www.zie.pg.prv.pl
Podstawy obróbki skrawaniem
1.
Wst
Ċp
Przez techniki wytwarzania rozumie si
Ċ wszystkie rodzaje obróbek stosowanych do
kszta
átowania elementów maszyn, metody nadawania im okreĞlonych wáaĞciwoĞci
u
Īytkowych, pomiarów i kontroli jakoĞci wyrobów, a takĪe sposoby áączenia i spajania
elementów oraz ich monta
Ī.
Do najwa
Īniejszych technik wytwarzania zalicza siĊ: obróbkĊ skrawaniem, obróbkĊ erozyjną,
odlewnictwo, obróbk
Ċ plastyczną, obróbkĊ cieplną, spawanie i zgrzewanie, przetwórstwo
tworzyw sztucznych oraz metody pomiarów i kontroli wyrobów. Kszta
átowanie czĊĞci
maszyn metodami obróbki skrawaniem (tj. przez toczenie, frezowanie, wiercenie, struganie,
przeci
ąganie itp.) obejmuje ok. 70 % wszystkich technik wytwarzania. Udziaá obróbki
skrawaniem w przemy
Ğle maszynowym wynosi obecnie ok. 50 %.
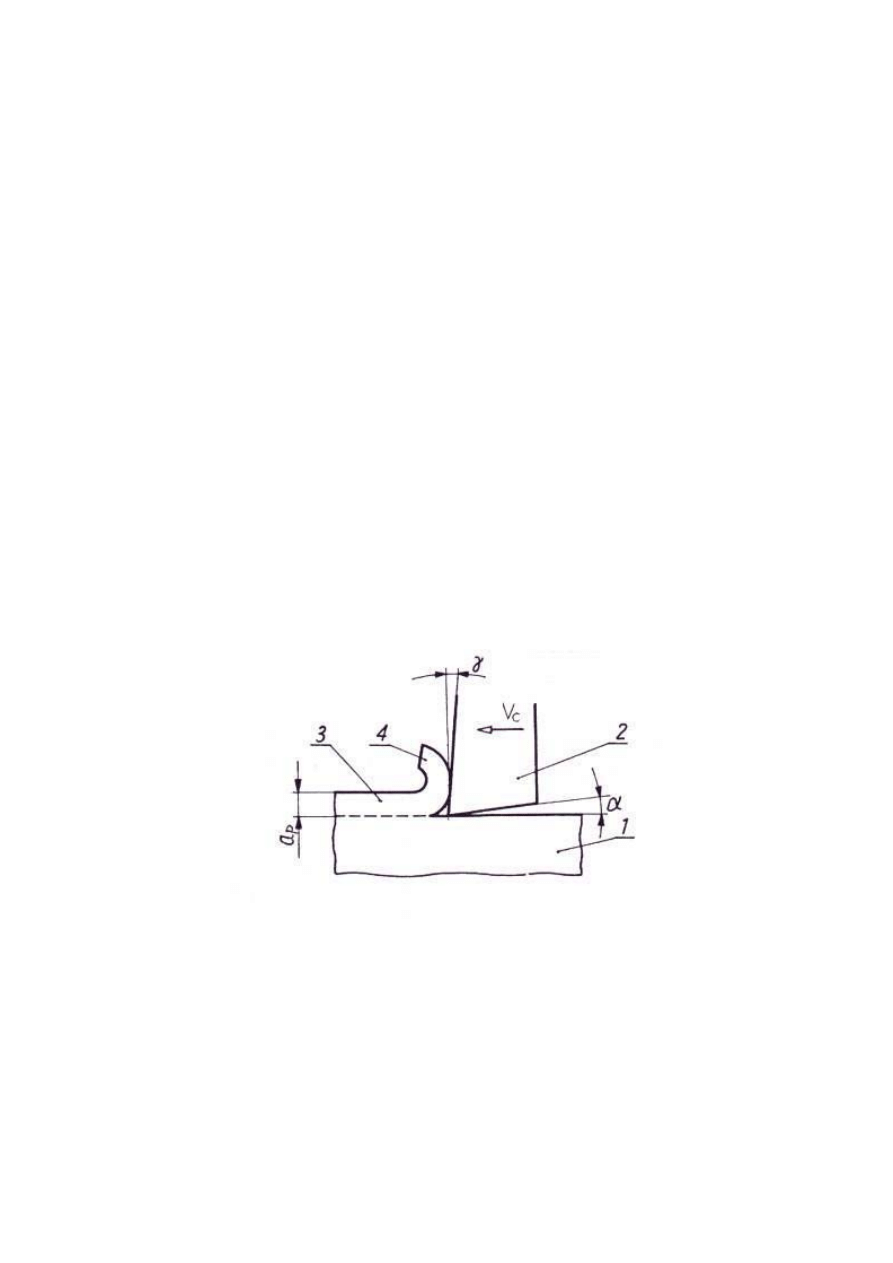
2. Zasada obróbki skrawaniem
Obróbka skrawaniem (skrawanie) polega na oddzieleniu od przedmiotu obrabianego
warstwy materia
áu o okreĞlonej gruboĞci zwanej naddatkiem w celu nadania mu Īądanego
