
PODSTAWY ROBOTYKI
PR W 3.7
1

Przykłady konstrukcji robotów przemysłowych
1. Wstęp
Robotyka przemysłowa zajmuje się zagadnieniami związanymi z zastosowaniem robotów i
manipulatorów przemysłowych do robotyzacji takich procesów, jak:
•
Odlewnictwo
•
Spawalnictwo
•
Lakiernictwo
•
Pokrycia powierzchni
•
Obsługa pras
•
Montaż
•
I wiele innych procesów które wymagają dużego wysiłku fizycznego i są czasami
szkodliwe, monotonne i niebezpieczne dla zdrowia obsługi.
Zastosowanie robotów przemysłowych w ostatnich latach daleko wykracza poza przemysł
elektromaszynowy i wkracza do takich przemysłów jak:
•
Górnictwo
•
Okrętownictwo
•
Lotnictwo
•
Rolnictwo
•
Transport
•
Budownictwo
•
Łączność
•
Chemia
•
Leśnictwo
Szczególny rozwój robotów następuje w związku z badaniami przestrzenia kosmicznej i w
usługach. Przyszłość robotyki przemysłowej to elastyczne systemy produkcyjne i bezludne
fabryki.
2. Podstawowe określenia i podział robotów
Definicja ISO na określenie robota przemysłowego lub manipulacyjnego robota
przemysłowego: manipulacyjny robot przemysłowy jest automatycznie sterowaną
programowaną maszyną manipulacyjną o wielu stopniach swobody, stacjonarną lub mobilną
dla różnych zastosowań przemysłowych. (ISO/TR 8373 3.3)
Wyjaśnienie znaczeń skrótów w podanej definicji:
•
programowana maszyna – oznacza możliwość łatwego programowania (zmiany
programów), ruchów lub funkcji bez zmiany struktury mechanicznej lub układu
sterowania.
2
•
Wielozadaniowa maszyna – oznacza, że może być ona adaptowana dla różnych
zastosowań drogą zmiany struktury mechanicznej lub układu sterowania.
•
Fizykalna zmiana – oznacza zmianę struktury mechanicznej lub układu sterowania za
wyłączeniem zmian programu, kase, Cd-rom itp.
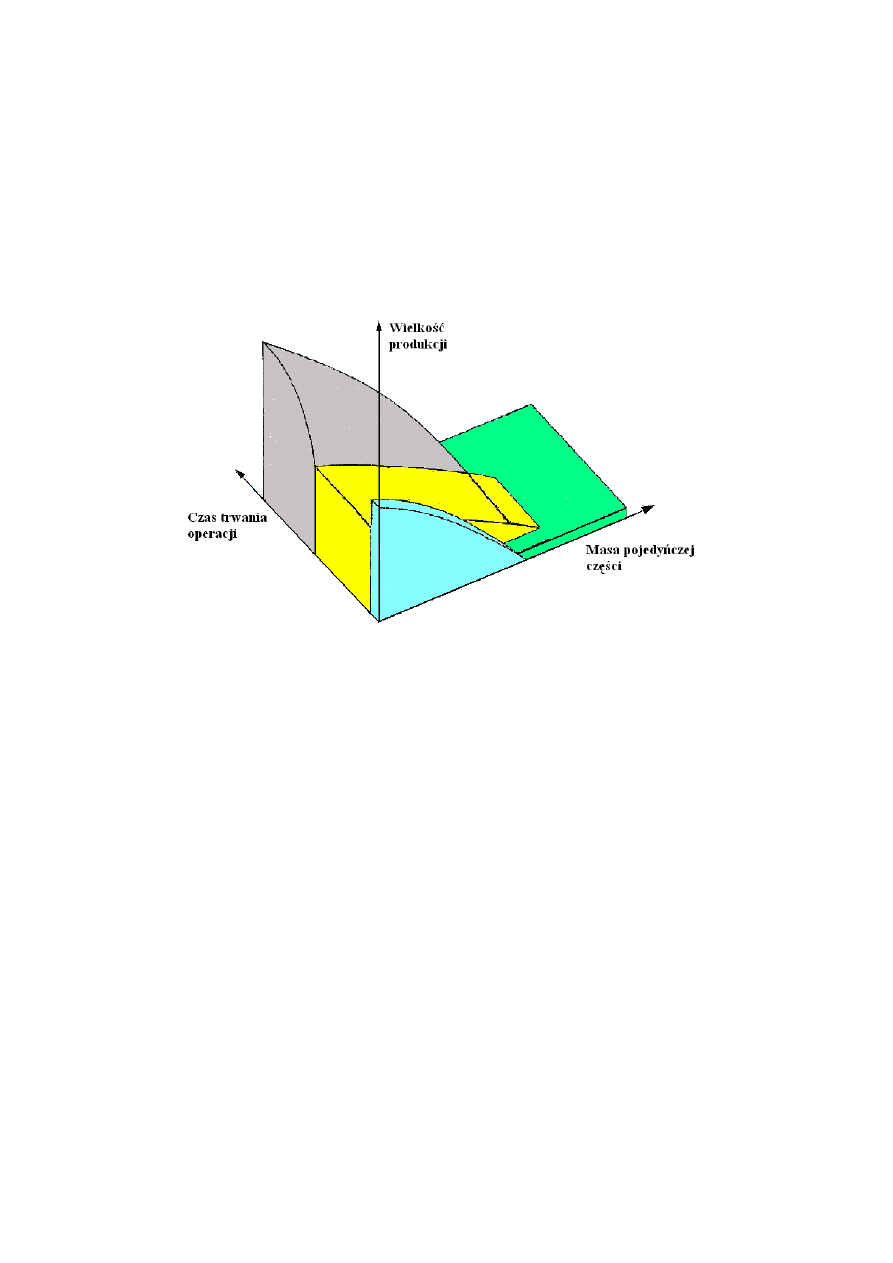
2.1. Obszar efektywnego stosowania robotów przemysłowych
Rys. 1. Obszar stosowa robotów przemysłowych
2.2. Podstawowe klasy robotów przemysłowych
Rozróżnia się cztery podstawowe klasy robotów przemysłowych:
1.
robot sekwencyjny – jest to robot o sekwencyjnym układzie sterowania.
Typowym przykładem jest robot typu non-servo PTP (rys. 2). Sterowanie
sekwencyjne (ISO 2806 3.1.07) – jest układem sterowania, w którym stan ruchu
maszyny wynika z określonego porządku. Działanie robota jest binarne, tzn. typu
on-off, start-stop itd. Oraz trajektoria między dwoma binarnymi położeniami
końcowymi jest sterowana.
3
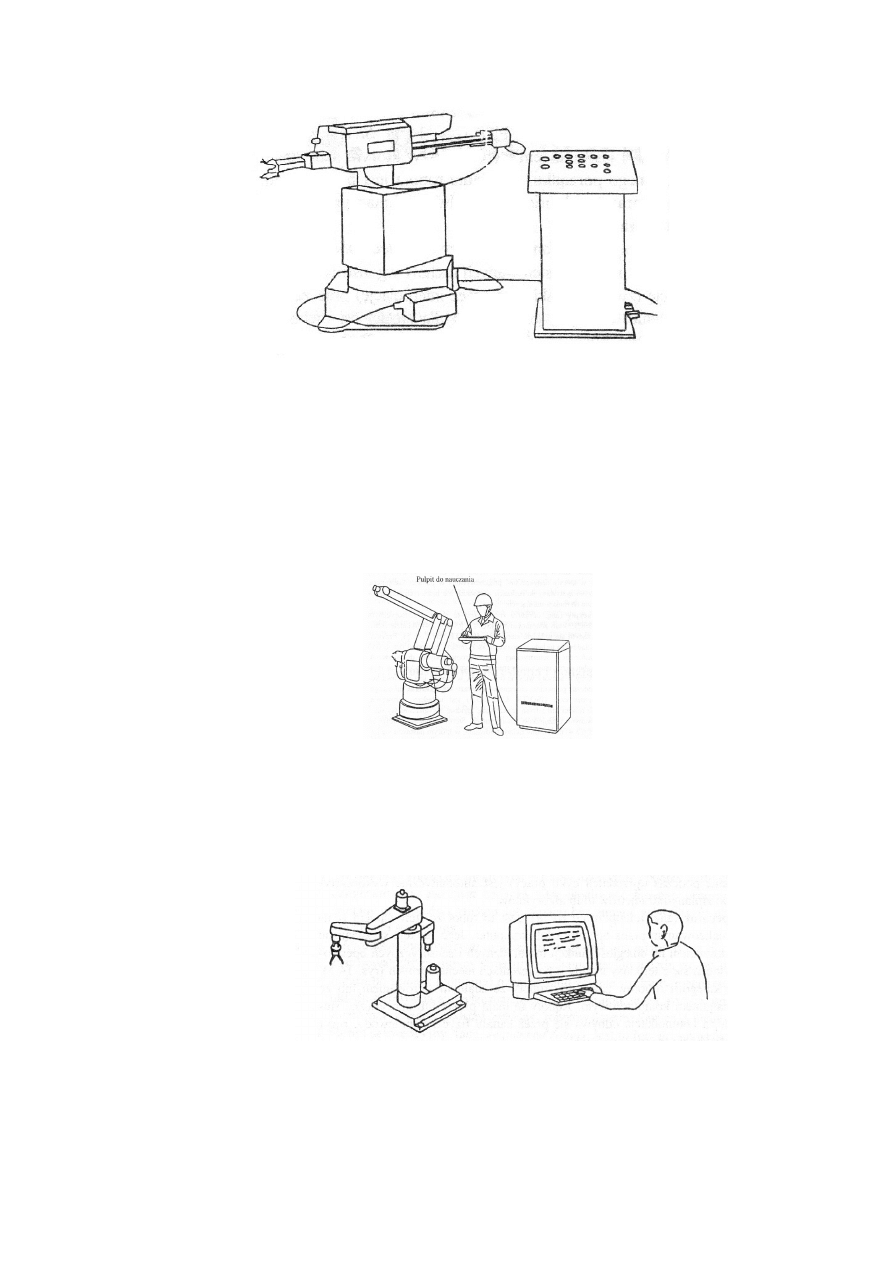
Rys. 2. robot sekwencyjny
2.
robot realizujący zadaną trajektorię – robot realizujący ustaloną procedurę
sterowanych ruchów wg instrukcji, które specyfikują żądaną pozycję oraz żądaną
prędkość w danym położeniu prędkość jest zmienna dla każdej osi ruch, co
umożliwia generowanie zadanej trajektorii (rys. 3 i rys. 4).
Do tej kategorii robotów zaliczamy typy:
•
playback – może powtarzać zadanie programowe, ustalone zdalnie przez
nauczanie.
Rys. 3. Robot typu Playback
•
CNC – jest systemem w którym dedykowany, przechowywany w pamięci
komputera, program jest wykorzystywany do realizacji wszystkich lub
niektórych podstawowych numerycznych funkcji.
Rys. 4. Robot typu CNC
•
Continuous path
4
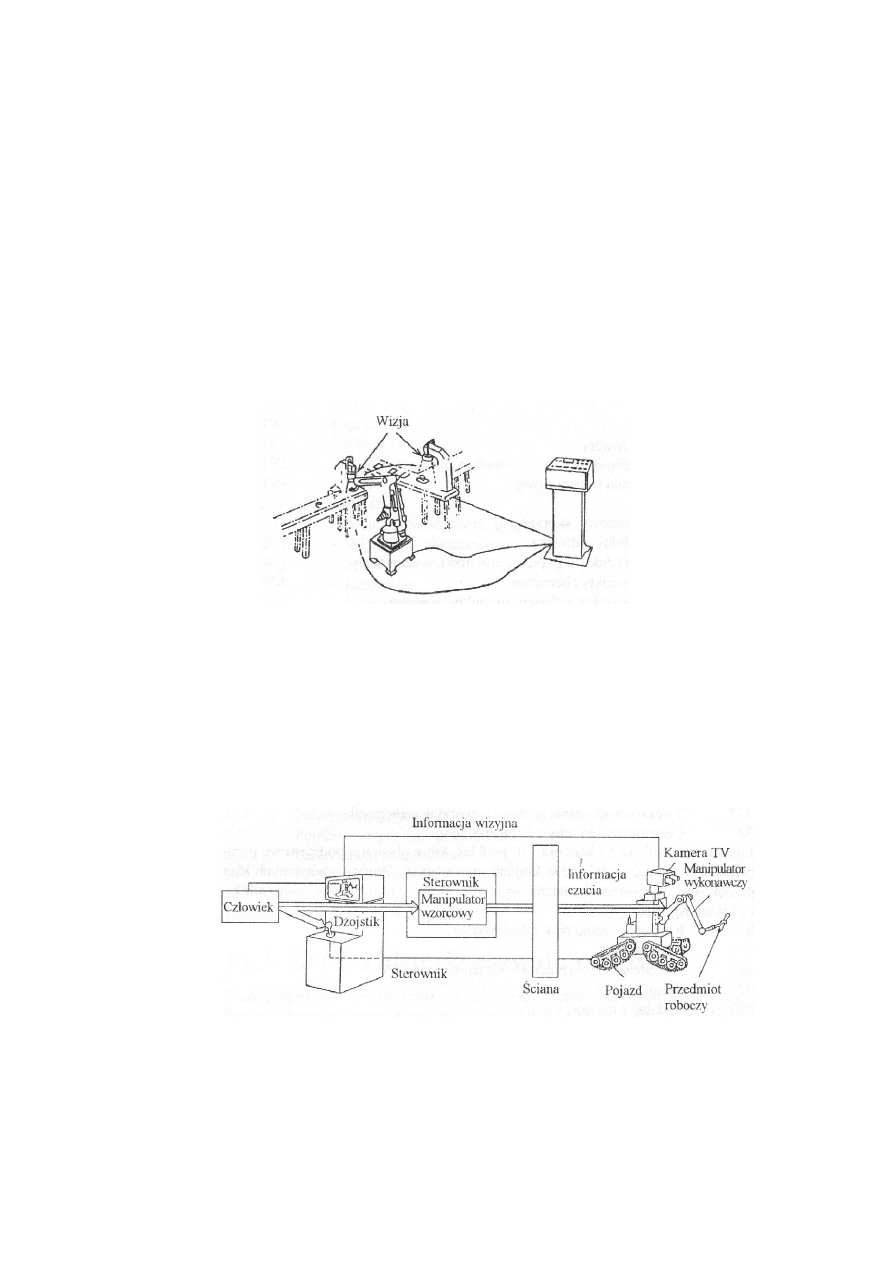
3.
robot adaptacyjny – to robot o sensorycznym lub adaptacyjnym układzie
sterowania, lub uczącym się układzie sterowania. Przykładami takich układów są
układy o możliwościach zmiany własności dzięki wykorzystaniu informacji
sensorycznej lub nagromadzonych doświadczeń, planowanie zadań przez
nauczanie i trening. Przykładem jest robot wyposażony w sensory wizyjne (rys. 5)
w którym jest możliwa korekta ruchu podczas pobierania elementów.
Sterowanie sensoryczne – jest układem sterowaniau którym ruch robota lub siły są
realizowane zgodnie z sygnałami wyjściowymi, uzyskiwanymi z czujnikow
zewnętrznych.
Sterowanie adaptacyjne – to układ sterowania, w którym nastawia się parametry
na podstawie warunków uzyskanych w procesie detekcji. Uczący się układ
sterowania jest układem, w którym doświadczenie jest automatycznie
wykorzystywane do zmiany parametrów i/lub algorytmów.
Rys. 5. Robot inteligentny
4.
teleoperator – to robot ze sterowaniem zdalnym, realizowanym przez operatora
lub komputer. Jego funkcje są związane z przenoszeniem na odległość funkcji
motorycznych i sensorycznych operatora. Wyłącza się z tej klasy układy o
połączeniach mechanicznym (rys. 6). Do tej kategorii robotów zaliczamy:roboty
ze zdalnym sterowaniem lub za wspomaganiem komputerowym.
Rys. 6. Teleoperator
5
Tablica 1. Wymagania stawiane robotom przemysłowym na poszczególnych stanowiskach
roboczych
Stanowisko robocze
Przeciętny
udźwig kg
Dopuszczalna
niedokładność
mm
Objętość
Strefy
Obsługi
m
3
Liczba
Kroków
Programu
Liczba
Funkcji
zewnętrznych
Obsługa prasy ciągowej
Obsługa prasy kuźniczej
Obsługa obrabiarki
Cykliczna obsługa
trzech obrabiarek
Niecykliczna obsługa
trzech obrabiarek
sterowanych
numerycznie
Obsługa sześciu maszyn
numerycznych nie
sterowanych
Przekładnie części z
jednego miejsca w inne
miejsce stałe
Odbieranie części z
określonego miejsca
stałego i tworzenie
przestrzennej mozaiki
Obsługa maszyny do
odlewania pod
ciśnieniem
Zgrzewanie punktowe
5
25
15
15
15
40
20
20
10
20
+- 2
+-1,5
+-1
+-1
+-1
+-1
+-5
+-3
+-3
+-1
1,5
2,5
1,8
4,5
3,5
8
2
4,5
2
2
20
60
30
120
250
1200
20
180
30
180
4
8
6
12
18
24
2
12
4
12
2.3.
