
PODSTAWY ROBOTYKI
PR W 1.1
1
Roboty przemysłowe jako narzędzia
Interpretacja systemowa różnych form pracy ludzkiej
Od niepamiętnych czasów czynności zmierzające do kształtowania i opanowania
otoczenia były jednymi z najważniejszych i najbardziej charakterystycznych czynności
ludzkich. Do czynności tych należy:
tworzenie coraz doskonalszych narzędzi, umożliwiających coraz skuteczniejsze
oddziaływanie na otoczenie;
dążenie do coraz lepszego poznaniu otoczenia, aby określić najbardziej efektywne
sposoby oddziaływania na otoczenie.
Na uwagę zasługuje to, że właściwie wszystkie znane formy pracy ludzkiej można
opisywać posługując się pojęciami teorii systemów i sterowania. Ze względu na bardzo dużą
przydatność tych pojęć przy opisie konstrukcji i zasad działania robotów jest pożądane
zaznajomienie się z tymi pojęciami właśnie na przykładach najbardziej prostych i znanych, a
związanych z pracą ludzką.
1. Praca bez narzędzi
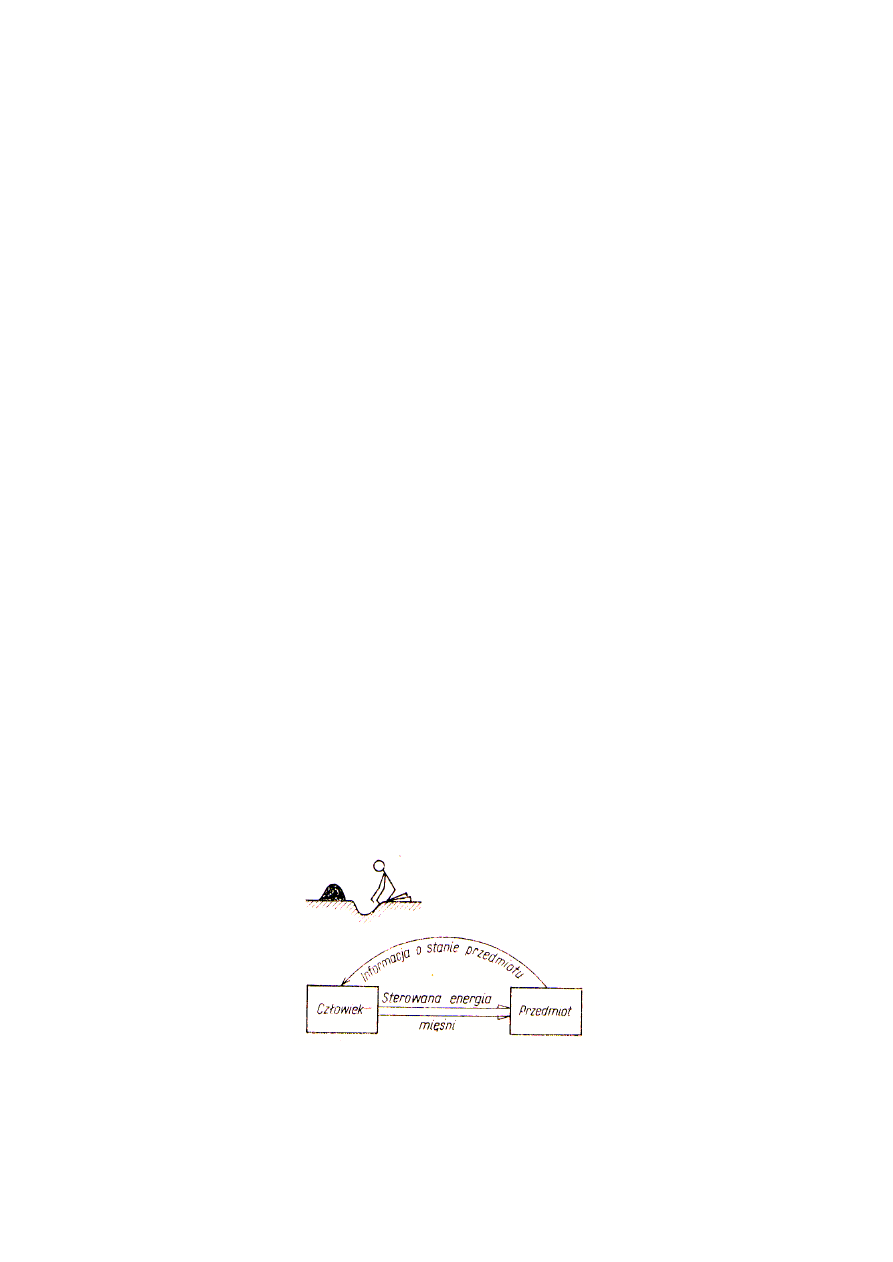
Najbardziej prymitywny etap rozwoju pracy ludzkiej to etap pracy bez narzędzi.
Charakteryzuje się on tym, że człowiek oddziałuje na przedmioty ze swojego otoczenia
bezpośrednio swoimi rękoma, wykorzystując przy tym energię mięśni sterowaną za pomocą
systemu nerwowego.
Oddziaływanie na przedmiot wymaga znajomości wielu jego właściwości, całokształt
których tworzy stan przedmiotu. Na podstawie informacji o stanie przedmiotu (np. o
głębokości i średnicy dołu, barwie ziemi, twardości gruntu itp.) przekazywanej do systemu
nerwowego człowieka za pomocą naturalnych przetworników pomiarowych, jakimi są
zmysły: wzroku, dotyku, słuchu, węchu i inne, może on modyfikować swoje oddziaływanie
na przedmiot. Charakterystyczną cechą najprostszej nawet pracy ludzkiej jest więc istnienie
sprzężenia zwrotnego pomiędzy przedmiotem a człowiekiem (rys. 1).
Rys. 1. Schemat blokowy pracy bez narzędzi
2

Istota sprzężenia zwrotnego w przypadku pracy bez narzędzi polega na tym, że
oddziaływanie człowieka na przedmiot jest uzależnione od informacji o stanie przedmiotu,
przekazanej człowiekowi za pośrednictwem jego zmysłów.
Kolejną podstawową cechą najprostszej pracy ludzkiej jest jej celowość. Celem
działania w rozpatrywanym przykładzie z rys. 1. może być np. wykopanie dołu o
odpowiednich rozmiarach lub dotarcie do żyły wodnej.
Należy zwrócić uwagę na to, że wybór zmiennych tworzących stan przedmiotu
zależy od celu działania.
Zależnie bowiem od celu działania, istotnymi będą tylko niektóre spośród
bardzo wielu właściwości przedmiotu, np. w rozpatrywanym przykładzie twardość gruntu,
ilość kamieni w gruncie, wilgotność gruntu. Nieistotnymi będą natomiast takie zmienne jak
radioaktywność gruntu, barwa gruntu lub rodzaj i ilość bakterii żyjących w jednostce
objętości gruntu. Reasumując:
Stanem przedmiotu ze względu na określony cel działania nazywa się wszystkie te
zmienne charakteryzujące przedmiot, których znajomość jest potrzebna do osiągnięcia
postawionego celu.
W dalszym ciągu, ilekroć zostanie użyty krótszy termin ,,stan przedmiotu”, należy
pamiętać o tym, że jest on określony ze względu na jakiś konkretny cel działania. Stan
przedmiotu dogodnie przedstawić w postaci wektora, którego składowe: twardość gruntu,
wilgotność gruntu noszą nazwę współrzędnych stanu.
Nieco trudniej zauważalną cechą rozpatrywanej najprostszej pracy ludzkiej jest istnienie
w świadomości wykonującego ją człowieka zasobu doświadczeń z takich samych lub
podobnych prac wykonanych wcześniej, umożliwiającego mu predykcję (przewidywanie)
skutków różnych oddziaływań na przedmiot.
Całokształt dotychczasowych doświadczeń, umożliwiających predykcję skutków
różnych oddziaływań na przedmiot, nazywa się modelem przedmiotu.
Modele przedmiotów, spotykane na omawianym etapie pracy ludzkiej, są z reguły mało
precyzyjne, ,,rozmyte”, nieostre. Mogą one np. składać się ze stwierdzeń typu:
,,Jeżeli będzie się otwór pogłębiać nie poszerzając go równocześnie, to ściany boczne
będą się obsuwać, zasypując go ponownie.”
,,Jeżeli wykopana ziemia zostanie składowana zbyt blisko otworu, będzie się ona
obsuwać w miarę dalszego kopania.”
,,Jeżeli będzie się kopać dół samemu, to nie zakończy się pracy przed zmierzchem.”