kszta
átu i wymiarów, czĊsto równieĪ w poáączeniu z nadaniem warstwie wierzchniej
okre
Ğlonych wáaĞciwoĞci. Oddzielenie warstwy skrawanej od materiaáu jest powodowane
przez klinowe ostrze narz
Ċdzia, przesuwające siĊ z okreĞloną prĊdkoĞcią V
C
wzgl
Ċdem
przedmiotu obrabianego. Nacisk wywierany przez ostrze narz
Ċdzia wywoáuje miejscowe
odkszta
ácenie sprĊĪyste i plastyczne materiaáu, prowadzące do pokonania siá wiązania
cz
ąsteczkowego i oddzielenie materiaáu w postaci wióra. Mechanizm niszczenia materiaáu
polega g
áównie na Ğcinaniu.
Rys. 1. Zasada procesu skrawania: 1-przedmiot obrabiany (materia
á), 2-ostrze narzĊdzia, 3
warstwa skrawana, 4-wiór, V
C
- pr
ĊdkoĞü skrawania, a
P
– g
áĊbokoĞü skrawania,
D
,
J
- k
ąty
ostrza no
Īa: przyáoĪenia i natarcia
W
zale
ĪnoĞci od osiąganej dokáadnoĞci wymiarowo-ksztaátowej i chropowatoĞci
powierzchni rozró
Īnia siĊ: obróbkĊ zgrubną, ksztaátującą, wykaĔczającą i bardzo dokáadną.
www.zie.pg.prv.pl
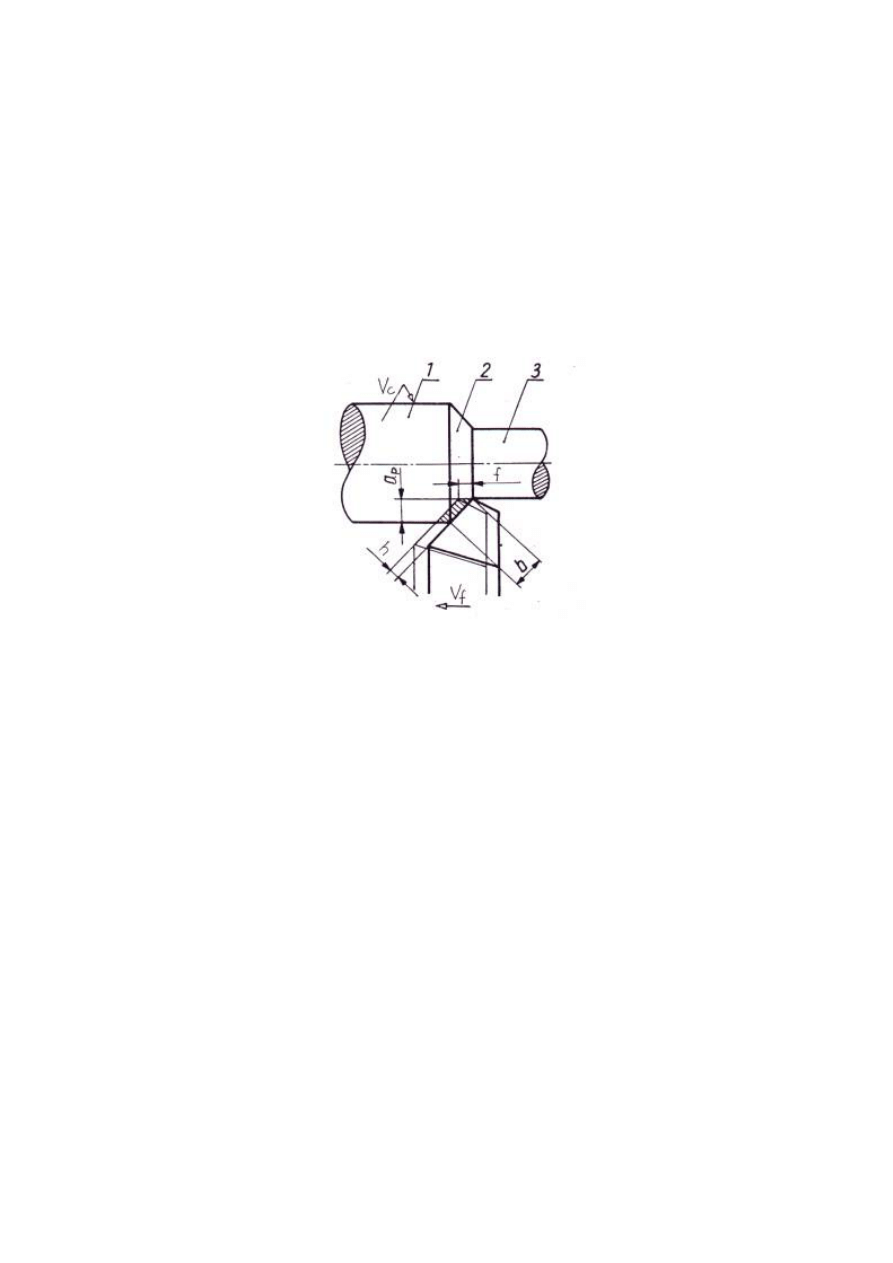
3. Geometryczne i technologiczne parametry skrawania