Cechy robotów przemysłowych
Istotną cechą robotów jest programowalność, to znaczy możliwość zmiany sekwencji
czynności manipulacyjnych przez zmiany programu przechowywanego w pamięci robota.
Własności tej nie mają znacznie starsze od robotów mechaniczne elementy manipulujące,
realizujące tylko taką sekwencję czynności manipulujących, dla wykonania której zostały
zaprojektowane. Elementy wykonawcze robotów, przeznaczone do wykonania czynności
manipulacyjnych, noszą nazwę manipulatorów. Manipulatory są sterowane przez układ
6

sterowania robota w zależności od realizowanego programu, współrzędnych stanu narzędzia
oraz współrzędnych stanu obiektu.
Wprowadzenie robotów do przemysłu było znaczącym faktem dla organizacji pracy i
życia człowieka. Z jednej strony roboty odbierają człowiekowi miejsca pracy, z drugiej strony
zajmują one te stanowiska, na które ciężko znaleźć pracowników. Chodzi tu głównie o prace
powtarzalne, monotonne, wymagające stałej dużej wydajności i utrzymywania stałej jakości.
Wraz z postępem techniki wzrasta również obycie techniczne kadry pracowniczej, więc na
pewne stanowiska pracy w ogóle nie można znaleźć pracowników. W te dziedziny wkraczają
roboty, dla których praca monotonna czy w trudnych warunkach nie stwarza większych
kłopotów.
2.4.
Generacje robotów
Generalnie występują problemy z jakimś logicznym ustaleniem generacji robotów.
Przedstawiona poniżej klasyfikacja jest najbardziej syntetyczna.
Generacja 1.
Są to roboty zaprogramowane na kolejną sekwencję czynności. Roboty te nie przyjmują
informacji z otoczenia (czyli mają zamknięty tor sprzężenia zwrotnego). Sterowanie ruchem
odniesione jest do podstawy robota. Ruch poszczególnych członów struktury kinematcznej
odbywa się zgodnie z zapisaną informacją cyfrową i analogową.
Generacja 2.
Roboty te wyposażone są w układy urządzeń umożliwiających współpracę z otoczeniem
(kamery, czujniki).
Generacja 3.
Roboty tej generacji nazywane są robotami typu ręka - oko. Posiadają one zdolność do
rozpoznawania obiektów. Posiadają rozbudowane układy sztucznego intelektu. Składają się
na nie systemy pobierania informacji o środowisku otaczającym robota. Dane te są pobierane
za pomocą sensorów wizyjnych i przekazywane są do komputera. Ten zaś, w oparciu o
znajomość modeli kinematycznych, dynamicznych i współczynników ruchu, zadaje
optymalny tor ruchu robota.
3. Roboty w przemyśle
3.1. Najczęściej stosowane typy robotów w przemyśle
- Irb-6, Irb-60, Irp-6, Irp60
- RIMP-401 jedno lub dwuramienny
- RIMP-402
- RIMP-1000
- RIMP-901
- PRO-30
- PR-2
- NM-1-2
- NM-3
- Roboty: Unimate, Puma, Traffa, Comau
7
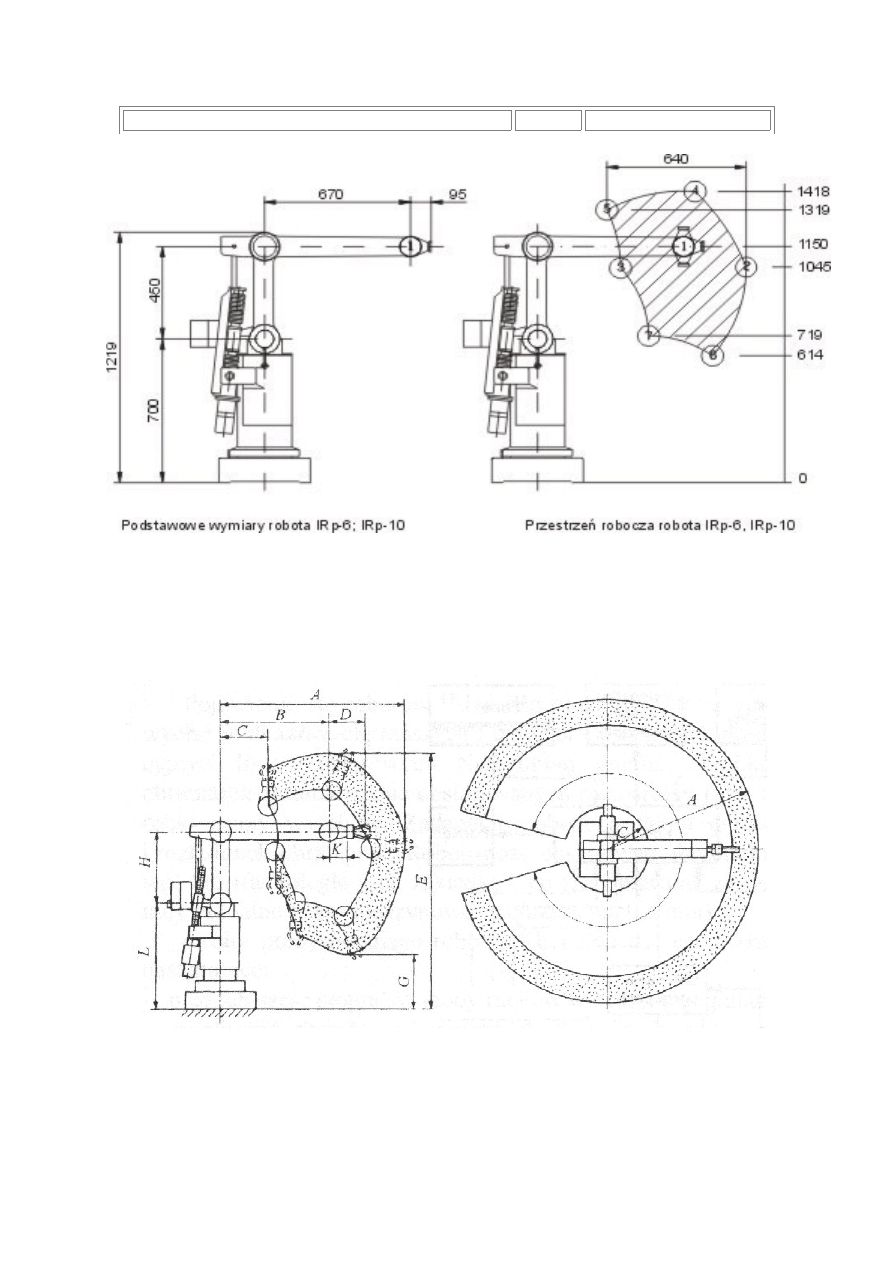
3.2. Robot przemysłowy IRp-6; -10
Roboty przemysłowe IRp-6, -10 są uniwersalnymi środkami automatyzacji procesów
przemysłowych, przede wszystkim procesów uciążliwych lub trudnych do wykonania przez
człowieka. Roboty mogą być stosowane do automatyzacji prac wykonywanych przez
maszyny lub mogą same wykonywane pewne prace przy użyciu narzędzi, jak np.: spawanie
łukowe, szlifowanie, stępianie krawędzi.
System sterowania robota jest oparty na technice komputerowej, co umożliwia
robotowi wykonanie skomplikowanych funkcji, jak: układanie lub pobieranie przedmiotów
według wzoru, realizację bardzo długich programów, ruch prostoliniowy - pionowy lub
poziomy, poszukiwanie przedmiotów o nieznanym z góry położeniu. Możliwe jest również
dokonanie poprawek w programach, wykonywanie skoków warunkowych itp. Funkcje te
umożliwiają użytkownikowi stosowanie robotów do różnych skomplikowanych zadań bez
konieczności stosowania specjalnych urządzeń współpracujących z robotami.
Roboty składają się z części manipulacyjnej i oddzielonej konstrukcyjnie szafy
sterowniczej. W szafie sterowniczej są umieszczone moduły układu sterowania łącznie ze
sterownikami mocy silników, dzięki czemu część manipulacyjna jest nieduża i lekka, szafa
sterownicza z elektronicznymi elementami układu sterowania może być umieszczona
oddzielnie z dala od części manipulacyjnej, co stosuje się w przypadku pracy robota w
szczególnie ciężkich warunkach otoczenia.
Dane techniczne
IRp - 6
IRp - 10
- liczba stopni swobody
5
5
- dopuszczalne obciążenie
6kg
10kg
- powtarzalność pozycjonowania
+/-0,2mm
- ruch obrotowy:
ˇ zakres obrotu
340°
ˇ maksymalna prędkość
110°/s
- ruch ramienia dolnego:
ˇ zakres ruchu wokół pozycji pionowej
+/-40°
ˇ maksymalna prędkość
105°/s
- ruch ramienia górnego
ˇ zakres ruchu wokół pozycji poziomej
+25°, -40°
ˇ maksymalna prędkość
105°/s
- ruch przegubu (skręcanie):
ˇ zakres ruchu
+/-180°
ˇ maksymalna prędkość
230°/s
- ruch przegubu (pochylenie):
ˇ zakres ruchu
+/-90°
ˇ maksymalna prędkość
135°/s
- przestrzeń robocza
1,4m3
- masa części manipulacyjnej
125kg
- odległość między szafą sterowniczą
6m
8
a częścią manipulacyjną standard
Rys. 7 Schematy robota IRp
Na rysunkach 8 i 9 i w tabeli pokazaliśmy wymiary i przestrzeń roboczą różnych wersji
robotów stojących i powieszonych z rodziny robotów IRp.
Rys. 8. Przestrzeń robocza robota kolumnowego.
9
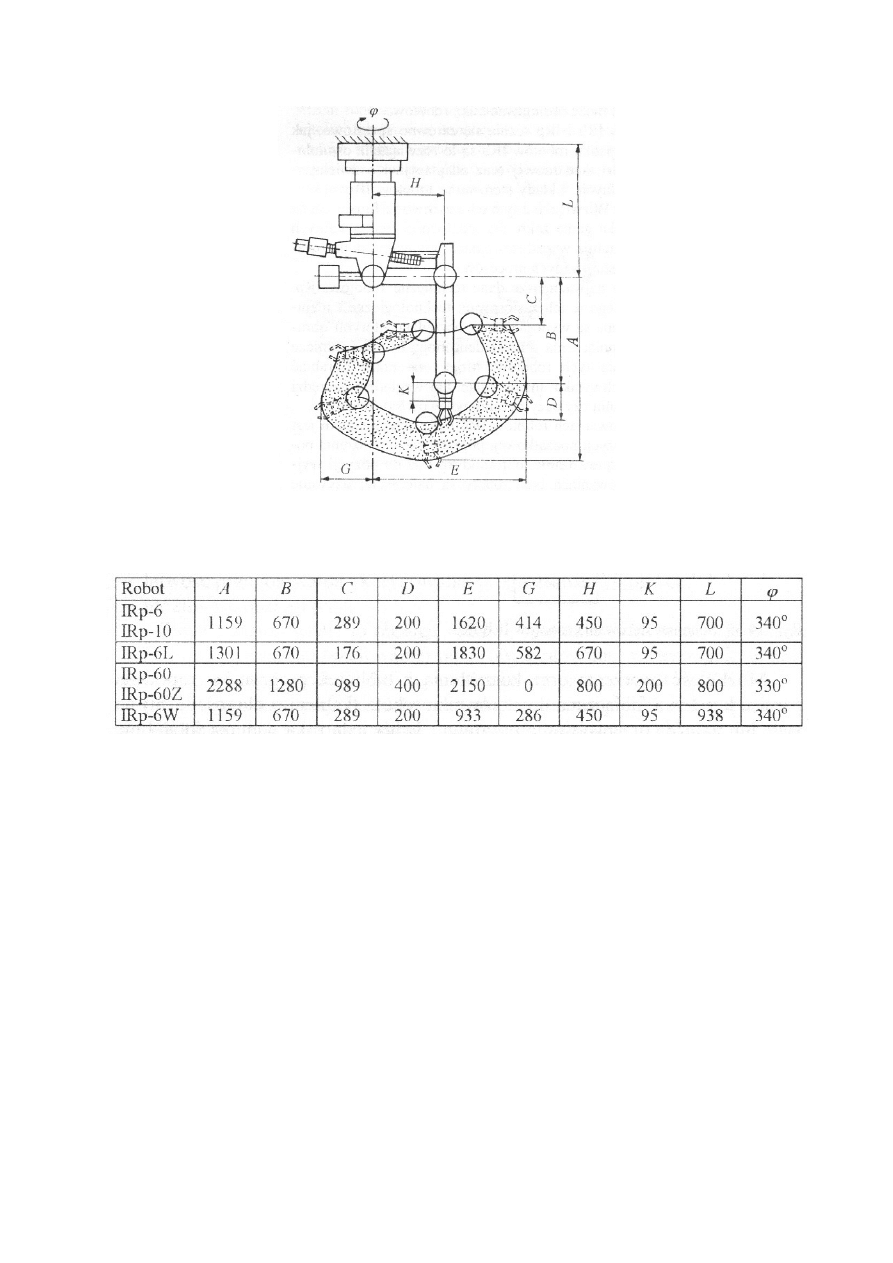
Rys.9. Przestrzeń robocza robota portalowego.
Tablica 2. Ważniejsze dane techniczne robotów IRp
3.3. Robot przemysłowy IRb – 6
3.3. Wprowadzenie
System robotów przemysłowych opracowany został przez szwedzką firmę ASEA i na licencji
produkowany był także w Polsce przez Przemysłowy Instytut Automatyki i Pomiarów.
Roboty przemysłowe serii IRb są produkowane w dwóch wersjach: IRb-6 i IRb-60,
różniących się udźwigiem (6 i 60 kG) - mają jednak identyczne układy sterowania, taką samą
strukturę kinematyczną i podobną sylwetkę. Roboty przemysłowe serii IRb stosowane są przy
automatyzacji zadań transportowych (przenoszenie detali podczas obsługi maszyn) oraz do
automatyzacji zadań technologicznych (np. spawanie łukowe, zgrzewanie punktowe,
szlifowanie itp.); odpowiednio do tych zadań roboty są wyposażane w chwytaki lub
narzędzia. Roboty przemysłowe IRb-6 są uniwersalnym środkiem automatyzacji procesów
przemysłowych, przede wszystkim procesów uciążliwych lub trudnych do wykonania przez
człowieka. Mogą być stosowane do automatyzacji prac wykonywanych przez maszyny lub
mogą same wykonywać pewne prace przy użyciu narzędzi, jak np. szlifowanie, tępienie
krawędzi itp. Robot przemysłowy IRb-6 składa się z dwóch oddzielnych części:
10
manipulatora, mocowanego sztywno do podłoża,
szafy sterowniczej, połączonej przewodowo z manipulatorem.
Człony robota są napędzane silnikami prądu stałego, co zapewnia niskie koszty eksploatacji i
konserwacji, cichą pracę i dużą szybkość pozycjonowania. Dla zapewnienia odporności
robota na trudne warunki otoczenia w części manipulacyjnej nie zastosowano łożysk
ślizgowych. Człony robota są wykonane w formie odlewów aluminiowych i zapewniają dobrą
ochronę umieszczonych wewnątrz urządzeń transmisyjnych napędu. W szafie sterowniczej
umieszczone są moduły układu sterowania łącznie ze sterownikami mocy silników, dzięki
czemu część manipulacyjna jest stosunkowo mała i lekka. Szafa sterownicza z
elektronicznymi elementami układu sterowania może być umieszczona oddzielnie, z dala od
części manipulacyjnej, co jest korzystne w przypadku pracy robota w szczególnie ciężkich
warunkach otoczenia. Zespoły złączy elektrycznych do przyłączenia kabla łączącego znajdują
się w podstawie manipulatora i w szafie sterowniczej. Kabel łączący zakończony jest
wtykami i zawiera wewnątrz dwa kable: jeden do zasilania silników i drugi (ekranowany) do
przesyłania sygnałów. Przesyłane są sygnały do lub z następujących podzespołów:
silników prądu stałego,
czujników położenia kątowego (enkoderów),
prądnic tachometrycznych,
wyłączników synchronizacji,
wyłączników krańcowych,
zaworów elektromagnetycznych,
chwytaków elektromagnetycznych,
innych, np. urządzeń sensorycznych montowanych w chwytaku.
