
Nowoczesne metody
metalurgii proszków
Metal injection moulding (MIM)-
formowanie wtryskowe
Metoda ta pozwala na wytwarzanie wyrobów:
•O zróżnicowanych wymiarach, zarówno dużych jak i małych
•O bardzo złożonych kształtach
•Z wykorzystaniem praktycznie dowolnych materiałów – metali,
ceramiki, kompozytów

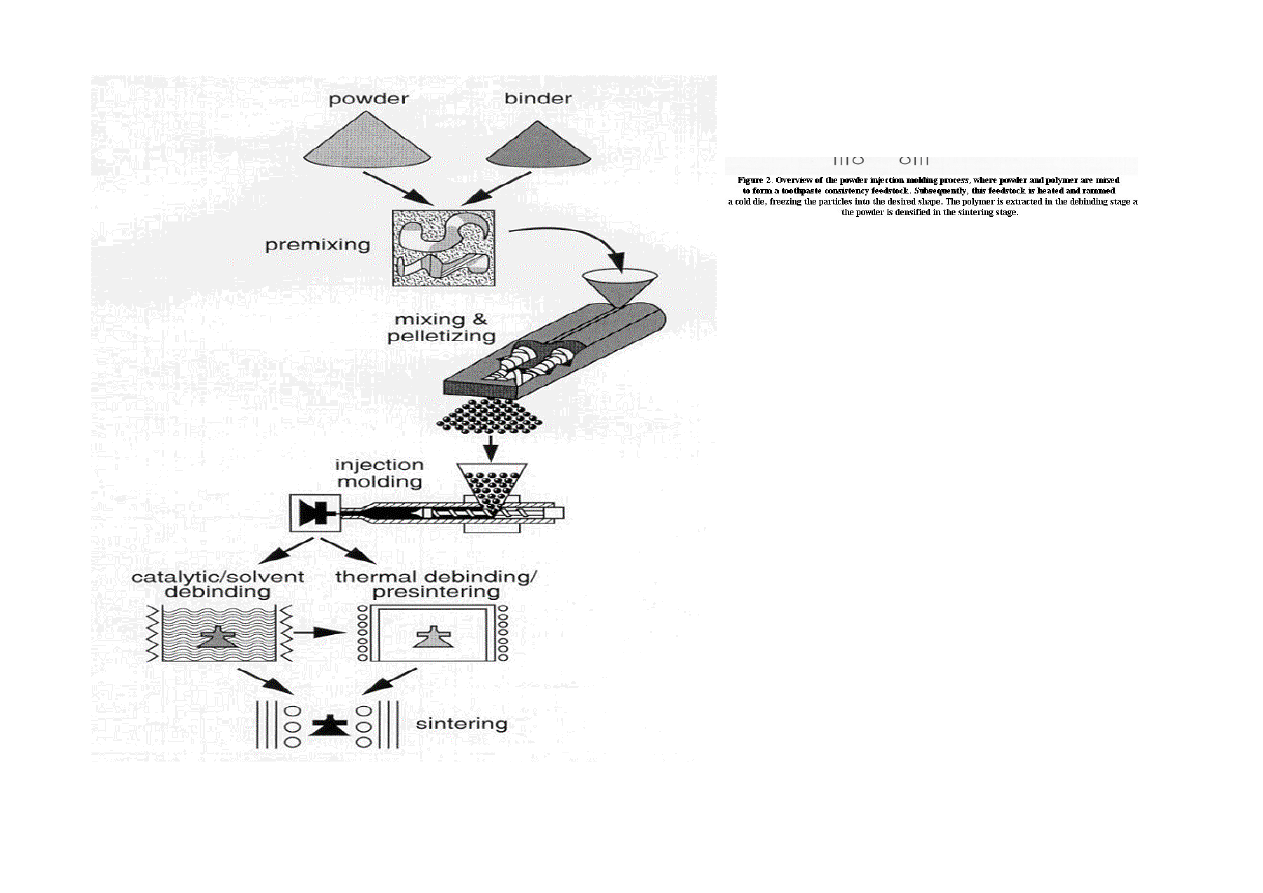
Surowiec
Kształt: sferyczny lub do niego zbliżony; wielkość:
poniżej 20µm; bez skłonności do aglomeracji; o
dużej zagęszczalności; nie tworzący toksycznych
związków w kontakcie z lepiszczem
Mieszanie
Proszku z termoplastycznym lepiszczem
Formowanie
Mieszanina jest wtryskiwana do formy (podobnej do
wtrysku tworzyw) i formowana jest tzw. „zielona”
część
Usuwanie lepiszcza
Częściowe usunięcie lepiszcza – tzw. „brązowa”
część
Spiekanie
Usuwanie pozostałości polimerów lepiszcza; dyfuzja
międzycząstkowa
Gotowy wyrób
Po spiekaniu części nie wymagają żadnych
dodatkowych operacji
MIM - proces
wytwarzania