Przebieg i wyniki skrawania zale
Īą od:
x
x
warunków skrawania, tj. czynników zwi
ązanych z obrabiarką, narzĊdziem,
przedmiotem obrabianym i otoczeniem;
x
x
parametrów skrawania: geometrycznych, zwi
ązanych z geometrią ostrzy narzĊdzi
i przekrojem warstwy skrawanej oraz technologicznych, do których zalicza si
Ċ
pr
ĊdkoĞü skrawania V
C
, pr
ĊdkoĞü posuwu V
f
( posuw f) oraz g
áĊbokoĞü skrawania a
P
.
Rys. 2. Schemat procesu toczenia: V
C
– pr
ĊdkoĞü toczenia, V
f
– pr
ĊdkoĞü posuwu, a
P
–
g
áĊbokoĞü skrawania, b,f,h – przekrój warstwy skrawanej, 1,2,3- powierzchnia obrabiana,
obrobiona i przej
Ğciowa
W praktyce zamiast pr
ĊdkoĞci posuwu uĪywane są posuwy:
x
x
obrotowy f w mm/obr – jest to droga o jak
ą przesunie siĊ narzĊdzie równolegle do
osi obrotu w czasie jednego obrotu (np. podczas toczenia i wiercenia);
x
x
minutowy f
t
w mmm/min – jest to pr
ĊdkoĞü ruchu posuwowego (np. frezowanie);
x
x
na ostrze f
Z
- stosowany w przypadku narz
Ċdzi wieloostrzowych i odpowiada on
przesuni
Ċciu przedmiotu obrabianego przypadającemu na jedno ostrze narzĊdzia.