W dalszym ciągu okaże się, że wprowadzone dla opisu najprostszej pracy ludzkiej
pojęcia: celu działania, stanu przedmiotu, modelu przedmiotu i sprzężenia zwrotnego, są
pojęciami bardzo ogólnymi, szczególnie przydatnymi do opisu bardziej złożonych form pracy
ludzkiej oraz realizowanej za pomocą robotów i manipulatorów.
2. Praca z narzędziami prostymi
3
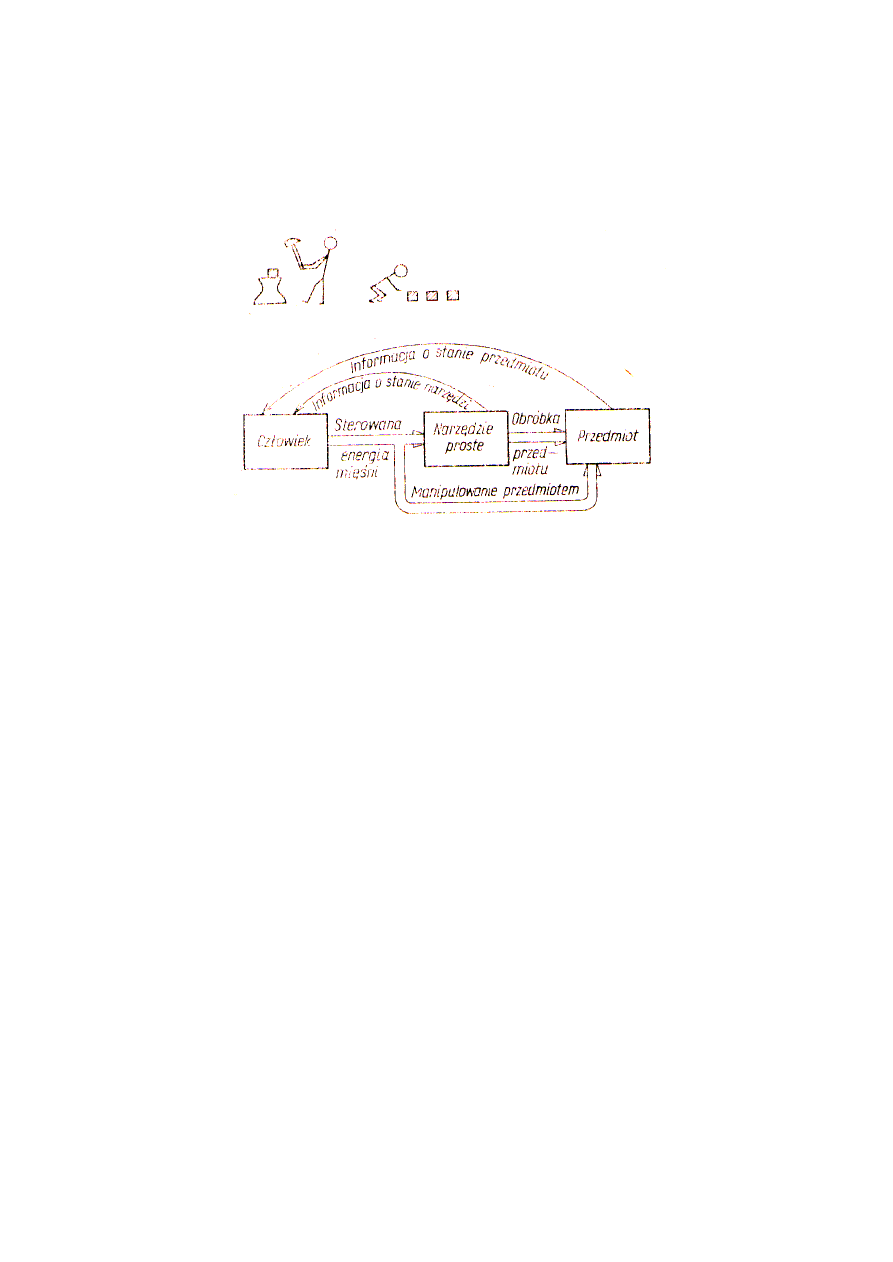
Na etapie pracy z narzędziami prostymi, tj. narzędziami napędzanymi energią mięśni
ludzkich i wspomaganymi pracą bez narzędzi, można również wyróżnić: cel działania, stan
przedmiotu, model przedmiotu i sprzężenie zwrotne od stanu przedmiotu (rys. 2.). Nowymi
elementami systemowymi tej pracy są:
Rys. 2. Schemat pracy z narzędziami prostymi, wspomaganej pracą bez narzędzi
model narzędzia, będący całokształtem dotychczasowych doświadczeń ze stosowania
tego narzędzia, umożliwiających predykcję skutków różnego użycia narzędzia. Model
ten, podobnie jak model przedmiotu, jest modelem nieprecyzyjnym, rozmytym;
stan narzędzia, będący zbiorem wszystkich tych zmiennych charakteryzujących
narzędzie, których znajomość jest potrzebna do osiągnięcia wytyczonego celu.
Współrzędnymi stanu narzędzia może być np. prędkość młota w chwili uderzenia, kąt
uderzenia, punkt uderzenia;
sprzężenie zwrotne od stanu narzędzia, informujące człowieka za pośrednictwem
jego zmysłów o wszystkich istotnych, do realizacji celu, współrzędnych stanu
narzędzia.
Modele przedmiotu i narzędzia na etapie pracy z narzędziami prostymi są równie mało
precyzyjne i rozmyte jak modele przedmiotów na etapie pracy bez narzędzi. Osiąganie przez
człowieka bardzo złożonych celów w oparciu o tak mało precyzyjne modele jest możliwe
przede wszystkim dzięki:
dużej liczbie różnych, bardzo złożonych przetworników pomiarowych (zmysłów),
którymi dociera do niego informacja o stanie przedmiotu i narzędzia oraz
jego bardzo dużej inteligencji, umożliwiającej mu rozpoznawanie współrzędnych cech
różnych sytuacji, szybkie uczenie się metodą prób i błędów w trakcie wykonywania
pracy, szybką adaptację do nowych, nieznanych właściwości przedmiotu lub narzędzia.
Jak się okaże w dalszym ciągu, przejęcie części zadań człowieka przez bez porównania
mniej inteligentny i dysponujący małą liczbą prymitywnych przetworników pomiarowych
robot sprawi, że model przedmiotu, którym będzie musiał dysponować robot będzie znacznie
4
bardziej precyzyjny aniżeli model, który wystarczał człowiekowi.
3. Praca z narzędziami złożonymi
Kolejnym ważnym krokiem na drodze rozwoju pracy ludzkiej było rozpowszechnienie
się narzędzi złożonych, mających zewnętrzne źródła energii (np. cieplnej lub elektrycznej).
Na etapie tym:
naturalne czujniki pomiarowe człowieka (jego zmysły) zostają uzupełnione złożonym
oprzyrządowaniem pomiarowym. Elementem tego oprzyrządowania są np. przetworniki
przesunięć, sił, momentów, temperatur, czasów i inne. Umożliwiają one obiektywne
określenie wielu ważnych współrzędnych stanu przedmiotu i narzędzia;
modele przedmiotu i narzędzia podlegają częściowej formalizacji, tzn. są częściowo
wyrażone w postaci precyzyjnych relacji matematycznych wiążących skutki
oddziaływania na przedmiot i skutki użycia narzędzia ze sposobem oddziaływania na
przedmiot i sposobem użycia narzędzia. Przykładami modeli sformalizowanych może
być funkcja określająca średnią temperaturę przedmiotu w zależności od jego
rozmiarów, czasu pobytu w określonym piecu oraz mocy grzewczej pieca lub funkcja
określająca głębokość wywierconego otworu w zależności od średnicy, prędkości
kątowej i siły nacisku wiertła oraz czasu wiercenia i rodzaju materiału;
sposób osiągania celu działania zostaje w pewnym stopniu sformalizowany, tj.
przedstawiony w postaci ciągu kolejnych, dokładnie zdefiniowanych etapów pracy.
