
6. BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH
6.1 Cel ćwiczenia
Celem ćwiczenia jest praktyczne zapoznanie się studentów z metodami badań
trwałości narzędzi skrawających.
Uwaga: W opracowaniu sprawozdania wykorzystywane będą wyniki pomia-
rów z ćwiczenia 5. Studenci zobowiązani są do posiadania tych
wyników podczas wykonywania niniejszego ćwiczenia.
6.2 Wprowadzenie
Różnorodność warunków obróbki (materiał obrabiany i narzędziowy, parametry
kinematyczne, zastosowana ciecz obróbkowa, geometria narzędzia, itp.) powoduje, że
ekonomicznie nieuzasadnione jest badanie trwałości narzędzia dla każdych konkretnych
parametrów obróbki (np. w celu doboru najlepszego w tych warunkach materiału
narzędziowego). Celowe więc jest badanie wskaźnikowe (tańsze) dla wyznaczenia
stałych i wykładników do wzorów statystyczno-empirycznych, które dają przybliżone
wyniki.
Procesy zużycia omówione szczegółowo w ćwiczeniu 5 prowadzą do utraty zdolno-
ści skrawnych ostrza. Aby określić moment utraty zdolności skrawnych należy określić
kryterium stępienia ostrza. Przez kryterium stępienia ostrza rozumie się ogólne cechy lub
zaistniałe w procesie skrawania zmiany wyrażone wskaźnikami stępienia.
Wyróżnia się trzy grupy kryteriów zużycia:
- fizykalne - wg których narzędzie uważa się za stępione, gdy wchodzi w zakres
trzeciej, przyśpieszonej fazy zużycia (rys. 5.4),
6. Badanie trwałości narzędzi skrawających 65
- technologiczne - wg którego narzędzie uważa się za stępione, gdy przy jego pomocy
nie można już wykonać przedmiotu z żądaną gładkością powierzchni i dokładnością
(a niecelowe jest korygowanie położenia narzędzia),
- ekonomiczne - zakładające, że należy dopuszczać taką wielkość zużycia aby osią-
gnąć np. najmniejsze koszty w całym okresie żywotności narzędzia.
Aby umożliwić dokładne porównywanie różnych materiałów narzędziowych oraz
określić zależność trwałości ostrza od warunków skrawania, należy prowadzić próby w
ściśle określonych, powtarzalnych warunkach obróbki, sprecyzowanych w PN-83/M-58350.