Posuw f
Z
mo
Īna przeliczyü na posuw minutowy f
t
wg wzoru:
f
t
=f
Z
n i
gdzie: n – pr
ĊdkoĞü obrotowa narzĊdzia w obr/min, i – liczba ostrzy skrawających
narz
Ċdzia.
4. Rodzaje wiórów
W
zale
ĪnoĞci od wáasnoĞci materiaáu obrabianego i warunków skrawania mogą
powstawa
ü wióry przedstawione na rys. 3.
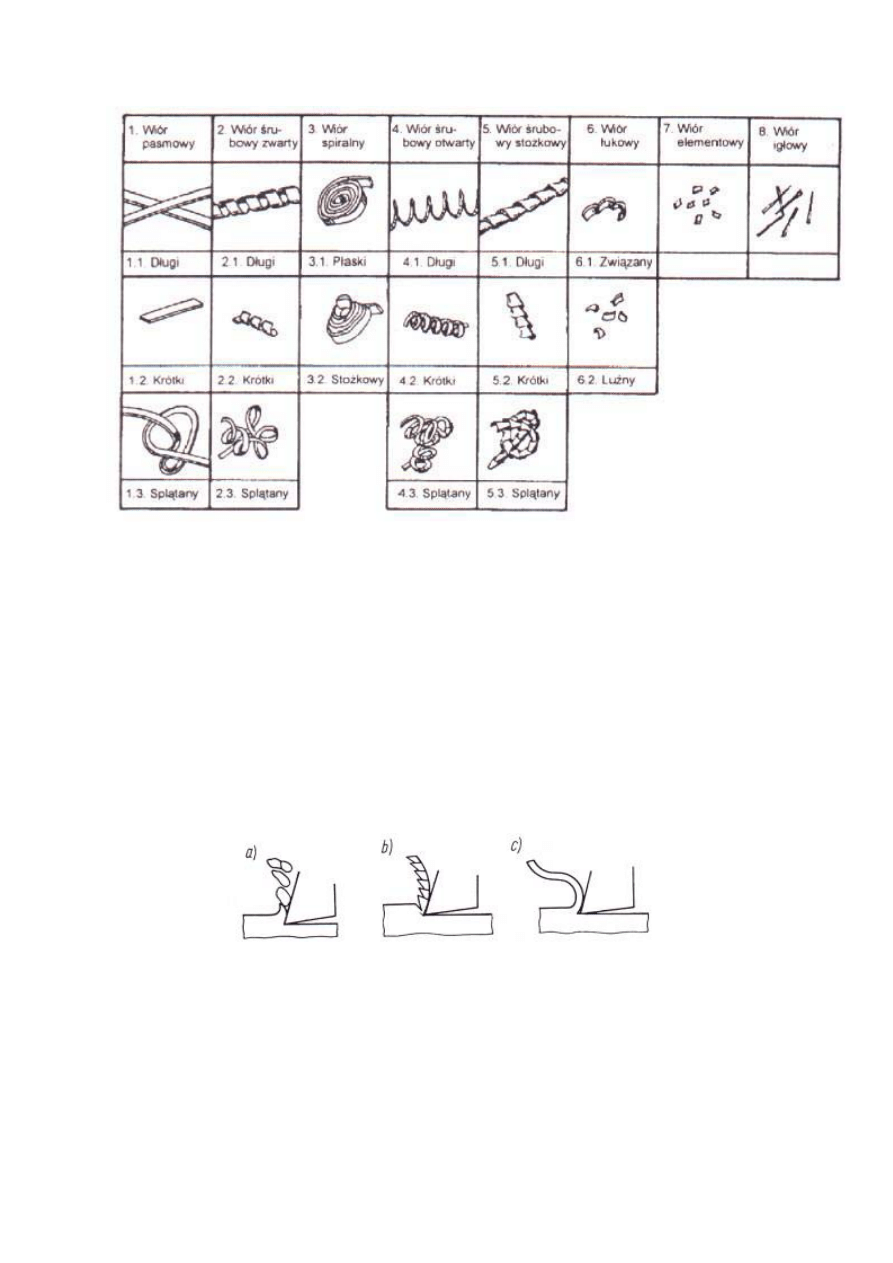
www.zie.pg.prv.pl
Rys. 3. Klasyfikacja kszta
átów wiórów wg PN-ISO 3685
Za najbardziej korzystne postacie wiórów uwa
Īa siĊ wióry odpryskowe (otrzymywane
przy obróbce materia
áów kruchych, np. Īeliwa) oraz segmentowe (obróbka materiaáów o
Ğredniej twardoĞci ze Ğrednimi prĊdkoĞciami skrawania). Wióry te (rys. 4) jest áatwo usunąü z
przestrzeni skrawania i
áatwo magazynowaü. Wióry wstĊgowe czĊsto oplatają siĊ wokóá
narz
Ċdzi i elementów obrabiarki. Grozi to wtedy okaleczeniem operatora lub awarią
obrabiarki. Szczególnie jest to niedopuszczalne przy obróbce automatycznej bez sta
áego
