Str./stron
1\4
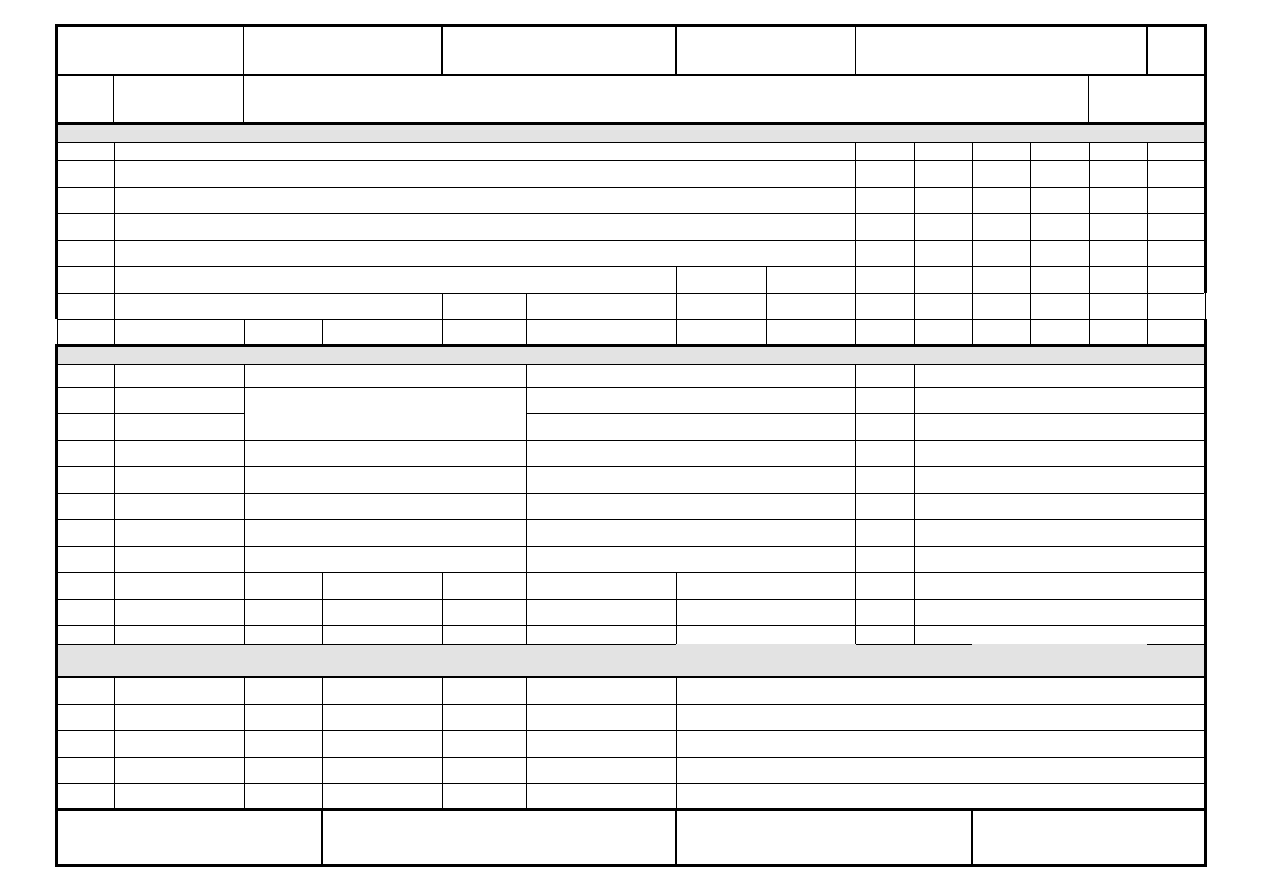
Nr oper.
Symbol stanowiska
Wariant operacji
10 FAMOT 400
Nr
i
ap
f
vf
vc
n
1
Toczy
ć
czoło zgrubnie na wymiar 19,5 narz
ę
dziem T01
1
1,5
0,4
1170
944
2920
2
Toczy
ć
czoło kształtowo na wymiar 18 narz
ę
dziem T01
1
1,5
0,4
1200
944
3000
3
Toczy
ć
zgrubnie powierzchnie bocznn
ą
wg. Rysunku TT42b1 narz
ę
dziem T01
1
3
0,45
720
301
1600
4
Toczy
ć
kształtowo powierzchnie bocznn
ą
wg. Rysunku TT42b1 narz
ę
dziem T01
1
0,8
0,202
0
381
0
5
Wykona
ć
fazy wg.wg. Rysunku TT42b1 narz
ę
dziem T01
1
1
0,4
700
450
1500
6
Toczy
ć
wew.
φ
34 narz
ę
dziem T02
4
1
0,13
318
246
2450
Nr
Oznaczenie
Ilo
ść
1
T01
DWLNR 2020K 08
1
2
T01
WNMG 08 04 08-WMX 3205
1
3
T02
1
4
T02
1
5
F01
1
Nr
Parametr sprawdzany
Cz
ę
sto
ść
kontroli
Podmiot
sprawdzaj
ą
cy
Oznaczenie
narz. pomiar.
Cecha narz. pomiar.
Zakład
PRPT2
Karta instrukcyjna obróbki
skrawaniem
Nr rysunku
Nazwa przedmiotu
ITW
TT42b1
TULEJA
Sandvik Coromant
Tre
ść
operacji
TOCZYC
Zabiegi/czynno
ś
ci
Tre
ś
c zabiegu/czynno
ś
ci
PŁYTKA
Sandvik Coromant
A20S-SVQBL 11-EB1
TRZON
Sandvik Coromant
Pomoce warsztatowe
Cecha
Nazwa
Uwagi
TRZON
VBMT 11 03 08-KF 3005
PŁYTKA
Sandvik Coromant
Oprawka lewa, krótka do gniazda DIN 69880
Bison Bial
Uwagi
Czynno
ś
ci kontrolne
1114-30L
Opracował
Sprawdził
Zatwierdził
Dok. wa
ż
ny od.
L. Pytlakowski
dr in
ż
Tadeusz Ruda
ś
Wyszukiwarka
Podobne podstrony:
dokumenty technol LP ki2
dokumenty technol LP ki4
dokumenty technol LP ki3
dokumenty technol LP kt
dokumenty technol LP
3.Karta toczenia DRUK2, Politechnika Świętokrzyska, Dokumentacja technologiczna
3.Karta cięcia DRUK, Politechnika Świętokrzyska, Dokumentacja technologiczna
dokumentacja technologiczna
Dokumentacja technologiczna do projektów - karty 2010, T-8 rysunek zespołu do montażu
dokumentacja technologiczna E
3.Karta wiercenia DRUK, Politechnika Świętokrzyska, Dokumentacja technologiczna
Dokumentacja technologiczna do projektów karty 2010, Program szczegół proj z uchw 2010
o1 08 u tech komp i dokument technologiczna 311[32]
więcej podobnych podstron