1
KATARZYNA NIETRZPIEL
GRUPA IIB TŻ
DESTYLACJIA I REKTYFIKACJA
UWAGI OCENIJĄCEGO:
DATA
WYKONANIA ĆWICZENIA:
28.04.2009
ODDANIA SPRAWOZDANIA:
05.05.2009
OCENA I PODPIS:
2
WSTĘP TEORETYCZNY
Metody rozdziału mieszanin ciecz-ciecz można podzielić na:
-destylację
-rektyfikację
DESTYLACJA: proces rozdzielania składników z ich mieszaniny z wykorzystaniem różnic
pomiędzy prężnością ich par. Polega na odparowaniu cieczy, odebraniu i skropleniu
powstałych par. Ciecz skroplona bogatsza w składnik lotniejszy nazywana jest destylatem, a
pozostałość nieodparowana to ciecz wyczerpana.
Wyróżniamy następujące metody destylacji: prosta, równowagowa, próżniowa, z parą wodną,
molekularna.
Efektywność rozdzielania na drodze destylacji w wielu przypadkach jest niewystarczająca.
Aby otrzymać czyste składniki konieczne jest wielokrotne odparowanie cieczy i skroplenie
par, które można uzyskać poprzez wielokrotne powtarzanie destylacji lub przeprowadzając
jedną operację- rektyfikację.
REKTYFIKACJA: polega na przeciwprądowym zetknięciu się cieczy i par z jednoczesną
wymianą masy i ciepła. Stosowana w przypadku gdy destylowana mieszanina składa się z kilku
cieczy o zbliżonej temperaturze wrzenia i przeprowadzana w odpowiednich aparatach
rektyfikacyjnych (kolumny półkowe, kolumny wypełnione, kolumny błonkowe, aparaty
rotacyjne). Z fizycznego punktu widzenia jest to destylacja wielopoziomowa, w której każdy
poziom procesu jest zasilany produktem- destylatem.
CEL ĆWICZENIA
Przeprowadzenie procesu destylacji i rektyfikacji oraz ocena jakościowa uzyskanych
produktów.
WYKONANIE ĆWICZEŃ, OBLICZENIA I WYNIKI
ĆWICZENIE 1: OZNACZENIE ZAWARTOŚCI ETANOLU W ODFEMENTOWANYM ZACIERZE.
Odmierzono 100 cm
3
zacieru i przeniesiono ilościowo do kolby destylacyjnej popłukując
wodą destylowaną (w ilości 100 cm
3
). Kolbę połączono z chłodnicą, włączono źródło
ogrzewania i prowadzono destylację do momentu uzyskania w odbieralniku 100 cm
3
destylatu. Następnie zmierzono zawartość alkoholu przy pomocy alkoholomierza.
WYNIK: MOC ZACIERU- 7%
3
ĆWICZENIE 2: DESTYLACJA ZACIERU ZA POMOCĄ LABORATORYJNEGO ZESTAWU
DESTYLACYJNEGO.
Do kolby destylacyjnej wprowadzono 1 dm
3
zacieru o znanej zawartości alkoholu. Kolbę
połączono z chłodnicą, włączono źródło ogrzewania i prowadzono destylację do
uzyskania 200 cm
3
produktu. Następnie zmierzono moc otrzymanego destylatu (WYNIK
w tabeli 1). Do oceny jakościowej przeznaczono 15 cm
3
destylatu, a pozostałą część
poddano rektyfikacji.
ĆWICZENIE 3: REKTYFIKACJA ZA POMOCĄ LABORATORYJNEJ KOLUMNY REKTYFIKACYJNEJ.
Do kolby aparatu wlano 750 cm
3
otrzymanego wcześniej destylatu i dodano kilka
kamyczków wrzennych. Połączono kolbę z resztą zestawu, włączono chłodnicę oraz
zasilanie i rozpoczęto rektyfikację. Następnie zbierano rektyfikat w 6 frakcjach po
50cm
3
, a następnie przeprowadzono ocenę jakościową jego poszczególnych frakcji.
