1. Rozpuszczalność gazów w ciekłym metalu: prawo Siversta, ciśnienie gazu w ciekłym metalu,
rozpuszczalność fizyczna i chemiczna.
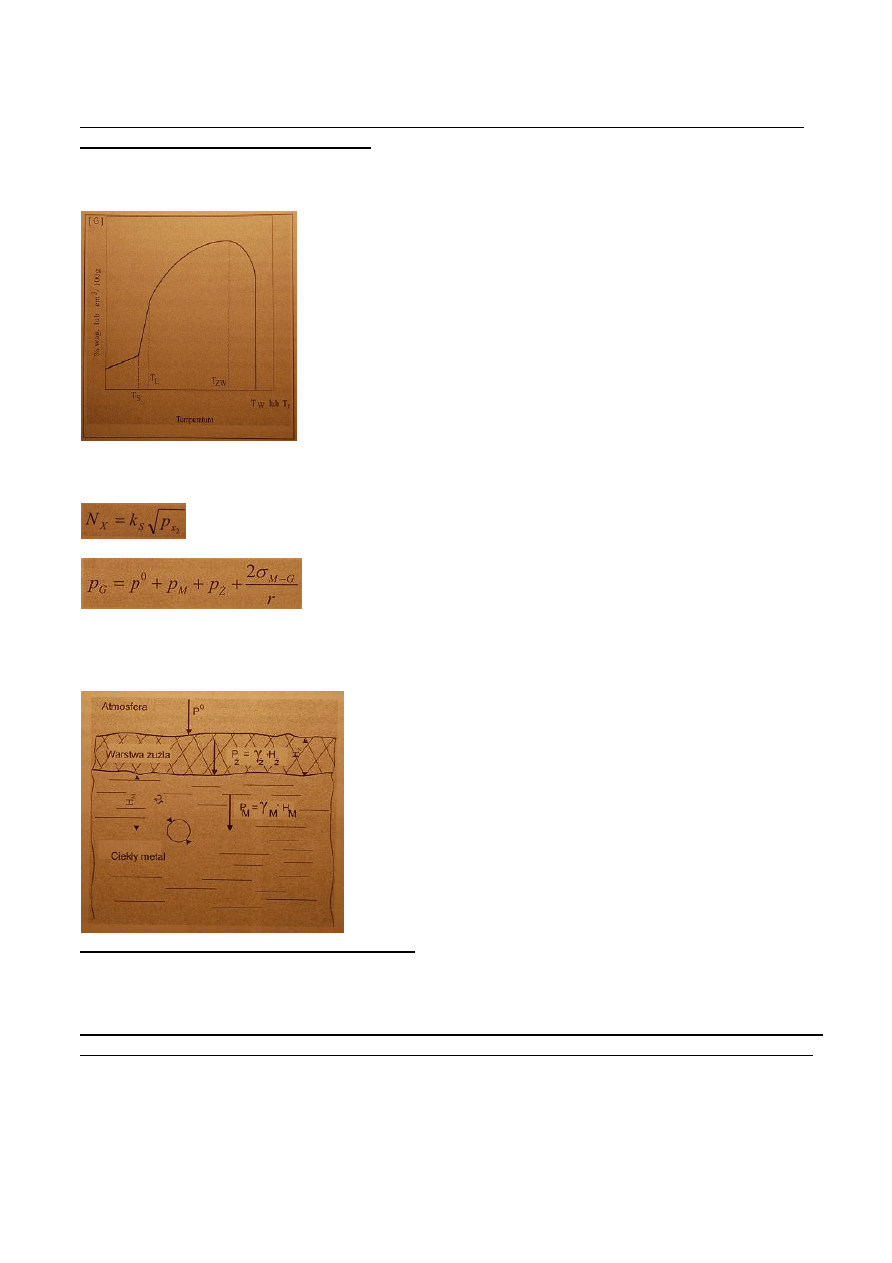
Poniższy rysunek to schemat rozpuszczalności gazów w większości stopów metali w zależności od
temperatury. TS – temp solidusu, TL – temp likwidusu, TZW-temp tworzenia się związku
chemicznego, TW – temp. wrzenia, TP – temp rozpadu związku chemicznego.
Poniżej wzór Sieversta, określający wpływ cząsteczkowego ciśnienia gazu w otoceniu metalu na jego
stężenie w kąpieli. Prawo to nie ma zastosowania gdy w metale są inne substancje (szczególnie gdy w
metalu jest tlen):
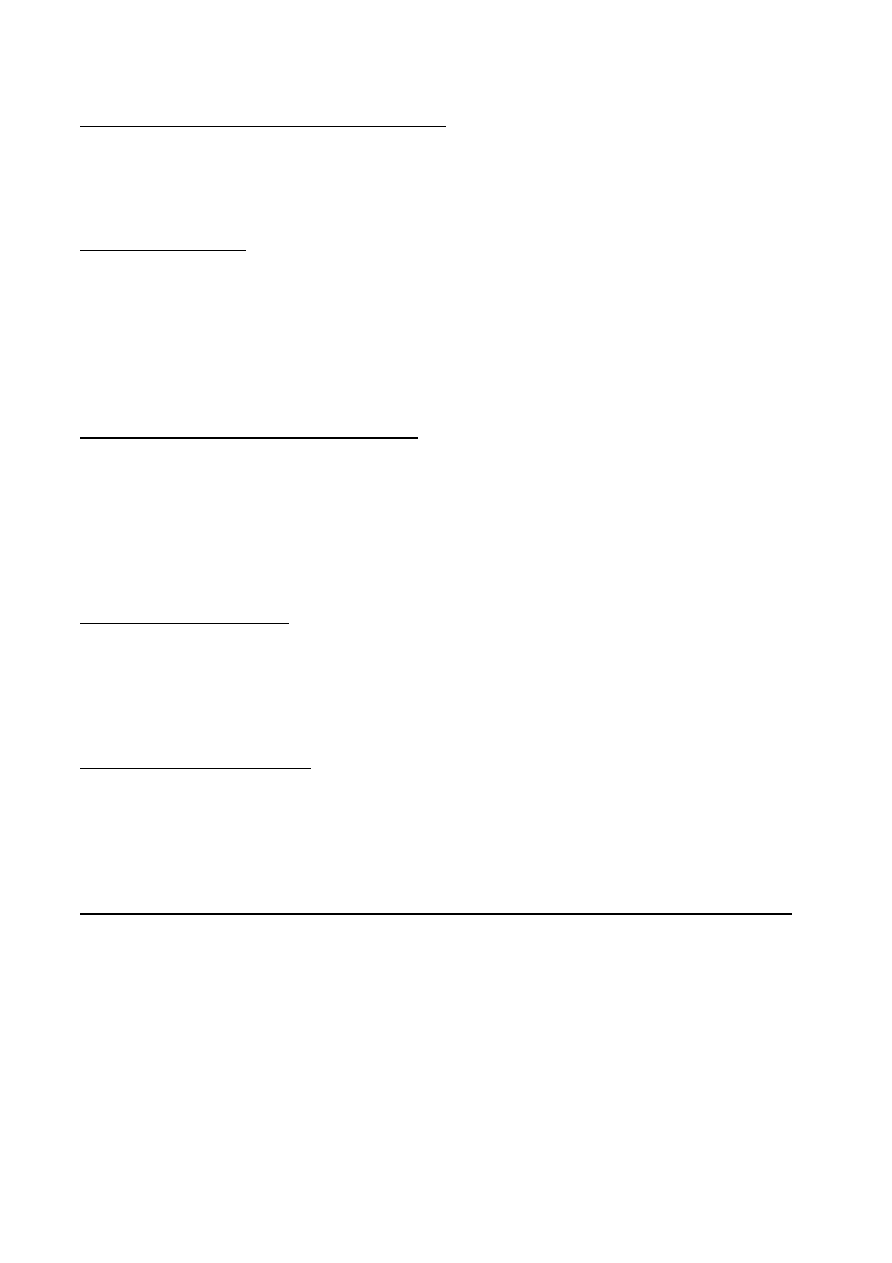
Ciśnienie gazu w ciekłym metalu obliczamy z równania Laplace’a
Ciśnienie w pęcherzyku gazowym, ciśnienie w otoczeniu gazowym, ciśnienie statyczne kąpieli
metalowej i żużla, napięcie powierzchniowe między metalem i tworzącą się wewnątrz fazą gazową,
promień pęcherza gazowego
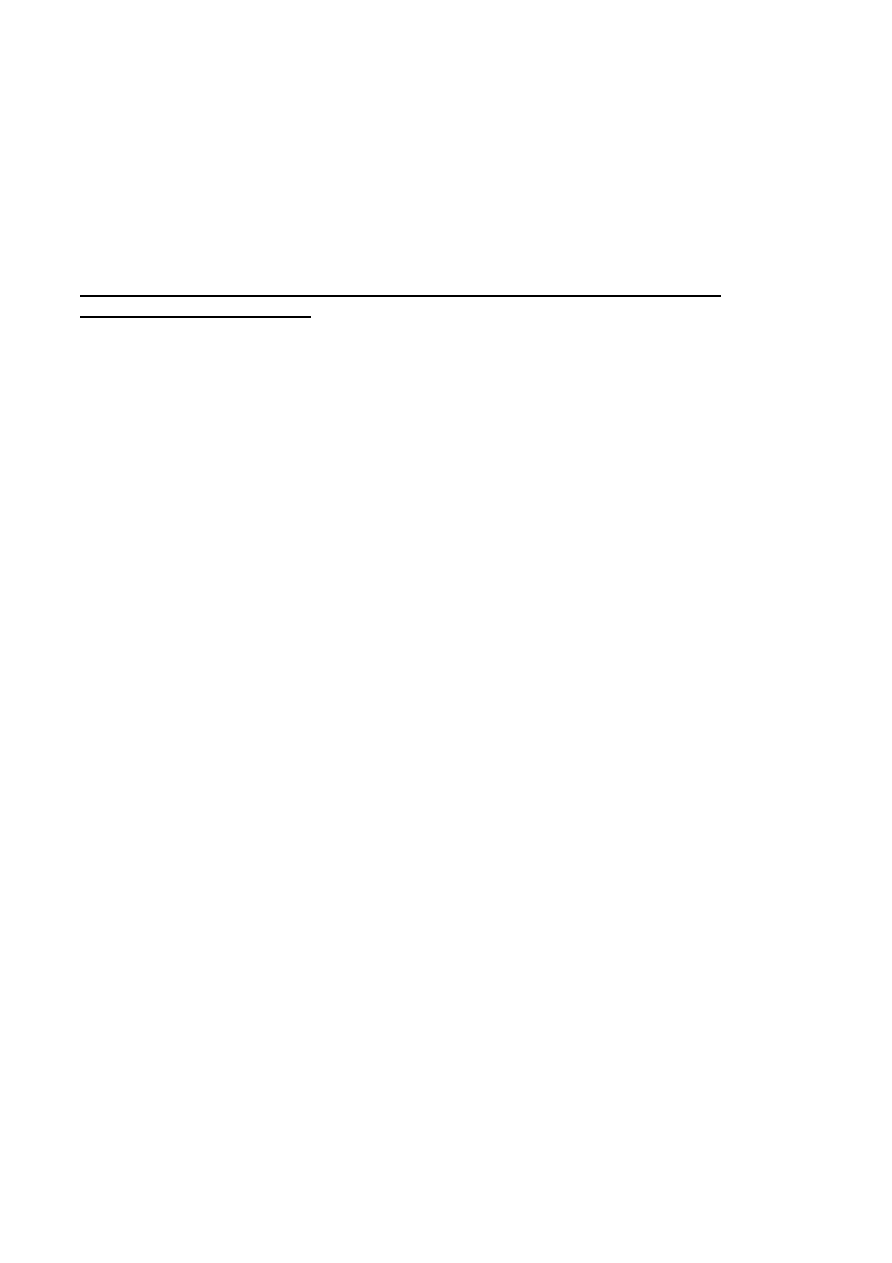
Na poniższym rysunku: Oddziaływanie ciśnienia ciekłego metalu i żużla na pęcherz gazowy:
2. Modyfikacja a zjawiska powierzchniowe:
Zjawiska powierzchniowe – ogół zjawisk fizykochemicznych zachodzących na styku dwóch ciał np.
napięcie powierzchniowe, adsorpcja, kohezja; powstawanie zaczątków innej fazy w danym ośrodku
(bąbelków pary przy wrzeniu, zarodków krystalicznych przy krzepnięciu ciała itp.)
3. Wytapianie i przetapianie stopów w piecach szybowych, konwertorach, piecach elektrycznych,
gazowych i w procesach kombinowanych – podać cechy charakterystyczne, wskazać na różnice.
PIEC SZYBOWY – jest to prosty pionowy piec ze zbiornikiem gromadzącym ciekły metal
(znajdujący się wewnątrz lub na zewnątrz pieca) z systemem palników (zwykle gazowych) w dolnej i
systemem załadowczym w górnej części pieca. Wsad jest załadowywany w górnej części szybu i topi
się w miarę opuszczania w dół. Piec stosowany jest do topienia metali nieżelaznych głównie stopów Al
i Fe. Zalety: dzięki długiemu podgrzewaniu wsadu jest on dobrze wysuszony przed rozpoczęciem
topienia, małe koszty inwestycji i eksploatacji, małe zagazowanie metalu, możliwość regulacji
temperatury, mały zgar metalu.