Norma ta określa zarówno metodykę badań, zalecane warunki obróbki (patrz tab. 5.2,
ćwiczenie 5) jak i wskaźniki stępienia (tab. 6.1), przy pomocy których wyrażana jest
wielkość zużycia ostrza, określona jako kryterialna w próbach porównawczych.
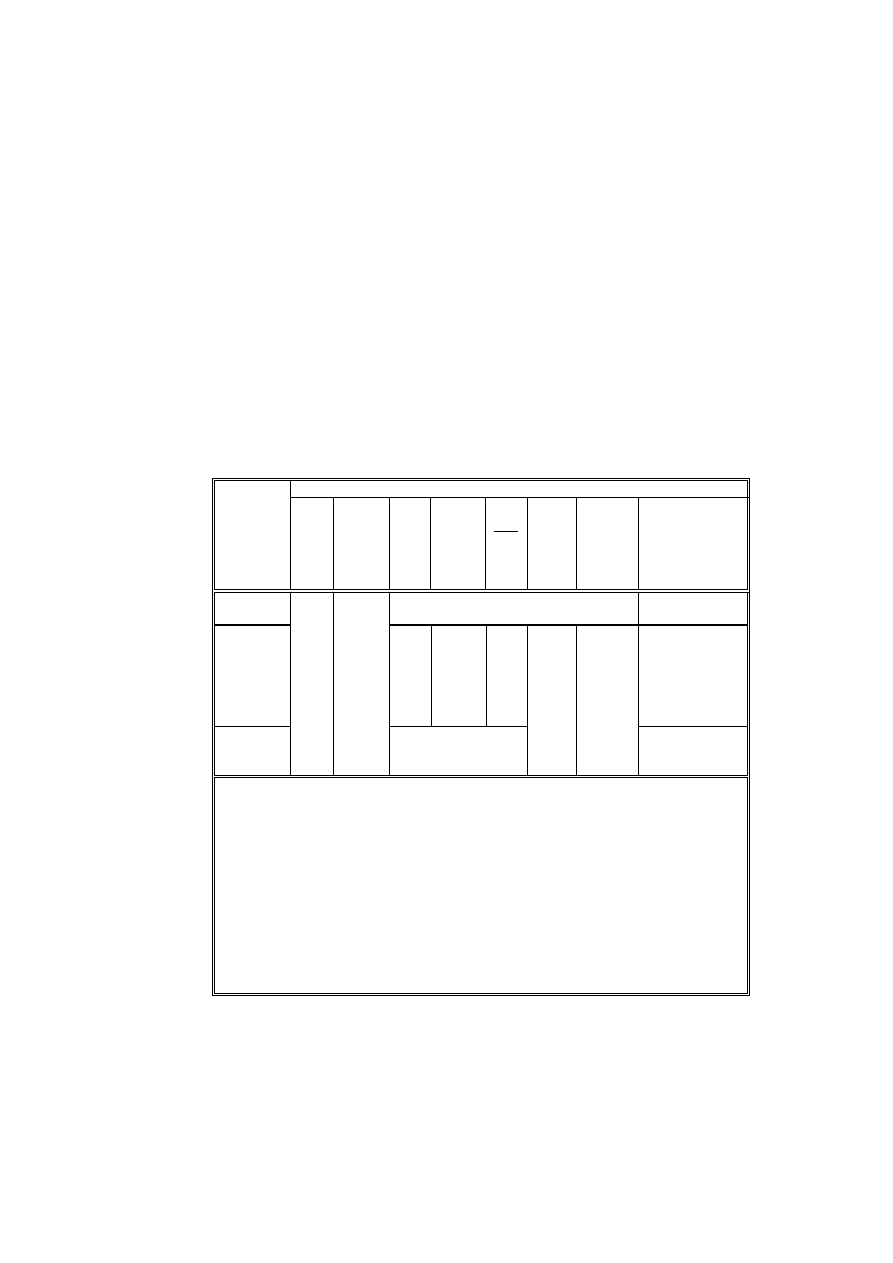
Tabela 6.1. Wskaźniki stępienia wg PN
Wskaźniki stępienia
Materiał
ostrza
VB
B
VB
B max
VB
N
KT
KT
KM
KE
3)
R
a
3)
Inne
mm
mm
mm
mm
-
mm
m
Stal
szybkotnąca
nie ustala się
zużycie katastro-
ficzne
Węgliki
spiekane
0,3
0,6
1)
1,0
(0.06
0,3)f
2 )
0,1
0,4IT
0,4; 0,8;
1,6; 3,2;
6,3; 12,5
gwałtowne pogor-
szenie jakości po-
wierzchni obro-
bionej
4 )
,
zużycie katastro-
ficzne
5)
Na osnowie
tlenków
glinu
nie ustala się
zużycie katastro-
ficzne
5)
1
Uprzywilejowany wskaźnik stępienia, stosowany przy nierównomiernym zużyciu powie-
rzchni przyłożenia w przypadku, gdy dominuje nad innymi wskaźnikami.
2
Przy posuwach wzorcowych f = 0,25; 0,4; 0,63 mm/obr można przyjąć KT równe odpo-
wiednio 0.14; 0,18; 0,25 mm.
3
Przede wszystkim przy toczeniu bardzo dokładnym.
4
Przy wysokiej temperaturze ostrza, wywołanej dużymi posuwami i szybkością skrawania,
gdy gwałtowne pogorszenie jakości powierzchni (wzrost chropowatości) następuje wcześniej niż
osiągnięte zostaną wartości określone innymi wskaźnikami stępienia.
5
W ciężkich warunkach skrawania.

66 Laboratorium Obróbki Skrawaniem
Do uprzywilejowanych wskaźników stępienia ostrza należy VB
B
= 0,3 mm i
VB
B max
= 0,6 mm dla wszystkich materiałów ostrzy, zużycie katastroficzne dla stali
szybkotnących i ceramiki oraz głębokość rowka KT dla węglików spiekanych.
Wskaźniki stępienia ostrza przedstawione w tabl. 6.1 zostały przyjęte umownie dla
celów porównawczych i nie muszą odpowiadać rzeczywistemu wskaźnikowi stępienia
ostrza przyjętemu w warunkach produkcyjnych. Nie uwzględniają one np. różnic
w dopuszczalnym zużyciu w zależności od rodzaju obróbki (zgrubna/wykańczająca),
materiału obrabianego (większe dopuszczalne zużycie dla żeliwa niż dla stali), itd.
