Std : Standard
upper turret
upper turret
Op : Optional
Lower turret
Lower turret
* : Special order
Difference
-
Difference(Lower turret)
Not correspondence
INT ⅣT have not produced so INT ⅣT's m-code is blank
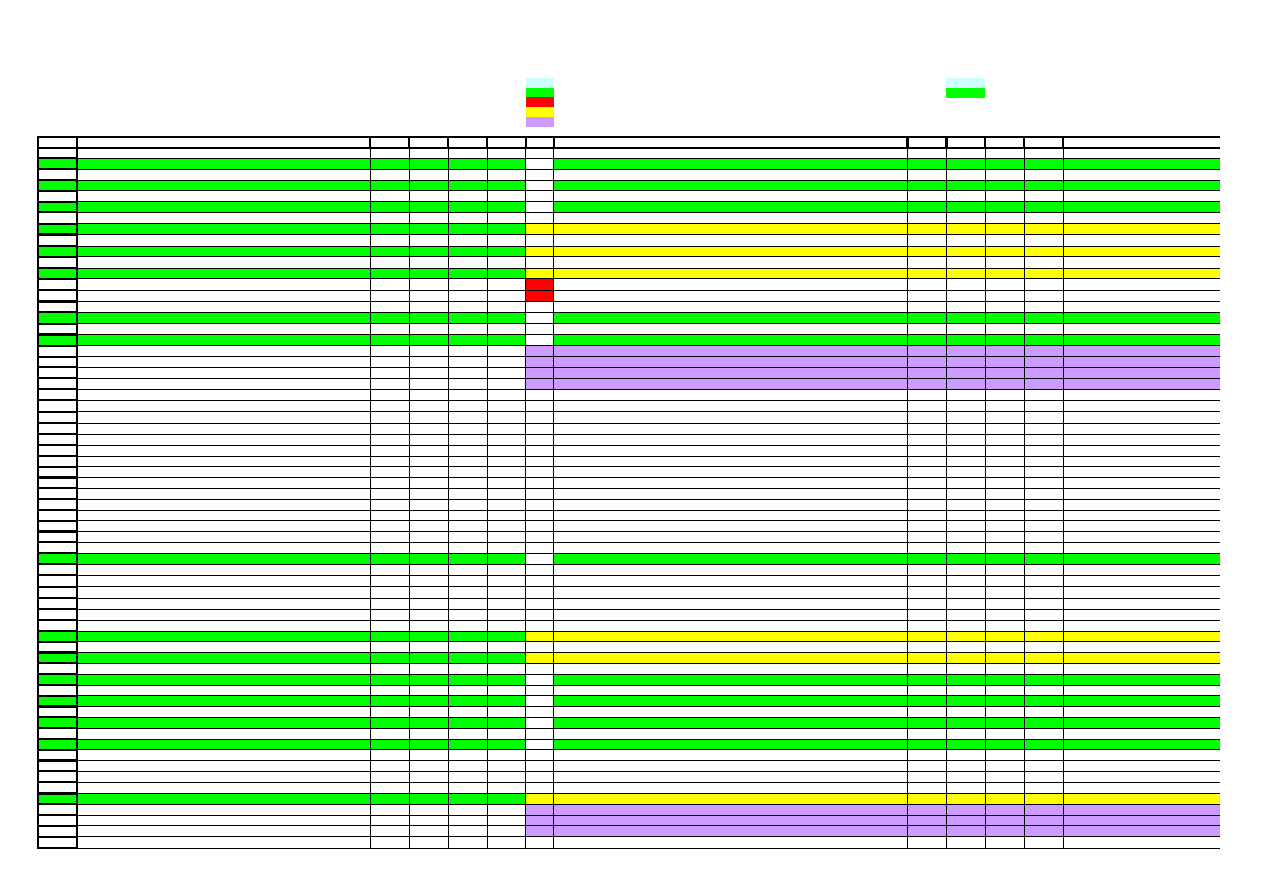
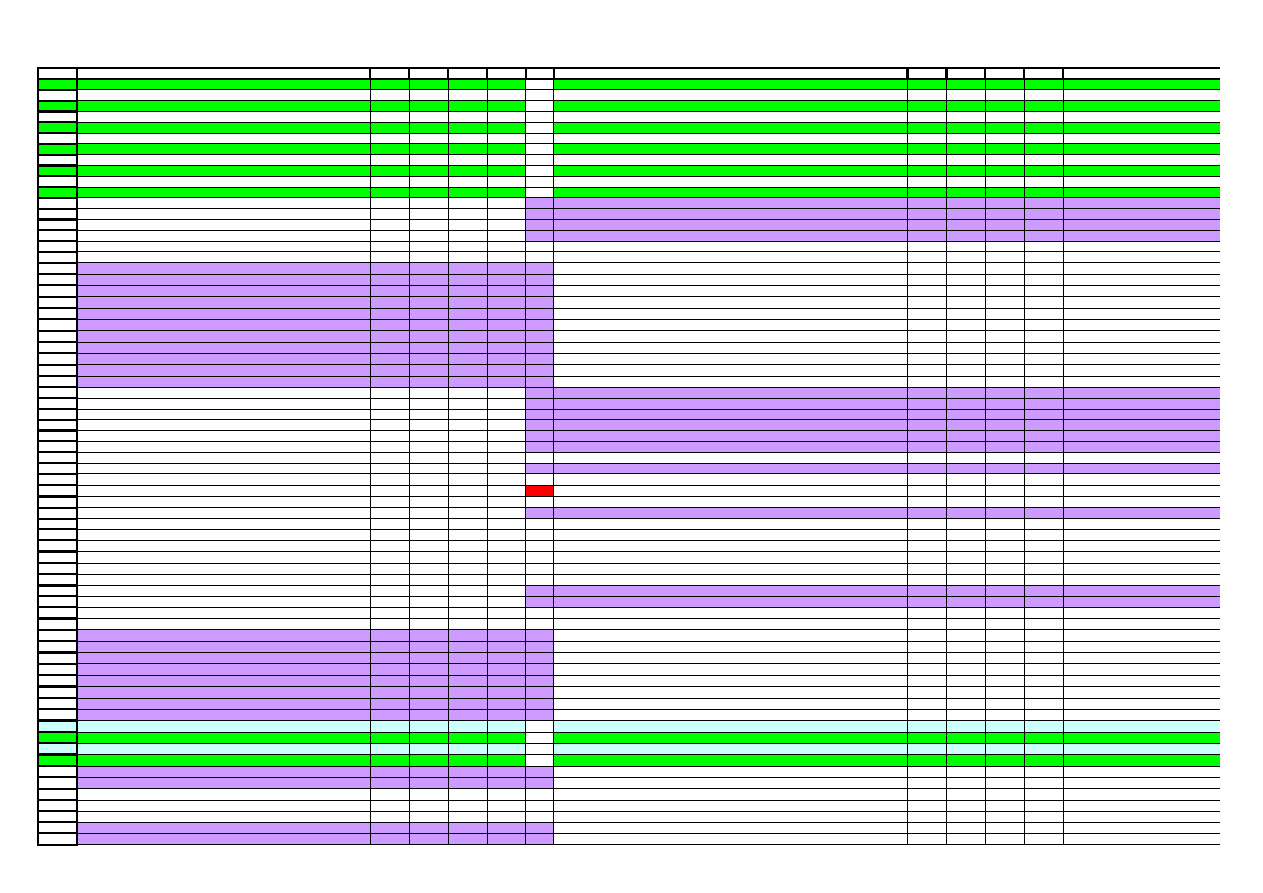
M-codes Description(INTⅢ)
200Ⅲ
200ⅢT
200ⅢS
200ⅢST
Description(INTⅣ)
200Ⅳ
200ⅣT
200ⅣS
200ⅣST Remarks
M00
Program stop
Std
Std
Std
Std
Program stop
Std
Std
Std
Program stop
-
Std
-
Std
Program stop
-
-
Std
M01
Optional stop
Std
Std
Std
Std
Optional stop
Std
Std
Std
Optional stop
-
Std
-
Std
Optional stop
-
-
Std
M02
Program end
Std
Std
Std
Std
Program end
Std
Std
Std
Program end
-
Std
-
Std
Program end
-
-
Std
M03
Spindle normal rotation
Std
Std
Std
Std
No. 1 spindle normal rotation
Std
Std
Std
Secondary spindle normal rotation (for ST)
-
Std
-
Std
-
M04
Spindle reverse rotation
Std
Std
Std
Std
No. 1 spindle reverse rotation
Std
Std
Std
Secondary spindle reverse rotation (for ST)
-
Std
-
Std
-
M05
Spindle stop
Std
Std
Std
Std
No. 1 spindle stop
Std
Std
Std
Secondary spindle stop (for ST)
-
Std
-
Std
-
M06
Chuck unclamp (releasing workpiece)
Op
Op
Op
Op
M206
No. 1 spindle chuck open
Op
Op
Op
M07
Chuck clamp (holding workpiece)
Op
Op
Op
Op
M207
No. 1 spindle chuck close
Op
Op
Op
M08
Flood coolant ON
Std
Std
Std
Std
Flood coolant ON
Std
Std
Std
Coolant ON
-
Std
-
Std
Lower turret coolant ON
-
-
Std
M09
Coolant OFF
Std
Std
Std
Std
Coolant OFF
Std
Std
Std
Coolant OFF
-
Std
-
Std
Lower turret coolant OFF
-
-
Std
M12
Milling spindle mode cancel (Turning mode selection)
Std
Std
Std
Std
M13
Milling tool normal rotation
Std
Std
Std
Std
M14
Milling tool reverse rotation
Std
Std
Std
Std
M15
Milling tool stop
Std
Std
Std
Std
M16
Spindle orientation 0° (for AJC)
*
*
*
*
No. 1 spindle orientation 0° (for AJC)
*
*
*
M17
Spindle orientation 120° (for AJC)
*
*
*
*
No. 1 spindle orientation 120° (for AJC)
*
*
*
M18
Spindle orientation 240° (for AJC)
*
*
*
*
No. 1 spindle orientation 240° (for AJC)
*
*
*
M19
Spindle orientation position (for the robot to insert a workpiece)
Op
Op
Op
