
Urządzenia i osprzęt do
spawania metoda TIG
Wymagania urządzeń do spawania
Aby zapewnić stabilne prowadzenie procesu spawalniczego i uzyskanie spoin na
pożądanym poziomie jakości, urządzenia powinny spełniać następujące wymagania
inicjować zajarzanie łuku spawalniczego bez zwierania elektrody wolframowej z
elementem spawanym
zapewnić osłonę gazową z wyprzedzeniem, tzn. przy rozpoczynaniu spawania - przed
zajarzeniem łuku spawalniczego i z opóźnieniem - po wyłączeniu prądu spawania
po rozpoczęciu spawania zapewnić stopniowe narastanie wartości prądu do
nastawionej wartości według zadanego programu procesu spawalniczego
utrzymaniu stabilnego łuku w czasie procesu spawania
zapewnić stopniowe obniżanie wartości prądu spawania, aż do całkowitego
wyłączenia prądu (w celu wypełnienia krateru na końcu wykonywanej spoiny)
podczas spawania prądem przemiennym z sieci energetycznej eliminować składową
prądu stałego)
Układ zajarzania łuku (jonizator)
Na konieczność zachowania czystości końca elektrody łuk spawalniczy nie może być
zajarzany przez zwarcie elektrody z elementem spawanym.
Do zajarzania łuku spawalniczego służy jonizator
Jonizator powinien zapewnić przeskok iskry z elektrody do elementu spawanego z
odległości co najmniej 4-5mm
Jonizator wytwarza wysokie napięcie, zdolne do pokonania przestrzeni
międzyelektrodowej i zainicjowania łuku prądu stałego lub przemiennego oraz do
stabilizowania łuku prądu przemiennego
Jonizatory dzielimy na:
- iskiernikowe
- impulsowe
Tylko w razie braku lub zepsucia jonizatora można zajarzać łuk spawalniczy przez
zetknięcie na płytce grafitowej a następnie przenosić go na spawane elementy
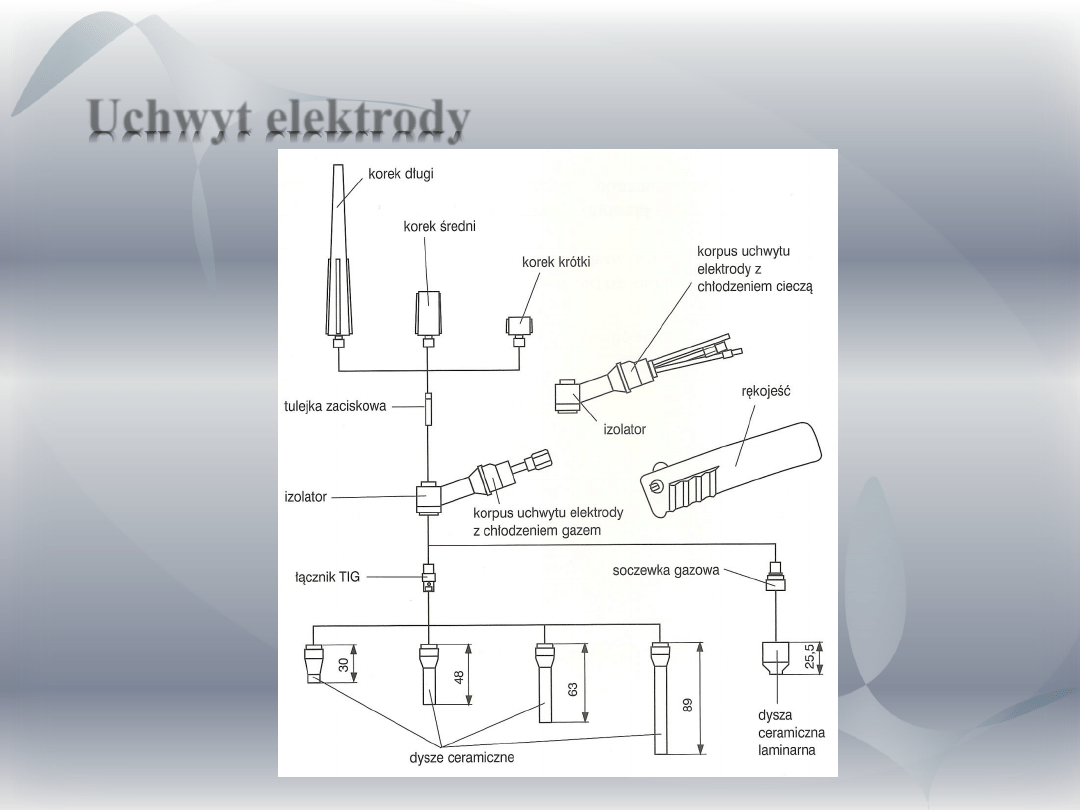
Uchwyt elektrody