6.2.1 Znormalizowane próby trwałości narzędzi
Próby trwałościowe wykonywane w warunkach porównywalnych prowadzi się
między innymi w celu określenia zależności empirycznej, np. w postaci (wzór Taylora):
T =
C
v
T
c
s
(6.1)
gdzie:
T - trwałość narzędzia
C
T
- stała uwzględniająca wpływ pozostałych czynników, zależna głównie
od materiału obrabianego
s - wykładnik potęgowy charakterystyczny głównie dla materiału narzę-
dziowego (36 dla węglików spiekanych, 810 dla stali szybkotną-
cych, 1,53 dla spieków ceramicznych)
v
c
- prędkość skrawania
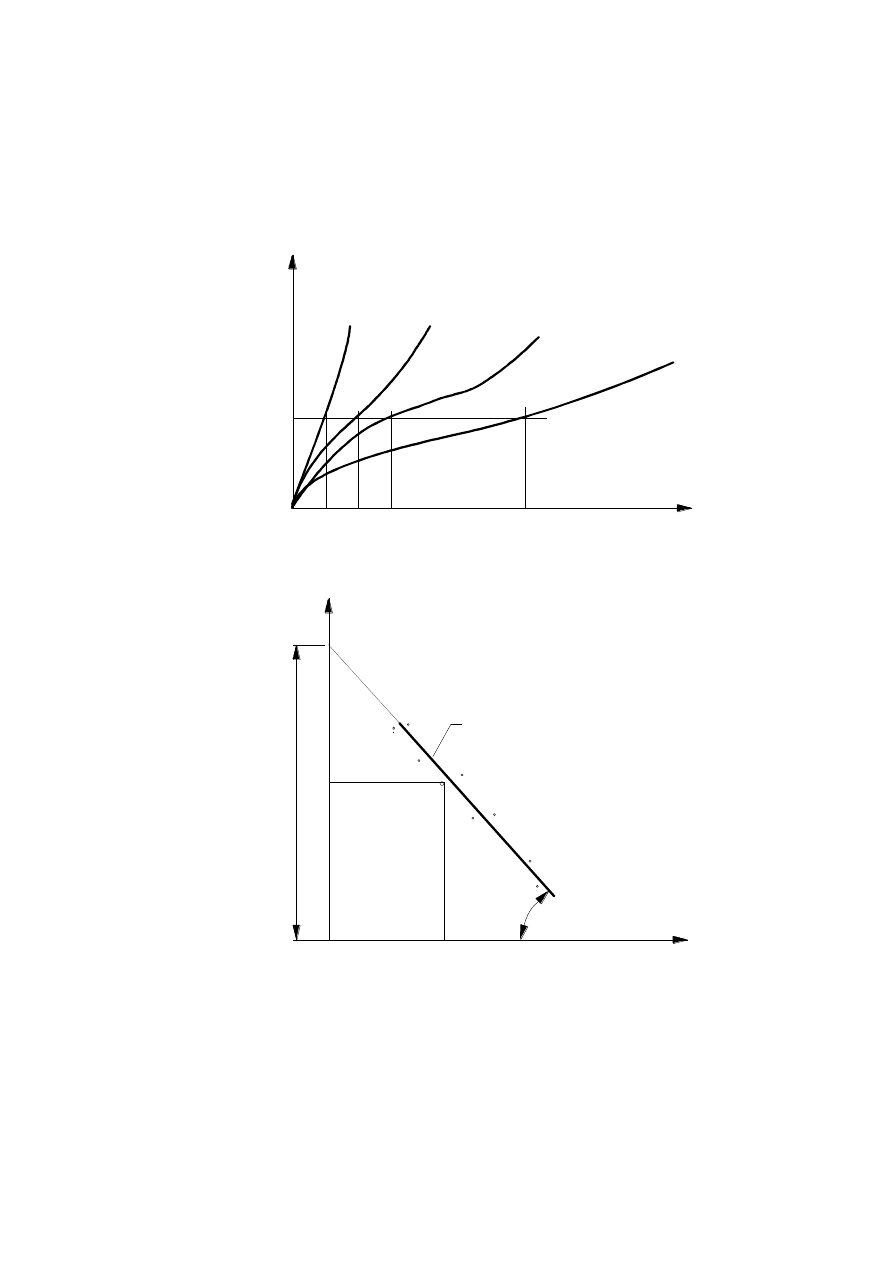
Trwałość narzędzia należy wyznaczyć na podstawie pomiarów wskaźników zużycia,
przeprowadzonych tak często, aby na wykresie krzywej wskaźnik zużycia - czas
skrawania występowało co najmniej 5 punktów pomiarowych dla każdej próby (rys. 6.1).