Konwertor – płaszcz, dennica, rolka oporowa, pierścień zębaty, podstawa rolki, fundament, gardziel,
silnik dysze. Do stali. Wsad metaliczny dla procesu konwertorowego oparty jest na ciekłej surówce i
złomie. Materiały żużlotwórcze: wapno palone, dolomity palone, fluoryt. Czynniki schładzające
kąpiel: ruda żelaza, wapno, dolomit. Zasypuje się wapno na dennicę celem ochrony wyłożenia
ceramicznego przed uszkodzeniami podczas załadunku. W czasie załadunku ustawiany pod kątem 30
stopni w stosunku do osi poziomej. Załadunek z kadzi surówkowej. Po załadowaniu stawia się
konwertor w pozycji pionowej i opuszcza lancę tlenową.
Piec elektryczny – w ciągu procesu nie wydzielają się spaliny. Zużycie energii jest małe a metal
uzyskuje jednakową temperaturę w całej objętości. Łukowy piec elektryczny składa się z : trzonu
wyłożonego materiałami ogniotrwałymi i górnej części pancerza. Cały piec może być pochylany w
celu wylania stali przez otwór spustowy lub żużla przez okno żużlowe. Podstawowym tworzywem
żelazo nośnym do produkcji stali jest złom stalowy, pozostałe materiały wykorzystywane w procesie
to: topniki, dodatki stopowe, odtleniacze, spieniacze żużla, nawęglacze. Złom stalowy jest ładowany
do koszy wraz z wapnem i nawęglaczem (koks). Palniki umieszczane są w ścianach pieca w celu
roztopienia wsadu.
4. Wydzielania WN z ciekłego metalu, zjawiska zachodzące w żużlach.
Tworzenie się wtrąceń niemetalicznych w odlewach:
- wtrącenia niemetaliczne w skrzepniętym odlewie to pęcherze gazowe oraz wtrącenia niemetaliczne
stałe. W ciekłym metalu zanieczyszczenia te mogą występować albo w zawiesinie albo w roztworze.
W pierwszym przypadku podczas krzepnięcia zawieszone w ciekłym metalu cząstki tworzą w
skrzepłym metalu tzn. egzogeniczne wtrącenia niemetaliczne. W drugim przypadku może nastąpić
albo bezpośrednie wydzielenie z metalu rozpuszczonych zanieczyszczeń albo zapoczątkowanie reakcji
chemicznych pomiędzy zanieczyszczeniem a składnikiem metalu, prowadzących do wydzielania się
zanieczyszczeń lub jego związku. Rozpuszczalność zanieczyszczenia w metalu maleje ze spadkiem
jego temperatury. Jeżeli zanieczyszczeniem jest gaz np. wodór to powoduje on powstanie w odlewie
porów gazowych; jeżeli zanieczyszczenie ma postać ciekłą lub stałą np. siarczki w stopach żelaza to
powstają tzw. endogeniczne wtrącenia niemetaliczne.
5. Charakterystyka topienia i rozlewania stopów do form.
Proces przygotowania stopu do wykonania odlewu składa się z kolejnych etapów:
Podgrzewania wsadu
Topienia jego składników
Przegrzewania do wymaganej temperatury
Operacji ulepszania w stanie ciekłym
Rozlewanie do form w 1 lub kilku etapach
PRZYGOTOWANIE METALU:
Wytop metalu polega na stopieniu razem określonych surowców i przeprowadzeniu w tak
przygotowanej kąpieli określonych reakcji chemicznych i fizycznych.
Wytop odbywa się w piecach TOPIALNYCH a surowce użyte do wytopu, nazywane są WSADEM.
Zwykle składają się ze stopu podstawowego o składzie zbliżonym do pożądanego dla gotowego
odlewu oraz różnych dodatków metalowych i niemetalowych.
Procesy chemiczne zachodzące podczas wytopu polegają na reakcjach chemicznych między
materiałami wsadowymi lub między składnikiem kąpieli a gazem aktywnym (np. utlenianie).
Procesy fizyczne to zazwyczaj rafinacja (oczyszczanie stopów z niepożądanych wtrąceń, np. tlenków, i
są przeważnie realizowane przez przedmuchiwanie kąpieli metalowej nieszkodliwym gazem.
PRZYGOTOWANIE FORM ODLEWNICZYCH:
2 typy:
-trwałe (wykonane z metalu służącego do wielokrotnego wykonania odlewu )
-jednorazowe ( wykonane z materiałów niemetalowych, o dostatecznie dużej odporności na działanie
wysokiej temperatury; forma używana tylko do 1 zalania, więc wykonania 1 lub kilku odlewów
umieszczonych w niej jednocześnie)
ZALEWANIE FORM:
Wypełnianie formy ciekłym metalem jest podstawowym działaniem w celu otrzymania odlewu.
Struga ciekłego metalu płynie najpierw w kanałach, zwanych układem wlewowym, a następnie
wpływa do wnęki formy, wypełniając ja całkowicie. Przepływ ten najczęściej odbywa się w wyniku
działania tylko sił ciężkości i wówczas mówimy o ODLEWANIU GRAWITACYJNYM. Może także
zachodzić w formach poddawanych ruchowi obrotowemu.
Sposób wypełnienia formy decydująco wpływa na jakość odlewów Zbyt mała lub zbyt duża prędkość
czy temperatura zalewania oraz nieodpowiednio ukształtowane kanały układu wlewowego mogą być
przyczyną wystąpienia wielu wad odlewniczych.
7. Zanieczyszczenia w stopach odlewniczych
Do zanieczyszczeń metali i stopów zalicza się wszystkie ciała metaliczne i niemetaliczne, jakie
znajdują się w stanie ciekłym lub stałym wbrew zamierzeniom technologicznym. Biorąc pod uwagę
pochodzenie zanieczyszczeń, rozróżnia się:
-z. metalurgiczne z hutniczych procesów wytwarzania, z materiałów ogniotrwałych, ogniotrwałych
żużli rafinacyjnych, rafinacyjnych atmosfery topienia, narzędzi,
-z. chemiczne, do których zalicza się wszystkiego rodzaju produkty korozji, resztki smarów, powłoki
farb,
-z. mechaniczne, takie jak piasek, wilgoć, wióry innych metali itp..