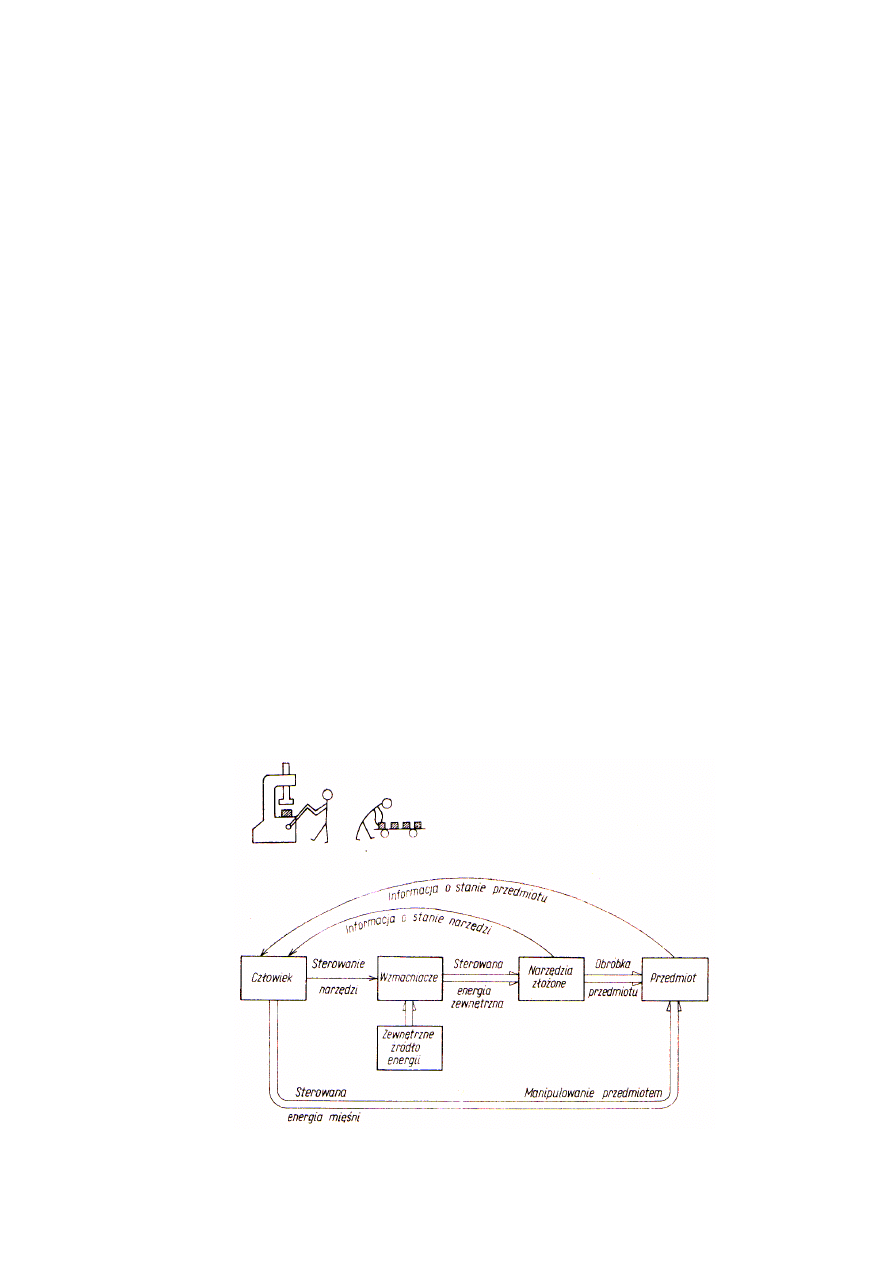
Rola człowieka w procesie obróbki przedmiotu zostaje na omawianym etapie (rys. 3)
ograniczona do czynności ręcznego manipulowania przedmiotu oraz do sterowania systemu
złożonego z:
wzmacniaczy przekazujących energię z zewnętrznego źródła do narzędzia;
narzędzia;
przedmiotu obróbki.
Rys. 3. Schemat blokowy pracy z narzędziami złożonymi, mającymi zewnętrzne
5
źródła energii i sterowanymi przez człowieka, wspomaganej pracą bez narzędzi
Sterowaniem systemu nazywa się takie oddziaływanie na wielkości wyjściowe
sterujące tego systemu, które doprowadzi do realizacji celu postawionego przed tym
systemem. System sterowany nazywa się obiektem sterowania.
Wielkościami wejściowymi sterującymi w przypadku omawianego sterowania będą
położenia przycisków, nastawników, pokręteł i dźwigni, umożliwiających oddziaływanie na
przebieg obróbki przedmiotu. Podczas sterowania ręcznego człowiek zmienia w czasie
wielkości wejściowe sterujące obiektu w zależności od podstawionego celu i obserwowanych
współrzędnych stanu przedmiotu i narzędzia w taki sposób, by postawiony cel osiągnąć.
W przypadku pracy z narzędziami prostymi człowiek również sterował narzędziami
(tzn. ustalał odpowiednio drogę ruchu młota, jego kąt uderzenia, prędkość młota, miejsce
uderzenia), lecz równocześnie napędzał narzędzia (tzn. dostarczał im swojej energii
mięśniowej). Nierozłączność sterowania i napędzania w przypadku pracy z narzędziami
prostymi była powodem, dla którego przy jej omawianiu nie wprowadzano rozróżnienia
pomiędzy sterowaniem a napędzaniem. W przypadku pracy z narzędziami złożonymi
sterowanie narzędzi (np. załączenie prasy, wybór siły tłoczenia) realizowane przez człowieka
zostaje oddzielone od napędzania narzędzi (tzn. dostarczania do niego odpowiedniej ilości
energii z zewnętrznego źródła) realizowane przez wzmacniacze.
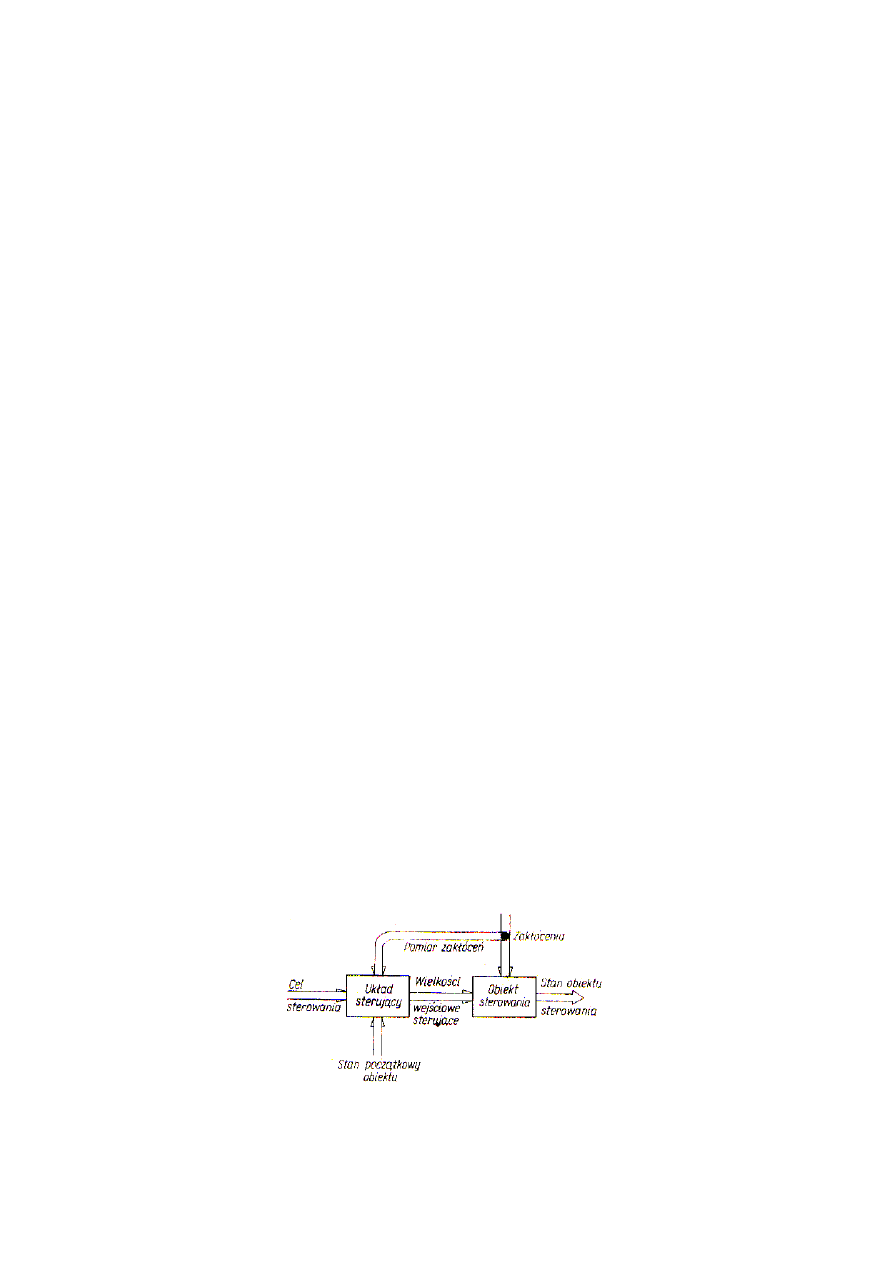
4. Automatyzacja obróbki przedmiotu
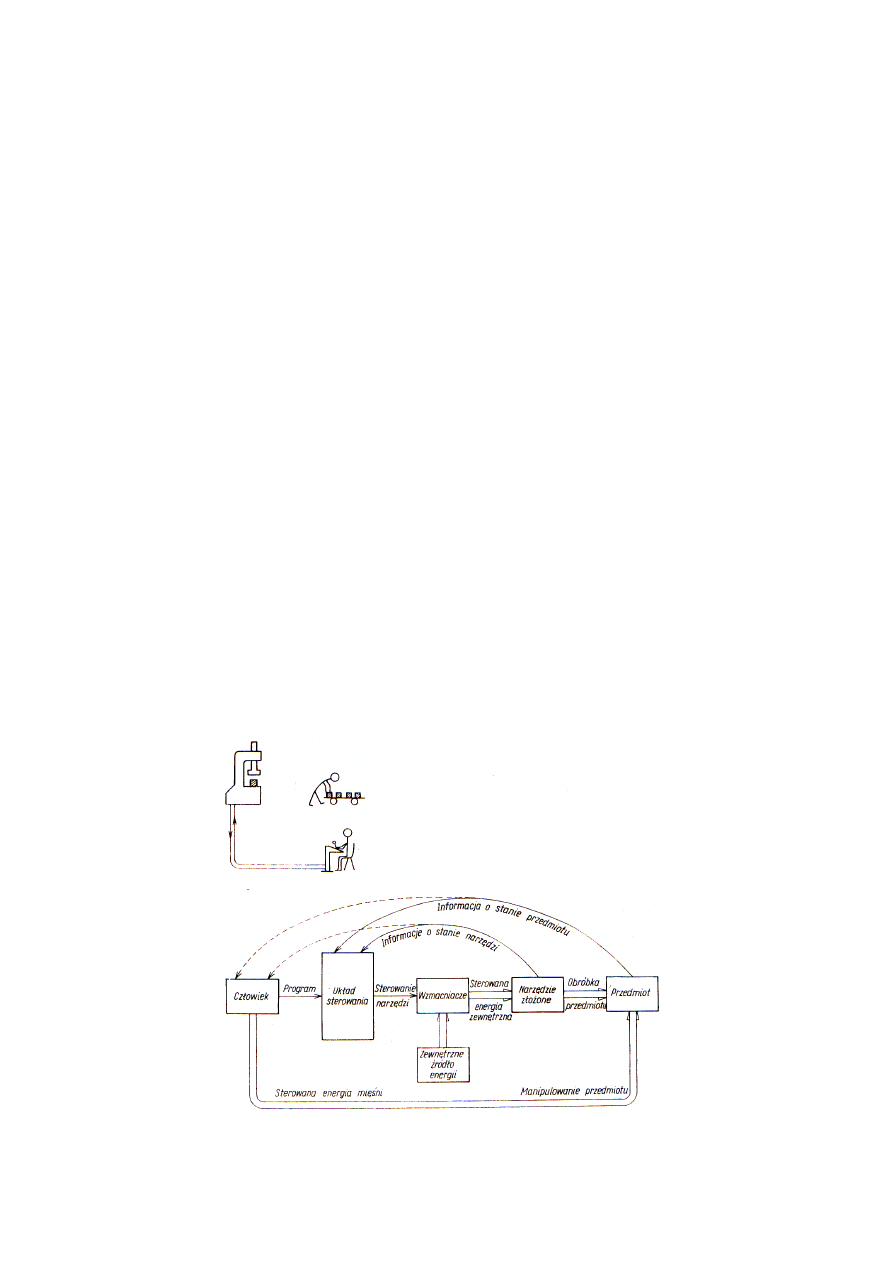
Kolejnym etapem rozwoju pracy ludzkiej jest etap automatyzacji obróbki
przedmiotu (rys. 4.). Na etapie tym sterowanie narzędzia złożonego jest realizowane przez
układ sterujący, do którego człowiek wprowadza program obróbki przedmiotu. Program
ten jest zapisem algorytmu sterowania w określonym języku programowania.
Rys. 4. Schemat blokowy pracy z narzędziami złożonymi, sterowanymi automatycznie przez
układy sterujące zaprogramowane przez człowieka, wspomaganej pracą bez narzędzi
6
Algorytm sterowania jest ciągiem operacji arytmetycznych i logicznych, określających
przebiegi wielkości wejściowych sterujących obiektu sterowania w zależności od:
celu sterowania,
bieżącego czasu,
współrzędnych stanu obiektu sterowania, w taki sposób, by osiągnąć cel
sterowania.
Przykładem algorytmu sterowania może być ciąg operacji arytmetycznych i logicznych
wyznaczających przebiegi prędkości podłużnej i poprzecznej suportu obrabiarki oraz
prędkość kątową wrzeciona w zależności od zadanego kształtu wyrobu (cel sterowania),
czasu, początkowego położenia suportu oraz sygnałów pochodzących od czujników położenia
suportu.
Zależnie od tego, czy algorytm sterowania korzysta na bieżąco ze znajomości
współrzędnych stanu obiektu sterowania, wyróżnia się:
sterowanie w torze otwartym charakteryzujące się tym, że przebieg wielkości
wejściowych sterujących systemu zostaje wyznaczony bez bieżącej znajomości