Op
No. 1 spindle orientation position (for the robot to insert a workpiece)
Op
Op
Op
M20
Robot service call
Op
Op
Op
Op
Robot service call
Op
Op
Op
M21
Robot service call
Op
Op
Op
Op
Robot service call
Op
Op
Op
M22
Robot service call
Op
Op
Op
Op
Robot service call
Op
Op
Op
M23
Robot service call
Op
Op
Op
Op
Robot service call
Op
Op
Op
M24
Robot service call
Op
Op
Op
Op
Robot service call
Op
Op
Op
M25
Robot service call
Op
Op
Op
Op
Robot service call
Op
Op
Op
M26
Robot service call
Op
Op
Op
Op
Robot service call
Op
Op
Op
M27
Robot service call
Op
Op
Op
Op
Robot service call
Op
Op
Op
M28
Robot service call
Op
Op
Op
Op
Robot service call
Op
Op
Op
M29
Robot service call
Op
Op
Op
Op
Robot service call
Op
Op
Op
M30
Reset & tape rewind
Std
Std
Std
Std
Reset & tape rewind
Std
Std
Std
Reset & tape rewind
-
Std
-
Std
Reset & tape rewind
-
-
Std
M31
Tail spindle & tailstock body advance
Std
Std
Std
Std
Tailstock body advance
Std
Std
Std
for 100-
IV
M32
Tail spindle & tailstock body retract
Std
Std
Std
Std
Tailstock body retract
Std
Std
Std
for 100-
IV
M33
Low chuck pressure
*
*
*
*
Low chuck pressure for No. 1 spindle
*
*
*
M34
High chuck pressure
*
*
*
*
High chuck pressure for No. 1 spindle
*
*
*
M45
Air coolant blow ON (coolant stop: M09)
Op
Op
Op
Op
Air coolant blow ON (coolant stop: M09)
Op
Op
Op
M48
Parts catcher advance
Op
Op
Op
Op
Parts catcher advance
Op
Op
Op
Parts catcher advance
-
Op
-
Op
M49
Parts catcher retract
Op
Op
Op
Op
Parts catcher retract
Op
Op
Op
Parts catcher retract
-
Op
-
Op
M51
Error detect OFF
Std
Std
Std
Std
Error detect OFF
Std
Std
Std
Error detect OFF
-
Std
-
Std
Error detect OFF
-
-
Std
M52
Error detect ON
Std
Std
Std
Std
Error detect ON
Std
Std
Std
Error detect ON
-
Std
-
Std
Error detect ON
-
-
Std
M53
Chamfering OFF
Std
Std
Std
Std
Chamfering OFF
Std
Std
Std
Chamfering OFF
-
Std
-
Std
Chamfering OFF
-
-
Std
M54
Chamfering ON
Std
Std
Std
Std
Chamfering ON
Std
Std
Std
Chamfering ON
-
Std
-
Std
Chamfering ON
-
-
Std
M55
Piece count
*
*
*
*
Piece count
*
*
*
M56
Front door open
Op
Op
Op
Op
Front door open
Op
Op
Op
M57
Front door close
