
9. CIĄGNIENIE I PRZEPYCHANIE
9.1. Cel ćwiczenia
Zapoznanie się z przygotowaniem oraz technologią wytwarzania drutów i prętów metodą
ciągnienia.
9.2. Wprowadzenie
9.2.1. Charakterystyka procesów
Wyroby walcowane lub wyciskane na gorąco, mianowicie pręty, niewielkie
kształtowniki, poddaje się dalszej obróbce plastycznej, polegającej na ciągnieniu przez otwór
w narzędziu, zwanym ciągadłem. Ciągnienie przeprowadza się głównie na zimno. Stosuje się
je w celu uzyskania:
• małych wymiarów przekroju, nieosiągalnych podczas walcowania lub wyciskania na
gorąco,
• zmiany kształtu przekroju poprzecznego,
• minimalnych odchyłek wymiarowych,
• gładkiej i czystej powierzchni,
• polepszenie własności mechanicznych.
Za pomocą ciągnienia przerabia się przede wszystkim węglowe stale miękkie, ale także
stale o większych zawartościach węgla - nawet do 1,2%, również stale stopowe konstrukcyjne
i narzędziowe z zawartością wolframu, chromu, niklu, manganu itp. oraz metale nieżelazne,
jak: miedź oraz brązy i mosiądze, nikiel i jego stopy, aluminium i jego stopy, cynk, ołów,
wolfram, molibden itp.
Podstawowe schematy ciągnienia związane są z rodzajem wyrobu, a także ze sposobem
realizacji odkształcenia. Są to przedstawione na rys. 9.1: ciągnienie prętów i drutów o
przekroju pełnym (a), ciągnienie rur swobodne („na pusto”) (b), ciągnienie na trzpieniu
długim (c), krótkim (d) i swobodnym („korku swobodnym”) (e).
Zasadniczy proces odkształcenia plastycznego odbywa się w czasie przeciągania
zaostrzonego pręta (rury) przez odpowiednio ukształtowany otwór narzędzia, zwanego
ciągadłem. Kształt otworu roboczego ciągadła jest jednym z podstawowych czynników
wpływających na proces ciągnienia. Ze względu na kształt części roboczej ciągadła dzielimy
na stożkowe i łukowe (patrz ćwiczenie „maszyny do obróbki plastycznej - rys. 1.12). Częściej
stosowane są ciągadła stożkowe. Materiałem do ich wyrobu są głównie węgliki spiekane i
diament techniczny. Do ciągnienia elementów o dużych przekrojach można wykonywać
ciągadła ze stali narzędziowych.
Znajdujący się w ciągadle metal ściskany jego ściankami zmniejsza swoje wymiary
poprzeczne, a powiększa długość. Plastyczne odkształcanie materiału następuje w otworze na
odcinku A-B pod wpływem rozciągających naprężeń osiowych, (rys. 9.2 a), wywołanych siłą
F, przyłożoną do wychodzącego z narzędzia końca pręta, oraz ściskających naprężeń
promieniowych
σ
2
=
σ
3
, wywołanych naciskiem ścianek stożkowatego otworu ciągadła.
Rozkład naprężeń
σ
1
i
σ
2
wzdłuż osi pręta przedstawiono na rys. 9.2 b.
