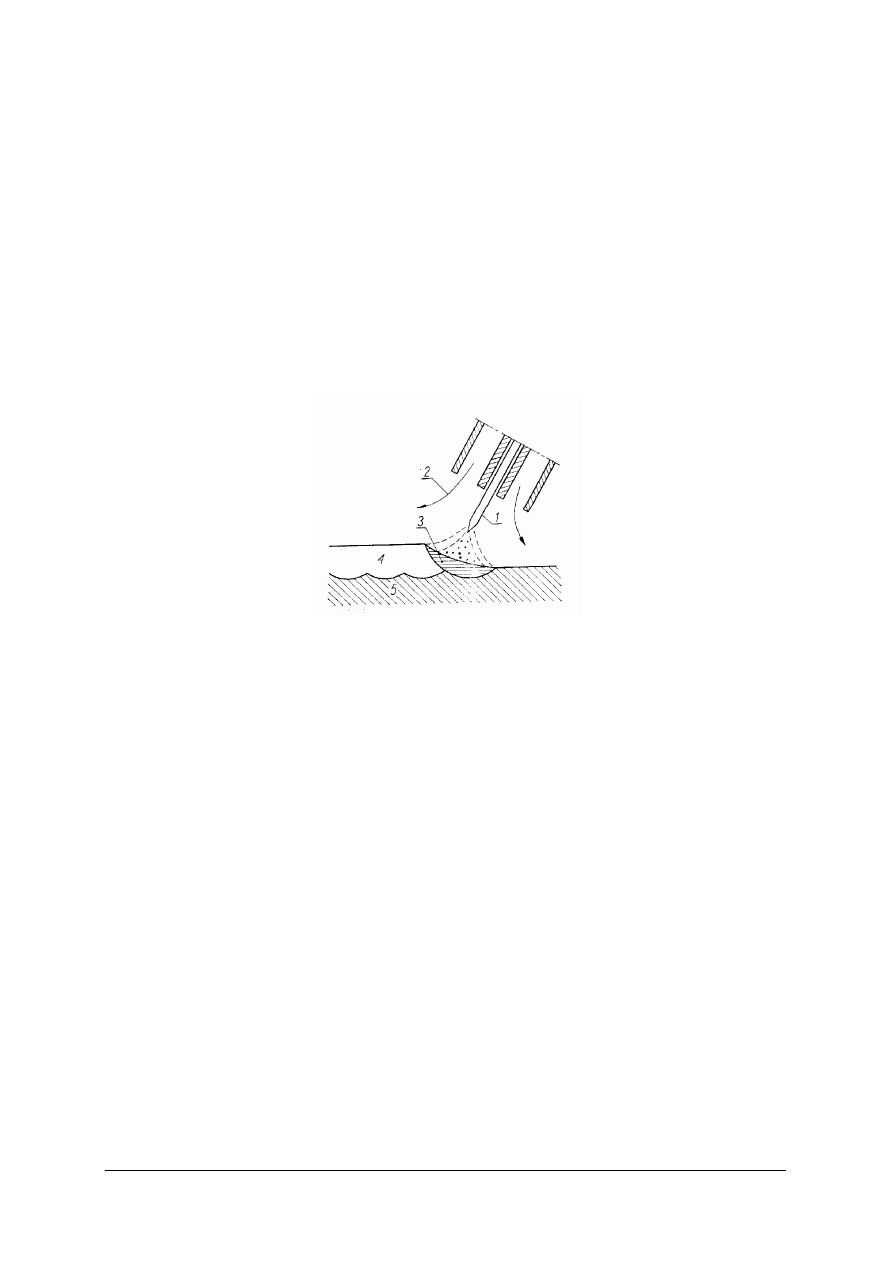
Rys. 12. Schemat spawania metodą MAG i MIG: 1 – elektroda, 2 – strumień gazu ochronnego, 3 – jeziorko
metalu, 4 – spoina [6]
Obecnie spawanie TIG jest jednym z podstawowych procesów wytwarzania konstrukcji,
zwłaszcza ze stali wysokostopowych, stali specjalnych, stopów niklu, aluminium, magnezu,
tytanu i innych. Spawać można w szerokim zakresie grubości złączy, od dziesiętnych części
mm do nawet kilkuset mm. W procesie spawania łukowego elektrodą nietopliwą w osłonie
gazowej, połączenie spawane uzyskuje się przez stopienie metalu spawanych przedmiotów
i materiału dodatkowego ciepłem łuku elektrycznego jarzącego się pomiędzy nietopliwą
elektrodą i spawanym przedmiotem w osłonie gazu obojętnego. Elektroda nietopliwa
wykonana jest z wolframu i zamocowana jest w specjalnym uchwycie palnika,
umożliwiającym regulację położenia elektrody i jej wymianę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
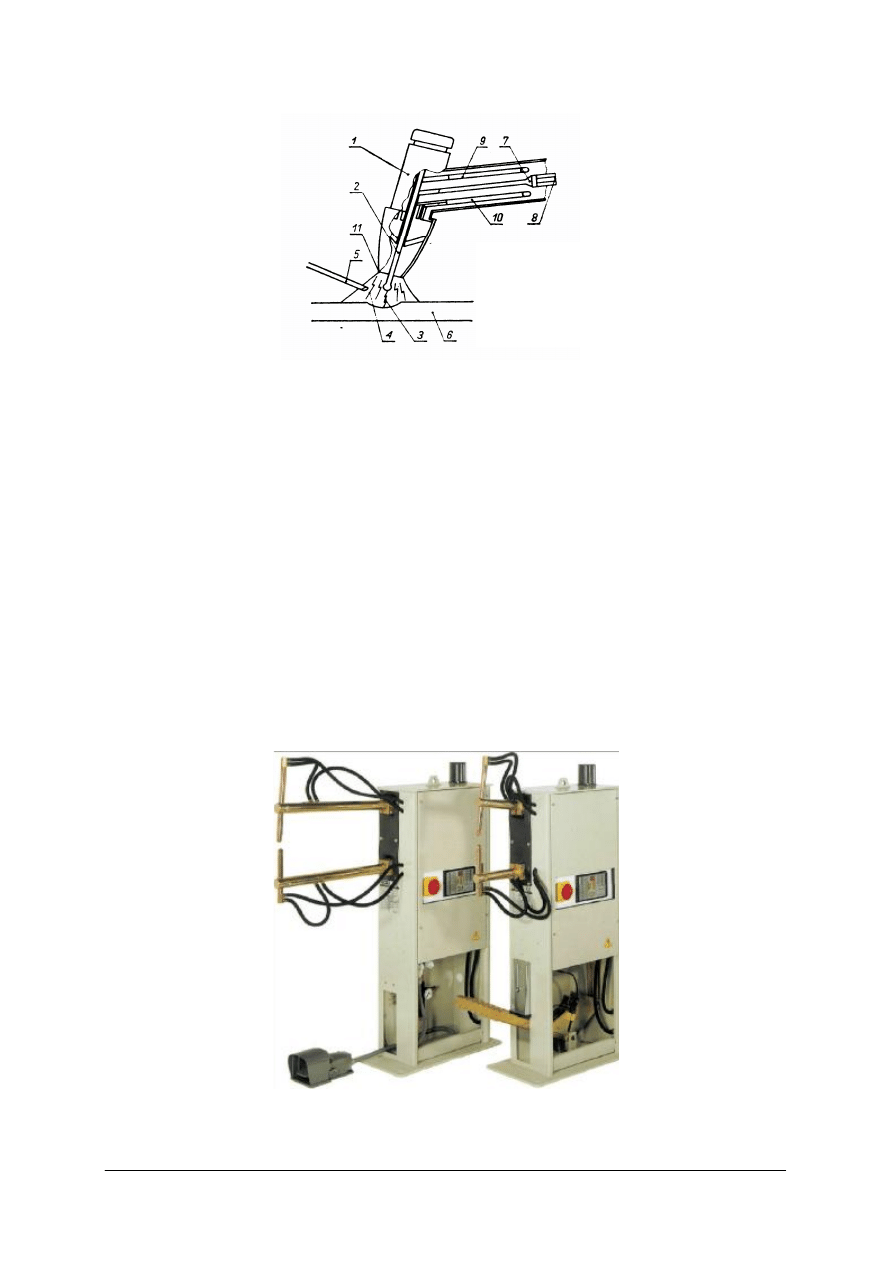
Rys. 13. Schemat spawania metoda TIG: 1 – uchwyt elektrody, 2 – elektroda wolframowa,
3 – łuk elektryczny, 4 – gaz obojętny – argon, 5 – spoiwo, 6 - metal rodzimy,
7 – dopływ prądu spawania, 8 – dopływ argonu, 9 – dopływ wody chłodzącej,
10 – odpływ wody chłodzącej, 11 – dysza wylotowa gazu [6]
Ponieważ łuk elektryczny jest nie tylko źródłem ciepła ale także źródłem promieniowania
ultrafioletowego, należy stosować środki zabezpieczające oczy i skórę w postaci
odpowiednich masek ochronnych wyposażonych w odpowiednie szkła, fartuchów
skórzanych, rękawic itp.
Kolejnym rodzajem połączeń nierozłącznych jest zgrzewanie. Podczas zgrzewania materiały
zostają nagrzane w miejscach łączenia do stanu plastyczności a następnie pod wpływem nacisku
następuje połączenie trwałe materiałów. Rozróżniamy zgrzewanie elektryczne i zgrzewanie
tarciowe. W pierwszym przypadku źródłem ciepła jest przepływający prąd przez zgrzewane
elementy, a w drugim przypadku ciepło powstałe z tarcia o siebie dwóch powierzchni. Podczas
zgrzewania elektrycznego przedmioty łączone są dociskane przez cały czas trwania procesu
elektrodami (zgrzewanie punktowe i liniowe) lub bezpośrednio (zgrzewanie czołowe).
Zgrzewanie elektryczne wykonuje się na specjalnych maszynach (zgrzewarkach), dostosowanych
do rodzaju zgrzewania i materiału łączonych części.
Rys. 14. Zgrzewarki stacjonarne punktowo-garbowe [8]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Do podstawowych rodzajów zgrzewania zalicza się zgrzewanie:
−
czołowe,
−
punktowe,
−
liniowe,
−
garbowe.
Zgrzewanie czołowe stosuje się do łączenia prętów, odkuwek i innych elementów,
w których zgrzeina obejmuje całe pole powierzchni styku. Tą samą metodą można wykonać
np. narzędzia skrawające: noże tokarskie, wiertła do głębokich otworów, łącząc część
skrawającą narzędzia ze stali narzędziowej z trzonkiem ze stali węglowej.
Zgrzewanie punktowe jest najczęściej stosowane do łączenia cienkich blach, blach
z różnymi kształtownikami itp. Wprowadzenie nowoczesnych zgrzewarek automatycznych
o wydajności do 200 zgrzein na minutę powoduje, że zgrzewanie punktowe jest stosowane
głównie w produkcji wielkoseryjnej, m.in. w przemyśle samochodowym, kolejowym itp.
Elektrody stosowane w zgrzewaniu liniowym mają kształt krążków obracających się
ruchem jednostajnym, co powoduje mechaniczny przesuw, np. łączonych blach. Zgrzewanie
liniowe umożliwia wykonanie połączeń szczelnych z cienkiej blachy: rur z szwem,
pojemników, a także połączeń kształtowych, stosowanych w różnych dziedzinach przemysłu.
Zgrzewanie garbowe jest odmianą zgrzewania punktowego. Garby mają najczęściej kształt
czaszy kulistej i służą m.in. do usztywnienia części wykonanych z cienkich blach.
W zgrzewaniu garbowym elektrody płaskie (płytowe) dociskają części, powodując miejscowe
nagrzanie blach (garbów) i uzyskanie zgrzein punktowych. Garby powinny być na tyle
sztywne, aby uległy tylko częściowemu zgnieceniu.
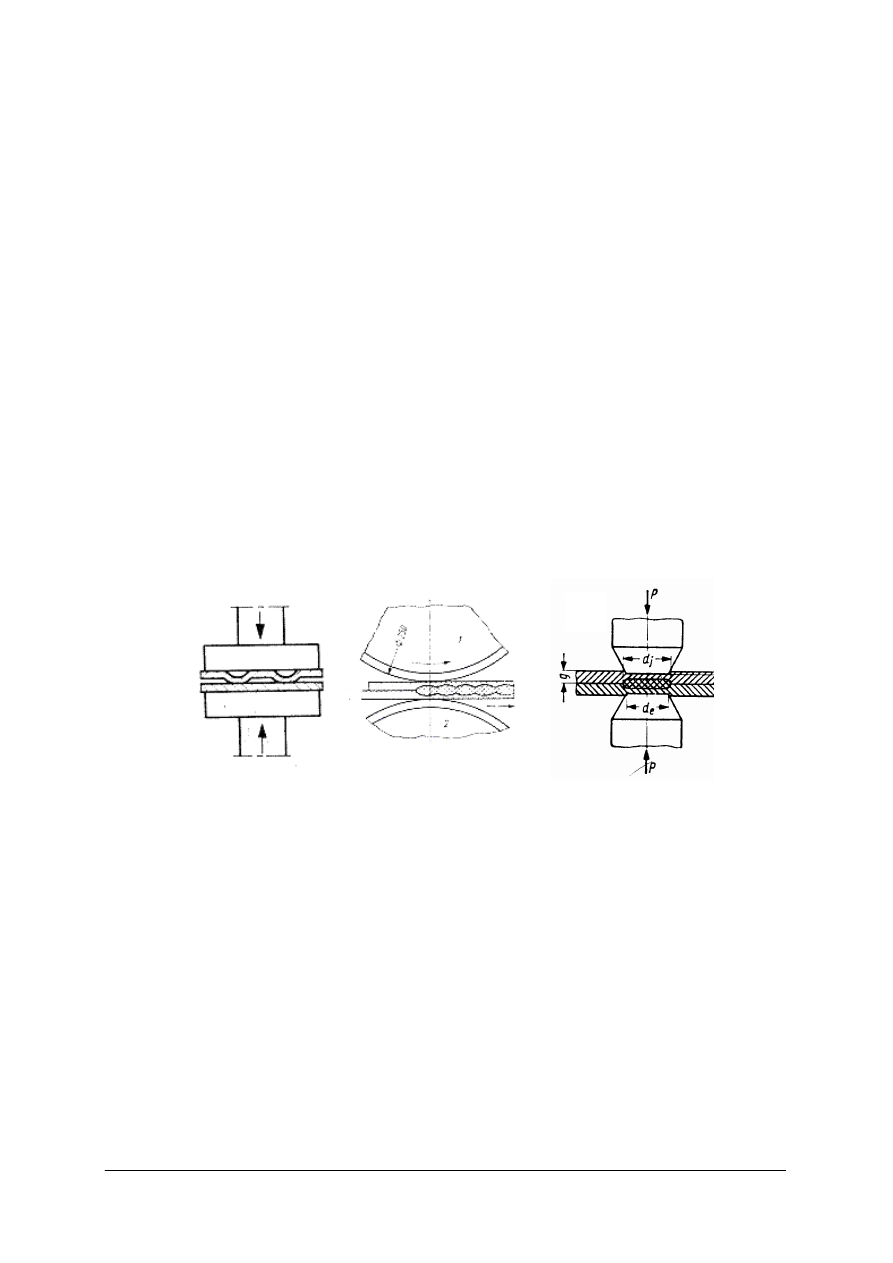
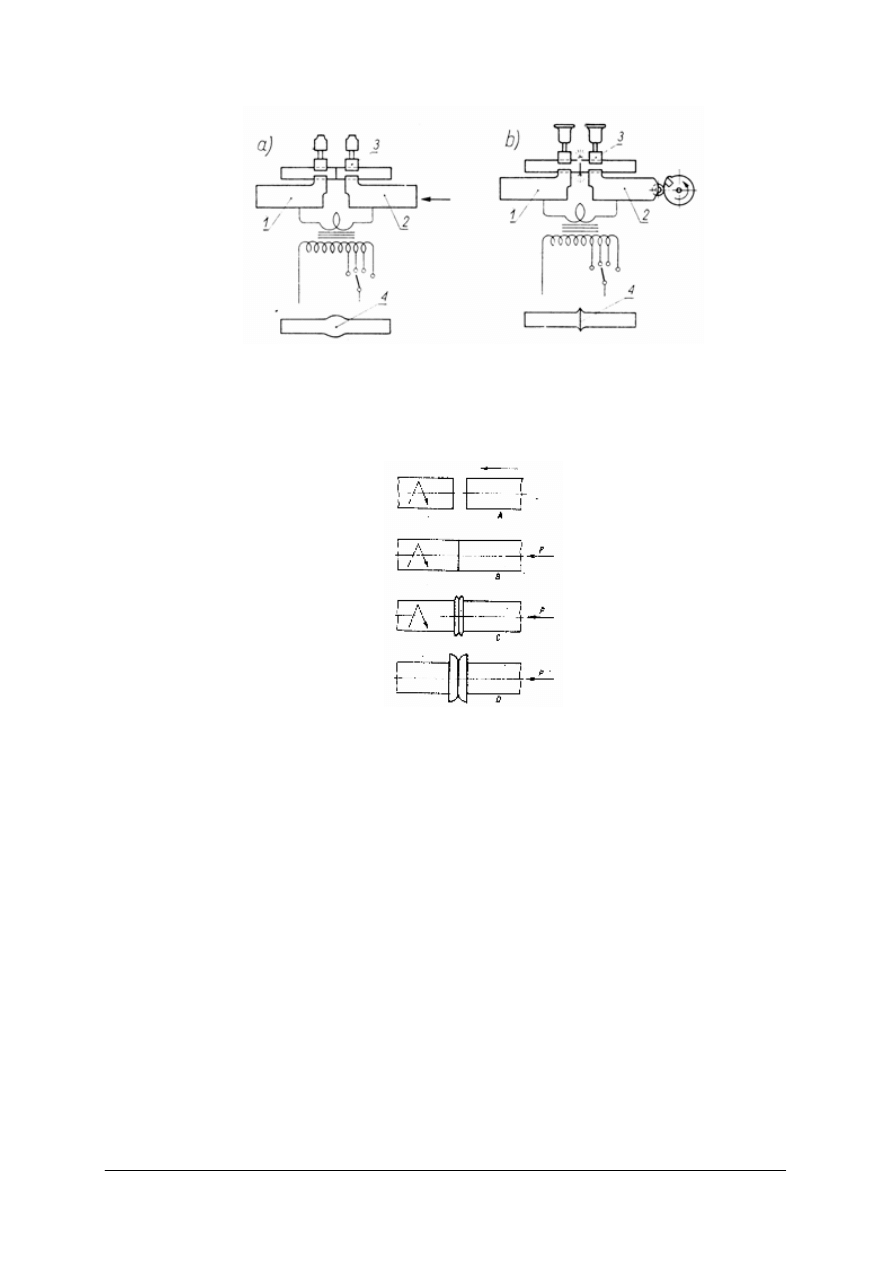
Rys. 15. Schemat zgrzewania elektrycznego: a) garbowego, b) liniowego, c) punktowego [17]
Inną metoda zgrzewania jest zgrzewanie doczołowe zwarciowe i iskrowe. W zgrzewaniu
zwarciowym czoła przedmiotów są dosunięte do siebie, obwód elektryczny jest w stanie
zwarcia. Płynący prąd o dużym natężeniu powoduje wzrost temperatury w miejscu styku,
uplastycznienie powierzchni przedmiotów a następnie na skutek nacisku zgrzanie.
W zgrzewaniu iskrowym przedmioty do siebie zbliżamy na niewielką odległość, pomiędzy
nierównościami zaczynają się jarzyć mikro łuki elektryczne, które powodują nagrzanie
powierzchni przedmiotów.
c)
b)
a)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 16. Schemat zgrzewania doczołowego: a) zwarciowego, b) iskrowego
1, 2 – elektrody, 3 – element zaciskający przedmiot zgrzewany, 4 – zgrzeina [18]
W metodzie zgrzewania tarciowego wykorzystuje się do uplastycznienia powierzchni
zgrzewanych materiałów ciepło wytwarzane podczas tarcia powierzchni.
Rys. 17. Schemat zgrzewania tarciowego [18]
Do połączeń nierozłącznych zaliczmy również lutowanie. Lutowaniem nazywamy metodę
spajania metali za pomocą wprowadzania między łączone powierzchnie innego roztopionego
metalu lub stopu (czynnika łączącego), zwanego spoiwem. Podczas lutowania części łączone
nagrzewają się, lecz nie topią w miejscu łączenia. Połączenie trwałe uzyskuje się dzięki
przyczepności lutu do materiałów łączonych, dlatego warunkiem otrzymania prawidłowego
połączenia jest staranna oczyszczenie (mechaniczne i chemiczne) powierzchni lutowanych.
W zależności od temperatury topnienia spoiwa rozróżniamy lutowanie miękkie (temp. do
450°C) oraz lutowanie twarde (powyżej 450°C). Lut w stanie wyjściowym ma kształt
pałeczek, drutu, blaszek lub ziaren zmieszanych z topnikiem. Typowymi lutami miękkimi są
stopy cyny z ołowiem o punkcie topnienia 181 ÷ 243°C. Najniższą temperaturę ma stop 63%
cyny i 37% ołowiu. Ze względu na wysoki koszt cyny stosowane są także stopy bezcynowe
głównie ołowiu i kadmu z małą domieszką cyny i antymonu. Luty twarde charakteryzują się
temperaturą topnienia w zakresie 450°C ÷ 2000°C. Stanowią je przeważnie stopy miedzi,
srebra, niklu, aluminium i magnezu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 18. Przykłady połączeń elektrycznych lutowanych [1]
Lutowaniem można łączyć elementy wykonane:
−
ze stali: węglowych i niskostopowych, nierdzewnych, żaroodpornych i żarowytrzymałych,
szybkotnących, węglików spiekanych, żeliwa,
−
z miedzi i jej stopów: mosiądzów i brązów,
−
z niklu i jego stopów,
−
aluminium i jego stopów.
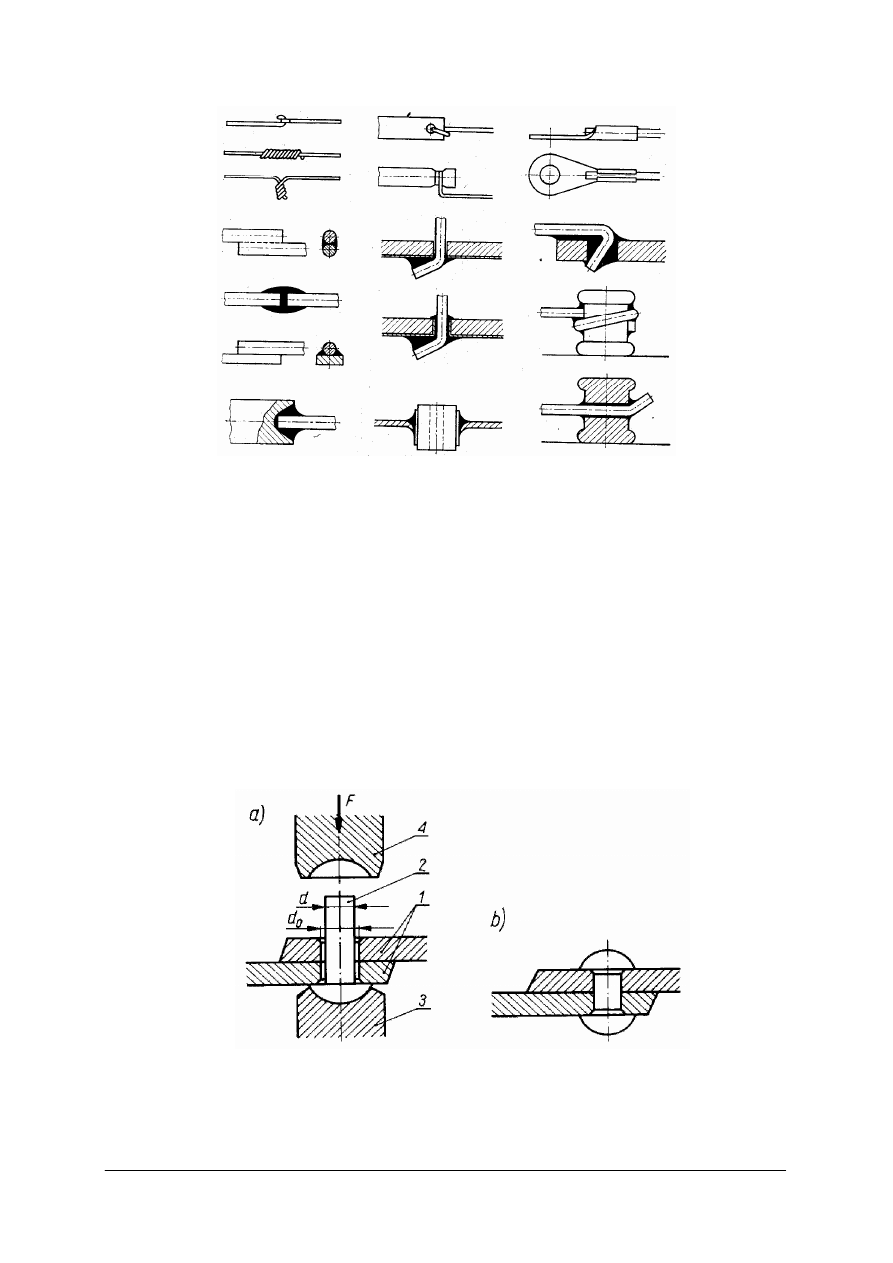
Nitowanie jest to łączenie elementów za pomocą nitów. Wykonanie połączenia nitowego
polega na wycięciu stemplem lub wywierceniu otworów nitowych w elementach łączonych,
wstawieniu nitu w otwory i jego zamknięciu, tj. wykonaniu drugiego łba. Połączenia nitowe
są połączeniami nierozłącznymi, tzn. podczas ich demontażu element łączący, którym jest nit,
ulega zniszczeniu.
