„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Mirosław Dziedzicki
Technologia toczenia i obtaczania 311[32].Z2.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Łukasz Styczyński
dr inż. Waldemar Szymański
Opracowanie redakcyjne:
mgr inż. Mirosław Dziedzicki
Konsultacja:
mgr inż. Teresa Jaszczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[32].Z2.05
Technologia toczenia i obtaczania zawartego w modułowym programie nauczania dla zawodu
technik technologii drewna.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Klasyfikacja, przeznaczenie oraz budowa i zasada działania tokarek,
obtaczarek i tokarko-kopiarek
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
17
4.1.3. Ćwiczenia
17
4.1.4. Sprawdzian postępów
18
4.2. Przygotowanie tokarek do pracy
19
4.2.1. Materiał nauczania
19
4.2.2. Pytania sprawdzające
22
4.2.3. Ćwiczenia
22
4.2.4. Sprawdzian postępów
24
4.3. Zasady obróbki drewna i tworzyw drzewnych na tokarkach i obtaczarkach
25
4.3.1. Materiał nauczania
25
4.3.2. Pytania sprawdzające
28
4.3.3. Ćwiczenia
28
4.3.4. Sprawdzian postępów
29
4.4. Dobór narzędzi, oprzyrządowania oraz mocowanie materiału
30
4.4.1. Materiał nauczania
30
4.4.2. Pytania sprawdzające
34
4.4.3. Ćwiczenia
34
4.4.4. Sprawdzian postępów
35
4.5. Toczenie za pomocą dłut tokarskich na tokarkach kłowych i tarczowych
z podstawką oraz toczenie nożami imakowymi mocowanymi w suporcie
tokarki, obtaczanie na obtaczarkach
36
4.5.1. Materiał nauczania
36
4.5.2. Pytania sprawdzające
37
4.5.3. Ćwiczenia
37
4.5.4. Sprawdzian postępów
39
4.6. Toczenie gwintów oraz toczenie wg wzorników
40
4.6.1. Materiał nauczania
40
4.6.2. Pytania sprawdzające
42
4.6.3. Ćwiczenia
42
4.6.4. Sprawdzian postępów
43
4.7. Szlifowanie i czyszczenie elementów toczonych
44
4.7.1. Materiał nauczania
44
4.7.2. Pytania sprawdzające
46
4.7.3. Ćwiczenia
46
4.7.4. Sprawdzian postępów
47
5. Sprawdzian osiągnięć
48
6. Literatura
53

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w nabywaniu umiejętności w zakresie technologii
toczenia i obtaczania, doboru narzędzi i materiałów.
Jednostka modułowa: Technologia toczenia i obtaczania jest jedną z jednostek
dotyczących procesu technologicznego wytwarzania elementów.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś posiadać,
aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, które określają umiejętności, jakie opanujesz
w wyniku procesu kształcenia.
3. Materiał nauczania, który zawiera informacje niezbędne do realizacji zaplanowanych
szczegółowych celów kształcenia, umożliwia samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy
wskazaną literaturę oraz inne źródła informacji. Obejmuje on również:
−
pytania sprawdzające wiedzę niezbędną do wykonania ćwiczeń,
−
ćwiczenia z opisem sposobu ich wykonania oraz wyposażenia stanowiska pracy,
−
sprawdzian postępów, który umożliwi sprawdzenie poziomu Twojej wiedzy po
wykonaniu ćwiczeń.
4. Sprawdzian osiągnięć w postaci zestawu pytań sprawdzających opanowanie umiejętności
z zakresu całej jednostki. Zaliczenie tego jest dowodem umiejętności określonych w tej
jednostce modułowej.
5. Wykaz literatury dotyczącej programu jednostki modułowej.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytania tak lub nie, co oznacza,
że opanowałeś materiał lub nie.
Bezpieczeństwo i higiena pracy
W czasie pobytu w miejscach, gdzie są wykonywane wszelkiego rodzaju prace dotyczące
toczenia i obtaczania należy przestrzegać regulaminów, przepisów bezpieczeństwa i higieny
pracy oraz instrukcji przeciwpożarowych, obowiązujących podczas poszczególnych rodzajów
prac.
Szczegółowe instrukcje z zakresu bhp powinny znajdować się na każdym stanowisku
i tylko po zapoznaniu się z ich treścią można podjąć pracę
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
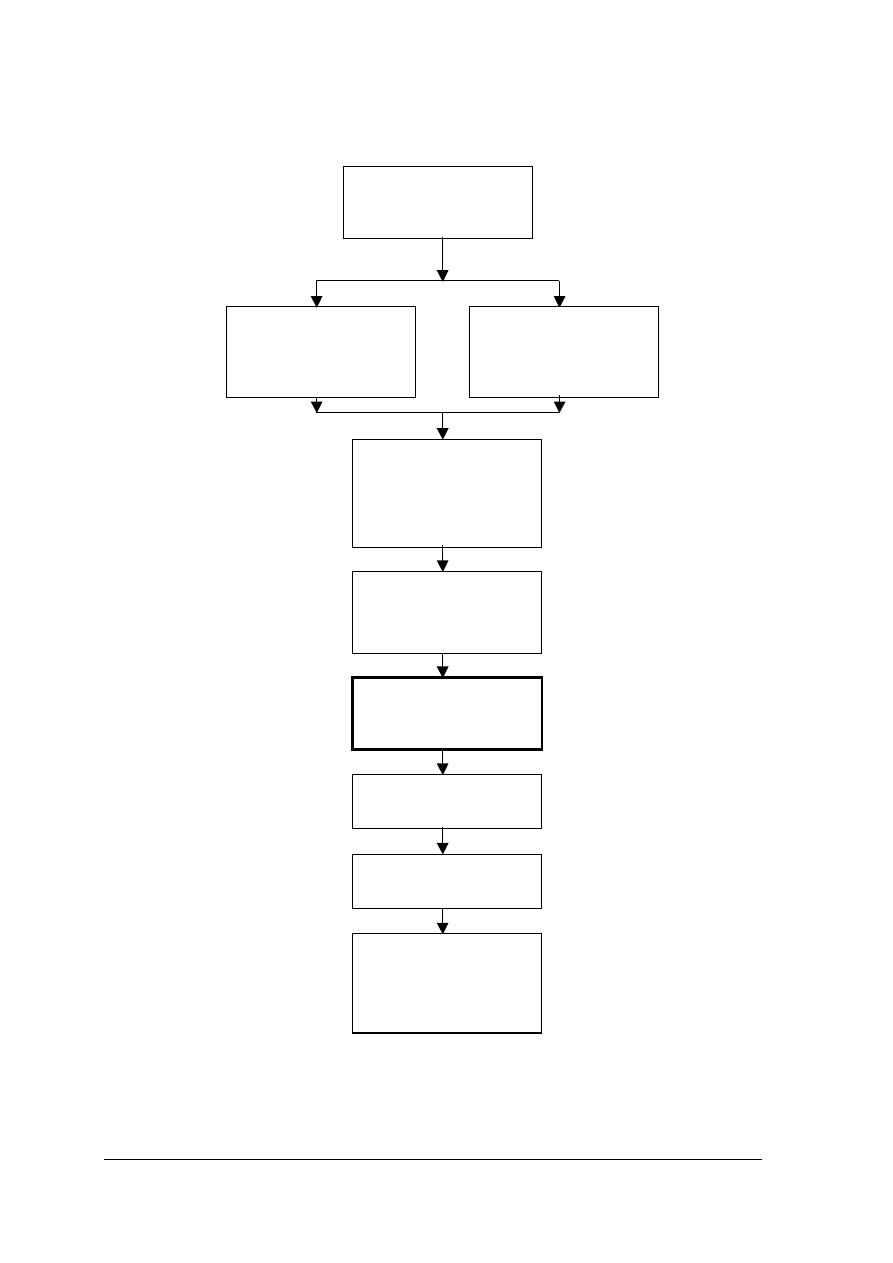
311[32].Z2.05
Technologia toczenia
i obtaczania
311[32].Z2.04
Maszynowe wykonywanie
złączy i profili
311[32].Z2.01
Kształtowanie elementów
narzędziami ręcznymi
i zmechanizowanymi
311[32].Z2.03
Technologia strugania
wyrównującego
i grubościowego oraz
szlifowania powierzchni
311[32].Z2.06
Parzenie i gięcie drewna
311[32].Z2
Technologia wytwarzania
elementów
311[32].Z2.02
Maszynowe pozyskiwanie
elementów surowych
Schemat układu jednostek modułowych
311[32].Z2.07
Szlifowanie drewna
311[32].Z2.08
Wykorzystywanie
komputeryzacji
i automatyzacji w procesach
obróbki drewna

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
organizować stanowisko pracy zgodnie z zasadami bhp,
−
stosować narzędzia pomiarowe zgodnie z ich przeznaczeniem,
−
rozpoznawać gatunki drewna,
−
oceniać jakość wykonanych materiałów,
−
dobierać przybory i materiały do wykonania rysunku,
−
posługiwać się normami i katalogami,
−
wykonywać i odczytywać szkice, schematy i rysunki,
−
rozróżniać typowe części i zespoły maszyn,
−
posługiwać się dokumentacją techniczną,
−
określać zagrożenia występujące na stanowisku pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
dobrać narzędzia do toczenia i obtaczania,
−
określić stan techniczny i przygotowanie dłut i noży tokarskich do pracy,
−
rozróżnić obrabiarki do toczenia i obtaczania oraz określić ich przeznaczenie,
−
rozróżnić zespoły robocze stosowanych obrabiarek,
−
określić sposób obsługi tokarek i obtaczarek do drewna,
−
sporządzić i odczytać schematy kinematyczne stosowanych obrabiarek na podstawie
dokumentacji techniczno-ruchowej,
−
przygotować obrabiarki do pracy,
−
obsłużyć obrabiarki i wykonać toczenie i obtaczanie,
−
dokonać pomiaru i ocenić jakość wykonywanych operacji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Klasyfikacja, przeznaczenie oraz budowa i zasada działania
tokarek, obtaczarek i tokarko-kopiarek
4.1.1. Materiał nauczania
Tokarki są stosowane do produkcji przedmiotów o kształcie brył obrotowych, to jest
takich, których przekrój ma kształt kołowy. Ze względu na sposób zamocowania obrabianego
elementu tokarki dzieli się na: kłowe, tarczowe i kłowo-tarczowe, a w zależności od sposobu
zamocowania narzędzia - na tokarki bezsuportowe (zwykłe) i suportowe.[1, s. 179]
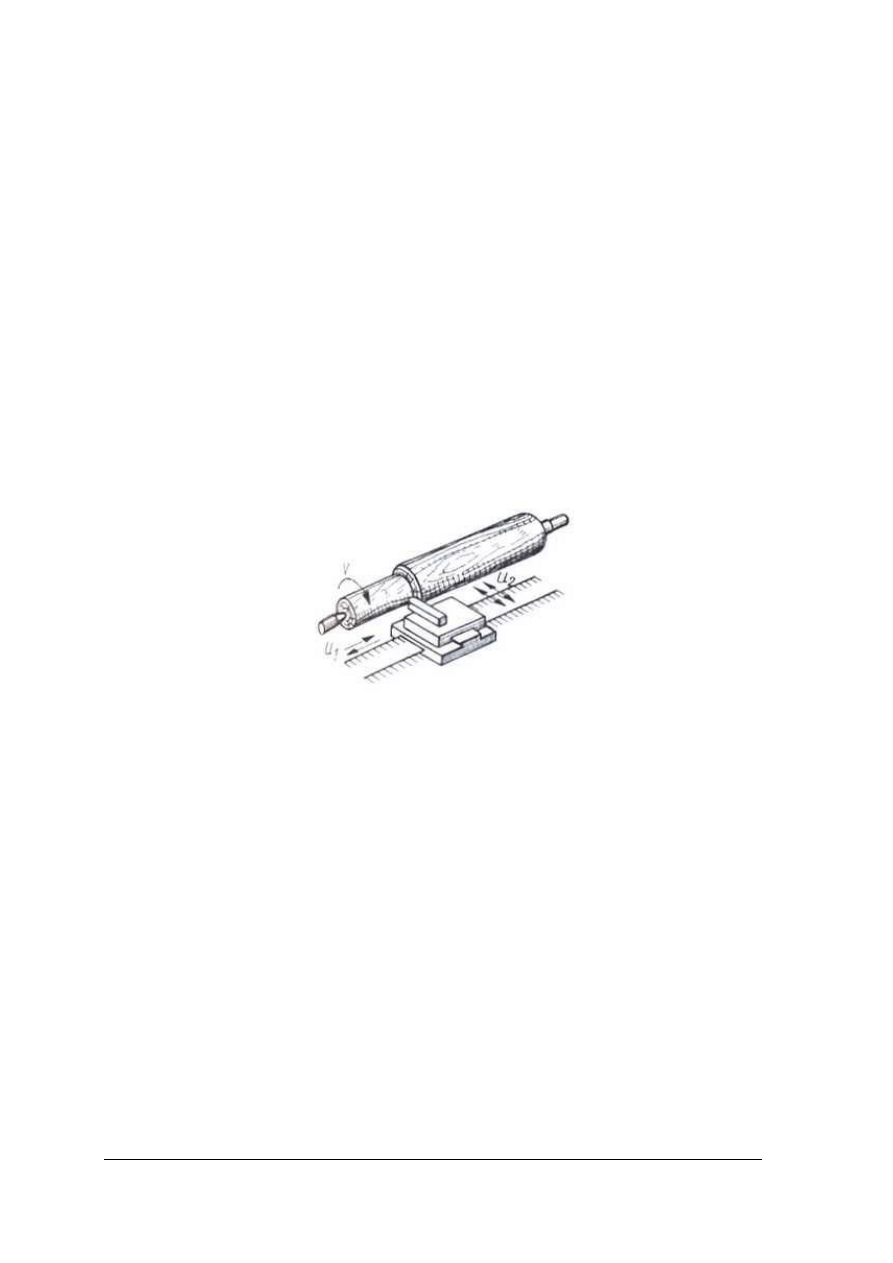
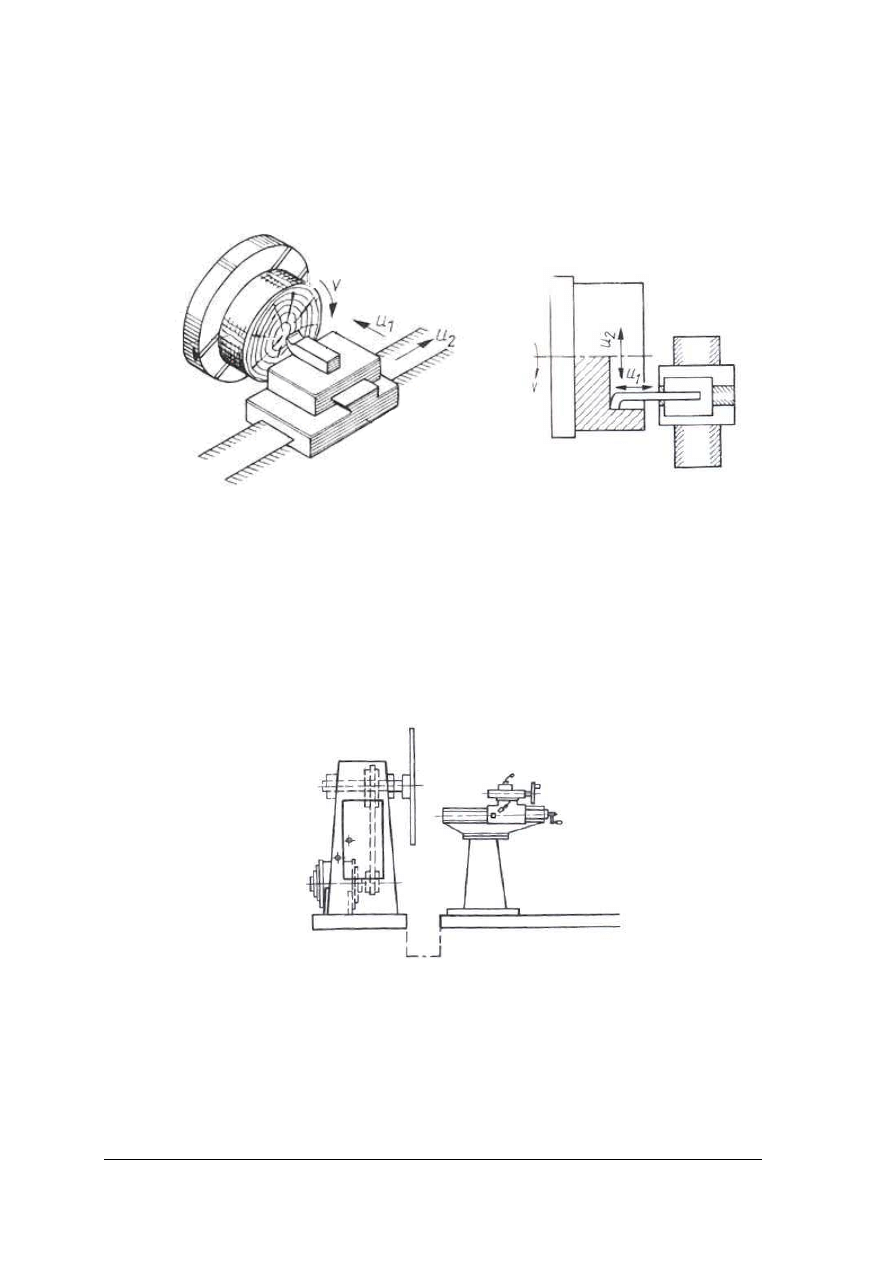
Rysunek nr 1 przedstawia schemat toczenia zewnętrznego przedmiotu zamocowanego
w kłach (tokarka kłowa), przy posuwie u
1
– wzdłużne, przy u
2
– poprzeczne.
Rys. 1. Toczenie zewnętrzne przedmiotu zamocowanego w kłach tokarki[2,s.191].
Tokarka kłowa bezsuportowa (rysunek 1) jest przeznaczona do toczenia przedmiotów
o wydłużonym kształcie, odznaczających się małą średnicą w porównaniu z długością.
Tokarka taka składa się z wrzeciennika l, łoża 2, podstawki nożowej 3 i konika 4.
We wrzecienniku jest ułożyskowane wrzeciono 5, napędzane od silnika elektrycznego 6 za
pośrednictwem kilkustopniowej przekładni pasowej, umożliwiającej dostosowywanie
prędkości obrotowej wrzeciona do średnicy obrabianego elementu. Prędkość obrotową
wrzeciona zmienia się dźwignią 7 przy jednoczesnym uniesieniu płyty silnikowej pedałem 8.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
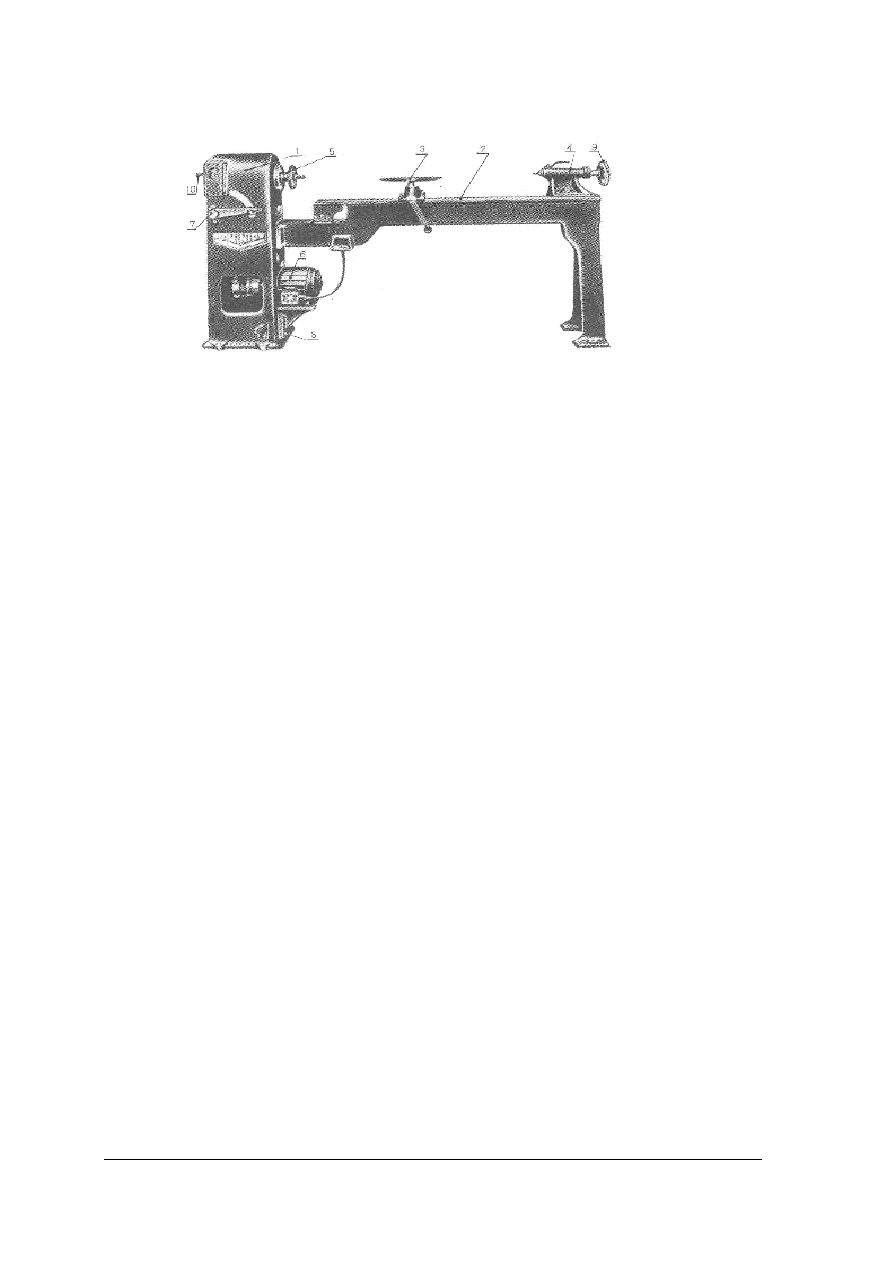
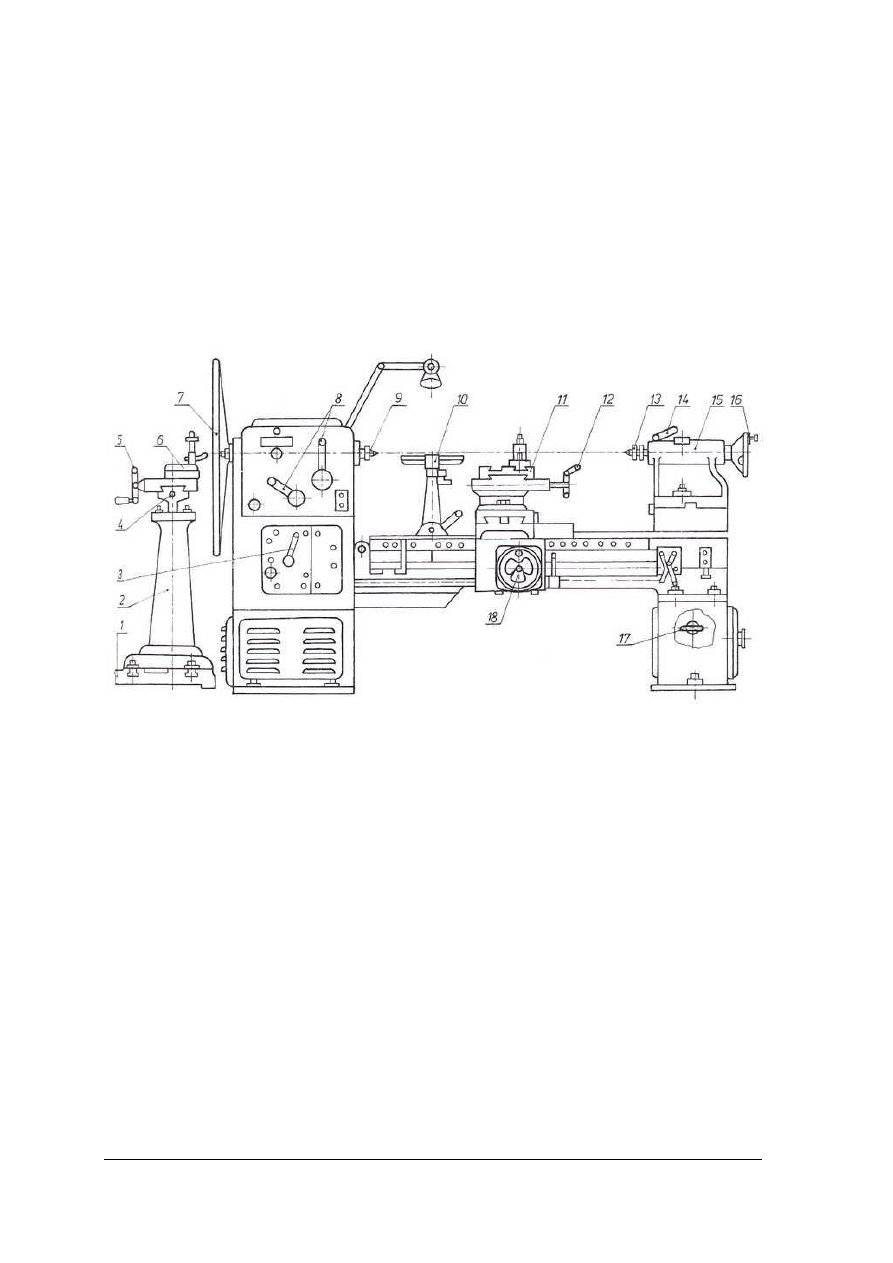
Rysunek 2 przedstawia tokarkę kłową bezsuportową.