Trwałość narzędzia wyznacza punkt przecięcia każdej z tych krzywych z linią poziomą,
odpowiadającą wskaźnikowi stępienia.
Opracowanie wyników pomiarów polega na:
- naniesieniu na siatkę logarytmiczną punktów (log T
i
, log v
ci
) wyznaczonych
w badaniach (rys. 6.2),
- wyznaczeniu współczynników zależności T = f (v
c
); przyjmuje się, że postać tej
funkcji jest opisana wzorem (6.1).
W układzie podwójnie logarytmicznym T = f (v
c
) jest linią prostą, której
współczynniki można wyznaczyć np. metodą najmniejszych kwadratów.
6. Badanie trwałości narzędzi skrawających 67
VB
t
Czas skrawania
T1
T2
T3
T4
W
sk
aź
ni
k
zu
ży
ci
a
B
0,3
V
1
V >V >V >V
c
V
2
c
V
3
c
V
4
c
4
c
3
c
2
c
1
c
Rys. 6.1. Wyznaczanie trwałości narzędzia dla założonego wskaźnika stępienia
log V
log T
i
i
log T
log v
Prędkość skrawania
T
rw
ał
oś
ć
c
1
log T = log C - s log v
T
c
s = tg
lo
g
C
T
Rys. 6.2. Zależność T = f (v
c
) - skala logarytmiczna
68 Laboratorium Obróbki Skrawaniem
6.2.2 Przyśpieszone próby trwałości narzędzi
Próby prowadzone w warunkach znormalizowanych są niezwykle pracochłonne
i kosztowne. Dlatego opracowano zestawy prób przyśpieszonego badania trwałości
narzędzi. Należą do nich:
- metoda toczenia promieniowego,
- metoda toczenia stożka,
- metoda toczenia cylindrycznego ze stale wzrastającą prędkością skrawania,
- metoda toczenia cylindrycznego ze stopniowo wzrastającą prędkością skrawania.
We wszystkich tych metodach stosowany jest wskaźnik katastroficznego zużycia ostrza.
Metody te pozwalają na szybsze wyznaczenie zależności (6.1), przy dużo mniejszym
zużyciu materiału obrabianego. Wyniki badań są niestety obarczone większym błędem
niż w przypadku konwencjonalnej metody określania trwałości.
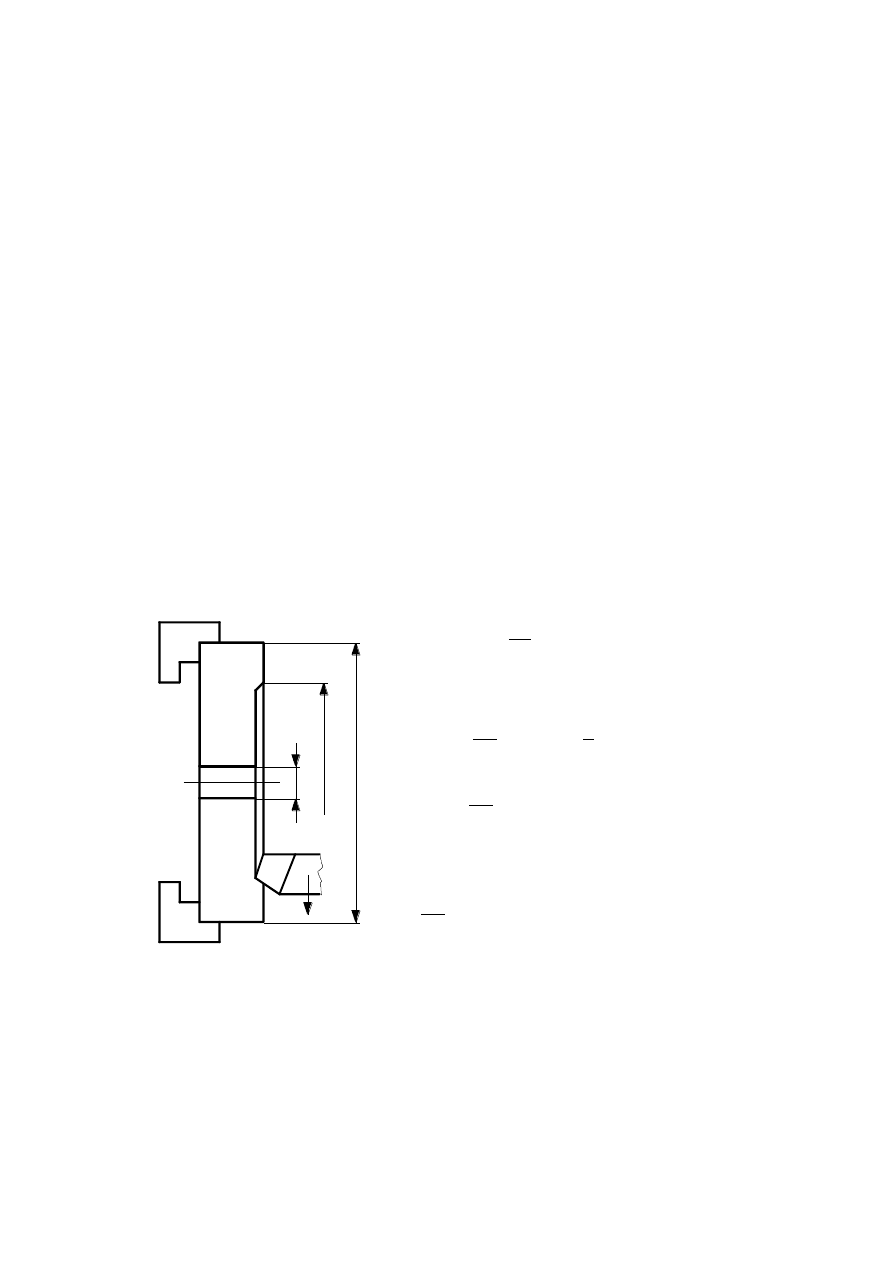
Metoda toczenia promieniowego