Rys. 19. Wykonanie połączenia nitowego: a) zamykanie nitu, b) połączenie nitowe
1 – części łączone, 2 – nit, 3 – wspornik, 4 – zakuwnik [17]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
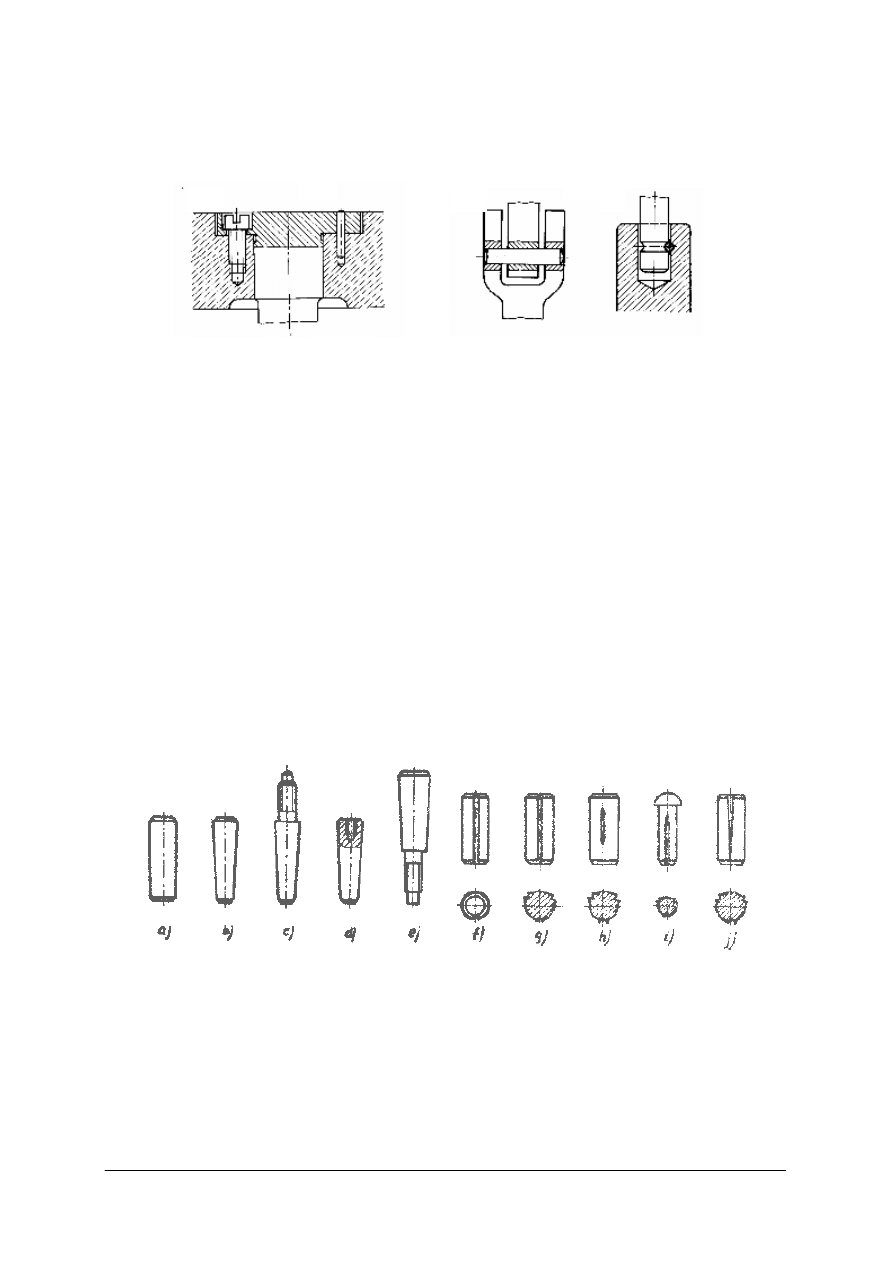
Kształty i wymiary nitów są znormalizowane. Rozróżniamy w budowie maszyn
następujące rodzaje nitów: a) nity z łbem kulistym PN-70/M-82952, b) nity z łbem
stożkowym PN-70/M-82954, c) nity z łbem soczewkowym zwykłym PN-70/M-82957, d) nity
z łbem soczewkowym niskim PN-70/M-82956, e) nity z łbem grzybkowym PN-70/M-82958,
f) nity z łbem trapezowym PN-70/M-82959, g) nity rurkowe z łbem płaskim PN-80/M-82972,
h) nity rurkowe z łbem wywiniętym PN-80/M-82973, j) nity drążone z łbem stożkowym
PN-80/M-82974, k) nity drążone z łbem grzybkowym PN-80/M-82975.
Rys. 20. Rodzaje nitów [17]
Wady połączeń nitowych:
−
bardzo ograniczone możliwości konstrukcyjne,
−
osłabiają przekroje zasadnicze,
−
znaczna robocizna,
−
trudność uzyskania szczelności połączenia,
−
duże koszty nakładowe.
Zalety:
−
łączą materiały trudno spawalne,
−
przenoszą duże drgania,
−
tradycja,
−
wytrzymałość przy niskich temperaturach.
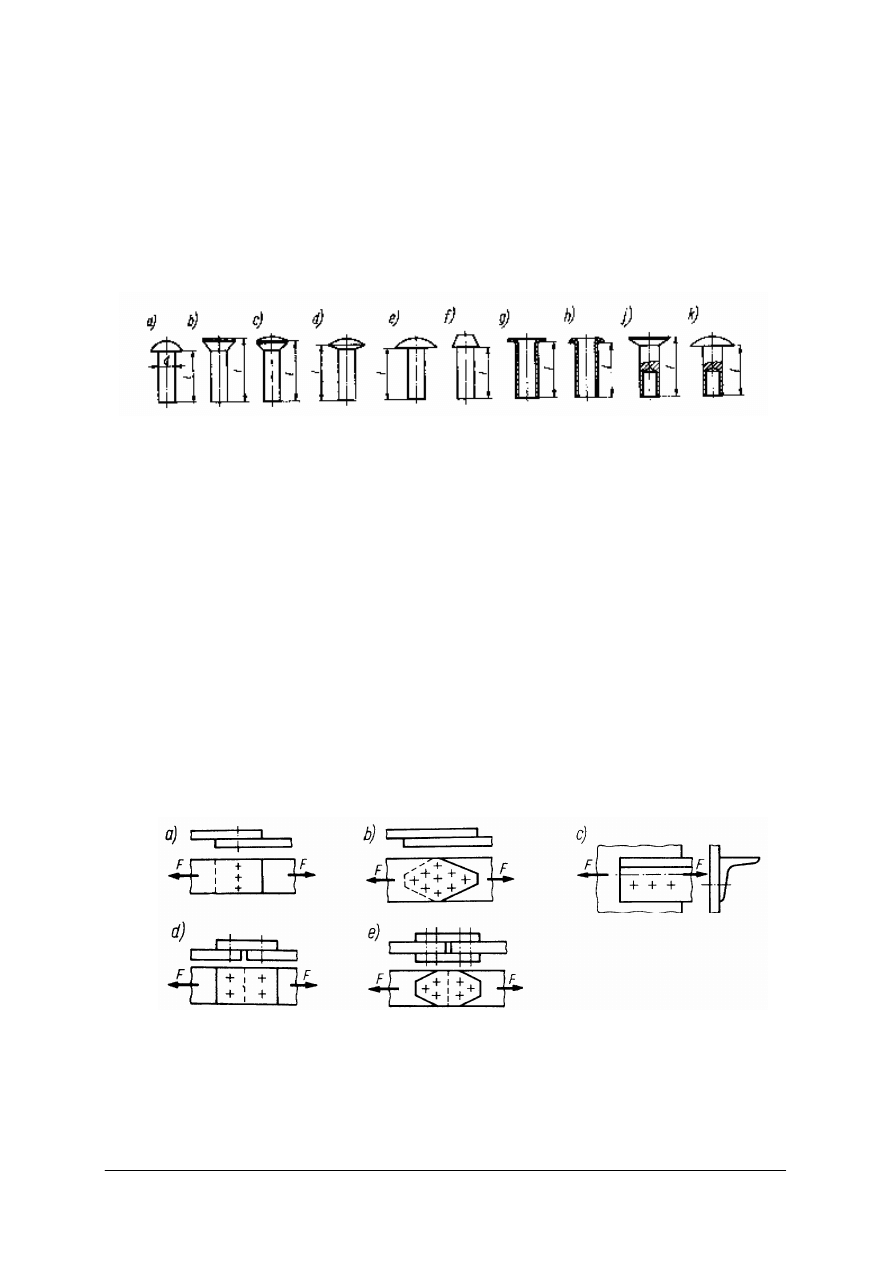
Ze względów konstrukcyjnych połączenia nitowe dzielimy na zakładkowe i nakładkowe
(jedno lub dwustronne).
Rys. 21. Połączenia nitowe: a) zakładkowe – szew jednorzędowy, b), c) zakładkowe – szew
wielorzędowy, d) nakładkowe jednostronne – szew jednorzędowy, e) nakładkowe dwustronne – szew
dwurzędowy [18]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Klejenie jest łączeniem materiałów substancją, którą nazywamy klejem. Uzyskanie
połączenia jest możliwe dzięki przyczepności kleju do powierzchni łączonych materiałów
(siły adhezji) i wewnętrznej spoistości kleju (sił kohezji). Polega ono na rozprowadzeniu
cienkiej warstwy substancji klejącej na uprzednio przygotowanej powierzchni. Klejenie jest
nowoczesną technologią łączenia elementów maszyn. W zależności od materiału kleju
dzielimy je na organiczne i nieorganiczne. Kleje są dielektrykami, jednak po ich modyfikacji
poprzez dodanie wypełniaczy metalicznych w postaci bardzo drobnych wiórków o ściśle
określonych parametrach możemy uzyskać złącze klejowe przewodzące prąd elektryczny.
Proces klejenia składa się z kilku etapów następujących po sobie:
1. Przygotowanie powierzchni do klejenia: Polega ona na oczyszczeniu powierzchni
klejonych z zanieczyszczeń i ich odtłuszczeniu. Powierzchnie oczyszcza się sposobem
mechanicznym poprzez piłowanie, czyszczenie papierem ściernym, opala płomieniem.
Po oczyszczeniu powierzchnie należy odtłuścić. Uczynić to możemy mieszaniną kwasów
lub innych substancji do tego przeznaczonych.
2. Przygotowanie masy klejowej. Niektóre kleje nie są w postaci gotowej, składniki ich
należy wymieszać zgodnie z załączonymi recepturami i zaleceniami.
3. Powlekanie powierzchni klejem. Klej na powierzchnie łączone nanosi się pędzlem,
łopatką, szpachelką, wałkiem metalowym. Warstwa naniesionego kleju powinna być
równomierna i niezbyt gruba.
4. Łączenie i prasowanie klejonych elementów. Po naniesieniu kleju na powierzchnię
należy niekiedy odczekać pewien czas a następnie równomiernie przyłożyć powierzchnie
do siebie i zacisnąć,
5. Suszenie i utwardzanie. Czas suszenia i utwardzania zależy od rodzaju kleju i podany jest
w recepturze załączonej do kleju,
6. Kondycjonowanie. Polega ono pozostawieniu sklejonych elementów celem uzyskania
przez złącze sklejone pełnej wytrzymałości. Podczas kondycjonowania elementy sklejone
nie muszą być ściśnięte.
Zalety:
−
wykorzystanie pełnej wytrzymałości materiałów łączonych,
−
uzyskanie zestawu elementów o nienaruszonej powierzchni (bez otworów),
−
równomierne rozłożenie naprężeń na całej powierzchni złącza,
−
odporność połączeń na korozję,
−
zdolność tłumienia drgań,
−
możliwość łączenia materiałów o różnych właściwościach.
Wady:
−
możliwość rozwarstwienia połączenia pod wpływem obciążeń,
−
mała odporność klejów na zmiany temperatury,
−
długi czas utwardzania większości klejów,
−
spadek wytrzymałości połączenia z upływem czasu, spowodowany starzeniem się kleju.
Rys. 22. Połączenia klejone: a) zabezpieczenie łożysk przed obracaniem, b) zabezpieczenie śrub przed
odkręcaniem, c) klejenie elementów, d) naprawa części zużytych i uszkodzonych [7]
a)
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
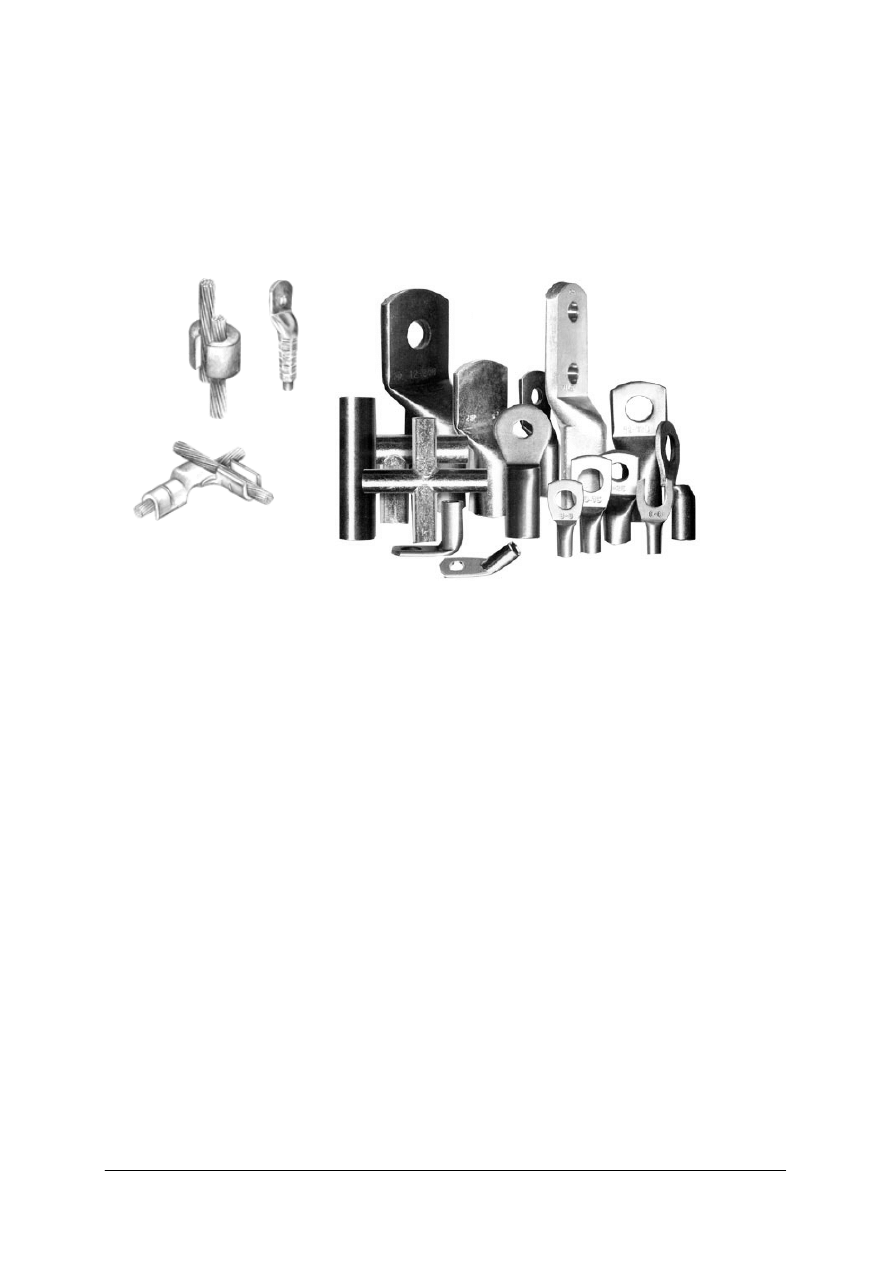
22
Zakończanie przewodów lub kabli i ich łączenie z aparatami w rozdzielniach musi
spełniać wysokie wymagania norm. Nie zapewnia tego technologia lutowania końcówek,
miejsce styku ulega bowiem utlenianiu i przegrzewaniu się, co może powodować uszkodzenie
żyły i izolacji przewodu. Technika łączenia i zakończania przewodów przez zaprasowywanie
jest szybka, pewna i mniej energochłonna.
Rys. 23. Przykłady różnego typy końcówek kablowych [9]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje połączeń nierozłącznych?
2. Jakie są podstawowe cechy złącza spawanego?
3. Jakie znasz metody spawania?
4. Jakie znasz rodzaje zgrzewania?
5. Jakie są podstawowe cechy złącza klejonego?
6. Jakie znasz wady i zalety połączeń klejonych?
7. Jakie znasz rodzaje lutowania?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na zdjęciu przedstawione jest jedno z połączeń nierozłącznych. Jakie to połączenie?
Podaj rodzaje, wady i zalety tego połączenia oraz jego zastosowanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) zapoznać się z rysunkiem,
3) zastanowić się, jakie połączenie jest przedstawione na rysunku,
4) zastanowić się, jakie są rodzaje oraz wady i zalety,
5) wpisać wszystkie pomysły na kartce (burza mózgów – nie krytykując żadnego
z pomysłów Twoich koleżanek/kolegów),
6) uporządkować zapisane pomysły,
7) zaprezentować efekty pracy grupy na forum klasy,
8) brać udział w podsumowaniu.
Wyposażenie stanowiska pracy:
−
duże arkusze papieru,
−
mazaki,
−
tablica flip – chart.
Ćwiczenie 2
Na rysunku przedstawione są rury z tworzywa sztucznego. Wyobraź sobie sytuację, że
musisz za pomocą tych rur wykonać instalację doprowadzającą chłodziwo do narzędzia
obróbkowego. Jakiego rodzaju połączenia użyjesz, aby scalić pojedyncze elementy rur? Opisz
poszczególne etapy wykonania takiego połączenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem,
2) dobrać prawidłowy sposób połączenia elementów,
3) opisać poszczególne etapy wykonania takiego połączenia,
4) przedstawić nauczycielowi swoją propozycję rozwiązania.
Wyposażenie stanowiska pracy:
−
arkusze papieru,
−
mazaki.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować cechy połączeń nierozłącznych?
2) rozpoznać rodzaje połączeń nierozłącznych?
3) określić metody wykonywania połączeń nierozłącznych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3. Połączenia rozłączne: gwintowe, wpustowe, wielowypustowe,
kołkowe, sworzniowe, klinowe
4.3.1. Materiał nauczania
Cechą charakterystyczną połączeń rozłącznych jest to, że element złączny podczas
rozłączania połączenia nie ulega zniszczeniu i ponownie może być użyty. Połączeniem
kształtowym rozłącznym jest połączenie gwintowe.
Zasadniczym elementem połączenia gwintowego jest łącznik, składający się ze śruby
i nakrętki. Skręcenie ze sobą śruby i nakrętki tworzy połączenie gwintowe.
Połączenia gwintowe dzieli się na:
−
pośrednie – części maszyn łączy się za pomocą łącznika, rolę nakrętki może również
spełniać gwintowany otwór w jednej z części,
−
bezpośrednie – gwint jest wykonany na łączonych częściach.
Rys. 24. Połączenia gwintowe: a, b) pośrednie, c) bezpośrednie [17]
W połączeniach gwintowych znormalizowanymi łącznikami są:
−
śruby – zakończone łbem o różnych kształtach, które dokręca się kluczami,
−
wkręty – łeb ma nacięty rowek, dokręca się je wkrętakami,
−
nakrętki – krótkie łączniki gwintowe z gwintem wewnętrznym.
Łączniki gwintowe oznaczamy zgodnie z normą podając: nazwę: wkręt lub śruba, rodzaj
gwintu, długość śruby /wkrętu, materiał, numer normy np.:
–
śruba M12 × 1,25 × 70 PN-EN ISO 8676:2002(U)
–
śruba M12 o skoku gwintu 1,25 i długości 70, wykonana z mosiądzu.
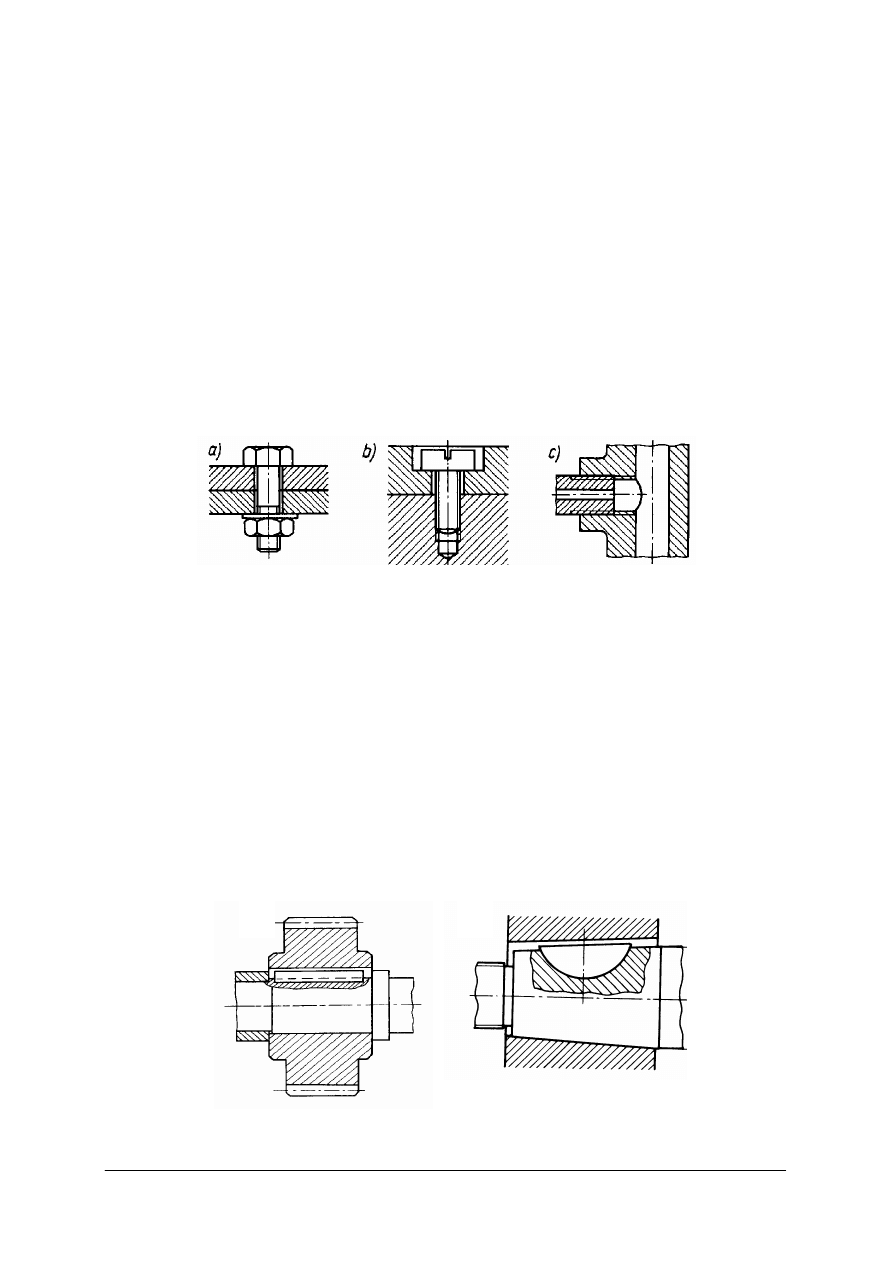
Kolejnym rodzajem połączeń rozłącznych jest połączenie wpustowe. Połączenie to służy
do osadzania na czopach wałów takich elementów maszyn jak koła zębate, koła pasowe.