Op
Op
Op
Op
Front door close
Op
Op
Op
M58
Chuck air blast
Op
Op
Op
Op
Chuck air blast for No. 1 spindle
Op
Op
Op
Secondary spindle chuck air blast
-
Op
-
Op
M60
C-axis unclamp
Std
Std
Std
Std
M66
C-axis clamp
Std
Std
Std
Std
M67
C-axis brake (for machining by G01)
Std
Std
Std
Std
M68
Cycle bar feeder call 1
*
*
*
*
Cycle bar feeder call 1
*
*
*
1/7
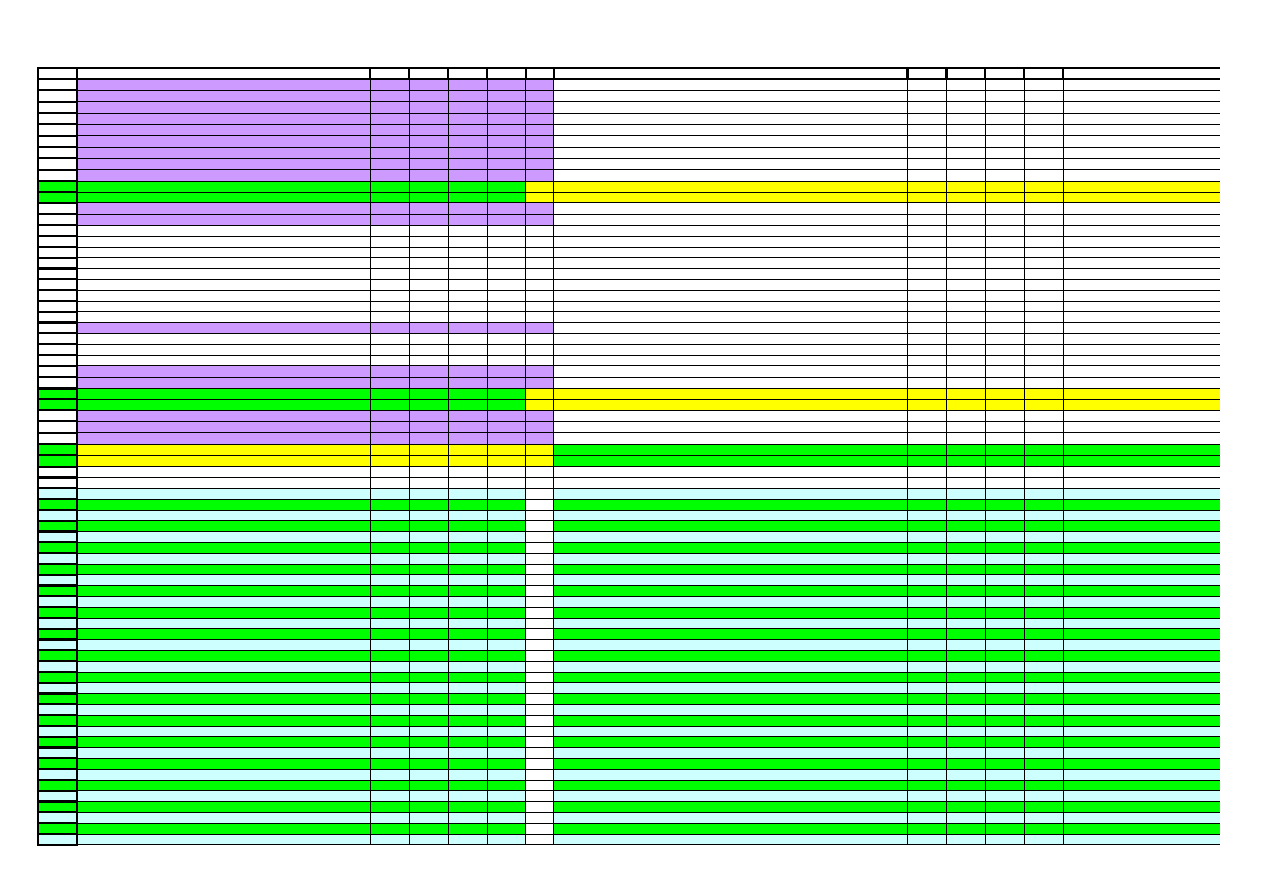
M-codes Description(INTⅢ)
200Ⅲ
200ⅢT
200ⅢS
200ⅢST
Description(INTⅣ)
200Ⅳ
200ⅣT
200ⅣS
200ⅣST Remarks
Cycle bar feeder call 1
-
*
-
*
M69
Cycle bar feeder call 2
*
*
*
*
Cycle bar feeder call 2
*
*
*
Cycle bar feeder call 2
-
*
-
*
M72
Inside chuck clamp
*
*
*
*
Inside chuck clamp for No. 1 spindle
M73
Outside chuck clamp
*
*
*
*
Outside chuck clamp for No. 1 spindle
M74
Steady rest - milling head connection mode release
*
*
*
*
M75
Steady rest - milling head connection mode start
*
*
*
*
M76
AJC unload command
M77
AJC load command
M81
Workpiece measurement start
Op
Op
Op
Op
Workpiece measurement start
Op
Op
Op
M82
Workpiece measurement end
Op
Op
Op
Op
Workpiece measurement end
Op
Op
Op
M83
Tool measurement start
Op
Op
Op
Op
Tool measurement start
Op
Op
Op
Tool measurement start
-
Op
-
Op
Tool measurement start
-
-
Op
M84
Tool measurement end
Op
Op
Op
Op
Tool measurement end
Op
Op
Op
Tool measurement end
-
Op
-
Op
Tool measurement end
-
-
Op
M86
Steady rest 1 unclamp
Op
Op
Op
Op
Steady rest 1 unclamp
Op
Op
Op
M87
Steady rest 1 clamp
Op
Op
Op
Op
Steady rest 1 clamp
Op
Op
Op
M88
Steady rest 2 unclamp
*
*
*
*
Steady rest 2 unclamp
*
*
*
M89
Steady rest 2 clamp
*
*
*
*
Steady rest 2 clamp
*
*
*
M96
User macro interruption, valid
*
*
*
*
User macro interruption, valid
*
*
*
M97
User macro interruption, invalid
*
*
*
*
User macro interruption, invalid
*
*
*
M98
EIA → EIA Subprogram call
Std
Std
Std
Std
EIA → EIA Subprogram call
Std
Std
Std
M99
EIA → EIA Return to main EIA program
Std
Std
Std
Std
EIA → EIA Return to main EIA program
Std
Std
Std
M100
Workpiece measurement DIA start
Op
Op
Op
Op
M101
Workpiece measurement DIA end
Op
Op
Op
Op
M102
Workpiece measurement STP start