Rys. 2. Tokarka kłowa bezsuportowa. 1- wrzeciennik, 2- łoże, 3- podstawka nożowa, 4- konik,
5- wrzeciono, 6- silnik elektryczny, 7- dźwignia do zmiany prędkości obrotowej wrzeciona,
8- pedał do wychylania silnika, 9- pokrętło konika, 10- hamulec [1, s. 180]
Wrzeciono tokarki ma gwintowaną końcówkę i stożkowe gniazdo. W celu zamocowania
elementu na końcówkę wrzeciona - w zależności od potrzeby - można nakręcać uchwyty
szczękowe lub tarcze zabierakowe albo też osadzać w gnieździe wrzeciona różne rodzaje
kłów i zabieraków. Zarówno podstawka nożowa, jak i konik są przesuwane wzdłuż łoża
i ustalane na nim śrubami zaciskowymi w położeniu dostosowanym do długości elementu.
Podstawka nożowa może być przesuwana również w kierunku prostopadłym do łoża, co
umożliwia dostosowanie jej położenia do średnicy toczonego drewna. Przy toczeniu
elementów zbieżnych lub obróbce powierzchni czołowych elementów podstawkę ustawia się
równolegle do obrabianej powierzchni, obracając ją dokoła osi pionowej. W stożkowym
gnieździe konika osadza się kieł stały lub obrotowy, którym element mocuje się w tokarce
przez wciśnięcie kła w drewno za pośrednictwem pokrętła 9. Do szybkiego zatrzymywania
wrzeciona lub unieruchamiania go w celu wymiany uchwytu służy hamulec 10.
W trakcie toczenia narzędzie jest trzymane w rękach i przesuwane wzdłuż podstawki
nożowej, którą należy ustawiać bezpośrednio przy obrabianej powierzchni. Wysokość
ustawienia podstawki musi być dobrana tak, aby krawędź tnąca noża tokarskiego znajdowała
się w płaszczyźnie poziomej, przechodzącej przez oś obrotu elementu.
Ze względu na małą wydajność i dokładność obróbki tokarki bezsuportowe są stosowane
jedynie w produkcji jednostkowej.
Tokarki tarczowe suportowe różnią się od tokarek kłowych bezsuportowych sposobem
mocowania narzędzia. W tokarkach suportowych nóż tokarski jest mocowany w imaku
nożowym, ustawionym na krzyżowym suporcie. Suport może być przesuwany wzdłuż łoża
tokarki ręcznie lub mechanicznie. Na tokarkach suportowych z posuwem zmechanizowanym
mogą być wykonywane przedmioty o bardziej złożonym kształcie, z zachowaniem większej
dokładności obróbki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rysunek 3 przedstawia schematy toczenia na tokarkach tarczowych.
Z lewej toczenie zewnętrzne przedmiotu zamocowanego na tarczy poprzeczne i wzdłużne.
Z prawej toczenie wewnętrzne przedmiotu zamocowanego na tarczy poprzeczne i wzdłużne.
U
1
; U
2
– kierunek przesuwu narzędzia skrawającego
V – kierunek obrotu elementu toczonego
Rys. 3. Schematy toczenia [2,s.191].
Rysunek 4 przedstawia tokarkę tarczową suportową.
Rys. 4. Schemat tokarki tarczowej suportowej [2,s.198].
Na rysunku 4 pokazano schemat tokarki tarczowej suportowej, której konstrukcja pozwala na
toczenie elementów o dużej średnicy dzięki zagłębieniu w fundamencie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
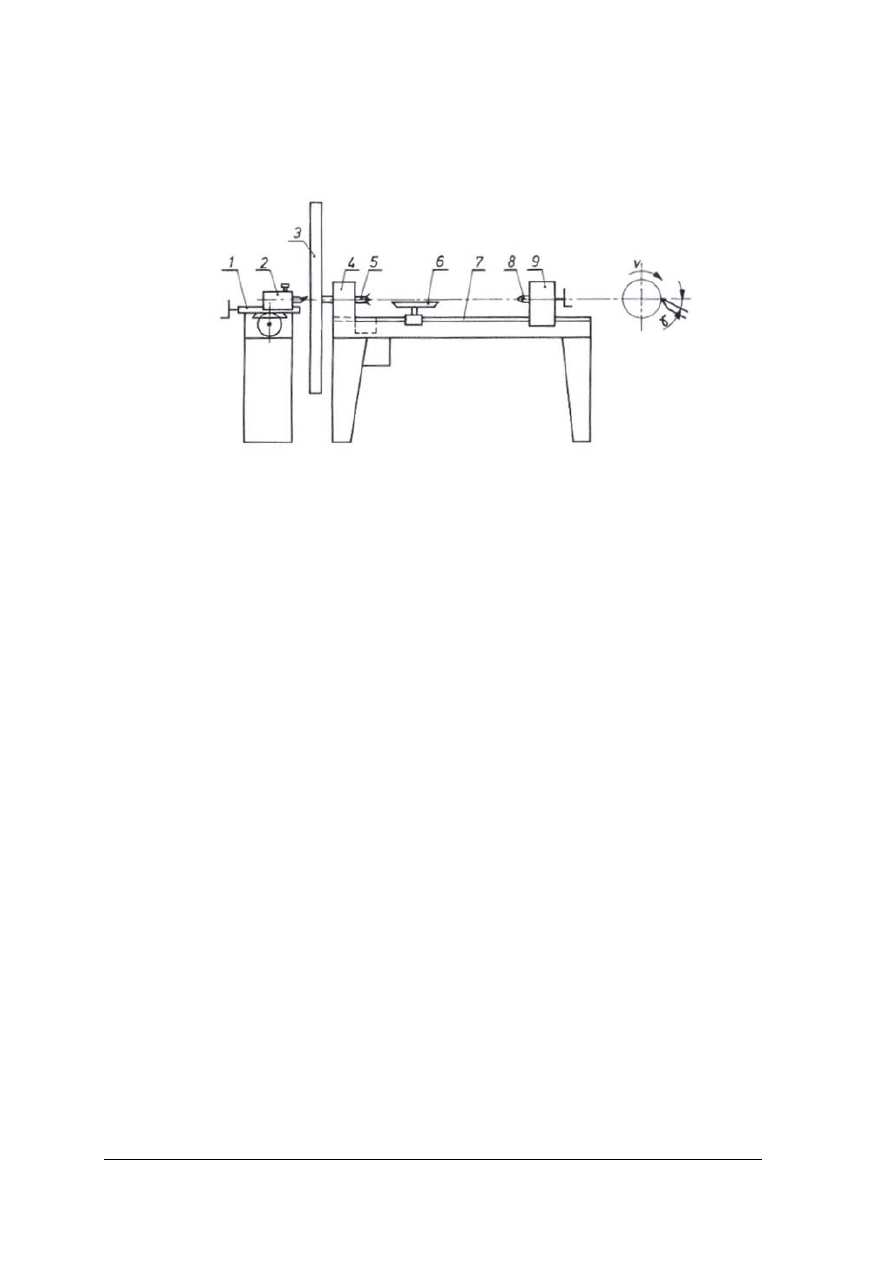
Rysunek 5 przedstawia schemat tokarki kłowo-tarczowej z ręcznym posuwem.
Rys. 5. Schemat tokarki kłowo-tarczowej z ręcznym posuwem [2,s.192].
Przedstawiona na rysunku 5 tokarka w części tarczowej jest tokarką suportową, w kłowej
bezsuportową. W przypadku mniejszej średnicy toczenia krótszych przedmiotów na tarczy
tarcza i suport nie są mocowane na zewnętrznej stronie tokarki, lecz po stronie wrzeciennika,
po której znajduje się kieł 5, i ten sam suport jest wykorzystywany do toczenia w kłach i na
tarczy. Rozwiązanie pośrednie polega na tym, że dla zwiększenia średnicy toczenia na tarczy
wyjmuje się z łoża część zwaną mostkiem (na rys.5 oznaczony linią przerywaną).
Do toczenia na tej tokarce używane są noże ręczne i noże imakowe. Zastosowanie noży
ręcznych polega na tym, że obrabiany element zamocowany między kłem 5 (rys. 5)
wrzeciennika 4 tokarki a kłem 8 konika 9 wprawiany w ruch roboczy obrotowy jest toczony
nożem trzymanym przez tokarza za uchwyt (rękojeść) podpartym na podstawce 6, ustawionej
w odpowiednim miejscu długości łoża 7; ruchy wzdłużne i poprzeczne decydujące o kształcie
obróbki są wykonywane bezpośrednio ręcznie.
Zastosowanie noży imakowych polega na tym, że przedmiot zamocowany np. na tarczy 3 jest
toczony nożem zamocowanym w imaku 2 i wykonuje ruchy posuwowe poprzeczne
i wzdłużne dzięki przesuwaniu suportów krzyżowych 1 za pomocą mechanizmów śrubowych
Najprostszych tokarek kłowych bezsuportowych rys. 2 używa się bardzo rzadko. Z kolei
tokarki tarczowe rys. 4 są stosowane zazwyczaj w modelarniach odlewniczych. Najczęściej
stosuje się różne odmiany tokarek kłowo-tarczowych (rys. 5).
Tokarko-kopiarki stanowią rodzaj tokarek do nadawania obrabianemu przedmiotowi
kształtu według wzornika sterującego za pośrednictwem urządzenia kierującego ruchami
noża. Rozróżnia się tokarko-kopiarki kłowe do toczenia w kłach wałków stopniowych,
stożków, wałków o tworzącej krzywoliniowej i innych oraz tokarko-kopiarki uchwytowe
przeznaczone do toczenia krótkich przedmiotów, o złożonych kształtach, mocowanych
w uchwycie. W tokarko-kopiarce używa się głównie urządzeń kopiujących hydraulicznych,
elektrycznych i elektrohydraulicznych. Najbardziej rozpowszechnione są hydrauliczne
urządzenia kopiujące.
Do masowej produkcji przedmiotów toczonych tokarki z posuwem ręcznym
pojedynczego noża nie nadają się ze względu na ich małą wydajność. Mechanizacja posuwu
wzdłużnego przy toczeniu profilowym znalazła rozwiązanie w tokarkach kopiarkach rys. 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
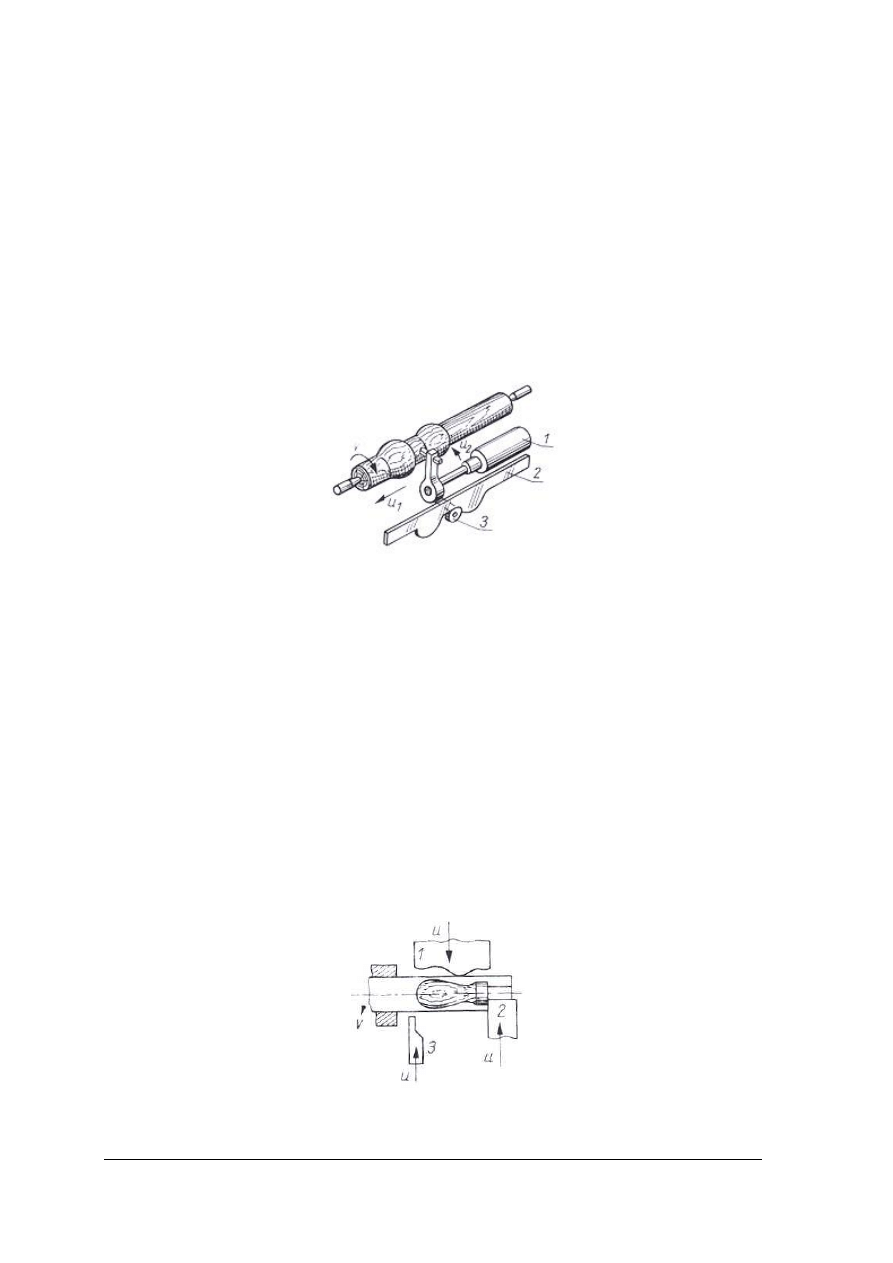
Rysunek 6 przedstawia schemat toczenia zewnętrznego przedmiotu zamocowanego w kłach
(tokarka kopiarka), poprzeczne i wzdłużne toczenie, ruch posuwowy noża złożony sterowany
wzornikiem. Siłownik hydrauliczny 1 przesuwa imak z nożem ruchem posuwowym
wzdłużnym u
1
i poprzecznym u
2
, który jest sterowany wzornikiem płaskim 2, po krzywiźnie
którego toczy się krążek 3, osadzony na drugim ramieniu dźwigni kolanowej będącej
imakiem noża. Właśnie współpraca krążka ze wzornikiem ogranicza możliwości obróbki;
profil obrabiany nie może mieć fragmentów stromych, bo na stromy fragment nie wtoczy się
krążek pchany w kierunku wzdłużnym. Większą wydajność mają tokarki pracujące zestawem
noży kształtujących potrzebny profil od razu na całej długości przedmiotu jak na rysunku 7
gdzie nie ma ograniczeń odnośnie do stromości profilu jako, że są to tokarki do toczenia
poprzecznego.
Rys. 6. Toczenie zewnętrzne przedmiotu zamocowanego w kłach [2,s191].
Tokarki poprzeczne pracujące kilkoma nożami profilowymi rys.7 działające w ustalonej
kolejności mają nieco mniejszą wydajność, a ponadto wymagają wcześniejszego obtoczenia
drążka mocowanego w przelotowym wrzecionie. Na tej zasadzie działa tokarka automatyczna
zilustrowana na rysunku 8.
Rys. 7 przedstawia schemat toczenia zewnętrznego, drążka zamocowanego w uchwycie
tulejowym (tokarka do drobnych przedmiotów), poprzecznego trzema nożami w oznaczonej
kolejności; nóż 1 nadaje profil rękojeści, nóż
2 formuje
czop rękojeści a nóż 3 kształtuje
kuliste zakończenie rękojeści.
Rys. 7. Toczenie zewnętrzne przedmiotu o małych wymiarach [2,s.191].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys.7 a) Toczenie zewnętrzne, przedmiotu zamocowanego w kłach, zestawem noży[2,s191].
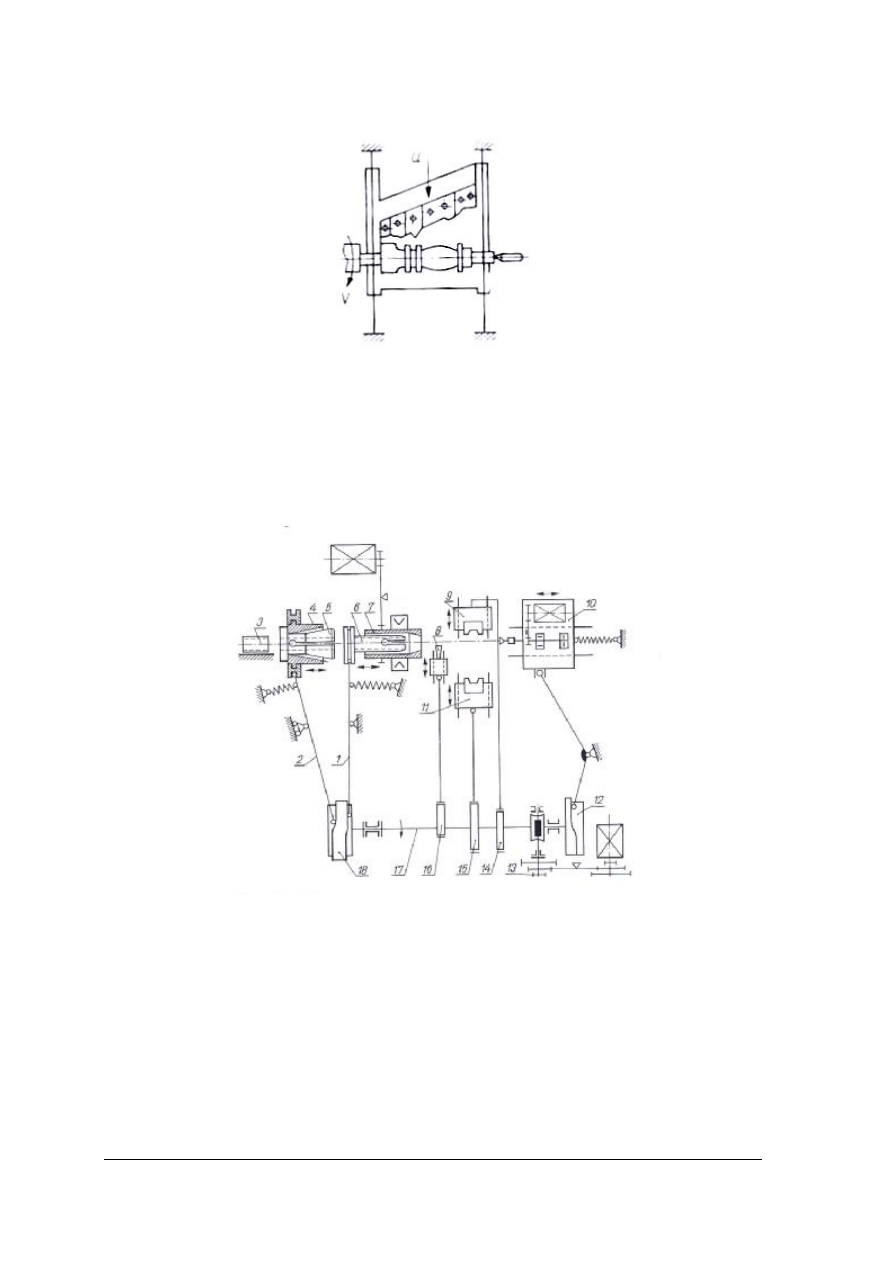
Rysunek 8 przedstawia schemat działania tokarko-kopiarki automatycznej.
Rys. 8. Schemat kinematyczny tokarki automatycznej do drobnych przedmiotów[2,s.233].
Drążek o przekroju kołowym spoczywający suwliwie w tulei zasobnika 3 jest podawany
w kierunku osi przez podajnik składający się z tulei 5 zaciskanej kołnierzem 4. Gdy lewe
czoło krzywki 18, obracanej przez wał rozrządu 17, naciśnie dźwignię 2, nastąpi ruch
kołnierza 4 i zaciśnięcie tulei 5, a w wyniku dalszego ruchu przesunięcie drążka w prawo
o potrzebną długość, która może być regulowana przez zmianę położenia punktu obrotu
dźwigni 2. Po zakończeniu podawania prawe czoło krzywki 18 zwalnia nacisk na dźwignię 1,
która dzięki naciągowi sprężyny – przesuwa tuleję 6 i powoduje zaciśnięcie drążka w tej tulei
oraz sprzęgnięcie tulei z drążonym wrzecionem 7, napędzanym przekładnią pasową
z osobnego silnika. Obracające się wraz z wałem rozrządu krzywki 14 i 15 są tak ustawione,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
że najpierw krzywka 14 przesuwa do obracającego się przedmiotu suport 9 z nożem do
obróbki wstępnej, a później krzywka 15 dosuwa suport 11 z nożem do obróbki
wykończającej; jednocześnie suport 9 odsuwa się.
Jeśli w toczonym przedmiocie trzeba wykonać otwór małej średnicy, to zamiast noża
stosuje się dodatkowy suport wiertarski (tokarka staje się wówczas obrabiarką do obróbki
złożonej).
Wtedy z kolei krzywka czołowa 12 przesuwa osiowo suport 10 z wrzecionem wiertarskim.