dozoru. W zasadzie stosuj
ąc odpowiednie parametry skrawania i odpowiednią geometriĊ
ostrzy no
Īy moĪna uzyskaü wióry odpryskowe lub segmentowe. W przypadku trudnoĞci w
uzyskaniu tych wiórów mo
Īna stosowaü áamacze wiórów w postaci specjalnych nakáadek na
ostrza skrawaj
ące lub rowków wzdáuĪ krawĊdzi skrawających. Pozwalają one podzieliü wiór
wst
Ċgowy na krótkie odcinki (rys. 5).
Rys. 4. Zwyczajowe postacie wiórów: a) odpryskowy, b) schodkowy (segmentowy), c)
wst
Ċgowy
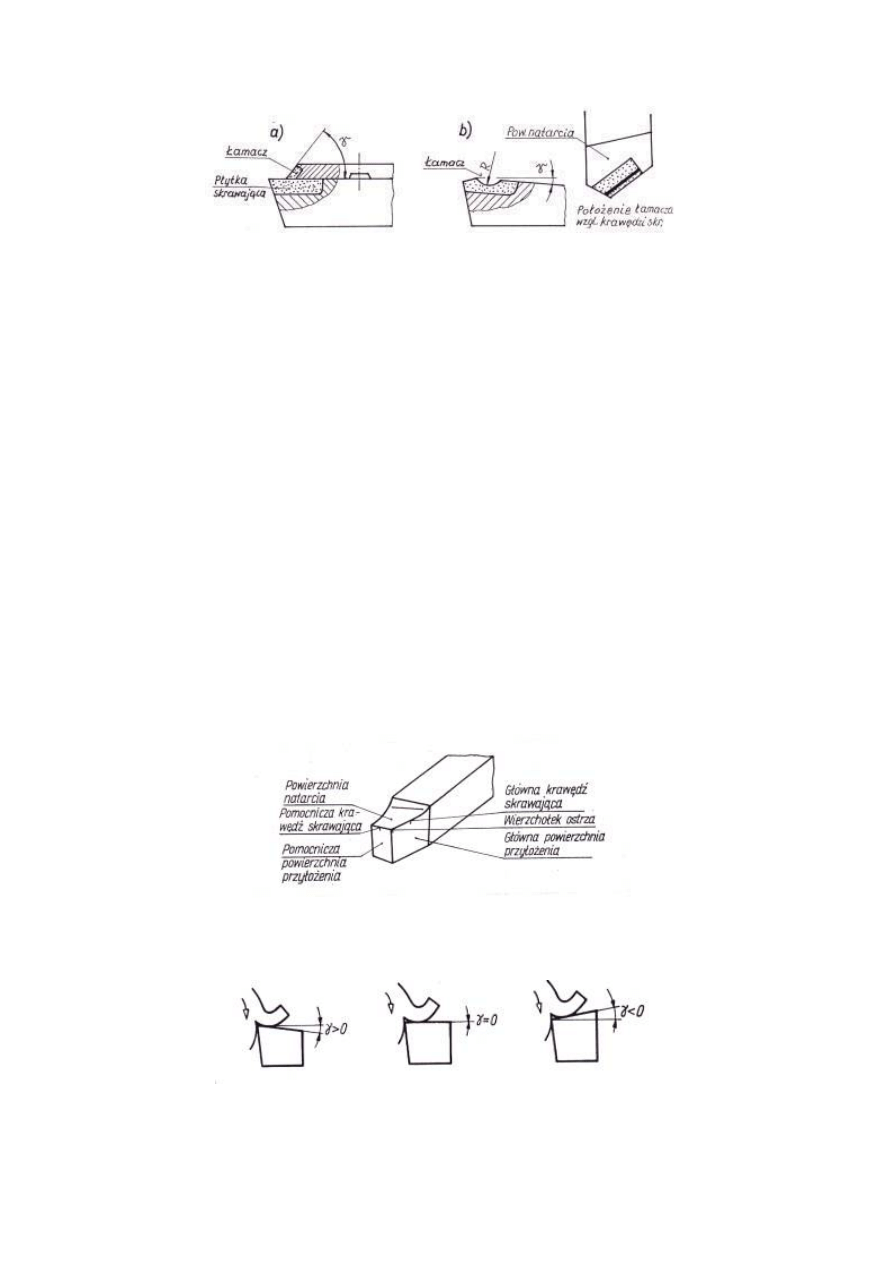
www.zie.pg.prv.pl
Rys. 5. Rodzaje
áamaczy wiórów: a) w postaci nakáadki, b) w postaci rowka wzdáuĪ krawĊdzi
skrawaj
ącej
5. Geometria no
Īy skrawających
Geometri
Ċ narzĊdzi skrawających okreĞla poáoĪenie powierzchni, lini oraz kąty ostrzy.
G
áówne jej elementy to:
x
powierzchnia natarcia (rys. 6) – jest to powierzchnia po której sp
áywa wiór,
x
g
áówna powierzchnia przyáoĪenia – jest to powierzchnia narzĊdzia stykająca siĊ z