Poniżej opisano jedną z metod przyśpieszonych badań trwałości, tzw metodę toczenia
promieniowego, której zasadę przedstawiono na rys. 6.3.
Zakładając stałą prędkość ubytku masy materiału narzędzia w czasie skrawania,
można napisać:
dm =
m
T
dt
c
(6.2)
gdzie: m
c
- całkowita masa materiału narzędzia
starta w czasie próby
m
c
=
mc
T
dt
0
T
1
T
dt
0
T
m
c
(6.3)
mc
T
dt
0
T
1 .4)
Wstawiając równanie Taylora do równania (6.4)
otrzymuje się:
1
C
T
v
c
s
dt = 1
0
T
(6.5)
Prędkość skrawania w dowolnej chwili t, dla to-
czenia promieniowego, jest określona wzorem:
f
D
o
D
st
D
r
Rys. 6.3. Badanie trwałości narzędzia metodą
toczenia promieniowego.
6. Badanie trwałości narzędzi skrawających 69
vc =
n D0 + 2 fr n t
1000
(6.6)
Stąd:
dvc =
2 fr n
2
1000
dt
i
dt =
1000
2 f n
dv
r
2
(6.7)
Wstawiając (6.7) do (6.5) i zmieniając granice całkowania otrzymuje się:
1000
2 fr n
2
1
CT
vc
s
dv = 1
v0
vst
(6.8)
Całkując (6.8) otrzymuje się:
vcst
s+1
- vc0
s+1
=
2 fr n
2 C
T s + 1
1000
(6.9)
Zakładając, że
vc0 << vcst
i s > 5 można przyjąć, że
v
c 0
s+1
jest pomijalnie małe
i w związku z tym otrzymuje się:
vcst
2 fr s + 1 n
2 C
T
1000
s + 1
1
(6.10)
Uwzględniając, że
vcst
Dst n
1000
i przekształcając (6.10) otrzymuje się:
Dst =
2 fr s + 1 CT 1000
s
s
1
s 1
n
1 - s
s + 1
(6.11)
Zakładając, że dla danego materiału obrabianego i materiału narzędzia wartości s i
C
T
są stałe oraz przyjmując, że f
r
będzie stałe we wszystkich próbach, równanie (6.11)
można zapisać w postaci:
Dst = A1 n
B
(6.12)
gdzie:
A1 =
2 fr s + 1 CT 1000
s
s
1
s 1
B =
1- s
s + 1
70 Laboratorium Obróbki Skrawaniem
Wykonując kilka pomiarów toczenia promieniowego dla różnych wartości n (pozostałe
parametry skrawania stałe), można określić, metodą najmniejszych kwadratów,
współczynniki A i B równania:
lg Dst = A + B lg n
(6.13)
gdzie:
A = lg A
1
a na ich podstawie ustalić wartości
C
T
i s.