Następnie krzywka 16 przesuwa suport 8 z przecinakiem, który odcina obrobiony przedmiot.
Powrót suportu 8 do położenia wyjściowego kończy cykl obróbki i od tego momentu
rozpoczyna się podawanie kolejnego odcinka długości drążka. Czas trwania cyklu odpowiada
jednemu obrotowi wału rozrządu, a jego prędkość obrotowa może być zmieniana dzięki
trzystopniowej przekładni pasowej 13, napędzającej wał za pośrednictwem przekładni
ślimakowej. Prędkość obrotowa wału rozrządu decyduje o wydajności tokarki, która wynosi
od 8 do 45 szt/min.
Inna grupa automatów tokarskich różni się od omówionej tym, że jest przystosowana do
toczenia przedmiotów dłuższych 500÷1500 mm z łat i listew o przekroju kwadratowym. Są to
automaty z suportami wzdłużnymi poprzecznymi. Zasadę działania takich automatów
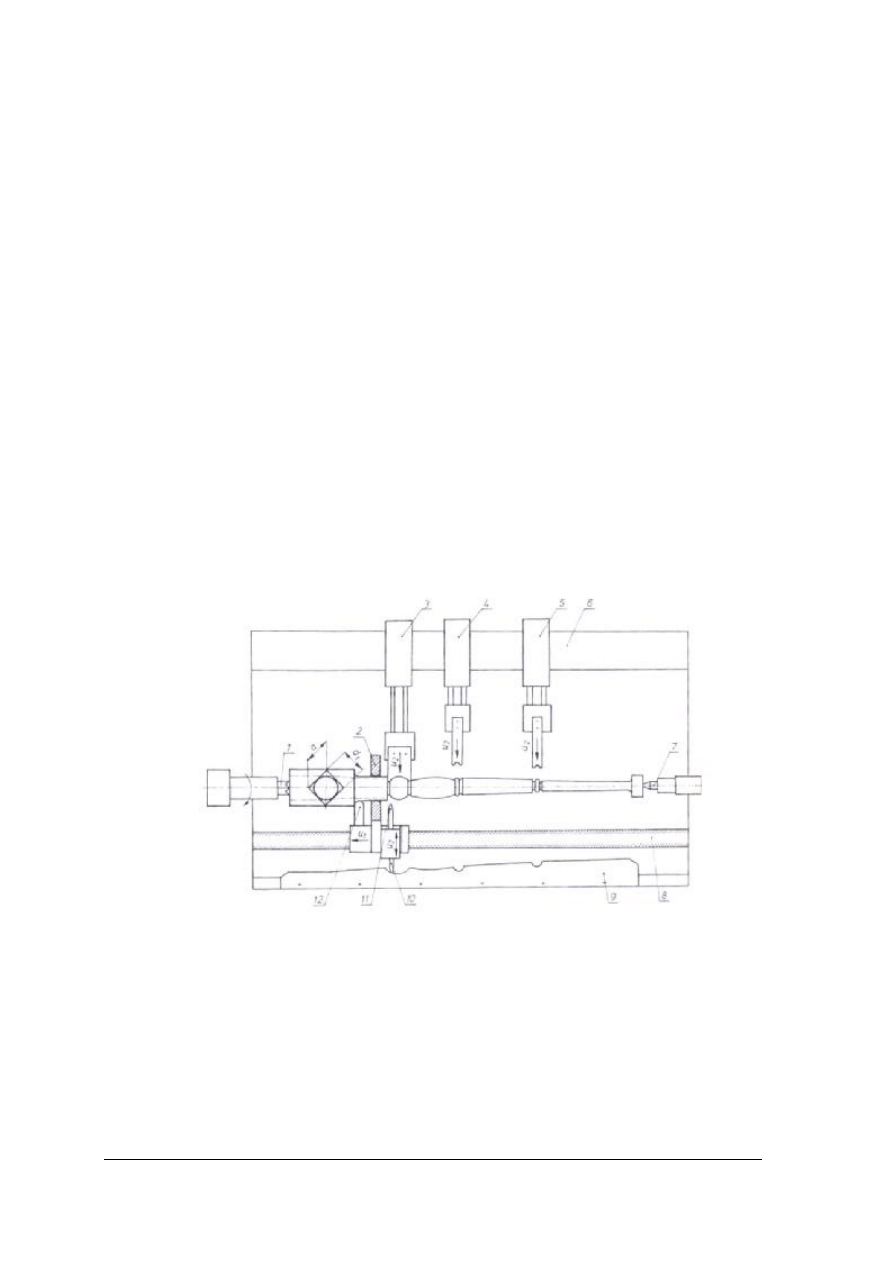
ilustruje rys. 9. Cykl rozpoczyna się od podania łaty – mającej przekrój o boku
a – podajnikiem poprzecznym między kły wrzeciennika 1 i konika 7. Po prowadnicach 8
porusza się posuwem wzdłużnym u
1
od strony konika suport z nożami i lunetą.
Rys. 9. Schemat technologiczny tokarki automatycznej z suportami wzdłużnymi i poprzecznymi[2,s.234].
Nóż 12 obtacza łatę na walec średnicy d
1
, równej średnicy otworu lunety 2. Dzięki temu
luneta stanowi ślizgowe podparcie toczonego elementu w kolejnych miejscach jego obróbki.
Na tym suporcie na którym jest osadzony nóż 12 i luneta 2. znajduje się suport poprzeczny
noża 11, wykonujący taki ruch posuwu poprzecznego u
2
, jak o tym decyduje wzornik 9, po
którym przesuwa się ślizg popychacza 10. Ruch posuwu wzdłużnego (sterowany
wyłącznikami drogowymi) ustaje bezpośrednio po przejściu przez nóż 11 miejsca, w którym
ma nastąpić toczenie poprzeczne. Suport wzdłużny zatrzymuje się; przedmiot ciągle się
obraca, podparty lunetą; włącza się hydrauliczny posuw poprzeczny suportu 5 z nożem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
o wymaganym profilu. Po wykonaniu fragmentu profilu nóż 5 wycofuje się do położenia
wyjściowego. Ponownie rozpoczyna się posuw wzdłużny i to samo powtarza się przy
suportach 4 i 3, ustawionych w miejscach odpowiadających kształtowi i wymiarom toczonego
elementu. Po zakończeniu toczenia, gdy luneta 2 znajdzie się za lewym końcem przedmiotu,
cykl kończy się rozwarciem kłów i gotowy przedmiot spada do pojemnika. Orientacyjna
wydajność takiego automatu wynosi 150÷200 szt/h przy długości przedmiotów 800 mm
i pracy trzech suportów poprzecznych.
Obtaczarki kopiarki stanowią oddzielną grupę obrabiarek przystosowanych do masowej
produkcji drążków lub do obtaczania końców elementów. Na obtaczarkach produkuje się
drążki przeznaczone do wyrobu mebli giętych, trzonki do rękojeści do narzędzi, kołki do
połączeń kołkowych. W zależności od konstrukcji obtaczarki i narzędzia na obtaczarkach
można wykonywać proste lub krzywe drążki o stałej lub zmiennej średnicy.
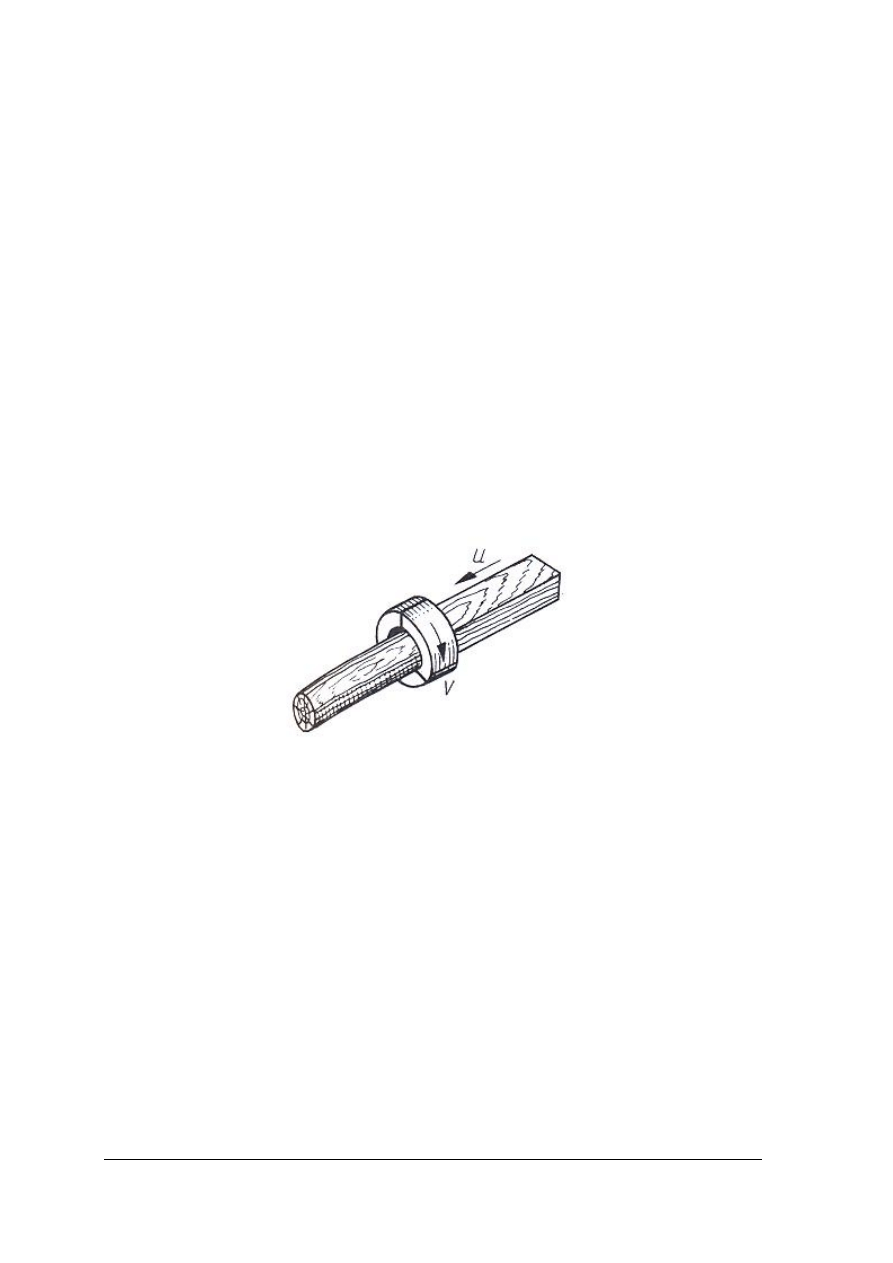
Rysunek 10 przedstawia schemat technologiczny obtaczania listwy o przekroju
kwadratowym. Posuw listwy w kierunku
U (oznaczonym strzałką). W wyniku przejścia
listwy przez obracającą się głowicę (w kierunku V) uzyskuje się obtoczony drążek o średnicy
określonej średnicą głowicy.
Rys. 10. Schemat obtaczania[2,s.191].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
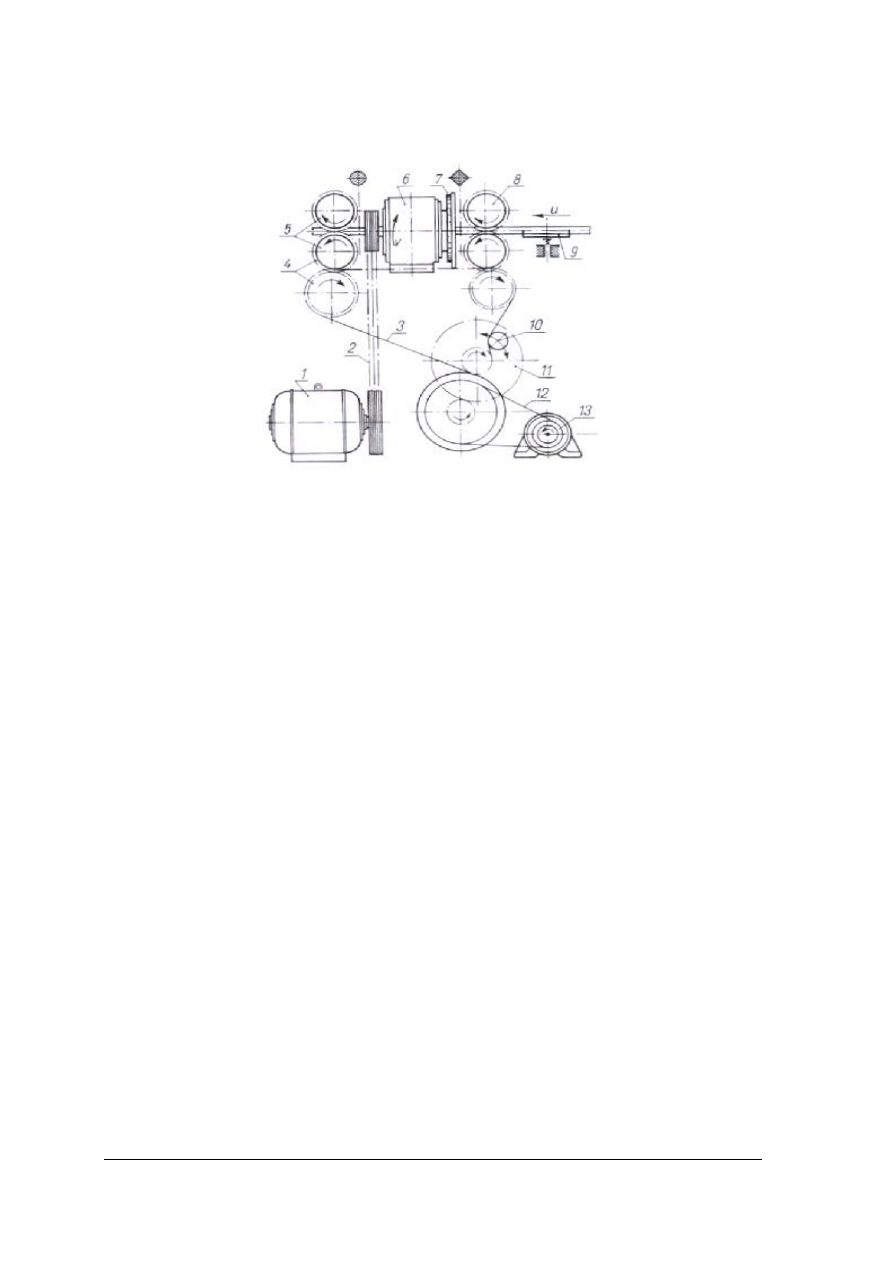
Rysunek 11 przedstawia schemat kinematyczny obtaczarki do drążków.
Rys. 11. Schemat kinematyczny obtaczarki do drążków[2,s.201].
Nawiązując do schematu technologicznego na rysunku 10 budowę i działanie obtaczarki
do drążków można zilustrować schematem kinematycznym pokazanym na rysunku 11. Silnik
1 za pośrednictwem przekładni pasowej 2 napędza drążone wrzeciono, ułożyskowane
zewnętrznie w obudowie 6. Na wrzecionie jest zamocowana głowica 7 o średnicy zależnej od
potrzeby. Ruch posuwowy listwy o przekroju kwadratowym prowadzonej podpórką 9
w kształcie trójkątnej rynienki dają dwie pary krążków posuwowych, z których pierwsza para
8 ma rowkowane wieńce o profilu trójkątnym, a druga 5 stykająca się z powierzchnią już
obrobioną – wieńce gładkie o profilu półkolistym. Krążki są napędzane silnikiem 13 za
pośrednictwem przekładni pasowej 12, przekładni zębatych 11 i 4 i przekładni łańcuchowej 3.
Napinacz 10 zapewnia napięcie łańcucha opasującego trzy koła zębate łańcuchowe.
Przykładowa charakterystyka średniej wielkości obtaczarki do drążków, zwanej krótko
drążkarką, jest następująca: średnica toczenia 15÷50 mm, najmniejsza długość elementu
500 mm, prędkość posuwu 7÷30 m/min, prędkość obrotowa głowicy 4500 obr/min, moc
napędowa 5kW. Są również obtaczarki do elementów giętych. Funkcje zespołu prowadzącego
pełni w nich gładki lejkowaty otwór głowicy o najmniejszej średnicy równej średnicy
obtaczania.
Powszechnie stosowane kołki drewniane do łączenia elementów mebli są wykonywane na
specjalnych obtaczarkach pionowych, w których dodatkowe zespoły robocze zgniatają
i zarazem radełkują powierzchnie boczne kołków.
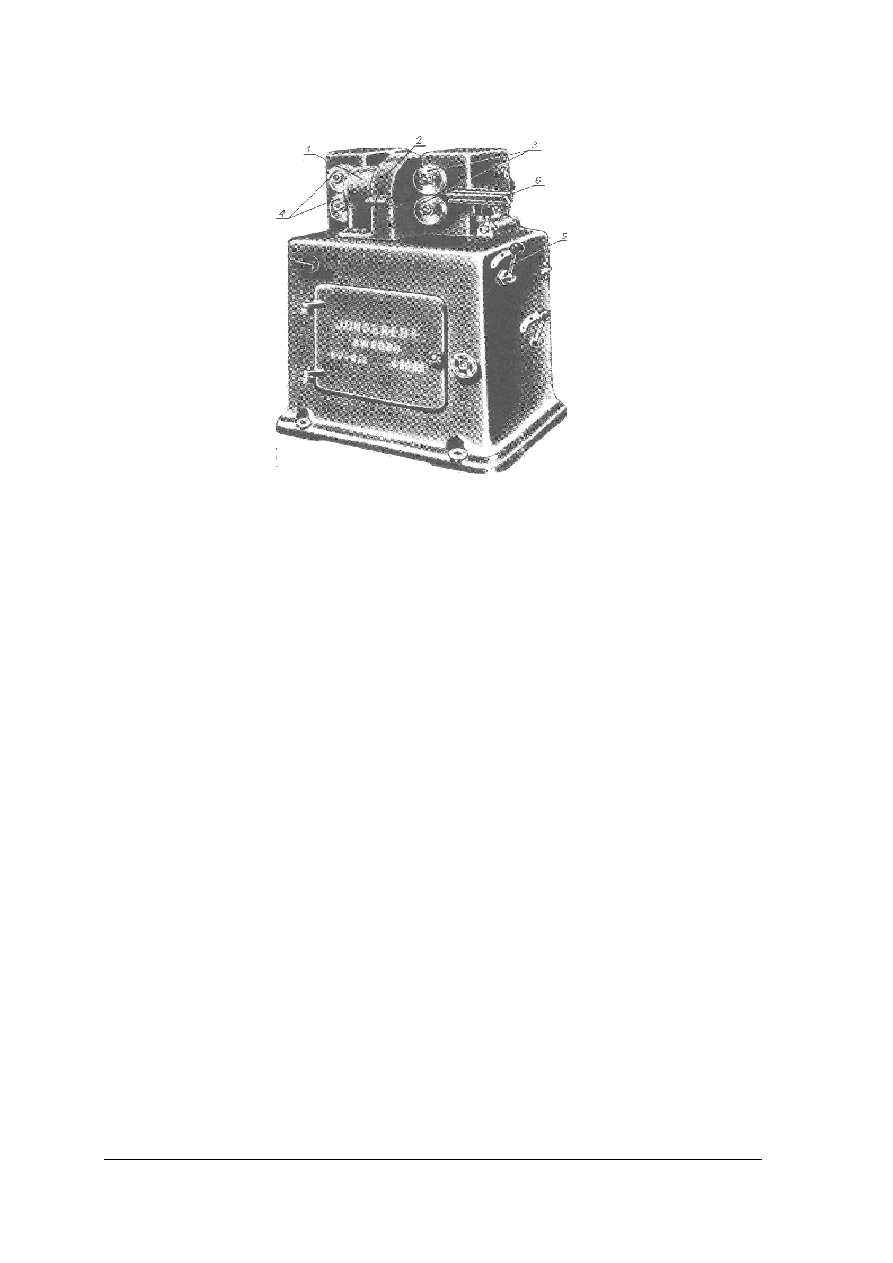
Obtaczarka pokazana na rysunku 11a) nosi nazwę drążkarki, gdyż jest przeznaczona do
masowej produkcji drążków prostych o stałej średnicy. Elementem wyjściowym do produkcji
drążków są graniaki o przekroju kwadratowym. Obrabiarka ta ma krótkie wrzeciono
z wewnętrznym otworem o średnicy nieznacznie większej od maksymalnej średnicy drążka
wykonywanego na obtaczarce. Wrzeciono jest ułożyskowane w stojaku l i napędzane za
pośrednictwem przekładni pasowej od silnika umieszczonego w korpusie obtaczarki. Głowica
obtaczająca element jest przykryta osłoną 2.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
W głowicy jest zamocowanych zwykle kilka noży, których położenie względem osi obrotu
można zmieniać w określonym zakresie. Odległością krawędzi tnących noży od osi obrotu
reguluje się średnicę drążka. Przed i za głowicą znajdują się dwie pary napędzanych krążków
prowadzących i przesuwających obrabiane drewno. Krążki przednie 3 mają profil stały,
dostosowany do przekroju obrabianego graniaka. Krążki te wymienia się tylko
w przypadku dużych zmian wymiaru graniaka. Krążki tylne 4 mają profil dostosowany do
średnicy wykonywanego drążka i muszą być każdorazowo wymieniane na odpowiadające
średnicy drążka. Obie pary krążków są osadzone w korpusie za pomocą wahliwych dźwigni
obciążonych sprężynami, które dociskają pary krążków do siebie. Dzięki temu element
wprowadzany między krążki jest ustawiany przez nie centrycznie względem otworu we
wrzecionie. Krążki są napędzane osobnym silnikiem elektrycznym za pośrednictwem
przekładni zębatej, której stosunek przełożenia, dający różne prędkości posuwu, można
zmieniać dźwignią 5, umieszczoną na korpusie obrabiarki.
Przed przednią parą krążków znajduje się rynienka wprowadzająca 6, której wysokość
położenia można regulować w zależności od wymiaru obrabianego graniaka. Docisk krążków
posuwowych reguluje się stopniem napięcia sprężyn. Docisk ten powinien być dostatecznie
duży, aby zapobiegał obracaniu się graniaka w końcowej fazie jego obtaczania.
Analizując powyższy rozdział należy brać pod uwagę, że znajdujący się w poradniku materiał
jest tylko podstawą zagadnień które dotyczą toczenia i obtaczania. Postęp techniczny
i zapotrzebowanie przedsiębiorców na nowoczesne obrabiarki zmusza producentów maszyn
do konstruowania obrabiarek coraz dokładniejszych, szybszych a nawet pod specjalne
zapotrzebowanie na wyrób. Dlatego też jako technicy musicie śledzić nowości, analizować
dane techniczne oraz zastosowanie.
Rys. 11a). Obtaczarka.
1- stojak wrzeciona, 2- osłona, 3 i 4- krążki posuwowe, 5- dźwignia
do zmiany prędkości posuwu, 6- rynienka prowadząca. [1, s. 183]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.1.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie jest zastosowanie tokarek?
