
PODSTAWY ROBOTYKI
PR W 1.2
1

Rozwój robotów
1. Przyczyny rozwoju robotów
Pierwsze roboty pojawiły się w amerykańskim przemyśle samochodowym na początku
lat sześćdziesiątych, a ich początkowy rozwój był powolny. W połowie lat sześćdziesiątych
tylko dwie firmy amerykańskie: Unimation i American Machine and Foundry Co
produkowały kilka typów robotów przemysłowych. Jednakże już w 1975 r. ponad 100
producentów, rozsianych na całym świecie (w tym 50 w Japonii), produkowało ok. 200
różnych typów robotów przemysłowych, od małego robota japońskiego firmy Seiko o
udźwigu 0,02 kg, stosowanego przy produkcji zegarków, do dużego robota Unimate 4000
firmy Unimation o udźwigu 180 kg. U podstaw tego rozwoju leżały trzy grupy czynników.
1.1. Czynniki techniczne
postęp w konstrukcji elementów automatyki (silniki wykonawcze o korzystnym
stosunku mocy do masy, wzmacniacze o małym gabarycie, opanowanie metod masowej
i taniej produkcji minikomputerów i mikrokomputerów) sprawił, że produkcja robotów
stała się technicznie możliwa i ekonomicznie opłacalna;
wzrost zapotrzebowania w różnych gałęziach nowoczesnego przemysłu na
manipulowanie przedmiotów niemożliwych do manipulowania ręcznego ze względu na
zbyt wysoką temperaturę, dużą masę, niedogodne kształty, promieniotwórczość,
obecność szkodliwych wyziewów, pyłów, agresywnych cieczy i por, atmosferę
pozbawioną tlenu;
dążenie do zapewnienia wysokiego i jednolitego standardu wyrobów wynikające ze
zwiększającej się konkurencji na rynkach zbytu.
1.2. Czynniki ekonomiczne
instalowanie kapitałochłonnych maszyn (np. obrabiarek sterowanych numerycznie)
zmusza do maksymalnego ich wykorzystywania przy pracy ciągłej przez całą dobę, co
jest praktycznie możliwe tylko przy obsłudze tych maszyn przez roboty;
wzrost kosztów pracy ludzkiej sprawiający, że robot dla wielu prac staje się operatorem
tańszym niż człowiek;
w gałęziach przemysłu charakteryzujących się częstą zmianą profilu małoseryjnej
produkcji stosowanie wysoko wyspecjalizowanych automatów produkcyjnych jest
nieopłacalne. Roboty dzięki możliwości ich programowania mogą być bardzo szybko
dostosowane do automatyzacji odmiennej produkcji przy wykorzystaniu maszyn
uniwersalnych i stąd stwarzają one możliwość automatyzacji i związanego z nią
wzrostu efektywności ekonomicznej tych gałęzi przemysłu;
roboty znajdują również zastosowanie przy produkcji masowej (wielkoseryjnej)
wypierając z niej szereg kosztownych wąsko wyspecjalizowanych automatów
produkcyjnych, jak np. automaty do malowania, spawania, szlifowania. Jest to
spowodowane tym, że czas moralnego zużywania się produktów wielkoseryjnych staje
się coraz krótszy, co częstokroć czyni nieopłacalnym projektowanie i konstruowanie
automatów nawet do produkcji wielkoseryjnej;
zintegrowane systemy transportu wewnątrzzakładowego lub oddziałowego są z reguły
przystosowane do ściśle określonego profilu produkcji, a zmiana ich sposobu
funkcjonowania jest niezwykle kosztowna. Zastosowanie robotów na stykach pomiędzy
poszczególnymi układami transportowymi umożliwia znaczne zwiększenie ich
2

elastyczności, tzn. szybką i tanią zmianę sposobu ich funkcjonowania przez zmiany
programów robotów.
1.3. Czynniki społeczne
stale malejąca liczba kandydatów do wykonywania prac nudnych, monotonnych i
powtarzających się, nie dających satysfakcji emocjonalnej, lecz niestety niemożliwych
do wyeliminowania w bardzo dużej liczbie procesów przemysłowych. Brak chętnych do
wykonywania tego typu prac jest spowodowany:
a) wzrostem przeciętnego poziomu wykształcenia społeczeństw przemysłowych po II
wojnie światowej;
b) malejącą stopą przyrostu naturalnego obserwowaną w wielu społeczeństwach
najbardziej uprzemysłowionych i powodującą malenie grup ludności w wieku
produkcyjnym.
O tym, jak bardzo istotnym czynnikiem rozwoju robotów jest brak siły roboczej,
świadczy przykład dwóch państw: RFN i Japonii. RFN pomimo dużego potencjału
przemysłowego do niedawna praktycznie robotów nie produkowała, gdyż braki własnej
siły roboczej do prac nisko kwalifikowanych wyrównywała importem tej siły roboczej z
innych krajów. Japonia natomiast, dla której import siły roboczej z różnych powodów
był niemożliwy, stała się w minionym okresie największym producentem i
użytkownikiem robotów na świecie;
powszechne tendencje zwiększenia bezpieczeństwa pracy. Tak np. ustawodawstwo
pracy wielu państw, zabraniające ręcznego manipulowania pod młotami pras, stało się
poważnym bodźcem rozwoju produkcji robotów.
1.4. Aspekty socjologiczne
wprowadzenia robotów do produkcji
Powstanie robotów przemysłowych i dalszy ich rozwój stwarzają pewne nowe
problemy wzajemnej zależności techniki i człowieka. Ogólnie dotyczy to jedności techniki i
człowieka oraz pokonania sprzeczności między ograniczonymi fizycznie i psychicznie
możliwościami człowieka a specyfiką ukła
d
ów technicznych.
Wiadomo, że średnia moc człowieka nie przekracza 20 W, a czas reakcji wynosi 0,1 s.
Człowiek nie może wykonywać pracy w środowisku szkodliwym dla zdrowia, jego
wydajność i dokładność wykonywania czynności z biegiem czasu maleje wskutek fizycznego
i psychicznego zmęczenia.
Z postępującym rozwojem techniki, charakteryzującym się zwiększeniem zadań i
szybkości funkcjonowania układów technicznych, rozszerzaniu się szkodliwych dla zdrowia i
niebezpiecznych warunków, sprzeczności między człowiekiem a techniką nieustannie rosną.
Człowiek staje się coraz mniej odpowiedni do pracy bezpośrednio w systemie produkcyjnym.
Względy te spowodowały, że w krajach zachodnich zaczęły się szerzyć rozmaite idee
antropomorfistyczne, poczynając od koncepcji ,,żelaznego człowieka”, który nie wymaga
kontroli, aż do zastąpienia ludzi robotami.
Koncepcje te są oparte na założeniu, że zalety układów technicznych w stosunku do
człowieka będą się zwiększać aż do osiągnięcia ostatecznej przewagi, przejawiającej się
powstaniem zdolności do twórczości maszynowej. Koncepcje te liczą się z ewentualnością
zastąpienia człowieka antropomorficznymi robotami.
Rozstrzygnięcie kwestii, czy będzie mógł kiedykolwiek powstać robot o określonym
zbiorze psychiczno-fizjologicznych właściwości człowieka, jest z punktu widzenia
socjologicznego bardzo ważne i odpowiedź na to może wpłynąć w sposób istotny na rozwój
robota niższego rzędu. Argumenty za i przeciw rozwojowi robotów opracowane wg
3
Belozercewa są zebrane w tabllicy 1, w której zilustrowano poglądy większości futurologów
filozofów, cybernetyków bądź techników o tym, że człowieka nie można zastąpić
antropomorficznym robotem.
Z powyższego wynika, że z punktu widzenia filozoficznego w przyszłości nieunikniony
będzie konsekwentny podział pracy między człowieka a maszynę. I niezależnie od
problemów technicznych i ekonomicznych nastąpi to wszędzie tam, gdzie nie są
wykorzystywane zdolności twórcze człowieka oraz gdzie wykonywana praca jest monotonna.
Na skutek dotychczasowego ustawienia produkcji pod kątem człowieka i jego
niemożności dostosowania się do systemów produkcji, w których realizuje on zresztą tylko
minimalną liczbę najprostszych operacji, powstały podstawy do rozwiązania istniejących
sprzeczności przez wprowadzenie urządzeń, będących w stanie zastąpić człowieka w procesie
wytwórczym. Dopóki nie powstaną nowe technologie wytwórcze nie nastawione na udział
człowieka, roboty stanowić będą główny środek techniczny automatyzacji procesów
roboczych. Roboty będą mogły być używane zwłaszcza tam, gdzie zastąpienie
człowieka na stanowisku o pracy wielozmianowej umożliwia stałe skracanie czasu roboczego
i zwiększanie bezpieczeństwa pracy.