Ponadto zmierzono moc każdej frakcji poprzez pobranie 10 cm
3
danej frakcji i
dopełniono w cylindrze miarowym do 100 cm
3
wodą destylowaną mieszając bagietką
powstały roztwór. WYNIKI podano w tabeli 1.
OCENA JAKOŚCIOWA OTRZYMANEGO DESTYLATU I POSZCZEGÓLNYCH
FRAKCJI REKTYFIKATU ORAZ REKTYFIKATU HANDLOWEGO
.
1) OZNACZANIE KWASOWOŚCI:
Do erlenmajerki o pojemności 100 cm
3
odmierzono 10 cm
3
badanego roztworu i
miareczkowano go 0,1 M NaOH wobec fenoloftaleiny do uzyskania jasnoróżowego
zabarwienia.
OBLICZENIA I WYNIKI:
Kwasowość w przeliczeniu na kwas octowy na 1 dm
3
spirytusu 100- procentowego
obliczono korzystając z równania:
𝑥 =
6𝑎
10𝑏
Gdzie:
6- współczynnik do przeliczenia liczby cm
3
0,1 M NaOH na kwas octowy
10- przelicznik uwzględniający wielkość oznaczonej próby
a- Ilość roztworu 0,1 M NaOH zużytego do miareczkowania próby [cm
3
]
b- moc badanego spirytusu
4
a) DESTYLAT
𝑎 = 0,4 𝑐𝑚
3
,
𝑏 = 30%
𝑥 =
6 ∙ 0,4
10 ∙ 30
=
2,4
300
= 0,008
b) REKTYFIKAT-frakcje
I.
𝑎 = 0,05𝑐𝑚
3
,
𝑏 = 94%
𝑥 =
6 ∙ 0,05
10 ∙ 94
=
0,3
940
= 0,00032
II.
𝑎 = 0,05𝑐𝑚
3
,
𝑏 = 94%
𝑥 =
6 ∙ 0,05
10 ∙ 94
=
0,3
940
= 0,00032
III.
𝑎 = 0,05𝑐𝑚
3
,
𝑏 = 94%
𝑥 =
6 ∙ 0,05
10 ∙ 94
=
0,3
940
= 0,00032
IV.
𝑎 = 0,05𝑐𝑚
3
,
𝑏 = 94%
𝑥 =
6 ∙ 0,05
10 ∙ 94
=
0,3
940
= 0,00032
V.
𝑎 = 0,1𝑐𝑚
3
,
𝑏 = 90%
𝑥 =
6 ∙ 0,1
10 ∙ 90
=
0,6
900
= 0,00067
VI.
𝑎 = 0,15𝑐𝑚
3
,
𝑏 = 70%
𝑥 =
6 ∙ 0,15
10 ∙ 70
=
0,9
700
= 0,0013
c) REKTYFIKAT HANDLOWY
𝑎 = 0,05𝑐𝑚
3
,
𝑏 = 95%
𝑥 =
6 ∙ 0,05
10 ∙ 95
=
0,3
950
= 0,00032
2) OZNACZENIE ALDEHYDÓW
Do probówki odmierzono 1 cm
3
próbki, dodano 1 cm
3
wody destylowanej oraz 1 cm
3
odczynnika Schiffa. Obecność aldehydu stwierdzono na podstawie fioletowego
zabarwienia przy czasie 10-20 min. WYNIKI umieszczono w tabeli 1.
3) OZNACZENIE FUZLI
Do probówki odmierzono 1 cm
3
próbki, dodano 0,1 cm
3
1% roztworu aldehydu
salicylowego, wymieszano i ostrożnie dodano 2 cm
3
stężonego kwasu siarkowego.
Całość powtórnie wymieszano. Obserwowano zmianę zabarwienia i jego
intensywność po 10 min. WYNIKI umieszczono w tabeli 1.