materia
áem obrabianym w pewnym obszarze powierzchni skrawania,
x
g
áówna krawĊdĨ skrawająca – powstaje z przeciĊcia powierzchni natarcia i
przy
áoĪenia,
x
k
ąty ostrza - najwiĊksze znaczenie ma kąt natarcia J (rys.7) i kąt przyáoĪenia D. Od
kata natarcia zale
Īy sposób spáywania wióra z ostrza skrawającego. Im wiĊksza
warto
Ğü kata natarcia, tym mniejsza jest potrzebna energia do odksztaácenia wióra.
Przy toczeniu kat natarcia przyjmuje si
Ċ od -15q do +30q. JednoczeĞnie nastĊpuje
jednak zmniejszenie wytrzyma
áoĞci ostrza. Zerowy kąt natarcia przyjmuje siĊ w
narz
Ċdziach ksztaátowych, gdyĪ upraszcza to ich ostrzenie. Natomiast ujemny kat
natarcia stosuje si
Ċ dla noĪy z ostrzami z wĊglików spiekanych, którymi moĪna
obrabia
ü materiaáy z bardzo duĪymi prĊdkoĞciami skrawania. Kąt przyáoĪenia D
wp
áywa na zmniejszenie oporów tarcia pomiĊdzy narzĊdziem a materiaáem
obrabianym. Zwykle wynosi on kilka stopni (3-5
q).