Zanieczyszczenia metaliczne: Do grupy zanieczyszczeń metalicznych zaliczać się będą niepożądane
domieszki metaliczne, które znalazły się w metalu lub stopie wskutek: -przypadkowego
zmieszania różnych gatunków stopów,
-rozpuszczania się materiału narzędzi w kąpieli metalowej,
-chemicznego oddziaływania między składnikami stopu i ceramicznego materiały wykładziny
piecowej,
-konieczności przetwarzania wtórnych surowców różnego pochodzenia.
Zanieczyszczenia niemetaliczne: Wtrącenia gazowe i niegazowe.Gazy znajdujące się w ciekłych
stopach mogą być:
-proste w postaci roztworów lub związków chemicznych ze składnikami stopu (H,N,Cl)
-złożone (nie rozpuszczają się w kąpieli, lub w niewielkim stopniu), występują w formie pęcherzy
(H
2
,N
2
,Cl
2
,H
2
O,CO,CO
2
,SO
2
).
Niegazowe mają charakter niegazowy, ale są pochodzenia gazowego (tlenki, siarczki, fluorki, chlorki,
fosforki, azotki, wodorki, krzemki).
8. Reagowanie trakcie topienia stopów odlewniczych z otoczeniem: tlen, wodór, para wodna.
a) para wodna: jest układem znajdującym się w stanie częściowej dysocjacji i w warunkach topienia
metali przedstawia sobą mieszankę gazową składającą się z: 2(1-
𝞪)H
2
O + 2
𝞪H
2
+
𝞪O
2
Podlegać będą utlenianiu te metale, których tlenki odznaczają się niższą prężnością dysocjacji od
ciśnienia tlenu w zdysocjowanej parze wodnej. Równocześnie zgodnie z prawem Sievertsa,
rozpuszczaniu w kąpieli ulegać musi wodór. Atmosfera utleniająca spowoduje np. przesuwanie
się składu mieszaniny w stronę obniżenia stężenia wodoru na rzecz H
2
O, zaś atmosfera
redukująca będzie sprzyjała wzrostowi stężenia wodoru z odpowiednimi konsekwencjami w
stosunku do kąpieli metalowej. Reakcja równowagi między parą wodną z otoczeniem metalu
stopu i rozpuszczonymi w tym stopie gazami [H] i [O]: (H
2
O) = 2[H] + [O]; K= a
H2
•a
o
/(p
H2O
/p
o
)
Zależność między aktywnością tlenu i wodoru w kąpieli przedstawiają hiperbole. Ponieważ w
endotermicznych przemianach rozpuszczania, stała K ulega zwiększeniu ze wzrostem
temperatury zwiększać się musi nasycenie kąpieli obu gazami. W miarę stygnięcia linia
równowagi będzie przesuwać się w stronę mniejszych aktywności, a tym samym i stężenie
rozpuszczalnych w stopie gazów. Biorąc pod uwagę znaczne szybkości rozpuszczania w ciekłych
stopach metali szczególnie wodoru, przy długim czasie trwania wytopu istnieje duże
prawdopodobieństwo powstawania warunków sprzyjających ASOCJACJI gazów z przesyconego
roztworu, z wydzieleniem pęcherzy pary wodnej lub wodoru we wnęce formy. Jeżeli w gazowym
otoczeniu kąpieli metalowej uda się utrzymać małe stężenie pary wodnej to przy mniejszym
ciśnieniu cząstkowym nasycenie równowagowe metalu tlenem i wodorem będzie mniejsze.
9. Sposoby rafinowania: metody fizyczne, ekstrakcja żużlowa, różnice pomiędzy raf
„utleniającą” a „redukującą”.
a) metody segregacyjne: Rafinowanie stopów metali metodą segregacji opiera się na
wykorzystywaniu ograniczonej rozpuszczalności wydzielających się z kąpieli domieszek w
formie odrębnych faz krystalicznych o wyższych temp. Topnienia od metalu osnowy. Warunki
wypływania wydzieleń z rafinowanego stopu mogą zostać określane na podstawie siły wyporu:
F=4/3Πr
3
(γ
M
– γ
W
) z wielkością oporu o ośrodka wyrażonego wzorem Stocksa: S=2ΠrVη/g skąd
prędkość wypływania cząsteczek o kształtach kulistych wynosi: V=2/3gr
2
(γ
M
– γ
W
/η) gdzie: r –
średni promień wtrącenia, γ
M
, γ
W –
gęstość stopu i wtrącenia, η – lepkość ciekłego stopu. Lepkość
rafinowanych stopów nie może podlegać regulacji z powodu potrzeby zachowywania
określonych wartości temperatury, zapewniających optymalne warunki wydzielania się fazy
stałej. Dążeniem do kulistego kształtu cechują się występujące w kąpieli metalowej wtrącenia
gazowe i ciekłe. Fazy krystaliczne przyjmują kształty zależne w mniejszym stopniu od
wzajemnego przyciągania cząsteczek, zaś głównie od warunków odprowadzania ciepła.
Najbardziej prymitywna metoda rafinowania na drodze segregacji polega na wielokrotnym
przetapianiu i powolnym chłodzeniu stopu do całkowitego skrzepnięcia. Wypływanie wtrąceń
zachodzi z największą intensywnością dla wydzielających się z roztworu przesyconych gazów i z
niewielką dla koagulujących cząstek przesyconych niemetalicznych faz skondensowanych. Przy
długim czasie ostygania osiąga się wysegregowania się kryształów głównie faz
międzymetalicznych.
b) sposoby mechaniczne: do poprawiania efektywności oddzielania wtrąceń od cieczy. Dzielą się
one na 2 grupy: przyspieszenie procesów dyfuzyjnych, zwiększenie skuteczności rozdzielenia
faz. Do pierwszej grupy zalicza się sposoby powodujące wzmożony ruch ciekłego stopu w piecu
lub kadzi poprzez mechaniczne mieszanie. W grupie drugiej wykorzystuje się siłę odśrodkową.
Oddzielenie wtrąceń przez filtrowanie: między wtrąceniami i ciekłym metalem niepotrzebne są
różnice w gęstościach. Przy słabej zwilżalności materiału filtra przez ciekły metal potrzebne
może być dodatkowe ciśnienie do przezwyciężenia sił kapilarnych i to tym większe im bardziej
drobne wtrącenia będą podlegały oddzieleniu. W celu uzyskania skutecznego oddzielania bardzo
drobnych wtrąceń od ciekłego metali musi się wytwarzać różnice ciśnień po obu stronach
przegrody porowatej. Aby wyeliminować konieczność podgrzewania metalu można oddziaływać
w trakcie zabiegu ultradźwiękami na stop. Aby wyeliminować użycie dodatkowych sił
powodujących przesączanie się raf metalu stosuje się filtry aktywne.
c) przedmuchiwanie gazami: w warunkach przedmuchiwania kąpieli gazem obojętnym w
stosunku do składników stopowych zachodzi dyfuzja gazów z roztworu do pęcherzyków w
wyniku wymiany masy między tymi fazami. Odgazowujące działanie pęcherzyków gazu
obojętnego na raf stop będzie tym intensywniejsze im większa jest sumaryczna objętość
pęcherzyków i im mniejsze ich rozmiary w danej objętości metalu. Przedmuchiwanie odbywa się
za pomocą lancy. Przedmuchiwanie poza odgazowaniem stosuje się do usuwania z wtrąceń
zanieczyszczeń w postaci faz skondensowanych. W efekcie przemieszczania się strumienia
pęcherzyków zachodzi mieszanie kąpieli powodujące: przyspieszenie ruchu cząsteczek wtrąceń i
zderzenia pęcherzyków z tymi wtrąceniami. Efekty porywania niemetalicznych cząstek będą się
zwiększały w miarę zmniejszania się zwilżalności wtrąceń przez ciekły metal.