zmieniających się w trakcie sterowania współrzędnych stanu obiektu sterowania;
sterowanie ze sprzężeniem zwrotnym charakteryzujące się tym, że znajomość
wszystkich lub niektórych współrzędnych stanu obiektu, w sposób ciągły, periodyczny
lub sporadyczny, jest na bieżąco wykorzystywana do wyznaczania przebiegów
wielkości wejściowych sterujących tego obiektu.
4.1. Właściwości sterowania w torze otwartym
Najważniejszą cechą sterowania w torze otwartym (rys. 5) jest to, że osiągnięcie celu
sterowania wymaga:
1) Znajomości dokładnego, całkowicie sformalizowanego modelu systemu dla
postawionego celu sterowania.
2) Stacjonarności obiektu sterowania, tzn. stałości jego właściwości w czasie.
3) Uwzględniania stanu początkowego obiektu sterowania przy formułowaniu algorytmu
sterowania.
4) Usunięcia wpływu zakłóceń na stan obiektu podczas jego sterowania lub uwzględniania
zmian zakłóceń w algorytmie sterowania.
7

Rys. 5. Schemat blokowy sterowania w torze otwartym
Wymaganie pierwsze oznacza, że model obiektu sterowania musi być przedstawiony w
postaci relacji matematycznych wiążących współrzędne stanu obiektu sterowania ze
zmiennymi sterującymi i ewentualnie zakłóceniami. Stąd model taki nazywa się modelem
matematycznym. Zależnie od celu sterowania model matematyczny może być:
modelem statycznym, określającym zależność pomiędzy współrzędnymi stanu
obiektu sterowania a wielkościami sterującymi i zakłóceniami jedynie w stanie
ustalonym, tj. po zakończeniu wszystkich przebiegów przejściowych;
modelem dynamicznym, określającym wymienione zależności również dla stanu
nieustalonego, tzn. umożliwiającym wyznaczenie przebiegów przejściowych.
Przykładem modelu statycznego może być zależność pomiędzy ustalona prędkością
kątową wrzeciona obrabiarki a:
wartością napięcia twornika silnika obcowzbudnego prądu stałego napędzającego to
wrzeciono;
przełożeniem przekładni sprzęgającej silnik z wrzecionem;
momentem obciążenia wrzeciona.
Przykładem modelu dynamicznego może być równanie różniczkowe wiążące
zmienne w czasie położenie suportu obrabiarki z przebiegami napięć sterujących silniki
napędzające suport.
Stacjonarność obiektu sterowania oznacza, że w odpowiedzi na jednakowe przebiegi
sterujących wielkości wejściowych i zakłóceń, przy jednakowych stanach początkowych,
otrzymuje się jednakowe przebiegi współrzędnych stanu niezależnie od chwili, w której
rozpoczęto sterowanie.
Przykładem obiektu niestacjonarnego może być np. obrabiarka, w której wspomniane
wcześniej modele ulegają zmianom w czasie w wyniku zmian przełożenia przekładni
sprzęgającej silnik z wrzecionem.
Wymaganie trzecie wynika stąd, że przyszłe stany obiektu zależą od stanu
początkowego i rozpoczynającego się w chwili początkowej przebiegu wielkości
wejściowych sterujących. Na przykład głębokość wywierconego otworu zależy od stanu
początkowego przedmiotu (tj. jego początkowego położenia), stanu początkowego narzędzia
(tj. jego początkowego położenia) oraz przebiegu przesunięcia wiertła w czasie wiercenia.
Uwzględnienie stanu obiektu przy formułowaniu algorytmu sterowania w torze otwartym
może być realizowane dwojako:
przez zapewnienie stałego i zawsze takiego samego stanu początkowego przy kolejnych
sterowaniach i jednorazowe uwzględnienie tego stanu przy konstrukcji algorytmu;
przez każdorazowe uwzględnienie w algorytmie sterowania zmieniającego się stanu
początkowego, traktowanego jako parametr algorytmu.