Op
Op
Op
Op
M103
Workpiece measurement STP end
Op
Op
Op
Op
M104
Workpiece measurement GRV start
Op
Op
Op
Op
M105
Workpiece measurement GRV end
Op
Op
Op
Op
M106
Workpiece measurement WID start
Op
Op
Op
Op
M107
Workpiece measurement WID end
Op
Op
Op
Op
M108
Workpiece measurement DIS start (chuck barrier release)
Op
Op
Op
Op
M109
Workpiece measurement DIS end
Op
Op
Op
Op
M110
Tool tip measurement TOL start
Std
Std
Std
Std
M111
Tool tip measurement TOL end
Std
Std
Std
Std
M112
External tool compensation EXT start
Op
Op
Op
Op
M113
External tool compensation EXT end
Op
Op
Op
Op
M114
Z-axis offset measurement ZOF start
Op
Op
Op
Op
M115
Z-axis offset measurement ZOF end
Op
Op
Op
Op
M116
C-axis offset measurement COF start
Op
Op
Op
Op
M117
C-axis offset measurement COF end
Op
Op
Op
Op
M120
Measurement data print out
Op
Op
Op
Op
M121
Shape correction function ON
Op
Op
Op
M122
Shape correction function OFF
Op
Op
Op
M150
Workpiece unload demand to robot
*
*
*
*
Workpiece unload demand to robot
*
*
*
M151
Milling spindle through air blow ON
Std
Std
Std
Std
Milling spindle through air blow ON
Std
Std
Std
Only for turning tools
M152
Milling spindle through air blow OFF
Std
Std
Std
Std
Milling spindle through air blow OFF
Std
Std
Std
Only for turning tools
M153
Milling spindle through coolant ON
Std
Std
Std
Std
Milling spindle through coolant ON
Std
Std
Std
M154
Milling spindle through coolant OFF
Std
Std
Std
Std
Milling spindle through coolant OFF
Std
Std
Std
M155
Chuck coolant ON (composed movement)
Op
Op
Op
Op
No. 1 spindle chuck coolant ON (composed movement)
Op
Op
Op
M156
Chuck coolant OFF (composed movement)
Op
Op
Op
Op
No. 1 spindle chuck coolant OFF (composed movement)
Op
Op
Op
M157
Spindle through coolant blow ON (OFF: M159)
Op
Op
Op
Op
No. 1 spindle through coolant blow ON (OFF: M159)
Op
Op
Op
M158
Spindle through air blow ON (OFF: M159)
Op
Op
Op
Op
No. 1 spindle through air blow ON (OFF: M159)
Op
Op
Op
M159
M157, M158 OFF
Op
Op
Op
Op
M157, M158 OFF
Op
Op
Op
M160
Shower coolant ON/chuck stopper extend
Op
Op
Op
Op
Shower coolant ON/
chuck stopper extend