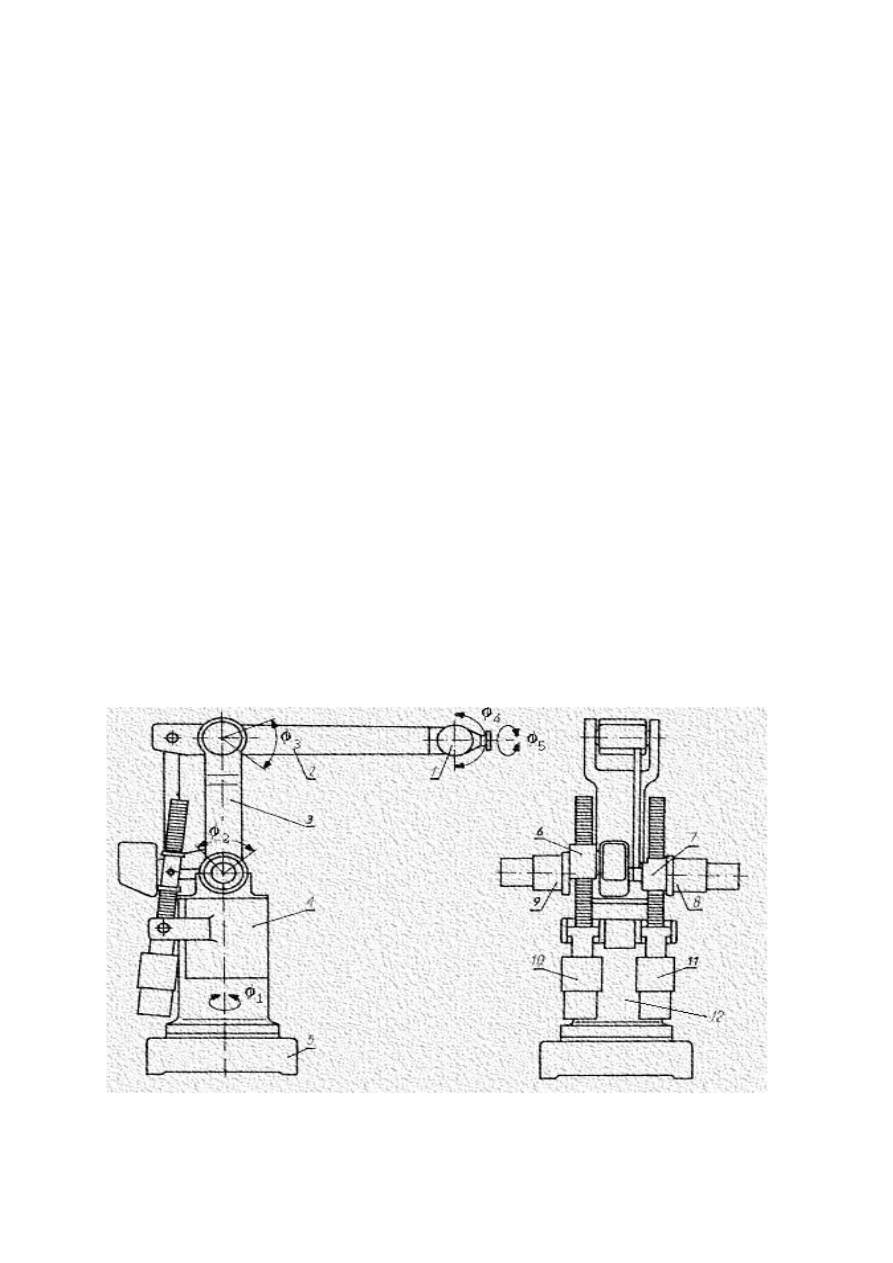
3.3.2. Opis konstrukcji robota
Rys. 10. Szkic jednostki kinematycznej robota przemysłowego IRb-6
11

1. przegub, 2. ramię górne, 3. ramię dolne, 4. korpus obrotowy, 5. podstawa, 6. przekładnia
śrubowa toczna ruchu f
2
, 7. przekładnia śrubowa toczna ruchu f
3
, 8. napęd ruchu f
5
, 9. napęd
ruchu f
4
, 10. napęd ruchu f
2
, 11. napęd ruchu f
3
, 12. napęd ruchu f
1
.
Na podstawie (5) umieszczony jest korpus obrotowy (4), do tego korpusu mocowane jest
ramię dolne (3), a do niego ramię górne (2) - do końca ramienia górnego przymocowany jest
przegub (1). Do przegubu mocowane być mogą chwytaki (ze sztywnymi końcówkami
chwytnymi, podciśnieniowe lub elektromagnetyczne) albo głowice technologiczne (np.
zgrzewadło, pistolet natryskowy, palnik do spawania łukowego), a w szczególnych
przypadkach - obrabiany przedmiot (np. przy polerowaniu, gdy taśma polerska zainstalowana
jest obok robota).
Poszczególne zespoły umożliwiają realizowanie następujących ruchów robota:
obrót wokół osi pionowej, kąt f
1
pochylenie ramienia dolnego, kąt f
2
pochylenie ramienia górnego, kąt f
3
pochylenie przegubu, kąt f
4
obrót przegubu, kąt f
5
Napęd ruchu obrotowego f1 umieszczony jest w podstawie manipulatora, a napędy
pozostałych ruchów zamontowane są na obrotowym korpusie. Napęd wszystkich ruchów
realizowany jest przy pomocy silników elektrycznych.
Obrót korpusu (f
1
) realizowany jest za pomocą przekładni falowej. Pochylenie ramienia
dolnego (f
2
) odbywa się na skutek przemieszczenia przekładni śrubowej tocznej (przekładnia
zamocowana jest na korpusie i przegubowo do dźwigni przytwierdzonej do ramienia).
Pochylenie ramienia górnego (f
3
), łożyskowanego obrotowo w górnej części ramienia
dolnego, realizowane jest przez układ: silnik - przekładnia śrubowa toczna - układ
dźwigniowy (do nakrętki przekładni zamocowane są przegubowo dwa pręty, które wraz z
ramieniem dolnym i częścią ramienia górnego tworzą równoległobok). Pochylenie przegubu
(f
4
) realizowane jest przez układ napędowy, którego oś znajduje się w punkcie obrotu
ramienia dolnego - z tego punktu za pomocą zespołu prętów i tarcz obrotowych
przekazywane jest przemieszczenie na umieszczoną na końcu ramienia górnego tarczę,
połączoną z piastą przegubu. Człon ramienia dolnego jest zamocowany obrotowo w
ułożyskowanym wsporniku korpusu. Napęd ruchu f
2
członu dolnego ramienia, złożony z
zespołu silnika i przekładni śrubowej tocznej, jest sztywno przytwierdzony do korpusu. Ruch
przekładni jest przekazywany do członu dolnego ramienia za pomocą dźwigni ułożyskowanej
w przekładni i przytwierdzonej do ramienia. Obrót przegubu (f
5
) realizowany jest
analogicznie jak pochylenie przegubu za pomocą zespołu prętów i tarcz obrotowych, z
których ostatnia połączona jest z przekładnią kątową (luz w przekładni jest nastawialny i
może być kasowany w celu zwiększenia dokładności). Zakres przemieszczeń poszczególnych
zespołów robota IRb-6 jest wyznaczony mechanicznymi ogranicznikami krańcowymi - jeżeli
na skutek błędu sterowania wymuszane jest przemieszczenie poza obszar pracy
któregokolwiek z zespołu, to ruch zatrzymywany jest na ograniczniku. Do tarczy przegubu na
końcu ramienia górnego mocowane być mogą chwytaki lub narzędzia technologiczne. W
przypadku zastosowania chwytaka ze sztywnymi końcówkami chwytnymi zasilanego
sprężonym powietrzem wykorzystuje się przyłącze pneumatyczne znajdujące się na górnym
ramieniu. W przypadku stosowania chwytaków elektromagnetycznych zasilanych prądem
przemiennym, przyłącza się je do połączonej z szafą sterowniczą listwy zaciskowej
12
znajdującej się wewnątrz górnego ramienia robota. Zastosowanie chwytaków
elektromagnetycznych wymaga użycia układów eliminujących zakłócenia oraz dodatkowych
przekaźników pośredniczących.
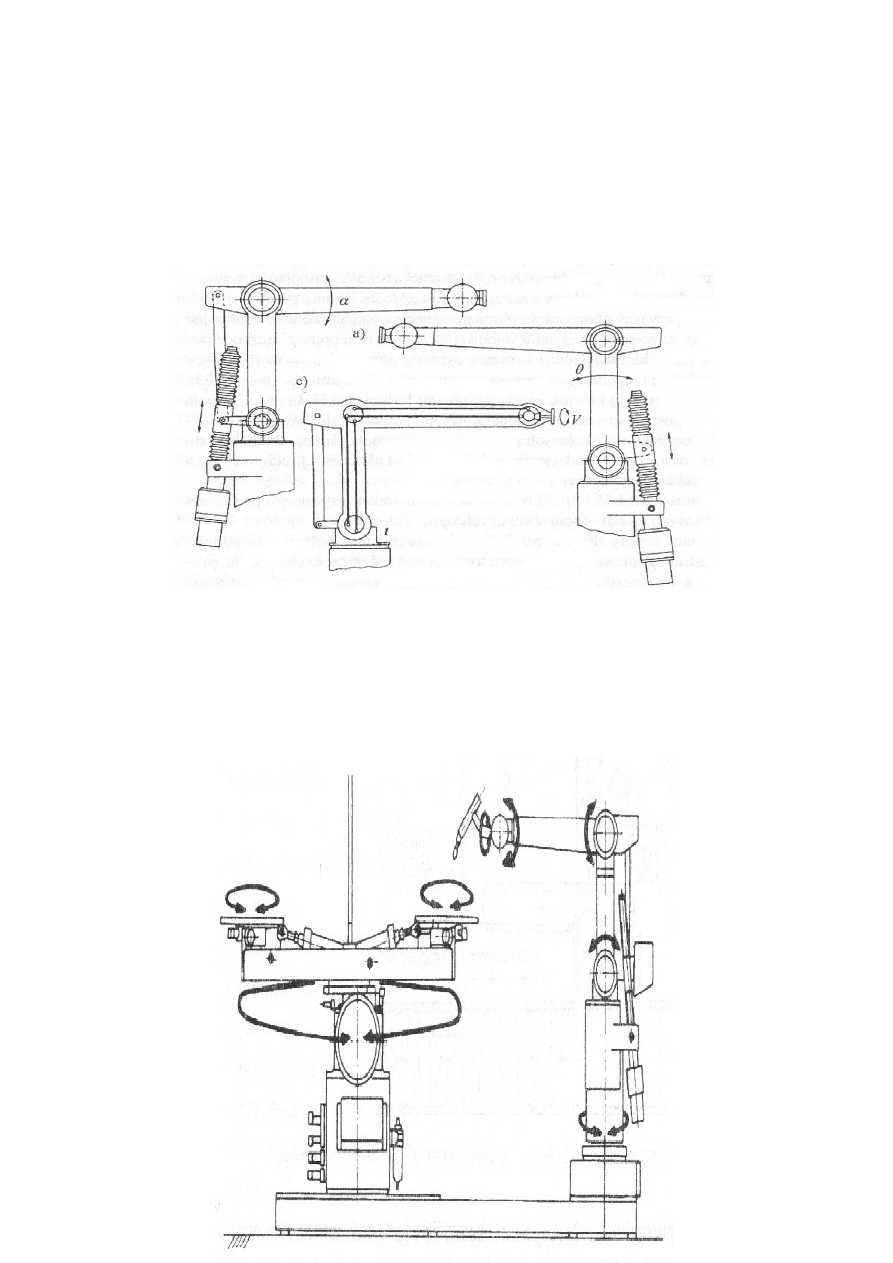
3.3.3. Realizacja ruchów robota IRb-6
Rys. 11. Realizacja ruchów:
a) górnego ramienia b) dolnego ramienia c) końcówki kołnierzowej zespołu przegubu
3.4. Robot IRb-6 zastosowany w przemyśle
Zrobotyzowana stacja spawalnicza, pokazana na rys 12 (poniżej) jest wyposażona w robot
IRb-6, który ma za zadanie realizowanie trajektorii w układzie XYZ przestrzeni roboczej. W
przypadku spawania elementów w długiej serii o trajektorii kątowej lub liniowej bardzo
ekonomicznie wydaje się stosowanie wyspecjalizowanego robota o strukturze modułowej.
Pozycjoner odgrywa tutaj istotną rolę w procesie spawania. Zależy on od kinematyki robota.
Warto zauważyć że koszt pozycjonera wynosi około 0,5 d0 1,0 koszty robota. W tym
systemie zastosowano układ sterowania o niewielkiej liczbie wyjśc/wejść (12 – 52)
13
Rys. 12. Zrobotyzowana stacja spawalnicza, złożona z robota IRb-6 i
pozycjonera z napędem pneumatycznym
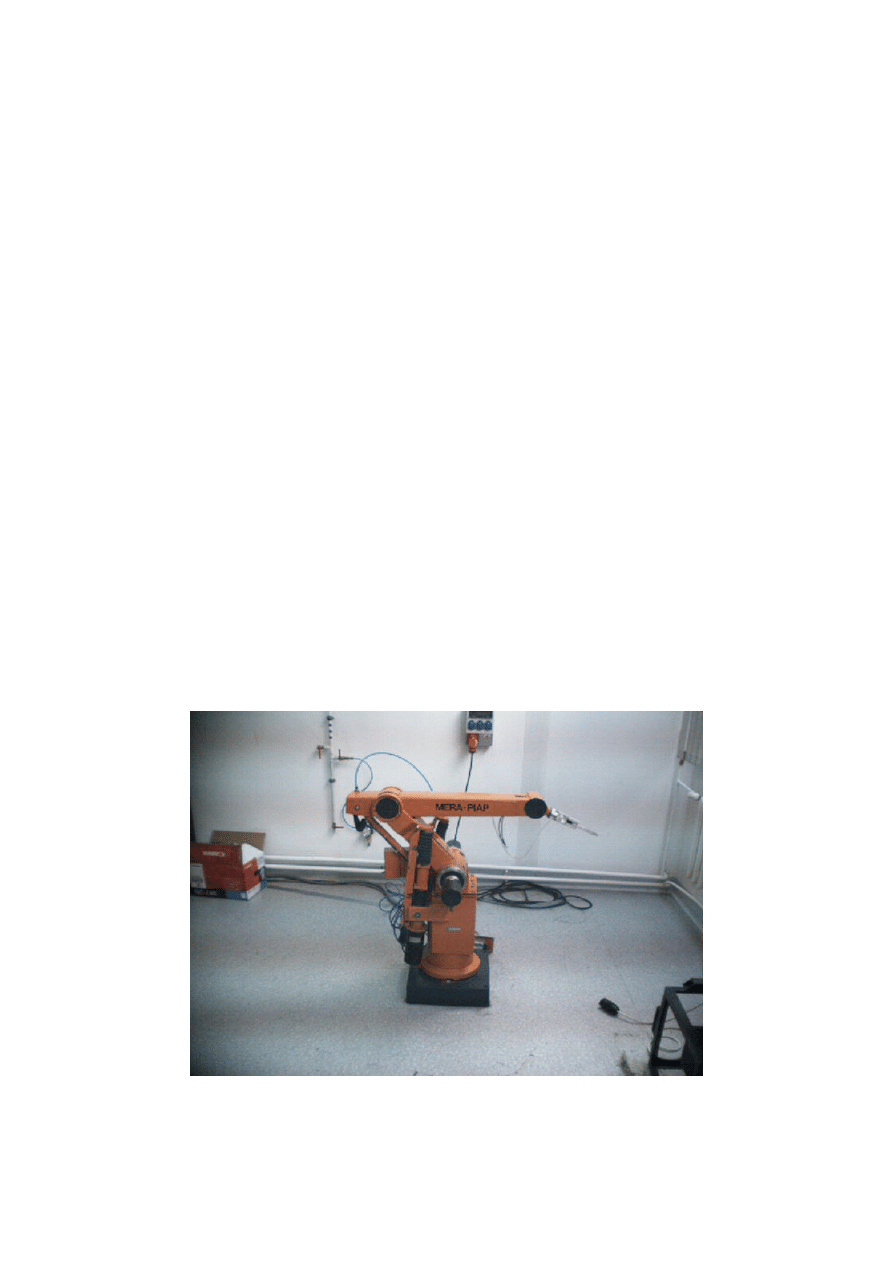
Rys. 13. Zdjęcie robota IRb-6
14
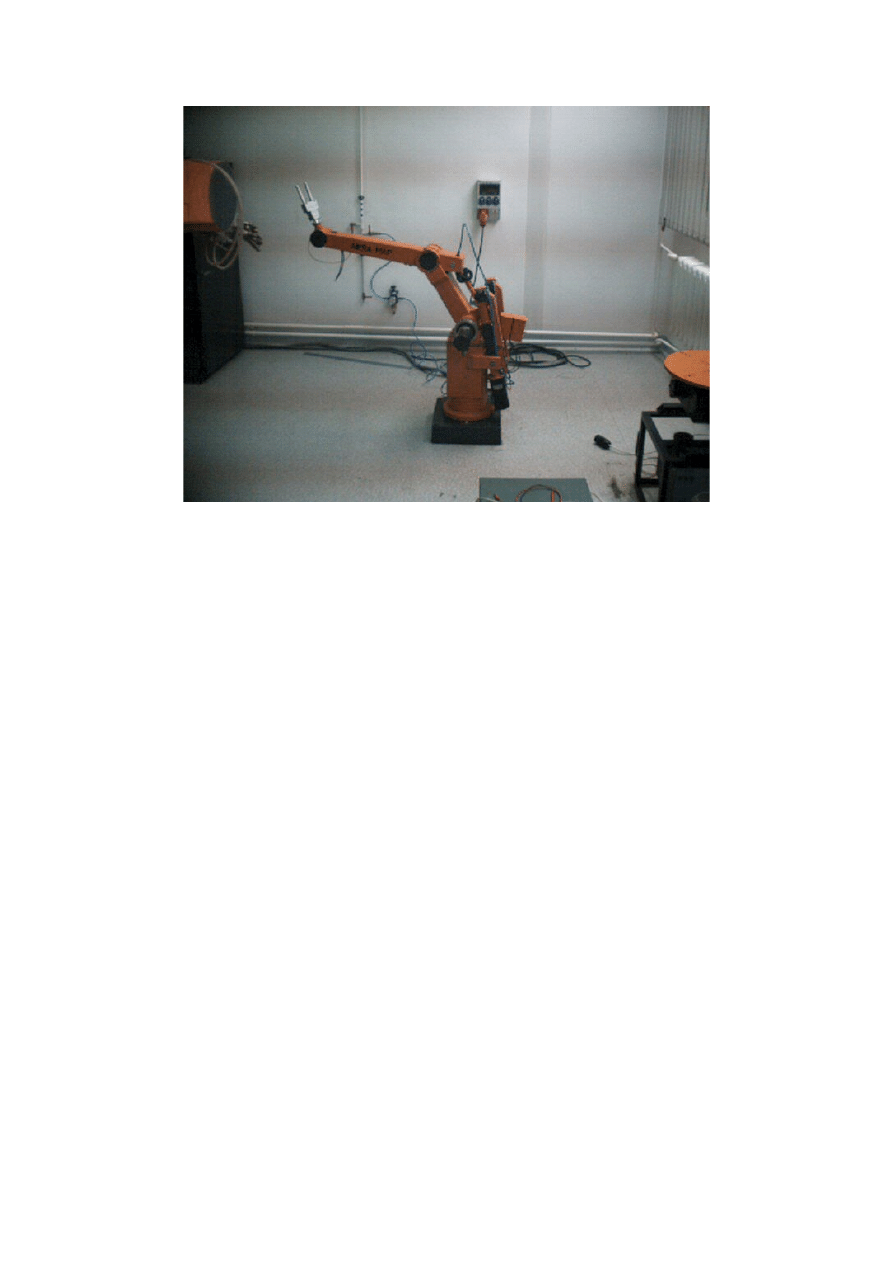
Rys. 14. Zdjęcie robota IRb-6
OMAWIANE ROBOTY IRb i IRp składają się z cześci manipulacyjnej i oddzielnej
konstrukcyjnie szafy układu sterowania oraz dołączonych : panelu
programowania i jednostki pamięci kasetowej, mogących obsługiwać więcej niż
jednego robota. Obydwie wersje mają podobne struktury kinematyczne .