Wymaganie czwarte wynika stąd, że zmiana stanu obiektu podczas sterowania zależy
nie tylko od przebiegu wielkości wejściowych sterujących, lecz również od przebiegu
wielkości wejściowych zakłócających obiektu. Usunięcie wpływu zakłóceń na stan obiektu
8
podczas sterowania polega np. na zapobieganiu zmianom zakłóceń podczas sterowania, co w
omawianym przykładzie wymaga m.in. zabezpieczenia się przed niepożądanym
przesunięciem obrabianego przedmiotu w trakcie obróbki.
Uwzględnienie zmian zakłóceń w algorytmie sterowania polega na takim uzależnieniu
wielkości sterującej od zmian zakłóceń, by kompensować ich wpływ na cel sterowania.
Przykładem może być uwzględnienie zmian twardości narzędzia skrawającego (zakłócenie)
dla takiego sterowania obróbką, które zapewni maksymalną wydajność obróbki lub minimum
kosztów obróbki (cel sterowania).
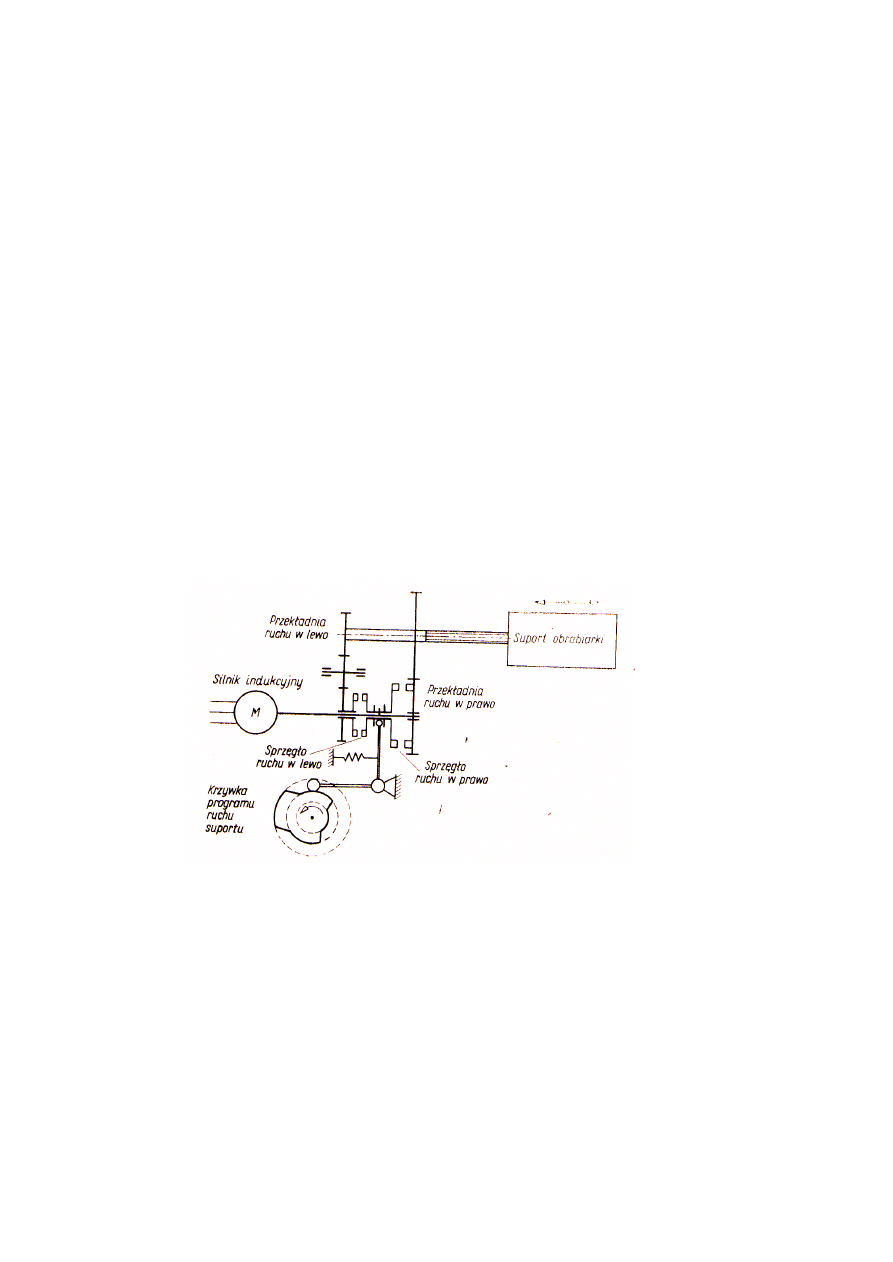
W przykładzie sterowania położenia suportu obrabiarki w torze otwartym (rys. 6) ruch
krzywki programu (obracającej się ze stałą prędkością) powoduje przez układ mechaniczny
dźwigni, sprzęgieł i przekładni przesuwanie suportu w prawo, lewo lub jego zatrzymanie.
Celem sterowania jest w tym przypadku uzyskanie odpowiedniego przebiegu przesunięcia
suportu, „zapamiętanego" w postaci kształtu krzywki programu. Obiekt
sterowania z rys. 6 można uważać za stacjonarny, gdyż składający się nań system dźwigni,
sprzęgieł i przekładni zębatych nie zmienia swoich właściwości w czasie. Stan początkowy
obiektu sterowania (początkowe położenie suportu) powinien być ustalony przed
rozpoczęciem obróbki. Możliwymi zakłóceniami dla położenia suportu są:
zmiana prędkości kątowej krzywki;
zmiana częstotliwości napięcia zasilającego silnik indukcyjny i powodująca
zmianę jego prędkości kątowej.
Rys. 6. Przykład sterowania w torze otwartym położenia suportu
obrabiarki
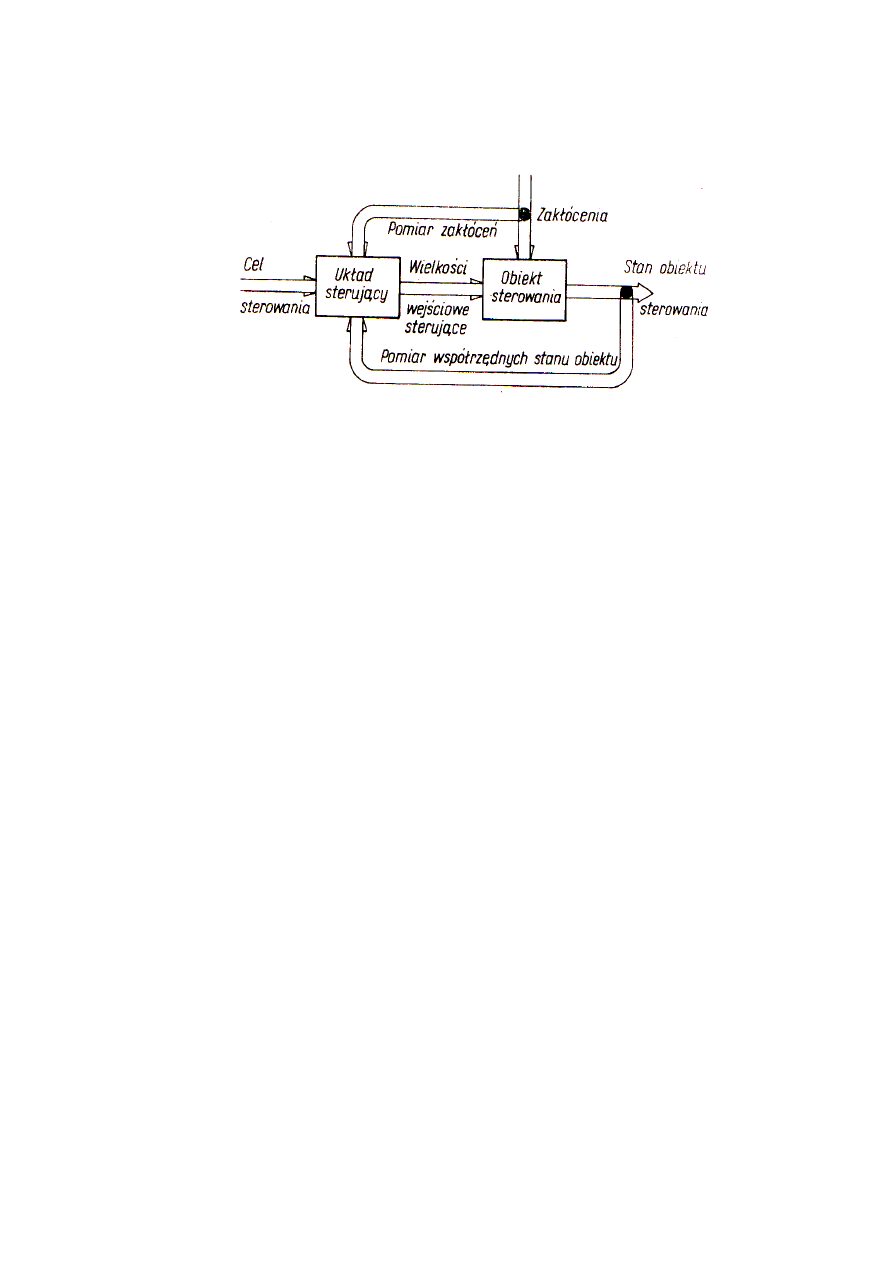
4.2. Właściwości sterowania ze sprzężeniem zwrotnym
Na rys. 7. pokazano schemat blokowy systemu sterowania ze sprzężeniem zwrotnym.