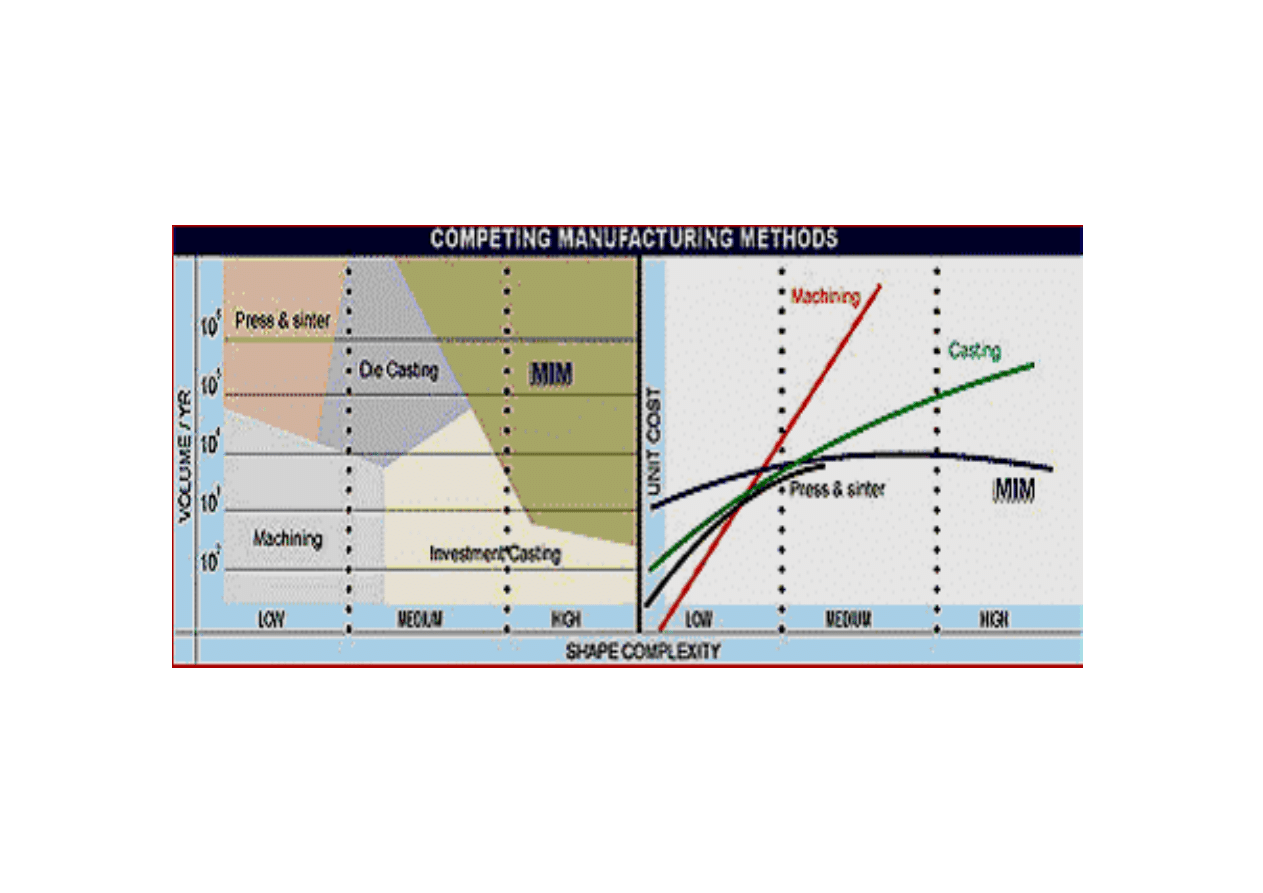
Zalety MIM
Złożone kształty wyrobów ; większe możliwości niż przy odlewaniu
precyzyjnym lub klasycznej technologii MP
Niższe koszt; eliminacja procesów obróbki mechanicznej
Wysoka dokładność wykonania; +/- 0.001~0.002" per inch.
Wysoka gęstość; 97.5-99.5%.
Wysokie własności mechaniczne; wytrzymałość, wydłużenie, twardość
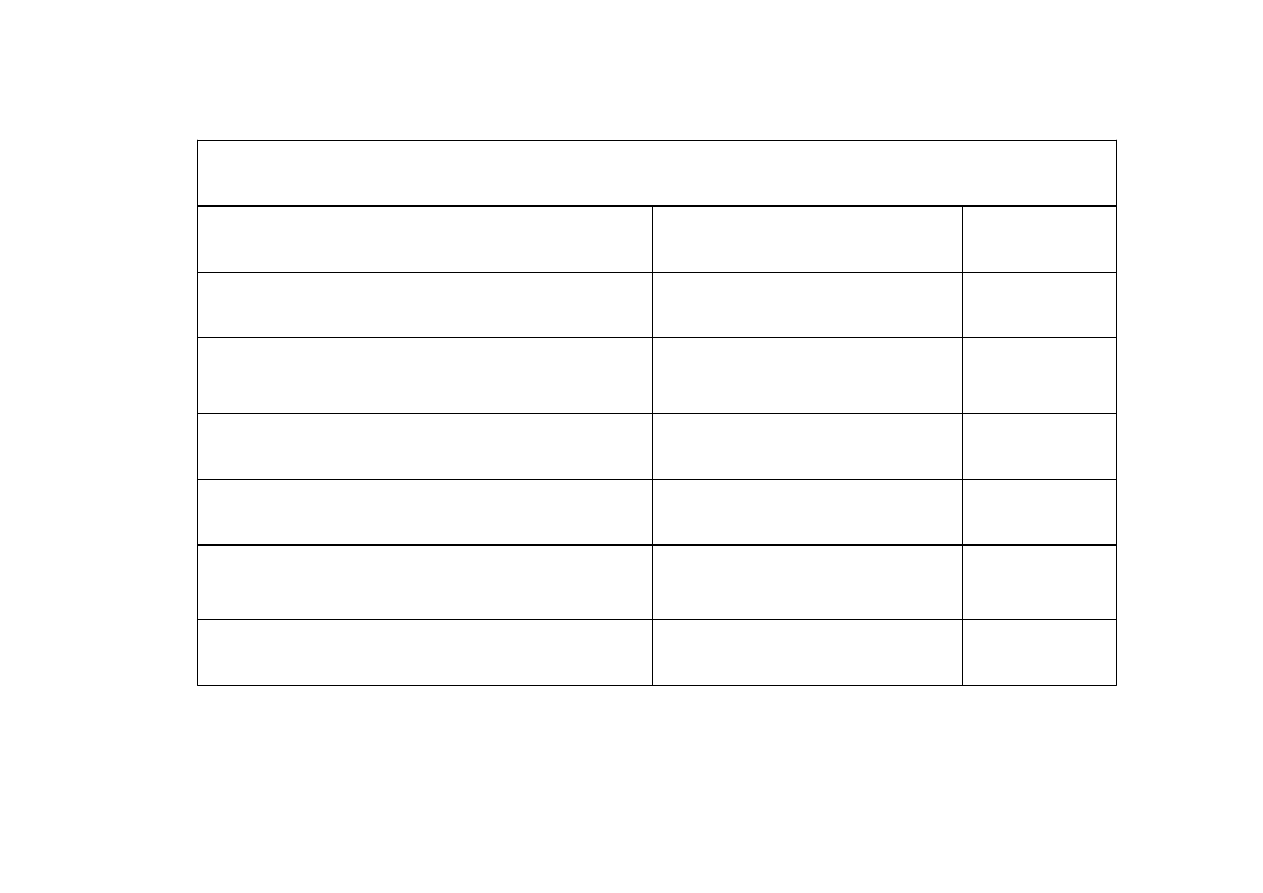
Porównanie możliwości odlewania precyzyjnego i MIM
Własności
odlewanie precyzyjne
MIM
Min. Średnica otworu
2mm
0.4mm
Max. Głębokość ślepego otworu o
φ 2mm
2mm
20mm
Min. grubość ścianki
2mm
<1mm
Max. grubość ścianki
Bez ograniczeń
5mm
Tolerancja dla wymiaru 14mm
+/- 0.2mm
+-0.06mm
Chropowatość powierzchni Ra
5µm
4µm
MIM- typowe materiały
Grupa
Stop
Opis
Ciężkie stopy
wolframu
W-Ni-Fe
W-Ni-Cu
wysoka gęstość (max 18.5g/cm
3
), mały współczynnik
rozszerzalności, duża sztywność. Zastosowanie:
wyposażenie wojskowe, wagi balansowe, osłony
radiologiczne.