Robot przemysłowo-edukacyjny typ L-1 produkowany jest przez Ośrodek Badawczo-
Rozwojowy Urządzeń Sterowania Napędów w Toruniu. Robot ten przeznaczony jest do
automatyzacji czynności manipulacyjnych, wykonywanych tradycyjnie przez człowieka w
procesach produkcyjnych, przy doświadczeniach laboratoryjnych itp. Ze względu na
niewielkie wymiary, komputerowy system sterowania, łatwość obsługi oraz ergonomiczny
układ przestrzenny stanowiska robot typ L-1 znalazł zastosowanie w dydaktyce.
Stanowisko z robotem przemysłowo-edukacyjnym L-1 przeznaczone jest do przeprowadzania
ćwiczeń laboratoryjnych w zakresie napędów elektrycznych robotów oraz komputerowego
sterowania robotami.
Robot przemysłowo-edukacyjny L-1 składa się z:
manipulatora o sześciu stopniach swobody, mocowanego do stolika; może on być
mocowany również do urządzenia technologicznego (maszyny) na stanowisku
produkcyjnym
sterownika mocy, łączącego część manipulacyjną z komputerem
15
komputera klasy IBM, z dodatkowymi kartami współpracy ze sterownikiem oraz
urządzeniami peryferyjnymi
panelu uczącego (teachbox) i zdalnego sterowania
Dane techniczne robota L-1
Liczba stopni swobody
6
Zakresy ruchów:
ruch liniowy X
400 mm
ruch liniowy Y
300 mm
ruch liniowy Z
160 mm
ruch obrotowy
α
n 360
o
ruch obrotowy
β
180
o
ruch obrotowy
γ
n 360
o
Prędkości maksymalne:
maksymalna prędkość liniowa
4 m/min
maksymalna prędkość kątowa
49 obr/min
Dokładność pozycjonowania
+/-0,02 mm
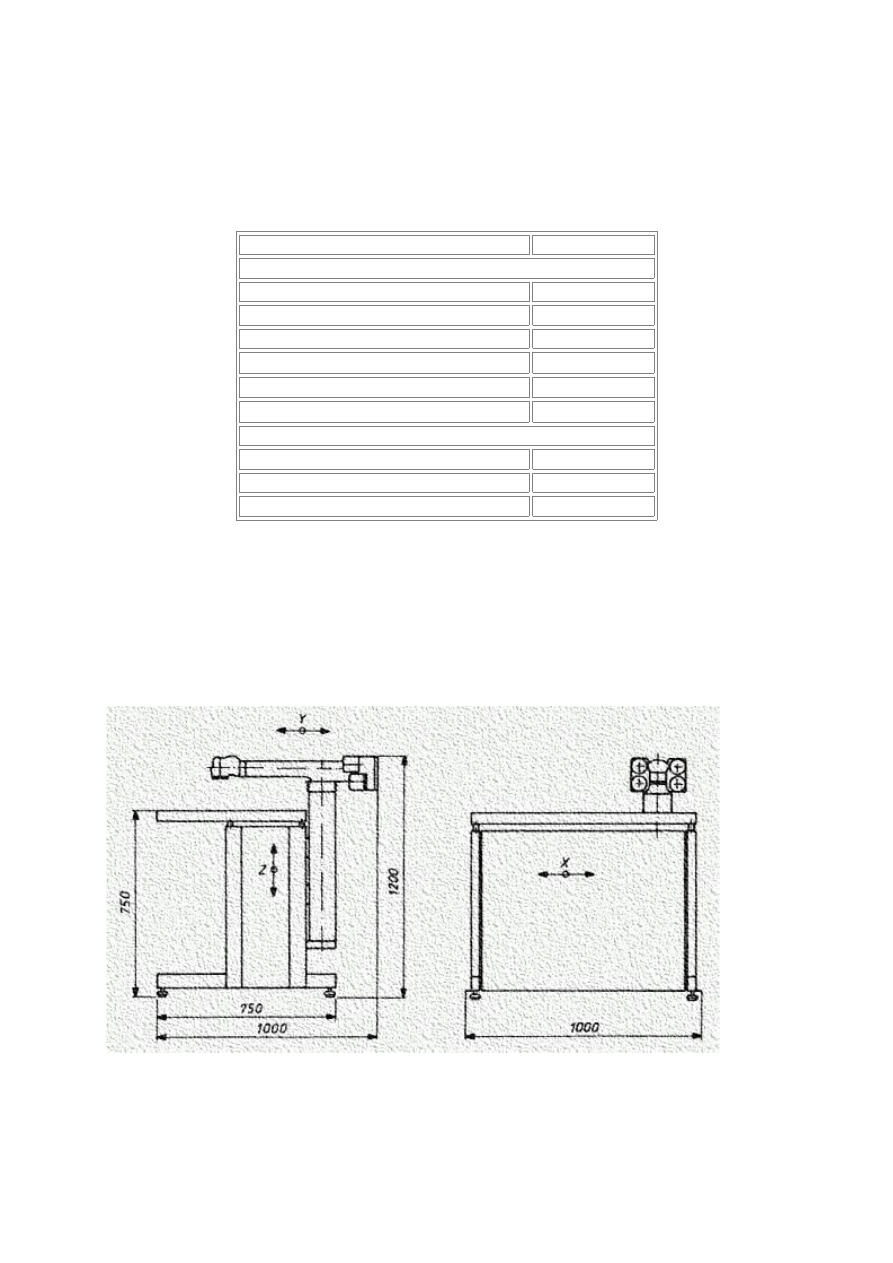
Struktura kinematyczna manipulatora
Manipulator składa się z trzech zespołów ruchu liniowego, realizujących ruchy
regionalne oraz z głowicy o trzech ruchach obrotowych, realizujących ruchy lokalne.
Do głowicy można przymocować chwytak (do przenoszenia obiektów manipulacji) albo
narzędzie (przy realizacji zadań technologicznych).
Rys. 15. Schemat zwymiarowany manipulatora
Budowa zespołów napędowych
16
Źródłem napędu każdej osi manipulatora jest silnik skokowy. Ruch obrotowy silnika
przekazywany jest pasową przekładnię zębatą na śrubę i nakrętkę toczną, która
przymocowana jest na stałe do bloku tocznego.
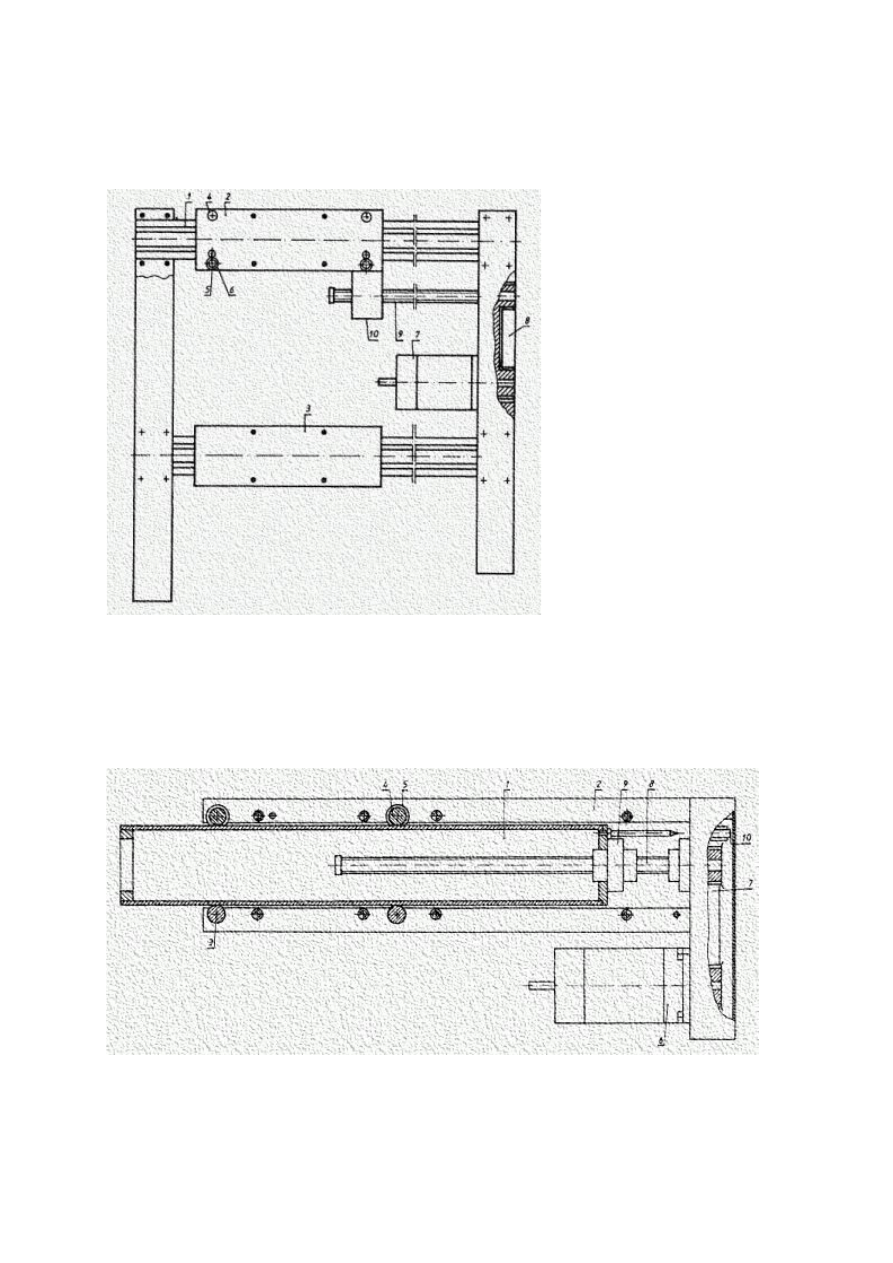
Rys. 16. Budowa zespołu ruchu
liniowego X
1 - prowadnica, 2,3 - bloki
toczne, 4 - rolka toczna stała, 5
- rolka toczna nastawna, 6 -
mimośród, 7 - silnik skokowy,
8 - przekładnia pasowa, 9 -
śruba toczna, 10 - nakrętka
toczna
Na dwóch prowadnicach (1) o przekroju kwadratowym znajdują się bloki toczne (2) i (3), do
których mocuje się następny zespół napędowy robota. W bloku tocznym (2) są dwie pary
stałych rolek tocznych (4) oraz dwie pary rolek nastawnych (5), ułożyskowanych na
mimośrodach (6) umożliwiających kasowanie luzu w prowadnicy. W bloku tocznym (3) jest
jedna para rolek tocznych stałych i nastawnych.
Rys. 17. Budowa zespołu ruchu liniowego Z
17
1 - prowadnica, 2 - korpus, 3 - rolka toczna stała, 4 - rolka toczna nastawna, 5 - mimośród, 6 -
silnik skokowy, 7 - zębata przekładnia pasowa, 8 - śruba toczna, 9 - nakrętka toczna, 10 -
łącznik drogowy
Korpus (2) mocowany jest do bloków tocznych zespołu X. W zespole ruchu liniowego Z
prowadnica (1) przemieszcza się po rolkach stałych (3) i rolkach nastawnych (4). Do jednej
płaszczyzny czołowej prowadnicy zamocowana jest nakrętka toczna (9), przemieszczana
śrubą (8), na której zamocowano koło zębate przekładni pasowej; zespół ruchu liniowego Y
zamocowany jest do drugiej płaszczyzny czołowej prowadnicy Silnik skokowy (6) przez
przekładnię pasową (7) napędza śrubę toczną (8), obracającą się w nakrętce (9).
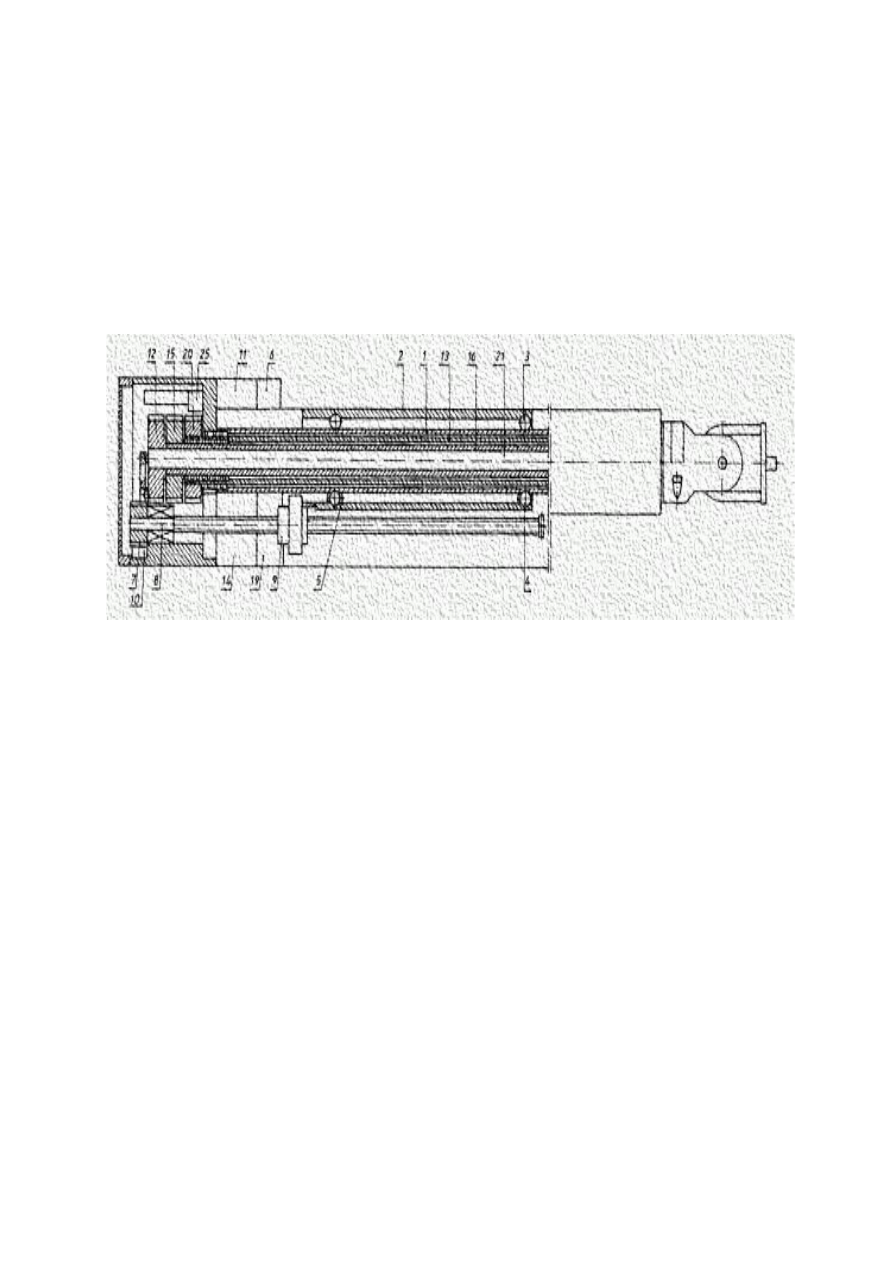
Rys. 18. Budowa zespołu ruchu liniowego Y
1 - prowadnica, 2 - blok toczny, 3 - rolki stałe, 4 - rolki nastawne, 5 - mimośród, 6,11,14,19 -
silniki skokowe, 7,12,15,20 - przekładnie zębate, 8 - śruba toczna, 9 - nakrętka toczna, 10 -
łącznik drogowy, 13,16,21 - wałki transmisyjne, 17,22 - koła zębate, 25 - zespół łączników
drogowych
W zespole ruchu liniowego Y prowadnica (1) przemieszcza się w bloku tocznym (2), w
którym znajdują się dwie pary rolek stałych (3) i dwie pary rolek nastawnych (4),
łożyskowanych na mimośrodach (5). Przemieszczenie prowadnicy następuje wskutek obrotu
silnika skokowego (6), przekazywanego przez pasową przekładnię zębatą (7) i śrubę toczną
(8), po której przemieszcza się nakrętka toczna (9). Prowadnica bazowana jest na łączniku
(10).