2. Jaka jest zasada działania tokarki-kopiarki?
3. Jakie jest zastosowanie obtaczarek?
4. Jaka jest zasada działania obtaczarki-kopiarki?
5. Do czego służą tokarki-wzorcarki ?
6. W jaki sposób mocowane są narzędzia w tokarce kłowej suportowej?
7. Do czego służą tokarki tarczowe?
8. Jakie zadanie spełniają krążki prowadzące?
9. W jaki sposób mocuje się noże tokarskie maszynowe w tokarce kłowej suportowej?
4.1.3. Ćwiczenia
Ćwiczenie 1
Znajdź w Internecie i opisz zasadę działania tokarki tarczowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) znaleźć schemat przedstawiający tokarkę tarczową,
2) wskazać części składowe maszyny,
3) scharakteryzować odnalezioną maszynę,
4) przedstawić wyniki w formie opisanej
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– komputer z dostępem do Internetu,
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Korzystając z dostępnych Ci źródeł odszukaj informacje dotyczące obtaczarki i narysuj
schemat kinematyczny przedstawiający zasadę jej działania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje dotyczące obtaczarki,
2) wykorzystać wiedzę z zakresu rysunku technicznego,
3) narysować schemat,
4) opisać poszczególne części składowe obtaczarki,
5) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wyposażenie stanowiska pracy:
– ołówek,
– przyrządy kreślarskie,
– blok techniczny formatu A3,
– komputer z dostępem do Internetu,
– literatura z rozdziału 6.
Ćwiczenie 3
Wypisz wszystkie rodzaje obrabiarek podanych w temacie oraz podaj ich zastosowanie
i metody pracy do wykonywanych operacji technologicznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje dotyczące obrabiarek,
2) wypisać zastosowanie poszczególnych obrabiarek,
3) wypisać metody pracy na poszczególnych obrabiarkach,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– ołówek/długopis,
– notatnik,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) powiedzieć jakie jest zastosowanie tokarek?
¨ ¨
2) omówić zasadę działania tokarki-kopiarki?
¨ ¨
3) powiedzieć jakie jest zastosowanie obtaczarek?
¨ ¨
4) omówić zasadę działania obtaczarki-kopiarki?
¨ ¨
5) powiedzieć do czego służą tokarki-wzorcarki?
¨ ¨
6) powiedzieć w jaki sposób mocuje się narzędzia w tokarce kłowej suportowej?
¨ ¨
7) powiedzieć do czego służą tokarki tarczowe?
¨ ¨
8) powiedzieć jakie zadanie spełniają krążki prowadzące?
¨
¨
9) powiedzieć jak mocuje się noże tokarskie maszynowe w tokarce kłowej
suportowej?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2. Przygotowanie tokarek do pracy
4.2.1. Materiał nauczania
Tokarki do drewna przeznaczone są do wykonywania zarówno z drewna litego jak
i materiałów drewnopodobnych (tworzyw sztucznych, kości) przedmiotów o różnym kształcie
brył obrotowych, to jest takich, których przekrój prostopadły do osi obrotu bryły ma zawsze
kształt kołowy.
Rys. 12. Tokarka kłowo-tarczowa – widok ogólny[2,s.197].
Zapoznawszy się wcześniej ze schematem technologicznym tokarki kłowo-tarczowej (rys.5),
można na rysunku 12, przedstawiającym jej widok ogólny, rozpoznać poszczególne zespoły.
Przygotowanie takiej tokarki do walcowego wzdłużnego toczenia w kłach z wykorzystaniem
posuwu zmechanizowanego obejmuje następujące czynności:
1) zdjęcie z łoża tokarki podpórki 10 do noży ręcznych;
2) zluzowanie zacisku 14 – przez obrót kółkiem 16 mechanizmu śrubowego –
i zaciśnięcie obrabianego przedmiotu między kłem 9 zabierającym, a obrotowym kłem
13 konika (gdy zakres wysunięcia kła 13 okazał się dla danej długości przedmiotu za
mały, obudowę konika 15 należy przesunąć po łożu i w wybranym położeniu
zacisnąć);
3) zamocowanie w imaku 11 właściwego noża (imak 11 i śruba 12 posuwu poprzecznego
są na rysunku obrócone o 90 º wokół osi pionowej), obrócenie imaka na suporcie,
w taki sposób by nóż był mniej więcej prostopadły do osi przedmiotu;
4) stosownie do średnicy przedmiotu, gatunku drewna i wymaganej gładkości dobór
prędkości obrotowej i prędkości posuwu – za pomocą dźwigni 3 i 8;
5) odsunięcie noża od osi przedmiotu, odsunięcie całego suportu poza prawy koniec
przedmiotu mechanizmem zębatkowym 18, nastawienie za pomocą mechanizmu
śrubowego 12 głębokości toczenia ( grubości warstwy skrawanej);

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
6) włączenie napędu biegu luzem, włączenie sprzęgła napędu ruchu roboczego
i włączenie posuwu zmechanizowanego nastawionego na posuw w kierunku
wrzeciennika;
7) wyłączenie posuwu po zakończeniu toczenia i powtórzenie operacji aż do uzyskania
żądanej średnicy.
Otwory widoczne na przedniej stronie łoża służą do przymocowania wzornika płaskiego.
Istnieje możliwość sprzęgnięcia suportu poprzecznego z tym wzornikiem i toczenia
wzdłużnego brył o łagodnych krzywiznach tworzącej.
Przy toczeniu dłuższych elementów walcowych o małym przekroju ich niedostateczna
sztywność odbija się na wymiarach przekroju ( większa średnica w pobliżu środka długości).
W związku z tym tokarki są wyposażone w lunety. Luneta jest to zamocowana na podstawie
imaka tuleja współosiowa z osią toczenia, podpierająca przedmiot w pobliżu noża w taki
sposób, że średnica wewnętrzna tulei jest równa średnicy toczenia. Luneta przesuwa się wraz
z suportem wzdłużnym, na którym jest zamocowany imak.
Przy toczeniu na tarczy 7 – po zamocowaniu przedmiotu – należy ustawić podstawę 2 na
płycie 1 oraz imak 6 z nożem we właściwym miejscu, wykorzystując mechanizmy śrubowe
4 i 5 do ustawienia suportu krzyżowego. Toczenie na tarczy odbywa się przy posuwie
ręcznym realizowanym wspomnianymi mechanizmami śrubowymi 4 i 5. Po zakończeniu
pracy należy wyłączyć zasilanie wyłącznikiem głównym 17.
Wielkościami charakterystycznymi dla omówionego typu tokarek w części kłowej są:
największa długość toczenia między kłami 1650 mm i największa średnica toczenia nad
łożem 500 mm, a po wyjęciu mostka – 700 mm. Zakres prędkości obrotowej wrzeciona
500÷2500 obr/min; zakres prędkości posuwu 0,5 ÷ 2,5 m/min; moc napędu 4 kW.
W tokarkach do drewna, poza powszechnie obowiązującymi osłonami przekładni
napędowych, stosuje się specjalne uchylne osłony ekranowe osłaniające obrabiany przedmiot.
Osłony te powinny być wykonane z przeźroczystego tworzywa, aby nie utrudniały obserwacji
procesu toczenia. Długość osłony powinna być większa od długości toczonego przedmiotu
lub osłona powinna się przesuwać wraz z suportem narzędziowym. Tokarki przystosowane do
mocowania na wrzecionie uchwytów szczękowych i tarcz zabierakowych należy wyposażać
w łukowe osłony zakrywające część obwodu uchwytów od strony obsługi. Oba te typy osłon
powinny być zblokowane z napędem tokarki, aby uniemożliwić niespodziewane,
przypadkowe uruchomienie maszyny przy otwartej osłonie. Tokarki powinny być również
wyposażone w hamulce umożliwiające szybkie zatrzymywanie wrzeciona.
Dla zachowania bezpieczeństwa pracy przy toczeniu należy obowiązkowo stosować
wszystkie osłony, które chronią obsługującego przed skutkami wyrwania obrabianego
przedmiotu z uchwytu podczas toczenia oraz przed zaprószeniem oczu, a także zmniejszają
zagrożenie zaczepienia i pociągnięcia ubrania lub ciała operatora przez obracający się
przedmiot lub uchwyt. Z tego względu, wszystkie wystające na zewnątrz elementy wirujących
części, na przykład łby śrub powinny być schowane. Bezwzględnie należy przestrzegać
przepisów dotyczących spięcia rękawów i włosów oraz zdjęcia bandaży i ozdób z rąk.
Przy toczeniu elementów klejonych należy szczególnie uważać na możliwość
występowania odprysków. Przed zamocowaniem elementu przeznaczonego do toczenia
konieczne jest doprowadzenie go do takiego kształtu (na przykład przez ostruganie), aby nie
miał on zbyt wystających krawędzi, które podczas wirowania mogłyby spowodować
wytrącenie noża i okaleczenie tokarza lub osoby przebywającej w pobliżu. Aby nie narazić
się na wyrwanie elementu lub noża podczas obróbki należy toczyć jednorazowo cienkie
warstwy drewna. Nie wolno także toczyć drewna popękanego. Z tego względu tokarz
powinien używać okularów ochronnych.
Szczególną uwagę należy również zwrócić, po wykonaniu regulacji lub innej czynności
z użyciem klucza lub innego narzędzia obsługowego, aby nie pozostało ono w maszynie, gdyż
w wyniku wypadków spowodowanych uderzeniem wyrzuconym przez maszynę narzędziem
pozostawionym przez nieuwagę operatora, dochodzi często do ciężkich i śmiertelnych
obrażeń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Sposób zamocowania toczonego elementu zapewniać musi pewne jego uchwycenie
wykluczające wyrwanie z urządzeń zaciskających. Mocowanie przy użyciu kłów i koron
zaciskowych nie może powodować rozłupywania czół przedmiotu toczonego. Podpórka noża
powinna być ustawiona bezpośrednio przy toczonej powierzchni. Noże tokarskie do toczenia
ręcznego muszą być oprawione w drewniane lub plastykowe trzonki, aby nie raniły dłoni
podczas obsługi.
Przygotowanie do pracy noży tokarskich ręcznych polega na ich naostrzeniu. Ostrzy się
je jednostronnie od strony płaszczyzny przyłożenia. Ostrzenie to odbywa się najczęściej na
ostrzarkach zwykłych, a ostrzone narzędzia trzyma się w rękach. Zabieg ten należy
wykonywać tak, aby kształt krawędzi tnącej i kąt ostrza noża nie ulegały zasadniczym
zmianom. Grubość szlifowanej warstewki powinna być niewielka, nie powodująca
przegrzewania się noża. Po ostrzeniu krawędzie tnące przygotowuje się ostatecznie przez
obciągnięcie drobnoziarnistą osełką.
Noże imakowe ostrzy się w taki sam sposób, jak noże ręczne, to jest na ostrzarkach
zwykłych. W trakcie ostrzenia należy tak ukształtować powierzchnie przyłożenia i natarcia
noży, aby kąt przyłożenia i kąt natarcia uzyskały właściwe wartości. W obróbce drewna
toczeniem przyjmuje się zwykle kąt przyłożenia nie przekraczający 20°, kąt ostrza noży do
toczenia miękkich gatunków drewna 20-30°, a dla drewna twardego 30-40°.
Noże imakowe mocuje się w szczelinie znajdującego się na suporcie zacisku, za pomocą
śrub dociskowych. Nóż w suporcie należy zacisnąć w takim położeniu, aby jego główna
krawędź tnąca zajmowała wymagane położenie względem osi obrotu elementu i znajdowała
się na wysokości jego osi obrotu.
Noże do głowic obtaczarek ostrzy się podobnie jak noże do głowic frezarskich.
Mocowanie tych noży w głowicach należy wykonywać z wykorzystaniem wzornika
określonej średnicy, wykonanego z twardego drewna. Wzornik ten wprowadza się do otworu
w głowicy i do jego powierzchni dosuwa krawędzie tnące noży, które mocuje się w tym
położeniu śrubami zaciskowymi. Po zamocowaniu noży należy wykonać próbne obtoczenie
łaty na obtaczarce i skontrolować suwmiarką średnicę uzyskanego drążka czy czopa.
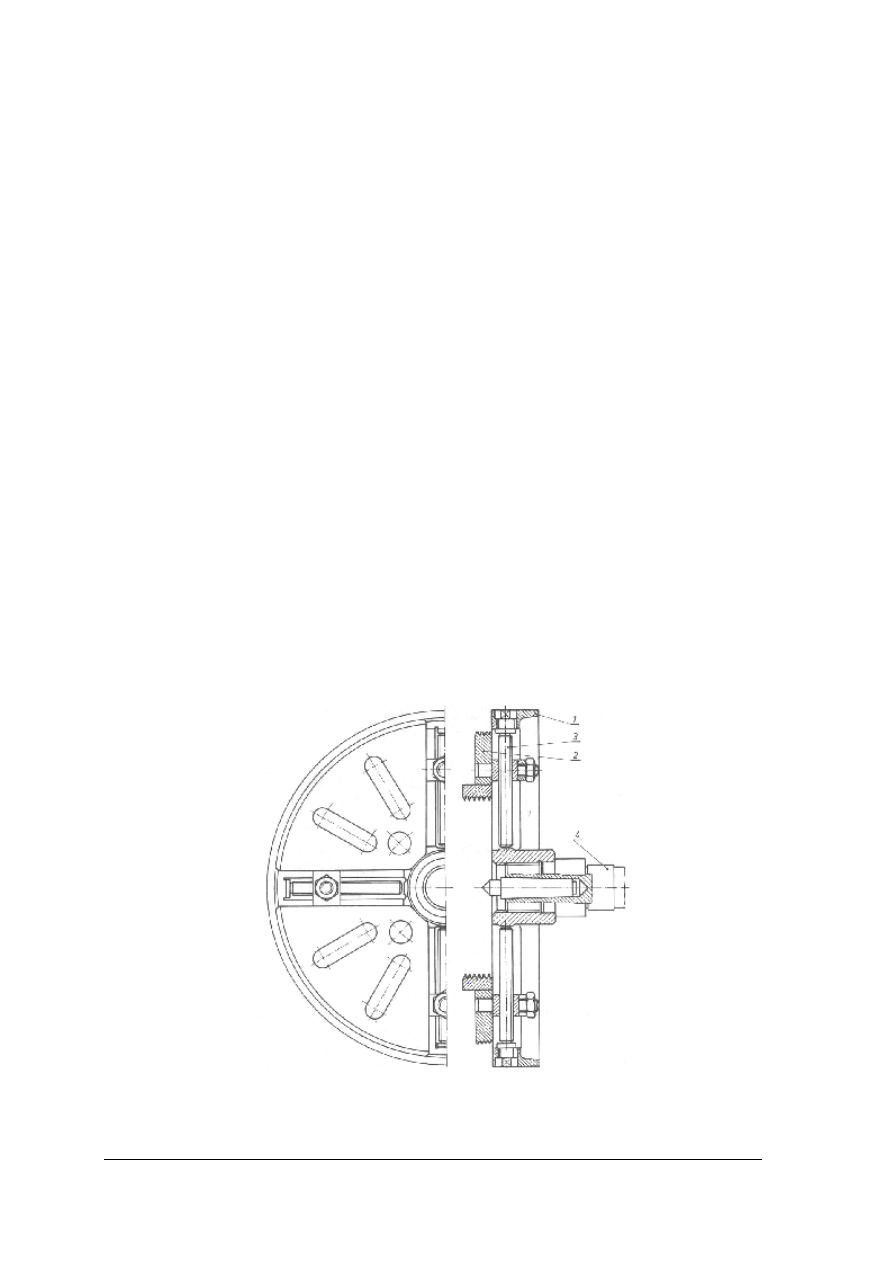
Rysunek 13 przedstawia uchwyt czteroszczękowy stosowany w tokarkach umożliwiając
osiowe zamocowanie toczonego elementu.
Rys. 13. Uchwyt tokarski czteroszczękowy. 1- tarcza, 2- szczęka,
3-śruba do przesuwania szczęki, 4-wrzeciono [1, s. 182]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Do czego służą uchylne osłony ekranowe?
2. Na czym polega obciąganie noży?
3. Jaka powinna być grubość szlifowanej warstewki noża podczas jego ostrzenia ?
4. Na co należy zwrócić uwagę podczas toczenia elementów klejonych?
5. Jakie warunki należy spełnić aby nie narazić się na wyrwanie elementu lub noża podczas
obróbki?
6. Jakie warunki tokarka musi spełnić aby praca na niej była bezpieczna?
7. Jak nazywają się poszczególne zespoły w tokarce kłowo-tarczowej?
8. Jakie czynności należy wykonać aby odpowiednio przygotować tokarkę do walcowego
wzdłużnego toczenia w kłach z wykorzystaniem posuwu zmechanizowanego?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przygotuj tokarkę kłową bezsuportową do pracy oraz sprawdź jej parametry skrawania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) sprawdzić stan techniczny tokarki,
2) nasmarować punkty smarownicze,
3) sprawdzić prędkość obrotową silnika na tabliczce znamionowej,
4) oblicz prędkość obrotową wrzeciona tokarki uwzględniając przekładnię pasową,
5) obliczyć prędkość skrawania jaka jest dopuszczalna w odniesieniu do średnicy tocznego
elementu,
6) obliczyć maksymalną średnicę elementu jaka może być dopuszczona do toczenia,
7) założyć potrzebne osłony,
8) zamocować odpowiednio element,
9) ustawić podpórkę odpowiednio blisko toczonego elementu (według literatury),
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– tokarka kłowa bezsuportowa,
– literatura dotycząca obliczania prędkości obrotowej i prędkości skrawania na tokarce,
– smar,
– element do toczenia,
– literatura z rozdziału 6.
Ćwiczenie 2
Mając do dyspozycji stępione noże do tokarek i obtaczarek, dokonaj pomiaru ich
parametrów kątowych i liniowych, porównaj ich parametry rzeczywiste z danymi z literatury
oraz przygotuj noże do ostrzenia.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Aby wykonać ćwiczenie powinieneś:
1) odszukać w literaturze informacje dotyczące parametrów kątowych i liniowych noży do
tokarek i obtaczarek,
2) dokonać pomiaru parametrów kątowych i liniowych noży za pomocą sprawdzianów,
3) dokonać porównania parametrów rzeczywistych noży z danymi z literatury,
4) określić stan parametrów noży przedstawiając dane do ostrzenia,
5) opracuj informacje o stanie faktycznym parametrów noży stępionych oraz podaj
informacje o parametrach zgodnych z literaturą do ostrzarni narzędzi,
6) przedstaw opracowane informacje nauczycielowi dokonując konsultacji,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– noże do tokarek i obtaczarek,
– sprawdziany i narzędzia służące do pomiaru parametrów kątowych i liniowych noży,
– notes,
– długopis/ołówek,
– literatura z rozdziału 6.
Ćwiczenie 3
Korzystając z opracowań ćwiczenia nr 2 przygotuj noże tokarek i obtaczarek do ostrzenia,
przeprowadź obserwację ostrzenia noży w narzędziowni (warsztacie mechanika) oraz
sprawdź parametry kątowe noży po ostrzeniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) sprawdzić parametry kątowe i liniowe noży,
2) dokonać porównania parametrów rzeczywistych noży z danymi z literatury,
3) oczyść noże z zanieczyszczeń za pomocą szpachelki plastikowej i terpentyny,
4) przekaż operatorowi ostrzarni informacje o stanie noży,
5) przeprowadź obserwację ostrzenia noży notując każdą czynność ostrzenia,
6) omów z operatorem ostrzarki (nauczycielem) kolejnych czynności ostrzenia noży,
7) dokonaj sprawdzenia parametrów naostrzenia noży za pomocą sprawdzianów,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– noże do tokarek i obtaczarek,
– sprawdziany i narzędzia służące do pomiaru parametrów kątowych i liniowych noży,
– szpachelka plastikowa i terpentyna do czyszczenia noży,
– długopis/ołówek,
– literatura z rozdziału 6.
Ćwiczenie 4
Ustaw noże tokarskie w imaku nożowym.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Aby wykonać ćwiczenie powinieneś:
1) noże umieścić w szczelinie znajdującej się w na suporcie zacisku,
2) noże ustawić tak aby jego główna krawędź tnąca zajmowała wymagane położenie
względem osi obrotu elementu i znajdowała się na wysokości jego osi obrotu,
3) noże zacisnąć za pomocą śrub dociskowych,
4) dokonać analizy wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– tokarka,
– noże do tokarki,
– klucz,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) podać zastosowanie uchylnych osłon ekranowych?
¨
¨
2) powiedzieć na czym polega obciąganie noży?
¨
¨
3) powiedzieć jaka powinna być grubość szlifowanej warstewki noża podczas
jego ostrzenia?
¨
¨
4) powiedzieć na co należy zwrócić uwagę podczas toczeniu elementów
klejonych?
¨
¨
5) powiedzieć jakie warunki należy spełnić aby nie narazić się na wyrwanie
elementu lub noża podczas obróbki?
¨
¨
6) powiedzieć jakie warunki tokarka musi spełnić aby praca na niej była
bezpieczna?
¨ ¨
7) nazwać poszczególne zespoły w tokarce kłowo-tarczowej?
¨
¨
8) odpowiednio przygotować tokarkę do walcowego wzdłużnego toczenia w
kłach z wykorzystaniem posuwu zmechanizowanego?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3. Zasady obróbki drewna i tworzyw drzewnych na tokarkach
i obtaczarkach
4.3.1. Materiał nauczania
Toczenie maszynowe drewna jest to obróbka cięciem charakteryzująca się ruchem
obrotowym wykonywanym przez obrabiany element. Narzędzie umocowane w suporcie lub
trzymane w rękach wykonuje ruch posuwowy w jednym lub w dwóch kierunkach
prostopadłych do siebie. Celem maszynowego toczenia drewna jest uzyskanie wyrobów
o kształtach brył obrotowych lub wykonanie powierzchni śrubowych. Są to najczęściej takie
elementy mebli, jak: kołki, nóżki, uchwyty. Istnieją następujące odmiany toczenia: zwykłe,
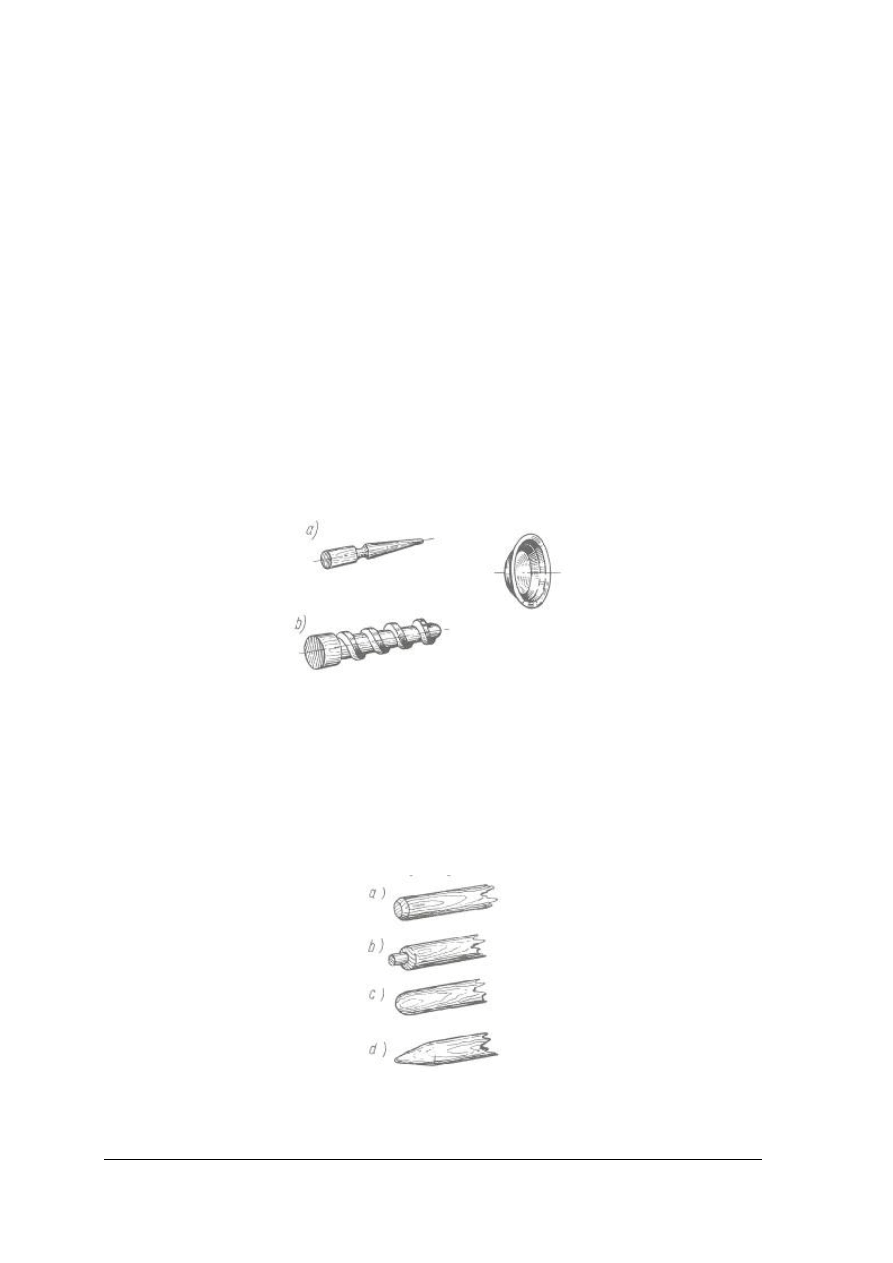
śrubowe i obtaczanie rys. 14.