4) PRÓBA NA CZYSTOŚĆ BARBET-LANGA
Do 2 cm
3
próbki dodano 0,4 cm
3
roztworu KMnO
4,
wymieszano i mierzono czas po
jakim barwa fioletowo – różowa płynu przejdzie w żółto – pomarańczową. WYNIKI
podano w tabeli 1.
5
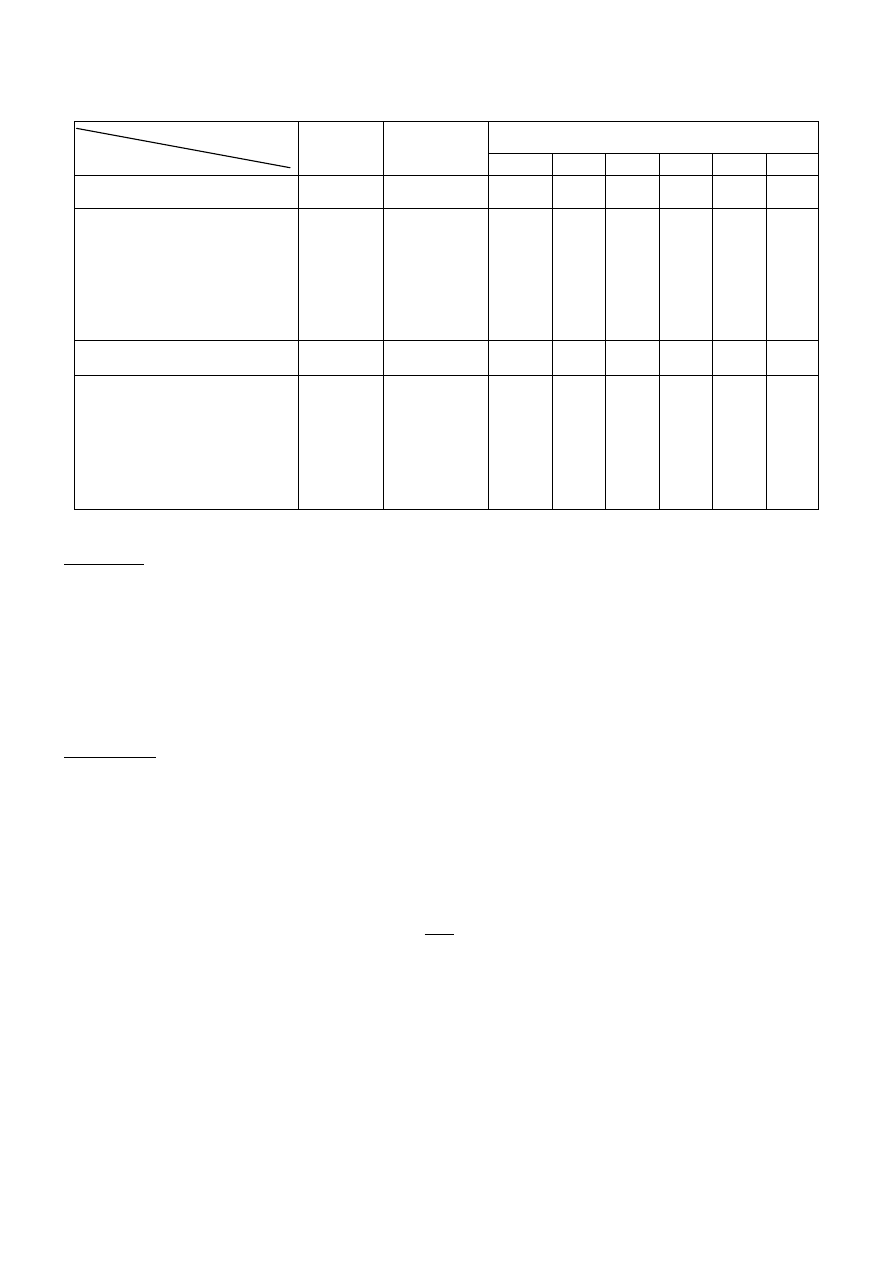
tabela 1- WYNIKI
Rodzaj próby
wyróżnik
Destylat
Rektyfikat
handlowy
Rektyfikat - frakcje
I
II
III
IV
V
VI
Moc [%]
30
95
94
94
94
94
90
70
Zawartość aldehydów
jako intensywność
czerwonego zabarwienia
po 20 min obserwacji
++
-
+++
++
+
+
-
-
Zawartość fuzli (j.w.)