Do czoła prowadnicy zespołu ruchu liniowego Y mocowana jest zespół ruchu lokalnego
(głowica), realizujący ruchy obrotowe względem trzech osi układu współrzędnych
prostokątnych x,y,z.
Trzy silniki skokowe, stanowiące napęd poszczególnych zespołów obrotowych umieszczone
są na drugim końcu prowadnicy. Napęd z silników przekazywany jest za pomocą zębatych
przekładni pasowych, wałków transmisyjnych i kół zębatych.
18
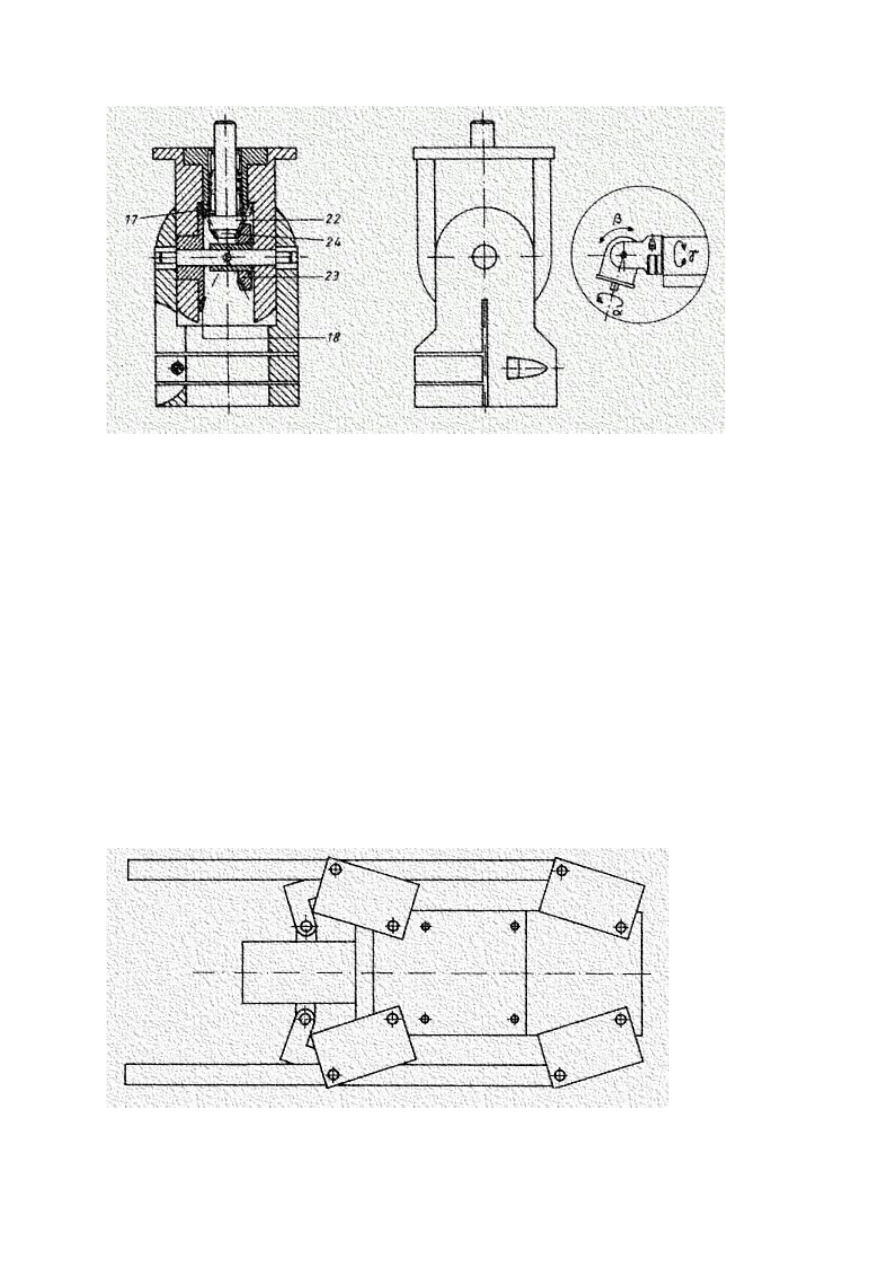
Rys. 19. Zespół ruchów lokalnych (głowica) robota L-1
18,23,24 - koła zębate
Zespół ruchu lokalnego zamocowany jest na wałku transmisyjnym (13), poruszanym
przekładnią pasową (12), napędzaną silnikiem (11) - zespół ten realizuje ruch a. Ruch b
realizowany jest silnikiem (14), przez przekładnię pasową (15), wałek transmisyjny (16) oraz
koła zębate (17) i (18). Ruch g, tj. obrót wałka wyjściowego - końcówki manipulatora,
realizowany jest silnikiem (19), przekładnią pasową (20), przez wałek transmisyjny (21) i
koła zębate (22), (23) i (24). Bazowanie ruchów a, b i g odbywa się na łącznikach drogowych
umieszczonych w zespole (25).
Chwytaki robota L-1
Do wałka wyjściowego głowicy robota można mocować chwytaki lub narzędzia. Chwytaki
służą do uchwycenia, trzymania i uwolnienia obiektu manipulacji w czasie realizacji zadań
transportowych. Narzędzia wykorzystywane są w zależności od potrzeb przy realizacji
konkretnych zadań technologicznych - w zastosowaniach dydaktycznych narzędziem takim
może być pisak.
Producent robotów przemysłowo- edukacyjnych (OBRUSN - Toruń) proponuje dwa rodzaje
chwytaków: z napędem elektrycznym oraz z napędem pneumatycznym.
Rys. 20. Widok chwytaka z napędem elektrycznym
19
Połączenie robota L-1
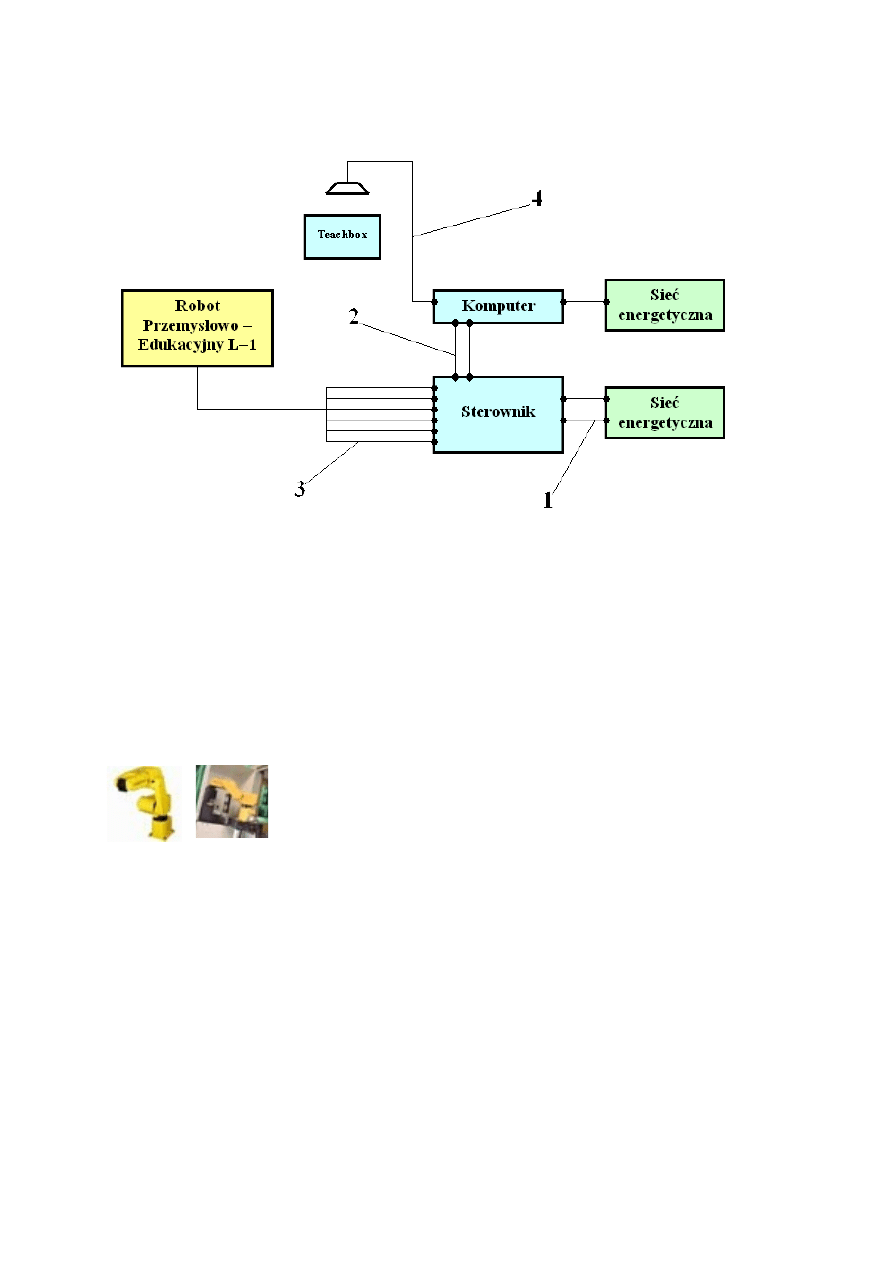
Rys. 21. Schemat połączeń w robocie przemysłowo-edukacyjnym L-1
1 - zasilanie, 2 - połączenie komputera ze sterownikiem, 3 - połączenie sterownika z
manipulatorem, 4 - połączenie do zdalnego sterowania
W tylnej ścianie sterownika znajdują się dwa wtyki służące do elektrycznego zasilania robota
- zasilanie doprowadza się dwoma niezależnymi przewodami (1). W płycie czołowej
sterownika znajdują się dwa wtyki służące do połączenia z komputerem - dwa przewody
zakończone są z jednej strony gniazdem 9-wtykowym, a drugi gniazdem 25-wtykowym.
Manipulator połączony jest ze sterownikiem za pomocą wielożyłowego przewodu
zakończonego pięcioma dziewięciostykowymi wtykami.
Wprowadzenie
Robot przemysłowy MOVEMASTER EX RV-M1 został opracowany przez firmę Mitsubishi
Electric, która jest wiodącym światowym producentem robotów przemysłowych. Cechą
charakterystyczną robota RV-M1 jest jego zwarta budowa, dzięki temu może pracować na
bardzo ograniczonej przestrzeni, a także mała waga 19 kg, co ułatwia transport robota na
wybrane stanowiska robocze. Manipulatory RV-M1 chętnie stosowane są przy takich
czynnościach jak np.: automatyzacja podawania, obsługa maszyn w szczególności obrabiarek.
Robot RV-M1 wykorzystywany jest również w laboratoriach badawczych, a także w
placówkach edukacyjnych jako robot edukacyjny.
20
Oprócz standardowych zespołów umożliwiających robotowi wykonywanie podstawowych
ruchów (opisane są one w następnym podpunkcie) robot posiada również tor jezdny (zespół
ruchu globalengo). Oprócz tego robot współpracuje z systemem wizyjnym umożliwiającym
lokalizację przedmiotu w przestrzeni roboczej robota i przeprowadzenie łańcucha
kinematycznego do zadanego położenia bez ingerencji operatora. Współpraca robota z torem
jezdnym i systemem wizyjnym są przedmiotem innego ćwiczenia z robotem RV-M1.