Toczenie zwykłe (rysunek 14a) jest to obróbka drewna mająca na celu uzyskanie
wyrobów, których powierzchnia zewnętrzna lub wewnętrzna jest powierzchnią bryły
obrotowej (walcowej, stożkowej lub profilowej).
Toczenie śrubowe (rysunek 14b) jest to obróbka drewna, w wyniku której uzyskuje się
wyroby o powierzchni zewnętrznej lub wewnętrznej śrubowej (elementy profilowane
śrubowo).
Obtaczanie maszynowe jest to obróbka cięciem charakteryzująca się ruchem roboczym
obrotowym wykonywanym przez narzędzie oraz ruchem posuwowym prostoliniowym
równoległym do osi obrotu narzędzi, wykonywanym zwykle przez obrabiany element lub
niekiedy przez narzędzie. Narzędziem jest w tym wypadku głowica drążona z ostrzami noży
skierowanymi do wnętrza. Różne odmiany obtaczania przedstawia rysunek 15.
Rys. 14. Odmiany toczenia: a) toczenie zwykłe,
b) toczenie śrubowe. [4, s. 201]
Rys. 15. Odmiany obtaczania: a) obtaczanie
drążków, b) obtaczanie czopów, c) zaokrąglanie
końców, d) zaostrzanie końców. [4, s. 202]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Obtaczanie drążków jest to obróbka drewna mająca na celu uzyskanie z elementu
o przekroju poprzecznym kwadratowym drążków walcowych lub drążków o niewielkiej
zbieżności. W ten sposób wykonuje się kołki drewniane stosowane jako łączniki w różnego
rodzaju połączeniach stolarskich.
Obtaczanie czopów jest to obróbka mająca na celu wykonanie na końcu elementu
okrągłego walcowego lub stożkowego czopu o różnych profilach obsadzeń.
Zaokrąglanie końców jest to obróbka obtaczaniem mająca na celu nadanie końcom
elementów o przekroju okrągłym czy też kwadratowym kształtów zaokrąglonych według
dowolnej tworzącej.
Zaostrzanie końców jest to obróbka obtaczaniem, w wyniku której koniec elementu
obrabianego otrzymuje kształt stożka.
Na przebieg procesu toczenia mają wpływ: prędkość, głębokość skrawania oraz posuw.
Zależą od nich trwałość ostrza noża, opór skrawania i dokładność wymiaru obrabianej
powierzchni.
Prędkość skrawania jest to stosunek drogi do czasu, w którym krawędź skrawająca
narzędzia przesuwa się względem powierzchni obrabianego przedmiotu w kierunku głównego
ruchu roboczego. Oblicza się według wzoru:
gdzie:
V- prędkość skrawania w m/min.
d- średnica przedmiotu obrabianego w mm.
n- prędkość obrotowa obrabianego przedmiotu w obr/min.
Głębokość skrawania jest to grubość warstwy materiału usuwanej podczas jednego
przejścia narzędzia skrawającego.
Posuw jest to przesunięcie noża na jeden obrót przedmiotu. Oznacza go się najczęściej
literą „p” i wyraża się w mm/obr. Ruch ten może odbywać w kierunku równoległym do
prowadnic łoża tokarki, wówczas nazywa się go posuwem wzdłużnym. Gdy nóż wykonuje
ruch prostopadły to posuw nazywa się poprzecznym.
Siłą skrawania nazywa się taką siłę, z jaką ostrze narzędzia oddziałuje na materiał
skrawany w celu oddzielenia od niego wióra.
Najczęściej spotykane przykłady toczenia i obtaczania zostały omówione w materiale
nauczania rozdziału 4.1. przy okazji zasad działania tokarek i obtaczarek.
W tym rozdziale przedstawione zostaną nietypowe możliwości obróbki na tokarce.
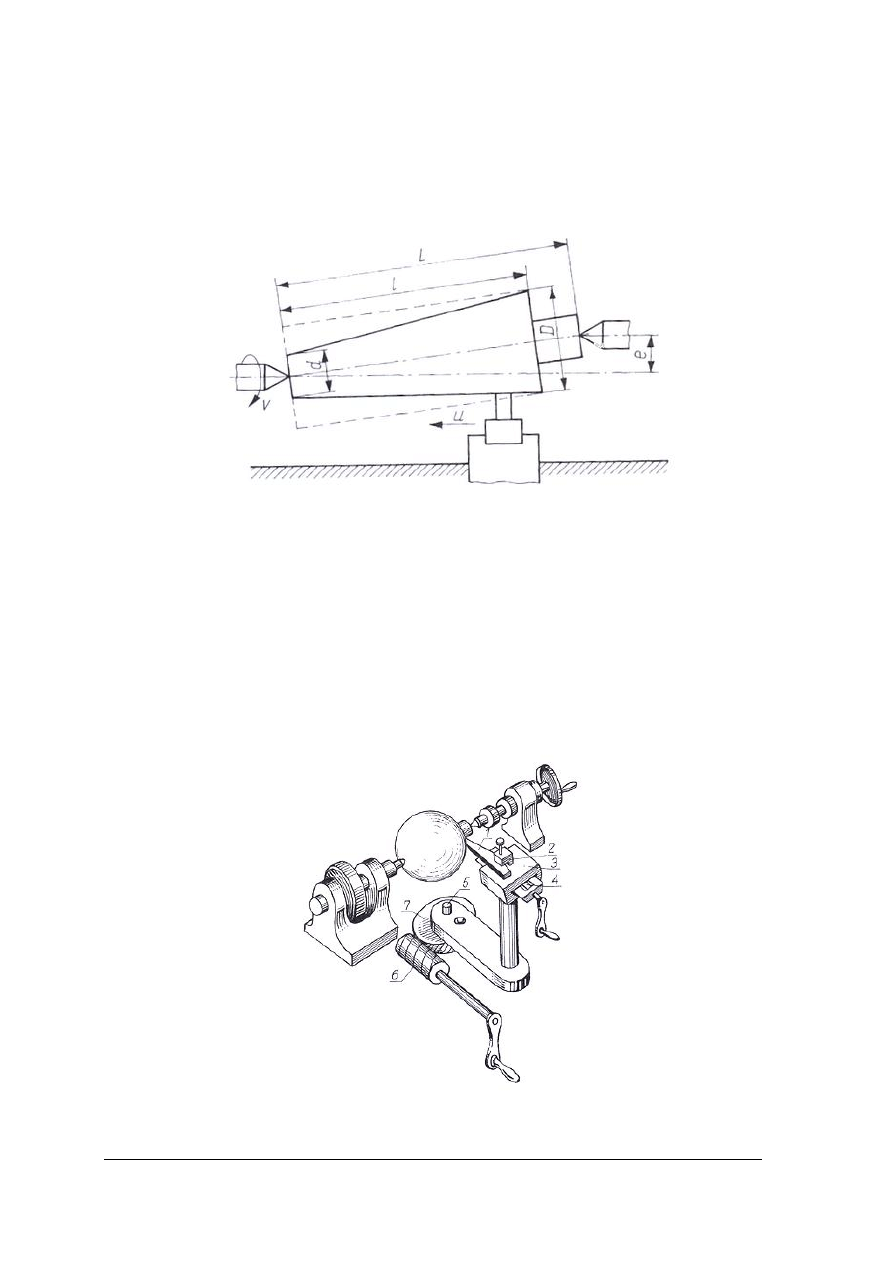
Na rysunku 16 pokazano sposób toczenia stożków na zwykłej tokarce kłowej dysponującej
możliwością przesunięcia osi konika. Jeśli kieł konika zostanie przesunięty o wielkość e , to
prowadząc suport z nożem po łożu tokarki można toczyć stożki. Wielkość zbieżystości zależy
od przesunięcia e.
⋅
⋅
=
s
m
n
d
V
1000·60
π
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rysunek 16 przedstawia przykład obróbki stożka na tokarce kłowej, gdzie d- jest średnicą
cieńszego końca który chcemy w wyniku toczenia otrzymać, D – średnica w grubszym końcu,
v – kierunek obrotu wrzeciona, u – kierunek posuwu suportu z nożem, l-wysokość stożka,
L- długość całkowita toczonej nóżki.
Rys.16. Obróbka stożka na tokarce[2,s.199].
Na rysunku 17 pokazano przyrząd do toczenia kul. Nóż 1 zamocowany w imaku 2 daje się
wraz z suportem 3 przesuwać za pomocą mechanizmu śrubowego 4 po prowadnicach.
Prowadnice te są umieszczone na stojaku obracającym się wokół czopa 5 dzięki
mechanizmowi ślimakowemu 6 i 7. Ostrze noża opisuje przy obrocie stojaka łuk okręgu
o promieniu zależnym od odległości tego ostrza od osi czopa 5.
Rys. 17. Obróbka kuli na tokarce[2,s.200].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Należy jeszcze podkreślić, że oś czopa 5 powinna przecinać się z prostą przechodzącą przez
oba kły. Jeśli na powierzchni gotowej kuli nie może pozostać ślad kła wrzeciennika, to
drążek, z którego toczy się kule, trzeba zamocować nie między kłami, lecz w tulei wrzeciona
i zaczynać obróbkę od strony konika, a kończyć – odcinając gotową kulę od drążka. Małe
kulki (np. koraliki) toczy się nożem żłobkowym o promieniu wklęsłości równym promieniowi
kuli o ostrzu tak ukształtowanym, by jego część odcinająca gotową kulę była cofnięta
względem pozostałych fragmentów krawędzi tnącej noża.
Zasady bezpiecznej pracy podczas toczenia drewna. Podczas obróbki toczeniem
potencjalne zagrożenie dla osoby wykonującej obróbkę i dla osób postronnych stanowią
rozpraszane wokół wióry drzewne i ewentualne wyłupane części drewna lub wyszczerbiające
się podczas obróbki noże. Szczególną uwagę należy zachować podczas toczenia drewna
klejonego. Tokarki powinny być wyposażone w osłony chroniące przed wiórami,
a pracownicy powinny pracować w okularach ochronnych. Noże tokarskie muszą być ostre.
Jednorazowo należy toczyć cienkie warstwy drewna, aby nie nastąpiło wyrwanie noża z ręki
lub wyrwanie elementu. Nie należy toczyć drewna popękanego. W czasie toczenia nie wolno
dotykać obrabianego przedmiotu.
Należy przypomnieć, że każda tokarka, obtaczarka czy inne urządzenie powinno posiadać
dokumentację techniczno-ruchową DTR z którą przed przystąpieniem do pracy każdy
pracownik musi się zapoznać.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym charakteryzuje się toczenie maszynowe drewna?
2. Co to jest toczenie zwykłe?
3. Jak zdefiniujesz toczenie śrubowe?
4. Co to jest obtaczanie śrubowe?
5. Co wpływa na przebieg toczenia?
6. Według jakiego wzoru oblicza się prędkość skrawania?
7. Jak można scharakteryzować posuw?
8. Jakie zasady bhp obowiązują podczas pracy na tokarkach i obtaczarkach?
9. Jakie są sposoby toczenia stożków na zwykłej tokarce kłowej dysponującej możliwością
przesunięcia osi konika?
4.3.3. Ćwiczenia
Ćwiczenie 1
Oblicz prędkość skrawania łaty o średnicy 5 cm, jeżeli prędkość obrabianego przedmiotu
wynosi 710 obrotów na minutę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) podstawić dane do odpowiedniego wzoru,
2) dokonać odpowiednich obliczeń,
3) zanotować przebieg obliczeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– kalkulator,
– literatura z rozdział 6.
Ćwiczenie 2
Na podstawie rysunku wykonawczego tralki balustradowej o średnicy maksymalnej120
mmi długości 800 mm oraz liczbie obrotów wrzeciona 700 obr/min, sprawdź czy prędkość
skrawania wynikająca z danych jest właściwa i czy nie przekracza wartości dopuszczalnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z rysunkiem wykonawczym tralki balustradowej,
2) podstawić dane do odpowiedniego wzoru,
3) dokonać odpowiednich obliczeń,
4) zanotować przebieg obliczeń,
5) dokonać analizy obliczeń przedstawiając je nauczycielowi,
6) dokonać analizy poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
– rysunek wykonawczy tralki balustradowej,
– literatura dotycząca doboru parametrów skrawania i obróbki materiału podczas toczenia,
– notatnik,
– ołówek/długopis,
– kalkulator,
– literatura z rozdział 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) powiedzieć czym charakteryzuje się toczenie maszynowe drewna?
¨ ¨
2) zdefiniować toczenie zwykłe?
¨ ¨
3) scharakteryzować toczenie śrubowe?
¨ ¨
4) powiedzieć co to jest obtaczanie śrubowe?
¨ ¨
5) powiedzieć co wpływa na przebieg toczenia?
¨ ¨
6) podać wzór na obliczenie prędkości skrawania?
¨ ¨
7) scharakteryzować posuw?
¨ ¨
8) podać zasady bhp obowiązujące podczas pracy na tokarkach i obtaczarkach?
¨ ¨
9) podać sposoby toczenia stożków na zwykłej tokarce kłowej dysponującej
możliwością przesunięcia osi konika?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.4. Dobór narzędzi, oprzyrządowania oraz mocowanie materiału
4.4.1. Materiał nauczania
Narzędzia tokarskie można podzielić na:
–
głowice obtaczarek do drążków,
–
głowice obtaczarek do czopów,
–
głowice obtaczarek do kształtowego obtaczania końców elementów,
–
noże do obtaczarek,
–
noże do tokarek ręczne, zewnętrzne,
–
noże do tokarek ręczne, wewnętrzne
– do tokarek imakowe zewnętrzne,
– do tokarek imakowe wewnętrzne.
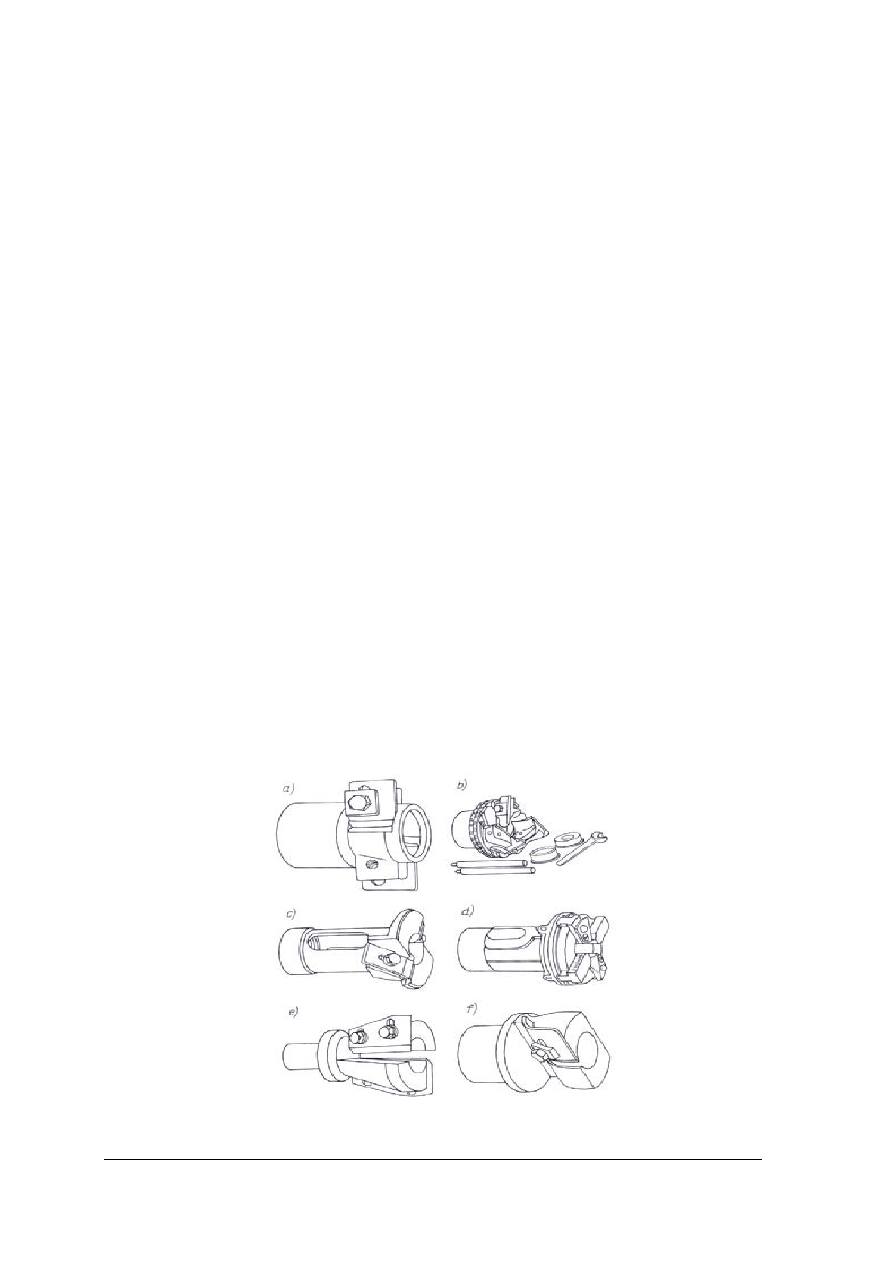
Głowice do obtaczarek.
Najczęściej stosowanymi głowicami do obtaczarek są głowice do drążków walcowych
nienastawne rys. 18 a), drążona, przelotowa głowica ma skierowane do wnętrza dwa lub
więcej noży. Jest nakręcana gwintem wewnętrznym na tulejowe wrzeciono, które nadaje
głowicy ruch obrotowy. Głowica obtacza łatę o przekroju kwadratowym na drążek walcowy
o promieniu równym odległości najbardziej wysuniętej części krawędzi ostrza od osi głowicy.
Nastawianie noży wymaga zatrzymania obrabiarki; zresztą możliwość zmiany odległości
krawędzi ostrza od osi głowicy jest ograniczona, w związku z czym do produkcji drążków
różnych średnic trzeba używać głowic różnej wielkości. Krawędź tnąca noża rys. 19 a), ma
zwykle w takiej głowicy kształt lekko łukowy od strony wejścia łaty, przechodzący dalej
w linię prostą równoległą do osi obrotu głowicy. Ułatwia to stopniowe skrawanie przekroju
i zapewnia gładką powierzchnię drążka. Bardziej złożone konstrukcje głowic do drążkarek
przedstawia rys 18 b). Głowice te umożliwiają płynną nastawność średnic 15÷40 lub 30÷60
mm, co jest potrzebne np. w produkcji długich rękojeści do narzędzi rolniczych
i ogrodniczych o średnicy zmiennej na długości.
Rys. 18. Głowice do obtaczarek[2,s.195].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Zmiana średnicy (za pomocą mechanizmu krzywkowego) odbywa się w czasie pracy
drążkarki. W meblarstwie znajdują zastosowanie głowice do czopów walcowych
– nienastawna (rys.18 c), pracująca prostymi nożami według (rys. 19 b) i o bardziej
złożonej konstrukcji – nastawna (rys 18 d) do zakresów średnic 10÷35, 15÷50 lub 10÷50
mm.
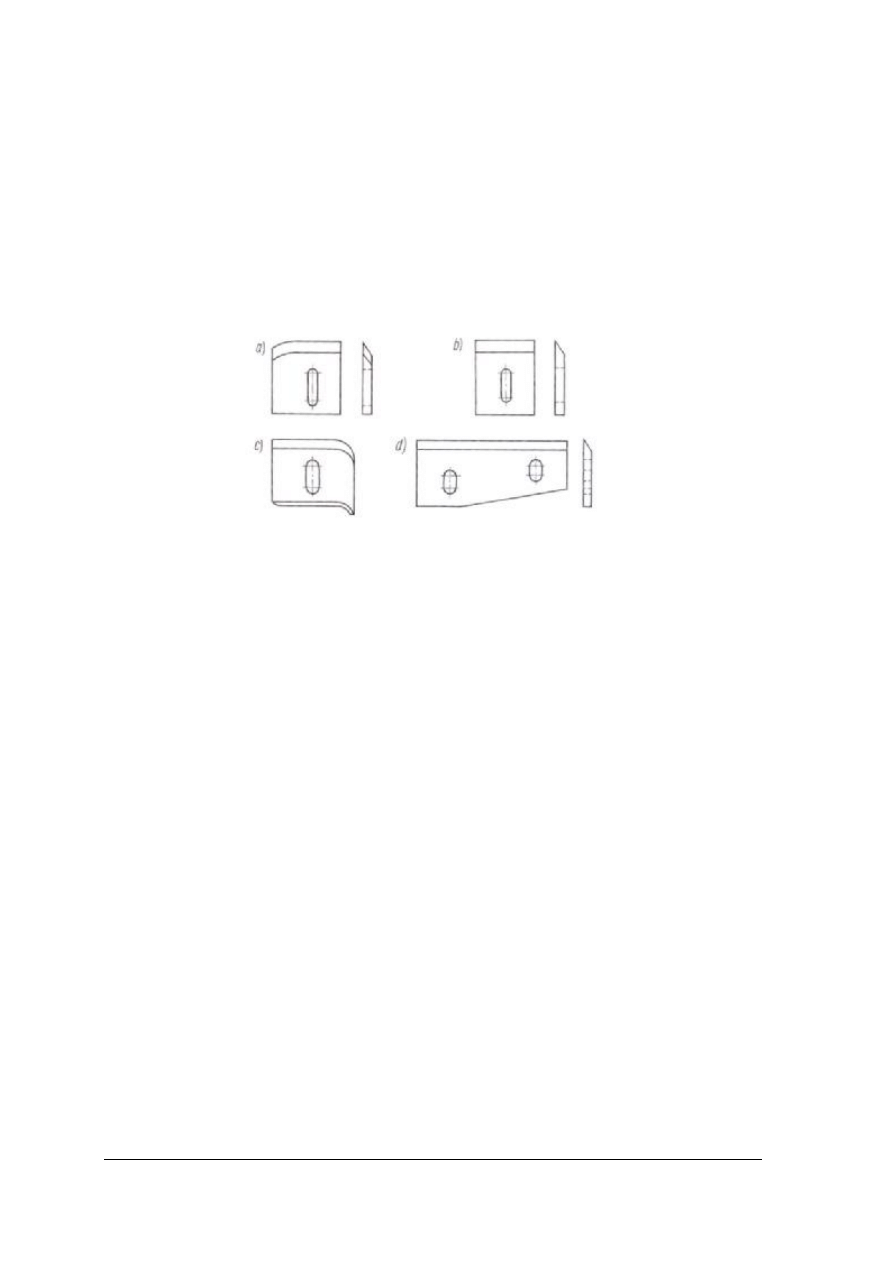
Do stożkowego zaostrzania końców elementów służą głowice stożkowe (rys. 18 e) pracujące
nożami według (rys. 19 d), a do łukowatego zaokrąglenia głowice według rys. 18 f) pracujące
nożami według (rysunku 19 c).