Ekstrakcja żużlowa – polega na nanoszeniu na powierzchnię ciekłego metalu żużla o dużej
zdolności do rozpuszczania w nim zanieczyszczeń znajdujących się w metalu.
10. Krystalizacja stopów: w warunkach statycznych, zarodkowanie homogeniczne, zarodkowanie
heterogeniczne, zarodkowanie katalityczne, krystalizacja w warunkach dynamicznych.
Zarodkowanie homogeniczne- zachodzi w cieczy metalicznej o całkowitej jednorodnej strukturze w
wyniku czego powstaje zupełnie jednorodna faza stała. zarodki w kształcie kul utworzone w
dowolnym miejscu całej objętości cieczy z zespołów bliskiego uporządkowania osiągają promień
krytyczny po znacznym przechłodzeniu. Szybkość zarodkowania jest mała, wzrasta do osiągnięcia
przez przechłodzenie wartości krytycznej, potem spada. Zarodkowanie homogeniczne występuje
bardzo rzadko.
Zarodkowanie heterogeniczne- polega na utworzeniu zarodka nowej fazy na obcym podłożu lub na
defektach struktury. Zarodek ma kształt czaszy kulistej, którą charakteryzuje promień i kąt zwilżenia.
Tworzy się przy mniejszej liczbie atomów niż w zarodkowaniu homogenicznym oraz potrzebuje
mniejszego przechłodzenia. Szybkość i wzrost zarodków zależy od stopnia przechłodzenia.
Zarodkowanie katalityczne- jest dalszym rozwinięciem zarodkowania
heterogenicznego. Różnorodność kompozytów odlewanych nakazuje uwzględ
niać przy zarodkowaniu wpływ domieszek nie tylko nierozpuszczalnych,
ale i rozpuszczalnych w ciekłym stopie metalicznym. Zwiększenie szybkości zarodkowania pod
wpływem jednych i drugich domieszek możliwe jest
tylko wtedy, gdy domieszki te sprzyjają zmniejszeniu pracy tworzenia zarodków krytycznych,
obniżają więc i napięcie powierzchniowe. Zarodkowaniem katalitycznym nazywamy
zarodkowanie powstałe na bazie reakcji chemicznych lub rozpuszczania, w których wyniku
tworzy się nowa faza stała jako wtrącenie, charakteryzująca się tym, że powstający na niej
heterogeniczny zarodek krystalizacji ma niższą barierę energetyczną i niższy przedział
metastabilności niż w przypadku zarodkowania
na podłożu pierwotnym.
Krystalizacja w warunkach statycznych-
Krystalizacja w warunkach dynamicznych-
11. Wypełnianie wnęki formy, lejność, przepływ metalu w kanale formy.
Lejność zdolność ciekłych metali i ich stopów do wypełnienia formy odlewniczej. Lejność jest więc
związana z procesem płynięcia stopu przez kanały układu wlewowego i wnękę formy oraz z procesem
zapełniania tej formy. Lejność zależy od wielu czynników:
1)czynniki związane z własnościami i budową ciekłych stopów (skład chemiczny, ilość
zanieczyszczeń, lepkość, napięcie powierzchniowe itp.)
2)Czynniki związane bezpośrednio z własnościami formy (materiał, temperatura, gładkość
powierzchni).
3)Czynniki określające warunki zalewania formy (temp zalewania, stopień przegrzania).
Określanie lejności:
1)o stałym przekroju kanały wnęki formy (próba spiralna)
2)mając kanały o założonym przekroju w kształcie litery U
3) z kanałami o zmiennym przekroju w postaci klina
Przepływ metalu w kanale formy- jest zjawiskiem złożonym. Z opisów literaturowych
można wnosić , że wewnątrz formy istnieją strefy przechłodzone, sprzyjające istnieniu kryształów i
strefy przegrzane, w których zachodzi nadtapianie. Ponadto możliwe jest
mechaniczne łamanie dendrytów, przenoszone do wnętrza strugi kryształów z warstw
zewnętrznych, gdzie przed frontem krystalizacji mogą współtworzyć kryształy równoosiowe.
Prowadzi to do hamowania dalszego rozrastania się kryształów słupkowych, przeciwdziała
gromadzeniu się zanieczyszczeń przed frontem krystalizacji i powstawaniu tym samym stref
transkrystalicznych. Występuje ponadto przepychanie, podobne do doprasowywania faz stałej i
ciekłej.
12. Krystalizacja, metoda ATD
Krystalizacja, proces tworzenia się i wzrostu kryształu z cieczy przechłodzonej, roztworu
przesyconego lub przesyconej pary (fazy gazowej).Aby jednak rozpoczęła się krystalizacja, muszą
najpierw powstać bardzo małe zalążki nowej fazy (zarodki krystalizacji, nukleacja), albo należy je
do krystalizatora wprowadzić (zaszczep krystalizacji).
ANALIZA TERMICZNO-DERYWACYJNA (ATD)- jest metodą stosowaną od dawna do
wyznaczania temperatury przemian fazowych w procesie ciągłego chłodzenia. Wyznacza funkcję
zmiany temperatury podczas stygnięcia stopu. Szczególną jej zaletą jest nie tylko możliwość ocenienia
stopu pod względem składu chemicznego, ale też możliwość oceny wielu szczegółów kinetyki procesu
krystalizacji pierwotnej lub wtórnej. Uzyskanie tak wielu informacji o materiale, jak np. stopień
przechłodzenia cieczy, chwilowa szybkość chłodzenia, temp. Zarodkowania, umożliwia podjęcie
natychmiastowej decyzji o poprawie jakości procesu pozwalając tym samym na podniesienie jakości
produkcji metalurgicznej i odlewniczej.