W zależności od rodzaju sprzężenia zwrotnego można wyróżnić:
systemy sterowane ze sprzężeniem zwrotnym sporadycznym, pojawiającym się
wyłącznie w chwilach osiągnięcia określonych wartości wybranych współrzędnych
stanu;
9
systemy sterowania ze sprzężeniem zwrotnym ciągłym lub periodycznym.
Rys. 7. Schemat blokowy sterowania ze sprzężeniem zwrotnym
Przykładem pierwszych systemów może być system sterowania szlifierką ze
sprzężeniem od wyłączników drogowych, które po osiągnięciu pozycji krańcowej przez
szlifowany przedmiot powodują odwrócenie (rewersję) kierunku wirowania silnika
wprawiającego w ruch szlifowany przedmiot. Systemy sterowania ze sprzężeniem zwrotnym
sporadycznym są stosowane do realizacji stosunkowo prostych celów sterowania, np.
powtarzania określonej sekwencji zmian stanów obiektu sterowania. Stąd systemy te
nazywa się systemami sterowania sekwencyjnego. Systemy sterowania sekwencyjnego
przez większą część swojej pracy są zasadniczo systemami sterowania w torze otwartym.
Sprzężenia zwrotne pojawiają się jedynie w chwilach osiągnięcia wyróżnionych stanów, lecz
właśnie dzięki temu w porównaniu z ,,czystym” sterowaniem w torze otwartym:
upraszcza się algorytm sterowania, np. odpada konieczność obliczania czasu przesuwu
w jedną stronę do wyznaczenia chwili rewersji silnika;
sterowanie obróbką nie wymaga tych zależności z modelu obiektu, które wiążą np.
przesunięcie szlifowanego przedmiotu z prędkością kątową silnika przesuwającego
przedmiot i czasem trwania przesunięcia.
Jedynymi modelami matematycznymi potrzebnymi do realizacji sterowania
sekwencyjnego są modele logiczne, wiążące wyróżnione stany obiektu sterowania z
pojawieniem się sygnałów sprzężeń zwrotnych. Dla omawianego przykładu model logiczny
zawiera np. zdanie:
,,Jeżeli zadziała wyłącznik drogowy (krańcowy) L, to przedmiot osiągnął skrajnie lewe
położenie".
Stąd również algorytm sterowania zawiera wyłącznie działania logiczne, typu:
,,Jeżeli zadziała wyłącznik drogowy, to należy zmienić kierunek wirowania silnika z lewego
na prawy".
Algorytmy tego typu nazywa się algorytmami sterowania logicznego. Są one
szczególnie łatwo realizowane, np. w technice przekaźnikowo-stykowych układów
10

przełączających, w technice półprzewodnikowych układów przełączających lub w technice
mikroprocesorowej.
Systemy sterowania ze sprzężeniami zwrotnymi, ciągłymi i periodycznymi, są
najczęściej stosowane do celów regulacji automatycznej wybranych, technologicznie
istotnych współrzędnych stanu obiektu. Celem regulacji może być:
stabilizacja wymienionej współrzędnej stanu na określonej, stałej (tj. niezmiennej w
czasie) wartości zwanej wartością zadana, pomimo zmian zakłóceń oddziałujących na tę
współrzędną stanu;
regulacja nadążna wymienionej współrzędnej stanu, tj. zmiana jej wartości w taki
sposób, by była równa lub bliska zmieniającej się wartości wielkości zadanej.
Przykładem stabilizacji może być układ regulacji automatycznej prędkości kątowej
silnika obcowzbudnego prądu stałego, utrzymujący jej stałość, niezależnie od zmian momentu
obciążenia silnika. Przykładem regulacji nadążnej może być układ regulacji zmieniający kąt
obrotu wału takiego silnika proporcjonalnie do wartości wielkości zadanej wyznaczonej przez
algorytm sterowania położenia suportu napędzanego tym silnikiem.
Podstawową cechą regulacji jest ujemny znak sprzężenia zwrotnego od wymienionej
współrzędnej stanu.
Ujemnym sprzężeniem zwrotnym od określonej współrzędnej stanu obiektu nazywa
się takie oddziaływanie na wielkość wejściową sterującą tego obiektu w zależności od tej
współrzędnej stanu, które przeciwdziała wszystkim odchyłkom tej współrzędnej stanu od jej
wartości zadanej. Współrzędną stanu obiektu, od której realizowane jest ujemne sprzężenie
zwrotne, nazywa się wielkością regulowaną obiektu.
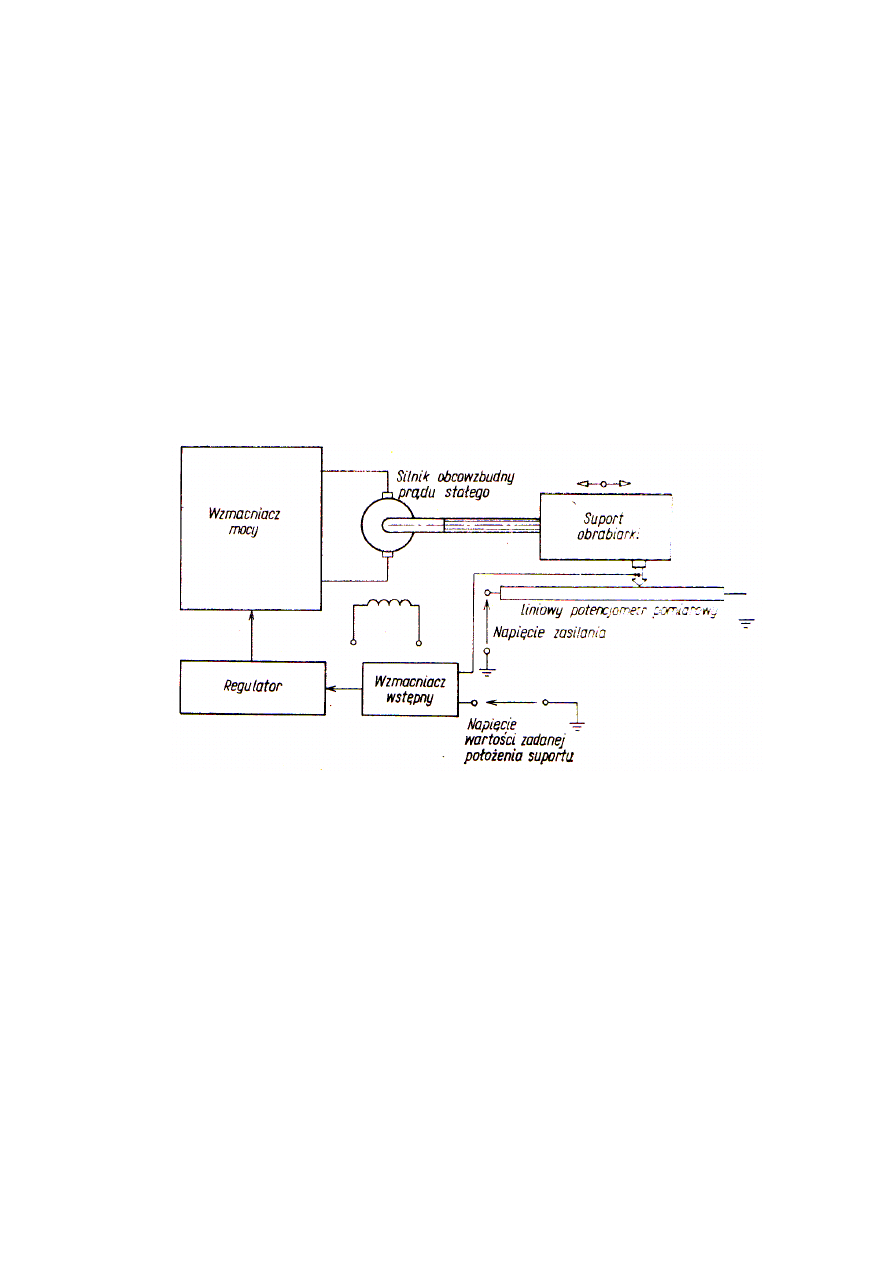
Działanie ujemnego sprzężenia zwrotnego można zilustrować na przykładzie
układu regulacji nadążnej położenia (rys. 8.). Położeniem regulowanym może być np.
położenie suportu obrabiarki mierzone za pomocą liniowego potencjometru pomiarowego.