Rys. 19. Noże do głowic do obtaczarek [2,s.196].
Głowice do wykonywania drążków mają kształt tulei z wewnętrznym otworem
przelotowym jednostronnie gwintowanym. Gwint służy do zamocowania głowicy na
drążonym wrzecionie obtaczarki. Drugi koniec głowicy posiada dwa boczne sfrezowania,
stanowiące płaszczyzny przylgowe dla noży skrawających. Noże mocowane są do głowicy za
pomocą śrub w taki sposób, że ich krawędzie tnące skierowanie są do środka głowicy
i zajmują położenie równoległe do jej osi obrotu. Tak skonstruowana głowica nosi nazwę
głowicy nastawnej, w której głowica umożliwia zmianę odległości krawędzi tnących noży od
osi obrotu głowicy w czasie jej pracy.
Głowice nastawne produkuje się w dwóch wielkościach- D=15÷40 mm oraz D=30
÷
60 mm.
Głowice nienastawne produkuje się dla średnicy drążków 8
÷
80 mm.
Głowice do obtaczarek mają zazwyczaj od 1 do 3 noży. Noże do tych głowic mają krawędzie
tnące zaokrąglone promieniem łukowym od strony wprowadzania do głowicy obrabianej łaty.
Głowice do czopów wykonuje się jako nastawne dla dwóch zakresów średnic czopa:
D=10
÷
35 mm i D=15
÷
50 mm lub jako głowice nienastawne o tym samym zakresie średnic
czopa. W tych głowicach noże ustawione są krawędziami tnącymi prostopadle do osi obrotu
głowicy.
Głowica z nożami łukowymi służy do kulistego zaokrąglania końców o średnicy
D=20
÷
60 mm. Głowica do zaostrzeń stożkowych ma dwa noże płaskie długie ustawione
skośnie względem osi obrotu głowicy. Średnica elementu obtaczanego może dochodzić do
100 mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Noże do tokarek ręczne.
Noże tokarskie ręczne to narzędzia do obróbki toczeniem na tokarkach bezsuportowych.
Nóż taki opiera się na podpórkach i w czasie obróbki trzyma się go w rękach wykonując nim
ruchy posuwowe, decydujące o kształcie gotowego elementu.
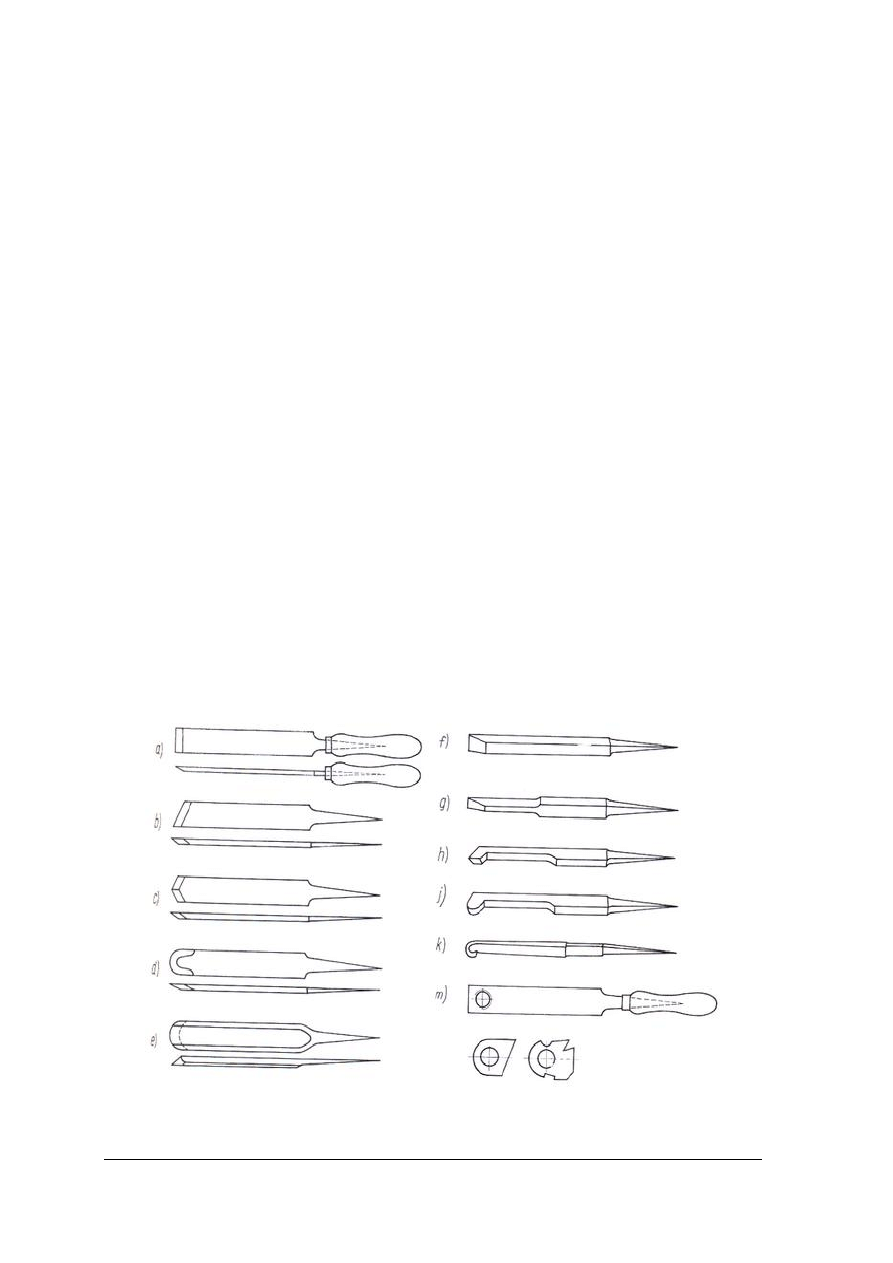
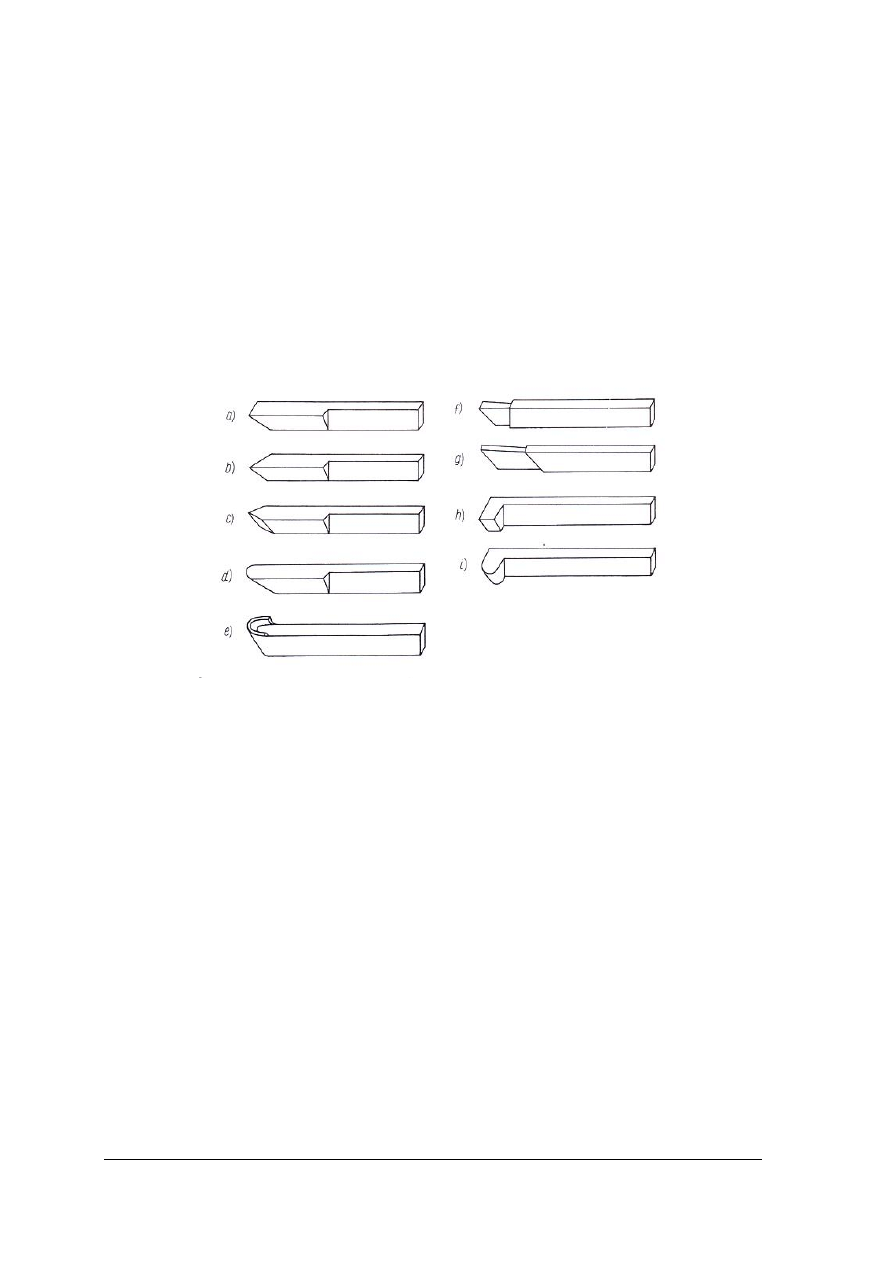
Do najczęściej stosowanych przy toczeniu zewnętrznym noży tokarskich ręcznych należą:
noże oznaczone według rysunku nr 20.
a) nóż płaski - do gładkiego toczenia powierzchni walcowej lub stożkowej,
b) nóż płaski skośny - do gładkiego toczenia powierzchni stożkowej lub walcowej przy
posuwie wzdłużnym skierowanym w jedną stronę: w lewo lub w prawo – stosownie do
tego, z której strony jest skośne wcięcie,
c) nóż płaski dwustronnie skośny - stosowany jak wyżej, lecz przy posuwie w obie strony,
d) nóż płaski półokrągły - do średnio gładkiego toczenia powierzchni o tworzących
prostoliniowych i do gładkiego toczenia powierzchni krzywoliniowych wklęsłych,
e) nóż żłobkowy(zwany zdzierakiem) - do wstępnego zgrubnego toczenia,
f) wyżłobiak prosty - do wykonywania wąskich rowków (żłobków) prostokątnych,
g) przecinak – do przecinania (np. do odcinania obrobionej części),
Spośród noży do toczenia wewnętrznego pokazano:
h) nóż płaski prosty – do gładkiego toczenia powierzchni walcowej lub stożkowej,
j) nóż płaski półokrągły - do średnio gładkiego toczenia powierzchni o tworzących
prostoliniowych i gładkiego toczenia powierzchni krzywoliniowych wklęsłych,
k) nóż haczykowy półokrągły – do zgrubnego wytaczania,
m) nóż uniwersalny z wymiennymi płytkami różnego kształtu, mocowanymi do oprawki
śrubą z łbem gniazdowym.
Kształt noży, a zwłaszcza usytuowanie ostrzy względem szyjki i pozostałej części noża,
wskazuje w nożach do toczenia wewnętrznego na ich przystosowanie do pracy nawet
w otworach niewielkiej średnicy.
Rys. 20. Noże do tokarek ręczne[2,s.193].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Noże do tokarek imakowe.
Na rysunku 21 pokazano typowe odmiany noży imakowych. Chwyt o przekroju
kwadratowym lub prostokątnym służy do mocowania noża w imaku suportu tokarki przez
zaciśnięcie śrubą. Z kształtu części roboczej noża można – przez analogię do noży ręcznych
określić ich przeznaczenie. W przypadku seryjnej obróbki profilowej profil może być
wykonywany nie przez kolejne stosowanie pojedynczych noży o podstawowych kształtach
ostrza, lecz z wykorzystaniem noża profilowego pojedynczego lub noży złożonych, które
kształtują od razu cały profil lub jego znaczną część.
Zamieszczone na rysunku 21 przykłady noży imakowych do tokarek to:
a÷g - do toczenia zewnętrznego; h, i – do toczenia wewnętrznego):
a) płaski prosty, b) płaski skośny, c) płaski dwustronnie skośny, d) płaski półokrągły,
e) zdzierak żłobkowy, f) wyżłobiak płaski prosty, g) przecinak, h) płaski prosty,
i) płaski półokrągły.
Rys. 21. Noże do tokarek imakowe[2,s.193].
Ustawianie i mocowanie noży. Bezpieczeństwo pracy.
Noże ręczne oraz imakowe powinny być ustawione tak, pokazany na rysunku nr 5, aby
kąt natarcia γ miał wartość 45 º dla drewna miękkiego i 20 º dla drewna twardego. W nożach
imakowych uzyskuję się ten kąt w wyniku odpowiedniego ostrzenia noża lub wychylenia
czółenkowej podkładki w imaku, a w ręcznych – przede wszystkim dzięki nastawieniu
podpórki na wysokości przy czym należy dbać, by nóż był podparty możliwie blisko
toczonego elementu. Duża odległość podpórki od przedmiotu toczonego grozi wyrwaniem
noża z rąk tokarza (nóż trzyma się oburącz), ponieważ wystająca za podpórkę część noża daje
duże ramię momentu powodowanego siłą skrawania. Ze względu na bezpieczeństwo pracy
nie należy skrawać dużej grubości ani stosować dużej prędkości posuwu; kończy się to
wyrwaniem noża albo wyrwaniem przedmiotu z kłów czy tarczy tokarki. Przy prędkości
skrawania 0,5 ÷ 3 m/s (drewno twarde) do 10 ÷ 13 m/s (drewno miękkie) powstaje duża ilość
spulchnionych wiórów. Nie należy dopuszczać do ich gromadzenia się, a usuwać je można
tylko przy wyłączonym napędzie. Okulary ochronne potrzebne przy ręcznym kształtowaniu
złożonych profili przedmiotu powinny być wykonane z materiału nie tłukącego się.
Urządzenia do mocowania przedmiotów dzieli się na: tarcze zabierakowe, zabieraki,
uchwyty tokarskie samocentrujące, tarcze tokarskie, podtrzymki.
Kły tokarskie dzieli się na zwykłe i obrotowe. Służą one do mocowania długich wałków.
Zamocowanie wałka w kłach wymaga jeszcze dalszych przyrządów, do których zalicza się
tarczę zabierakową i zabierak. Aby zapobiec uginaniu się wałka pod jego własnym ciężarem,
długie wałki obrabiane w kłach podpiera się w połowie długości podtrzymką stałą

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
przymocowaną do łoża tokarki lub podtrzymką ruchomą umocowaną na suporcie.
Uchwyty tokarskie służą do szybkiego mocowania przedmiotu obrabianego współosiowo
z wrzecionem. Najczęściej stosowanym uchwytem do mocowania przedmiotów małych
i średniej wielkości jest uchwyt samocentrujący spiralny. Składa się on z koła zębatego
stożkowego napędzającego i koła talerzykowatego.
W nowoczesnych tokarkach są stosowane uchwyty pneumatyczne oraz hydrauliczno-
pneumatyczne.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można podzielić narzędzia tokarskie?
2. Jakie noże tokarskie ręczne najczęściej stosuje się przy toczeniu zewnętrznym?
3. Jakie noże tokarskie ręczne najczęściej stosuje się przy toczeniu wewnętrznym?
4. Jak dzieli się urządzenia do mocowania przedmiotów?
5. Do czego służą kły tokarskie?
6. Do czego służą uchwyty tokarskie?
7. W jaki sposób należy ustawiać i mocować noże tokarskie?
4.4.3. Ćwiczenia
Ćwiczenie 1
Przygotuj do pracy obtaczarkę oraz wykonaj trzonek do łopaty o średnicy 30 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) zapoznać się z dokumentacją techniczno-ruchową DTR obtaczarki,
3) opracować pisemnie kolejność czynności mających na celu przygotowanie obtaczarki do
pracy,
4) opracować na podstawie DTR przepisy bhp podczas obtaczania,
5) dokonać konsultacji opracowania z nauczycielem,
6) dobrać odpowiednie głowice,
7) wytoczyć trzonek o odpowiedniej średnicy,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– obtaczarka,
– dokumentacja DTR obtaczarki,
– głowica,
– okulary ochronne,
– materiał,
– literatura z rozdziału 6.
Ćwiczenie 2
Zamocuj element z drewna litego w tokarce posiadającej uchwyt czteroszczękowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) przygotować odpowiedni materiał do obróbki,
3) zacisnąć element z drewna litego w uchwycie, w taki sposób, by podczas obróbki element
nie został wyrwany,
4) przestrzegać zasad bhp,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– tokarka,
– element drewniany,
– literatura z rozdziału 6.
Ćwiczenie 3
Znajdź w dostępnych Ci źródłach sposoby wymiany i ustawiania noży tokarskich
w imaku nożowym i opisz je.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą zagadnienia,
2) odszukane informacje przedstawić w formie pisemnej,
3) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
komputer z dostępem do Internetu,
−
notatnik,
−
ołówek/długopis,
−
literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) dokonać podziału narzędzi tokarskich?
¨
¨
2) powiedzieć jakie noże tokarskie ręczne najczęściej stosuje się przy toczeniu
zewnętrznym?
¨
¨
3) powiedzieć jakie noże tokarskie ręczne najczęściej stosuje się przy toczeniu
wewnętrznym?
¨
¨
4) dokonać podziału urządzeń do mocowania przedmiotów?
¨
¨
5) powiedzieć do czego służą kły tokarskie?
¨
¨
6) powiedzieć do czego służą uchwyty tokarskie?
¨ ¨
7) ustawić i zamocować noże tokarskie?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.5. Toczenie za pomocą dłut tokarskich na tokarkach kłowych
i tarczowych z podstawką oraz toczenie nożami imakowymi
mocowanymi
w
suporcie
tokarki,
obtaczanie
na
obtaczarkach
4.5.1. Materiał nauczania
Do toczenia, zwłaszcza ręcznego, najlepiej nadaje się drewno o jednolitej budowie
(gatunki rozpierzchłonaczyniowe) takie jak: buk, grusza, grab, orzech, oraz drewno gatunków
bardziej miękkich: klon, brzoza i lipa, ponieważ mają jednolitą budowę.
Do toczenia maszynowego można przeznaczyć dowolne gatunki drewna. Jednakże
najlepsze jest drewno twarde o jednolitej strukturze.
Przygotowanie elementów do toczenia polega na przycięciu ich na długość (z nadmiarem
zależnym od sposobu mocowania w tokarce) i wstępnym nadaniu im przekroju kwadratowego
lub w przypadku większych średnic, ośmiokątnego. Do toczenia wybiera się drewno bez wad,
zwłaszcza sęków, pęknięć, pęcherzy żywicznych, zawiłego układu włókien. Powinno być ono
pozyskane ze środkowej części kłody. Jeśli pozyskanie odpowiedniego do toczenia materiału
o dużej średnicy nastręcza trudności, toczeniu poddaje się elementy odpowiednio klejone.
Toczenie może być prowadzone ręcznie lub w sposób zmechanizowany. W obróbce
zmechanizowanej nóż imakowy jest zamocowany w imaku nożowym, który wraz z suportem
przesuwa się wzdłuż i w głąb obrabianego elementu po torze nadanym oraz z wykorzystaniem
odpowiedniego wzornika.
Drewno toczy się na tokarkach i obtaczarkach. Narzędziami skrawającymi w tokarkach
są noże tokarskie imakowe mocowane w suporcie. W starszych typach tokarek noże tokarskie
podczas toczenia trzymane są w rękach i wspierane na podstawce nożowej. Noże takie są
podobne do dłut i są nazywane również dłutami tokarskimi. Podczas obtaczania stosuje się
głowice do obtaczarek z wymiennymi nożami.
Zrywanie pierwszych warstw drewna jest dokonywane za pomocą noży półokrągłych.
Dalsze toczenie odbywa się nożami płaskimi. W czasie toczenia dłuta są wspierane na
podstawce nożowej, która może być przesuwana w pionie i w poziomie. Umożliwia to
odpowiednie zbliżanie podstawki do toczonego materiału.
Kąt ustawienia noża względem toczonego materiału decyduje o jakości toczenia.
W tokarkach kłowych suportowych są stosowane noże imakowe. Są one mocowane w imaku
nożowym wbudowanym w suport, który może być przesuwany wzdłuż łoża tokarek ręcznie
lub mechanicznie. Również głębokość wcinania się noża w toczone drewno uzyskuje się
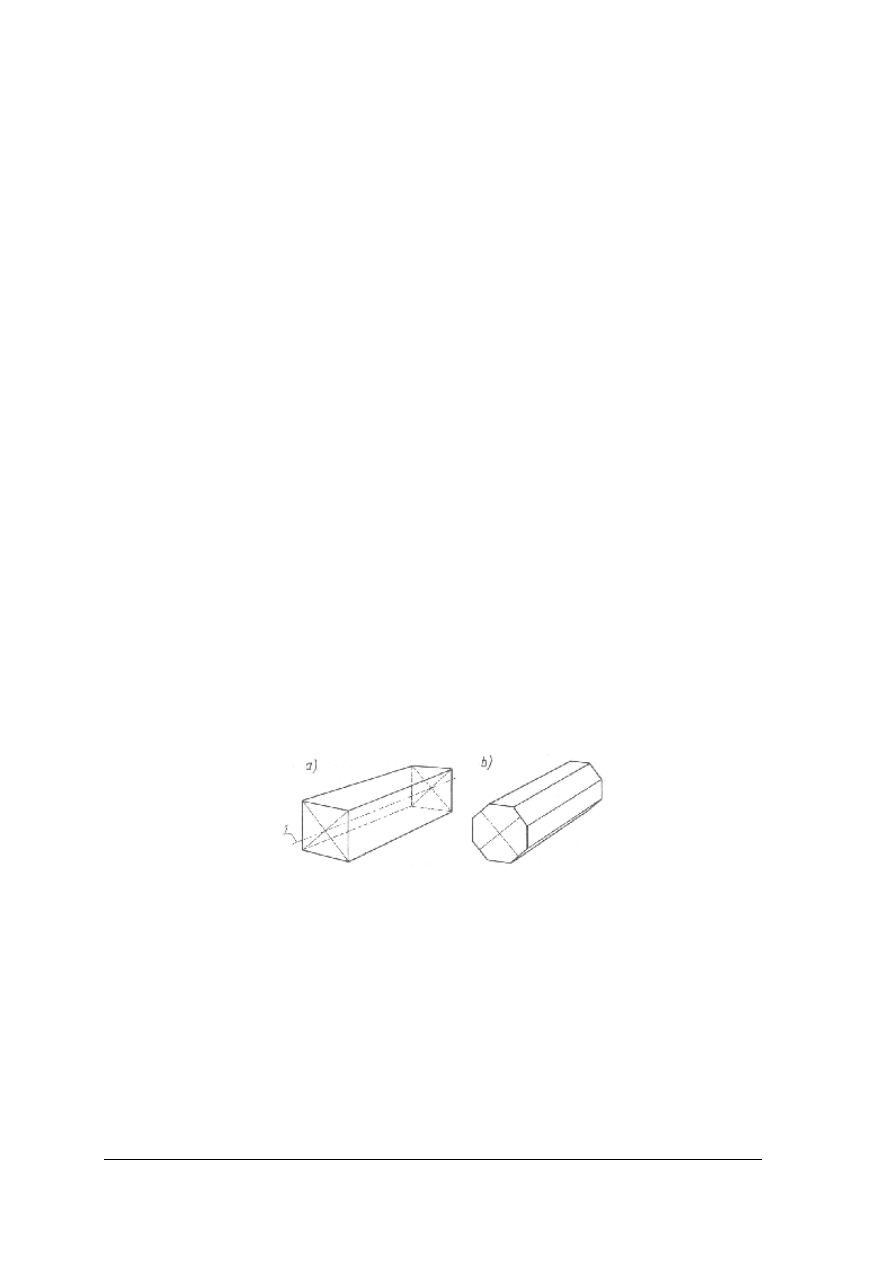
Rys. 22. Przygotowanie drewna do toczenia:
a) graniastosłup o podstawie kwadratu, b) graniastosłup
o podstawie ośmioboku, 1- oś wzdłużna graniastosłupa
i sposób jej wyznaczenia [4, s. 150]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
ręcznie lub mechanicznie. W ostatnim wypadku jest stosowany wzornik kształtowy i toczenie
jest niemal całkowicie zmechanizowane.