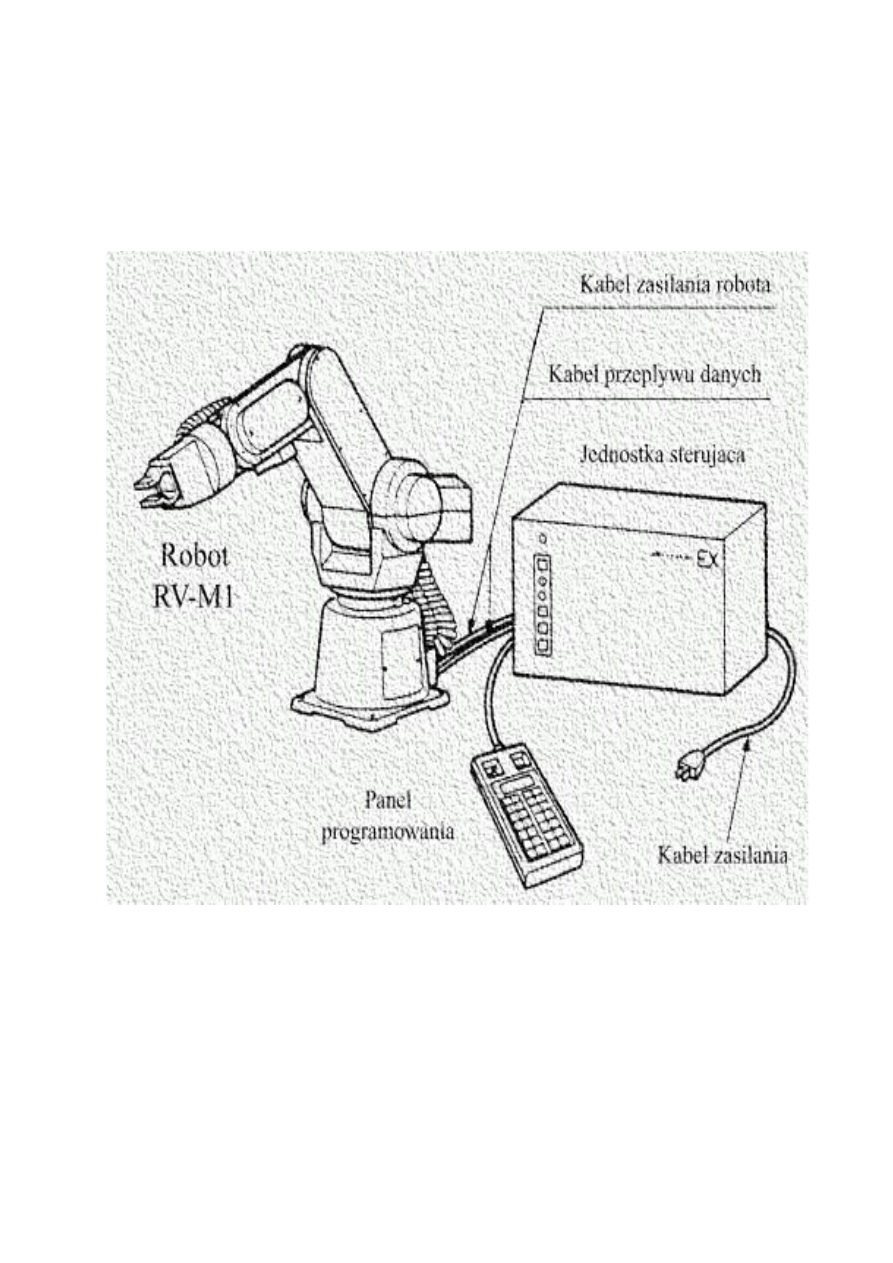
Rys. 22. Schemat przykładowego stanowiska laboratoryjnego z robotem RV
Robot MOVEMASTER EX RV-M1 składa się z:
manipulatora, sztywno mocowanego do podłoża
jednostki sterującej, połączonej przewodami z robotem
ręcznego panelu programowania manipulatora
21
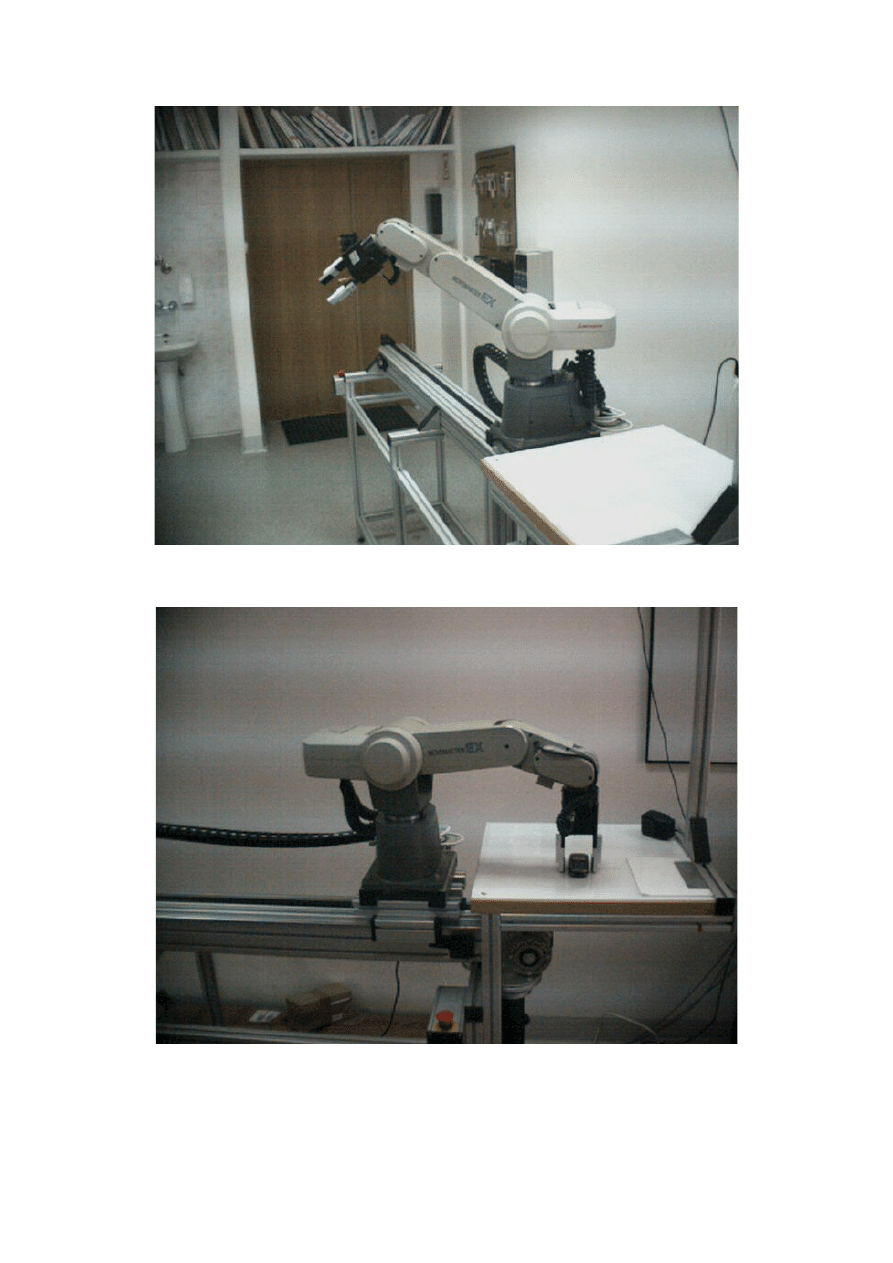
Rys. 23. Robot RV-M1
Rys. 24. Robot RV-M1
22
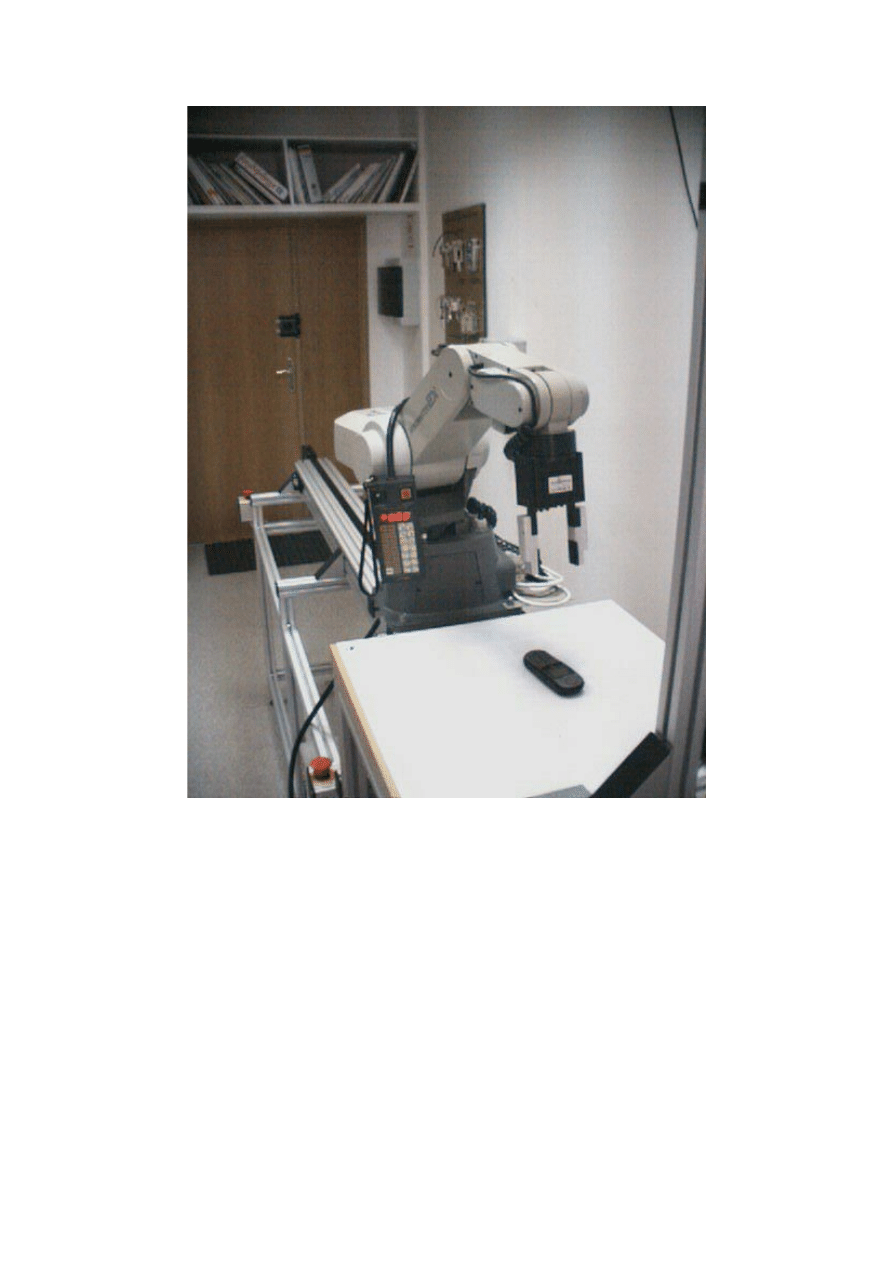
Rys. 25. Robot RV-M1
Opis konstrukcji robota RV-M1
Na podstawie (1) umieszczony jest obrotowy korpus (2), do którego przymocowane jest
ramię dolne (3), do niego z kolei dołączone jest ramie górne (4). Do końca ramienia
górnego przymocowany jest przegub (5), do którego mogą być mocowane chwytaki (o
sztywnych końcówkach chwytnych z napędem elektrycznym bądź pneumatycznym).
23
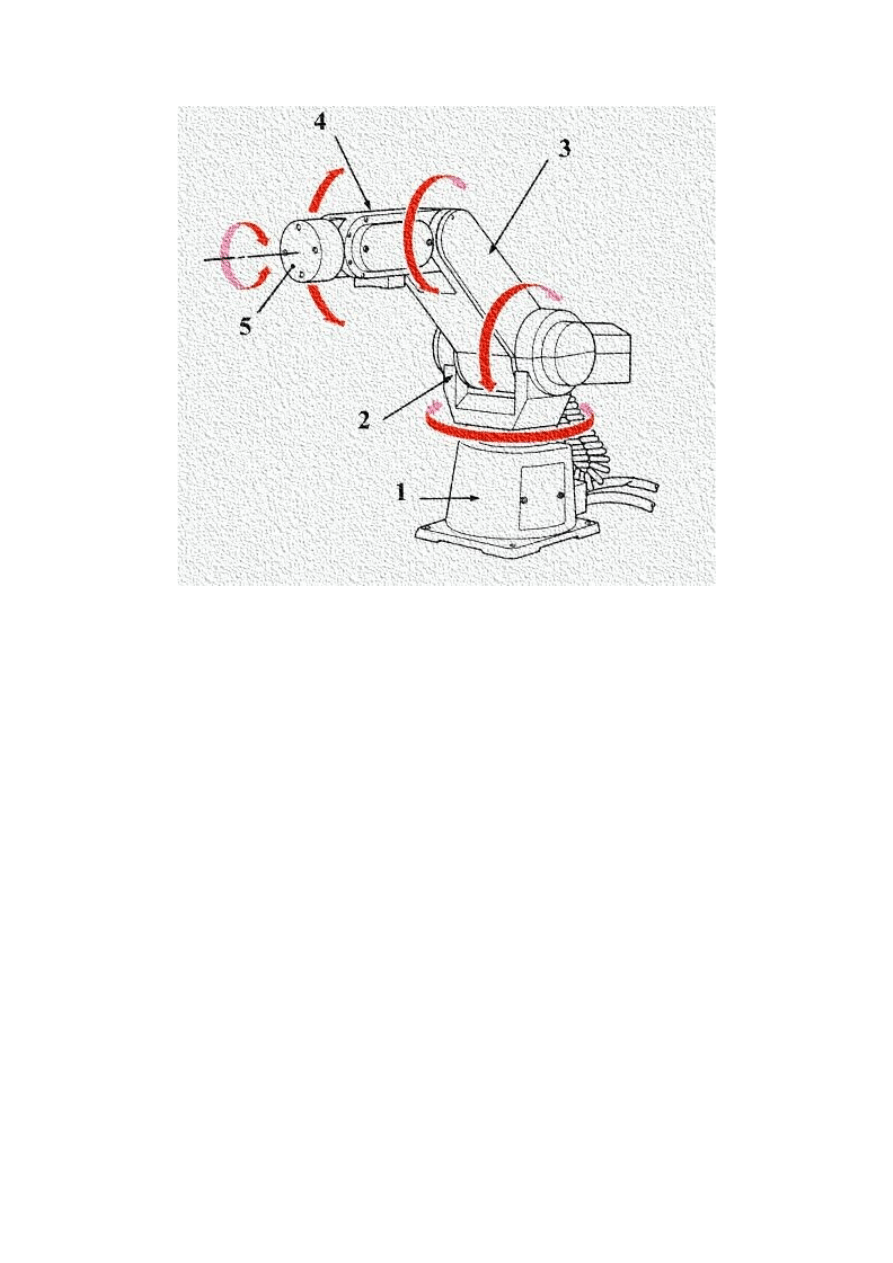
Rys. 26. Część manipulacyjna robota przemysłowego RV-M1
1 - podstawa, 2 - korpus obrotowy, 3 - ramię dolne, 4 - ramię górne, 5 - przegub
Poszczególne zespoły umożliwiają realizowanie następujących ruchów robota:
obrót wokół osi pionowej, kąt a
pochylenie ramienia dolnego, kąt b
pochylenie ramienia górnego, kąt g
pochylenie przegubu, kąt t
obrót przegubu, kąt u
Napęd zespołu korpusu (a) umieszczony jest w podstawie manipulatora i składa się z silnika
prądu stałego wraz z przekładnią falową. Pochylenie ramienia dolnego (b), realizowane jest
przy pomocy przekładni falowej napędzanej przez pasek zębaty, który współpracuje z
silnikiem prądu stałego umieszczonego w tylniej części ramienia dolnego. Na wałku
wejściowym przekładni falowej umieszczono hamulec elektromagnetyczny, którego
zadaniem jest niedopuszczenie do przesunięcia się ramienia po wyłączeniu zasilania lub w
czasie włączenia stopu awaryjnego. Pochylenie ramienia górnego (g) odbywa się za pomocą
silnika prądu stałego umieszczonego w tylniej części ramienia dolnego, który napędza
przekładnie falową za pomocą paska zębatego. Do wałka wyjściowego przekładni dołączony
jest wodzik, który wpływa na obrót ramienia górnego, natomiast do wałka wejściowego
dołączony jest hamulec elektromagnetyczny. Pochylenie (t) oraz obrót (u) przegubu
realizowane są podobnie jak poprzednie osie, z tymże układy napędowe umieszczone są na
ramieniu górnym.
24
Zakres przemieszczeń poszczególnych zespołów robota RV-M1 jest wyznaczony
mechanicznymi ogranicznikami końcowymi. Każda oś manipulatora zaopatrzona jest w
optyczny enkoder, który przesyła informację do jednostki sterującej o danym położeniu
robota.
3.7. Manipulatory PMM
Struktura
Teraz zajmiemy się rodzina małych manipulatorów współpracujących w procesie montażu
drobnych elementów lub obsługujących prasy. Za pomocą manipulatora przystosowanego do
współpracy z prasą 2,5 kN można pobierać elementy o grubości od 2 do 100mm. Do budowy
układu sterowania manipulatora zastosowano układ ośmiokrokowy wraz z pomiarem
przemieszczenia w cylindrycznym układzie współrzędnych. Specjalny układ blokujący
zabezpiecza przed kolizją między prasą a manipulatorem.
Zastosowanie
Jednym z zastosowań manipulatorów o omówionej wyżej strukturze może być ich użycie do
podawania pojedynczych płaskich wyrobów z magazynka do przestrzeni roboczej prasy za
pomocą urządzeń podających.
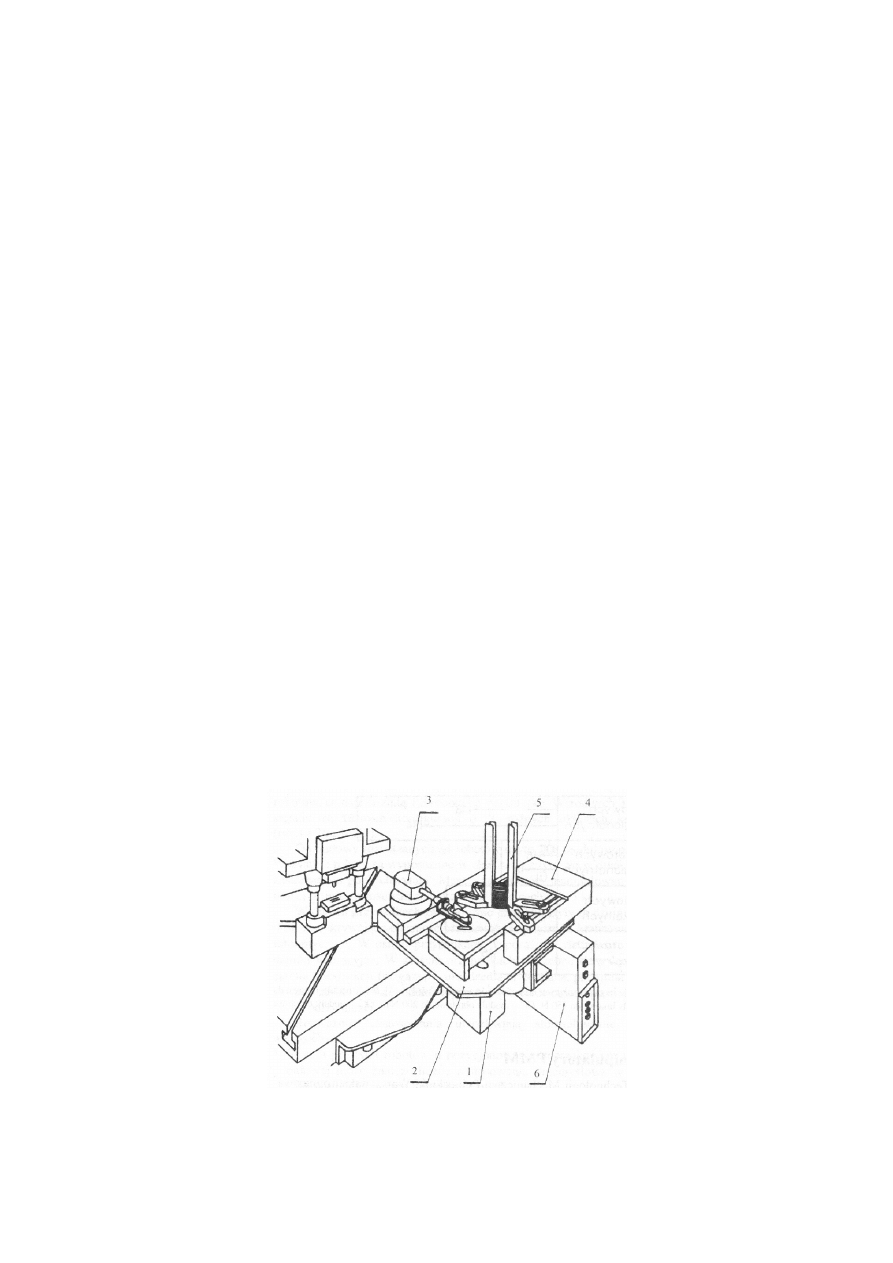
Przykładem konstrukcji tego typu urządzeń jest podajnik przedstawiony na rysunku
25. składa się on z korpusu 1 przykręconego do bocznej powierzchni stołu prasy ; na
korpusie tym zamocowana jest płyta nośna 2, skrzynka sterownicza 6 oraz elementy układu
sterowania i przygotowania sprężonego powietrza. Na płycie nośnej 2 jest ustawioneu
manipulator obrotowy 3, współpracujący z zasulaczem szufladowym 4 i grawitacyjnym
magazynem półwyrobów 5 . Podawane półwyroby są ładowane okresowo do przedstawionego
magazynka, a następnie wybierane przez zasilacz szufladowy i przesuwane w zasięg działania
manipulatora. Obrotowe ramię manipulatora chwyta poszczególne przedmioty, przenosi je do
tłocznika i wkłada w gniazdo matrycy. Wydajność podajnika półwyrobów na prasach stało się
ekonomiczne uzasadnione już dla niewielkich serii tłoczonych wyrobów.