Stopy
wolframu i
miedzi
W-Cu
Wysoka przewodność cieplna, niska odkształcalność,
duża odporność na zużycie, znakomita przewodność
elektryczna.
Stale
nierdzewne
Stale
nierdzewne
Odporność na korozję. Narzędzia medyczne, części
zegarków, części samochodowe.
Cermetale
Wegliko-
azotki tytanu
Wysoka odporność na zużycie, korozję i utlenianie.
Węgliki
WC
Wysoka odporność na zużycie i obciążenia dynamiczne,
wysoka wytrzymałość i twardość.
Materiały
magnetycznie
miękkie
Ni-Fe
Niskostratne materiały magnetyczne o wysokiej
przenikalności.
Materiały o
kontrolowanym
wydłużeniu i
materiały
uszczelniające
Ni-Cu
Jednorodne materiały o niskiej rozszerzalności
cieplnej.
Złożone materiały
wysokiej gęstości
W-Nylon
Wysoka gęstość (zbliżona do gęstości ołowiu 11.0
g/cc); nietoksyczne. Zastępują Pb w wagach i
osłonach radiacyjnych.

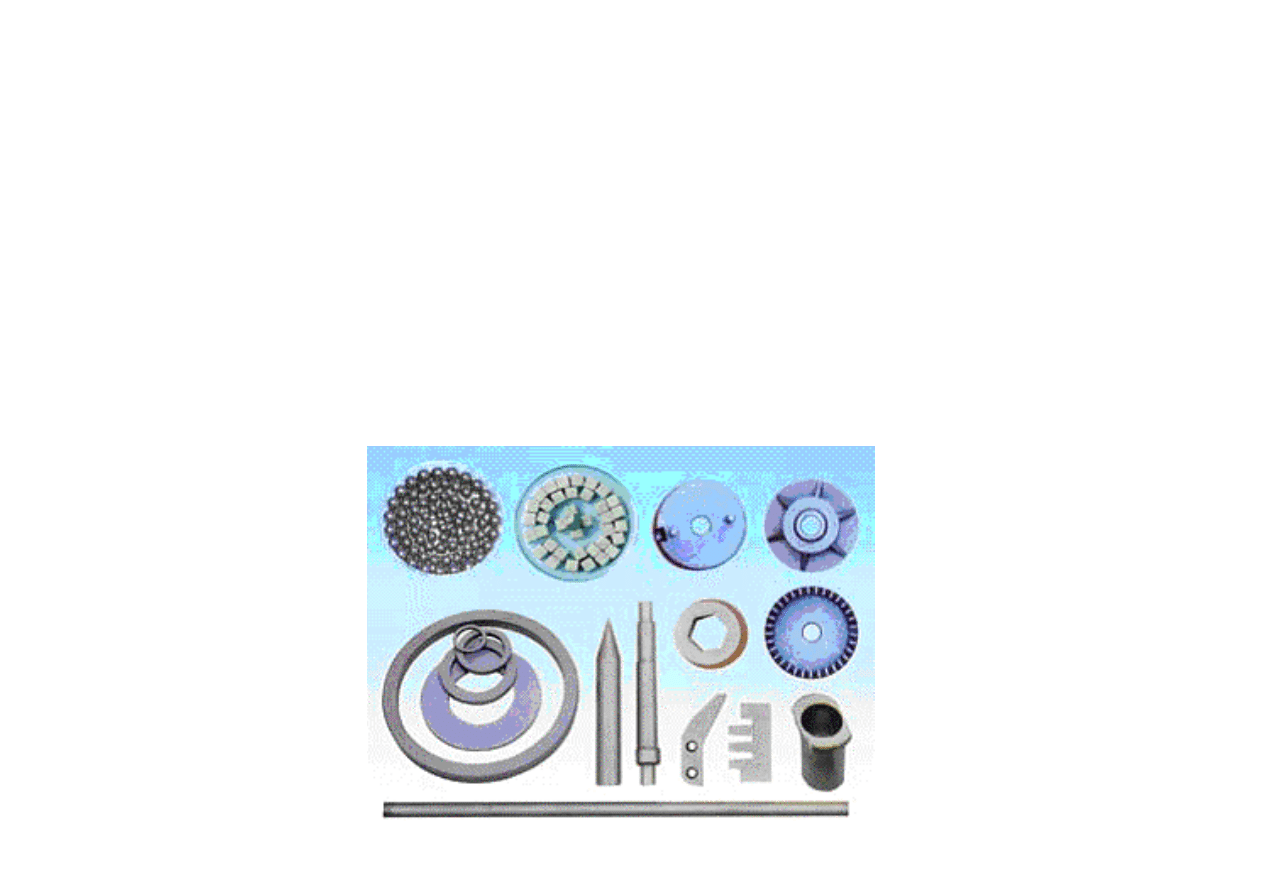
Zastosowanie
w rozwiązaniach gdzie wymaga się złożonego kształtu i
wysokich własności (wytrzymałość, przenikalność
magnetyczna, odporność na wysokie temperatury i korozję,
przewodność cieplna) a polimery oraz lekkie stopy nie
mogą zapewnić wymogów.