Drewno przeznaczone do toczenia trzeba uformować w graniastosłup o podstawie
ośmioboku, po uprzednim oznaczeniu miejsc, przez które przechodzi oś wzdłużna elementu
(rysunek 22). Dotyczy to szczególnie graniaków o większych przekrojach poprzecznych.
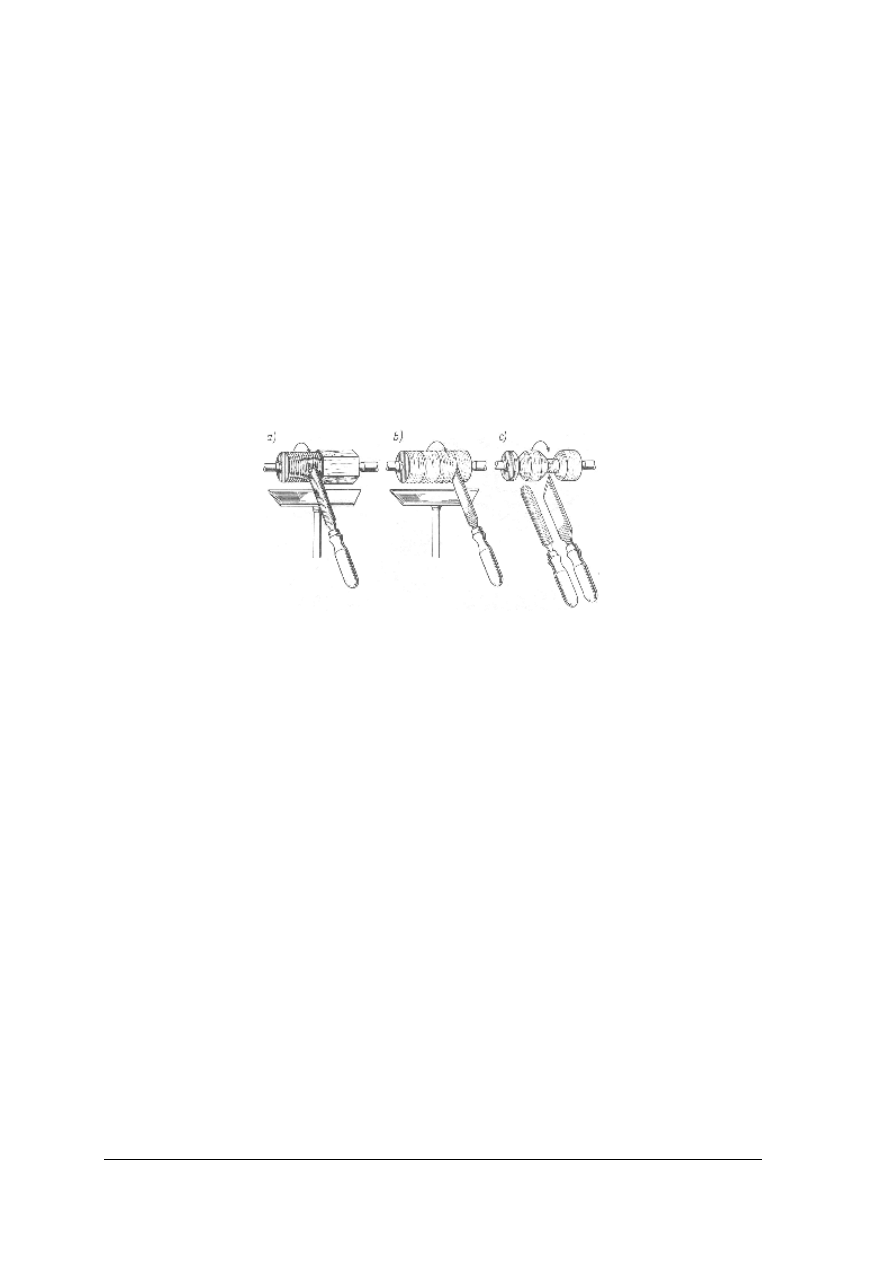
Tak uformowany graniak mocuje się w tokarce za pomocą uchwytów umieszczonych we
wrzecionie i koniku. Podczas toczenia brył obrotowych o złożonych kształtach najpierw
pozyskuje się walec o powierzchni nierównej. Jeśli stosuje się noże tokarskie sterowane
ręcznie, to walce wykonuje się za pomocą noża zdzieraka o półokrągłym kształcie krawędzi
tnącej (rysunek 23 a). Na walcu tym oznacza się nożem płaskim prostym wgłębienia,
a następnie formuje się pożądaną bryłę obrotową (rysunek 23 b). Średnice elementu
w różnych punktach jego długości można sprawdzać za pomocą macek tokarskich lub
wzornika przykładanego do wirującego materiału (rysunek 23 c) [4, s. 150].
W produkcji masowej stosuje się tokarki automatyczne lub tokarki-kopiarki, w których
ruchy noży osadzonych w suporcie są wykonywane samoczynnie, zgodnie z kształtami
wymiennego wzornika.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1) Jakie drewno nadaje się najbardziej do toczenia?
2) O czym decyduje kąt ustawienia noża względem toczonego materiału?
3) Za pomocą jakich noży dokonuje się zrywania pierwszych warstw drewna?
4) Do czego stosowany jest wzornik kształtowy?
5) Jakie zastosowanie mają tokarki automatyczne?
4.5.3. Ćwiczenia
Ćwiczenie 1
Przygotuj element z drewna dębowego do wytoczenia nogi do stołu. Noga będzie miała
miary; długość 800 mm średnica w najgrubszym miejscu 125 mm. Twoim zadaniem będzie
przygotować element dębowy o odpowiedniej długości, średnicy oraz klasie jakości.
Rys. 23. Etapy toczenia. a) toczenie wstępne graniastosłupa,
b) oznaczanie granic wgłębień i wypukłości, c) toczenie ostateczne
i wygładzanie nożem (dłutem) płaskim [4, s. 151]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z dokumentacją rysunkową na ten temat,
2) dobrać tarcicę dębową o odpowiedniej jakości, wilgotności i o odpowiednich wymiarach
z naddatkami,
3) zaznaczyć miejsca zamocowania elementu w tokarce,
4) dokonać obróbki wstępnej na strugarce wyrówniarce,
5) przedstawić przygotowany element nauczycielowi,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– dokumentacja rysunkowa nogi,
– przybory kreślarskie,
– ołówek,
– tokarka,
– element z drewna dębowego do toczenia
– noże tokarskie,
– literatura z rozdziału 6.
Ćwiczenie 2
Na podstawie przygotowanego elementu w ćwiczeniu nr 1 wykonaj toczenie nogi do stołu
na tokarce kłowej według zaprojektowanego przez siebie profilu nogi uwzględniając wymiary
gabarytowe z ćwiczenia 1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) zaprojektować nogę,
3) przygotować tokarkę do pracy ze szczególnym uwzględnieniem przepisów bhp,
4) zamocować element,
5) wytoczyć produkt stosując odpowiednie narzędzia,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– blok techniczny,
– przybory kreślarskie,
– ołówek,
– tokarka,
– łata,
– noże,
– okulary ochronne,
– literatura z rozdziału 6.
Ćwiczenie 3
Na podstawie przygotowanego elementu w ćwiczeniu nr 1 wykonaj toczenie nogi do
stołu, korzystając z dłut tokarskich, według zaprojektowanego przez siebie profilu nogi,
uwzględniając wymiary gabarytowe z ćwiczenia 1.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) przygotować tokarkę do pracy ze szczególnym uwzględnieniem przepisów bhp,
3) zamocować element,
4) wytoczyć produkt stosując odpowiednie narzędzia,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– tokarka,
– łata,
– dłuta tokarskie,
– okulary ochronne,
– literatura z rozdziału 6.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić jakie drewno nadaje się najbardziej do toczenia?
¨ ¨
2) powiedzieć o czym decyduje kąt ustawienia noża względem toczonego
materiału?
¨ ¨
3) określić za pomocą jakich noży dokonuje się zrywania pierwszych warstw
drewna?
¨ ¨
4) opisać do czego stosowany jest wzornik kształtowy?
¨ ¨
5) podać zastosowanie tokarki automatycznej?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.6. Toczenie gwintów oraz toczenie wg wzorników
4.6.1. Materiał nauczania
Toczenie gwintów na tokarkach do drewna omówionych w poprzednich rozdziałach nie
jest możliwe ponieważ nie posiadają one odpowiednich przekładni sterujących posuwem
suportu i zamocowanego w nim noża. Do toczenia gwintów stosowane są tokarki kłowe
suportowe z automatycznym posuwem wyposażone w odpowiednie przekładnie.
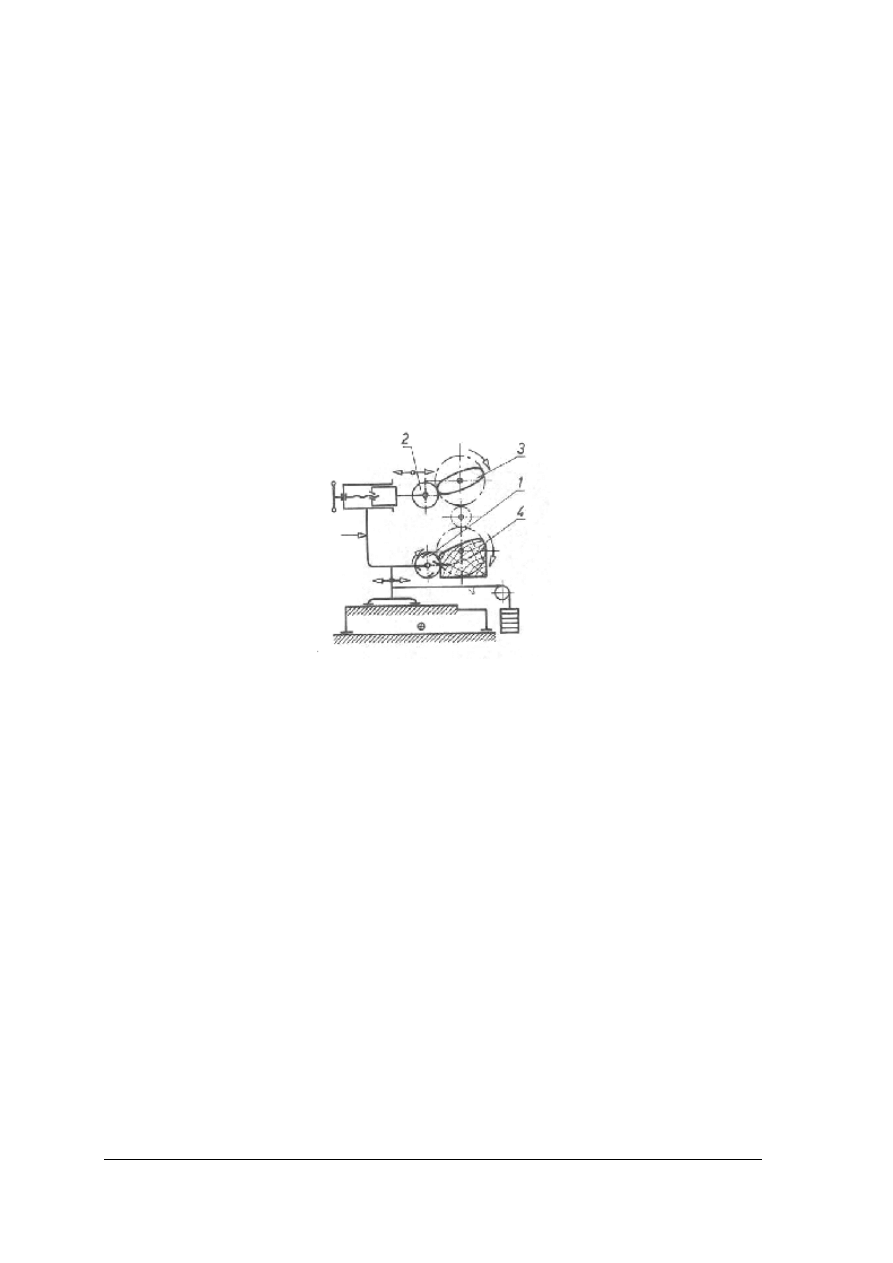
Toczenie według wzorników wykonuje się na maszynach zwanych wzorcarkami.
Wzorcarki bryłowe są przeznaczone do masowej produkcji uchwytów do narzędzi,
sprzętu sportowego, nóg do mebli stylowych, szczeblin, balustrad, protez, kolb do broni
palnej. Zasadę odwzorowywania bryłowego wyjaśniono schematycznie na rysunku 24.
Wzorcarki płaskorzeźbowe są frezarkami przeznaczonymi do masowej produkcji
przedmiotów obrabianych jednostronnie (lub stopniowo) oraz wielostronnie, takich jak
płaskorzeźby, ornamenty, figurki rzeźbione, zabawki. Obrabiarki te są stosowane w fabrykach
mebli artystycznych, zabawek, pamiątek z drewna i galanterii drzewnej.
Obróbka
przedmiotów
bryłowych
wymaga
stopniowego
obracania
wzornika
i elementów.
Elementy o skomplikowanym kształcie i dużych naddatkach należy frezować w kilku fazach.
Do frezowania zgrubnego używa się frezów o większych średnicach. Frezowanie
wykańczające powinno być wykonywane frezami o małych średnicach i przy użyciu
cienkiego kołka wodzącego. Końce frezów i kółka muszą leżeć w jednej płaszczyźnie
poziomej.
Wzorcarki przedstawione na rysunku 25 są specjalistycznymi frezarkami przystosowanymi
do wykonywania przedmiotów o kształtach przestrzennie zmiennych odpowiadających
kształtom wzorca, tj. przedmiotu wykonanego w inny sposób, np. ręcznie, lub wzornika, tj.
przyrządu ze stali, żeliwa lub tworzywa sztucznego, którego kształt jest kopiowany na
obrabianych przedmiotach.
Rozróżnia się wzorcarki bryłowe poprzeczne rys. 25 a), bryłowe wzdłużne rys. 25 b),
i wzorcarki płaskorzeźbowe rys. 25 c).
Ze względu na liczbę przedmiotów obrabianych jednocześnie rozróżnia się wzorcarki
jednoprzedmiotowe i wieloprzedmiotowe.
Rys.24. Zasada działania wzorcarki bryłowej. 1- frez, 2- krążek
wodzący, 3- wzornik, 4- obrabiany element [1, s. 124]
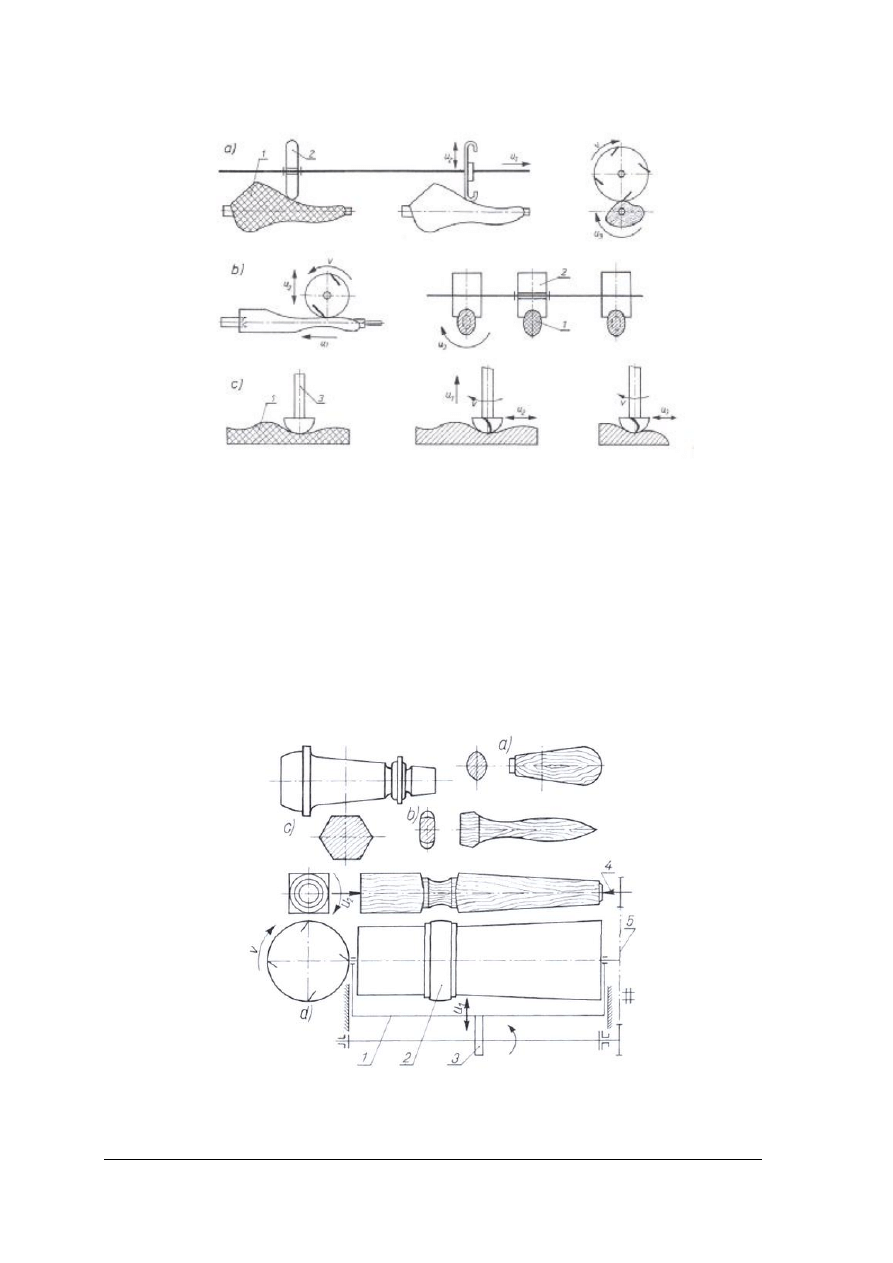
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys.25. Schematy technologiczne wzorcarek : a) bryłowej poprzecznej, b) bryłowej wzdłużnej,
c) płaskorzeźbowej. 1 – wzornik, 2 – krążek, 3 – trzpień wodzący.
Frezarki kopiarki służą do obróbki przedmiotów o przekroju poprzecznym owalnym,
okrągłym lub wielokątnym rys.26. Podstawowe zespoły takiej obrabiarki to kły 4 do
ustawiania i zamocowania przedmiotu, szeroka głowica frezowa 2 złożona profilowa o profilu
odpowiadającym zamierzonej obróbce oraz zespół posuwowy synchronizujący ( najczęściej
za pomocą przekładni łańcuchowej 5 i krzywki płaskiej 3) ruch posuwowy obrotowy u
2
przedmiotu obrabianego z posuwem prostoliniowym u
1
suportu zespołu roboczego 1.
Wymiana
krzywki
3
następuje
przy
zmianie
rodzaju
przekroju
poprzecznego
(np. z kwadratowego na sześciokątny) i jego wymiarów.
Rys.26. Przykłady przedmiotów obrobionych na frezarce kopiarce
i schemat kopiowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.6.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Do czego służą wzorcarki?
2. Jak można scharakteryzować wzorcarki bryłowe?
3. Jak można scharakteryzować wzorcarki płaskorzeźbowe?
4. Do czego służą frezarki kopiarki?
5. Jakie można rozróżnić wzorcarki bryłowe?
6. Jak należy frezować elementy o skomplikowanym kształcie i dużych naddatkach?
4.6.3. Ćwiczenia
Ćwiczenie 1
Korzystając z wzorcarki bryłowej wykonaj 2 uchwyty do tarników.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zaprojektować uchwyt,
2) przygotować wzorcarkę do pracy,
3) wytoczyć zaprojektowane uchwyty,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– blok techniczny formatu A4,
– ołówek,
– przybory kreślarskie,
– wzorcarka bryłowa,
– literatura z rozdziału 6.
Ćwiczenie 2
Korzystając z Internetu znajdź informacje dotyczące wzorcarki płaskorzeźbowej. Narysuj
schemat przedstawiający zasadę działania i opisz poszczególne części składowe maszyny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) korzystając z przeglądarki internetowej wyszukać witryny zawierające potrzebne
informacje,
2) odświeżyć informacje dotyczące rysunku technicznego,
3) narysować schemat,
4) opisać części składowe,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– komputer z dostępem do Internetu,
– blok techniczny formatu A4,
– przybory kreślarskie,
– ołówek,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić do czego służy wzorcarka?
¨
¨
2) scharakteryzować wzorcarkę bryłową?
¨
¨
3) scharakteryzować wzorcarkę płaskorzeźbową?
¨
¨
4) powiedzieć do czego służą frezarki kopiarki?
¨
¨
5) powiedzieć jakie można rozróżnić wzorcarki bryłowe?
¨
¨
6) powiedzieć jak należy frezować elementy o skomplikowanym kształcie i
dużych naddatkach?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.7. Szlifowanie i czyszczenie elementów toczonych
4.7.1. Materiał nauczania
Ze względów estetycznych oraz użytkowych powierzchnie poszczególnych elementów
drewnianych toczonych powinny być jak najstaranniej ostatecznie wygładzone. Narzędzia
ścierne ze względu na budowę można podzielić na: spojone, nasypowe i na pasty ścierne
i polerskie. W narzędziach ściernych spojonych ziarna materiału ściernego są połączone
spoiwem i tworzą bryłę o prawidłowym, geometrycznym kształcie ściernic, osełek i pilników
ściernych i są stosowane do ostrzenia narzędzi skrawających.