Rys. 27. Uniwersalny automatyczny podajnik do pras
25
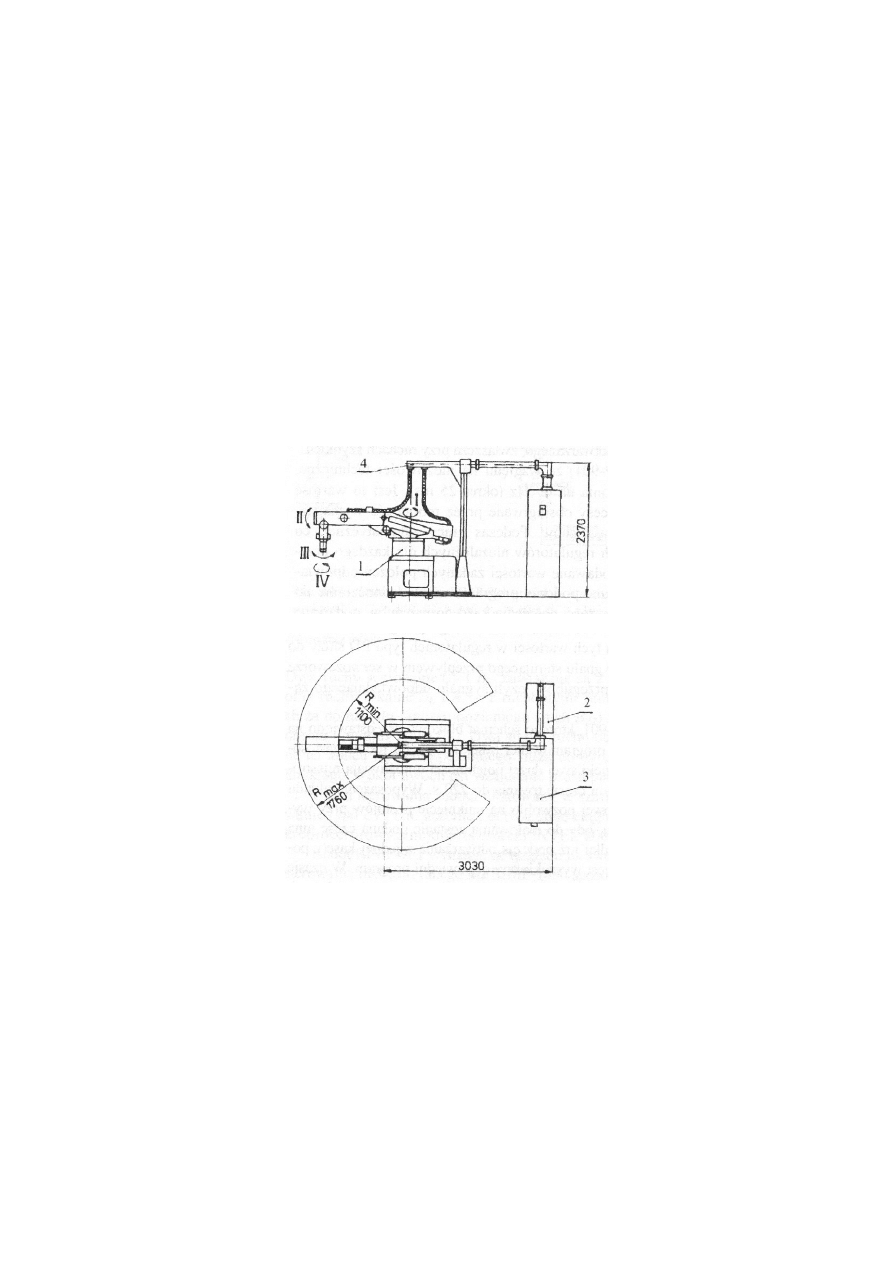
3.8. Robot przemysłowy typu PRO-30 i jego odmiany.
Budowa
Robot PRO-30 pokazany na Rysunku 26 składa się z następujących zespołów:
a)
Części manipulacyjnej 1
b)
Układu sterowania numerycznego 2 (NUMS-406R)
c)
Układów regulacji obrotów i dopasowująco-sterującego 3
d)
Zespołu kabli przyłączeniowych 4
Robot ma 4 stopnie swobody:
•
I – obrót kolumny wokół osi pionowej,
•
II – obrót ramienia głównego w płaszczyźnie pionowej.
•
III – obrót przedramienia w płaszczyźnie pionowej
•
IV – obrót chwytaka o 180 stopni.
Rys. 28. Robot przemysłowy PRO-30
Działanie
Ruchy I, II, III i IV są realizowane za pomocą silników elektrycznych prądu stałego i
sterowane numeryczne. Chwytak ma napęd hydrauliczny za sterowaniem
elektrohydraulicznym. Kołnierzowa końcówka osi IV jest przystosowana do zamocowania
chwytaka. W wykonaniu standardowym robot PRO-30 był wykonany bez chwytaka, jednak
jego instalacja hydrauliczna i elektryczna SA przystosowane do współpracy z chwytakiem
pojedynczym lub podwójnym typu CW-30, przeznaczonym do wałków o średnicach 16 –
160mm oraz typu CT-30 do przedmiotów typu tarcza o średnicach 53 – 425mm. Instalacja
26
taka może być w całości lub częściowo wykorzystana do napędu i sterowania innych
chwytaków o konkretnym przeznaczeniu.
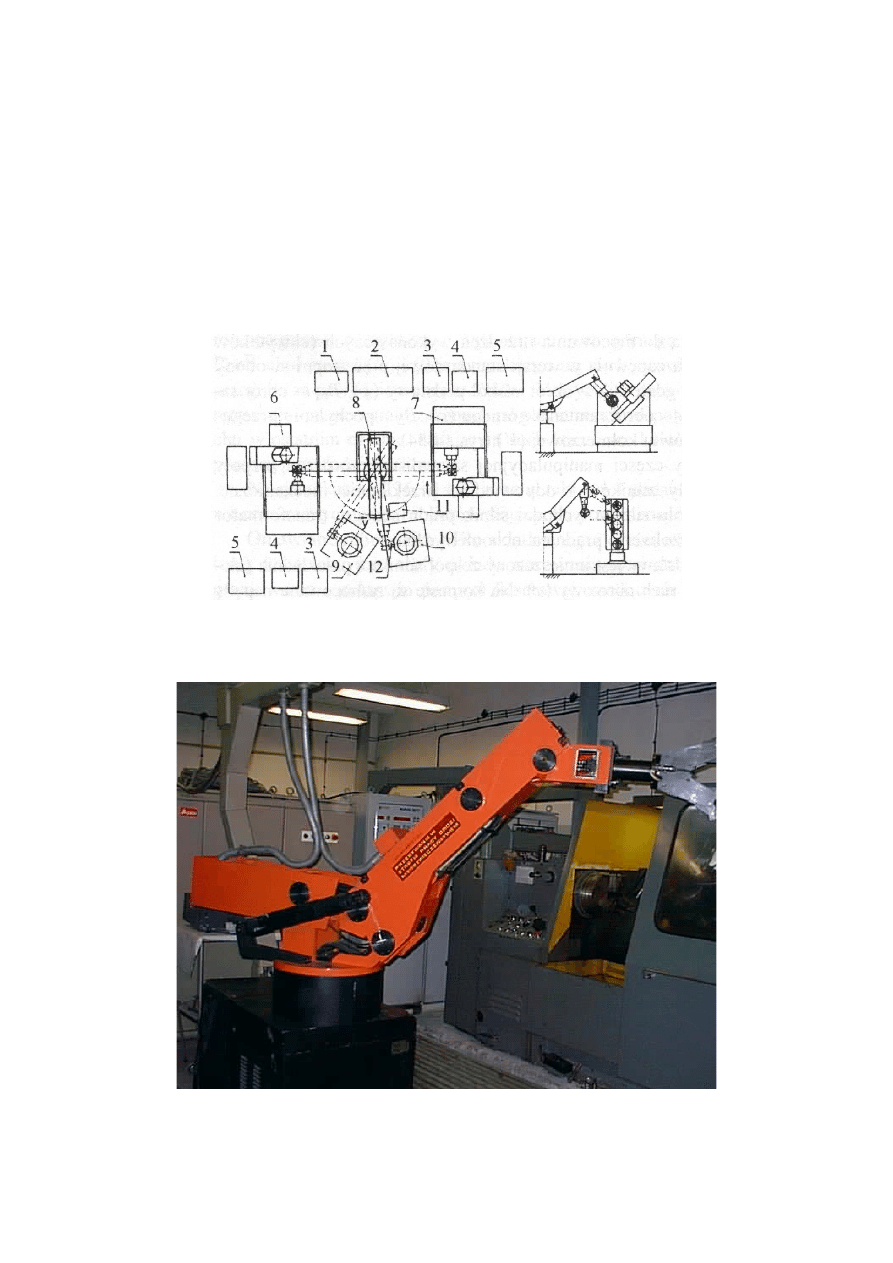
Przykład stanowiska
Na rysunku 27 pokazany jest przykład zrobotyzowanego stanowiska. Podane jest
rozmieszczenie obrabiarek i robota w gnieździe obróbkowym typu RZ-3, składającym się z
dwóch obrabiarek 6 i 7 sterowanych numerycznie typu TZC-32N1, dwóch magazynów części
8 i 9 typu MZTA1-5N, stanowiska obrotowego przedmiotów obrabianych typu SP-01 i
robota PRO-30 z układem sterowania NUMS-460R.
Rys. 29. Rozmieszczenie obrabiarek, robota i urządzeń pomocniczych w gnieździe
obróbkowym typu RZ-3.
Rys. 30. Robot PRO-30
27
3.9. Maszyna manipulacyjna
Przemysłowa maszyna manipulacyjna składa się z trzech podstawowych układów:
zasilania, sterowania i ruchu. W typowym dla manipulatora przypadku układy zasilania,
sterowania i ruchu są umieszczone na korpusie maszyny. We współczesnych rozwiązaniach
robotów układ ruchu jest specjalnie wydzielony, stanowiąc jednostkę kinematyczną maszyny.
Układ sterowania jest umieszczony w szafie sterowniczej ze względu na bezpieczeństwo
obsługi oraz konieczność eliminacji wpływu zakłóceń mechanicznych, cieplnych i
elektrycznych.
Ze względu na wygodę obsługi i napraw układ zasilania, podobnie jak układ
sterowania, stanowi najczęściej osobny urządzenie. Szafy zasilające robotów z układem ruchu
wyposażonym w serwonapędy elektryczne zawierają, oprócz typowego osprzętu
elektrycznego, układy tyrystorowe zasilania silników prądu stałego oraz układy
prostownikowe lub przemienniki częstotliwościowe i napięcia zasilania silników prądu
przemiennego.
Wymienione układy i zespoły mogą wchodzić także w odpowiednie zastawienie i
konfiguracje.
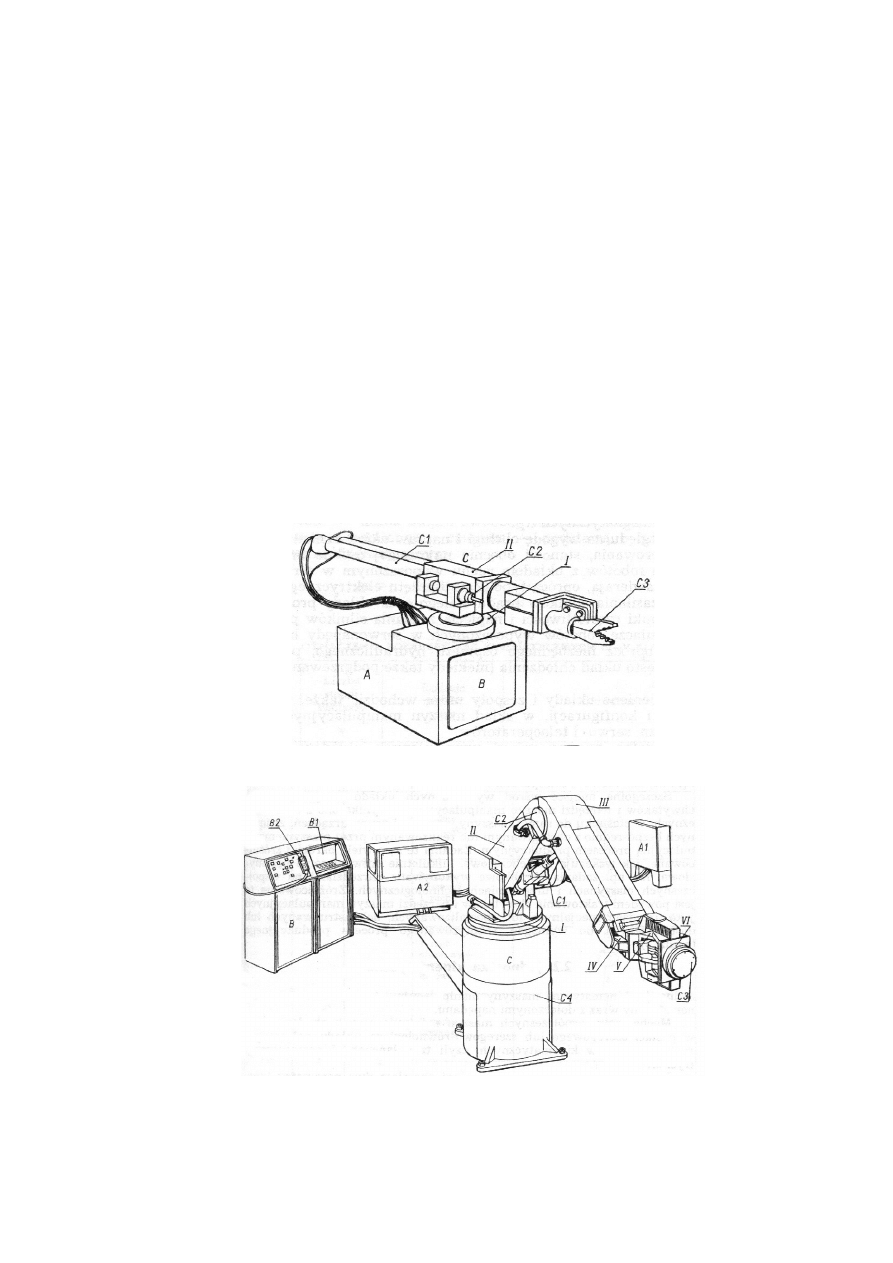
Budowa automatycznej maszyny manipulacyjnej
a) manipulatora
Rys. b) robota
Rys. 31.
28

Budowa automatycznej maszyny manipulacyjnej na przykładzie:
a) manipulatora: A – układ zasilania pneumatycznych napędów oraz elektrycznego
sterowania, B – układ sterowania, C – układ ruchu: I-II człony kinematyczne –
zespoły ruchu: C1 – napęd pneumatyczny zespołu II (wysuw chwytaka), C2 –
mechaniczny ogranicznik ruchu wraz z przełącznikiem elektrycznym –
sygnalizatorem położenia, C3 – chwytak;
b) robota: A- układa zasilania: A1 – część elektryczna, A2 – część hydrauliczna, B –
układ sterowania: B1 – pulpit sterowniczy układu: część lewa – główny pulpit
sterowniczy, część prawa – terminal dialogowy komputera, B2 – przenośny sterownik
ręczny – klawiaturowy programator, C – układ ruchu: I-IV człony kinematyczne –
zespoły ruchu: C1 – serwonapęd hydrauliczny zespołu III, C2 – przetwornik
pomiarowy kąta obrotu zespołu III względem zespołu II, C3 – sprzęg mocowania
chwytaka lub narzędzia, C4 – podstawa jednostki kinematycznej
ZAMIESZCZONE PONIŻSZEJ ROBOTY OPISANE SĄ NA PODSTAWIE
MATERIAŁÓW FIFMY ASTOR która jest dystrybutorem firmy Fanuc Robotics
zajmującej się produkcją poniżej opisanych robotów.