Rys. 6. Elementy budowy no
Īa tokarskiego
Rys. 7. Oznaczenie kata natarcia
J
no
Īa tokarskiego
www.zie.pg.prv.pl
6.
Materia
áy narzĊdziowe
Materia
áy na narzĊdzia skrawające powinny odznaczaü siĊ duĪą twardoĞcią, dobrą
odporno
Ğcią na Ğcieranie oraz zdolnoĞcią do zachowania tych wáasnoĞci w wysokich
temperaturach (do ok. 850
qC).TwardoĞü ostrza skrawającego powinna byü o ok. 20 HRC
wi
Ċksza od twardoĞci obrabianego materiaáu. Na narzĊdzia do obróbki wiórowej stosowane są
m.in.: stale narz
Ċdziowe wĊglowe i stopowe (63-65 HRC), stale szybkotnące (ok. 65 HRC),
w
Ċgliki spiekane i materiaáy ceramiczne.
Z
w
Ċglików spiekanych wykonuje siĊ páytki, które wlutowuje siĊ lub mocuje
mechanicznie do korpusów narz
Ċdzi. W ich skáad wchodzą wĊgliki pierwiastków
trudnotopliwych (wolframu, tytanu) spojone osnow
ą kobaltową. Ich twardoĞü wynosi 65 – 70
HRC. Mo
Īna nimi skrawaü z duĪymi prĊdkoĞciami, gdyĪ duĪą twardoĞü i odpornoĞü na
Ğcieranie zachowują do temp. ok. 1000 qC. Nowoczesne noĪe tokarskie z takimi wymiennymi
p
áytkami przedstawiono na rys. 8. Páytki takie mogą byü dodatkowo powlekane dyfuzyjnie
kilkoma warstwami pow
áok TiC, TiN, Ti(C,N) i Al
2
O
3
o
áącznej gruboĞci kilkunastu
mikrometrów. Niemniej tak cienkie pow
áoki powodują znaczny wzrost ich odpornoĞci na
zu
Īycie. dochodzący nawet do 5 razy. Takimi páytkami moĪna wtedy o wiele dáuĪej obrabiaü
lub przeprowadzi
ü obróbkĊ bardzo intensywną. Stąd są polecane szczególnie do stosowania