Łącznikiem w tym połączeniu jest wpust. Rozróżniamy dwa rodzaje wpustów:
−
pryzmatyczne – określone normą PN-70/M-85005,
−
czółenkowe – określone normą PN-88/M-85008.
Rys. 25. Połączenie wpustowe: a) pryzmatyczne, b) czółenkowe [18]
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Zadaniem wpustów jest przenoszenie momentów obrotowych. Na wale oraz w otworze
osadzanego elementu wykonane są rowki o odpowiednich wymiarach. Wymiary rowków
wpustowych oraz wymiary wpustów są znormalizowane i zależą miedzy innymi od
wymiarów czopa wału. W zależności od wykonania połączenia wpustowego w przypadku
elementów mało obciążonych połączenia te pozwalają także na przesuw osadzonych
elementów wzdłuż osi wałów.
Rys. 26. Rodzaje wpustów: a) pryzmatyczne, b) czółenkowe [17]
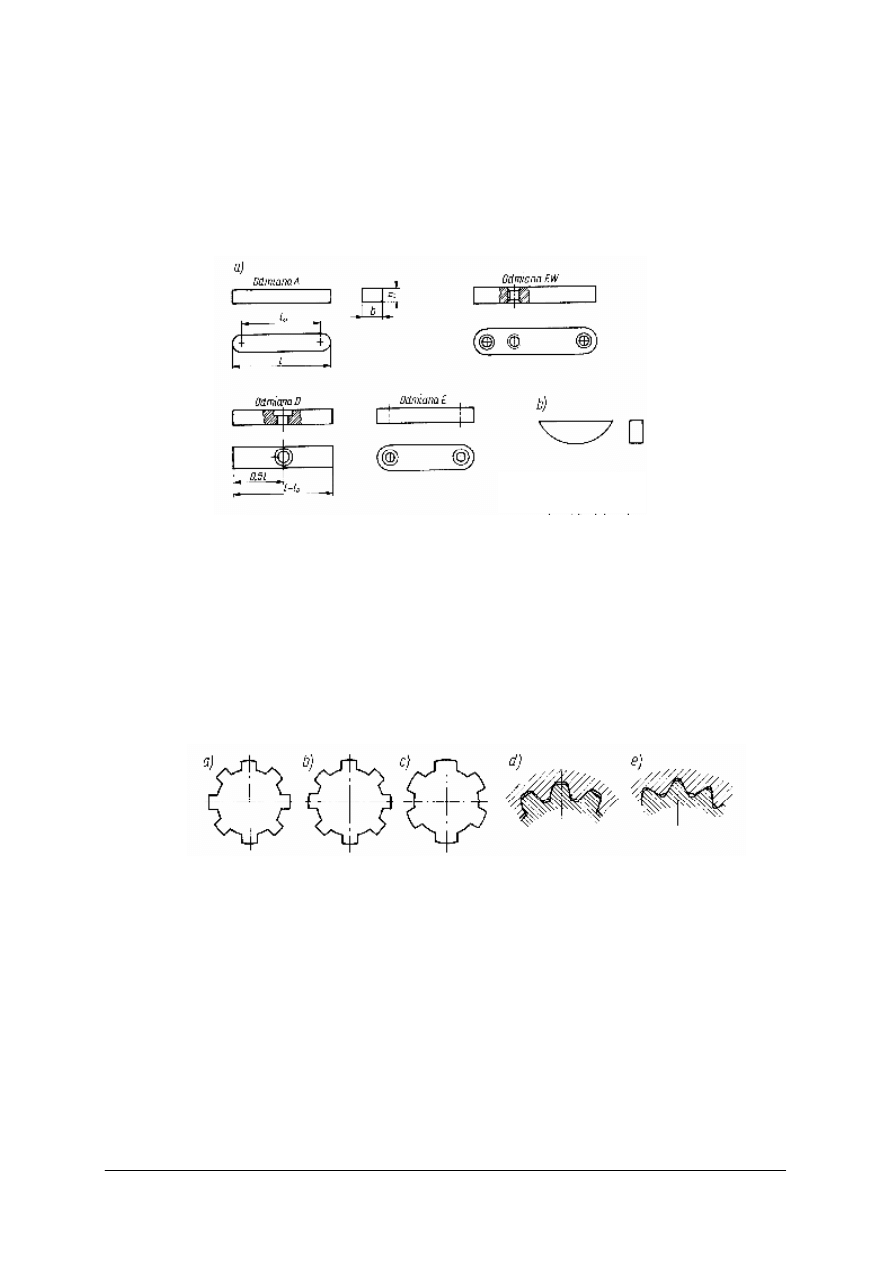
Ponieważ rowek na wpust osłabia wał, zamiast połączeń wpustowych szeroko stosowane
są połączenia wielowypustowe. Połączenia wielowypustowe umożliwiają dokładne
współosiowe położenie osi wału i elementu osadzonego na wale. Ze względu na wielość
wypustów pozwalają także przenosić większe momenty obrotowe przy bardziej zwartej
konstrukcji. Wielowypusty powszechnie są stosowane w połączeniach ruchowych elementów,
tzn. tam, gdzie zależy nam na współosiowym wzajemnym przemieszczaniu elementów
wzdłuż wału. Stosowane są powszechnie w przekładniach zębatych.
Rys. 27. Rodzaje wypustów: a, b, c) prostokątne, d) ewolwentowe, e) wielokarbowe [18]
Wielowypusty wielokarbowe mają kilkadziesiąt drobnych wypustów trójkątnych. Są to
połączenia spoczynkowe a więc nie są przeznaczone do połączeń elementów, które mają się
przesuwać wzdłuż osi wału. Wymiary wielowypustów są znormalizowane i zależą od
wymiarów wału oraz przeznaczania:
−
połączenia wielowypustowe równoległe ogólnego przeznaczenia PN-63/M-85015,
−
połączenia wielowypustowe równoległe do obrabiarek PN-63/M-85016,
−
połączenia wielowypustowe ewolwentowe PN-69/M-85010,
−
połączenia wielowypustowe wielokarbowe PN-68/M-85014.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Zadaniem połączeń kołkowych jest: zapewnienie dokładnego położenia elementów względem
siebie oraz przenoszenie sił tnących. Rozróżniamy połączenia kołkowe spoczynkowe
i ruchowe.
Rys. 28. Połączenia kołkowe: a) spoczynkowe, b) ruchowe [17]
Elementem łącznym w połączeniu kołkowym jest kołek. Kołki są to elementy o kształcie
walca lub stożka o dość dużej długości w stosunku do ich średnicy, którego długość zawiera
się w przedziale: 2d < l < 20d. Rozróżnia się następujące rodzaje kołków:
−
walcowe (PN-66/M-85021),
−
stożkowe (PN-66/M-85020),
−
stożkowe z czopem gwintowym (PN-55/M-85022),
−
stożkowe z gwintem wewnętrznym (PN-55/M-85019),
−
karbowe (PN/M-85024÷27),
−
sprężyste (PN/M-85023).
W zależności od przeznaczenia rozróżnia się kołki złączne i ustalające.
Zadaniem kołków złącznych jest przenoszenie sił tnących, działających prostopadle do osi
kołka. Kołki złączne są stosowane również do zabezpieczania elementów łącznych przed
przeciążeniem (przy przeciążeniu połączenia są one ścinane). Kołki ustalające stosuje się dla
zapewnienia dokładnego położenia współpracujących elementów, połączonych np. za pomocą
śrub. Przy ustalaniu elementów o płaskich powierzchniach styku stosuje się dwa kołki,
rozstawione możliwie szeroko.
Rys. 29. Rodzaje kołków: a) cylindryczne gładkie, b) stożkowe gładkie, c), d), e) stożkowe z gwintem,
f) walcowe sprężyste, g), h), i), j) z karbami [17]
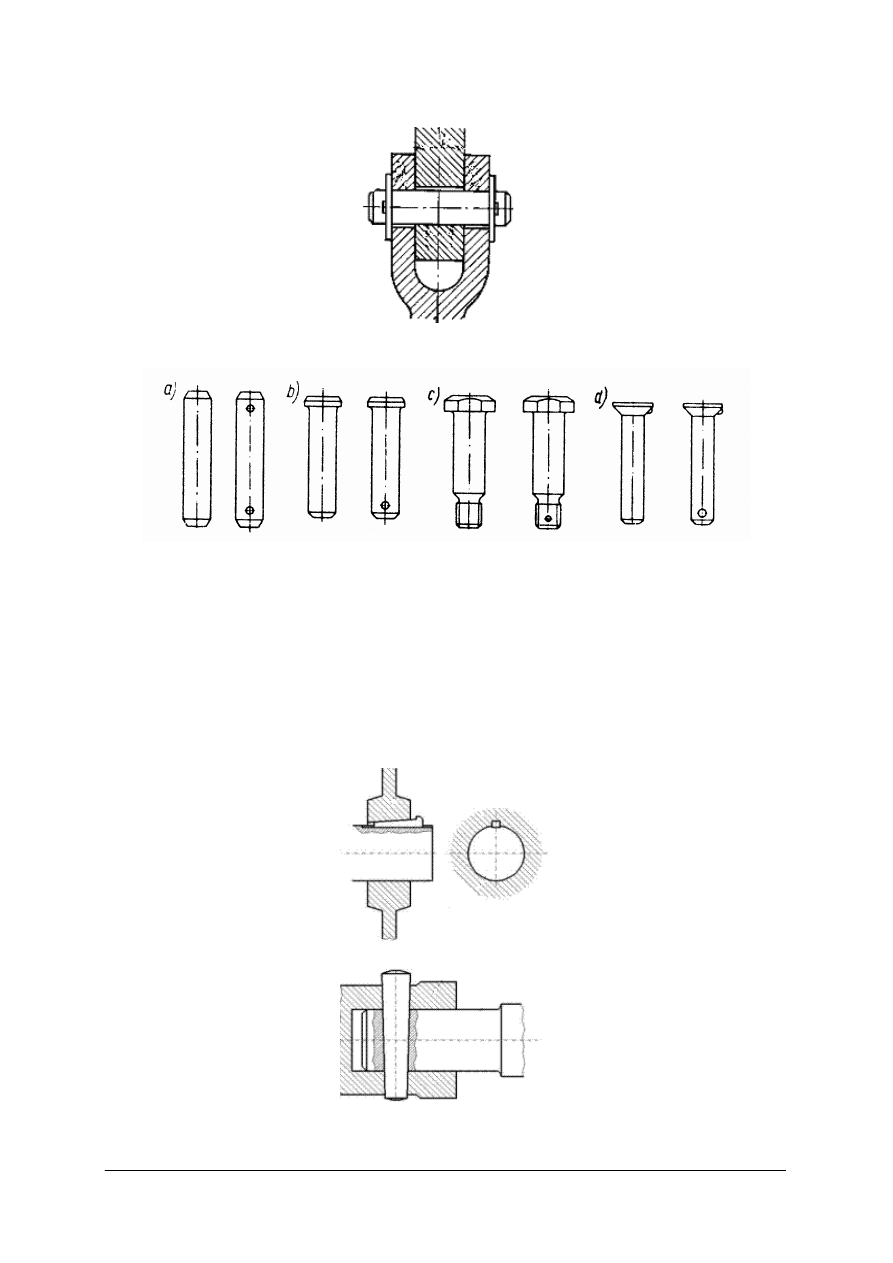
Połączenie sworzniowe jest połączeniem rozłącznym w którym elementem
pośredniczącym jest walcowy sworzeń. Sworzeń to krótki wałek walcowy służący do łączenia
różnego rodzaju przegubów. Przykładem połączenia sworzniowego jest połączenie tłoka
silnika spalinowego z korbowodem. Połączenia te stosowane są przede wszystkim
w połączeniach ruchowych wahliwych, przegubowych. Sworznie przed wysunięciem
zabezpiecza się sprężystymi pierścieniami, zawleczkami lub nakrętkami.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 30. Połączenie sworzniowe [18]
Rys. 31. Podstawowe rodzaje sworzni: a) walcowy, walcowy z otworami na zawleczkę, b) z łbem walcowym,
c) z czopem gwintowym, d) z łbem stożkowym [18]
Połączenia klinowe należą do połączeń pośrednich, rozłącznych, w których łącznikiem
jest klin. Wyróżnia się dwa typy połączeń klinowych:
−
połączenie klinowe wzdłużne z klinami znormalizowanymi – służą głównie do osadzania
piast kół na wałach, klin umieszczony jest w gnieździe wyżłobionym w wale i piaście,
−
połączenia klinowe poprzeczne – służą do łączenia cięgien, z których jedno jest
zakończone gniazdem lub tuleją złączną, a drugie drągiem.
W czasie montażu klin jest wbijany w połączenie. Klin przenosi swoją powierzchnią całe
obciążenie złącza.
Rys. 32. Połączenia klinowe a) z klinem wzdłużnym, b) z klinem poprzecznym [17]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co jest charakterystyczną cechą połączeń rozłącznych?
2. Jakie znasz łączniki połączeń rozłącznych?
3. Jakie są rodzaje połączeń gwintowych?
4. Jakie znasz rodzaje wpustów?
5. Jakie znasz rodzaje połączeń kołkowych?
4.3.3. Ćwiczenia
Ćwiczenie 1
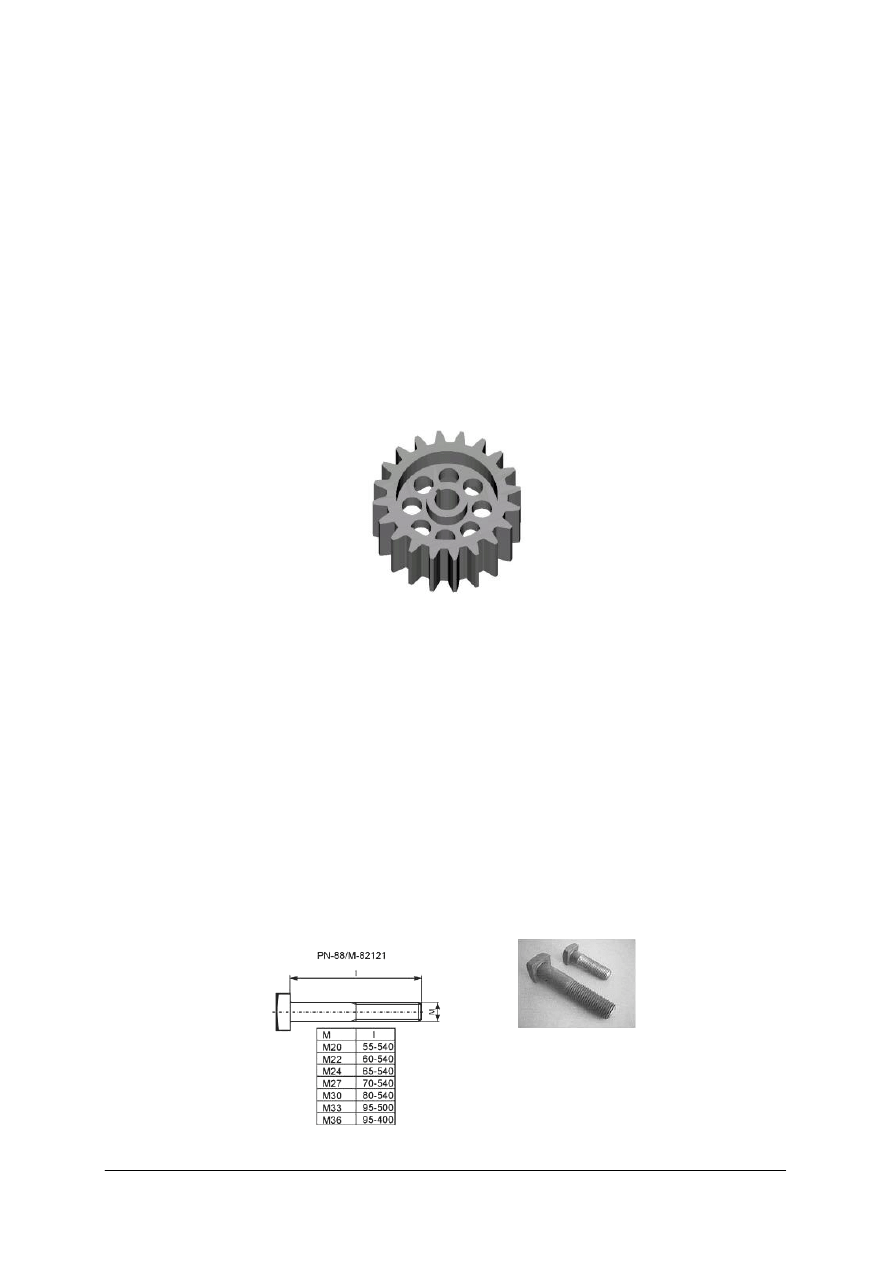
Na rysunku przedstawione jest koło zębate. Wyobraź sobie sytuację, że Twoim zadaniem
jest zamocowanie koła na wałku maszyny. Jakiego rodzaju połączenia użyjesz? Jakie znasz
rodzaje łączników w tym połączeniu?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem,
2) dobrać prawidłowy sposób połączenia elementów,
3) wymienić rodzaje łączników,
4) przedstawić nauczycielowi swoją propozycję rozwiązania.
Wyposażenie stanowiska pracy:
−
arkusze papieru,
−
mazaki.
Ćwiczenie 2
Na rysunku przedstawiono kartę katalogową części złącznej. Do jakiej grupy części
złącznych należy ten łącznik? W jakich połączeniach jest używany? Co wchodzi w skład tego
połączenia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z rysunkiem,
2) sklasyfikować łącznik wskazany na rysunku,
3) wymienić rodzaj połączenia, w jakim jest używany,
4) wymienić pozostałe elementy składowe tego połączenia,
5) przedstawić nauczycielowi swoją propozycję rozwiązania.
Wyposażenie stanowiska pracy:
−
arkusze papieru,
−
katalog Polskich Norm,
−
mazaki.
4.3.4 Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować cechy połączeń rozłącznych?
2) rozpoznać rodzaje połączeń rozłącznych?
3) nazwać elementy połączeń rozłącznych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4. Połączenia podatne – sprężyny, elementy sprężyste gumowe,
pneumatyczne i hydrauliczne
4.4.1. Materiał nauczania
Połączenia podatne (sprężyste) mają za zadanie umożliwienie wzajemnych przesunięć
części maszyn, a także kumulowanie energii, tłumienie drgań itp. Zadania te spełniają
elementy podatne, w tym głównie sprężyny i elementy gumowe. Podstawową cechą
elementów podatnych jest ich duża odkształcalność, którą można uzyskać poprzez:
−
nadanie elementowi wykonanemu z materiału sztywnego, np. stali, odpowiedniego
kształtu; element taki nazywamy sprężyną,
−
zastosowanie materiałów o dużej podatności: gumy, tworzyw sztucznych.
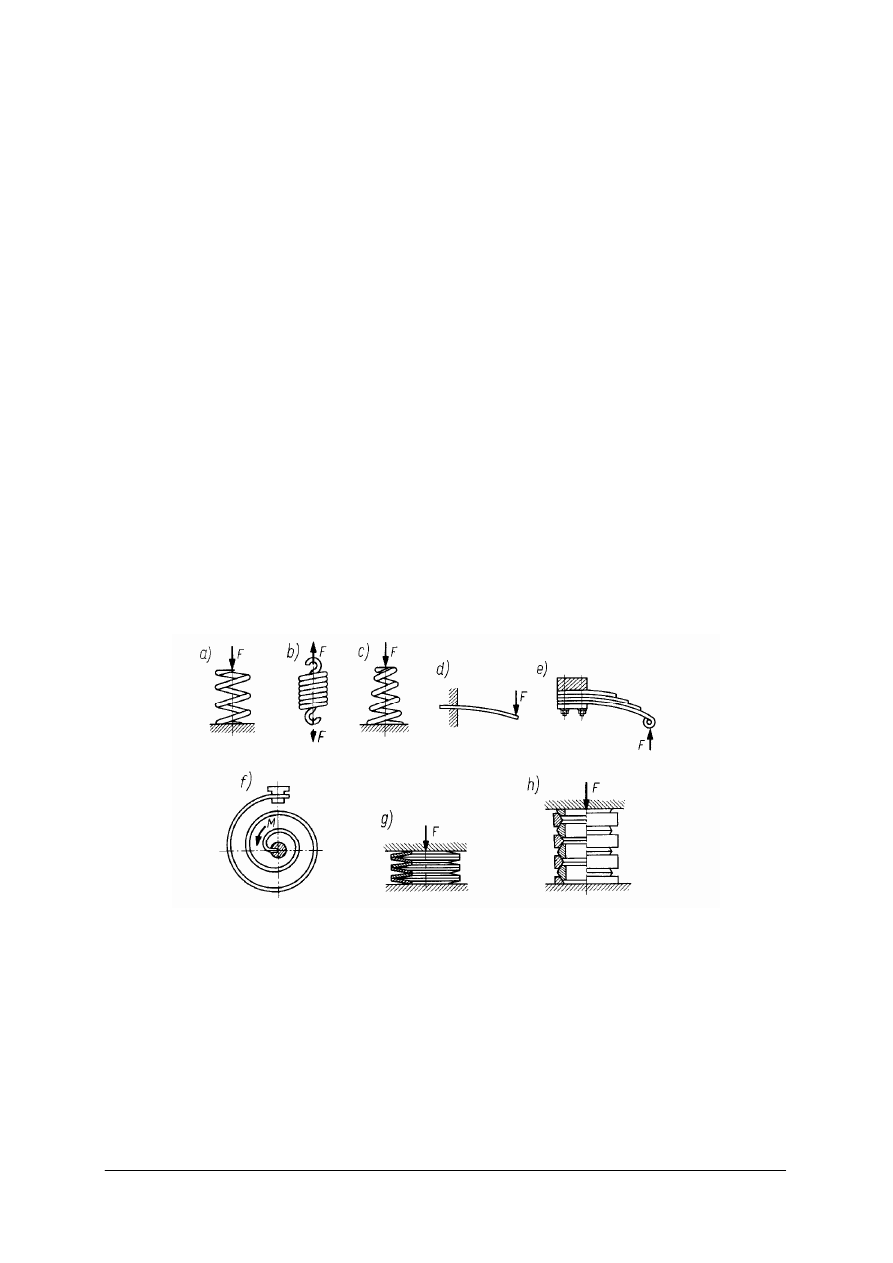
W zależności od kształtu rozróżniamy następujące rodzaje sprężyn:
−
śrubowe walcowe lub stożkowe,
−
płaskie,
−
spiralne,
−
talerzowe,
−
pierścieniowe.
Ze względu na rodzaj obciążenia sprężyny dzielimy na:
−
rozciągane (naciągowe),
−
ściskane (naciskowe),
−
zginane,
−
skręcane.
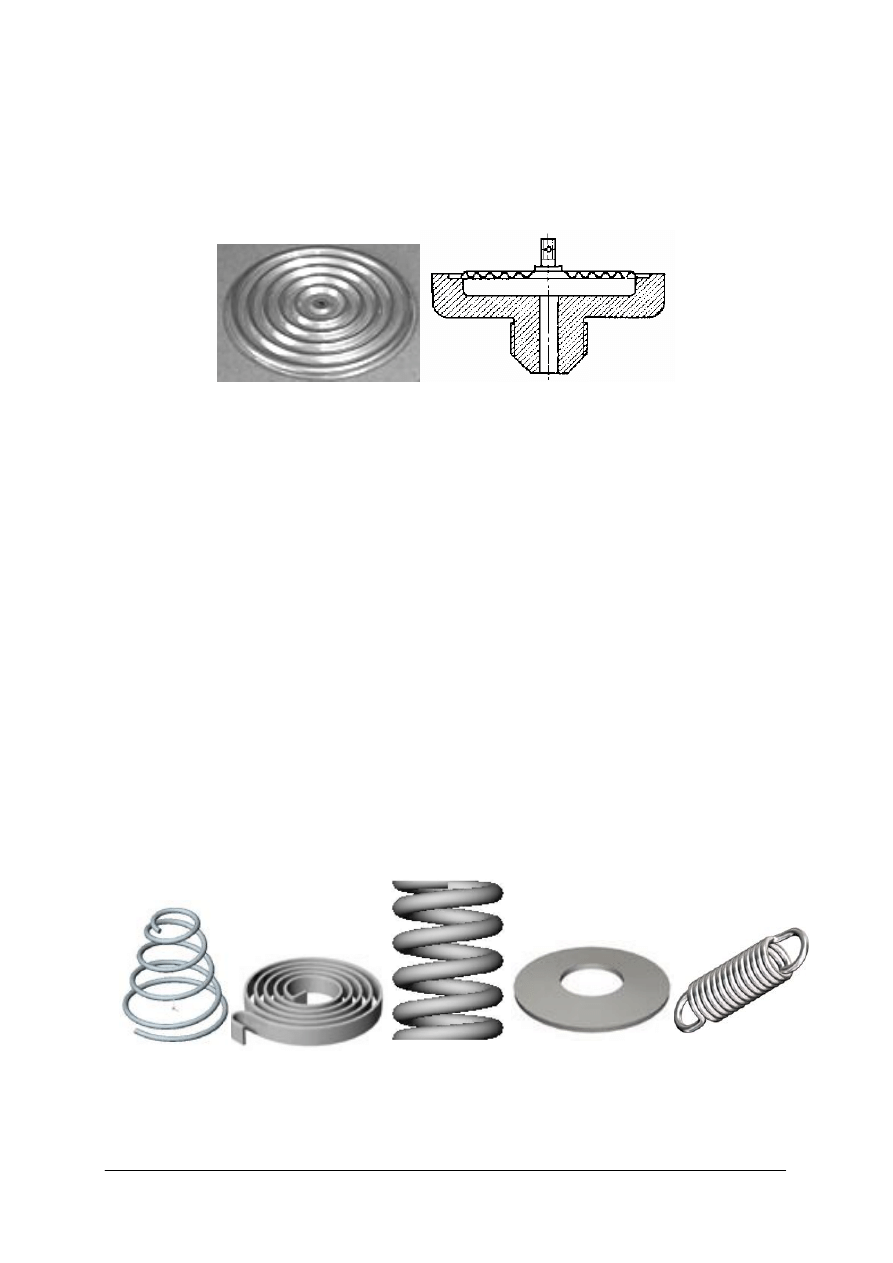
Rys. 33. Przykłady sprężyn: a) walcowa ściskana, b) walcowa rozciągana, c) stożkowa ściskana, d i e) płaska,
f) spiralna, g) talerzowa, h) pierścieniowa [18]
Zadania sprężyn:
–
dociskają części maszyn w czasie ich pracy,
–
zapewniają zmianę położenia różnych elementów w określonych granicach,
–
łagodzą uderzenia i wstrząsy, tłumią drgania,
–
służą do kasowania luzów, kumulowania energii napędów drobnych mechanizmów.