Op
Op
Op
M161
Shower coolant OFF/chuck stopper retract
Op
Op
Op
Op
Shower coolant OFF/
chuck stopper retract
Op
Op
Op
M162
Workpiece rechucking (for a piece delivered by robot)
Op
Op
Op
Op
No. 1 workpiece rechucking (for a piece delivered by robot)
Op
Op
Op
M163
Tail spindle thrust low pressure
Op
Op
Op
Op
M164
Tail spindle thrust high pressure
Op
Op
Op
Op
M165
Tail center air blow ON
*
*
*
*
Tail center air blow ON
*
*
*
M166
Tail center air blow OFF
*
*
*
*
Tail center air blow OFF
*
*
*
M169
35K, 70K high pressure coolant ON (OFF: M9, M154)
Op
Op
Op
Op
35K, 70K high pressure coolant ON (OFF: M9, M154)
Op
Op
Op
M172
Index 0°(KOUYOU)
*
*
*
*
Index 0°(KOUYOU)
*
*
*
M173
Index 90°(KOUYOU)
*
*
*
*
Index 90°(KOUYOU)
*
*
*
M174
Index 180°(KOUYOU)
*
*
*
*
Index 180°(KOUYOU)
*
*
*
M175
Index 270°(KOUYOU)
*
*
*
*
Index 270°(KOUYOU)
*
*
*
M176
Index 270°(KOUYOU)
*
*
*
*
Index 270°(KOUYOU)
*
*
*
M177
Index 270°(KOUYOU)
*
*
*
*
Index 270°(KOUYOU)
*
*
*
M178
Index 270°(KOUYOU)
*
*
*
*
Index 270°(KOUYOU)
*
*
*
M179
Index 270°(KOUYOU)
*
*
*
*
Index 270°(KOUYOU)
*
*
*
2/7
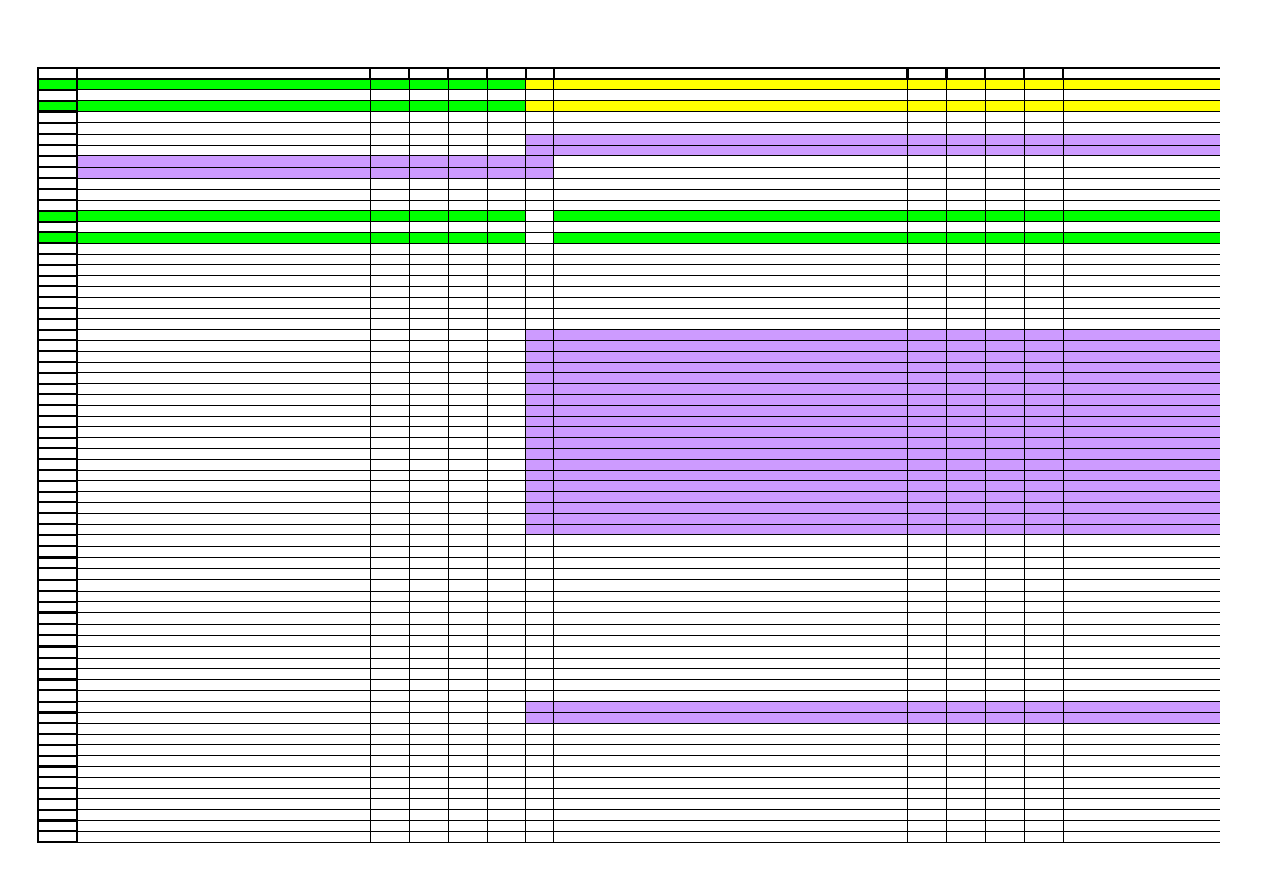
M-codes Description(INTⅢ)
200Ⅲ
200ⅢT
200ⅢS
200ⅢST
Description(INTⅣ)
200Ⅳ
200ⅣT
200ⅣS
200ⅣST Remarks
M181
AJC claw No. 1 change command
*
*
*
M182
AJC claw No. 2 change command
*
*
*
M183
AJC claw No. 3 change command
*
*
*
M184
AJC claw No. 4 change command
*
*
*
M185
AJC claw No. 5 change command
*
*
*
M186
AJC claw No. 6 change command
*
*
*
M187
AJC claw No. 7 change command
*
*
*
M188
AJC claw No. 8 change command
*
*
*
M189
AJC claw No. 9 change command
*
*
*
M190
AJC claw No. 10 change command
*
*
*
M191
AJC claw No. 11 change command
*
*
*
M192
AJC claw No. 12 change command
*
*
*
M193
AJC claw No. 13 change command
*
*
*
M194
AJC claw No. 14 change command
*
*
*
M195
AJC claw No. 15 change command
*
*
*
M198
EIA → MAZATROL program call
Op
Op
Op
Op
M199
EIA → MAZATROL program end
Op
Op
Op
Op
M200
Milling point machining start
Std
Std
Std
Std
C1-axis selection
Std
Std
Std
Note is differ ,but a meaning is same.
Milling point machining start
-