• Przeciwwagi
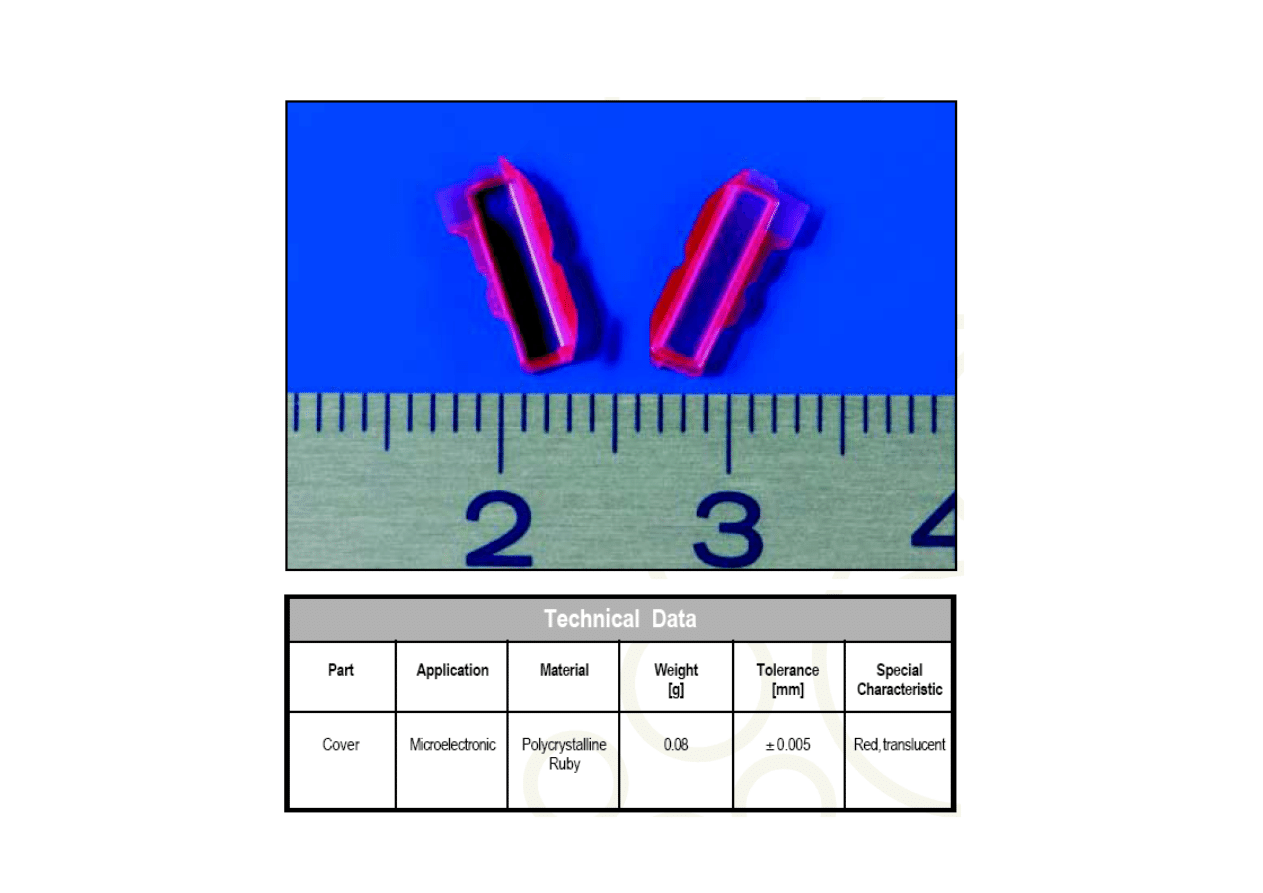
• Elementy mikroelektroniczne
• Sensory i rozruszniki samochodowe
• Narzędzia ręczne
• Elementy rozpraszające ciepło w komputerach
• Narzędzia wiertnicze
• Kije golfowe