3.10. Roboty przemysłowe typu ARC Mate
Robot ARC MATE 50iB/3L
Jest robotem wyposażonym w 6 osi napędowych, sterowanym za pomocą elektrycznych
serwonapędów, wykorzystywanym do spawania. Został on tak zaprojektowany, aby
zmaksymalizować przepustowość oraz ograniczyć zajmowaną powierzchnię poprzez
kompaktową, elastyczną budowę i szybkie wykonywanie ruchu.
Robot jest sterowany przy użyciu kontrolera R-J3iB oraz oprogramowania dedykowanego do
spawania.
29
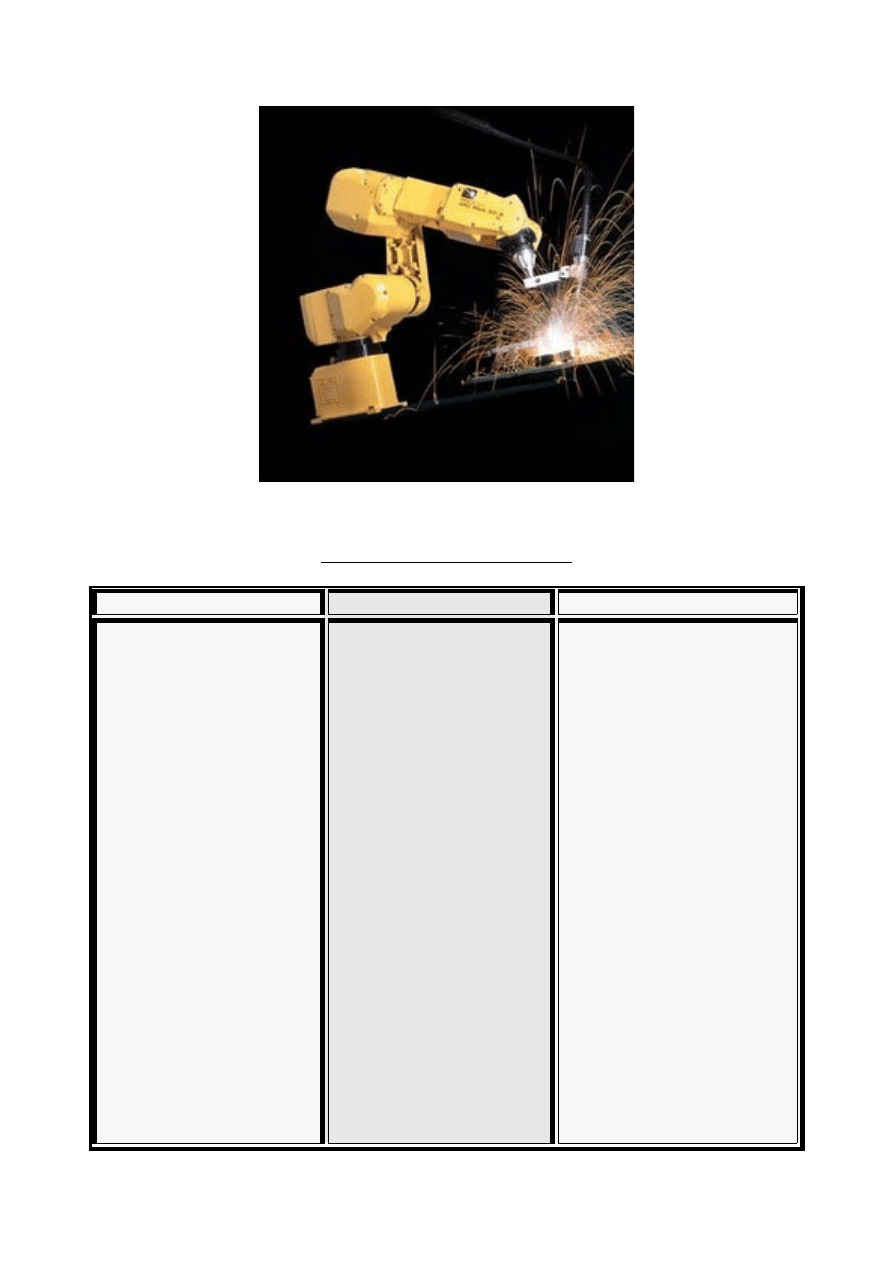
Rys. 32. Robot ARC Mate 50iB/3L
Zastosowania: spawanie łukowe.
CECHY
KORZYŚCI
OPCJE
• 6 swobodnych osi ruchu.
• Udźwig 3 kg.
• Powtarzalność ±0,04 mm.
• Kabel połączeniowy 4 m.
• Zasięg 856 mm.
• 399 mm efektywnego promienia
pracy.
• Mechaniczne hamulce na
wszystkich osiach ruchu.
• Możliwość odwrotnej pracy osi
J3 udostępnia duży obszar pracy
idealny dla aplikacji
wymagających odwrotnego
ustawienie robota.
• Osłony na wszystkie silniki i
prowadzenie przewodów
wewnątrz ramienia co daje
ochronę przed wpływem
środowiska podczas spawania.
• Montaż podłogowy, pod kątem,
odwrotny oraz stołowy
zwiększający elastyczność
instalacji.
• Małe wymiary podstawy,
pozwalające na montaż na małej
przestrzeni.
• Przeguby o małej średnicy
pozwalające na operowanie w
ciasnych otworach.
• Kompaktowa budowa
ułatwiająca instalację i transport
systemu.
• Ekstremalnie szybkie
poruszanie osiami, co zwiększa
przepustowość.
• Kompaktowa a mimo to
elastyczna budowa
maksymalizująca zdolność
zasięgu w zdefiniowanym
obszarze.
• Największa prędkość ruchu osi
• 7 lub 14 metrowy przewód
połączeniowy do robota.
• Dodatkowe wejścia/wyjścia
procesowe.
• Opcje programowe:
Zmiana parametrów
spawania.
Automatyczne
doregulowanie TPC.
Inteligentne uczenie
spawania.
Monitor danych.
Wczesne wykrywanie
kolizji.
Oprogramowanie do
spawania LR Arc Tool.
Układanie ściegów
zakosowych.
30
• Zgodność z powszechnie
stosowanymi przyrządami do
spawania.
• Ręczny programator (Teach
Pendant) wraz z przyciskami
specjalnie dedykowanymi do
aplikacji spawających pozwalają
na intuicyjną kontrolę procesu.
• Zaplombowane łożyska i napędy
zapewniające ochronę i
zwiększające niezawodność.
• Poprawiona kontrola ruchu
redukująca mechaniczne zużycie
elementów.
• Prowadzenie przewodów
wewnątrz ramienia zwiększa
niezawodność.
w tej klasie produktów pozwala
na zwiększenie przepustowości
poprzez szybką zmianę orientacji
elektrody spawającej.
• Udźwig 3 kg i optymalna
geometria osi J2 i J3 dostarczają
elastyczne rozwiązanie o dużym
zasięgu do zastosowania w
różnego rodzaju aplikacjach do
spawania.
• Możliwość odwrotnej pracy osi
J3 udostępnia duży obszar pracy.
• Kontroler R-J3iB Mate zapewnia
wystarczającą moc obliczeniową,
a wraz z oprogramowaniem
ArcTool jest bardzo użytecznym
narzędziem do spawania.
Parametry techniczne
Maksymalny udźwig:
3 kg
Maksymalny zasięg:
856 mm
Powtarzalność:
±0,04 mm
Liczba osi napędowych:
6
Maksymalna prędkość:
J1: 140°/s
J2: 150°/s
J3: 160°/s
J4: 400°/s
J5: 330°/s
J6: 480°/s
Zakres ruchu:
J1: 320°
J2: 185°
J3: 290°
J4: 380°
J5: 240°
J6: 720°
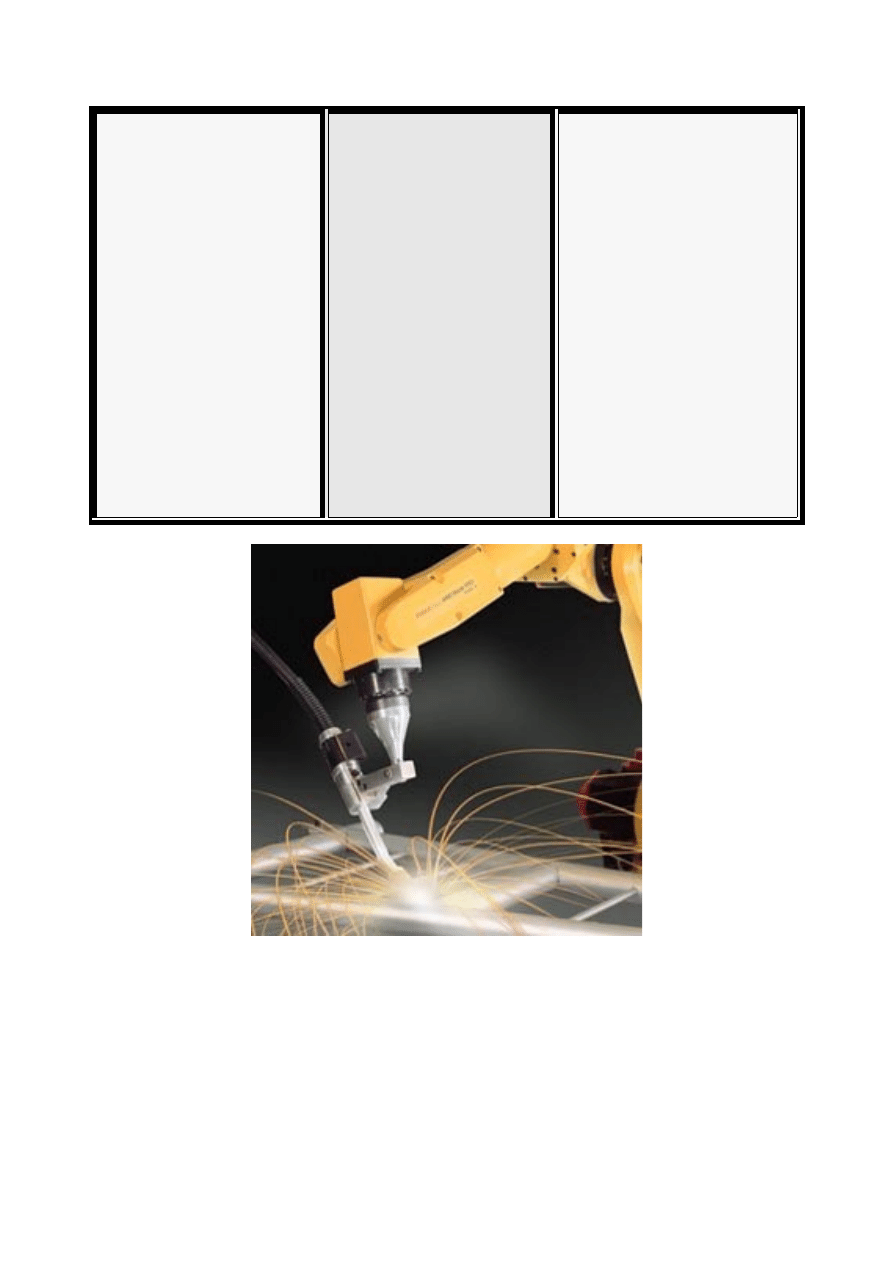
Robot ARC Mate 100iB
Jjest bardzo szybkim robotem, dysponującym 6 osiami napędowymi, sterowanym za pomocą
elektrycznych serwonapędów, wykorzystywanym do precyzyjnego i szybkiego spawania
łukowego i cięcia. Bazując na prostej konstrukcji, robot ARC Mate 100iB zapewnia dokładne
wykonanie ścieżki.
Kontroler R-J3iB wraz z oprogramowaniem dedykowanym do spawania zapewnia
niezawodne wykonanie oraz wysoką wydajność. Najnowsza seria robotów ARC Mate 100iB
ma budowę kompaktową oraz ulepszony zakres ruchu i prędkość. Kompaktowa i elastyczna
budowa ułatwia instalację, maksymalizuje zdolność zasięgu w zdefiniowanym obszarze oraz
pozwala na gęste umiejscowienie robotów i innych urządzeń
.
31
Parametry techniczne
Maksymalny udźwig:
6 kg
Maksymalny zasięg:
1373 mm
Powtarzalność:
±0,08 mm
Liczba osi napędowych:
6
Maksymalna prędkość:
J1: 150°/s
J2: 160°/s
J3: 170°/s
J4: 400°/s
J5: 400°/s
J6: 500°/s
Zakres ruchu:
J1: 340°
J2: 250°
J3: 315°
J4: 380°
J5: 280°
J6: 640°
Zastosowania
: spawanie łukowe, obróbka materiałów.
CECHY
KORZYŚCI
OPCJE
• Zwiększony efektywny promień
pracy o 8% w stosunku do
poprzedniej wersji robota.
• Zredukowana średnica ramienia
o 19%, pozwalająca na dotarcie
do obrabianego elementu przez
mniejsze otwory.
• Zaprojektowany do współpracy z
urządzeniami gazowymi i
powietrznymi. Ponadto
prowadzenie kabli wewnątrz
ramienia zwiększa niezawodność,
a także redukuje czas ustawiania
oraz potrzebę posiadania
dodatkowego zewnętrznego
okablowania.
• TurboMove - zaawansowana
funkcja kontroli serwonapędów
pozwala na szybki i łagodny ruch
pomiędzy punktami, co zwiększa
przepustowość oraz skraca czas
załączania układu spawającego.
• Elektrycznie zasilany silnik (o
maksymalnym ciężarze 12 kg)
zamontowany na ramieniu robota
zmniejsza długość palnika
spawalniczego, co pozwala na
uzyskanie większej
niezawodności oraz na szybsze
rozpoczęcie spawania.
• Ręczny programator (Teach
Pendant) wraz z przyciskami
• Najwyższa prędkość ruchu w tej
klasie robotów, co umożliwia
maksymalizację wyników i
wydajności.
• Najlepszy w tej klasie
współczynnik zasięgu w stosunku
do efektywnego promienia pracy.
Kompaktowa budowa ułatwiająca
instalację i transport systemu.
• Robot ARC Mate 100iB oferuje
niezwykle duży zakres działań
użyteczny przy obróbce dużych
elementów lub złożonej obróbce.
• Ekstremalnie szybkie
poruszanie osiami, co zwiększa
przepustowość.
• Ekrany ochrony
elektromagnetycznej (EMI)
pozwalające na pracę w trudnych
warunkach; np. ekrany
przeznaczone do spawania metodą
TIG (spawanie elektrodą
wolframową w osłonie gazu
obojętnego), plazmy (PAW) oraz
cięcia plazmy (PAC).
• Dodatkowe wejścia/wyjścia
procesowe integrujące
wielokanałowy sprzęt spawający,
np. 4 kanałowy TIG i 3 kanałowy
MIG (spawanie metodą o łuku
zwartym).
• Przewody różnej długości
umożliwiające elastyczne
umiejscowienie elementów
systemu.
• Zestaw umożliwiający modyfikację
efektywnego promienia pracy osi
J1.
• Dodatkowa oś w celu integracji z
pozycjonerem.
32
specjalnie dedykowanymi do
aplikacji spawających pozwalają
na intuicyjną kontrolę procesu.
• Interfejsy dla różnego rodzaju
pozycjonerów.
• Możliwość montażu
podłogowego, odwrotnego, na
ścianie, pod kątem bez
konieczności zmian
mechanicznych w robocie.
• Uszczelnione łożyska i napędy
zapewniające ochronę
zwiększające niezawodność.
• Przekładnia redukcyjna RV wraz
ze zintegrowanymi łożyskami
zapewnia sztywność ramienia i
wysokie osiągi.
Rys. 33. Robot ARC Mate 100iB
33
Wyszukiwarka
Podobne podstrony:
CHRAPEK,podstawy robotyki, Urz dzenia chwytaj ce i g owice technologiczne robotów przemys owych cz 2
CHRAPEK,podstawy robotyki, Sterowanie robotów przemys owych
CHRAPEK,podstawy robotyki, Metodyka wprowadzania robotów do przemys u
CHRAPEK,podstawy robotyki, Urz dzenia chwytaj ce i g owice technologiczne robotów przemys owych cz 2
CHRAPEK,podstawy robotyki, elementy sk adowe i struktura robotów
CHRAPEK,podstawy robotyki, konstrukcja mechaniczna manipulatora
CHRAPEK,podstawy robotyki, Rozwój robotów
CHRAPEK,podstawy robotyki, Nap dy robotów nap dy pneumatyczne
CHRAPEK,podstawy robotyki, Nap dy robotów nap dy hydrauliczne
CHRAPEK,podstawy robotyki, Nap dy robotów nap dy elektryczne
CHRAPEK,podstawy robotyki, Roboty przemys owe jako narz dzia
więcej podobnych podstron