Tablica 1. Argumenty przemawiające za i przeciw rozwojowi robotów
Argumenty przeciw
Argumenty za
Istota ludzka jest nader skomplikowana i nie
przebrana
Nie można świadomie mieszać złożonych
procesów myślenia z mechanicznym
działaniem maszyny
Robot wykonuje jedynie te zadania, które
dają się opisać matematycznie. W przyrodzie
występuje wiele zjawisk dotyczących
ludzkiej psychiki i życia, które nie są opisane
matematycznie
Konstrukcja robota będzie odzwierciedlać
charakterystyczne cechy jego twórcy,
od których nie da się odejść
Uznanie możności wytworzenia żywej istoty
na drodze mechanicznej prowadzi do
idealistycznego pojmowania świata
Zasadnicza różnica między człowiekiem
a robotem tkwi w czynnikach socjalnych,
człowiek nabywa swoich właściwości jedynie
w konkretnym środowisku społecznym
Nie ma powodów do ograniczania zakresu
ludzkiego poznania
Nie ma zasadniczej różnicy między
człowiekiem a maszyną cybernetyczną
Samoczynne generowanie i testowanie
może zastąpić brak opisu matematycznego
Roboty mogą rozwijać się i nabywać
nowych właściwości, które nie występowały
w założeniach konstruktora
Roboty są produkowane zgodnie z
fizykalnymi prawami przyrody i nie ma
zasadniczej różnicy w rozwoju człowieka i
maszyny
Zakłada się możliwość symulacji sytuacji
socjalnej także w odniesieniu do robota
4

2. Etapy rozwoju robotów przemysłowych - generacje
2.1. Roboty generacji 1
Roboty generacji 1 są aktualnie robotami najbardziej rozpowszechnionymi.
Charakteryzują się one:
całkowitym brakiem sprzężeń zwrotnych od stanu manipulowanego przedmiotu.
Manipulowanie jest więc sterowane w torze otwartym;
koniecznością precyzyjnego zaprogramowania ruchów ramion manipulatora w
odniesieniu do określonego układu współrzędnych;
koniecznością ustabilizowania współrzędnych stanu początkowego manipulowanego
przedmiotu.
Zależnie od sposobu programowania i sterowania prac robotów generacji 1 można
wyróżnić następujące klasy robotów:
1) Roboty klasy 1, programowane metodą krokową, z sekwencyjnym sterowaniem
położenia ramion.
Dla robotów tych określa się kolejność i kierunek ruchów napędów poszczególnych osi
ruchu manipulatora za pomocą programatora sekwencyjnego, natomiast zasięg tych ruchów
ogranicza się za pomocą nastawialnych ograniczników mechanicznych lub wyłączników
drogowych. Uruchomienie kolejnego napędu odbywa się dopiero po zakończeniu ruchu
poprzedniego napędu. Sterowanie położeniem ramion manipulatora jest więc w tym
przypadku sterowaniem sekwencyjnym, realizowanym najczęściej za pomocą elektrycznych,
elektronicznych lub pneumatycznych układów przekaźnikowych. Stosowanie ograniczników
mechanicznych umożliwia uzyskiwanie dokładności ustawienia ramion około 0,1 mm.
2) Roboty klasy 2, programowane metodą krokową, z analogową nadążną regulacją
położenia ramion.
Dla robotów tych kolejność i kierunek ruchów napędów poszczególnych osi
manipulatora określa się również za pomocą programatora sekwencyjnego. Jednakże zasięg
ruchu jest zadawany przez nastawę potencjometru wartości zadanej położenia danej osi
ruchu; napięcie z tego potencjometru - podobnie jak dla omawianego poprzednio układu
regulacji nadążnej położenia - jest porównywane z napięciem potencjometru pomiarowego,
określającego aktualne położenie ramienia. Różnica tych napięć steruje, poprzez regulator i
wzmacniacz, silnikiem napędzającym ramię. Położenia ramion są więc w tym przypadku
regulowane nadążnie za pomocą analogowych układów regulacji. Dokładność ustawiania
ramion jest nie większa niż uzyskiwana dla robotów klasy 1. Rozwiązanie to umożliwia
jednak kolejne ustawianie tego samego ramienia w różnych miejscach jednego programu na
różnych wartościach zadanych położenia. Uzyskuje się to przez kolejne przełączania różnych
potencjometrów wartości zadanej do układu regulacji nadążnej położenia tego ramienia.
Możliwości takiej nie mają w zasadzie roboty klasy 1.
Do klasy 2 można również zaliczyć roboty, dla których wartości zadane położenia dla
poszczególnych osi ruchu są przechowywane w postaci cyfrowej w pamięci, lecz
wykorzystywane dopiero po przetworzeniu na postać analogową.
3) Roboty klasy 3, programowane metodą uczenia, z cyfrową regulacją nadążną
położenia ramion.
Programowanie metodą uczenia polega na wprowadzaniu współrzędnych kolejnych
punktów trajektorii ruchu ramion manipulatora, przedstawionych w postaci cyfrowej i
odczytanych z czujników położenia ramion manipulatora, do pamięci układu sterowania
robota. Uczenie odbywa się na wiele różnych sposobów:
ramiona manipulatora ustawia się ręcznie w wybranych punktach trajektorii, po czym
współrzędne tych punktów wprowadza się do pamięci. Tego rodzaju uczenie jest
5
stosowane do robotów o punktowych systemach sterowania, oznaczanych często
symbolem PTPC (Point To Point Control);
ramiona manipulatora steruje się ręcznie, przy wykorzystaniu układu sterowania
robota, do kolejnych punktów trajektorii, po czym współrzędne tych punktów zostają
wprowadzone do pamięci. Rozwiązanie to jest stosowane również w przypadku
punktowych systemów sterowania;
ramiona manipulatora wodzi się ręcznie w sposób ciągły wzdłuż wybranej trajektorii,
bez zatrzymywania i podczas tego współrzędne odpowiednio dużej liczby punktów tej
trajektorii zostają, bez interwencji ze strony „uczącego” wprowadzone do pamięci. Tego
typu uczenie jest stosowane do robotów o ciągłych systemach sterowania,
oznaczanych często symbolem CPC (Continuous Path Control).
Programowanie i sterowanie robotów klasy 3 jest realizowane przy wykorzystaniu
komputera (minikomputera lub mikrokomputera), który:
w trakcie uczenia wczytuje z określoną prędkością współrzędne punktów trajektorii do
pamięci;
przy sterowaniu wyprowadza kolejno te współrzędne z pamięci jako wartości zadane
dla poszczególnych układów regulacji nadążnej położenia ramion manipulatora.