Op
-
Op
M201
Milling line machining start
Std
Std
Std
Std
M202
Turning mode
Std
Std
Std
Std
Turning No. 1 spindle selection
Std
Std
Std
Turning mode
-
Op
-
Op
M203
Milling tool normal rotation
Std
Std
Std
Std
Milling tool normal rotation
Std
Std
Std
Milling tool normal rotation
-
Op
-
Op
Milling tool normal rotation
-
-
Op
M204
Milling tool reverse rotation
Std
Std
Std
Std
Milling tool reverse rotation
Std
Std
Std
Milling tool reverse rotation
-
Op
-
Op
Milling tool reverse rotation
-
-
Op
M205
Milling tool stop
Std
Std
Std
Std
Milling tool stop
Std
Std
Std
Milling tool stop
-
Op
-
Op
Milling tool stop
-
-
Op
M207
M208, M209 mode cancel
Std
Std
Std
Std
M607
M208, M209 cancel
Std
Std
Std
M208
ATC prohibition mode during finishing, coolant ON
Std
Std
Std
Std
M608
Coolant ON during finishing in ATC prohibit mode
Std
Std
Std
M209
ATC prohibition mode during finishing, coolant OFF
Std
Std
Std
Std
M609
Coolant OFF during finishing in ATC prohibit mode
Std
Std
Std
M210
C-axis clamp (for milling)
Std
Std
Std
Std
C-axis clamp (for milling)
Std
Std
Std
C-axis clamp (for milling)
-
Op
-
Op
M211
C-axis brake (for milling)
Std
Std
Std
Std
C-axis brake (for milling)
Std
Std
Std
C-axis brake (for milling)
-
Op
-
Op
M212
C-axis unclamp (for milling)
Std
Std
Std
Std
C-axis unclamp (for milling)
Std
Std
Std
C-axis unclamp (for milling)
-
Op
-
Op
M213
C-axis brake only (brake by M211)
Std
Std
Std
Std
C-axis brake only (brake by M211)
Std
Std
Std
C-axis brake only (brake by M211)
-
Op
-
Op
M214
C-axis unclamp only (unclamp by M212)
Std
Std
Std
Std
C-axis unclamp only (unclamp by M212)
Std
Std
Std
C-axis unclamp only (unclamp by M212)
-
Op
-
Op
M215
M213, M214 and M216 mode cancel
Std
Std
Std
Std
M213, M214 and M216 mode cancel
Std
Std
Std
M213, M214 and M216 mode cancel
-
Op
-
Op
M216
C-axis unclamp neglect mode (cancel: M215)
Std
Std
Std
Std
C-axis unclamp neglect mode (cancel: M215)
Std
Std
Std
C-axis unclamp neglect mode (cancel: M215)
-
Op
-
Op
M219
Milling tool orient
Std
Std
Std
Std
Milling tool orient
Std
Std
Std
Invalid for the lower turret’s milling spindle.