13. Wady odlewnicze:
-Wady kształtu: uszkodzenia mechaniczne, niedolew, nie dotrzymanie wymiarów, zalewka,
przestawienie, wypchnięcie wypaczenie.Stwierdza się na podstawie oględzin i pomiarów kontrolnych.
-Wady powierzchni: m.in. chropowatość, wżarcia, pęcherze, fałdy, strupy, wgniecenia, naloty itp.
-Wady ciągłości: pęknięcia, naderwanie, niespawy
-Wady wewnętrzne: np. bąble, pęcherze, sitowatość, jama skurczowa, zażulenie,segregacja.
Stwierdza się po obróbce mechanicznej w wyniku prześwietlania promieniami rentgena lub badaniem
ultradźwiękowym.
-Wady materiału: skład chemiczny niezgodny z warunkami technicznymi, złe własności użytkowe i
wytrzymałościowe itp.Stwierdza się na podstawie analizy chemicznej badań metalograficznych,
wytrzymałościowych itp.
Przyczyny występowania wad:
Niewłaściwa konstrukcja odlewu,Wadliwa konstrukcja lub wykonanie modelu, Niewłaściwy materiał
formierski, Nieodpowiednie wykonanie formy, Niewłaściwe przygotowanie stopu, Źle dobrane
warunki zalewania formy, Niewłaściwie wykonane wybijanie, czyszczenie i wykańczanie odlewu
Główną przyczyną wad jest FORMA (niewłaściwy materiał formierski, nieodpowiednie wykonanie)
oraz WARUNKI ZALEWANIA FORMY.
14. Mechanizm kształtowania się porowatości.
- Potrzeba 40% nadwyżki nad równowagową zawartością tlenu, przy określonym stężeniu wodoru, aby
spowodować porowatość w odlewach miedzi.
- Dla stopów miedzi stwierdzono tendencję do tworzenia się porowatości uzależnionej od aktywności
tlenu i wodoru w roztworze.
- Im mniejsza aktywność tlenu w roztworze, tym mniejsze prawdopodobieństwo wystąpienia
porowatości.
- Na porowatość ma również wpływ szybkość krystalizacji.
15. Rafinacja w próżni
Ważnym elementem rafinacji ciekłej stali w kadzi jest zmniejszenie zawartości gazów.
Obecnie stosowane metody obróbki ciekłej stali w próżni można podzielić na 3zasadnicze grupy:
-poddawanie działaniu próżni masy ciekłej stali w kadzi odlewniczej umieszczonej w komorze
próżniowej,
-poddawanie działaniu próżni strumienia ciekłej stali przepuszczonego przez naczynie próżniowe,
-poddawanie działaniu próżni małych porcji ciekłej stali pobieranych z kadzi i oddawanych z
powrotem do niej.
Usuwanie gazów może przebiegać 2 sposobami:
-przez odparowanie z powierzchni metalu,
-powstanie we wnętrzu ciekłego metalu pęcherzyków gazu, rozrastających sie i wypływających z
kąpieli metalowej.
16. Cel rafinowania stopów metali, metody rafinowania.
Główny cel rafinowania metali i stopów w warunkach odlewniczych polega na świadomym
modelowaniu warunków równowagowych w stanie ciekłym, dla wyeliminowania niepożądanych
oddziaływań zanieczyszczeń w trakcie formowania wlewków i krzepnięcia. Ingerowanie w warunki
topnienia powoduje, oprócz zaplanowanych efektów, również cały szereg skutków ubocznych o
istotnym często dla procesu znaczeniu. Zamierzenie polega na uwypukleniu cech charakterystycznych
całego kompleksu oddziaływań między ciekłym stopem a szeroko pojętym otoczeniem (faza gazowa,
żużel, wykładzina pieca, itp.) w kierunku: uzyskiwania optimum głównych zadań rafinacyjnych,
zapobiegania ujemnym efektom towarzyszącym procesom wytwarzania, wykorzystywania niektórych
ubocznych oddziaływań w celu poprawy jakości tworzysz i tym samym ograniczenia, a nawet
eliminowania, dodatkowych operacji technologicznych.
Metody rafinowania: Rafinacja utleniająca, przez redukcję, przez chlorowanie, przez nasiarczanie,
ekstrakcyjna, segregacyjna, destylacyjna.
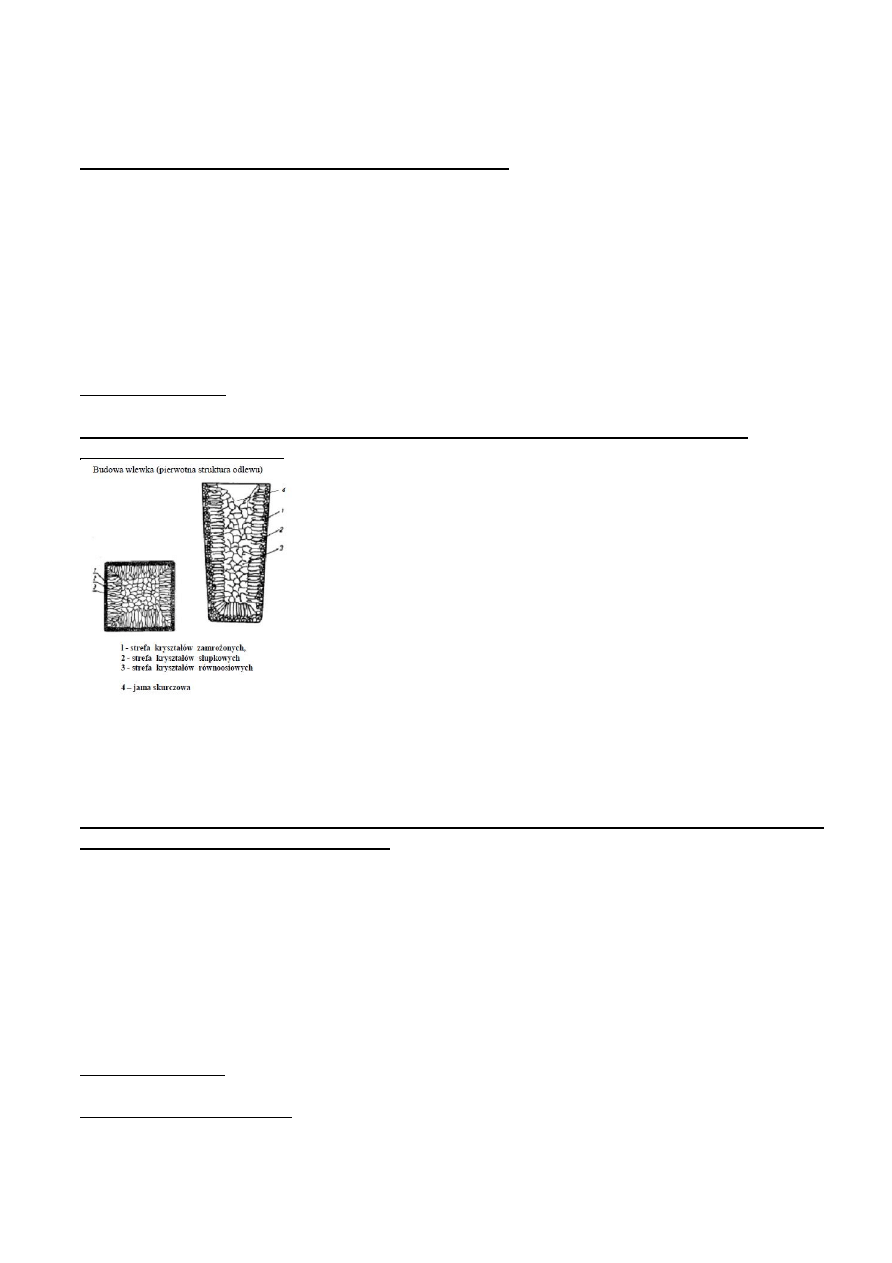
18. Struktura wlewka – opisać/narysować składowe – podać uzasadnienie zastosowania
poszczególnych elementów
>Strefa kryształów zamrożonych (wlewnice są stalowe i po zetknięciu z gorącego stopu z zimnym
metalem w wyniku, czego struktura jest drobnoziarnista)
>Strefa kryształów słupkowych (krzepnięcie tej strefy odbywa się przy najmniejszym przechłodzeniu i
bez wyraźnej kierunkowości odprowadzania ciepła)
>Strefa kryształów wolnych(stopień schłodzenia jest niewielki, dlatego struktura jest gruboziarnista)
20. Części składowe rysunku surowego odlewu, opisać/narysować składowe – podać uzasadnienie
zastosowania poszczególnych elementów
- masa surowego odlewu z układem wlewowym
-oznaczenie powierzchni podziału modelu