Roboty klasy 3 umożliwiają uzyskiwanie dokładności ustawiania ramion o wartościach
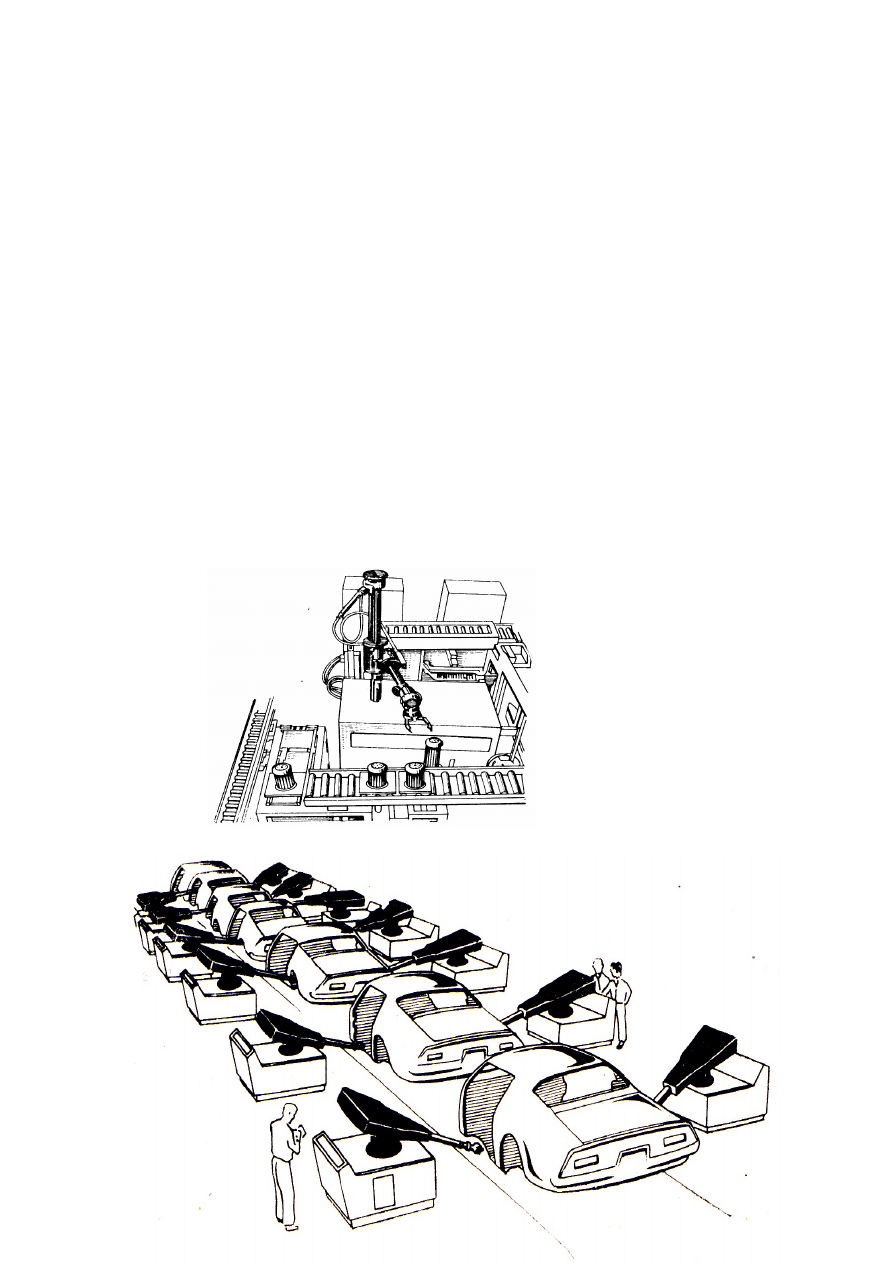
ułamków milimetra. Na rys. 1 i 2 przedstawiono przykłady typowych zastosowań robotów
generacji 1, przy czym na rys. 1 przedstawiono robot ładujący podajnik rolkowy
przedmiotami w kształcie walców na kwadratowej podstawie, a na rys. 2 - roboty spawające
karoserie samochodowe.
Rys. 1. Zastosowanie robota generacji 1 do ładowania podajnika rolkowego
6
Rys. 2. Zastosowanie robotów generacji 1 do punktowego zgrzewania karoserii
samochodowych
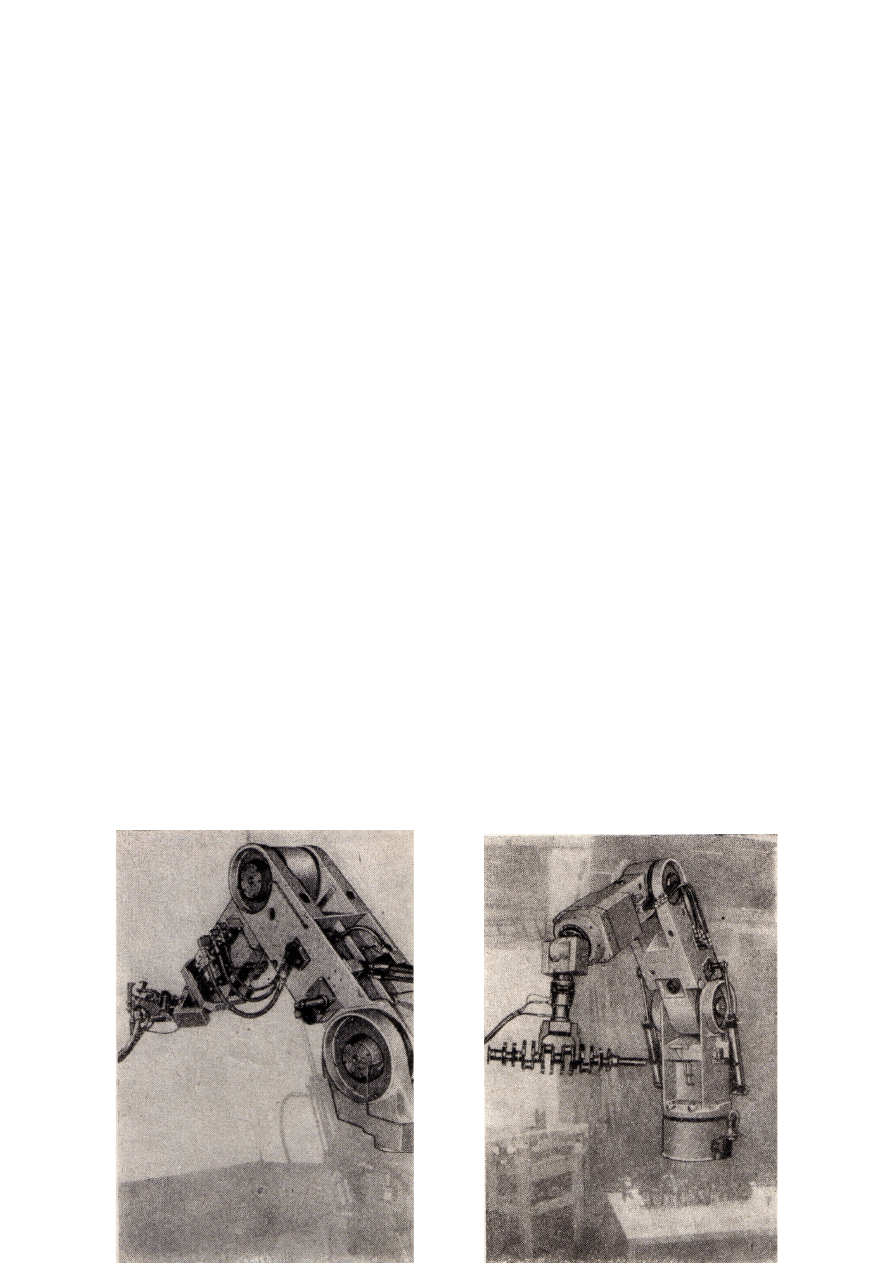
Na rys. 3 pokazano robot VERTICAL 80 firmy Renault-Acme-Cribier o napędzie
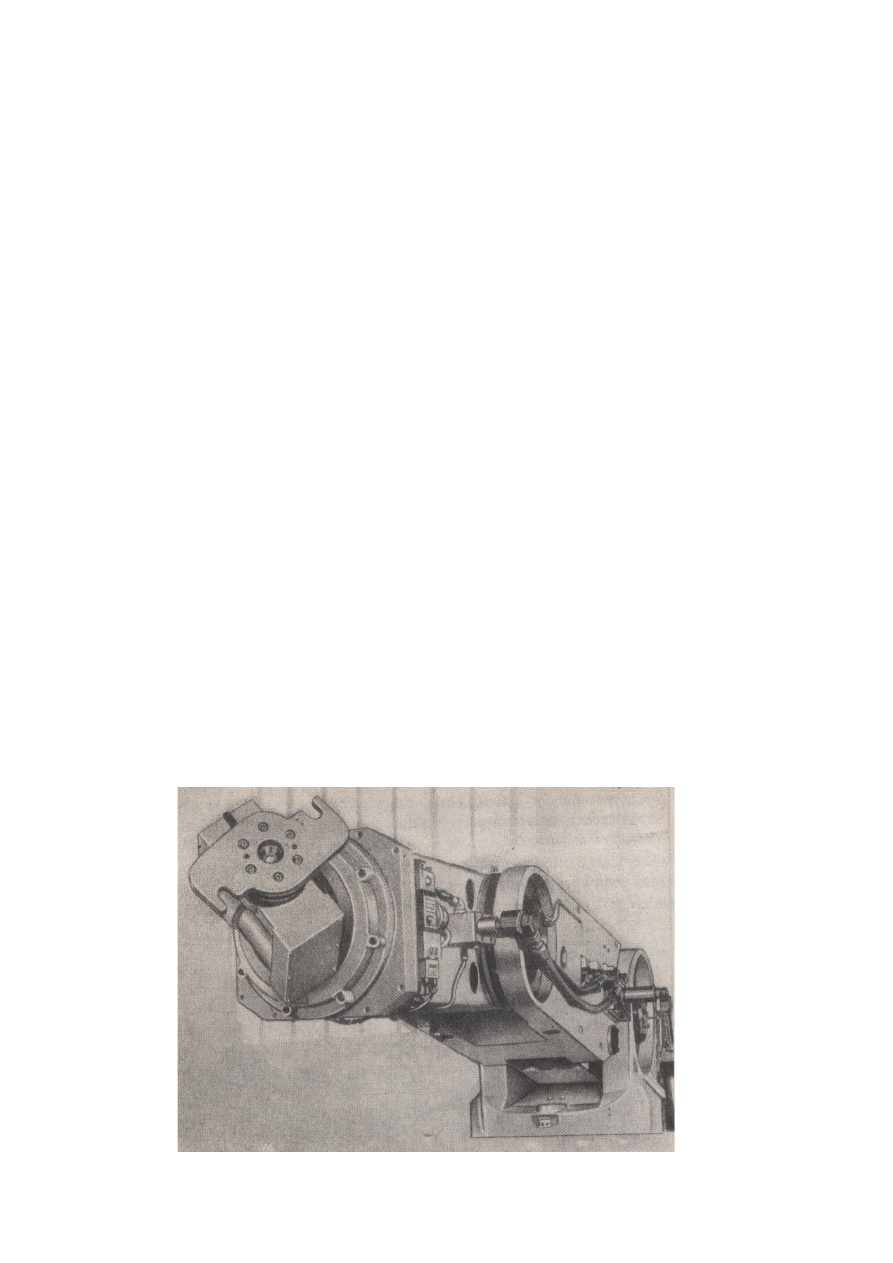
hydraulicznym, zaopatrzony w elektrody do spawania punktowego, przy czym na rys. 4 i 5
przedstawiono go podczas manipulowania wału korbowego i z chwytakiem przystosowanym
do automatycznej wymiany narzędzi. Na rys. 6 pokazano robot suwnicowy GANTRY 80 tej
samej firmy w trakcie spawania punktowego karoserii samochodowej. Na rys. 7
przedstawiono robot IRb-6 firmy ASEA o napędzie elektrycznym; jest on produkowany w
Polsce na szwedzkiej licencji przez MERA-PIAP. Na rys. 8 przedstawiono zastosowanie
robotów z rodziny IRb do szlifowania kolona armaturowego, a na rys. 9 - do paletyzacji
odkuwek.
2.2. Roboty generacji 1,5
Istotnymi cechami tych robotów jest to, że:
ruchy wykonywane przez ich manipulatory nie są całkowicie zdeterminowane na
etapie programowania tych robotów, lecz zależą również od wartości niektórych
współrzędnych stanu manipulowanego obiektu;
wymienione współrzędne stanu są mierzone przez proste przetworniki sił i momentów