+++
-
+++
+++ +++ +++ +++
++
Próba Barbet – Langa
jako czas zmiany barwy z
różowej na
pomarańczowo - żółtą
5 min
ponad 30
min
2,5
min
17
min
29
min
29
min
15
min
13
min
LEGENDA:
+++ próba intensywnie zabarwiona
++
próba średnio zabarwiona
+
próba słabo zabarwiona
OBLICZENIA:
Wydajność alkoholu z przerabianego surowca dla destylacji i rektyfikacji obliczono
korzystając ze wzoru:
100
2
1
bV
aV
W
Gdzie:
a – zawartość alkoholu w próbie po procesie [%] (w przypadku rektyfikacji średnia
arytmetyczna mocy poszczególnych frakcji)
b – zawartość alkoholu w próbie przed procesem [%]
V
1
– objętość uzyskanego produktu [cm
3
]
V
2
– objętość próby poddanej procesowi [cm
3
]
6
a) DESTYLAT
a = 30%
b = 7%
V
1
= 200 cm
3
V
2
= 1000 cm
3
𝑊 =
30 ∙ 200
7 ∙ 1000
∙ 100 = 85,71
b) REKTYFIKAT
𝑎 =
94 + 94 + 94 + 94 + 90 + 70
6
= 89,33 [%]
b = 35%
V
1
= 300 cm
3
V
2
= 750 cm
3
𝑊 =
89,33 ∙ 300
35 ∙ 750
∙ 100 =
26799
26250
∙ 100 = 102,09
Współczynnik wzmocnienia par dla destylatu i rektyfikatu obliczono korzystając ze
wzoru:
𝐾 =
𝑎
𝑏
a) DESTYLAT
a = 30%
b = 7%
𝐾 =
30
7
= 4,29
b) REKTYFIKAT
a = 89,33%
b = 35%
𝐾 =
89,33
35
= 2,55

7
WNIOSKI
Na podstawie przeprowadzonych doświadczeń stwierdzono, iż największą moc ma
rektyfikat handlowy- 95%, a najmniejszą destylat-30%. Pierwsze 4 frakcje rektyfikatu
mają taką samą zawartość alkoholu- 94%. Kolejne frakcje rektyfikatu wykazują
tendencję spadkową mocy- frakcja V- 90%, frakcja VI-70%.
Największą kwasowość w przeliczeniu na kwas octowy na 1 dm
3
spirytusu
100- procentowego uzyskano w przypadku destylatu, a następnie VI frakcji
rektyfikatu. Niższy wynik otrzymano przy V frakcji. Wyniki uzyskane w przypadku
pierwszych 4 frakcji rektyfikatu jak również rektyfikatu handlowego są identyczne i
najmniejsze. Istnieje zatem zależność pomiędzy kwasowością, a zawartością
alkoholu- im niższa moc [%] tym wyższa kwasowość w przeliczeniu na kwas octowy.
W próbie na zawartość aldehydów określono, iż największą intensywnością
zabarwienia i tym samym najgorszą jakością charakteryzuje się I frakcja rektyfikatu.
średnią intensywność zabarwienia zaobserwowano dla destylatu i II frakcji
rektyfikatu. Słabe zabarwienie wykazuje III i IV frakcja. Natomiast najlepszą jakością
i tym samym brakiem zabarwienia charakteryzuje się rektyfikat handlowy i ostatnia–
VI frakcja rektyfikatu.