Sprężyny śrubowe wykonane są z drutu lub pręta okrągłego, kwadratowego lub
prostokątnego. W zależności od kierunku nawijania wyróżniamy sprężyny prawoskrętne
i lewoskrętne. Skok sprężyny może być stały lub zmienny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Sprężyny płaskie to elementy taśm, płaskowników lub blach o niewielkiej grubości
i przekroju kwadratowym lub kołowym. Mogą być sprężyny wygięte, ich kształt zależny jest
od miejsca pracy.
Rys. 34. Przykład zastosowania sprężyny płaskiej do styków przekaźnika [9]
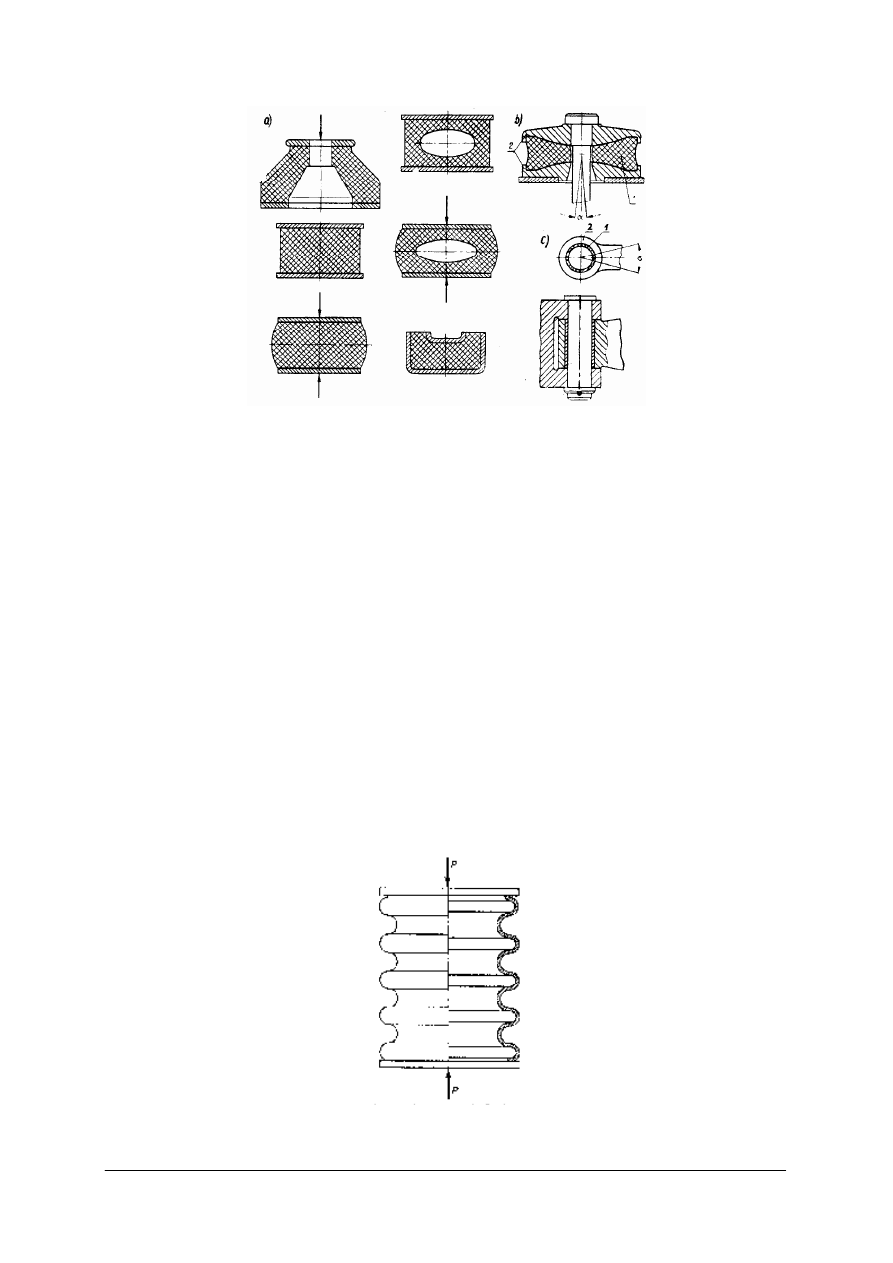
Sprężyny spiralne wykonane są z cienkiej taśmy stalowej. Obciążone siłą skręcającą,
potrafią akumulować dużą ilość energii. Sprężyny spiralne w elektrotechnice znajdują
zastosowanie w elektrycznych przyrządach pomiarowych jako sprężyny pomiarowe lub
zwrotne kasujące luz. Wykonane ze stopów miedzi służą nam także do doprowadzenia prądu
do części ruchomych.
Rys. 35. Przykłady zamocowania sprężyn spiralnych: a) wewnętrzne w rolce – przez zakołkowanie,
b) wewnętrzne w rolce – przez zagniecenie, c) zewnętrzne – prze zakołkowanie, d) wewnętrzne przez lutowanie [18]
Sprężyny krążkowe (talerzowe) wykonane są z blachy stalowo-krzemowej lub
chromowo-wanadowej. Sprężynę stanowi jeden krążek lub ich zespół. Przenoszą one wielkie
obciążenia przy niewielkich wymiarach oraz dużej sztywności: zderzaki, resory lub sprężyny
dociskowe w przyrządach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
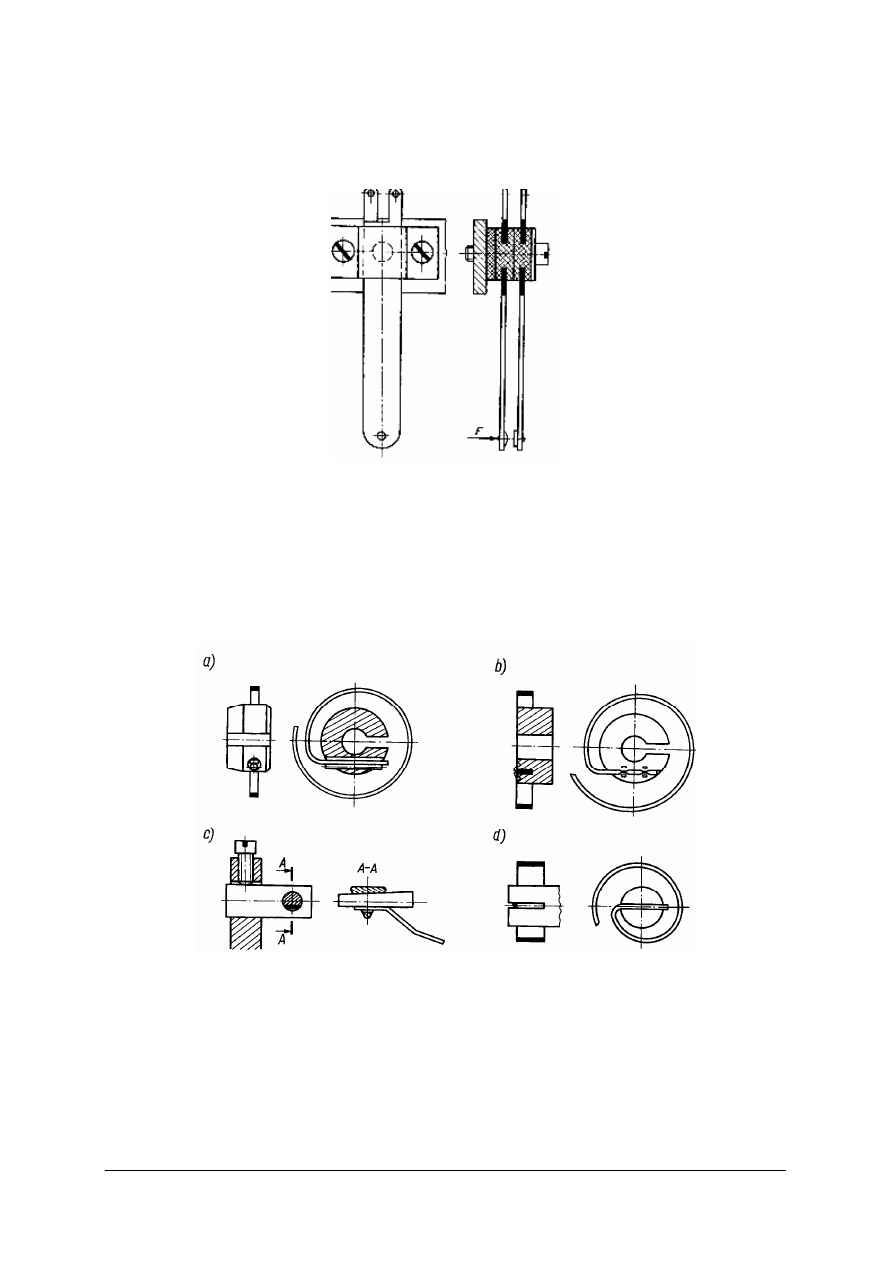
Sprężyny pierścieniowe składają się z pierścienia wewnętrznego oraz zewnętrznego
o stożkowych szlifowanych powierzchniach styku.
Rys. 36. Sprężyna pierścieniowa [18]
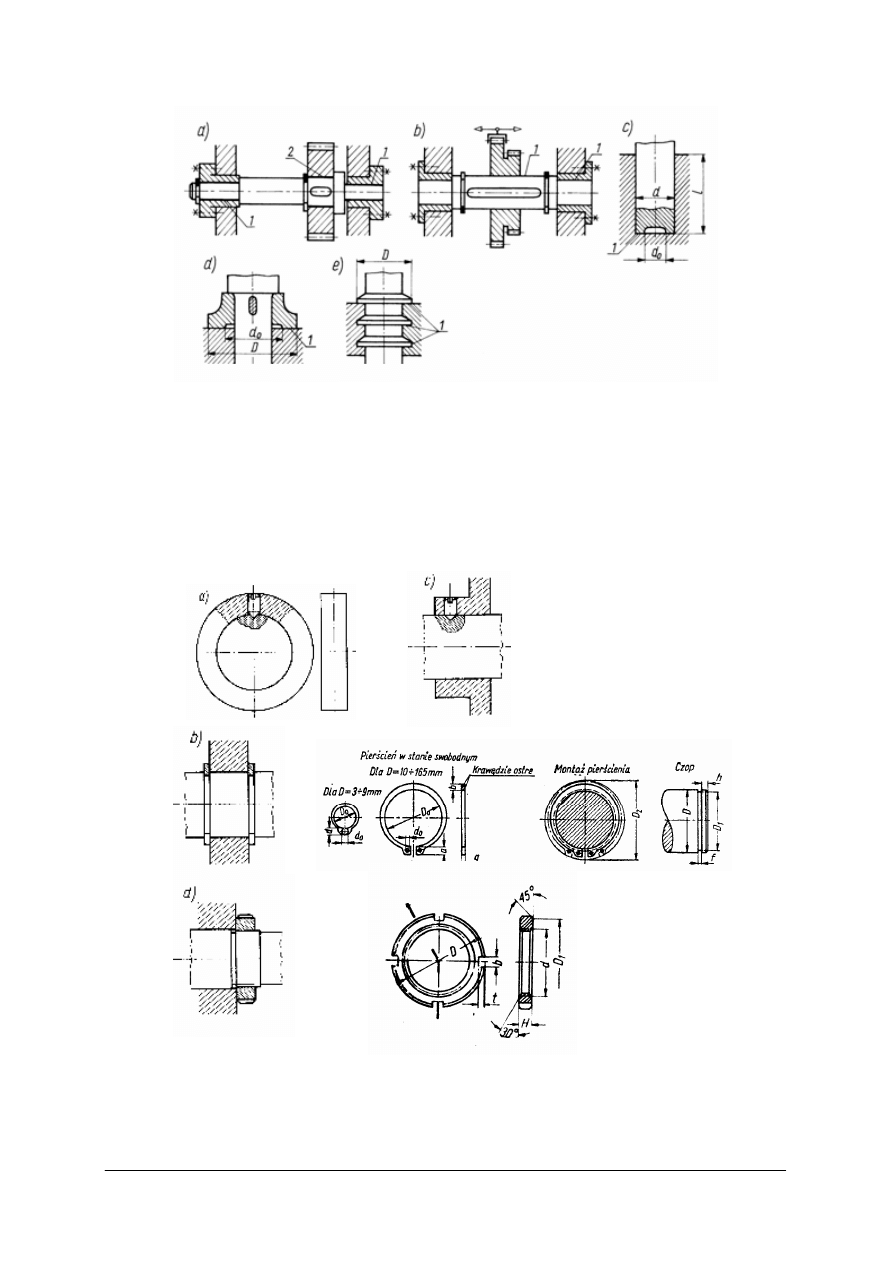
Specyficznym rodzajem sprężyny pierścieniowej jest pierścień sprężynujący osadczy
zabezpieczający przed przesunięciami wzdłużnymi sworzni, wałków i elementów osadzonych
na czopach łożysk i kół. Pierścienie wykorzystywane są do celów montażowych.
Rys. 37. Pierścień osadczy [11]
W celu wyeliminowania lub złagodzenia drgań stosujemy elementy metalowo-gumowe,
nazywane sprężynicami. Podstawowym materiałem do produkcji łączników gumowych jest
guma naturalna lub syntetyczna.
Zalety gumy:
−
duża zdolność kumulowania energii,
−
duża podatność,
−
mały ciężar właściwy,
−
duża odporność na kwasy i zasady,
−
łatwość łączenia z metalem.
Wady gumy:
−
mała wytrzymałość,
−
starzenie się gumy,
−
mała odporność na oleje,
−
ograniczona temperatura pracy,
−
przechodzenie odkształceń sprężystych w trwałe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 38. Sprężynice gumowe: a) przeznaczone do przenoszenia obciążeń osiowych, b) do przenoszenia
momentów zginających, c) do momentów skręcających [18]
Do powiązania gumy ze współpracującymi elementami metalowymi stosuje się łączenie
mechaniczne, klejenie na zimno lub wulkanizowanie. Kształt łącznika gumowego przyjmuje
się w zależności od jego przeznaczenia oraz rodzaju i wielkości obciążenia. Zależnie od
rodzaju obciążenia łączniki mogą być ściskane, ścinane, skręcane i zginane.
Rolę elementu podatnego może odgrywać w maszynie odpowiednio ukształtowany
zbiornik napełniony gazem (najczęściej powietrzem) lub płynem. Wykorzystane jest tutaj
zjawisko zmiany objętości gazu lub płynu pod wpływem zmiany działającego ciśnienia. Takie
elementy łączne nazywamy ciśnieniowymi elementami sprężystymi. Ciśnieniowe elementy
sprężyste są wykorzystywane w budowie wielu przyrządów mierniczych, układów
przekaźnikowych oraz urządzeń automatycznych. Elementy sprężynujące stosowane są
również jako odkształcalne elementy uszczelniające, umożliwiające względne ruchy
mechanizmu. Ciśnieniowe elementy sprężyste pomiarowe są wykonywane z metali, natomiast
w przypadku elementów uszczelniających oraz elementów regulacji pneumatycznej często
stosowane są tworzywa sztuczne.
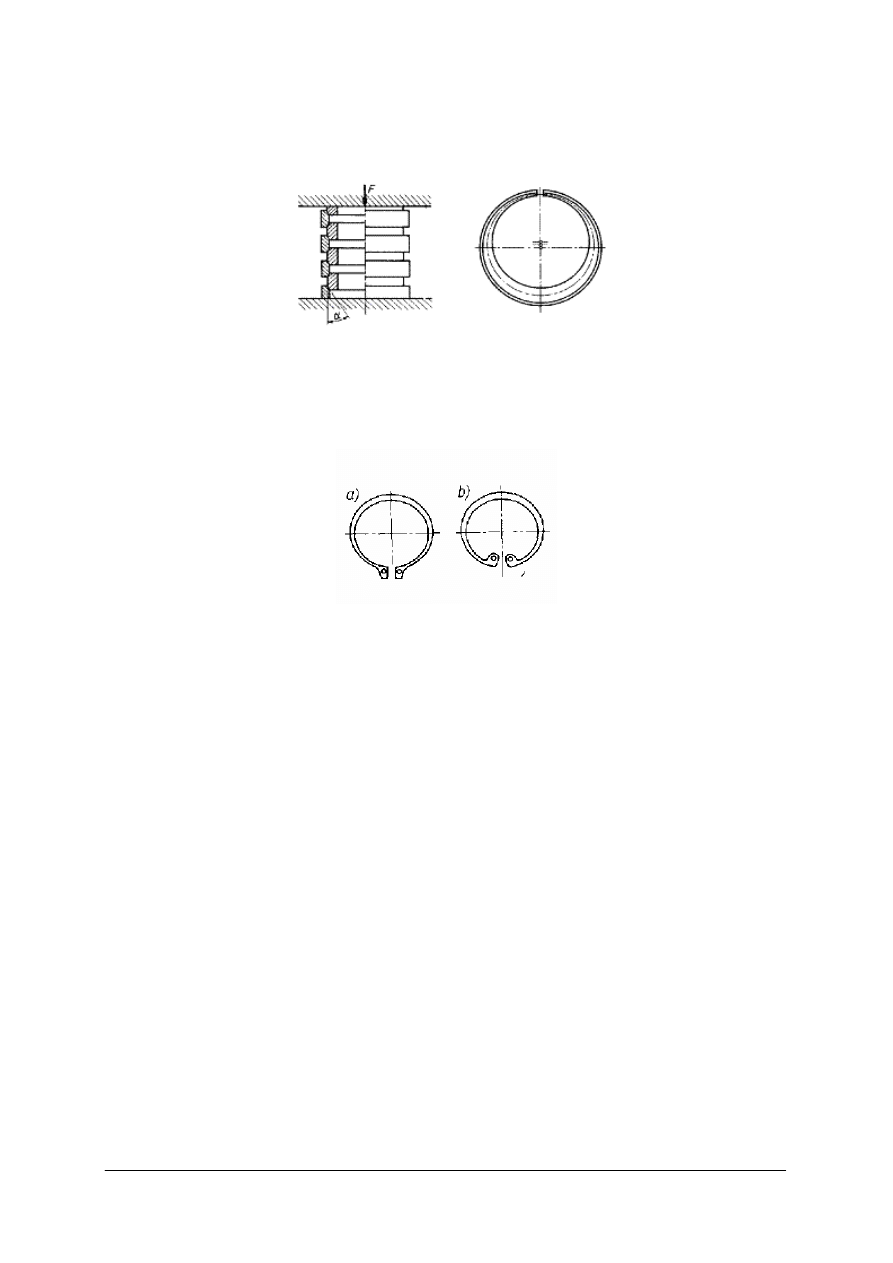
Przykładem takiego łącznika jest mieszek wypełniony powietrzem. Ścianki boczne
mieszka wykonane są z blachy pofalowanej. Dzięki temu odkształcenia mieszka w jednym
kierunku są bardzo łatwe, w pozostałych kierunkach mieszek wykazuje bardzo dużą
sztywność. Pod wpływem zmiany ciśnienia w jego wnętrzu zmienia się jego długość.
Rys. 39. Mieszek sprężysty [18]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
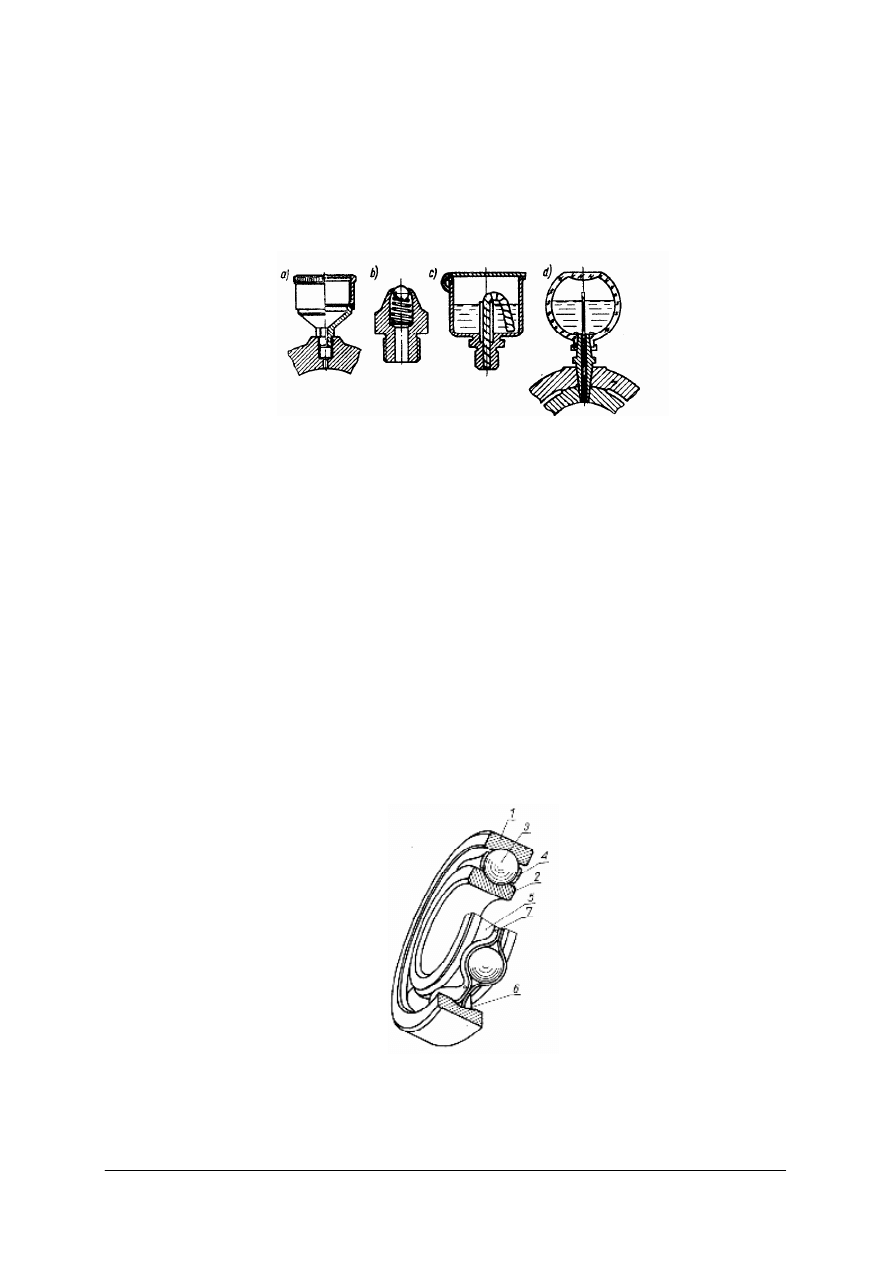
Kolejnym przykładem łącznika podatnego ciśnieniowego jest membrana. Membrana jest
płaską lub sfalowaną płytką blachy (zwykle kształtu kołowego) zamocowaną na obrzeżu
obudowy. Dwie membrany połączone na obrzeżu tworzą puszkę membranową. Membrany
i puszki membranowe są bardzo czułymi, sprężynującymi elementami pomiarowymi
stosowanymi głównie do pomiaru małych ciśnień.