lub przetworniki położenia o charakterze optycznym lub dotykowym;
wyznaczanie potrzebnych współrzędnych stanu obiektu jest realizowane prostymi
środkami, bez uciekania się do złożonych algorytmów rozpoznawania obrazów i analizy
sytuacji.
7
Rys. 3. Robot VERTICAL z elektrodami do
zgrzewania punktowego
Rys. 4. Robot VERTICAL podczas
manipulowania wału korbowego
Rys. 5. Robot VERTICAL 80 z uchwytami do automatycznej wymiany narzędzi
8
Rys. 6. Robot suwnicowy GANTRY
Rys. 7 Robot IRb-6 firmy ASEA
Rys. 8. Robot IRb-6 podczas szlifowania
kolana armaturowego
Rys. 9. Robot IRb-6 podczas paletyzacji
odkuwek
Przykładem robota generacji 1,5 może być opracowany w 1972 r. przez japońską firmę
Hitachi i eksploatowany przez nią w przemyśle robot Hi-T-Hand Expert 2, realizujący częstą
czynność montażową polegającą na wprowadzeniu sworznia do tulei. Czynnością, przy
9
średnicy sworznia około 20 mm i tolerancjach pasowania w granicy 7...32
µ
m jest czynnością
skomplikowaną, wykonywaną normalnie tylko przez wykwalifikowanych monterów.
Monterzy ci korzystają przede wszystkim z wyczulonego zmysłu dotyku, a w znacznie
mniejszym stopniu ze wzroku, przy czym czas potrzebny na wykonanie tej czynności zmienia
się w granicach od 0,5 do 4 s, zależnie od stopnia znurzenia montera i wartości tolerancji.
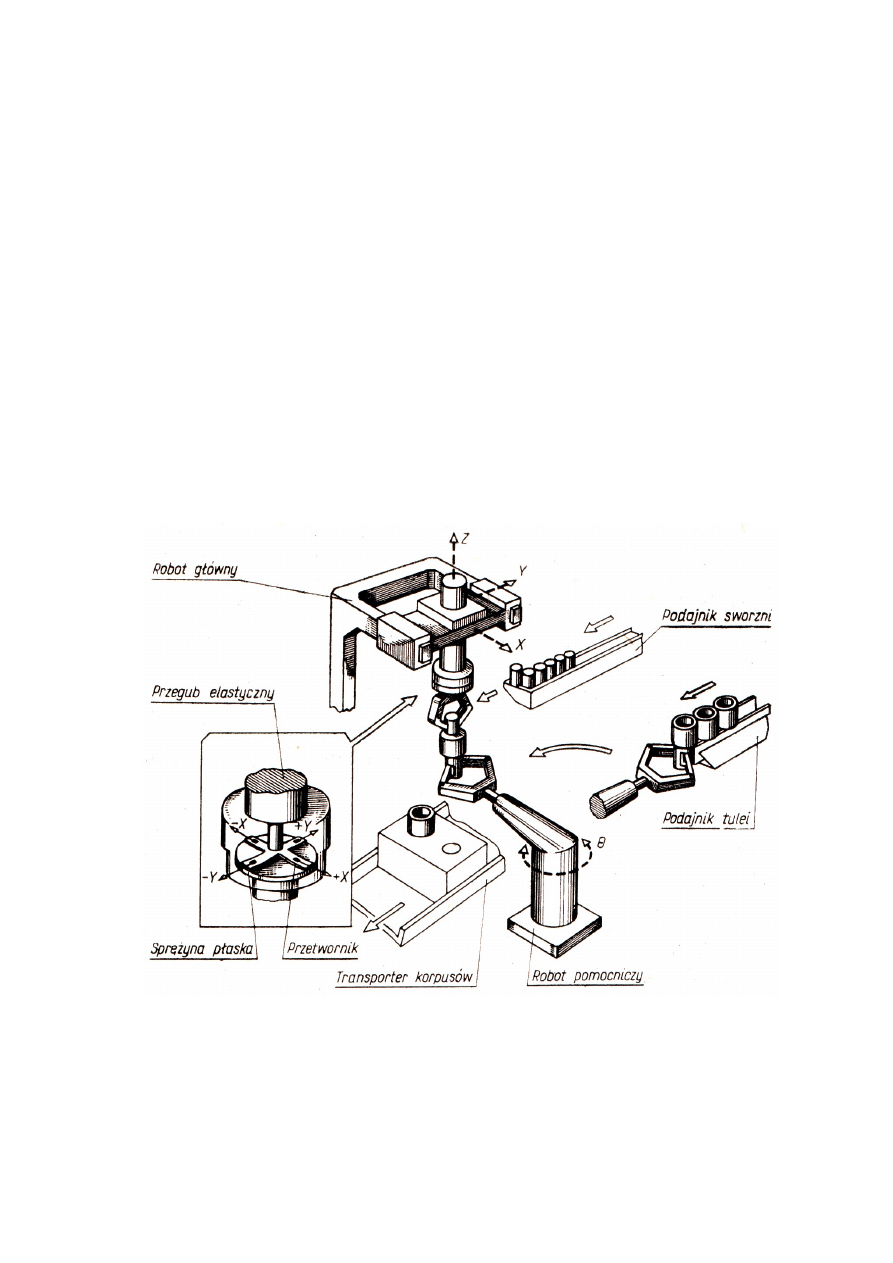
Wymienioną czynność realizuje robot Hi-T-Hand Expert 2 (rys. 10) w ciągu 1 s, przy czym
krawędzie sworznia i tulei mogą być ostre. Robot ten składa się z robota głównego, o trzech
stopniach swobody i robota pomocniczego o dwóch stopniach swobody. Robot pomocniczy
pobiera tuleję z podajnika tulei, a robot główny pobiera sworzeń z podajnika sworzni.