• Łączniki elektryczne
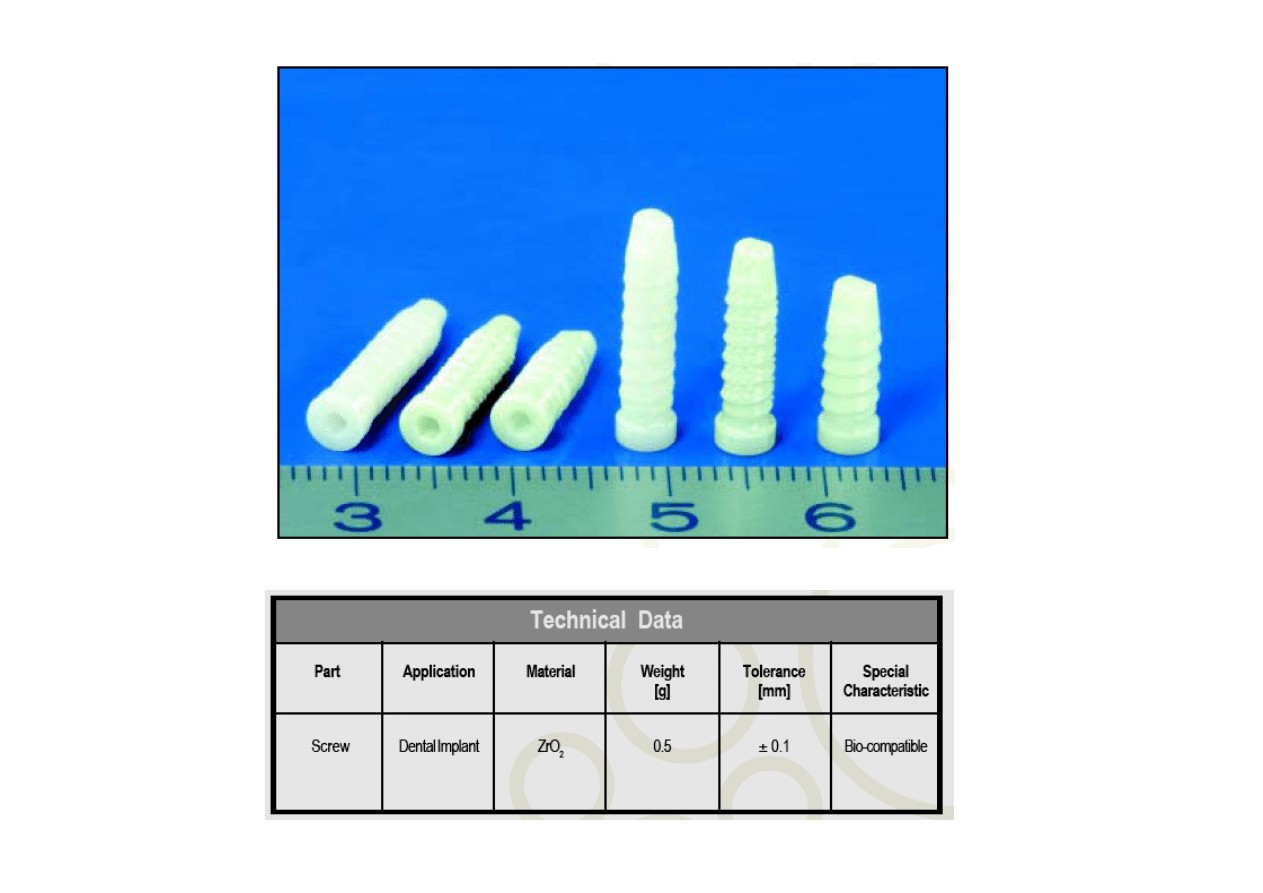
• Implanty biomedyczne
• Elementy samolotów oraz silników
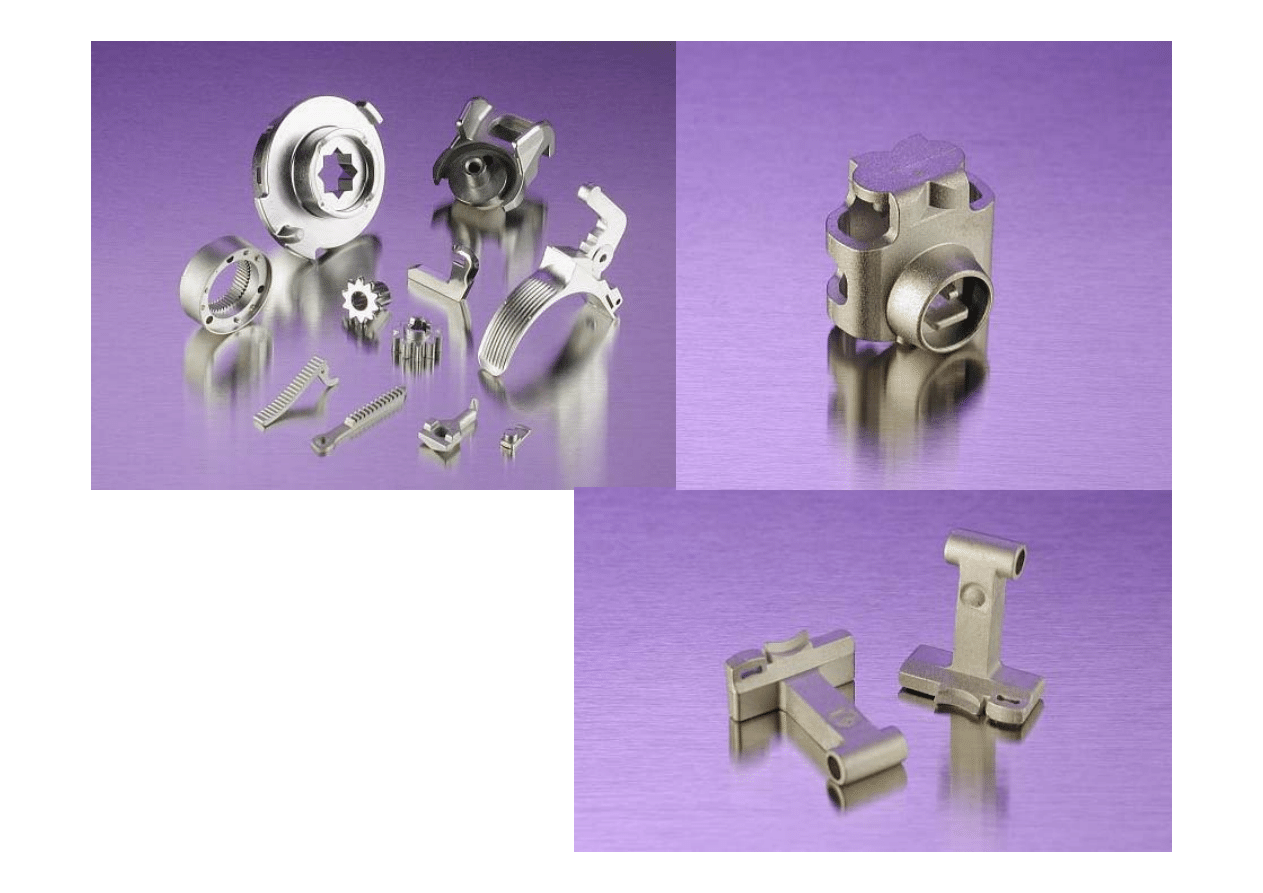
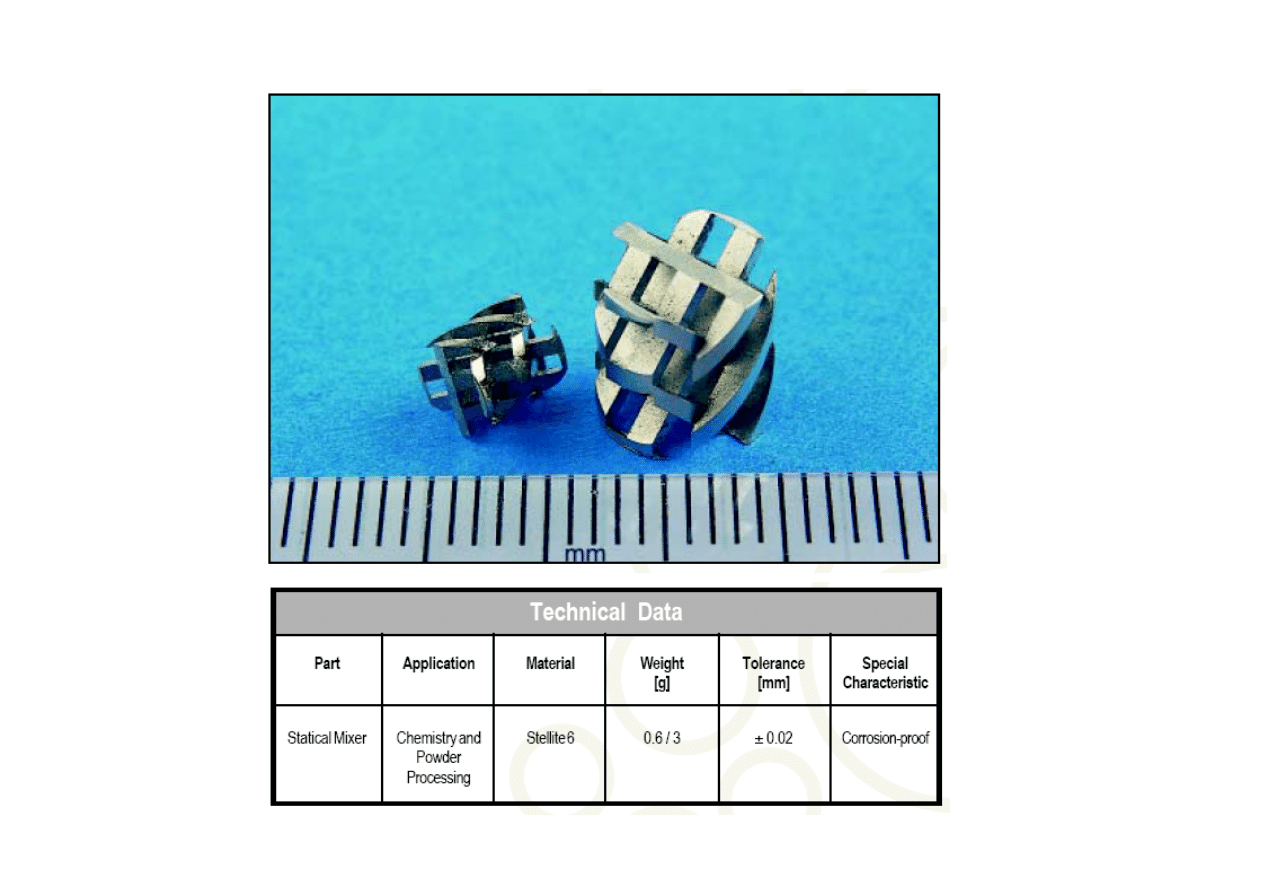