Rys. 40. Membrana [1]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaką rolę pełnią połączenia sprężyste?
2. Jakie znasz rodzaje sprężyn?
3. Jakie zastosowanie znajdują sprężyny w urządzeniach elektrycznych?
4. Co nazywamy sprężnicami?
5. Jakie znasz rodzaje ciśnieniowych elementów sprężystych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Na rysunku przedstawiono elementy podatne. Twoim zadaniem jest:
a) Wskazanie, do jakiej grupy połączeń należą te elementy,
b) sklasyfikowanie elementów widocznych na rysunku ze względu na kształt oraz rodzaj
obciążenia,
c) wskazanie zastosowania poszczególnych elementów w budowie maszyn.
A
B
C
D
E

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) zastanowić się, do jakiej grupy połączeń należą elementy przedstawione na rysunku,
3) sklasyfikować elementy ze względu na kształt oraz rodzaj obciążenia,
4) wskazać zastosowanie poszczególnych elementów w budowie maszyn,
5) wpisać wszystkie pomysły na kartce (burza mózgów – nie krytykując żadnego
z pomysłów Twoich koleżanek/kolegów),
6) uporządkować zapisane pomysły – odrzucić ewentualnie nierealne lub budzące
wątpliwości członków grupy,
7) zaprezentować efekty pracy grupy na forum klasy.
Wyposażenie stanowiska pracy:
−
duże arkusze papieru,
−
mazaki,
−
tablica flip – chart.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować cechy połączeń podatnych?
2) rozpoznać rodzaje połączeń podatnych?
3) nazwać elementy połączeń podatnych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.5. Osie i wały. Łożyska
4.5.1. Materiał nauczania
Wał jest to element maszyny o przekroju poprzecznym kołowym, obracający się wokół
własnej osi, służący do przenoszenia momentu obrotowego pomiędzy osadzonymi na nim
częściami. Na wale mogą być osadzone różne elementy wykonujące ruch obrotowy, np. koła
zębate, piasty, tarcze hamulcowe itp.
Oś jest to element mechanizmu lub maszyny, z kształtu często podobna do wału, która
służy do utrzymaniu w określonym położeniu osadzonych na niej wirujących elementów,
najczęściej kół. Oś może być stała (nieruchoma) i wtedy części są na niej osadzone obrotowo,
albo ruchoma i wtedy obraca się wraz z osadzonymi na niej częściami (np. osie kół
wagonowych).
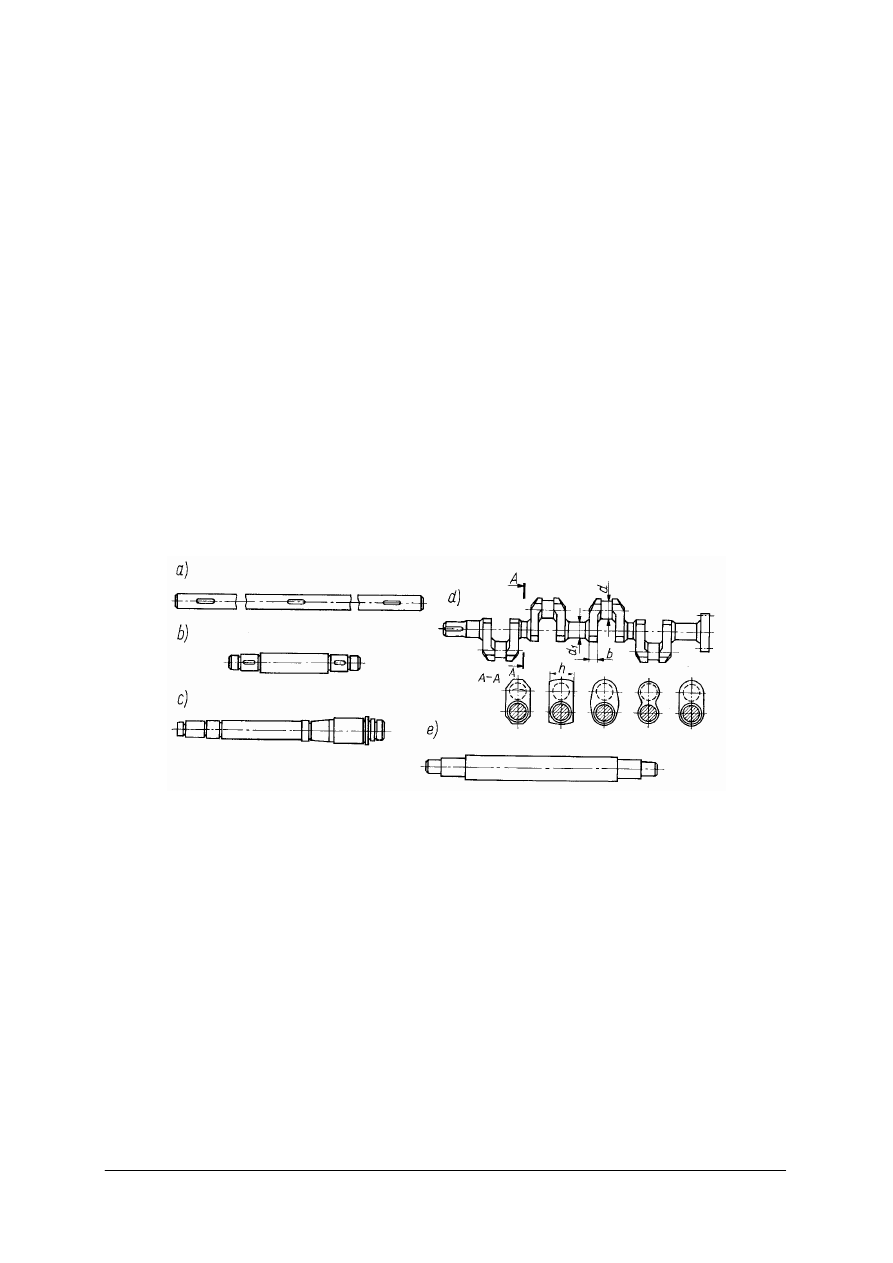
W zależności od budowy zewnętrznej osie i wały podzielić można na:
−
gładkie,
−
stopniowe,
−
wykorbione,
−
mimośrodowe.
Przekrój poprzeczny osi i wałów jest najczęściej kołowy, jednak możemy spotkać także
osie i wały o przekroju kwadratowym i sześciokątnym.
Rys. 41. Rodzaje osi i wałów: a) wał gładki pędny, b i c) wał stopniowy, d) wał wykorbiony, e) oś [17]
Odcinki wałów stykające się z innymi częściami mechanizmu, ruchomymi lub
nieruchomymi (koła zębate, koła pasowe, łożyska) nazywamy czopami. Zależnie od tego, czy
czop tworzy z częścią na nim osadzoną pasowanie ruchowe czy spoczynkowe rozróżnia się
czopy:
−
ruchowe – elementy osadzone na wale wykonują ruch,
−
spoczynkowe – ruch elementów na wale jest niemożliwy.
Jeżeli czop jest umieszczony na końcu wału lub osi, nazywamy go czopem końcowym,
a jeśli jest umieszczony w części środkowej, nazywamy go czopem środkowym.
W zależności od kierunku przenoszonego obciążenia oraz usytuowania rozróżniamy czopy
poprzeczne i wzdłużne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 42. Rodzaje czopów: a, b) poprzecznych, c, d, e) wzdłużnych [18]
Elementy osadzane na wałach i osiach mogą być osadzane suwliwie, tzn. mogą się
przemieszczać wzdłuż osi oraz na stałe, tzn. nie wykonują ruchów wzdłużnych. W pierwszym
przypadku mamy do czynienia z połączeniem za pomocą wpustów i wielowypustów, które zostały
omówione wcześniej. Poniżej przedstawiono przykłady zabezpieczenia elementów przed
przesunięciem.
Rys. 43. Przykłady zabezpieczenia elementów prze przesuwaniem: a i c) wkrętem, b) pierścieniem sprężystym
zewnętrznym, d) nakrętką [18]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Aby zapewnić prawidłową pracę elementu, jakim jest wał, należy zachować stałe
położenie osi jego obrotu względem nieruchomej podstawy. Zadanie to spełniają łożyska,
a ustalenie położenia osi i wałów względem korpusów nazywamy łożyskowaniem.
Łożyska dzielimy na dwa podstawowe rodzaje:
−
łożyska ślizgowe – powierzchnia czopa wału ślizga się po powierzchni panewki (części
łożyska współpracującej z czopem) lub bezpośrednio po powierzchni otworu łożyska,
−
łożyska toczne – w łożyskach tocznych między współpracującymi powierzchniami czopa
i łożyska są umieszczone elementy toczne (np. kulki).
W łożyskach ślizgowych, pomiędzy czopem wału lub osi nie ma elementu pośredniego,
powierzchnie współpracują bezpośrednio ze sobą a wiec występuje tarcie ślizgowe, co
stanowi wadę tego typy łożyskowania. Łożyska ślizgowe stosuje się:
−
przy przenoszeniu bardzo dużych obciążeń, a także przy obciążeniach udarowych,
−
gdy konieczne jest, aby łożyska tłumiły drgania wału,
−
przy dużych prędkościach obrotowych i możliwości uzyskania tarcia płynnego,
−
w razie konieczności stosowania łożysk (lub panwi) dzielonych,
−
gdy wymagana jest cichobieżność łożyska,
−
gdy osiągnięcie bardzo dużej dokładności montażu (koniecznej przy łożyskach tocznych)
jest utrudnione,
−
przy drobnych konstrukcjach o bardzo małych obciążeniach (m.in. w urządzeniach
mechaniki precyzyjnej).
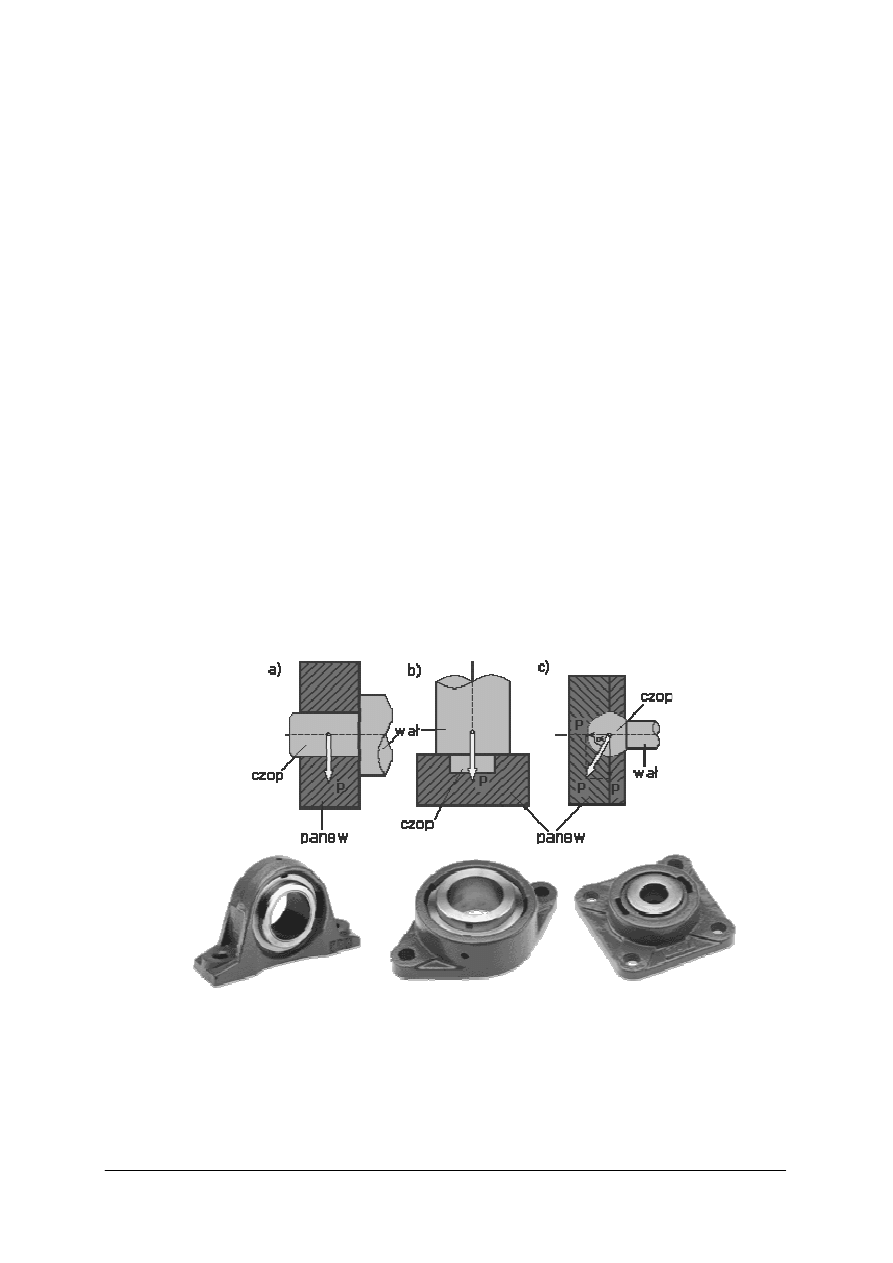
W zależności od kierunku obciążeń, działających na łożysko, istnieją łożyska ślizgowe:
−
poprzeczne, przeznaczone do przejmowania obciążeń prostopadłych do osi obrotu wału,
−
wzdłużne, obciążone siłami działającymi zgodnie z kierunkiem osi obrotu wału,
−
poprzeczno – wzdłużne, przeznaczone do przejmowania obciążeń zarówno
prostopadłych, jak i zgodnych z kierunkiem osi obrotu.
Rys. 44. Rodzaje obciążenia łożysk ślizgowych. a) poprzeczne, b) wzdłużne, c) poprzeczno-wzdłużne [1]
Wały w korpusach maszyn nie są bezpośrednio osadzane lecz za pomocą panewek (tuleji
ślizgowych), które po zużyciu dość łatwo możemy wymienić. Panewki wykonywane są
najczęściej z żeliwa szarego, brązu, tworzyw sztucznych oraz stopów miedzi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
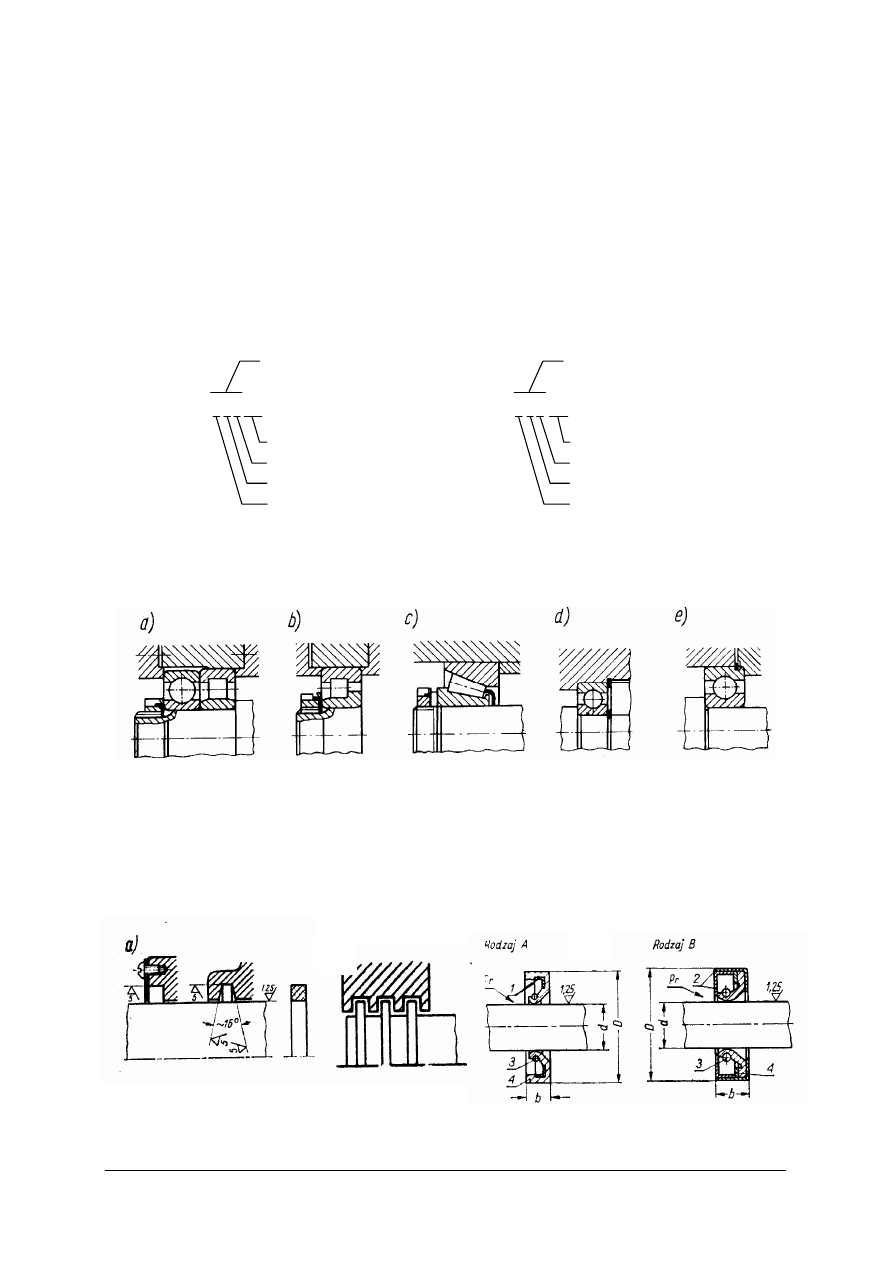
Rys. 45. Budowa łożyska ślizgowego: a) poprzecznego, b) wzdłużnego [1]
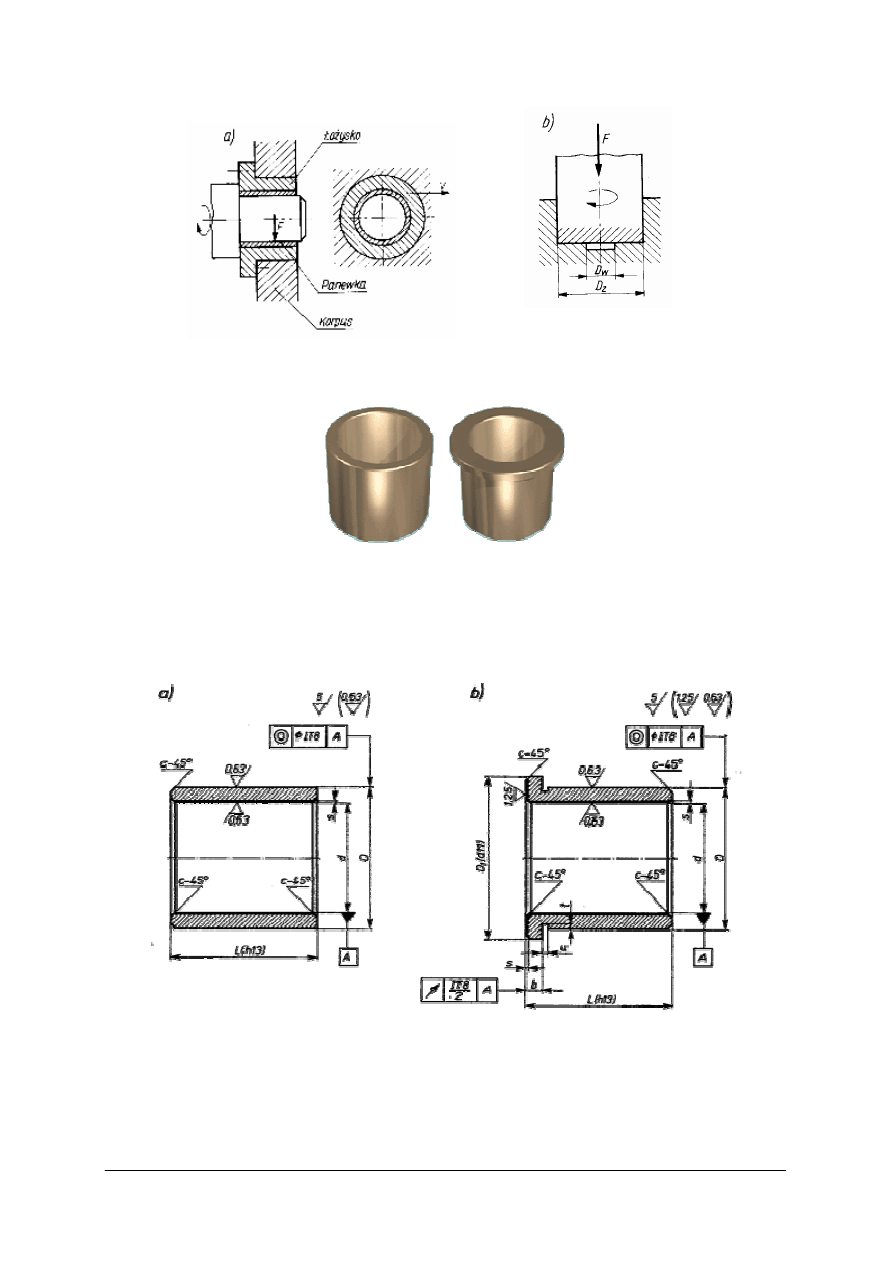
Rys. 46. Tuleje ślizgowe [5]
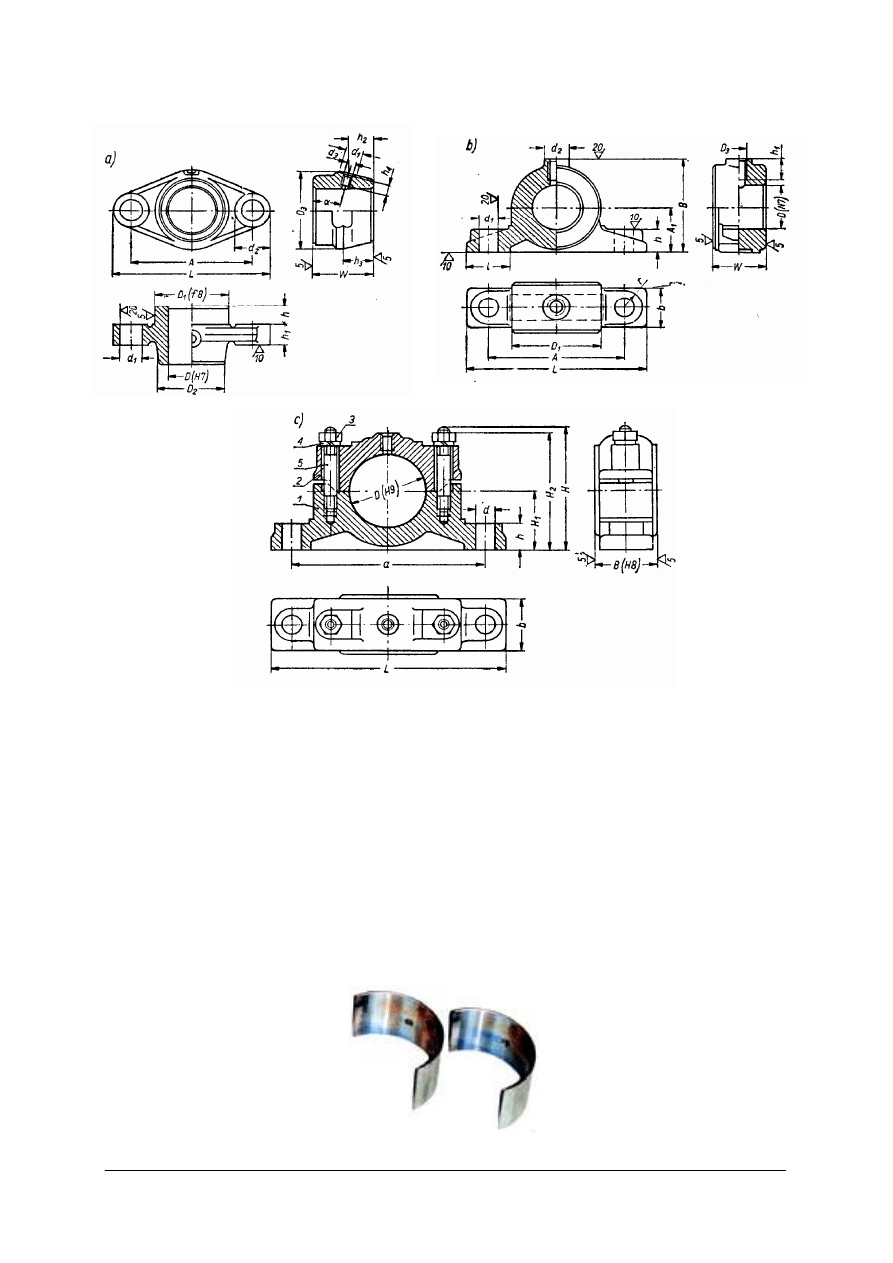
Elementy łożysk ślizgowych są elementami znormalizowanymi, zarówno jeżeli chodzi
o tulejki jak i korpusy łożysk ślizgowych.