Elementy te zostają przez roboty ustawione jeden nad drugim z błędem współosiowości
dochodzącym do ±2 mm, po czym robot główny opuszcza sworzeń w kierunku tulei. Robot
główny ma czujniki naprężeń w postaci czterech tensometrów umieszczonych promieniowo
na płaskiej sprężynie sprzęgającej elastycznie przegub chwytaka z palcami. Niewspółosiowe
wkładanie sworznia w tuleję powoduje wygięcie przegubu i powstanie różnych naprężeń w
poszczególnych tensometrach. Znajomość tych naprężeń pozwala w oparciu o bardzo prosty
algorytm sterowania wyznaczyć taki kierunek poziomego przesunięcia sworznia, dla którego
błąd współosiowości pomiędzy osią tulei i osią sworznia ulegnie zmniejszeniu (rys. 11).
Tuleja z wsuniętym sworzniem zostaje z kolei uchwycona przez robot główny, który
podobnie jak poprzednio wkłada całość do otworu korpusu znajdującego się na transporterze.
Rys. 10. Budowa i działanie robota Hi-T-Hand Expert 2 firmy Hitachi
10
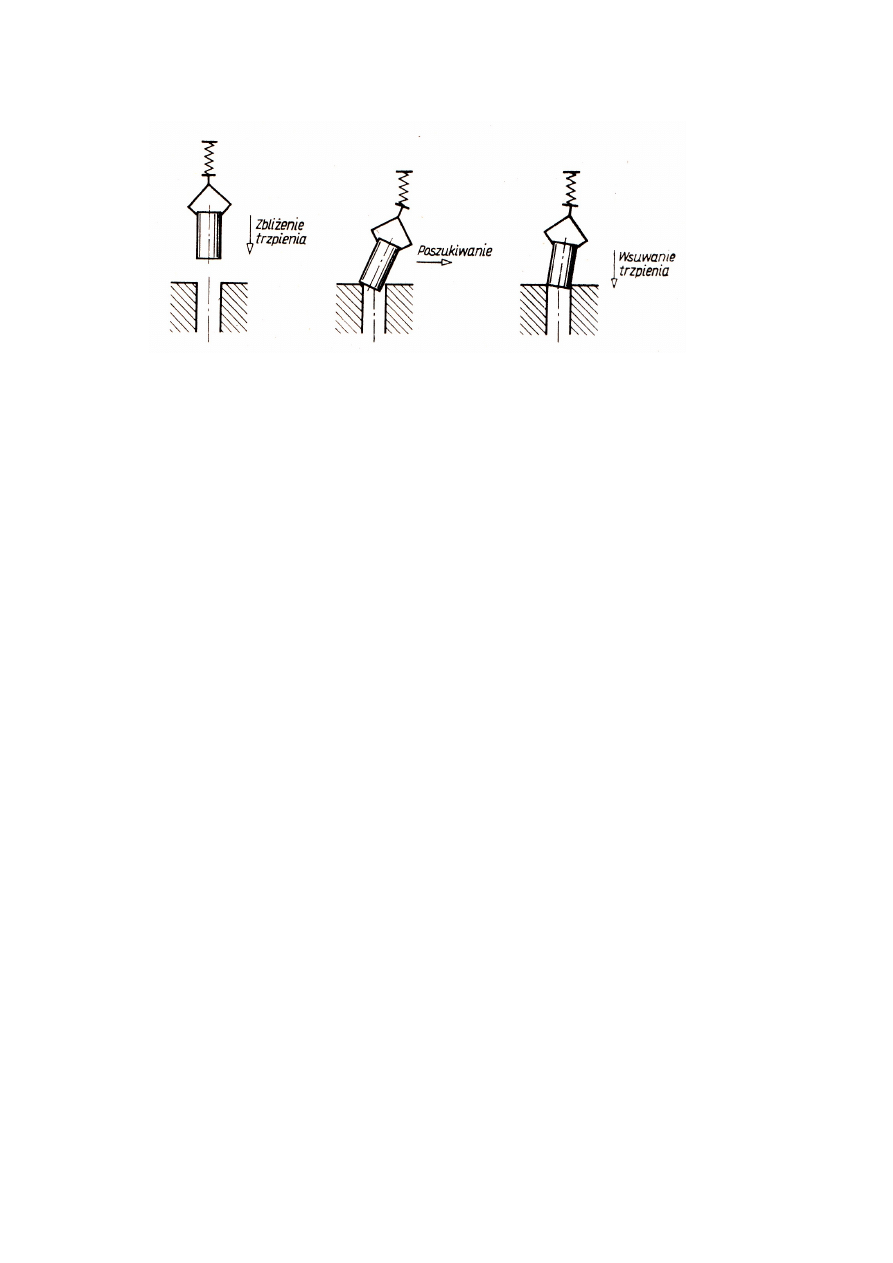
Rys. 11. Fazy wkładania sworznia do tulei
2.3. Roboty generacji 2
Większość robotów tej generacji znajduje się aktualnie wciąż jeszcze na etapie prób
laboratoryjnych i tylko nieliczne z nich są doświadczalnie eksploatowane w przemyśle.
Istotą robotów generacji 2 jest ograniczona możliwość rozróżniania kształtów i
położeń dzięki zastosowaniu złożonych systemów rozpoznających (składających się z
kamer telewizyjnych i/lub wielopunktowych przetworników dotykowych w chwytaku
manipulatora) sprzęgniętych z komputerem o stosunkowo dużej mocy obliczeniowej,
służącym do analizy i interpretacji obrazu optycznego i/lub dotykowego. Pod
ograniczoną możliwością rozróżniania rozumie się możliwość rozróżniania tylko bardzo
nielicznych klas kształtów i położeń.
Rozwój robotów generacji 2 jest niezwykle szybki. Na przestrzeni kilku zaledwie lat
przeszły one dużą ewolucję od wolno działających robotów-zabawek do szybko działających
robotów przemysłowych realizujących złożone prace montażowe. Przykładowo:
opracowany w 1972 r. na uniwersytecie w Edynburgu robot-zabawka o nazwie Arm-
Eye System, wyposażony w dwie kamery telewizyjne i przetworniki naprężeń w
przegubie, sterowany dwoma hierarchicznie sprzęgniętymi komputerami potrafił
wówczas, zmontować samochodzik-zabawkę, złożoną z 7 części (4 koła, 2 osie i
podwozie) rozrzuconych bezładnie na stole. Jednakże odnalezienie tych części, ich
rozpoznanie i posegregowanie trwało godzinę, a montaż trwał 20 min;
opracowany w 1973 r. robot Eye in Hand japońskiej firmy Mitsubishi był już bardziej
efektywny (rys. 12). Robot ten miał dwie kamery telewizyjne:
a) jedną umieszczoną pomiędzy palcami chwytaka, od której wywodzi się nazwa
robota;
b) drugą nad stanowiskiem pracy.