Urządzenie niezbędne, bez niego nie wykonamy spoiny
Uchwyt składa się:
- tulejki zaciskowej elektrody wolframowej
- dyszy ceramicznej
- korka
- rękojeści wyposażonej w przycisk elektryczny do załączania i wyłączania prądu
spawania
Uchwyt elektrody
Układ chłodzenia uchwytu elektrody
Umożliwia pracę z chłodzonymi płynem uchwytami elektrody
Zbiornik zawiera 20-40% mieszaninę glikolu z wodą lub innym niezamarzającym
płynem chłodniczym
Pracą układu steruje zasilacz spawalniczy.
Pompa układu chłodzenia jest sterowana automatycznie. Pracuje tylko podczas
spawania oraz przez krótki czas po jego zakończeniu
Procedury przygotowania do pracy
- włączenie zasilacza spawalniczego
- sprawdzenie poziomu płynu i ewentualne uzupełnienie
- w przypadku korzystania z uchwytu chłodzonego
płynem napełnienie przewodów tym płynem
Układ zasilania gazem osłonowym
W skład układu wchodzą:
butla z gazem osłonowym
osprzęt (reduktor ciśnienia, przepływomierz)
zawór regulacyjny i zawór elektromagnetyczny
przewód doprowadzający gaz osłonowy z butli
Butle:
-
do wszystkich gazów mają identyczną budowę
-
wykonane są ze stali niskostopowej o podwyższonej wytrzymałości, ciągnionej na gorąco
-
gwinty na króćcach zaworów butlowych są różne, co uniemożliwia zamontowanie
nieodpowiednich reduktorów
-
zawory butli wykonane są z prasowanego mosiądzu
-
w powszechnym użyciu są butle o pojemności 33-40dm
3
-
ciśnienie w butli wynosi19-22,5MPa
-
podstawowe informacje o gazie umieszczone są na etykiecie na kielichu butli
-
znakowanie butli za pomocą barw rozpoznawczych dotyczą tylko kielicha
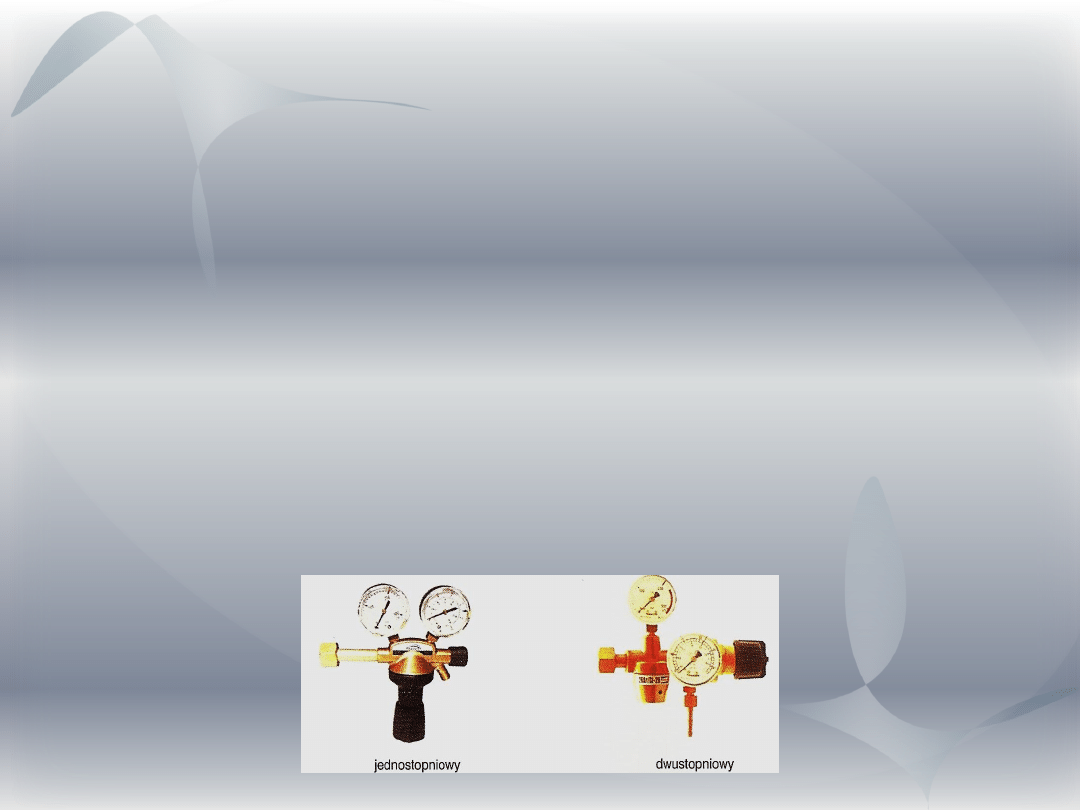
Reduktory butlowe służą do redukowania wysokiego ciśnienia w butli do wartości
żądanego ciśnienia roboczego i utrzymaniu tego ciśnienia na tym samym poziomie