Rys. 47. Przykłady budowy znormalizowanych tulejek łożysk ślizgowych: a) prosta,
b) z kołnierzem [15]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 48. Korpusy łożysk ślizgowych: a) oczkowy kołnierzowy do montowania w korpusach maszyn,
b) oczkowy niedzielony wolnostojący, c) oczkowy dzielony wolnostojący [18]
Większe łożyska wykonuje się jako dzielone, najczęściej dwudzielne. Podział łożyska
odbywa się w płaszczyźnie przechodzącej przez oś wału. Łożyska dwudzielne są bardzo
wygodne, jeżeli chodzi o montaż i demontaż maszyny. Po ustawieniu dolnych części korpusu
łożysk nakłada się z góry wał z elementami osadzonymi na nim, a następnie po dokładnym
ustawieniu, można nałożyć pokrywy górne i przykręcić je śrubami mocującymi.
Przy demontażu zdjęcie pokryw górnych umożliwia podniesienie i łatwe wyjęcie wału.
Panewki w takich łożyskach są także dwudzielne. Wykonuje się je z żeliwa, brązu, mosiądzu,
stopów cynku oraz tworzyw sztucznych (tworzyw termoutwardzalnych). Panewki mogą być
również dwuwarstwowe, wykonane ze stali z warstwą ślizgową ze stopów łożyskowych lub
brązu. Korpusy łożysk na ogół odlewane są z żeliwa lub staliwa.
Rys. 49. Panewki dzielone [1]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Łożyska ślizgowe wymagają częstego smarowania. Do smarowania powierzchni trących
używamy zarówno smarów jak i olejów. W łożyskach ślizgowych najczęściej stosuje się
smary ciekłe, a zwłaszcza oleje mineralne. Smar na powierzchni panewki rozprowadza się za
pomocą rowków i kieszeni smarowych. Rowki mogą być wzdłużne i obwodowe. Zależnie od
rodzaju i ilości smaru doprowadzanego do łożyska, stosuje się różne sposoby smarowania
i rozmaite urządzenia smarownicze. Elementem ułatwiającym doprowadzenia smaru lub oleju
do miejsca tarcia jest smarownica.
Rys. 50. Typowe smarownice stosowane w budowie maszyn: a) smarownica na smar stały typu Stauffera,
b) kulkowa, c) knotowa na olej, d) igiełkowa na olej [17]
W łożyskach tocznych powierzchnie czopa i gniazda są rozdzielone częściami tocznymi,
które umożliwiają ruch obrotowy czopa bez poślizgu względem oprawy dzięki przetaczaniu
się. Wówczas zamiast tarcia ślizgowego występuje tarcie toczne. Łożyska toczne są
najczęściej stosowane:
−
gdy zależy nam na uzyskaniu bardzo małych oporów w czasie pracy, a zwłaszcza
podczas rozruchu,
−
przy zmiennych prędkościach obrotowych wału (ponieważ współczynnik tarcia łożysk
tocznych w bardzo małym stopniu zależy od prędkości obrotowej),
−
przy częstszym zatrzymywaniu i uruchamianiu maszyn (gdyż w takich warunkach pracy
łożyska ślizgowe zbyt szybko ulegają zużyciu),
−
gdy wymagana jest duża niezawodność pracy i duża trwałość łożyska,
−
gdy ze względu na wymiary korpusu maszyny konieczne jest stosowanie łożysk o małych
wymiarach wzdłużnych.
Na rysunku pokazano budowę łożyska tocznego na przykładzie budowy łożyska
kulkowego.
Rys. 51. Budowa łożyska kulkowego: 1 – pierścień zewnętrzny z bieżnią zewnętrzną 6, 2 – pierścień
wewnętrzny z bieżnią wewnętrzną 5, 3 – element toczny kulka, 4 – koszyk do zapewnienie równomiernego
rozłożenia elementów tocznych na obwodzie łożyska, 7 – nit łączący połówki koszyka [18]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Ze względu na kierunek siły obciążającej łożyska ślizgowe dzielimy na:
−
poprzeczne, przejmujące obciążenia prostopadłe do osi łożyskowanego elementu,
−
wzdłużne, przenoszące obciążenia zgodne z kierunkiem ruchu osi,
−
skośne.
Rys. 52. Rodzaje łożysk ze względu na wartość nominalnego kąta działania łożyska: a) poprzeczne,
b) wzdłużne, c) skośne [12]
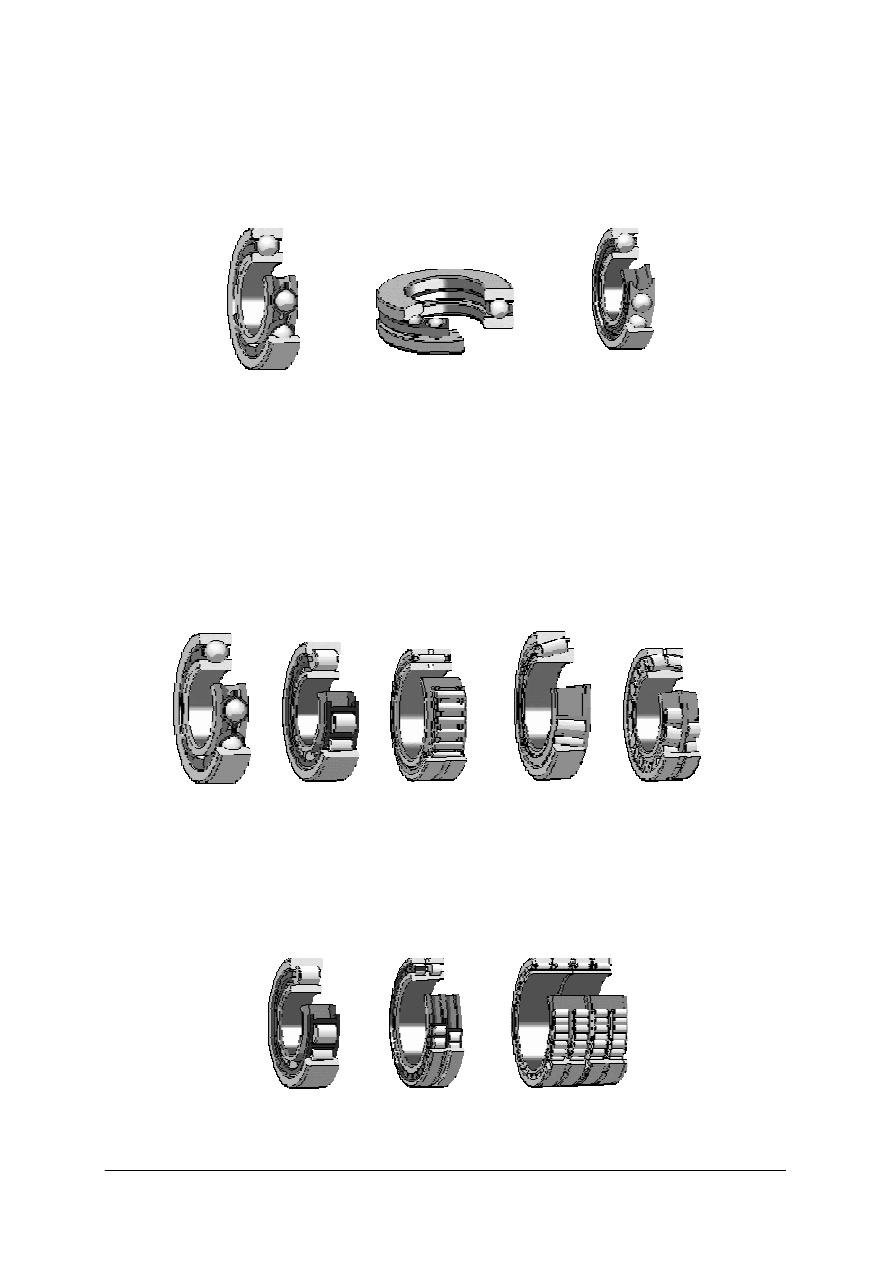
Łożyska ze względu na kształt części tocznych można podzielić na:
−
kulkowe,
−
wałeczkowe:
•
walcowe,
•
igiełkowe,
•
stożkowe,
•
baryłkowe.
Rys. 53. Rodzaje łożysk tocznych ze względu na kształt części tocznych: a) kulkowe, b) walcowe,
c) igiełkowe, d) stożkowe, e) baryłkowe [1]
Łożyska ze względu na ilość rzędów części tocznych dzielimy na:
−
jednorzędowe,
−
dwurzędowe,
−
wielorzędowe.
Rys. 54. Rodzaje łożysk tocznych ze względu na ilość rzędów części tocznych: a) jednorzędowe,
b) dwurzędowe, c) wielorzędowe [1]
a)
b)
c)
a)
b)
c)
d)
e)
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Wymiary pierścieni zewnętrznych i wewnętrznych są znormalizowane i określone
w normach. Także oznaczenia łożysk tocznych są znormalizowane i określane symbolem,
np. łożysko kulkowe zwykłe 6208, łożysko baryłkowe 22309.
Tabela 1. Numery serii lub typów łożysk tocznych [17]
Łożyska
Nr serii lub typu
Nr normy
Łożyska poprzeczne
Kulkowe zwykłe
160, 60, 62, 63, 64
PN-85/M-86100
Kulkowe wahliwe
12, 13, 22, 23
PN-87/M-86130
Kulkowe skośne jednorzędowe
70C, 72C, 72B, 73B
PN-87/M-86160
Kulkowe skośne jednorzędowe z dzielonym
pierścieniem:
zewnętrznym
wewnętrznym
Q10, Q2, Q3
QJ10, QJ2, QJ3
PN-87/M-86160
Kulkowe skośne dwurzędowe
32, 33
PN-87/M-86160
Kulkowe z kulista powierzchnią zewnętrzną
A2, B2, C2, D2
PN-73/M-86120
NU10, NU2, NU22, NU3,
NU23, NU4
PN-86/M-86180
NUJ10, NUJ2, NUJ22,
NUJ3, NUJ23, NUJ4
PN-86/M-86180
NJ2, NJ22, NJ3, NJ23,
NJ4
PN-86/M-86180
NH2, NH22, NH3, NH23,
NH4
PN-86/M-86180
Walcowe z pierścieniem wewnętrznym:
bez obrzeży
bez obrzeży, z pierścieniem kątowym
z jednym obrzeżem
z jednym obrzeżem i pierścieniem kątowym
z jednym obrzeżem i pierścieniem bocznym
wewnętrznym
NUP2, NUP22, NUP3,
NUP23, NUP4
PN-86/M-86180
RNU10, RNU2, RNU22,
RNU3, RNU23, RNU4
Walcowe bez pierścienia:
wewnętrznego
zewnętrznego
RN2,RN3
PN-86/M-86180
Walcowe z pierścieniem bez obrzeży
N2, N3, N4
PN-86/M-86180
Walcowe dwurzędowe
NN30, NNU49
PN-74/M-86204
Walcowe wielorzędowe
NNU60, NNU69, NNU70
PN-80/M-86208
Igiełkowe
NA48, NA49, RNA48,
RNA49
PN-83/M-86291
Stożkowe
320, 302, 322, 303, 323,
313, 329, 330, 331,332
PN-86/M-86220
Baryłkowe
222, 223, 230, 231, 232,
240, 241
PN-86/M-86240
Łożyska wzdłużne
511, 512,513,514
Kulkowe:
jednokierunkowe
dwukierunkowe
522, 523, 524
PN-86/M-86260
Baryłkowe
292, 293, 294
PN-82/M-86271
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Każde łożysko jest oznaczone symbolem cyfrowym lub literowo-cyfrowym,
w którym wyróżnia się oznaczenia serii (w tym odmiany średnicowej), oznaczenie średnicy
otworu d oraz inne informacje.
Ostatnie dwie cyfry symbolu cyfrowego określają średnicę łożyska. Gdy mamy 00,
oznacza to d = 10 mm, 01 – d = 12 mm, 02 – d = 15 mm, 03 – d = 17 mm. Wyższe liczby
(04
÷
96) mnoży się przez pięć, otrzymując w wyniku średnicę otworu łożyska. Przy d > 500 mm
wymiar otworu podaje się bezpośrednio za kreską ułamkową (po znaku serii), np. 60/500. Dla
średnic d < 10 mm wymiar średnicy podaje się pojedynczą cyfrą, równą średnicy otworu, np.
dla d = 7 mm – 607. Pozostała część symbolu określa serię łożyska, podstawowe cechy
konstrukcyjne, w tym głównie odmianę średnicową.
30204 22316
Łożyska toczne są w odpowiedni sposób ustalane i mocowane zarówno w korpusie
urządzeń jak i na czopach wałów i osi.
Rys. 55. Mocowanie łożysk za pomocą: a,b,c) znormalizowanych nakrętek, d, e) znormalizowanych pierścieni
osadczych zewnętrznych i wewnętrznych [18]
Ponieważ podczas pracy wnętrza łożysk narażone są na działanie takich czynników
szkodliwych jak: kurz, pył, wilgoć, stosujemy elementy uszczelniające w postaci pierścieni
filcowych, kołnierzowych i labiryntowych. Elementy uszczelniające są także elementami
znormalizowanymi, których wymiary możemy odszukać w normach.
Rys. 56. Uszczelnienia łożysk tocznych: a) pierścieniem filcowym, b) labiryntowe,
c) kołnierzowe [18]
b
)
c)
Seria
d = 04
⋅
5 = 20 mm
Odmiana średnicowa 2 – lekka
Odmiana szerokości 0 – wąska
Cecha konstrukcyjna
Seria
d = 16
⋅
5 = 80 mm
Odmiana średnicowa 3 – średnia
Odmiana szerokości 2 – szeroka
Cecha konstrukcyjna

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest różnica pomiędzy osią a wałem?
2. Jakie znasz rodzaje wałów?
3. Jaki element osi lub wału nazywamy czopem?
4. Jakie znasz rodzaje łożysk?
5. Jak można podzielić łożyska toczne ze względu na kształt elementu tocznego?
4.5.3. Ćwiczenia
Ćwiczenie 1
Otrzymasz różnego rodzaju łożyska toczne. Twoim zadaniem jest rozpoznanie tych
łożysk oraz dokonanie klasyfikacji ze względu na kształt części tocznych.
Sposób wykonania, ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z otrzymanymi łożyskami,
2) dokonać klasyfikacji łożysk ze względu na kształt części tocznych,
3) przedstawić nauczycielowi swoją propozycję rozwiązania.
Wyposażenie stanowiska pracy:
−
przygotowane różnego rodzaju łożyska toczne,
−
katalog łożysk tocznych,
−
kartka papieru,
−
pisaki.
Ćwiczenie 2
Na rysunku przedstawiono dwa podstawowe rodzaje łożysk. Twoim zadaniem jest
rozpoznanie łożysk oraz wskazanie ich zastosowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rysunkiem,
2) dokonać klasyfikacji łożysk,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
3) wskazać ich zastosowanie,
4) przedstawić nauczycielowi swoją propozycję rozwiązania.
Wyposażenie stanowiska pracy:
−
katalog łożysk,
−
kartka papieru,
−
pisaki.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić przeznaczenie osi i wałów w urządzeniach?
2) rozpoznać rodzaje łożysk ślizgowych?
3) rozpoznać rodzaje łożysk tocznych?
4) określić przeznaczenie łożysk?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4.6. Sprzęgła. Przekładnie. Hamulce
4.6.1. Materiał nauczania
Sprzęgło jest elementem układu napędowego maszyn służącym do łączenia wałów
i przekazywania momentu obrotowego z wału napędzającego na wał napędowy.
Sprzęgła zastosowane w układzie napędowym:
−
upraszczają rozwiązania konstrukcyjne,
−
pozwalają na stosowanie uniwersalnych silników,
−
zwiększają obciążenia skrętne wału,
−
pozwalają rozłączać napęd,
−
zabezpieczają przed przeciążeniami.
Sprzęgło składa się z członu napędzającego (czynnego) osadzonego na wale
napędzającym, członu napędzanego (biernego) osadzonego na wale napędzanym oraz
łącznika. Łącznikiem nazywa się części (kołki, śruby itd.) lub czynnik (np. ciecz),
przekazujące moment obrotowy z członu czynnego na człon bierny. Łącznik określa zatem
sposób przekazania momentu obrotowego i jednocześnie charakteryzuje dane sprzęgło.
Rozwiązań konstrukcyjnych sprzęgieł jest bardzo wiele. Poniżej opisano tylko kilka
typowych o prostej budowie.
Sprzęgłami nierozłącznymi nazywa się sprzęgła, w których człony: czynny i bierny są
połączone trwale, tzn. nie można ich rozłączać w czasie pracy. Sprzęgła te stosuje się
w przypadkach, gdy rozłączanie członów następuje jedynie przy demontażu maszyny.
Sprzęgła nierozłączne dzieli się na:
−
sprzęgła sztywne, uniemożliwiające przesunięcia względne między członami w czasie
eksploatacji (tulejowe, łubkowe i kołnierzowe),
−
sprzęgła samonastawne, pozwalające na niewielkie przesunięcia wzdłużne i poprzeczne
wałów (kłowe, zębate, przegubowe Cardana),
−
sprzęgła podatne, w których łącznikiem są elementy sprężyste (kabłąkowe – oponowe,
wkładkowe tulejkowe, z elementami sprężystymi).
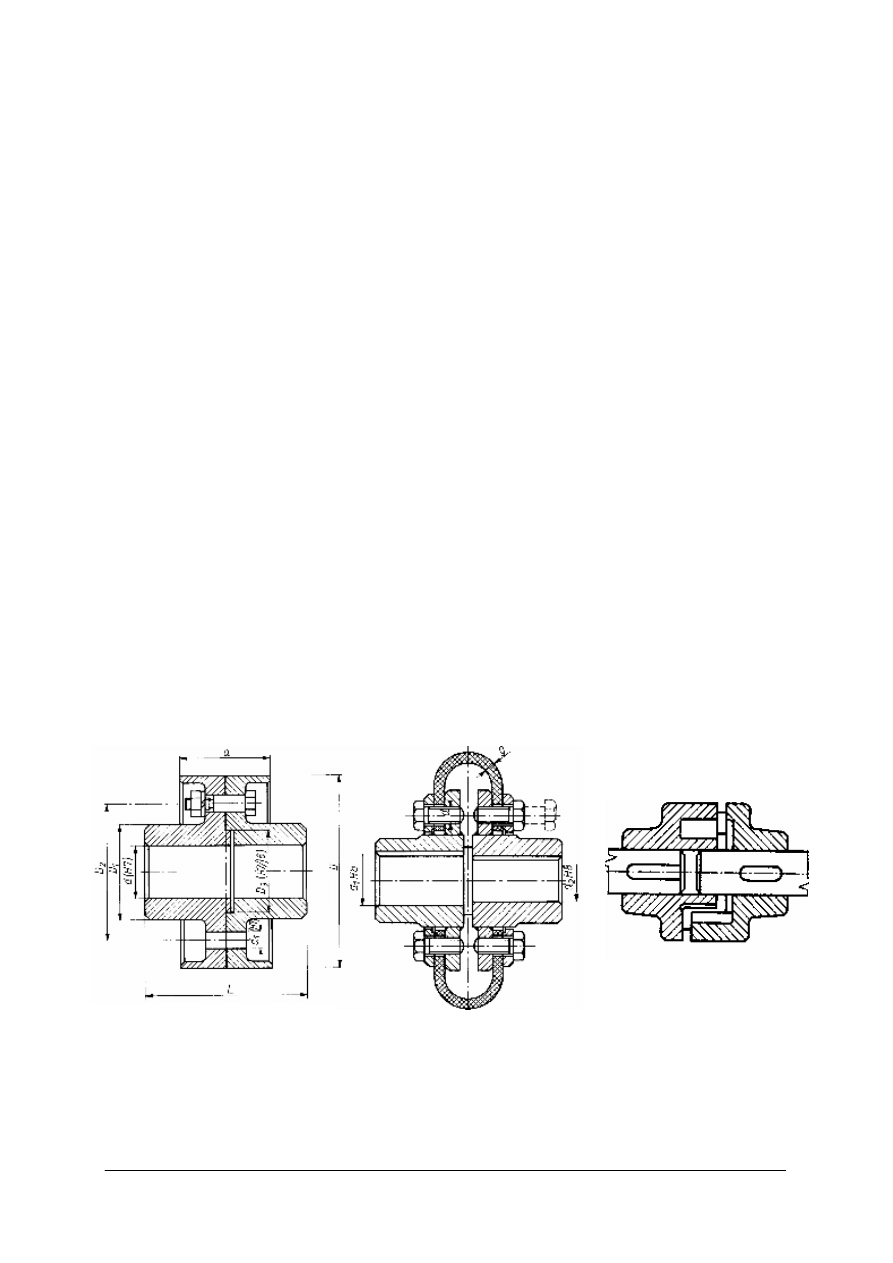
Rys. 57. Sprzęgła nierozłączne: a) sztywne kołnierzowe, b) podatne oponowe,
c) samonastawne kłowe [18]
Sprzęgłami sterowanymi (rozłącznymi) nazywa się sprzęgła wyposażone w urządzenia,
za których pomocą pracownik obsługujący urządzenie może dokonywać połączenia lub
rozłączenia członów sprzęgła. W zależności od charakteru pracy łączenie lub rozłączanie
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
sprzęgła może następować w czasie spoczynku albo w ruchu, przy czym o konstrukcji
sprzęgła może decydować również kierunek momentu i ruchu obrotowego przy włączaniu
oraz warunki wyłączania: przy biegu luzem czy też pod obciążeniem.
Sprzęgła sterowane dzieli się na:
−
sprzęgła przełączalne synchronicznie, w których przełączanie występuje tylko przy
równych lub prawie równych prędkościach kątowych członów czynnego i biernego
(kłowe włączalne, zębate),
−
sprzęgła przełączalne asynchroniczne (cierne) przekazujące moment obrotowy w wyniku
działania sił tarcia, co umożliwia przełączanie przy różnych prędkościach kątowych obu
członów (tarczowe, cierne wielopłytkowe, cierne stożkowe).
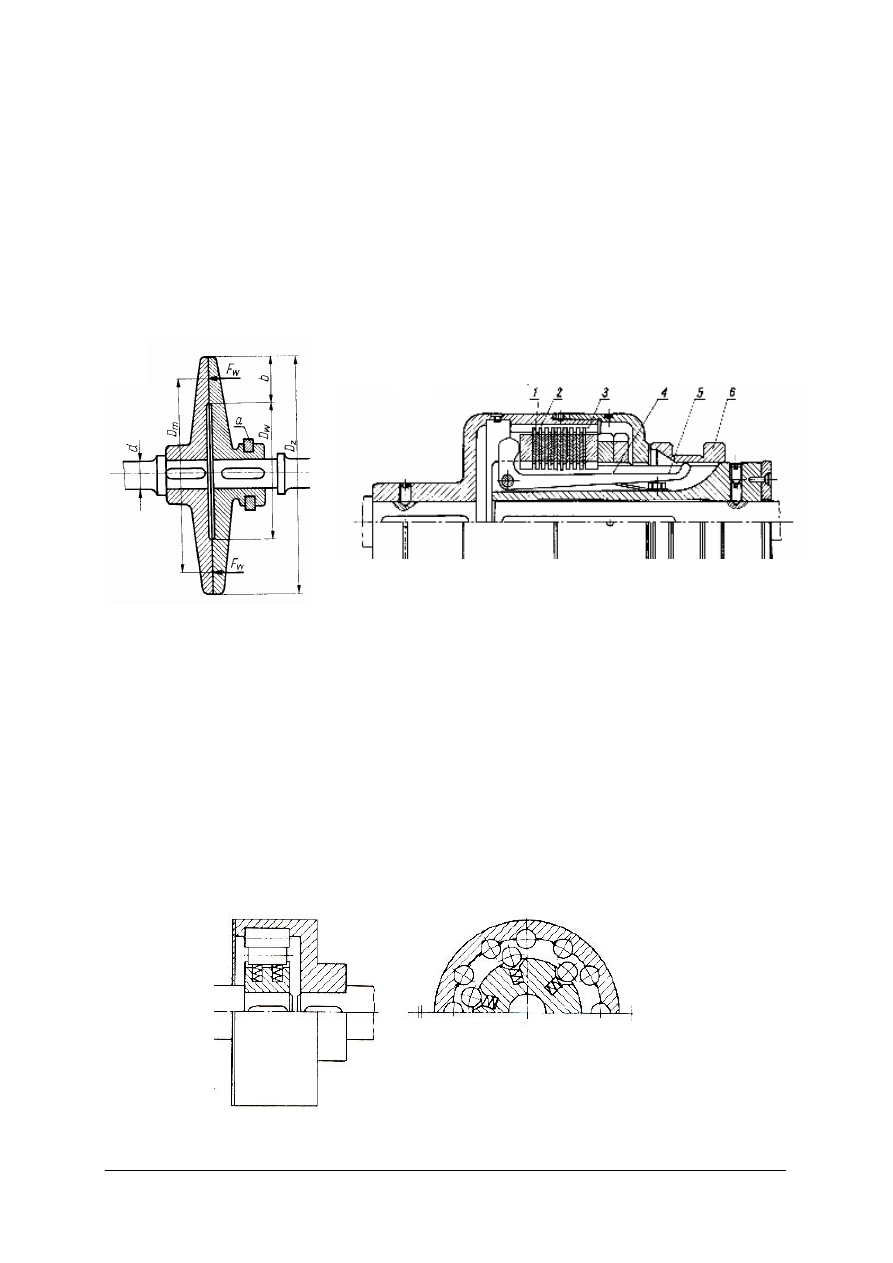
Rys. 58. Sprzęgła cierne: a) tarczowe, b) wielopłytkowe [18]
Sprzęgła samoczynne umożliwiają łączenie lub rozłączanie członów bez interwencji
obsługującego, tzn. wyłącznie wskutek zmian zadanych parametrów pracy. Najczęściej
wykorzystuje się siły bezwładności (zwłaszcza siły odśrodkowe), zmianę kierunku ruchu
obrotowego lub zmianę momentu obrotowego.