W narzędziach ściernych nasypowych ziarna materiału ściernego są przyklejone spoiwem
do sprężystego podłoża. Spoiwem wiążącym nasyp z podłożem jest klej skórny, klej
z tworzywa sztucznego i inne. Nasyp składa się z ziaren elektrokorundu, węglika krzemu,
szkła. Ziarna te uzyskuje się droga przesiewania i segregacji na sitach rozdrobnionego
materiału. Stosuje się je do szlifowania drewna i materiałów drewnopochodnych, a także
innych materiałów.
Pasty ścierne i polerskie, w których ziarna ścierne występują w stanie luźnym,
są stosowane do dogładzania i polerowania szlifowanych powierzchni.
Do szlifowania ręcznego można użyć gąbki obłożonej płótnem ściernym. Wygładzoną
powierzchnię należy często oczyszczać zmiotką z pyłu drzewnego.
Szlifowanie ręczne jest pracochłonne i fizycznie wyczerpujące, tym bardziej,
że pracujący oddycha powietrzem z pokaźną domieszką pyłu drzewnego (który należy
usuwać dolnym wyciągiem powietrznym).
Szlifowanie elementów to szlifowanie różnego rodzaju drążków i nóg do mebli
o przekroju kołowym lub nieznacznie owalnym.
Szlifowanie takie może odbywać się na szlifierce taśmowej bez stołu (rysunek 26) lub też
na specjalnej szlifierce do drążków. Podczas szlifowania na szlifierce bez stołu elementy
muszą być ręcznie obracane wokół swej osi. Wymaga to dużej wprawy i uwagi. Specjalne
szlifierki do drążków są wyposażone w taśmę posuwową nastawioną skośnie względem
taśmy szlifierskiej, co wywołuje ruch postępowy i obrotowy elementu, umieszczonego na
stole między taśmami. Podczas tych ruchów następuje szlifowanie elementów. Odległość
taśm od siebie można dowolnie regulować w zależności od średnicy elementów.
Na szlifierkach tego typu można obrabiać elementy o średnicach 6-90 mm. Najmniejsza
długość elementów wynosi 300 mm, a w razie zastosowania specjalnego urządzenia 75 mm
[2, s. 206].
Jakość powierzchni wytoczonego elementu zależy od właściwego doboru gatunku drewna,
jego jakości, parametrów toczenia, jakości i właściwego doboru narzędzi tokarskich oraz
doświadczenia tokarza (operatora automatu tokarskiego). Jednak spełnienie tych czynników
nie zawsze daje powierzchnię elementu zadowalającą odbiorcę. Często dodatkowo element
toczony musi być poddawany szlifowaniu. Szlifowanie elementów wytoczonych na zwykłych
tokarkach bezsuportowych sprawia kłopoty natury bezpieczeństwa pracy, ponieważ nie
powinno się szlifować elementów zamocowanych w tokarce. Wyjęcie elementu z tokarki
i zamocowanie go w specjalnej szlifierce wydłuża cykl produkcyjny i zwiększa koszty
produkcji. Jednak stosuje się wspomniane rozwiązania szczególnie w produkcji małoseryjnej.
Dobór ziarnistości materiałów ściernych stosuje się według zasad określonych dla szlifowania
drewna dokładnie opisanych w Jednostce modułowej dotyczącej szlifowania drewna
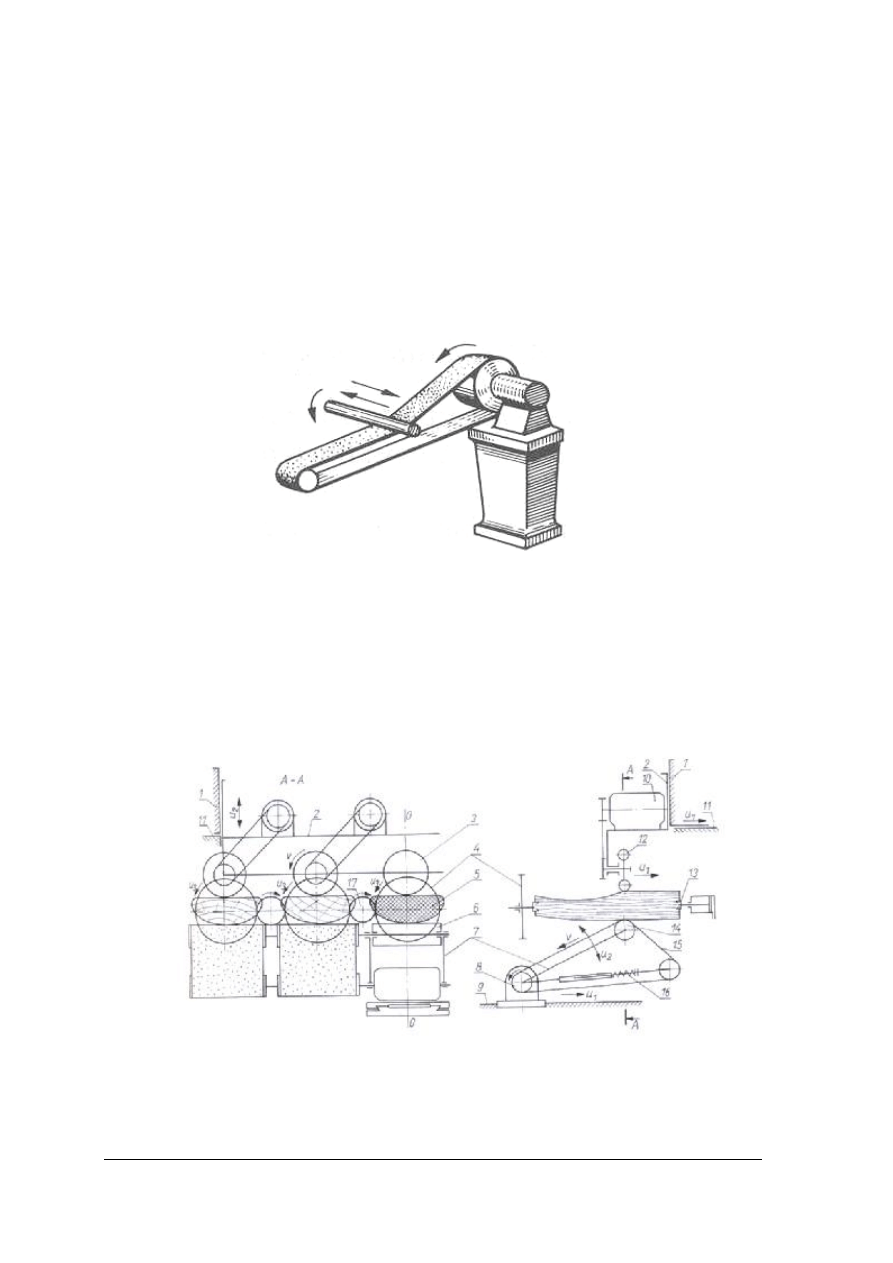
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
i tworzyw drzewnych. Należy jednak pamiętać, że do szlifowania wyrównującego
powierzchni nie przeznaczonej do wykończenia np. lakierem powinno się stosować
ziarnistość P 100-120, natomiast do szlifowania powierzchni do lakierowania P 120 – 150.
Należy pamiętać również o szlifowaniu po lakierowaniu gdzie stosuje się ziarnistość
minimum P 220.
Rysunek 26 przedstawia jeden ze sposobów szlifowania toczonych elementów na szlifierce
taśmowej. Jak wspomniano szlifowanie takie jest czasochłonne i nie ma zastosowania
w produkcji wielkoseryjnej.
Najskuteczniejszym i najbezpieczniejszym sposobem szlifowania powierzchni elementu
po toczeniu jest odpowiednie oprzyrządowanie szlifierskie zamontowane na tokarce
(automacie tokarskim itp.). Rysunek 27 przedstawia przykład zastosowania zespołu
szlifującego na wzorcarce.
Rys. 27. Uproszczony schemat technologiczny wzorcarko-szlifierki bryłowej poprzecznej[2,s237].
Rys. 26. Szlifierka taśmowa bez stołu [4, s. 205]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rysunek 27 przedstawia schemat kinematyczny wzorcarko – szlifierki bryłowej poprzecznej.
Obrabiarka ma budowę symetryczną; płaszczyzną symetrii jest płaszczyzna 0-0, na lewo od
której i na prawo obrabia się po dwa przedmioty. W osi znajduje się wzornik 5. Górna część
obrabiarki jest wzorcarko frezarką, dolna – wzorcarko szlifierką. Wzorcarko frezarka pracuje
głowicami tarczowymi 12 z nożami kielichowymi. Wrzeciona i napędzające je silniki 10
osadzone są na ramie 2 mogą wraz z nią wykonywać ruch posuwowy pionowy u
2
po
prowadnicach 1, a te z kolei – posuw poziomy u
1
po prowadnicach 11 kadłuba. Posuw u
2
decydujący o kształcie przedmiotu w każdym przekroju poprzecznym jest sterowany
wzornikiem 5, z którym styka się krążek wodzący 3 ułożyskowany luźno na tej samej ramie
2, na której znajdują się wszystkie wrzeciona robocze. Wzornik wykonuje ruch posuwowy
obrotowy u
3
, który jest dla przedmiotów obrabianych trzecim ruchem posuwowym.
Zgodność posuwu u
3
dla wzornika i przedmiotów jest zapewniona przez połączenie ich
kołami zębatymi 4 i 17. Przedmioty obrabiane ( i wzornik) są ustawiane między kłami 13
i zaciskane siłownikiem pneumatycznym. Po zakończeniu frezowania przedmioty są
szlifowane. Jeśli jest to szlifowanie wzdłużne zespołami roboczymi wałkowo – taśmowymi
z posuwem sterowanym jak przy frezowaniu. Wąska taśma ścierna 15, napędzana kołem 8
i napinana sprężyną 16, styka się ze szlifowanym przedmiotem dzięki dociskowi ramienia 7
(docisk pneumatyczny w kierunku u
2
). Ponieważ na tej samej osi, na której są osadzone wałki
szlifujące 14, znajduje się wałek wodzący 6 stykający się z wzornikiem 5, szlifowanie jest
szlifowaniem – odwzorowywaniem. Posuw wzdłużny u
1
zespołów szlifujących odbywa się po
prowadnicy 9; trzeci ruch posuwowy obrotowy u
3
jest tym samym ruchem dla frezowania
i dla szlifowania, ponieważ jest wykonywany przez przedmioty obrabiane. Wzorcarka tego
typu ma następującą charakterystykę techniczną: długość i przekrój przedmiotów obrabianych
1000x200 mm, wrzeciona z głowicami D= 170 mm pracują z prędkością 6000 obr/min,
napędzane silnikiem o mocy 4 kW każdy. Posuwy liniowe (hydraulika) są regulowane
bezstopniowo w zakresie 20÷1200 mm/min, prędkość posuwu obrotowego - 15÷75 obr/min.
Zespoły szlifierskie (po 2,5 kW) pracują z prędkością roboczą 15 m/s. Tego rodzaju maszyny
występują również bez zespołów szlifierskich; większe – zamiast czterech – obrabiają
jednocześnie osiem przedmiotów ; zespół posuwu obrotowego u
3
może być rozwiązany bez
kół zębatych pośrednich, dzięki czemu można uzyskać dwie lub cztery pary przedmiotów
symetrycznych (lewych i prawych).
4.7.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można podzielić narzędzia ścierne ze względu na ich budowę?
2. Do czego służą pasty ścierne i polerskie?
3. Na jakiej szlifierce można szlifować nogi mebli?
4. Jakie są wady szlifowania ręcznego?
5. Od czego zależy jakość powierzchni wytoczonego elementu?
6. Jaka jest zasada działania wzorcarko-szlifierki bryłowej poprzecznej?
4.7.3. Ćwiczenia
Ćwiczenie 1
Wyszlifuj ręcznie toczoną nogę do taboretu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować stosowny materiał ścierny,
2) wyszlifować nogę taboretu,
3) często usuwać pył ze szlifowanego elementu,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– papier ścierny,
– gąbka,
– szczotka,
– toczony element,
– literatura z rozdziału 6.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) dokonać podziału narzędzi ściernych ze względu na ich budowę?
¨
¨
2) określić do czego używa się past ściernych i polerskich?
¨
¨
3) wskazać na jakiej szlifierce można szlifować takie elementy jak nogi mebli?
¨
¨
4) powiedzieć jakie są wady szlifowania ręcznego?
¨
¨
5) powiedzieć od czego zależy jakość powierzchni wytoczonego elementu?
¨
¨
6) opisać zasadę działania wzorcarko-szlifierki bryłowej poprzecznej?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test I zawiera 20 zadań o różnym stopniu trudności. Do każdego pytania dołączone są
cztery możliwości odpowiedzi, tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie czas wolny.
8. Na rozwiązanie testu masz 45 minut.
Powodzenia !
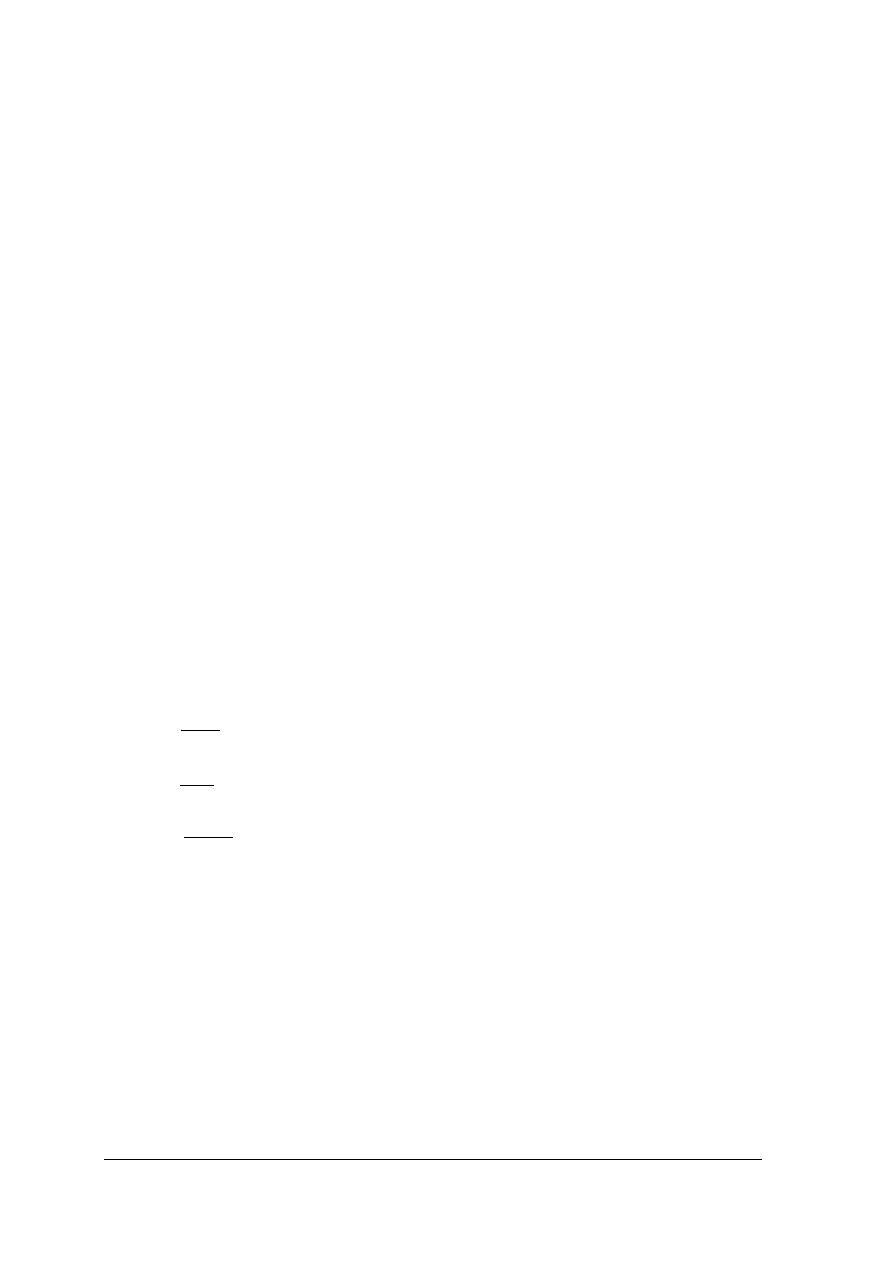
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
ZESTAW ZADAŃ TESTOWYCH
1. Jakich prędkości obrotowych wrzecion wymaga się podczas toczenia elementów o małej
średnicy?
a) dużych,
b) małych
c) wolnych,
d) prędkość nie ma znaczenia.
2. W uchwytach szczękowych mocuje się:
a) głowice,
b) noże ręczne,
c) noże imakowe,
d) obrabiany element.
3. Pracując na tokarce nie wolno:
a) zakładać osłony,
b) sprawdzać stanu technicznego maszyny,
c) nałożyć smar na wszystkie punkty smarownicze,
d) trzymać dłuto cały czas w tym samym miejscu nie dociskając go do toczonego
elementu.
4. Jak ostrzy się noże tokarskie:
a) dwustronnie,
b) jednostronnie od strony płaszczyzny przyłożenia,
c) jednostronnie od strony powierzchni natarcia,
d) jednostronnie od strony płaszczyzny bocznej?
5. Wskaż wzór na prędkość skrawania:
a)
b)
c)
d)
6. Siła skrawania to:
a) stosunek drogi do czasu, w którym krawędź skrawająca narzędzia przesuwa się
względem powierzchni obrabianego przedmiotu w kierunku głównego ruchu
roboczego.,
b) grubość warstwy materiału usuwanej podczas jednego przejścia narzędzia
skrawającego,
c) siła, z jaką ostrze narzędzia oddziałuje na materiał skrawany w celu oddzielenia od
niego wióra,
d) przesunięcie noża na jeden obrót przedmiotu.
1000·60
n
d
V
⋅
⋅
=
π
100
2
d
V
⋅
=
π
1000000
L
S
G
M
⋅
⋅
=
S
W
M
⋅
=

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
7. Na przebieg procesu toczenia nie ma wpływ:
a) prędkość skrawania,
b) głębokość skrawania,
c) rozmiar tokarki,
d) posuw.
8. Posuw najczęściej oznacza się literą :
a) p,
b) q,
c)
λ
,
d)
µ
.
9. Nóż płaski dwustronnie skośny służy do?
a) do wstępnego, zgrubnego toczenia,
b) do toczenia wąskich rowków i wgłębień prostokątnych,
c) do gładkiego toczenia powierzchni stożkowych i walcowych przy jednokierunkowym
posuwie noża, równoległym do osi obrotu elementu,
d) do gładkiego toczenia powierzchni stożkowych i walcowych przy dwukierunkowym
posuwie noża równoległym do osi obrotu elementu.
10. Głowica z nożami łukowymi służąca do kulistego zaokrąglania końców ma średnicę:
a) D=10
÷
30 mm,
b) D=20
÷
60 mm,
c) D=15
÷
50 mm,
d) D=25
÷
80 mm.
11. Orientacyjna wydajność automatu z suportami wzdłużnymi poprzecznymi przy długości
przedmiotów 800 mm i pracy trzech suportów poprzecznych wynosi:
a) 50÷100 szt/h,
b) 100÷150 szt/h,
c) 150÷200 szt/h,
d) 200÷250 szt/h.
12. Najmniejsza długość elementu obrabianego w drążkarce wynosi:
a) 50 mm,
b) 100 mm,
c) 500 mm,
d) 1000 mm.
13. Kąt ostrzy noży imakowych służących do toczenia miękkich gatunków drewna wynosi:
a) 10°-20°
b) 20°-30°
c) 30°-40°
d) 40°-50°

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
14. Prędkość posuwu w tokarkach kłowo-tarczowych wynosi:
a) 0,5-2,5 m/min.,
b) 2,5-3,5 m/min.,
c) 3,5-5 m/min.,
d) powyżej 5 m/min.
15. Prędkości skrawania drewna twardego wynosi:
a) 0,5 ÷ 3 m/s,
b) 3÷ 4,5 m/s,
c) 4,5÷ 5,5 m/s,
d) powyżej 5,5 m/s.
16. Do szlifowania powierzchni przed lakierowaniem powinniśmy użyć papieru ściernego
o ziarnistości:
a) P 60–80,
b) P 80–100,
c) P 120 – 150,
d) P 160–200.
17. Zespoły szlifierskie (po 2,5 kW) wzorcarko-szlifierki bryłowej pracują z prędkością
roboczą:
a) 5 m/s,
b) 10 m/s,
c) 15 m/s,
d) 20 m/s.
18. Kąt ostrzy noży imakowych służących do toczenia twardych gatunków drewna wynosi:
a) 10°-20°,
b) 20°-30°,
c) 30°-40°,
d) 40°-50° .
19. W obróbce drewna toczeniem przyjmuje się zwykle kąt przyłożenia nie przekraczający:
a) 20°,
b) 30°,
c) 40°,
d ) 50°.
20. Prędkość obrotowa wału rozrządu tokarki automatycznej do drobnych powierzchni
decyduje o wydajności tokarki, która wynosi:
a) od 8 do 45 szt/min,
b) od 2 do 25 szt/min,
c) od 25 do 60 szt/min,
d ) powyżej 60 szt/min.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Technologia toczenia i obtaczania
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
6. LITERATURA
1. Bajkowski J.: Maszyny i urządzenia do obróbki drewna cz. 1. WSiP, Warszawa 1997
2. Bieniek S., Duchnowski K. Obrabiarki i urządzenia w stolarstwie. WSiP, Warszawa 1999
3. Prażmo J.: Technologia. Stolarstwo cz. 1. Podręcznik dla zasadniczej szkoły zawodowej.
WSiP, Warszawa 1995
4. Prządka W., Szczuka J.: Technologia meblarstwa cz. 2. Podręcznik dla technikum. WSiP,
Warszawa 1996
5. Prządka W., Szczuka J.: Technologia. Stolarstwo cz. 2. Podręcznik dla zasadniczej szkoły
zawodowej. WSiP, Warszawa 1995
Czasopisma
– Gazeta przemysłu Drzewnego: Wydawnictwo Inwestor sp. z o. o.
– Gazeta Drzewna – Holz-Zentralblatt Polska sp. z o.o. Poznań
– Przemysł Drzewny: Wydawnictwo Świat sp. z o. o.
Wyszukiwarka
Podobne podstrony:
20 Stosowanie zasad projektowan Nieznany (2)
12 TECHNOLOGIA I KONTROLA ZAGES Nieznany (2)
Linear Technology Top Markings Nieznany
20 Rownanie Schrodingeraid 2144 Nieznany
7 Technologie zarzadzania wiedz Nieznany (2)
prjket technologiczny id 320215 Nieznany
20 rozdzial 19 lokja3dicdpmiyri Nieznany (2)
20 Diagnozowanie i naprawa ukla Nieznany
2012 01 20 chemia arkuszid 2775 Nieznany (2)
2011 04 20 test oxford angielsk Nieznany
20 Wykonywanie powlok antykoroz Nieznany
PODSTAWY TECHNOLOGII 1 id 36842 Nieznany
20 Stosowanie przepisow prawa i Nieznany (2)
dzieje poprz 20 02 1 id 147967 Nieznany
odejmowanie 20 10 id 331412 Nieznany
18 Technologia strugania wyrown Nieznany
20 wiek granice 2 rzeczpolspoli Nieznany
więcej podobnych podstron