na obrabiarkach CNC lub centrach obróbkowych.
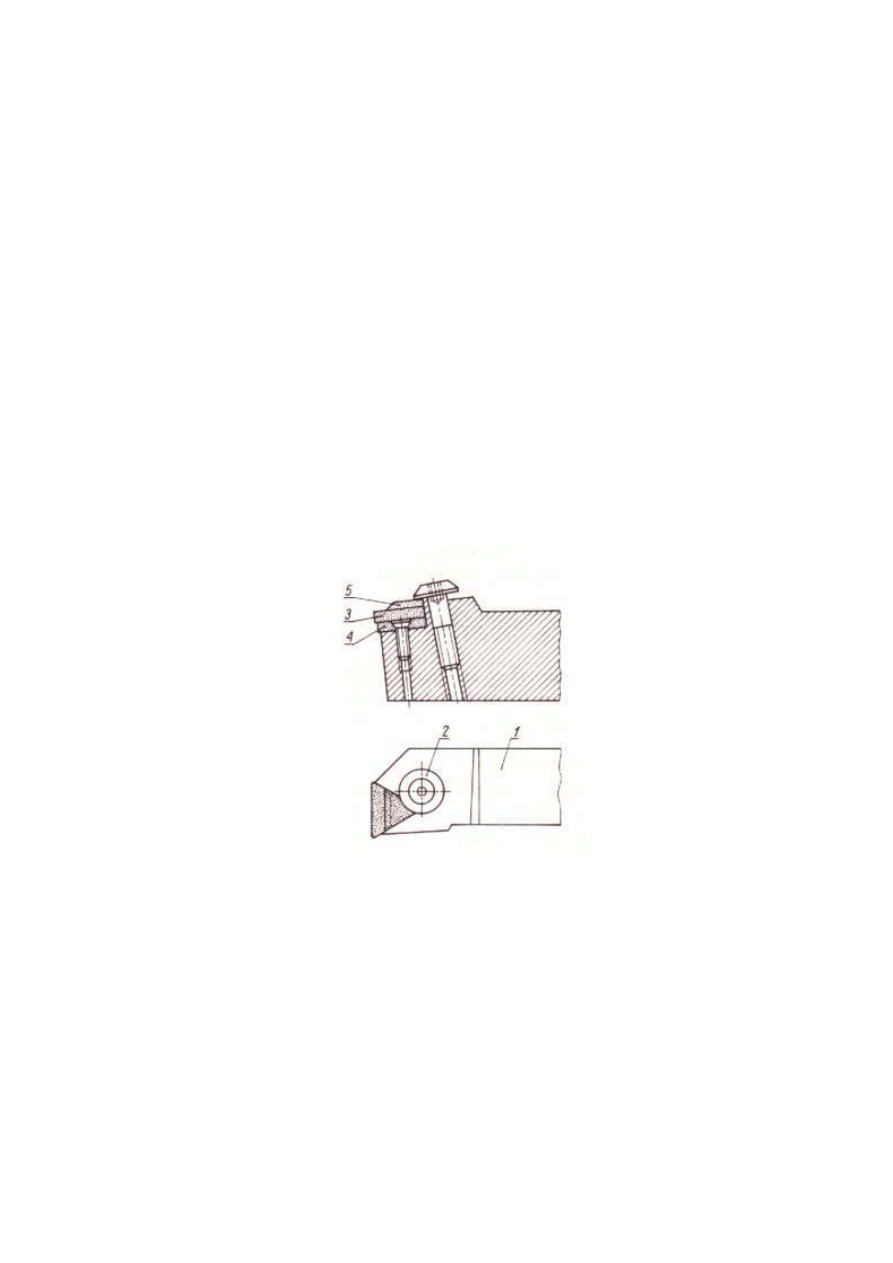
Rys. 8. Nó
Ī tokarski skáadany z wymienną páytka z wĊglików spiekanych: 1- trzonek, 2- Ğruba
zaciskowa, 3- p
áytka wieloostrzowa, 4- páytka podporowa, 5- áamacz wiórów
Literatura:
1. Bia
áas S., SobieszczaĔski J.: Zarys technologii maszyn. Warszawa: WSiP.
2. Feld.M.: Projektowanie i automatyzacja procesów technologicznych cz
ĊĞci maszyn.
Warszawa: WN-T.
3. Grzesik W.: Podstawy skrawania materia
áów metalowych. Warszawa:WN-T.
4. Zawora J.: Podstawy technologii maszyn. Warszawa: WsiP.
Wyszukiwarka
Podobne podstrony:
Podstawy obróbki skrawaniem toczenie
Podstawy obróbki skrawaniem
skrawające działanie klina, CNC ## FANUC ##, 00 PODSTAWY, Obróbka skrawaniem
Podstawy Obróbki Skrawaniem
Obróbka skrawaniem PODSTAWOWE ELEMENTY SKŁADOWE PROCESU TECHNOLOGICZNEGO
Ocena skrawalności różnych materiałów na podstawie pomiaru, Polibuda (MiBM), Semestr III, III semest
OBROBKA SKRAWANIEM id 328388 Nieznany
Projekt 2 - siły, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
CERAMIKA, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznastwo
Wykonywanie otworow, Technologie wytwarzania, Obróbka skrawaniem, Wiercenie
s1, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznastwo
Labolatorium obróbki skrawaniem szlifowanie (ATH)
Obróbka skrawaniem Szlifowanie
obrobka skrawaniem
Obróbka Skrawaniem (K Jemielniak)
szlifowanie2, ZiIP, II Rok ZIP, Skrawanie, Obróbka Skrawaniem
więcej podobnych podstron