M226
C-axis vibration reduction mode OFF (during delivery)
-
Std
Std
M227
C-axis vibration reduction mode ON (during delivery)
-
Std
Std
M230
Grinding mode ON
Op
Op
Op
Op
M610
Grinder mode ON
Op
Op
Op
Invalid for the lower turret’s milling spindle.
M231
Grinding speed setting
Op
Op
Op
Op
M611
Grinder speed setting
Op
Op
Op
Invalid for the lower turret’s milling spindle.
M236
C-axis servo gain normal
Std
Std
Std
Std
M237
C-axis servo gain low
Std
Std
Std
Std
M238
C-axis servo gain middle
Std
Std
Std
Std
M239
C-axis servo gain high
Std
Std
Std
Std
M248
Spindle speed check (for interlocking the start of cutting)
Std
Std
Std
Std
Spindle speed check (for interlocking the start of cutting)
Std
Std
Std
Spindle speed check (for interlocking the start of cutting)
-
-
Std
M249
Milling head selection preparation
Std
Std
Std
Std
Milling head selection preparation
Std
Std
Std
Lower turret selection preparation
-
-
Std
M250
Milling head/B-axis unclamp
Std
Std
Std
Std
Milling head/B-axis unclamp
Std
Std
Std
M251
B-axis clamp
Std
Std
Std
Std
B-axis clamp
Std
Std
Std
M252
Milling spindle unclamp
Std
Std
Std
Std
Milling spindle unclamp
Std
Std
Std
M253
Milling spindle clamp
Std
Std
Std
Std
Milling spindle clamp
Std
Std
Std
M254
Milling head/B-axis clamp
Std
Std
Std
Std
M258
Milling head air blow
Std
Std
Std
Std
Milling head air blow
Std
Std
Std
M260
Polygon mode ON
Op
Op
Op
Op
M261
Polygon mode OFF
Op
Op
Op
Op
M270
Coolant OFF and air blow during ATC, valid
Std
Std
Std
M271
Coolant OFF and air blow during ATC, invalid
Std
Std
Std
M274
Steady rest coolant ON
*
*
*
*
Steady rest coolant ON
Std
Std
Std
3/7
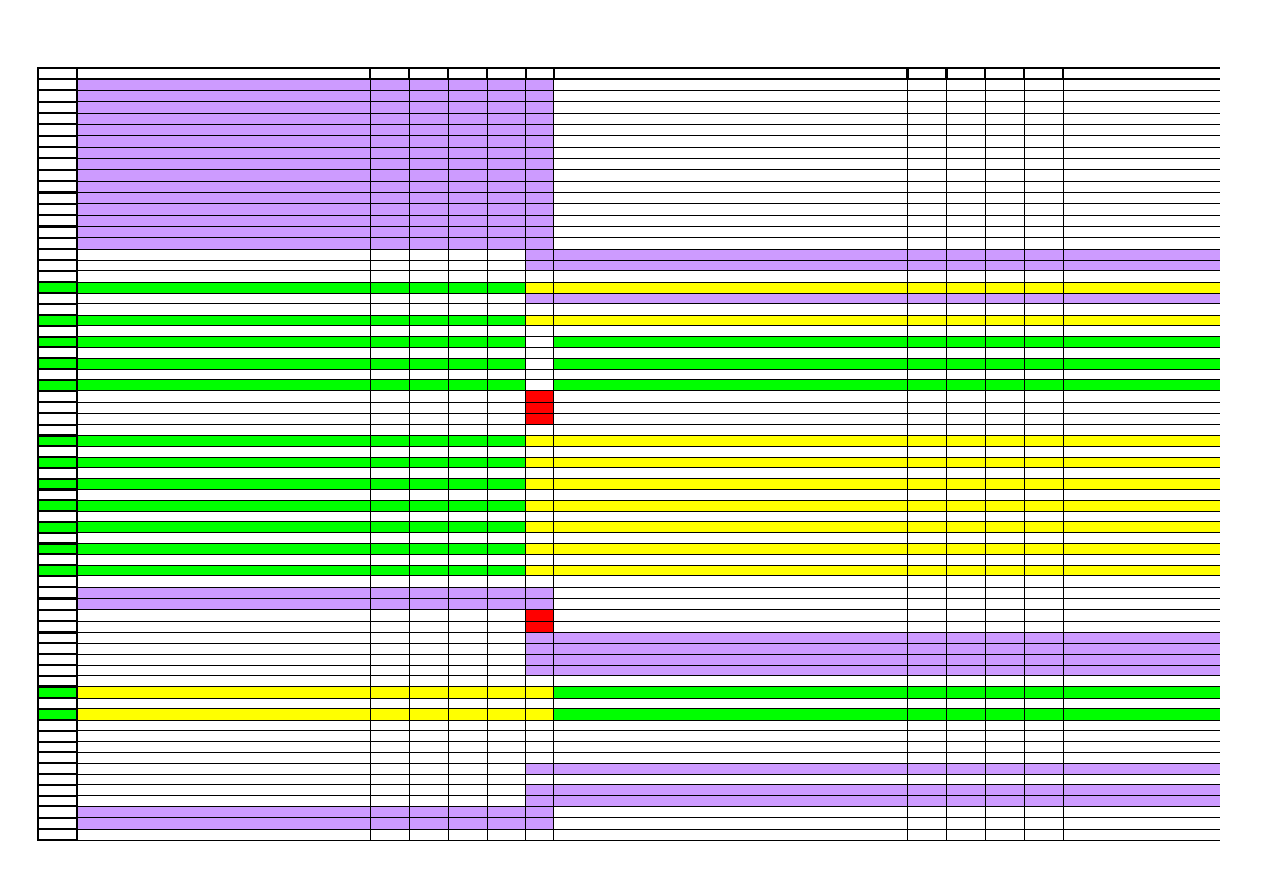
M-codes Description(INTⅢ)
200Ⅲ
200ⅢT
200ⅢS
200ⅢST
Description(INTⅣ)
200Ⅳ
200ⅣT
200ⅣS
200ⅣST Remarks
M275
Steady rest coolant OFF
*
*
*
*
Steady rest coolant OFF
Std
Std
Std
M280
Workpeace cleaning coolant ON
Op
Op
Op
M281
Workpeace cleaning coolant OFF
Op
Op
Op
M285
Chip removal mode start
Std
Std
Std
M292
No. 2 spindle internal chucking type selection
-
*
*
M293
No. 2 spindle external chucking type selection
-
*
*
M297
HD2 shower coolant ON
-
Op
Op
M298
HD2 shower coolant OFF
-
Op
Op
M300
Secondary spindle selection
-
-
Std
Std
M902
HD2 selection
-
Std
Std
System M-code
Main spindle mode
-
Std
-
Std
M302
Main spindle selection
-
-