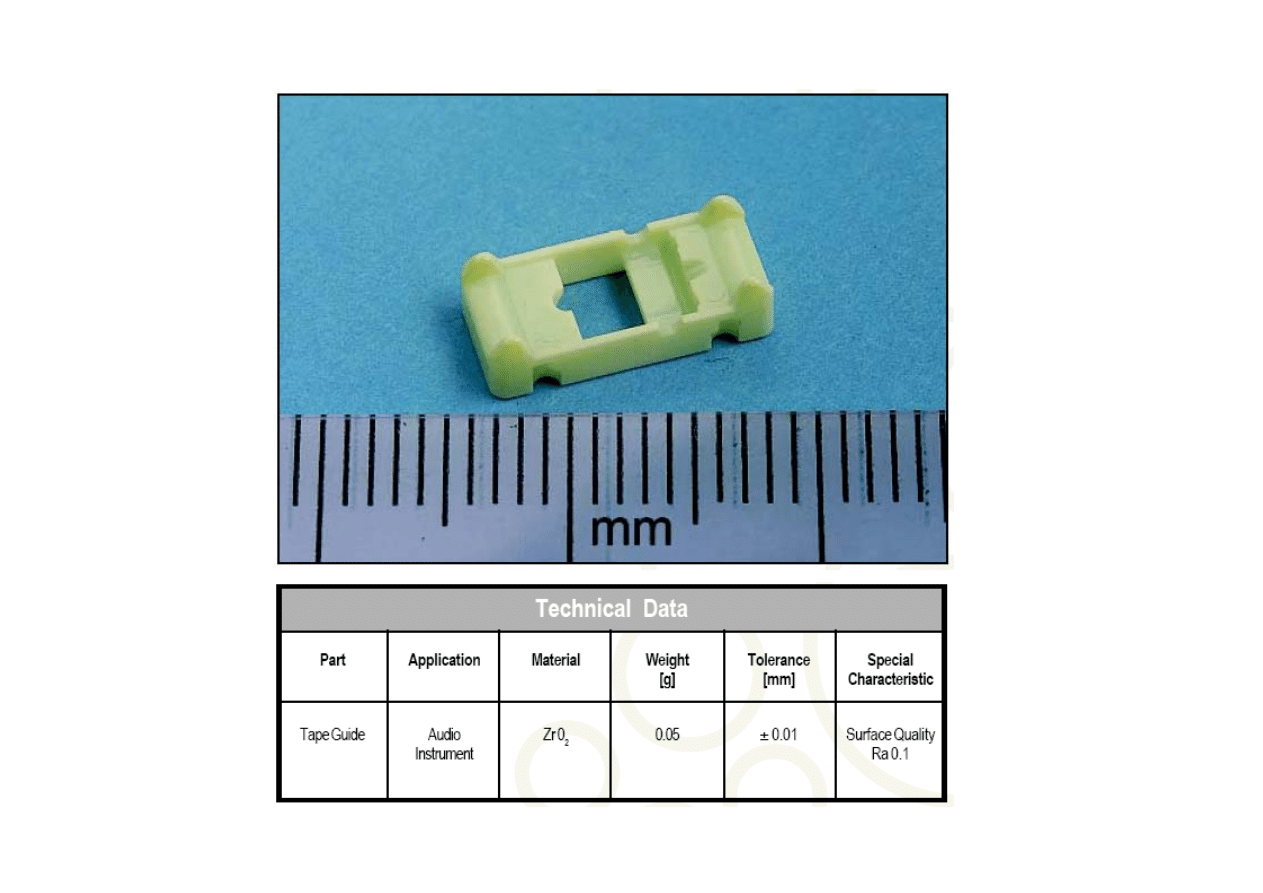
Przykłady
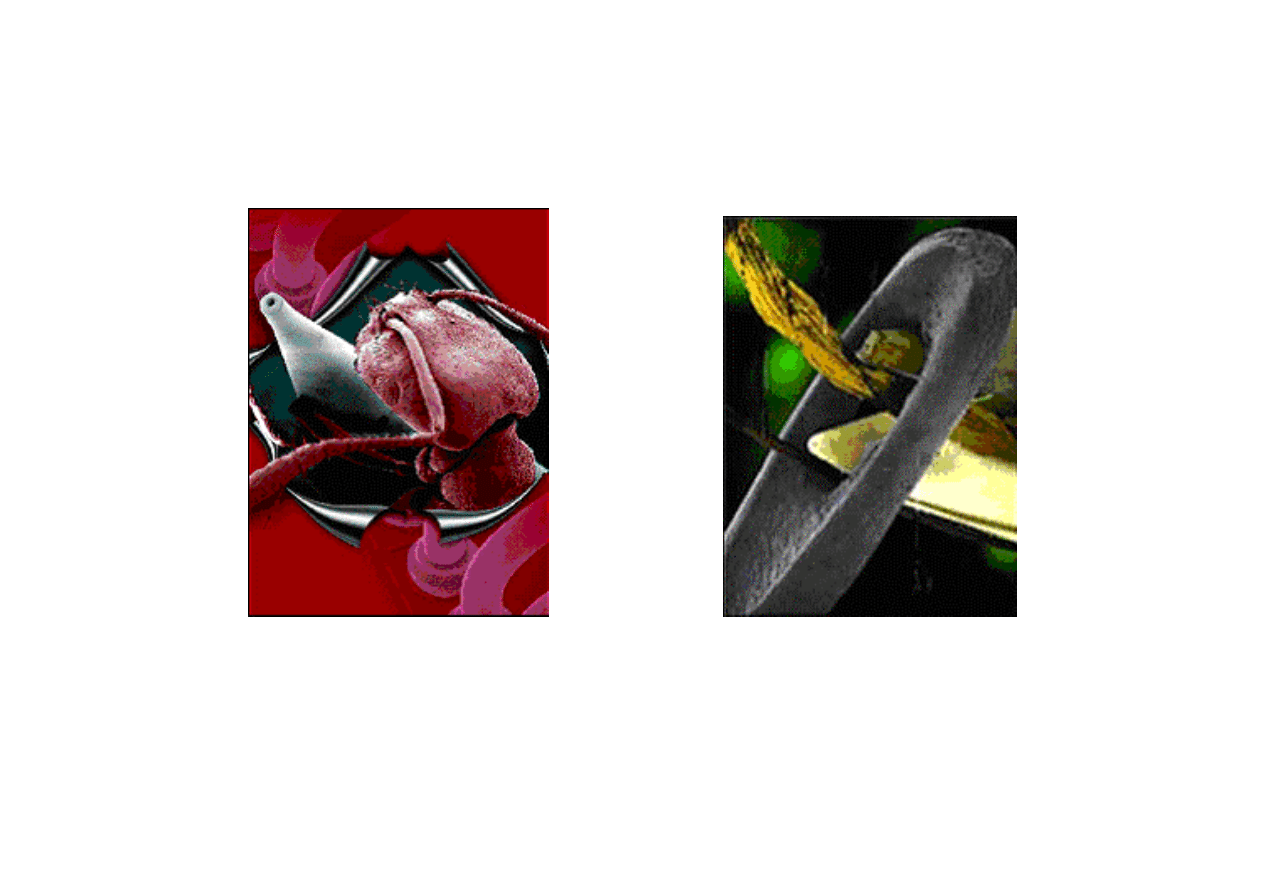
CIM - ceramic injection moulding
Mrówka i kapilara
Igła i klin
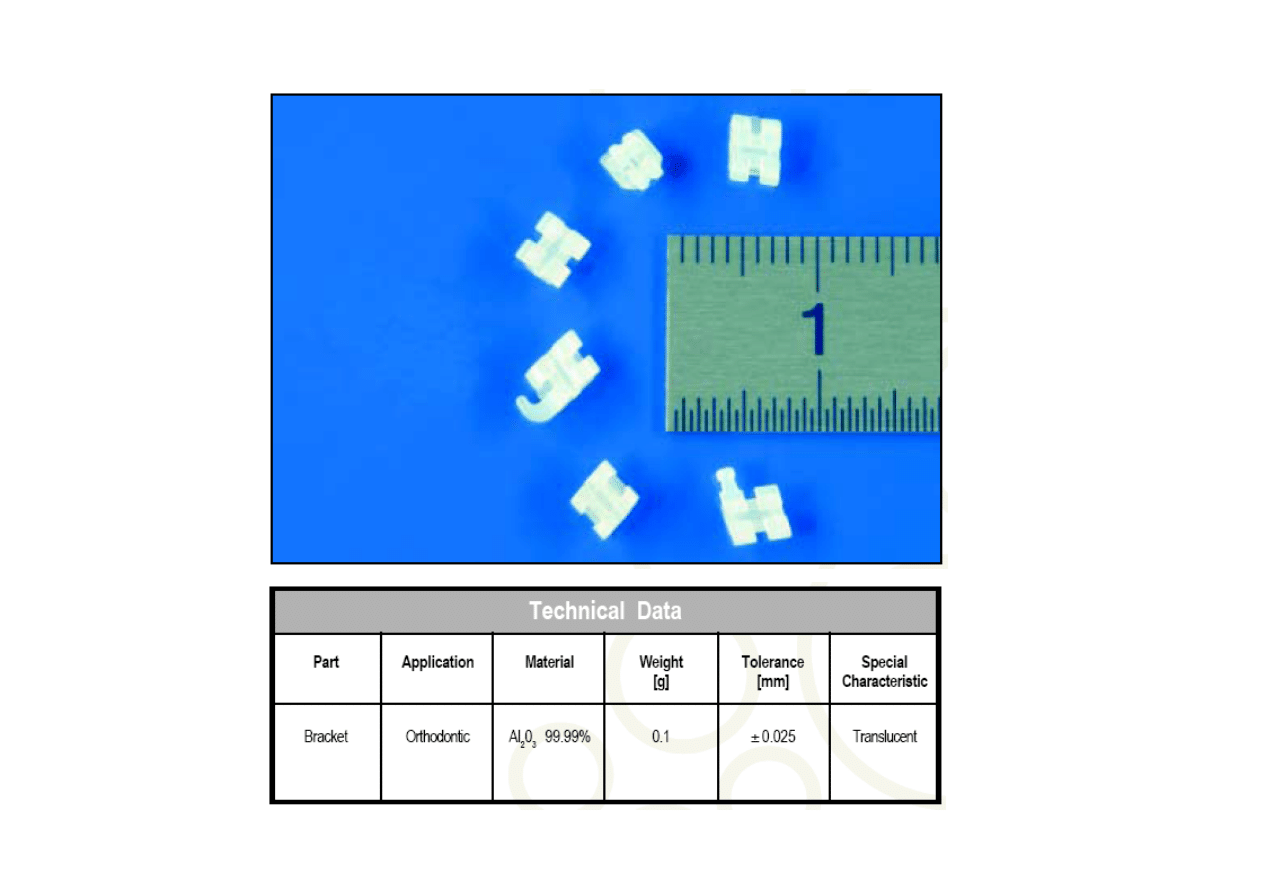
CIM wykorzystuje proszki, kształtowanie wtryskowe i spiekanie dla uzyskania
wyrobów o skomplikowanych kształtach wykonanych z materiałów o bardzo
wysokiej twardości. Możliwe jest również otrzymywanie wyrobów z różnych
materiałów i uniknięcie procesu ich łączenia.