W doświadczeniu na obecność fuzli we wszystkich probówkach wystąpiło czerwone
zabarwienie po dodaniu odpowiednich odczynników. Najlepszą jakością
charakteryzuje się rektyfikat handlowy gdzie zabarwienie po pewnym czasie
przybrało barwę pomarańczowo- żółtą. Intensywność barwy czerwonej nie zmieniła
się dla destylatu i pierwszych pięciu frakcji rektyfikatu, co świadczy o dużej
zawartości fuzli i jednocześnie złej jakości. Jedynie dla VI frakcji rektyfikatu
zaobserwowano mniejszą intensywność zabarwienia.
W próbie na czystość Barbet- Langa o jakości świadczy czasu zmiany barwy z
fioletowo-różowej na żółto-pomarańczową. Najszybsze odbarwienie wystąpiło w
przypadku I frakcji rektyfikatu a także w przypadku destylatu, co wskazuje na złą
jakość. Czas odbarwienia w przypadku rektyfikatu handlowego, który był większy od
30 min wskazuje, iż roztwór wodno-alkoholowy był dobrze oczyszczony. Z sześciu
frakcji rektyfikatu najdłuższy czas odbarwiania zanotowano w przypadku 2-óch
środkowych frakcji- III i IV, gdzie wynosił blisko 30 min.
Wykonanie odpowiednich obliczeń wskazuję, iż większą wydajnością alkoholu z
przerabianego surowca charakteryzuje się rektyfikat w stosunku do destylatu.
Natomiast współczynnik wzmocnienia par jest większy dla destylatu w stosunku do
rektyfikatu, co wynika ze ilorazu zawartości alkoholu w próbie po procesie do mocy
przed procesem.
Podsumowując wszystkie doświadczenia i uzyskane wyniki jednoznacznie
stwierdzono, iż rektyfikat handlowy charakteryzuje się największą mocą, najlepszą
jakością, a także największą czystością. Zupełnie odwrotnie jest w przypadku
destylatu, który ma najmniejszą moc, a doświadczenia na zawartość aldehydów,
fuzli i czystość wskazują na jego złą jakość. We wszystkich próbach z
wykorzystaniem I frakcji odnotowano wyniki wskazujące na złą jakość i czystość, co
jest związane z dużą zawartością fuzli i aldehydów. Najmniejszą zawartością
aldehydów i fuzli charakteryzuje się ostatnia- VI frakcja. W przypadku frakcji
rektyfikatu zauważamy zależność spadku mocy w przypadku kolejnych frakcji i
jednocześnie wzrostu jakości.
Wyszukiwarka
Podobne podstrony:
destylacja sprawozdanie id 1342 Nieznany
destylacja sprawozdanie id 1342 Nieznany
Lab10 Sprawozdanie id 259061 Nieznany
Czech sprawozdanie 1 id 128290 Nieznany
Czech sprawozdanie 3 id 128292 Nieznany
L04 sprawozdanie1 id 257051 Nieznany
Lab06 Sprawozdanie id 258833 Nieznany
Lab02 Sprawozdanie id 258779 Nieznany
Lab04 Sprawozdanie id 258808 Nieznany
Lab09 Sprawozdanie id 258852 Nieznany
prostownik sprawozdanie id 4022 Nieznany
Lab03 Sprawozdanie id 258792 Nieznany
Projekt sprawozdanie id 399569 Nieznany
cw 21 sprawozdanie I id 100238 Nieznany
Czech sprawozdanie 6 id 128295 Nieznany
46 SPRAWOZDANIE id 38951 Nieznany (2)
EiE wzor sprawozdania id 154403 Nieznany
Cw 6 sprawozdanie4 id 97476 Nieznany
lab6 sprawozdanie id 604266 Nieznany
więcej podobnych podstron