Sprzęgła samoczynne dzieli się na:
−
odśrodkowe, w których włączenie lub rozłączenie sprzęgła następuje na skutek działania
siły odśrodkowej,
−
jednokierunkowe, przekazujące moment obrotowy tylko w jednym kierunku,
a wyłączające się przy zmianie kierunku ruchu obrotowego,
−
bezpieczeństwa, wyłączające się przy przekroczeniu założonego momentu obrotowego.
Rys. 59. Sprzęgło bezpieczeństwa z łącznikiem trwałym [3]
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Napęd mechaniczny służący do przenoszenia ruchu obrotowego z wału czynnego
(napędzającego) na wał bierny (napędzany) nazywa się przekładnią mechaniczną.
Podstawowym zadaniem przekładni mechanicznej jest przeniesienie energii z wału
czynnego na wał bierny, a ponadto dokonanie zmiany prędkości obrotowej.
Potrzebę stosowania przekładni można uzasadnić następująco:
–
w większości maszyn roboczych są potrzebne duże momenty obrotowe, co – przy
określonej mocy – wymaga stosowania małych prędkości obrotowych, a tymczasem
silniki budowane są na ogół jako wysokoobrotowe,
–
stosowanie silników o małej prędkości obrotowej jest ekonomicznie nieuzasadnione,
gdyż są one większe, cięższe i droższe,
–
zakres regulacji prędkości obrotowych, niezbędnych w maszynach roboczych, jest
najczęściej niemożliwy do osiągnięcia przez zmianę prędkości obrotowej silnika.
Ze względu na sposób zmiany prędkości obrotowej wyróżniamy przekładnie:
−
o stałym przełożeniu,
−
o stopniowej zamianie przełożenia,
−
o bezstopniowej zmianie przełożenia.
W zależności od rozwiązania konstrukcyjnego przekładnie mechaniczne można podzielić
na:
−
cierne – przeniesienie napędu odbywa się dzięki sile tarcia (bezpośrednio lub przez
element pośredniczący),
−
cięgnowe –
przeniesienie napędu odbywa się za pośrednictwem cięgien (pasa, łańcucha)
,
−
zębate –
przeniesienie napędu odbywa się za pośrednictwem wzajemnie zazębiających
się kół zębatych.
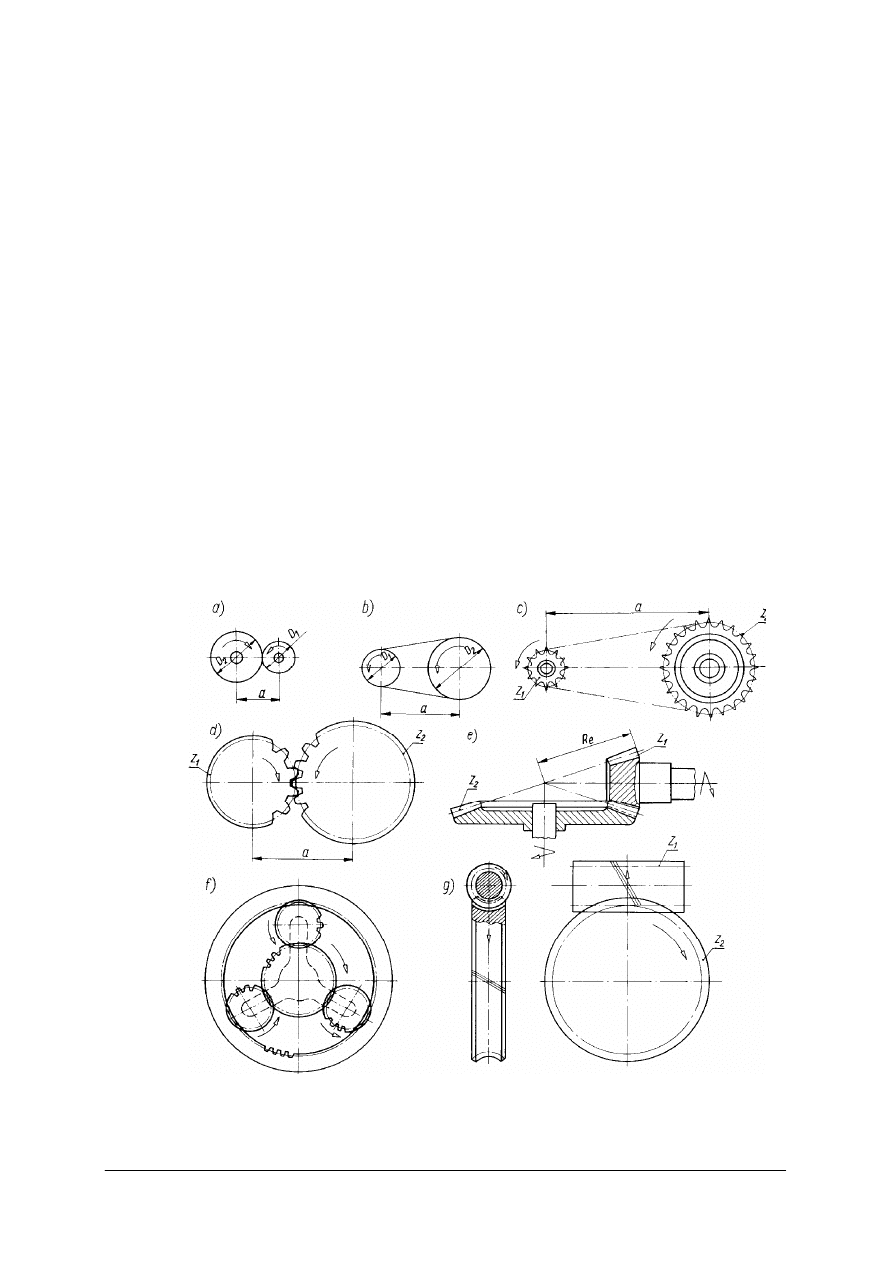
Rys. 60. Rodzaje przekładni mechanicznych : a) cierna, b) cięgnowa pasowa, c) cięgnowa łańcuchowa, d) zębata
walcowa, e) zębata stożkowa, f) zębata planetarna, g) zębata ślimakowa [18]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Przekładnia mechaniczna cierna przenosi ruch obrotowy jednego koła na drugie dzięki
sile tarcia. Siła tarcia jest wywoływana poprze bezpośrednie dociśnięcie obu kół do siebie lub
przez część pośredniczącą.
Koła przekładni ciernych mogą być o różnych kształtach (koła
walcowe, stożkowe lub o zarysie krzywoliniowym). Mogą być różnie ustawione względem
siebie, tworząc przekładnie zewnętrzne lub wewnętrzne, równoległe lub kątowe.
Najczęściej
stosuje się koła o gładkich powierzchniach ciernych (bez rowków klinowych).
Przekładnie cierne mogą być budowane jako przekładnie o przełożeniu stałym lub
zmiennym w sposób ciągły (regulacja przełożenia bezstopniowa).
Zalety przekładni ciernych:
−
prosta budowa,
−
spełnia także rolę sprzęgła poślizgowego,
−
płynność pracy,
−
cichobieżność,
−
łatwość zmiany przełożenia.
Wady przekładni ciernej:
−
szybkie zużycie powierzchni ciernych,
−
konieczność stosowania dużych nacisków,
−
duże straty i silne nagrzewanie się elementów współpracujących,
−
problemy z chłodzeniem przekładni.
Przekładnia pasowa jest przekładnią mechaniczną cięgnową. Cięgnem w przekładni
pasowej jest elastyczny pas obejmujący oba koła pasowe – czynne i bierne. Możemy
wyróżnić następujące rodzaje przekładni pasowych:
−
przekładnie pasowe z pasami płaskimi – stosowane są do przenoszenia napędu na duże
odległości (do kilkudziesięciu metrów), stosowane często do napędu maszyn rolniczych,
koła pasowe mają kształt baryłkowy zapobiegający zsuwaniu się pasa z koła,
−
przekładnie pasowe z pasami klinowymi – szeroko stosowane w budowie maszyn, są one
w stanie przenosić duże moce, są sprawne i stosunkowo niezawodne, pas o przekroju
trapezoidalnym wypełnia klinową przestrzeń koła pasowego, służą do przekazania
napędu na niewielkie odległości, główne zalety to zwarta konstrukcja i cicha praca.
Zalety przekładni pasowej:
−
zapewnienie płynności ruchu i cichobieżności (łagodzi przeciążenia),
−
zabezpieczanie mechanizmu napędu od nadmiernych przeciążeń (poślizg),
−
znaczna dowolność rozstawu kół,
−
przenoszenie różnych mocy.
Wady przekładni:
−
wyciąganie i niszczenie pasa,
−
duże naciski na wały i łożyska,
−
niezbyt wysoka sprawność,
−
niestałość przełożenia.
Rys. 61. Koła pasowe: a) z pasem płaskim, b) z pasem klinowym [2]
a)
b)
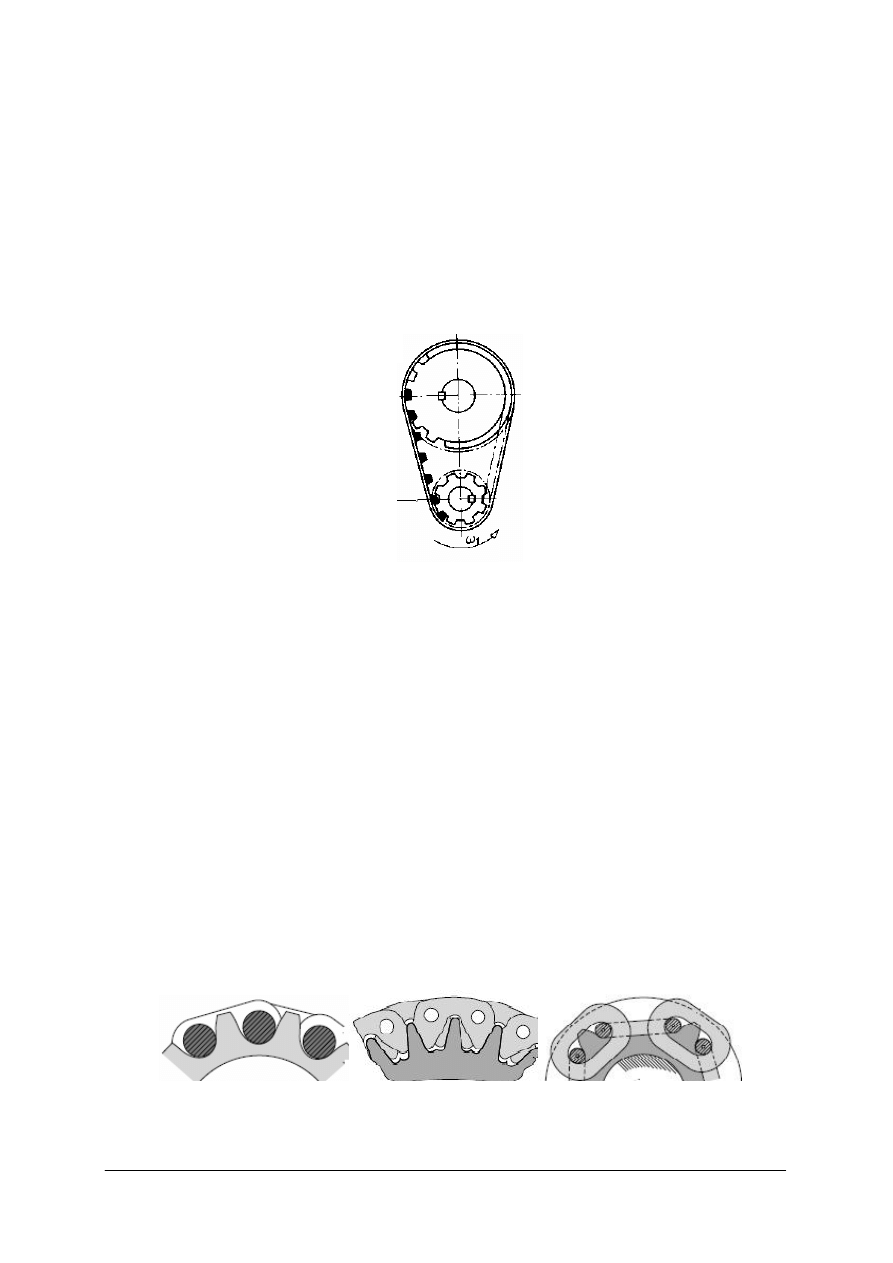
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
W czasie użytkowania przekładni pasy ulegają trwałym odkształceniom plastycznym
(wydłużają się) oraz podlegają efektowi starzenia (zmniejsza się wytrzymałość pasa na
rozciąganie, spowodowana strzępieniem się, drobnymi pęknięciami, przerwaniem elementów
zbrojących itp.). Aby uniknąć niekorzystnego wpływu wydłużania, w przekładniach stosuje
się naciągacze pasa.
Specjalną odmianę przekładni pasowych stanowią przekładnie z pasami zębatymi,
ponieważ pasy są powiązane kształtowo z kołami, co upodabnia je do przekładni
łańcuchowych. Przekładnie te nie wymagają wstępnego napinania pasa. Pasy zębate
wykonuje się ze sztucznej gumy lub z poliuretanu, odznaczających się bardzo dobrymi
właściwościami sprężystymi i odpornością chemiczną.
Rys. 62. Przekładnie z pasem zębatym [18]
Przekładnie łańcuchowe to dwa (lub więcej) koła łańcuchowe o specjalnym zarysie
zębów oraz opasający je łańcuch, złożony z ogniw łączonych przegubowo.
Wady przekładni łańcuchowych:
−
nierównomierność biegu w przypadku zbyt małej liczby zębów w kole,
−
duży koszt i wymóg dokładnego wykonania łańcucha,
−
konieczność smarowania łańcucha i regulacji zwisu,
−
hałas, nierównomierność przenoszenia momentu przy osiach wichrowatych.
Zalety przekładni łańcuchowych:
−
stałość przełożenia,
−
brak poślizgu,
−
małe obciążenie łożysk,
−
łatwy montaż i demontaż,
−
duża trwałość i zwartość konstrukcji,
−
przenoszenie dużej siły obwodowej,
−
przenoszenie napędu na dwa lub więcej wały przy ich pionowym ustawieniu.
Ze względu na rodzaj łańcucha wyróżnia się przekładnie łańcuchowe z łańcuchami
drabinkowymi, zębatymi oraz pierścieniowymi.
Rys. 63. Przekładnia łańcuchowa: a) z łańcuchem drabinkowym, b) z łańcuchem zębatym,
c) z łańcuchem pierścieniowym [5]
a)
b)
c)
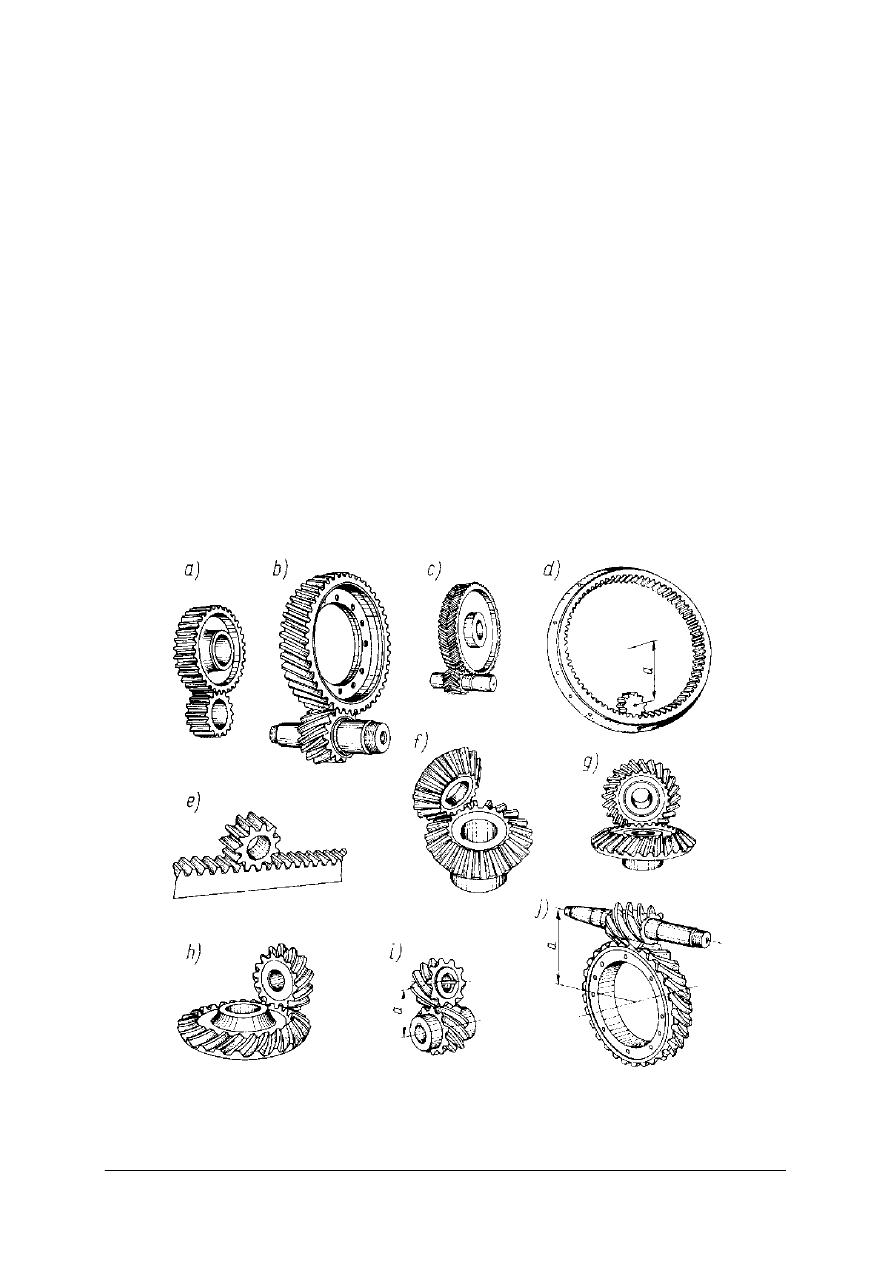
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Przekładnia zębata jest przekładnią mechaniczną w której przeniesienie napędu odbywa
się za pośrednictwem wzajemnie zazębiających się kół zębatych. W budowie maszyn
przekładnie zębate są najpowszechniej stosowanymi przekładniami.
Przekładnie zębate możemy podzielić:
1) ze względu na umiejscowienie zazębienia:
−
przekładnie z zazębieniem zewnętrznym,
−
przekładnie z zazębieniem wewnętrznym
2) ze względu na rodzaj przenoszonego ruchu:
−
przekładnie obrotowe – pracują dwa koła zębate,
−
przekładnie liniowe – koło zębate pracuje z listwą zębatą tzw. zębatką (ruch
obrotowy zamieniany jest w posuwisty lub na odwrót).
3) ze względu na wzajemne usytuowanie osi obrotu:
−
przekładnie czołowe – obie osie obrotu leżą w jednej płaszczyźnie; przekładnie
czołowe występują w dwóch odmianach:
−
przekładnia walcowa,
−
przekładnia stożkowa.
−
przekładnie śrubowe – osie obrotu leżą w dwóch różnych płaszczyznach; przekładnie
śrubowe występują w dwóch odmianach:
−
przekładnia hiperboloidalna (osie zwichrowane),
−
przekładnia ślimakowa (osie prostopadłe).
Rys. 64. Rodzaje przekładni zębatych: walcowe o zazębieniu zewnętrznym: a) proste, b) skośne, c) daszkowe,
d) walcowe o zazębieniu wewnętrznym, e) zębatkowe, stożkowe: f) o zębach prostych, g) o zębach skośnych,
h) krzywoliniowych, i) śrubowe, j) ślimakowe [18]
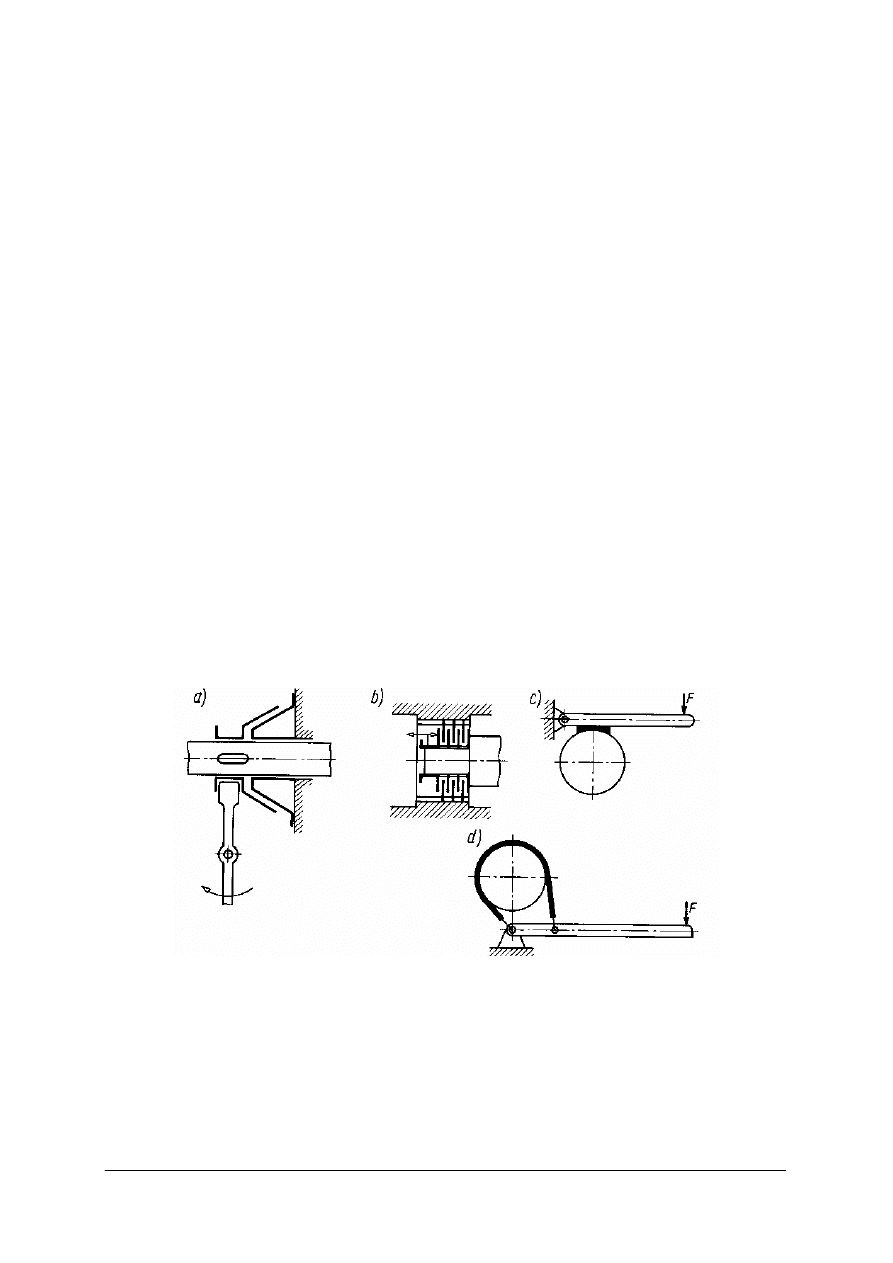
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Główna zaleta przekładni zębatych to możliwość ich stosowania do przenoszenia mocy
w bardzo szerokim zakresie, jak i do przekazywania ruchu obrotowego w mechanizmach
precyzyjnych.