Napięcie wyjściowe tego potencjometru jest porównywane z napięciem przedstawiającym
wartość zadana położenia suportu, a wyznaczonym przez algorytm sterujący procesem
obróbki. Różnica tych napięć, wzmocniona przez wzmacniacz wstępny, zostaje z kolei
przetworzona przez element przeliczający, którym jest regulator. Sygnał wyjściowy
regulatora zostaje wzmocniony we wzmacniaczu mocy, sterującym silnikiem obcowzbudnym
prądu stałego, który napędza suport. Ujemne sprzężenie zwrotne od położenia suportu
objawia się w ten sposób, że jakakolwiek odchyłka tego położenia od wartości zadanej
sprawia, że silnik napędzający suport zostanie wysterowany napięciem o biegunowości takiej,
która zapewni ruch suportu w kierunku zmniejszającym odchyłkę położenia od wartości
zadanej. Podstawowymi warunkami realizacji układu automatycznej regulacji są:
możliwość pomiaru wielkości regulowanej,
możliwość oddziaływania na wielkość regulowaną przez zmianę wartości wielkości
sterującej.
Układy regulacji automatycznej mają, w porównaniu z układami sterowania w torze
otwartym, następujące ważne właściwości:
zmniejszają wpływ wszystkich zakłóceń oddziałujących na wartość wielkości
regulowanej, przy czym czynią to tym skuteczniej, im powolniejsze są zmiany
11
zakłóceń;
dokładność stabilizacji wartości wielkości regulowanej zmienia się bardzo nieznacznie
lub w ogóle nie zmienia się przy niewielkich zmianach właściwości obiektu sterowania.
Wynika to stąd, że spowodowane tymi zmianami zmiany wartości wielkości
regulowanej są zmniejszane - w wyniku działania ujemnego sprzężenia zwrotnego - tak
samo jak zmiany spowodowane oddziałującymi na obiekt zakłóceniami;
dokładność stabilizacji wartości wielkości regulowanej jest bardzo silnie zależna od
zakłóceń pomiarowych, tzn. zakłóceń oddziałujących na czujnik pomiarowy i
przetwornik pomiarowy. Zakłóceniami tymi są szumy pomiarowe i błędy
systematyczne czujnika oraz przetwornika. Wynika to stąd, że sprzężenie zwrotne
,,uważa” szumy pomiarowe za zmiany wartości wielkości regulowanej i stara się je
zmniejszyć przez odpowiednie zmiany wartości wielkości sterującej, co doprowadza do
zaistnienia odchyłki wartości wielkości regulowanej od wartości zadanej.
Rys. 8. Przykład regulacji nadążnej położenia suportu obrabiarki
Ponieważ jednym z zakłóceń pomiarowych są błędy systematyczne czujnika i
przetwornika, dokładność stabilizacji wielkości regulowanej nie może być nigdy większa niż
dokładności pomiaru i przetworzenia.
5. Praca z urządzeniami złożonymi obsługiwanymi przez roboty
Zarówno praca z narzędziami prostymi jak i praca z narzędziami złożonymi
sterowanymi ręcznie i automatycznie wymagają uzupełnienia pracą bez narzędzi, szczególnie
w zakresie obsługi narzędzia, tzn. manipulowania przedmiotem obróbki (jego ustawienia,
założenia, przenoszenia, odłożenia). Kolejnym etapem rozwoju pracy jest etap pracy z
12
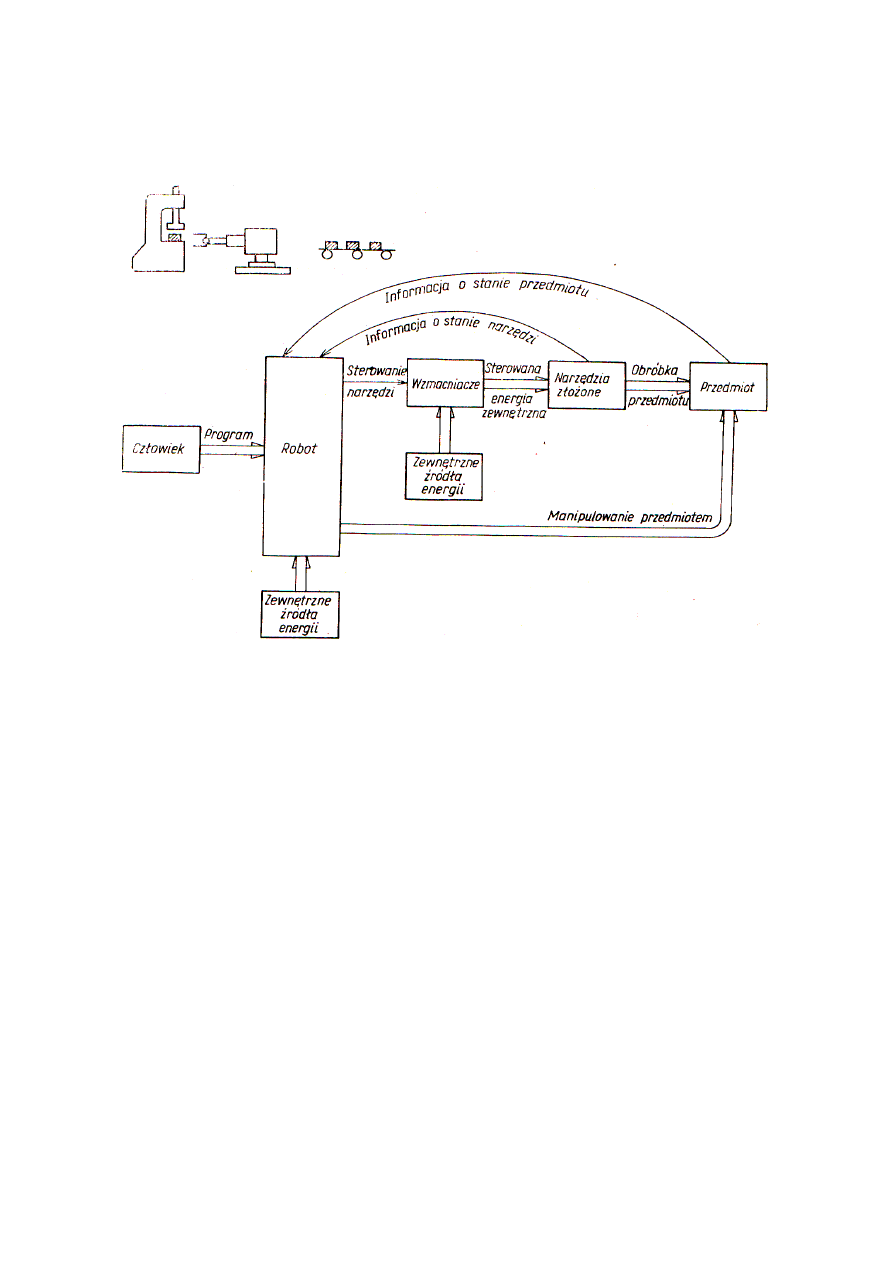
narzędziami złożonymi, sterowanymi i obsługiwanymi przez roboty, zaprogramowane przez
człowieka (rys. 9).
Rys. 9. Praca z narzędziami złożonymi, mającymi zewnętrzne źródła energii sterowanymi i
obsługiwanymi przez roboty zaprogramowane przez człowieka
Roboty są narzędziami sterowanymi automatycznie dającymi się zaprogramować do
wykonania dużej liczby różnorodnych sekwencji precyzyjnych czynności manipulacyjnych,
jak np. uchwycenie przedmiotu, przemieszczenie przedmiotu (przeniesienie, obrócenie)
pozostawienie przedmiotu w określonej pozycji w określonym miejscu (zakładanie,
wkładanie, nakładanie). Sekwencje wymienionych czynności mogą być uzależnione od stanu
obsługiwanego narzędzia oraz manipulowanego przedmiotu i mogą z kolei sterować
obsługiwanym narzędziem.
Istotną cechą robotów jest ich programowalność tzn. możliwość zmiany sekwencji
czynności manipulacyjnych przez zmiany programu przechowywanego w pamięci robota.
Właściwości tej nie maja znacznie starsze od robotów mechaniczne elementy manipulujące,
realizujące tylko taką sekwencję czynności manipulacyjnych, dla wykonania której zostały
zaprojektowane.