-wielkość skurczu liniowego materiału odlewu
-naddatki technologiczne, tj. pochylenia odlewnicze, wypełnienie wnęk i otworów, promienie
wyokrągleń
-naddatki na obróbkę skrawaniem
-rozmieszczenie i obrys rdzeni wraz ze zwymiarowanymi znakami rdzeniowymi modelu i gniazdami
rdzennic
-kształt, wymiary i położenie układu wlewowego
-oznaczenie rodzaju i miejsca usytuowania ochładzalników.
Dane rozpoznawcze (nazwa przedmiotu, nr surowego odlewu), tworzywo, miarę skurczową i klasę
dokładności) odlewu wpisuje się w tabliczce rysunkowej.
Powierzchnia podziału formy ma na celu umożliwienie wyjęcia modelu z formy w czasie formowania,
a w przypadku dużych odlewów powierzchnię podziału formy stosuje się także w celu zmniejszenia

ciężaru dużych modeli. Powierzchnia podziału formy dzieli odlew, formę i skrzynkę odlewniczą na
dwie lub więcej części i przebiega ona zasadniczo przez największy przekrój przedmiotu. Na rysunku
surowego odlewu zaznacza się ją w postaci osi kolorem niebieskim i nad osią pisze się „G” w kolorze
niebieskim, a pod osią „D” również w kolorze niebieskim lub oznacza się jak na rys. Przykład
zastosowania i oznakowania powierzchni podziału formy przedstawiono na rys.
Powierzchnie odlewu, które w późniejszym toku procesu technologicznego będą poddane obróbce
skrawaniem, muszą posiadać naddatki o odpowiedniej wielkości. Wielkość naddatku na obróbkę
mechaniczną jest znormalizowana i zależy od klasy dokładności odlewania, wielkości danej
powierzchni oraz od rodzaju materiału odlewanego.
Naddatki technologiczne są to te części bądź fragmenty odlewu, które są trudne lub wręcz niemożliwe
do wykonania na drodze odlewania w kształcie przedstawionym na rysunku konstrukcyjnym gotowego
wyrobu.
Najczęściej spotykane naddatki technologiczne to:
- wypełnianie wnęk i otworów, które odlewa się jako pełne,
- łączniki zabezpieczające odlew przed odkształceniami i pęknięciami przy stygnięciu, obróbce
cieplnej i wykończeniu,
- dodatkowe nadlewki służące do ustalenia i uchwycenia przedmiotupodczas obróbki mechanicznej,
- naddatki na skurcz ,
- naddatki wynikające z pochyleń ścian odlewu nie przewidzianych na rysunku przedmiotu.
22. Metody formowania – wymienić, opisać główne założenia.
Formowanie ręczne: otwarte, pod skrzynką, w dwóch skrzynkach, na fałszywce, z obieraniem, z luźną
częścią, w trzech i więcej skrzynkach, w rdzeniach, w gruncie za pomocą wzorników, za pomocą
modeli szkieletowych, za pomocą przymiarów kontrolnych, za pomocą modeli klocków.
Formowanie mechaniczne:
Maszyny do wytwarzania form i rdzeni nazywamy ogólnie maszynami formierskimi lub formierkami.
Formierki mechanizują zasadniczo dwie podstawowe operacje:
-zagęszczanie masy w skrzynkach formierskich lub rdzennicach,
- oddzielenie modelu od formy.
Ze względu na sposób zagęszczania mas maszyny formierskie dzielimy na;
- prasy, czyli formierki prasujące,
- wstrząsarki,
- wstrząsarki z doprasowaniem,
- narzucarki,
- strzelarki i nadmuchiwarki,
- inne formierki specjalne.
Ze względu na sposób oddzielania modelu od formy maszyny formierskie dzielimy na:
a) oddzielające formę znad modelu;
- formierki trzpieniowe lub ramowe,
- formierki z opuszczanym modelem,
b) oddzielające model w górę po odwróceniu formy:
- formierki z obracanym stołem,
- formierki z przerzucanym stołem,
- formierki z obracaną kolumną.

Nadlewy i ich rodzaje. Jak już powiedziano poprzednio, nadlewy są to zbiorniki ciekłego metalu, z
których jest uzupełniany ubytek objętości metalu związany z krzepnięciem odlewu. Zabieg ten nosi
nazwę zasilania odlewu. Nadlewy muszą zatem krzepnąć jako ostatnie części odlewu. Muszą także się
znajdować w pobliżu zasilanego węzła cieplnego. Ze względu na położenie względem odlewu
rozróżnia się nadlewy górne i boczne; ze względu na konstrukcję nadlewy dzieli się na zakryte i
odkryte. Nadlewy wykonywane w tej samej masie formierskiej co pozostałe części formy i bez
zastosowania dodatkowych zabiegów zwiększających ich skuteczność noszą nazwę zwykłych. Poza
tym stosuje się nadlewy w otulinach termoizolacyjnych lub egzotermicznych, pozwalających na
zmniejszenie ich objętości w stosunku do nadlewów zwykłych, oraz nadlewy ciśnieniowe.