142
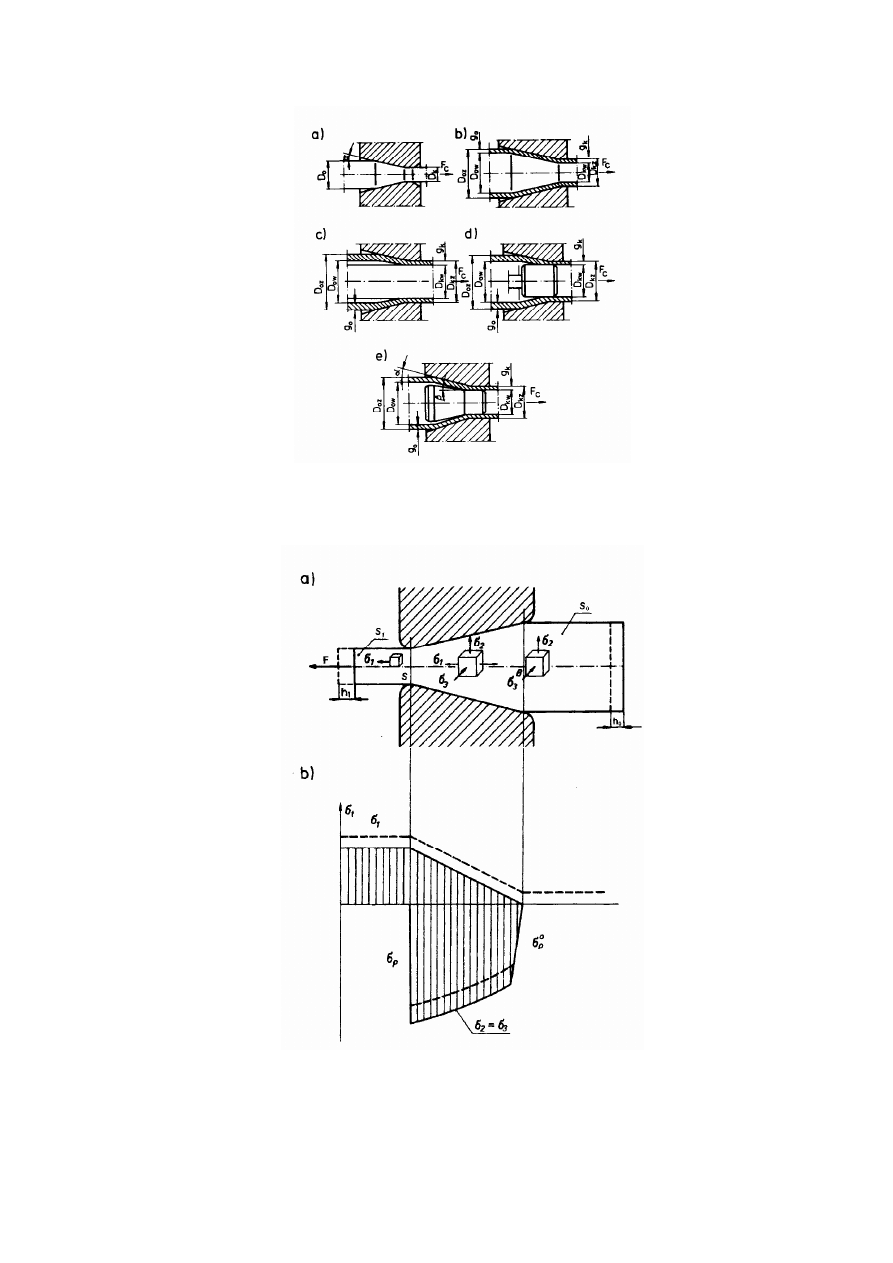
Rys. 9.1. Podstawowe schematy ciągnienia
Rys. 9.2. Ciągnienie pręta: a) schemat ciągnienia, b) rozkład naprężeń wzdłuż osi pręta
143

9.2.2. Obliczanie siły ciągnienia
Aby wyznaczyć siłę F, konieczną do przeciągnięcia pręta o początkowym przekroju S
0
przez ciągadło o polu otworu S, porównujemy pracę L= F
⋅
h
1
, wykonaną przez siłę F, w
czasie gdy koniec pręta przesunął się o wielkość h
0
, z pracą zużytą w tym czasie na plastyczne
wydłużenie odcinka pręta o długości h
0
i objętości V=S
0
⋅
h
0
= S
1
⋅
h
1
η
L
h
F
=
⋅
1
(9.1)
przy czym
η jest współczynnikiem energetycznej sprawności procesu ciągnienia.
Korzystając z wzoru na pracę
ε
σ
λ
⋅
⋅
⋅
=
p
V
L
(9.2)
gdzie :
λ
- współczynnik określany doświadczalnie, zależny głównie od rodzaju
materiału,
σ
p
- naprężenie uplastyczniające,
−
=
S
S
0
ln
ε
odkształcenie rzeczywiste,
równanie (9.1) zapisać można w postaci
S
S
S
h
F
p
0
1
1
ln
σ
η
λ
⋅
⋅
=
⋅
(9.3)
Jak wynika z tego wzoru, siła F jest tym większa, im większą wartość osiąga stosunek
S
S
0
.
Wartości siły ciągnienia F nie można dowolnie zwiększać, ponieważ po przekroczeniu
pewnej wielkości mogłoby nastąpić zerwanie pręta.