Robot ten potrafił wyszukać określonego kształtu regularne bryły, wybierać je i układać
na obracającym się stole w wyznaczonych miejscach w stosy. Kamera telewizyjna nad
stanowiskiem pracy służy do przybliżonego określenia miejsca pobytu poszukiwanych
brył oraz ich liczby. Dysponowanie tymi danymi umożliwia takie sterowanie
manipulatora, że chwytak z pierwszą kamerą telewizyjną zostanie doprowadzony nad
poszukiwany przedmiot. Przetworzenie danych dostarczonych przez kamerę chwytaka
umożliwia już precyzyjne sterowanie manipulatora, doprowadzające do uchwycenia
przez chwytak poszukiwanej bryły. Wymieniony robot został doświadczalnie
zastosowany do montażu szczotek w silnikach prądu stałego. Przemysłowe
zastosowanie tego robota do wymienionego zadania wymaga jednak jego dalszego
udoskonalania, gdyż automatyczny montaż szczotek jest 12 razy dłuższy od ręcznego;
11
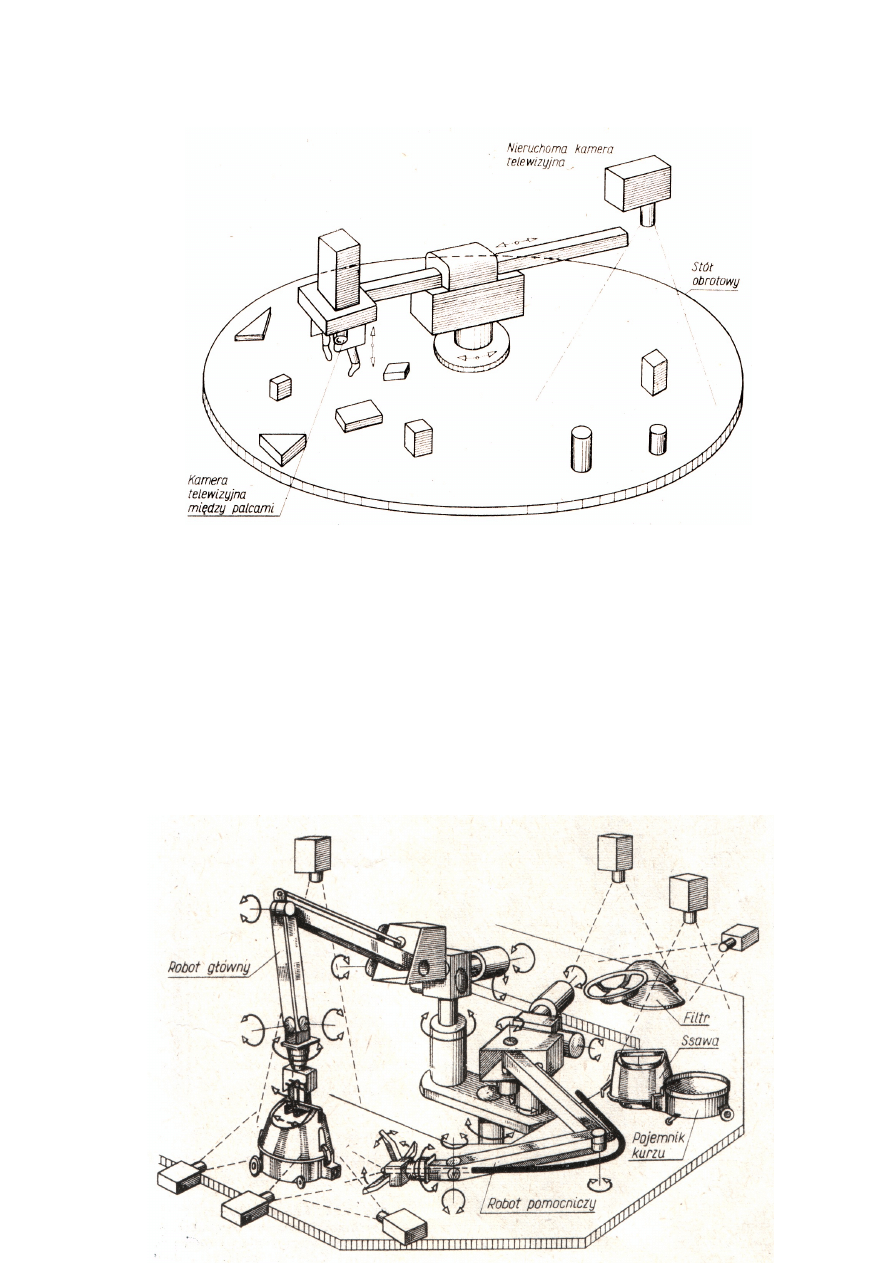
Rys. 12. Robot generacji 2 Eye In Hand firmy Mitsubishi
znacznie bardziej efektywny od poprzednio wymienionych robotów generacji 2 jest
robotowy system montażowy opracowany w 1977 r. przez firmę Hitashi (rys. 13),
składający się z dwóch robotów i montujący odkurzacze z 5 części, rozrzuconych
bezładnie na stole. Każdy robot systemu ma 8 stopni swobody, 3-palcowy chwytak oraz
około 30 przetworników dotykowych na palcach, chwytaku i przegubie. Robot
pomocniczy jest robotem „siłowym" przeznaczonym do podnoszenia montowanych
części i utrzymywania ich w nieruchomej pozycji. Robot główny jest robotem
,,inteligentnym”, mającym między palcami chwytaka kamerę telewizyjną
umożliwiającą ,,obejrzenie” z różnych stron przedmiotu przytrzymywanego przez robot
pomocniczy. System ma kilka kamer telewizyjnych, przy czym:
a) dwie kamery pionowe i kamera pozioma w prawej części rys. 13 służą do
identyfikacji i określenia położenia początkowego elementów odkurzacza;
b) trzy kamery poziome i kamera pionowa w lewej części rys. 13, które wraz z kamerą
chwytaka robota głównego i przetwornikami dotykowymi służą do kontroli
przebiegu montażu.
12

Rys. 13. Robotowy system do automatycznego montażu odkurzaczy firmy Hitachi
Montaż odkurzacza przez omawiany system trwa tylko 2 min, to jest już niewiele
więcej, aniżeli montaż ręczny. Przebieg montażu jest sterowany dwoma komputerami:
podporządkowanym komputerem Hidic-150, służącym przede wszystkim do
przetwarzania sygnałów pochodzących od przetworników dotykowych;
nadrzędnym komputerem Hidic-500 przetwarzającym dane pochodzące z kamer
telewizyjnych i dane będące wynikiem przetworzenia sygnałów przetworników
dotykowych w informacje umożliwiające koordynowanie ruchów obu robotów.
Na rys. 14 przedstawiono wygląd jednego z robotów generacji 2 — robota firmy
Cincinnati Milacron o sześciu stopniach swobody, wyposażonego przez firmę Generał Motors
w komputerowy system sterowania z kamerą telewizyjną Consight. Dzięki temu może on
manipulować bezładnie rozrzuconymi przedmiotami znajdującymi się na ruchomym
podajniku taśmowym. Robot ten jest przeznaczony do wykonywania czynności montażowych
w przemyśle samochodowym.
13

Rys. 14. Robot generacji 2 firmy Cincinnati Milacron z komputerowym systemem sterowania
i kamerą telewizyjną Consight podczas badań w laboratorium firmy General Motors
2.4. Roboty generacji 2,5 i 3
Roboty te są wyłącznie obiektami intensywnych prac badawczych, zwanych często badaniami
nad tzw. sztuczną inteligencją.
Roboty generacji 2,5 i 3 są wyposażone w zdolności rozpoznania złożonych kształtów i
klasyfikacji złożonych sytuacji, a ich system sterowania ma za zadanie m.in. wyposażenie ich
w umiejętność radzenia sobie w sytuacjach zawierających elementy nieokreśloności i
nowości. Jest to możliwe (na razie w ograniczonym zakresie) dzięki dużemu zwiększeniu
mocy obliczeniowej sterujących je komputerów w porównaniu z robotami generacji 2, przy
bardzo podobnym wyposażeniu w kamery telewizyjne i przetworniki dotykowe.
Przykładem robota generacji 2,5 może być jeżdżący robot Shakey (rys. 15) opracowany
przez Stanford Research Institute. Robot ten potrafi wykonać zadanie polegające na
odnalezieniu w jednym z kilku pomieszczeń skrzyni o określonych rozmiarach i barwie (np.