Źródła prądu spawania
źródło prądu spawania: uniwersalnego zasilacza łuku spawalniczego
układu zajarzania łuku spawalniczego (jonizatora)
układu sterowniczego i kontrolno-pomiarowego (przekaźnik czasowy, jonizator)
układu zasilania gazem osłonowym, w skład którego wchodzą:
• butla z gazem osłonowym wraz z osprzętem (reduktor ciśnienia,
przepływomierz)
• zaworem regulacyjnym
• zaworem elektromagnetycznym
• przewodem doprowadzającym z butli gaz osłonowy
uchwytu elektrody nietopliwej
układu chłodzenia uchwytu elektrody nietopliwej
przewodu łączącego uchwyt elektrody nietopliwej z zasilaczem prądu
przewodów elektrycznych.
Wyszukiwarka
Podobne podstrony:
SPAWANIE METODĄ TIG
Spawanie to jeden z najbardziej znanych i rozpowszechnionych procesów technologicznych, Mechanika, S
Spawanie metodą w lewo w prawo i do góry
Jaki wybrać gaz osłonowy do spawania TIG a jaki do spawania MIG MAG
dedal 09 86 list do polaka
Instrukcja bhp przy obsłudze urządzenia przejezdnego do produkcji kręgów, BHP, Instrukcje BHP, Przem
10, Zasilacz - urządzenie służące do dopasowania dostępnego napięcia do wymagań zasilanego urządzeni
PM 08-09 L cw Wytyczne do raportu z zajec poprawione, Marketing
przy obsłudze urządzenia przejezdnego do produkcji kręgów
09 Zal nr 7 do Protokoll Uchwala nr 2 walnego zebrania spraw 08
Spawalnictwo - zaliczenie 1, Spawanie metodą otuloną
Obr Spawanie metodą MAG
Urządzenia pogrzewcze do potraw i naczyń
09 A Kazusy Zdolność do czynności prawnychid 7866 ppt
Kwity spawanie., Spawanie metodą otuloną
17-09-2005 Wstęp do informatyki Systemy Liczbowe, Systemy Liczbowe
Zestawienie wazniejszych cech uzytkowych urzadzen wykorzystywanych do odzysku ciepla, Pomoce naukowe
więcej podobnych podstron