Formowanie disamatic formowanie bez skrzynkowe o pionowej płaszczyźnie podziału jest
najbardziej ekonomiczną metodą seryjną i masową produkcji form dla odlewów drobnych i średnich.
Dotyczy technologii form piaskowych zalewanych na wilgotno której udział w produkcji odlewów
wynosi 80%. Mozliwość wykonania różnych form jedną maszyną automatyka sterowania i dozoru,
mała powierzchnia potrzebna do zainstalowania automatu oraz całej linii odlewniczej
Formowanie metodą wytapianych modeli – modele jednorazowe z mieszanek niskotopliwych;
wosk , parafina, stearyna, cerezyna. Masa ceramiczna wiązana krzemianem etylu; masa o konsystencji
ciekłej. Ogromna pracochłonność. Odlewy małe, bardzo skomplikowane, bez obróbki mechanicznej.
Formowanie metodą skorupową – płyty modelowe i modele metalowe ogrzewane. Masa z pisaków
powleczonych żywicą lub mieszaniny pisaku z sypką żywicą fenolową i utwardzaczem. Bardzo duża
pracochłonność. Odlewy małe i średnie. Dokładne
Metoda pełnej formy (z wypalanym modelem)
Wytwarzanie odlewów metodą pełnej formy rozpoczyna się od wykonania jednorazowego modelu ze
spienionego polistyrenu (styropianu). Modele te otrzymuje się analogicznie jak inne elementy z tego
tworzywa - przez kształtowanie w specjalnych formach za pomocą spieniania granulowanego
polistyrenu lub wycinanie ręczne z gotowych płyt styropianowych. Metoda ta umożliwia uzyskanie
dowolnie skomplikowanych kształtów odlewu, może być stosowana do produkcji jednostkowej, w tym
wykonywania prototypów. Po wykonaniu modelu pokrywa się go powłoką ochronną i umieszcza w
skrzynce, gdzie obsypuje się go masą samoutwardzalną lub suchym piaskiem pozbawionym lepiszcza,
który w celu zagęszczenia i osiągnięcia pożądanej sztywności poddaje się wibracji. Następnie forma
jest zalewana. Podczas zalewania styropianowy model ulega stopieniu, a następnie zgazowaniu, metal
natomiast wypełnia wnękę, odwzorowując kształt modelu.
Masy formierskie i rdzeniowe
Jednorazowe formy i rdzenie odlewnicze wytwarza się z mas formierskich i rdzeniowych.
Masy te są mieszaninami różnych materiałów, dobranych w odpowiednich proporcjach i
przerobionych w celu uzyskania wymaganych właściwości użytkowych. O przydatności mas
do wytwarzania form lub rdzeni przeznaczonych do różnych tworzyw odlewniczych decydują
ich właściwości, określone za pomocą standardowych i specjalnych metod badań
laboratoryjnych i technologicznych. Składniki mas formierskich i rdzeniowych można
podzielić na trzy grupy:
· osnowę,
· materiały wiążące,
· dodatki uszlachetniające.
Osnowę mas formierskich stanowią piaski (np. kwarcowe, chromitowe, cyrkonowe) lub inne
sypkie materiały syntetyczne (np. korund, karborund, magnezyt) o różnym stopniu
ogniotrwałości (od 1350°C do ponad 2000°C) i różnej ziarnistości. Materiały wiążące są to
substancje naturalne lub sztuczne, które charakteryzują się właściwościami umożliwiającymi
wiązanie ziaren osnowy. Do grupy materiałów wiążących można zaliczyć gliny i materiały
ilaste (bentonity) oraz różnego rodzaju spoiwa, przy czym wiązanie osnowy przez spoiwa
może zachodzić w wyniku:
· wysychania
· krzepnięcia
· reakcji chemicznej lub polimeryzacji
Filtry, Rola Filtrów -
Celem filtracji jest usunięcie powyższych szkodliwych wtrąceń ze
strumienia metalu dla uzyskania czystej struktury odlewu.
Poniżej wymienimy najczęściej spotykane typy filtrów wraz z ich przeznaczeniem: 1) Filtry
tkaninowe - stopy Al; 2) Prasowane sitka ceramiczne – żeliwo, staliwo; 3) Sitka wytłaczane
(extrudowane) – żeliwo, staliwo; 4) Sitka labiryntowe – żeliwo; 5) Piankowe filtry
ceramiczne – zależnie od bazy ceramicznej – stopy Al, żeliwo, stopy Cu i staliwo.
Kinetyka procesów topienia i rafinowania stopów metali.-
Rafinacja mechaniczna – jest często wspomagana przez zastosowanie wibracji lub
ultradźwięków, które znakomicie intensyfikują proces usuwania zanieczyszczeń
Rafinacja próżniowa – polega na przetrzymaniu ciekłego metalu przy zmniejszonym
ciśnieniu pod przykryciem żużla np. utleniającego, co prowadzi do zakłóceń równowagi
między kąpielą, a rozpuszczonymi w niej gazami w kierunku desorpcji tych ostatnich.
Rafinacja chemiczna żużlowa- polega na wprowadzeniu do żużla substancji, która
rozpuszcza się w ciekłym stopie i reagując z zanieczyszczeniem, tworzy fazę
nierozpuszczalną przechodzącą do żużla lub atmosfery.
Rafinacja chemiczna gazowa – różni się od fizycznej tym, iż w tym przypadku ciekły stop
przedmuchuje się gazem aktywnym lub tworzącym ze składnikami metalu związek aktywny
względem zanieczyszczenia.
Wyszukiwarka
Podobne podstrony:
Egzamin zaoczne
Pytania egzaminacyjneIM
ANALIZA WYNIKÓW EGZAMINU GIMNAZJALNEGO DLA UCZNIÓW KLAS III
zadania egzaminacyjne
Egzamin 2008 2009
Egzamin poprawkowy I 2009 2010
Egzamin II ze statystyki luty 2007
312[01] 01 122 Arkusz egzaminac Nieznany (2)
Egzamin praktyczny Zadanie Nr 4
konta egzaminacyjne id 246765 Nieznany
EGZAMIN PKM2 pytania2011
na co nalezy zwrocic uwage przygotowujac uczniow do nowego ustnego egzaminu maturalnego
Egzamin z RP2 31 stycznia 2009 p4
piot egzamin
więcej podobnych podstron