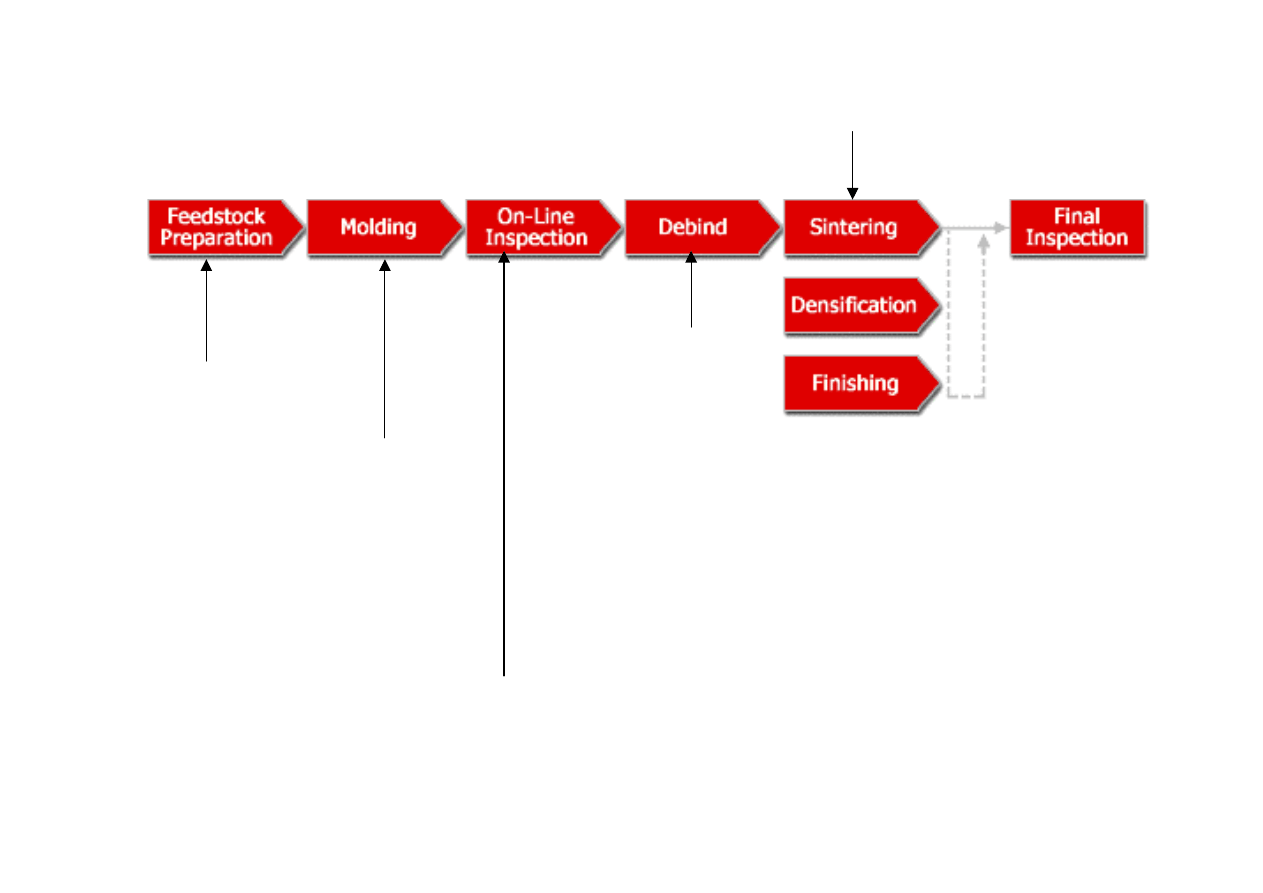
Proces CIM
Proszek (ważny
kształt i wielkość
cząstek) jest
mieszany z
lepiszczem
Automatyczny
wtrysk do formy
( wysoka
dokładność i
odporność na
zużycie
elementów)
Automatyczny
system badań
jakości wyrobu w
czasie
rzeczywistym
Usuwanie
lepiszcza
przez
odparowa
nie i
reakcje
egzoter
miczne
HIP
Document Outline
- Nowoczesne metody metalurgii proszków
- Metal injection moulding (MIM)- formowanie wtryskowe
- MIM - proces wytwarzania
- Zastosowaniew rozwiązaniach gdzie wymaga się złożonego kształtu i wysokich własności (wytrzymałość, przenikalność magnetyczna
- CIM - ceramic injection moulding
- Proces CIM
Wyszukiwarka
Podobne podstrony:
Nowoczesne metody antykoncepcji dla kobiet i mezczyzn
Metalurgia proszków ~$talurgia proszków
Metalurgia proszków GR2 sciaga
2- sprawozdanie metalurgia proszkow
benchmarking nowoczesne metody[1], Do szkoły, benchmarking
Kalend.-Ćwiczeń-z-Now.-Met.-Anal.-Żywn.-13-14, Nowoczesne metody analizy żywności
sprawko tran, Nowoczesne metody analizy żywności
sprawozdanie z laborek4, sprawozdanie agh, mibm, obróbka, metalurgia proszków, spieki, hartowanie, o
Metalurgia proszków(1), MBMKalisz, mbm, 1
Metalurgią proszków nazywamy metodę wytwarzania
Metalurgia proszkow2 (2)
Nowoczesne metody ogrzewania domu
[060520]?rt omiej Walk w Nowoczesne metody kszta t
Nowoczesne metody leczenia skolioz przy wykorzystaniu ćwiczeń w wodzie, Fizjoterapia
Nowoczesne metody kierowania firmą, Ekonomia
Prasowanie proszków, UCZELNIA ARCHIWUM, UCZELNIA ARCHIWUM WIMiIP, Metalurgia Proszków
Metalurgią proszków 1 ściagax
więcej podobnych podstron