najmniejszej skrzyni białej) i przesunięciu jej w określone miejsce. Ponieważ robot ten jest
pozbawiony chwytaków, to zadanie przesunięcia skrzyni jest zadaniem trudniejszym od
zadania przeniesienia skrzyni w przypadku posiadania chwytaków. Jednakże podstawowym
utrudnieniem jest to, że model pomieszczeń, w których przesuwa się Shakey jest częściowo
błędny: np. drzwi zamknięte były w modelu przedstawione jako otwarte, pomieszczenia
zawierały przeszkody nie uwzględnione w modelu lub umieszczone w rzeczywistości w
innych miejscach, aniżeli to zaznaczono w modelu. Wymagało to oczywiście od robota
przede wszystkim „krytycznego” zweryfikowania modelu z rzeczywistością i korekty modelu
przed lub podczas realizacji zadania. W wielu przypadkach realizacja zadania wymagała
14
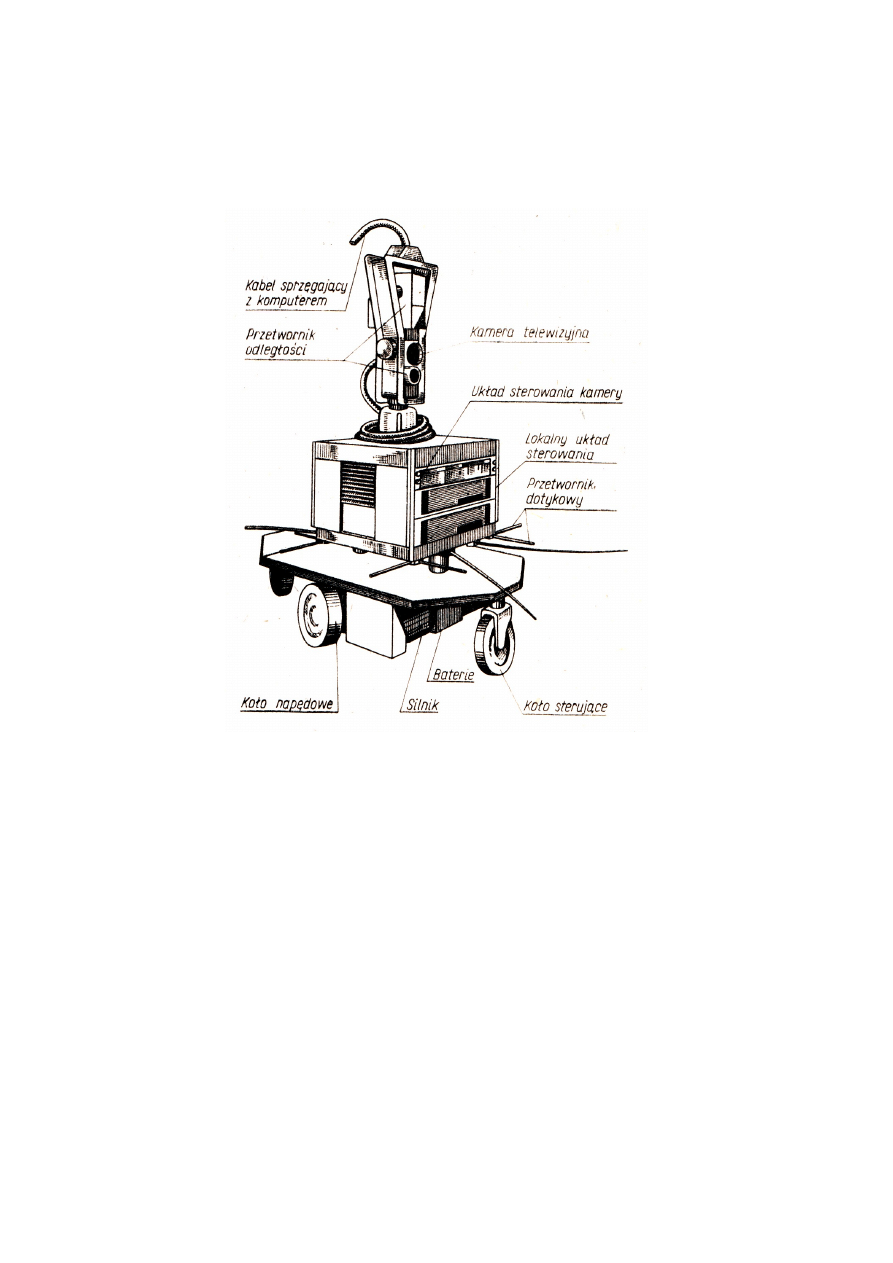
dodatkowych działań pomocniczych: np. w pewnej sytuacji Shakey „stwierdził”, że jeżeli
przysunie równię pochyłą znajdującą się w pomieszczeniu/to będzie mógł po niej wjechać na
platformę, na której znajdowała się poszukiwana skrzynka, po czym będzie mógł po tejże
platformie zepchnąć ją w dół.
Rys. 15. Robot Shakey generacji 2,5 wykonany w Stanford Research Institute
Podstawowymi trudnościami występującymi przy konstrukcji robotów generacji 2,5 i 3
są trudności opracowania szybkich i efektywnych algorytmów rozpoznawania brył,
klasyfikacji sytuacji oraz generacji strategii postępowania w warunkach częściowej
nieokreśloności. W parze z trudnościami konstrukcji „inteligentnych" robotów idzie również
niemożliwość wyobrażenia sobie ich przypuszczalnych zastosowań.
Obecnie w wysoko zorganizowanym i uporządkowanym środowisku hali fabrycznej
brak zapotrzebowania na roboty realizujące twórcze działania i formujące same sobie
strategie postępowania w warunkach dużej niepewności. Podstawowymi wymaganiami,
którym muszą sprostać roboty przemysłowe, są wymagania ekonomiczności, łatwości
programowania i pewności ruchowej. Niemniej burzliwy rozwój metod sztucznej inteligencji
oraz szybki wzrost mocy obliczeniowej komputerów pozwalają raczej optymistycznie patrzeć
na wiele dotychczas zupełnie fantastycznych bądź nieekonomicznych zastosowań
inteligentnych urządzeń, także robotów.
Powtórzmy:
15
Ze względu na sposób programowania i możliwości komunikowania się robota ze
środowiskiem zewnętrznym (otoczeniem) można podzielić roboty na trzy generacje (tablica
2):
I - roboty nauczane,
II roboty uczące się,
III - roboty inteligentne.
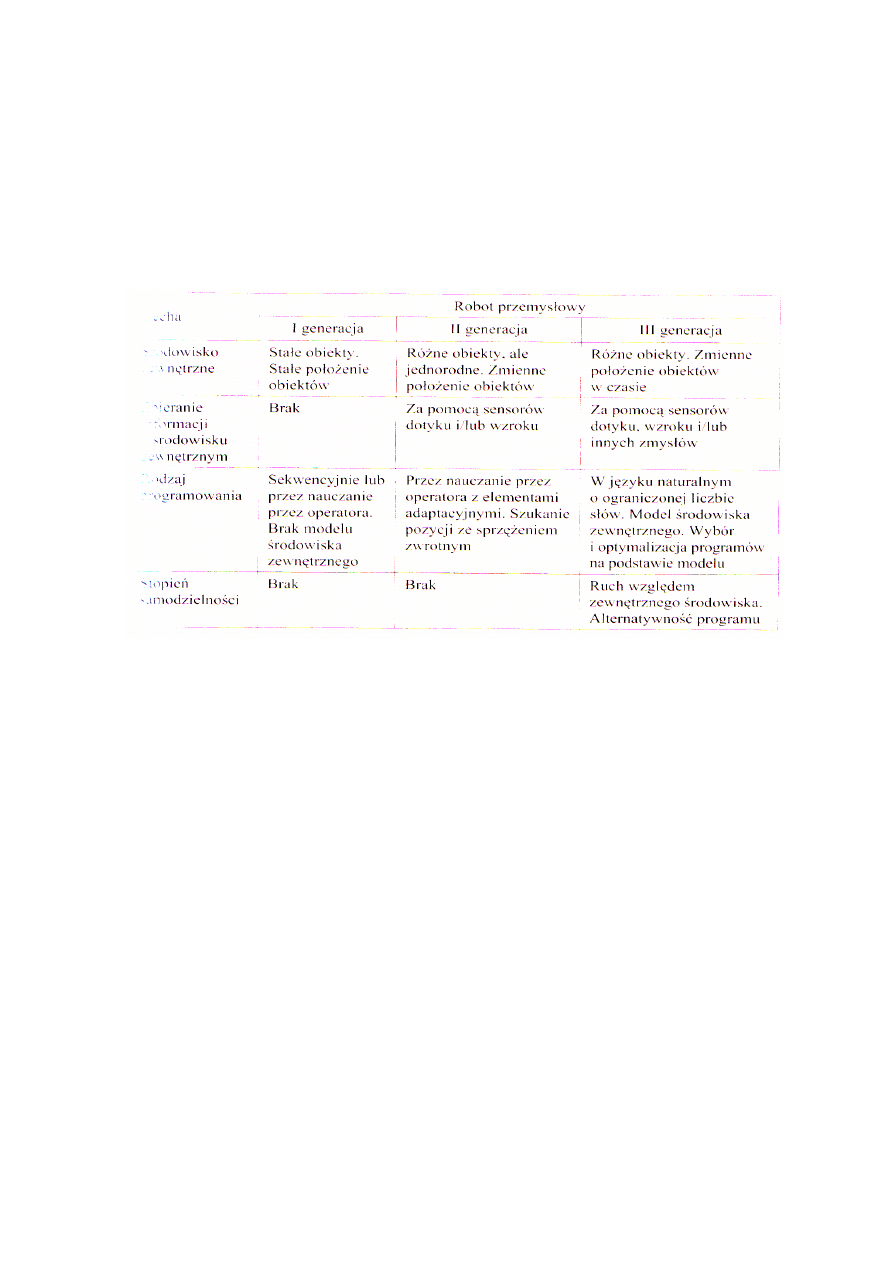
Tablica 2. Cechy robotów przemysłowych trzech generacji
Robotami l generacji nazwano urządzenia wyposażone w pamięć, do której są
wprowadzone rozkazy, a następnie - już bez ingerencji operatora zdolne do wykonania
czynności zaprogramowanych. Roboty tej generacji nie są zdolne do samodzielnego zbierania
informacji o zewnętrznym środowisku pracy. Roboty pierwszej generacji stanowią więc
większość współczesnych robotów przemysłowych. Mają one ograniczone właściwości
funkcyjne i tylko sporadycznie są wyposażone w czujniki do zbierania informacji z
otaczającego środowiska. Należą do nich programowane manipulatory lub roboty
przemysłowe niższego rzędu, przeznaczone do podawania i odbierania obiektów z maszyn
wytwórczych. Mają one niekiedy duży udźwig i wysoką dokładność pozycjonowania, a także
możliwości sterowania drogą i prędkością przesuwu.