Dla dwóch prób można określić:
s =
2 lg
n
n
lg
D n
D
n
1
1
2
st1
1
st2
2
(6.14)
C =
1000 v
2 f n s +1
T
cst1
s+1
r
1
2
(6.15)
Należy jednak zwrócić uwagę, że wartość współczynników wyznaczonych na podstawie
dwóch prób będą obarczone dużym błędem.
6.3 Przebieg ćwiczenia
Zadanie 1
Określić zależność T = f (v
c
) metodą toczenia wzdłużnego:
przeprowadzić (w miarę potrzeb) próby trwałości, uzupełniające próby
prowadzone w ćwiczeniu 5; należy zachować takie same wartości
a
p
i f oraz
inne warunki skrawania, natomiast dobrać prędkość skrawania tak aby nie
pokrywała się z poprzednimi próbami; z uwagi na to, że próby wykonane w
ćwiczeniu 5, zadanie 1, przeprowadzone zostały w warunkach znormalizowa-nych
postępowanie to jest uzasadnione,
wykorzystując wyniki przeprowadzonych pomiarów oraz wyniki pomiarów innych
grup studenckich zarejestrowane w komputerze, określić parametry zależności
T= f (v
c
).

6. Badanie trwałości narzędzi skrawających 71
.Zadanie 2
Określić zależność T = f (v
c
) metodą toczenia promieniowego:
przeprowadzić co najmniej dwie próby toczenia promieniowego z różnymi prę-
dkościami obrotowymi wrzeciona z ustalonymi pozostałymi warunkami obróbki;
próby należy prowadzić aż do katastroficznego zużycia narzędzia,
pomierzyć średnice D
st
, przy których nastąpiło stępienie narzędzia,
wyznaczyć zależność T = f (v
c
).
Aby przeprowadzić obliczenia z pomocą komputera należy uruchomić program
c:\OBRSKR\cwicz6.exe i postępować wg instrukcji pojawiających się na ekranie.
72 Laboratorium Obróbki Skrawaniem
INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN
ZAKŁAD OBRÓBKI SKRAWANIEM I NARZĘDZI
LABORATORIUM OBRÓBKI SKRAWANIEM
ĆWICZENIE 6 BADANIE TRWAŁOŚCI NARZĘDZI SKRAWAJĄCYCH
GRUPA NR:
DATA:
ODRABIAJĄCY ĆWICZENIE:
PROWADZĄCY:.......................................
1. ...................................................... 5. ........................................................
2. ...................................................... 6. ........................................................
3. ...................................................... 7. ........................................................
4. ...................................................... 8. ........................................................
ZADANIE 1. WYZNACZANIE T=F(v
c
) METODĄ TOCZENIA WZDŁUŻNEGO
Wyniki pomiarów
Próba
t
[min]
1
VB
B
[mm]
2
VB
B
[mm]
3
VB
B
[mm]
4
VB
B
[mm]
5
VB
B
[mm]
VB
B
[mm]
t[min]
6. Badanie trwałości narzędzi skrawających 73
1
2
3 4 5
10
20
50
[m/min]
v
c
1
5
10
50
100
T [min]
ZADANIE 2. WYZNACZANIE T= f (v
c
) METODĄ TOCZENIA PROMIENIOWEGO:
Nr próby
1
2
3
Warunki badań
Materiał obrabiany
Materiał ostrza
o
[]
[]
r
[]
s
[]
r
[]
a
p
[mm]
f
r
[mm/obr]
n [obr/min]
Wyniki pomiarów
D
st
[mm]
WYNIKI OBLICZEŃ:
C
T
=
s =
WNIOSKI:
Wyszukiwarka
Podobne podstrony:
OU pytania id 342624 Nieznany
Spr 1 OU
czytanie koło II Man?out the House
Tatu All?out us
ou kolos laborki
9 Ask?out the underlined part of the sentence
OU LAB ŚCIĄGA
OU, szlifowanie zewn
karta T, Studia PWr W-10 MBM, Semestr VI, Obróbka Ubytkowa, OU projekt, obróbka ubytkowa projekt
ou lab vba 1
OU 7
ou, wisisz, wydzial informatyki, studia zaoczne inzynierskie, oprogramowanie uzytkowe
Jarry Ubu Roi, ou les Polonais
Rousseau Emile ou? l'éducation
OU skorowanie
OU ciecie
więcej podobnych podstron