Względne ubytki przekroju, stosowane w praktyce dla jednej operacji ciągnienia zależą
od stanu i rodzaju materiału. Dla prętów i drutów o przekroju okrągłym wynoszą one:
• dla miedzi, aluminium, mosiądzu, brązu i stali niskowęglowej w stanie miękkim 25 ÷
30%,
• dla miedzi, kobaltu, stali niskowęglowej w stanie półtwardym 20 ÷ 25%,
• dla stali niskowęglowej w stanie twardym, stali stopowych, wolframu, molibdenu 10 ÷
20%.
W celu uzyskania większego ubytku przekroju poprzecznego, niż to jest możliwe do
osiągnięcia w jednorazowym ciągu, konieczne jest wielokrotne przepuszczanie materiału
przez szereg ciągadeł o stopniowo zmniejszających się wymiarach ciągadła i stosowanie
wyżarzania międzyoperacyjnego.
9.2.3. Technologia ciągnienia
Technologia ciągnienia oprócz samego procesu ciągnienia obejmuje procesy
przygotowania materiału do ciągnienia, wybór właściwej metody ciągnienia oraz procesy
wykończeniowe wyrobów ciągnionych. Powierzchnia materiałów wyjściowych,
przeznaczonych do ciągnienia, takich jak walcówka lub prasówka, pokryta jest warstwą
tlenków, która usuwa się przez trawienie w roztworach kwasów. Po wytrawieniu materiał
144

wyjściowy powinien być płukany w wodzie i kąpieli neutralizującej działanie roztworów
trawiących. Bardzo często na tym etapie przygotowań na powierzchnię materiałów nakłada
się powłoki smarne, metaliczne lub fosforanowe Tak przygotowany materiał zostaje
zaostrzony przez walcowanie na zaostrzarce walcowej lub przez kucie i zaciągnięty w otwór
ciągadła.
9.2.4. Tarcie i smarowanie w procesie ciągnienia
Tarcie w procesie ciągnienia jest zjawiskiem bardzo niekorzystnym. Wpływa na
zwiększenie siły ciągnienia jak również na nierównomierność odkształcenia i występowania
naprężeń własnych. Na pokonanie sił tarcia zużywa się około 30 – 50% całkowitej siły
ciągnienia.
Występowanie nierównomierności odkształcenia powoduje nierównomierności własności
na przekroju ciągnionego wyrobu. Z nierównomiernością odkształcenia jest ściśle związane
zjawisko powstawania naprężeń własnych. Naprężenia własne powodują określone wady
materiału jak np. pękanie powierzchniowe, łuski, pęknięcia głębokie sięgające środka
materiału itp. Nadmierne tarcie jest przyczyną szybkiego zużycia ciągadeł i utrudnia
uzyskanie odpowiedniej gładkości powierzchni gotowego wyrobu.
Zmniejszenie tarcia uzyskujemy poprzez zastosowanie odpowiednich środków
smarujących.
W procesach ciągnienia najczęściej stosowane są smary ciekłe będące kompozycją
różnych olejów lub smary stałe, których głównym składnikiem są mydła. Typowe smary
ciągarskie na bazie olejów mineralnych zawierają pewne aktywne dodatki, które znacznie
poprawiają własności smarów. Takie substancje jak grafit i siarczek molibdenu mają dobre
własności smarujące a ponadto dużą odporność na działanie wysokich temperatur.