Roboty l generacji charakteryzują się:
całkowitym brakiem sprzężeń zwrotnych od stanu manipulowanego przedmiotu;
manipulowanie jest więc sterowane w torze otwartym,
koniecznością precyzyjnego zaprogramowania ruchów ramion w stosunku do
określonego układu współrzędnych,
koniecznością ustabilizowania współrzędnych stanu początkowego manipulowanego
przedmiotu.
Roboty II generacji są zdolne rozpoznać żądany obiekt w zbiorze, bez względu na jego
położenie i kształt. Dopuszczalna jest zmiana miejsca pracy robota względem poszukiwanego
elementu. Drugą generację stanowią więc roboty przemysłowe wyższego rzędu o lepszych
właściwościach.
Istotą robotów II generacji jest ograniczona możliwość rozróżniania kształtów i
położeń, dzięki zastosowaniu złożonych systemów rozpoznających (składających się z kamer
16

telewizyjnych i/lub wielopunktowych przetworników dotykowych w chwytaku manipulatora)
sprzęgniętych z komputerami o stosunkowo dużej mocy obliczeniowej, służących do analizy i
interpretacji obrazu optycznego i/lub dotykowego.
Niektórzy autorzy wyróżniają jeszcze podgeneracje robotów. Na przykład, Niederliński
wyróżnia roboty generacji 1,5 (jeden i pół), których istotnymi cechami jest to, że:
ruchy wykonywane przez ich efektory nie są całkowicie zdeterminowane na etapie
programowania tych robotów, lecz zależą od wartości niektórych współrzędnych stanu
manipulowanego obiektu,
wymienione współrzędne stanu są mierzone przez proste przetworniki sił i momentów lub
przetworniki położenia o charakterze optycznym lub dotykowym,
wyznaczenie potrzebnych współrzędnych stanu obiektu jest realizowane prostymi
środkami, bez uciekania się do złożonych algorytmów rozpoznawania obrazów i analizy
sytuacji.
Oczekuje się, że w nieodległej przyszłości będą stosowane roboty przemysłowe trzeciej
generacji, zdolne do samodzielnego rozwiązywania zadań w procesie produkcji. Roboty tej
generacji będą wyposażone w dużą liczbę czujników oraz złożony system sterowania,
koordynujący pracę kilku ramion (kilku robotów). Roboty takie są już badane w laboratoriach
i prezentowane na wielu imprezach technicznych. Roboty adaptacyjne będą zdolne do
przyjmowania od człowieka poleceń wydawanych w formie słownej. Zbiór prognozowanych
właściwości robotów przemysłowych trzeciej generacji jest podany w tabl. 2.1.
Roboty III generacji będą charakteryzować się więc pewnymi intelektualnymi możliwościami aktualizowania
programu pracy w zmieniających się warunkach. Wyposażenie robotów w analizatory wzroku, słuchu i czucia
umożliwi rozpoznawanie przedmiotów w przestrzeni, która została zapamiętana w pamięci robota.
Niederliński tak charakteryzuje dalsze generacje robotów: „Roboty generacji 2,5 (dwa i
pół) i III są wyposażone w zdolności rozpoznania złożonych kształtów i klasyfikacji
złożonych sytuacji, a ich system sterowania ma za zadanie między innymi wyposażenie ich w
umiejętność radzenia sobie w sytuacjach zawierających elementy nieokreśloności i nowości.
Jest to możliwe (na razie w bardzo ograniczonym zakresie), dzięki dużemu zwiększeniu mocy
obliczeniowej sterujących je komputerów w porównaniu z robotami generacji II, mimo
bardzo podobnego wyposażenia w kamery telewizyjne i przetworniki dotykowe".
Szybki rozwój metod sztucznej inteligencji oraz wzrost mocy obliczeniowej
komputerów w ostatnim dziesięcioleciu pozwalają optymistycznie patrzeć na wiele
dotychczas zupełnie fantastycznych bądź nieekonomicznych zastosowań robotów
inteligentnych. Niektóre z tych zastosowań będą zapewne omówione podczas seminarium.
3. Perspektywy rozwoju robotów
Prace nad zagadnieniami sztucznej inteligencji doprowadziły przede wszystkim do
wzrostu szacunku dla inteligencji ludzkiej, dla ludzkiej zdolności postrzegania, oceny,
analizy, uczenia się i decydowania. Prace te bowiem wykazały, że zrozumienie obrazów i
tworzenie strategii postępowania są działaniami niesłychanie skomplikowanymi, które być
może pozostaną zagadką do czasu, gdy funkcjonowanie ludzkiego mózgu będzie znacznie
lepiej rozumiane aniżeli obecnie. Stąd też wizje robotów poruszających się po hali fabrycznej
i uczestniczących w procesie produkcji w sposób tylko z grubsza przypominający
uczestnictwo człowieka pozostaną - zdaniem specjalistów - w literaturze science-fiction.
Obecnie większość prac konstrukcyjnych i badawczych w dziedzinie robotów jest
ukierunkowana nie na wzrost ,,inteligencji” robotów, lecz na bardziej inteligentne
zastosowanie i wykorzystanie wszystkich możliwości istniejących, mniej ,,inteligentnych”
robotów generacji 1, 1,5 oraz 2.
Dla bardzo dużej ilości ważnych zastosowań przemysłowych możliwości tych robotów
są w pełni wystarczające, i tak np. konstruktorzy japońskiej firmy Kawasaki
17

zademonstrowali, że korzystając wyłącznie z robotów generacji 1 oraz 1,5 można
automatyzować tak złożone czynności jak montaż skrzyń biegów i silników. Wymaga to
umiejętnego integrowania robotów z linią produkcyjną, opracowania pewnej liczby
praktycznych metod kompensacji normalnych niedokładności pozycjonowania i tolerancji
wymiarowych a w skrajnych przypadkach - zmian konstrukcyjnych w montowanym detalu,
by uczynić go bardziej „robotopodatnym”.
Literatura
Buda J., Kováč M.: Zastosowanie robotów przemysłowych. WNT Warszawa, 1979.
Niederliński A.: Roboty przemysłowe. WSiP Warszawa, 1981.
Honczarenko J.: Roboty przemysłowe. WNT Warszawa, 2004.
18
Wyszukiwarka
Podobne podstrony:
CHRAPEK,podstawy robotyki, Sterowanie robotów przemys owych
CHRAPEK,podstawy robotyki, Urz dzenia chwytaj ce i g owice technologiczne robotów przemys owych cz 2
CHRAPEK,podstawy robotyki, elementy sk adowe i struktura robotów
CHRAPEK,podstawy robotyki, Przyk ady konstrukcji robotów przemys owych
CHRAPEK,podstawy robotyki, Nap dy robotów nap dy pneumatyczne
CHRAPEK,podstawy robotyki, Nap dy robotów nap dy hydrauliczne
CHRAPEK,podstawy robotyki, Nap dy robotów nap dy elektryczne
CHRAPEK,podstawy robotyki, Metodyka wprowadzania robotów do przemys u
CHRAPEK,podstawy robotyki, Urz dzenia chwytaj ce i g owice technologiczne robotów przemys owych cz 2
więcej podobnych podstron