Do zalet zaliczamy:
−
stosunkowo małe gabaryty,
−
mniejsze naciski na wał i łożyska,
−
stosunkowo cicha praca, przy odpowiednim smarowaniem,
−
duża równomierność pracy,
−
niezawodność działania.
Wady przekładni zębatych:
−
stosunkowo niskie przełożenie dla pojedynczego stopnia,
−
duży koszt wykonania,
−
wymagają obfitego smarowania,
−
hałaśliwość,
−
brak naturalnego zabezpieczenia przed przeciążeniem.
Urządzenia służące do zatrzymywania, zwolnienia lub regulacji ruchu maszyn nazywamy
hamulcami. Hamulce maszynowe składają się z dwóch zasadniczych członów:
−
hamowanego – ruchomego,
−
hamującego – nieruchomego.
Sprzężenie tych dwóch członów powoduje zmniejszenie prędkości lub zatrzymanie
mechanizmu połączonego z ruchomym członem hamulca. Najczęściej stosowanymi
hamulcami w budowie maszyn są hamulce cierne. Hamulce cierne mechaniczne dzielimy na:
−
segmentowe (klockowe lub szczękowe),
−
taśmowe (cięgnowe),
−
tarczowe – stożkowe i wielopłytkowe.
Rys. 65. Hamulce: a) stożkowy, b) wielopłytkowy, c) jednoklockowy, d) cięgnowy [18]
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak dzielimy sprzęgła i jaką rolę spełniają sprzęgła w urządzeniach?
2. Co nazywamy przekładnią mechaniczną?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
3. Jakie znasz rodzaje przekładni pasowych?
4. Jakie znasz rodzaje przekładni łańcuchowych?
5. Jakie znasz rodzaje przekładni zębatych?
6. Co nazywamy hamulcem?
4.6.3. Ćwiczenia
Ćwiczenie 1
Na rysunku przedstawiono przekładnie mechaniczne stosowane w budowie maszyn.
Twoim zadaniem jest rozpoznanie rodzaju przekładni, wskazanie ich wad i zalet oraz
zastosowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) zastanowić się, do jakiego rodzaju przekładni należą przekładnie przedstawione na
rysunku,
3) wskazać wady i zalety każdej z przekładni,
4) wskazać przykłady zastosowań,
5) wpisać wszystkie pomysły na kartce (burza mózgów – nie krytykując żadnego
z pomysłów Twoich koleżanek/kolegów),
6) uporządkować zapisane pomysły – odrzucić ewentualnie nierealne lub budzące
wątpliwości członków grupy,
7) zaprezentować efekty pracy grupy na forum klasy.
Wyposażenie stanowiska pracy:
−
duże arkusze papieru,
−
mazaki,
−
tablica flip – chart.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznać rodzaje przekładni mechanicznych?
2) rozpoznać rodzaje sprzęgieł?
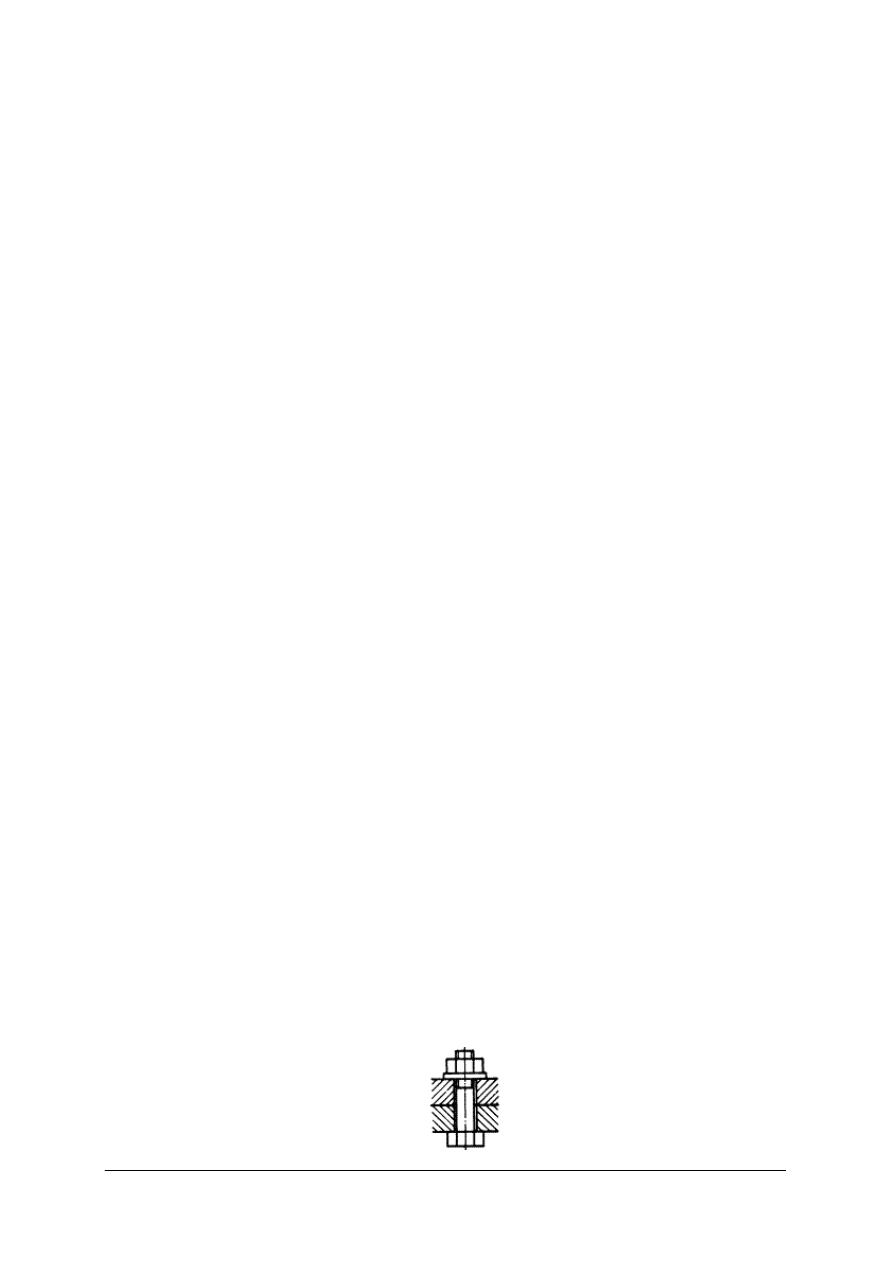
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj dokładnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Odpowiedzi udzielaj wyłącznie na karcie odpowiedzi.
4. Zapoznaj się z zestawem zadań testowych.
5. Test zawiera 20 zadań.
6. Do każdego zadania podane są trzy odpowiedzi, z których tylko jedna jest prawidłowa.
7. Zaznacz prawidłową według Ciebie odpowiedź, wstawiając literę X w odpowiednim
miejscu na karcie odpowiedzi.
8. W przypadku pomyłki zaznacz błędną odpowiedź kółkiem, a następnie literą X zaznacz
odpowiedź prawidłową.
9. Za każde poprawne rozwiązanie zadania otrzymujesz jeden punkt.
10. Za udzielenie błędnej odpowiedzi, jej brak lub zakreślenie więcej niż jednej odpowiedzi –
otrzymujesz zero punktów.
11. Uważnie czytaj treść zadań i proponowane warianty odpowiedzi.
12. Nie odpowiadaj bez zastanowienia; jeśli któreś z zadań sprawi Ci trudność, przejdź do
następnego. Do zadań, na które nie udzieliłeś odpowiedzi, możesz wrócić później.
13. Pamiętaj, że odpowiedzi masz udzielać samodzielnie.
14. Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Do najczęściej spotykanych połączeń nierozłącznych należą połączenia:
a) spawane,
b) kołkowe,
c) sprężyste.
2. Do najczęściej spotykanych połączeń rozłącznych należą połączenia::
a) wtłaczane,
b) gwintowe,
c) zaciskane.
3. Połączenie klejone należy do grupy połączeń:
a) nierozłącznych,
b) rozłącznych,
c) trwałych.
4. Połączenie wielowypustowe należy do grupy połączeń:
a) wpustowych
b) nierozłącznych,
c) rozłącznych.
5. Rysunek przedstawia połączenie:
a) kołkowe,
b) sworzniowe,
c) gwintowe.
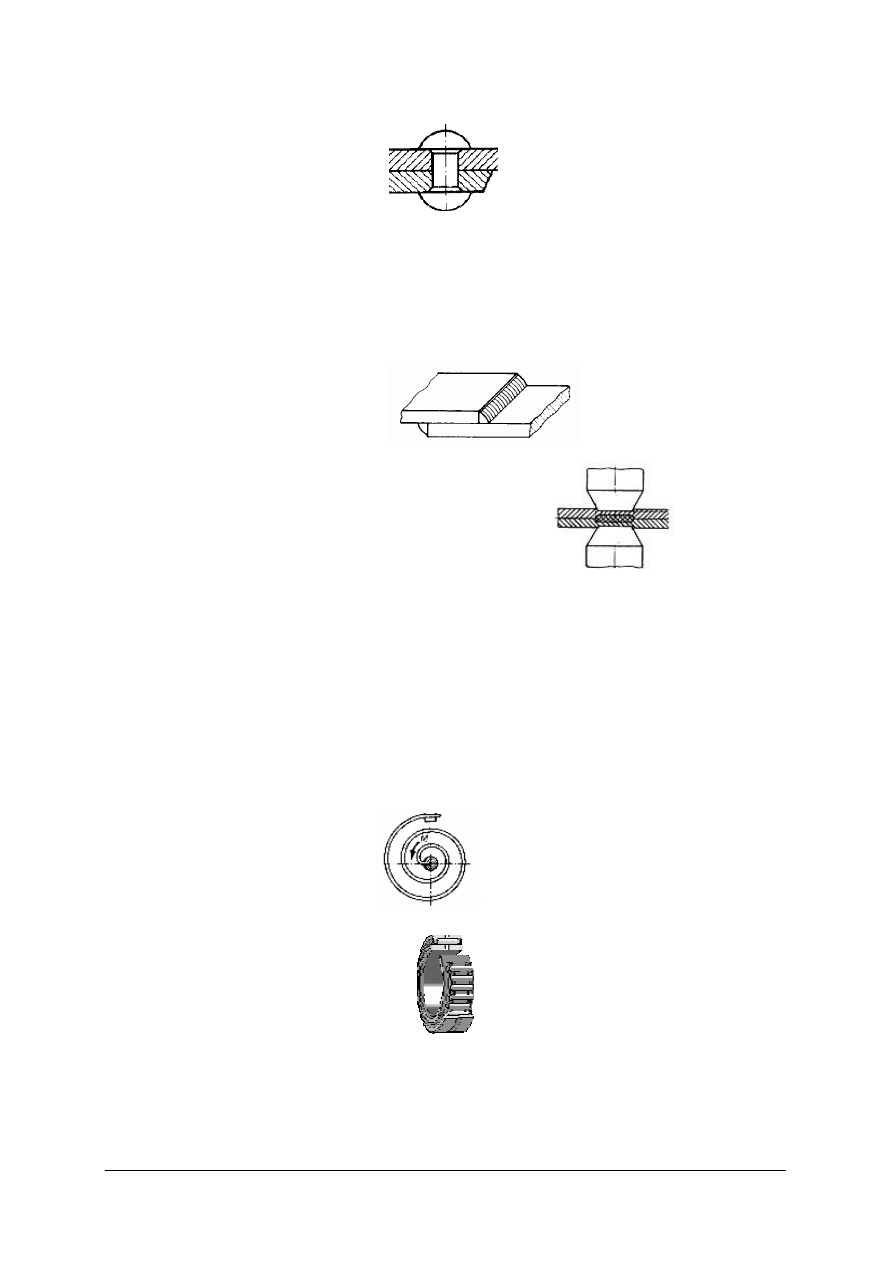
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
6. Rysunek przedstawia połączenie:
a) nitowe,
b) klinowe,
c) zaciskane.
7. Spawanie jest technologią łączenia materiałów przez:
a) nagrzanie i stopienie elementów w miejscu łączenia,
b) nagrzanie elementów w miejscach łączenia i docisk,
c) wprowadzenie między łączone powierzchnie innego roztopionego metalu lub stopu
(czynnika łączącego), zwanego spoiwem.
8. Rysunek przedstawia złącze spawane:
a) narożne,
b) zakładkowe,
c) doczołowe.
9. Rysunek przedstawia schemat zgrzewania elektrycznego:
a) liniowego,
b) punktowego,
c) garbowego.
10. Do rozgrzania łączonych elementów wykorzystuje się ciepło płomienia powstałego
w skutek spalania mieszanki acetylenu lub propanu z tlenem w spawaniu:
a) gazowym,
b) MAG,
c) TIG.
11. W połączeniu wpustowym elementem łącznym jest:
a) wielowypust,
b) kołek,
c) wpust.
12. Rysunek przedstawia sprężynę:
a) pierścieniową,
b) talerzową,
c) spiralną.
13. Rysunek przedstawia łożysko toczne:
a) igiełkowe,
b) walcowe,
c) baryłkowe.
14. Łożysko ślizgowe to łożysko, w którym powierzchnia czopa wału ślizga się po:
a) powierzchni panewki lub bezpośrednio po powierzchni otworu łożyska,
b) elementach tocznych, np. kulkach,
c) elementach ślizgowych.
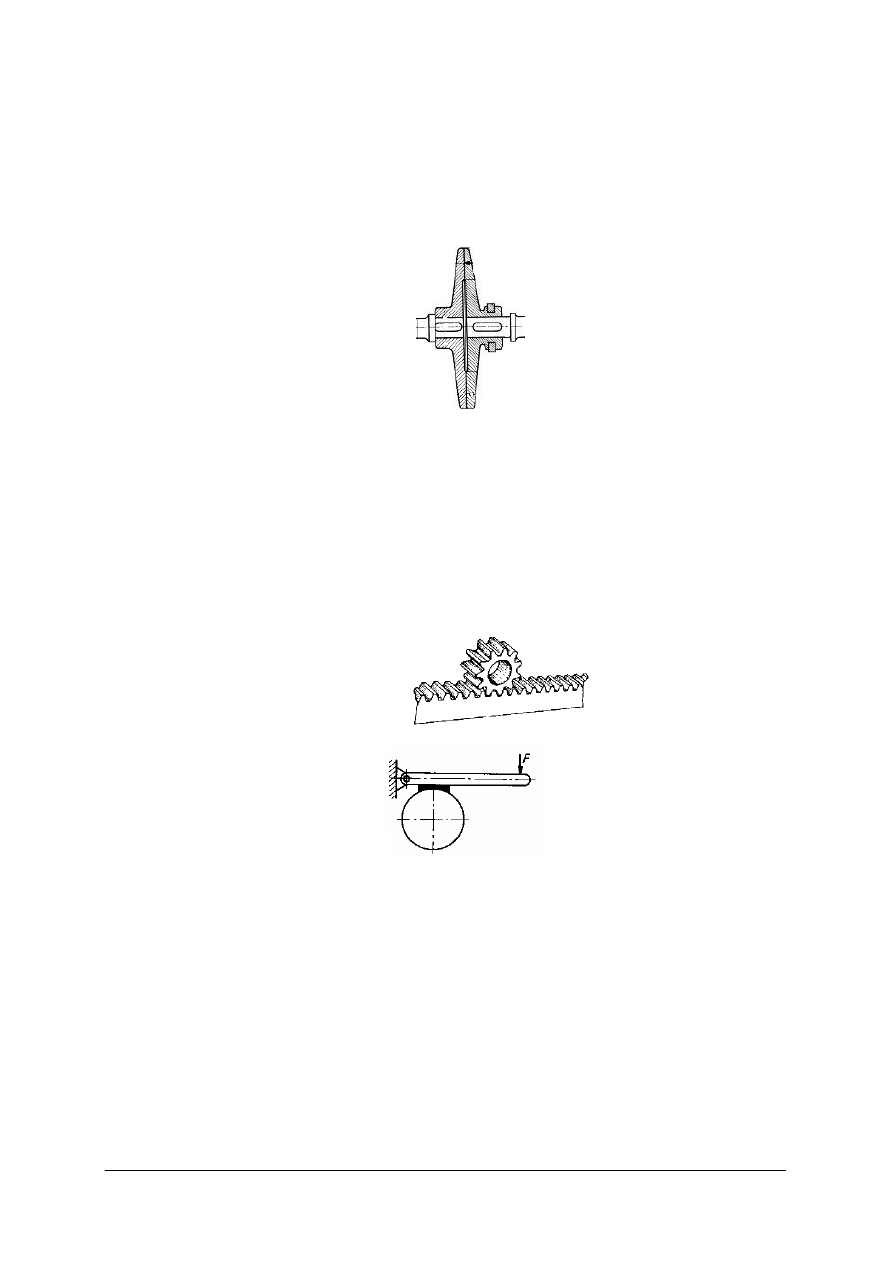
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
15. Sprzęgło jest elementem układu napędowego maszyn służącym do:
a) zatrzymywania, zwolnienia lub regulacji ruchu maszyn,
b) przenoszenia ruchu obrotowego z wału czynnego (napędzającego) na wał bierny
(napędzany),
c) łączenia wałów i przekazywania momentu obrotowego z wału napędzającego na wał
napędowy.
16. Rysunek przedstawia sprzęgło:
a) samonastawne kłowe,
b) sztywne kołnierzowe,
c) tarczowe.
17. W przekładni zębatej przeniesienie napędu odbywa się za pomocą:
a) kół zębatych,
b) pasów zębatych,
c) kół ciernych zębatych.
18. Przekładnie, w których przeniesienie napędu odbywa się za pośrednictwem cięgien, np.
łańcucha zębatego, nazywamy przekładnią:
a) cierną
b) cięgnową,
c) zębatą.
19. Rysunek przedstawia przekładnię:
a) zębatkową,
b) zębatą prostą,
c) z pasem zębatym.
20. Rysunek przedstawia hamulec:
a) tarczowy,
b) segmentowy,
c) taśmowy.
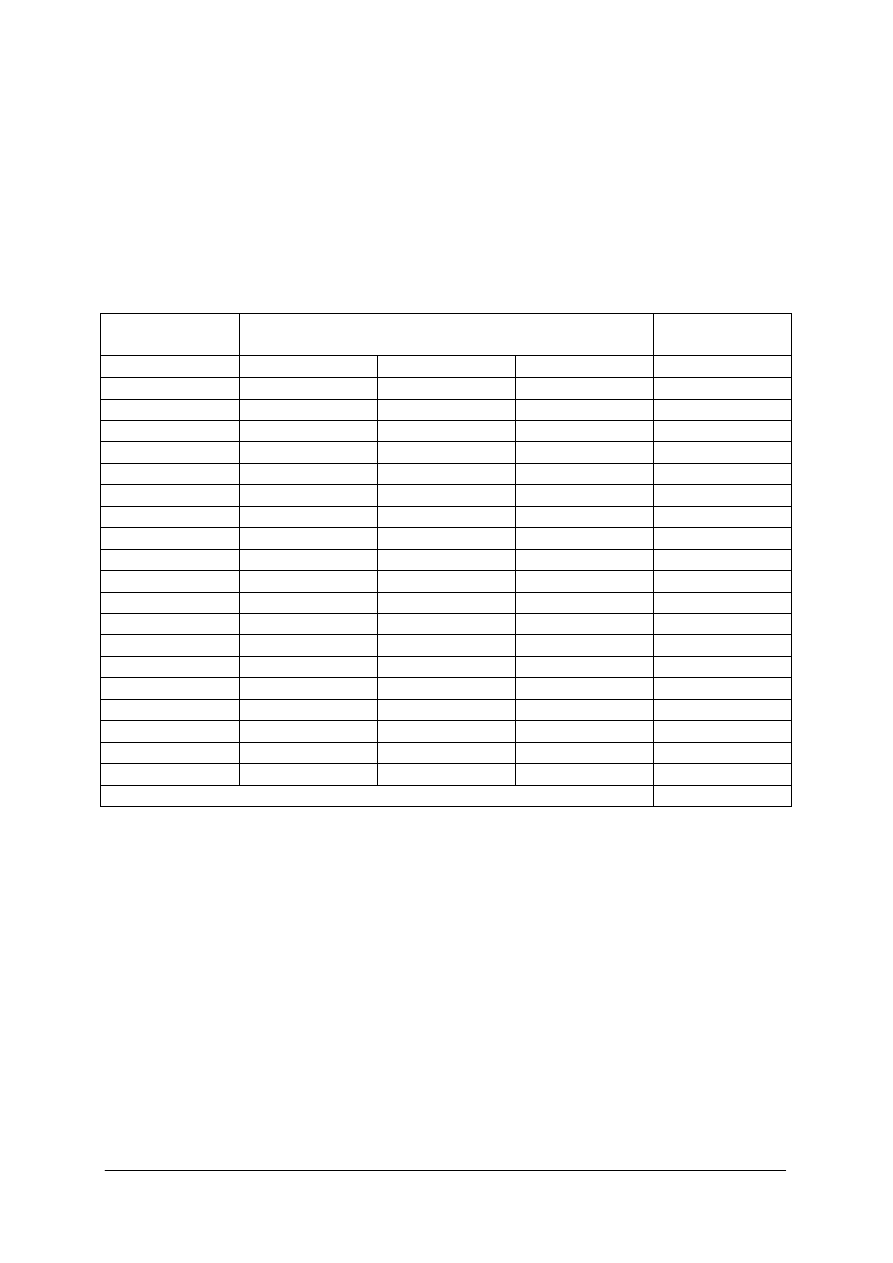
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
KARTA ODPOWIEDZI
Imię i nazwisko ..................................................................................................
Rozpoznawanie podzespołów stosowanych w maszynach i urządzeniach
elektrycznych
Zakreśl poprawną odpowiedź.
Numer
zadania
Odpowiedź
Punkty
1
a
b
c
2
a
b
c
3
a
b
c
4
a
b
c
5
a
b
c
6
a
b
c
7
a
b
c
8
a
b
c
9
a
b
c
10
a
b
c
11
a
b
c
12
a
b
c
13
a
b
c
14
a
b
c
15
a
b
c
16
a
b
c
17
a
b
c
18
a
b
c
19
a
b
c
20
a
b
c
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
6. LITERATURA
1. http://pcws.zis.ia.polsl.gliwice.pl
2. http://pl.wikipedia.org
3. http://www.cefedro.com.pl
4. http://www.prema.com.pl/
5. http://www.totalpolska.pl/wiedza
6. http://www.spawalnictwo.com.pl
7. http://www.loctite.pl
8. http://www.zgrzewarki.pl
9. http://www.cyfronika.com.pl
10. http://www.nity.com.pl
11. Katalog sprężyn LESJOFORS
12. Katalog łożysk CX
13. Oleksiuk W., Paprocki K.: Podstawy konstrukcji mechanicznych dla elektroników.
WSiP, Warszawa 1996.
14. Potyński A.: Podstawy technologii i konstrukcji mechanicznych. WSiP, Warszawa 1999.
15. Praca zbiorowa: Mały poradnik mechanika. WNT, Warszawa 1994.
16. Rutkowski A.: Części maszyn. WSiP, Warszawa 2005.
Wyszukiwarka
Podobne podstrony:
02 Rozpoznawanie materiałów stosowanych w maszynach
04 Stosowanie maszyn i urzadzen Nieznany
04 Stosowanie maszyn i urządzeń w produkcji mięsa
04 Stosowanie maszyn, urządzeń i narzędzi kaletniczych
14 04 Remonty przeglady i naprawy maszynid 15614
04 Rozpoznawanie, składowanie i zabezpieczanie drewna
04 Rozpoznawanie i dobieranie t Nieznany (2)
04 Rozpoznawanie
12 Stosowanie maszyn, aparatow Nieznany (2)
Dz U 04 168 1762 stosowanie substancji niebezpiecznych i preparatów niebezpiecznych oraz zawieraj
Ekonomia rynkowa - wyk+éad 04, Studia, Informatyka Stosowana PWSZ Tarnów st 1, Semestr I, Ekonomia,
o1 04 u rozpoznawanie i składowanie drewna 311[32]
06 Stosowanie maszyn i urządzeń elektrycznych
14 04 Remonty przeglady i naprawy maszynid 15614
04 Rozpoznawanie, składowanie i zabezpieczanie drewna
2018 04 17 Amsterdam Zaprezentowano maszynę do samobójstwa Do Rzeczy
Rodzaje napędów hydraulicznych stosowanych w maszynach roboczych
więcej podobnych podstron