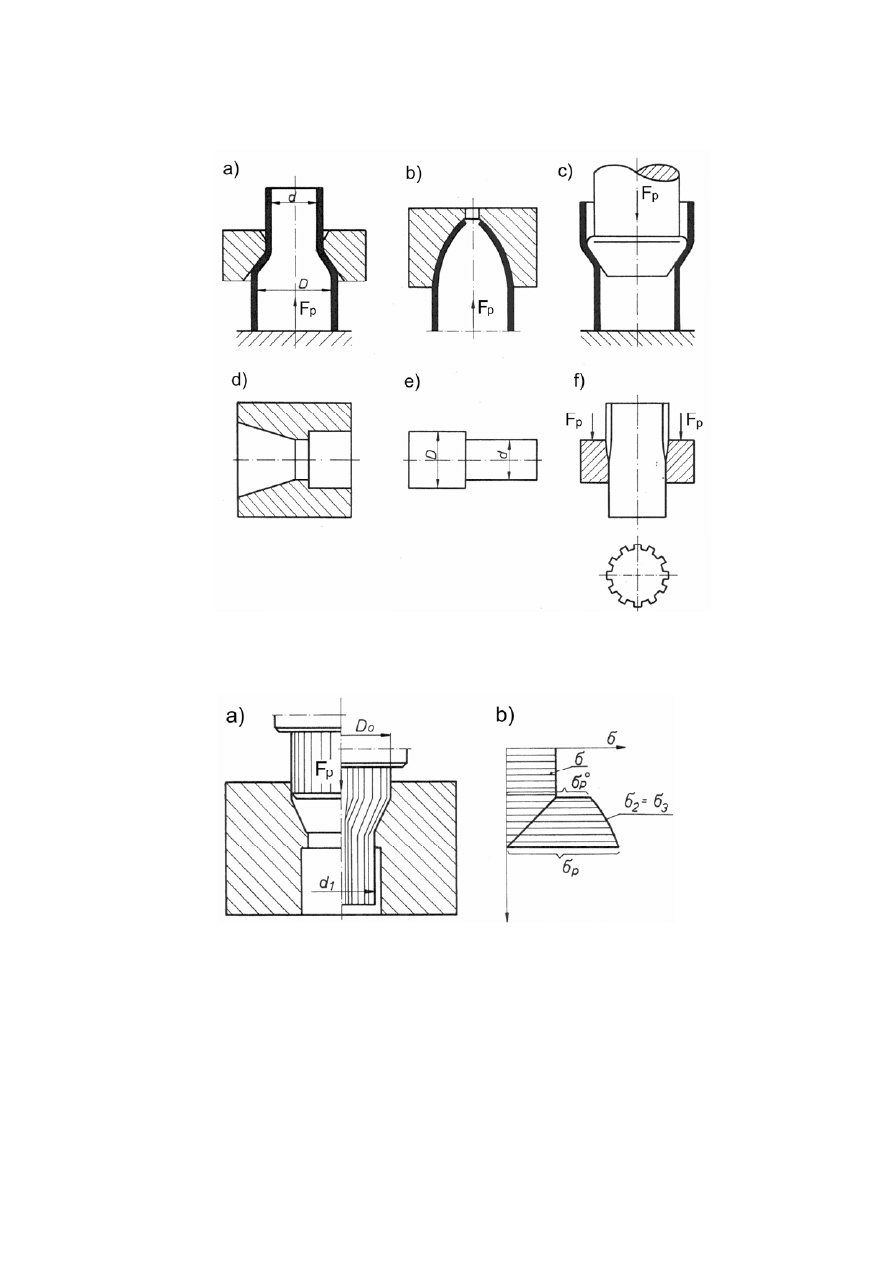
9.2.5. Przepychanie
Proces przepychania różni się od ciągnienia miejscem przyłożenia siły i większym
oporem tarcia. Operację przepychania stosuje się w praktyce przemysłowej raczej rzadko,
częściej występuje w sposób ukryty w procesach kucia lub wyciskania. Przepychanie można
stosować w produkcji wałków przekładniowych (gładkich, z odsadzeniami, a nawet z
wielowypustami), rozpychania, obciskania i zamykania końcówek rur (np. butle gazowe).
Przykłady przepychania zestawiono na rys. 9.3.
Rozkład naprężeń osiowych i promieniowych wzdłuż osi pręta pokazano na rys. 9.4. Jak
wynika z porównania rys. 9.2 i 9.4 naprężenia
σ
2
przyjmują znacznie większe wartości dla
przepychania niż dla ciągnienia (przy tej samej wartości ubytku przekroju poprzecznego
kształtowanego pręta). Oznacza to, że naciski jednostkowe wywierane przez materiał na
ścianki narzędzia są także większe podczas procesu przepychania.
Siłę w procesie przepychania określa się wg podobnego wzoru jak w przypadku
ciągnienia:
2
1
0
2
0
ln
4
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
⋅
⋅
=
d
D
D
F
t
p
psr
p
η
η
σ
π
(9.4)
gdzie: D
0
- średnica przed odkształceniem,
d
1
- średnica po odkształceniu,
σ
p sr
- średnia granica plastyczności,
η
p
- sprawność procesu wynikająca z niejednorodności odkształceń pla-
stycznych,
145
η
t
- sprawność procesu wynikająca z oporów tarcia.