Elementy wykonawcze robotów, przeznaczone do wykonania czynności
manipulacyjnych, noszą nazwę manipulatorów. Manipulatory są sterowane przez układ
13

sterowania robota w zależności od realizowanego programu, współrzędnych stanu
manipulatora, współrzędnych stanu narzędzia oraz współrzędnych stanu obiektu.
Czynności manipulowania są jednymi z najbardziej elementarnych czynności
człowieka. Są one również w ograniczonym zakresie wykonywane przez zwierzęta. Tym
bardziej zaskakujące jest to, że ich automatyzacja należy do najtrudniejszych zadań i została
w niezmiernie ograniczonym zakresie zrealizowana dopiero w ostatnim dziesięcioleciu.
Wynika to przede wszystkim z olbrzymich trudności technicznej realizacji pewnych ludzkich
czynności zmysłowych i intelektualnych, potrzebnych przy manipulowaniu przedmiotów.
Czynnościami tymi są:
spostrzeganie przedmiotów;
rozpoznawanie i klasyfikowanie przedmiotów;
analiza i ocena sytuacji przestrzennych.
Trudności te sprawiają, że ogromna większość aktualnie produkowanych robotów nie
ma np. sprzężeń zwrotnych do położenia manipulowanego obiektu. Ich stosowanie wymaga
więc - zgodnie z omówionymi poprzednio zasadami sterowania w torze otwartym -
stabilizacji współrzędnych stanu początkowego, a więc zapewnienia tego, by przedmiot przed
manipulacją znajdował się zawsze w ściśle określonym położeniu oraz, aby był w ściśle
określony sposób przestrzennie zorientowany, a po manipulacji spełniał te
same wymagania. Zwrot „ściśle określone położenie” i ,,ściśle określone przestrzenne
zorientowanie” nie oznacza jednakowego położenia i jednakowego przestrzennego
zorientowania. Położenia początkowe kolejnych manipulowanych przedmiotów mogą być
różne, np. przy wprowadzaniu kolejnych przedmiotów ułożonych w regularny sposób
(paletyzowanych) pod prasą, byleby tylko program sterowania robota ,,znał” położenia
początkowe kolejnych manipulowanych przedmiotów.
6. Praca z narzędziami złożonymi, obsługiwanymi przez manipulatory śledzące
Ograniczone możliwości spostrzegania przedmiotów, ich rozpoznawania i
klasyfikowania oraz oceny złożonych sytuacji przestrzennych sprawiają, że równolegle z
rozwojem robotów rozwijały się manipulatory śledzące (rys. 10).
Manipulatorami śledzącymi nazywa się samodzielne, sterowane przez człowieka
narzędzia wzmacniające przesunięcia i siły jego rąk w stopniu umożliwiającym realizację
czynności manipulacyjnych wymagających bardzo dużych sił lub wykonywanych
w środowisku zagrażającym jego zdrowiu lub życiu.
W odróżnieniu od manipulatorów będących elementami wykonawczymi
robotów i sterowanych zgodnie z programem przechowywanym w układzie sterowania
robota manipulatory śledzące nadążają za ruchami sterującego nimi człowieka. Dzięki temu
sprzężenia zwrotne od stanu przedmiotu i stanu narzędzia mogą być realizowane przy
wykorzystaniu zdolności spostrzegania i oceny sytuacji sterującego nimi człowieka; przy
dużym oddaleniu manipulatora od pulpitu sterowniczego lub umiejscowieniu manipulatora
w miejscu niebezpiecznym spostrzeganie i ocena sytuacji odbywa się za pośrednictwem
monitorów telewizyjnych.
14
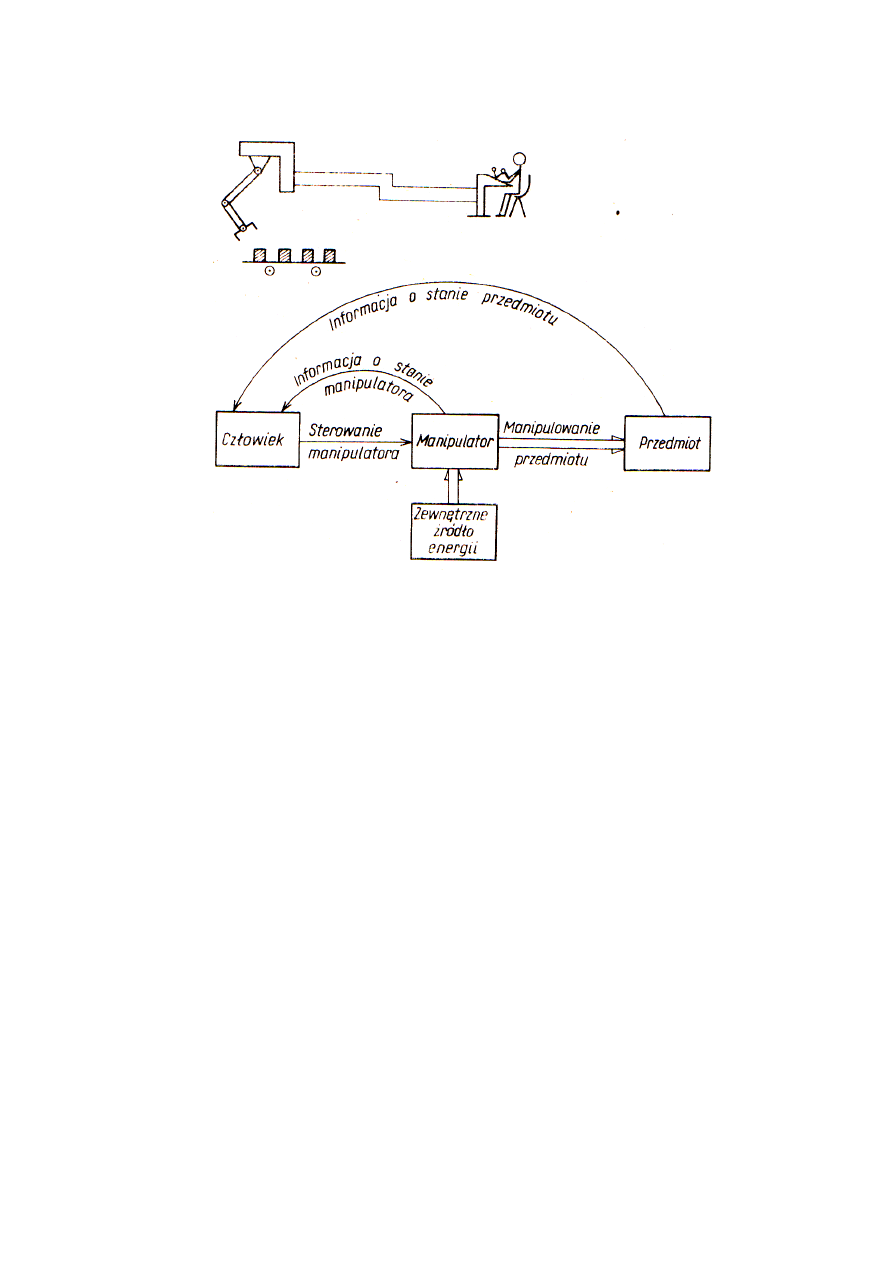
Rys. 10. Praca z manipulatorami śledzącymi, mającymi zewnętrzne źródła energii,
sterowanymi przez człowieka w sposób umożliwiający potrzebne manipulowanie przedmiotu
Literatura
Niederliński A.: Roboty przemysłowe. WSiP Warszawa, 1981.
15
Document Outline
Wyszukiwarka
Podobne podstrony:
CHRAPEK,podstawy robotyki, Urz dzenia chwytaj ce i g owice technologiczne robotów przemys owych cz 2
CHRAPEK,podstawy robotyki, Przyk ady konstrukcji robotów przemys owych
CHRAPEK,podstawy robotyki, Sterowanie robotów przemys owych
CHRAPEK,podstawy robotyki, Metodyka wprowadzania robotów do przemys u
CHRAPEK,podstawy robotyki, Urz dzenia chwytaj ce i g owice technologiczne robotów przemys owych cz 2
CHRAPEK,podstawy robotyki, elementy sk adowe i struktura robotów
CHRAPEK,podstawy robotyki, konstrukcja mechaniczna manipulatora
CHRAPEK,podstawy robotyki, Robotyka w XXI wieku
CHRAPEK,podstawy robotyki, Rozwój robotów
CHRAPEK,podstawy robotyki, Nap dy robotów nap dy pneumatyczne
CHRAPEK,podstawy robotyki, Nap dy robotów nap dy hydrauliczne
CHRAPEK,podstawy robotyki, Uk a Nieznany
więcej podobnych podstron