Rys. 9.3. Operacje przepychania (przykłady)
Rys. 9.4. Przepychanie: a) schemat przepychania, b) rozkład naprężeń wzdłuż osi pręta
Dopuszczalne zmniejszenie przekroju poprzecznego jest ograniczone wartością siły F,
która nie może przekroczyć wytrzymałości na ściskanie nieodkształconego odcinka materiału.
Dla celów praktycznych przyjmuje się, że dopuszczalny ubytek przekroju w jednej operacji
przepychania nie powinien przekraczać około 25%, co odpowiada stosunkowi średnic
D
0
/d
1
≈
1,15.
Opór tarcia przepychania (
η
t
) jest większy niż w przypadku ciągnienia, gdyż w części
zgniatającej i kalibrującej narzędzia występują ściskające naprężenia w kierunku wzdłużnym
(
σ
1
), które zwiększają nacisk materiału na ścianki robocze narzędzia, co wywołuje
146

zwiększenie siły tarcia. W przypadku ciągnienia naprężenia wzdłużne są naprężeniami
rozciągającymi, a więc zmniejszającymi wielkość nacisku materiału na ścianki narzędzia.
Utrata prostoliniowości powstaje w części zgniatającej narzędzia, w której materiał
będący w stanie plastycznym ulega ugięciu przy stosunkowo małym momencie gnącym.
Moment taki wywołują różnice oporu tarcia na obwodzie ciągadła. Podatność na ugięcia
ulega znacznemu zmniejszeniu, jeżeli proces przepychania prowadzony jest bez konieczności
uplastyczniania rdzenia (np. przy kształtowaniu wielowypustu).
Duże naciski wywierane przez materiał na ścianki robocze narzędzia powodują
wypychanie smaru na zewnątrz. Istnieje duża podatność do tworzenia narostów na
powierzchni narzędzia. Narosty rysują wyrób obniżając jego jakość i jednocześnie zacznie
zwiększają siłę przepychania. Do przepychania należy stosować smary posiadające bardzo
dużą przyczepność do materiału.
9.3. Pomoce i urządzenia
• ciągarka bębnowa,
• ciągarka łańcuchowa,
• ciągadła do ciągnienia drutów i prętów,
• narzędzia do przepychania,
• druty i pręty,
• maszyna wytrzymałościowa,
9.4. Instrukcja do ćwiczenia
• przygotowanie drutów i prętów do ciągnienia i przepychania,
• ciągnienie drutów,
• ciągnienie prętów,
• wyznaczanie siły ciągnienia,
• przepychanie odcinków rur,
• przepychanie pręta,
• określenie wielkości odkształcenia odcinków rur,
• określenie wielkości odkształcenia pręta.
9.5. Sprawozdanie
W sprawozdaniu należy umieścić:
• schemat układu: przedmiot - narzędzie - ciągarka,
• teoretyczne wyznaczanie siły ciągnienia i porównanie jej z siłą pomiarową,
• szkic narzędzia do przepychania,
• rysunek uzyskanej próbki.
Literatura
[23,24,29,30,34,37,38,40]
147
Wyszukiwarka
Podobne podstrony:
142 USTAWA o ochronie przyrody Nieznany
142 Plec a spoleczenstwoid 1572 Nieznany
ARKUSZ GM P1 142 wersja A id 68 Nieznany (2)
119 142 ROZ w spr wymaganeg Nieznany
GM P1 142 Wykaz sprawdzanych um Nieznany
IV CSK 142 12 1 id 220959 Nieznany
Krzanowska, Łomnicki, Rafiński, Szarski, Szymura Zarys mechanizmów ewolucji str 142 147, 215 264
142 143id 15728 Nieznany
GM P1 142 Rozwiazania zadan i s Nieznany
GM M1 142 Rozwiazania zadan i s Nieznany
Ciagnik siodlowy SCANIA id 1164 Nieznany
13 przytarczyce nadnerczaid 147 Nieznany
Drgania obwodow RC i RLC id 142 Nieznany
czytanie globalne po polsku 147 Nieznany
124 147 USTAWA o ochronie prz Nieznany
142 153 11 Majid 15725 Nieznany (2)
więcej podobnych podstron