Std
Std
M901
HD1 selection
-
Std
Std
System M-code
Secondary spindle mode
-
Std
-
Std
M303
Secondary spindle normal rotation
-
-
Std
Std
No. 2 spindle normal rotation
-
Std
Std
Main spindle normal rotation
-
Std
-
Std
M304
Secondary spindle reverse rotation
-
-
Std
Std
No. 2 spindle reverse rotation
-
Std
Std
Main spindle reverse rotation
-
Std
-
Std
M305
Secondary spindle stop
-
-
Std
Std
No. 2 spindle stop
-
Std
Std
Main spindle stop
-
Std
-
Std
M306
Secondary spindle chuck unclamp (releasing workpiece)
-
-
Std
Std
No. 2 spindle chuck unclamp (releasing workpiece)
-
Std
Std
M307
Secondary spindle chuck clamp (holding workpiece)
-
-
Std
Std
No. 2 spindle chuck clamp (holding workpiece)
-
Std
Std
M310
C2-axis clamp (for milling)
-
Op
Op
M311
C2-axis brake (for milling)
-
Op
Op
M312
C2-axis unclamp (for milling)
-
Op
Op
M313
C2-axis brake only (brake by M211)
-
Op
Op
M314
C2-axis unclamp only (unclamp by M212)
-
Op
Op
M315
M213, M214 and M216 mode cancel
-
Op
Op
M316
C2-axis unclamp neglect mode (cancel: M215)
-
Op
Op
M319
Secondary spindle orientation
-
-
Op
Op
No. 2 spindle orientation
-
Op
Op
M320
M321
Increase of main spindle torque for synchronous rotation
-
-
Op
Op
M322
Cancellation of M321
-
-
Op
Op
M323
Low chuck pressure for No. 2 spindle
-
*
*
M324
High chuck pressure for No. 2 spindle
-
*
*
M328
No. 2 spindle through coolant ON
-
Op
Op
M329
No. 2 spindle through coolant/air OFF
-
Op
Op
M330
No. 2 spindle through air ON
-
Op
Op
M331
Spindle coil change fixed to high speed
Std
Std
Std
Std
Spindle coil change fixed to high speed
Std
Std
Std
M332
Spindle coil change, valid
Std
Std
Std
Std
Spindle coil change, valid
Std
Std
Std
M333
Torque limit of main spindle to 1/2
-
-
Std
Std
M334
Torque limit of main spindle
-
-
Std
Std
M335
Keeping of nominal torque of main spindle
-
-
Std
Std
M336
Cancellation of M337
-
-
Std
Std
M337
Torque limit of main spindle only at the starting and stopping
-
-
Std
Std
M348
Yt-axis selection
Std
Std
Std
Std
Yt-axis selection
Std
Std
Std
M349
Y-axis selection
Std
Std
Std
Std
Y-axis selection
Std
Std
Std
M351
M352 cancel
-
-
Std
Std
M352 cancel
Std
Std
Std
M352
Spindle speed arrival signal check, valid
-
-
Std
Std
Spindle speed arrival signal check, valid
Std
Std
Std
M355
No. 2 spindle chuck coolant ON (composed movement)
-
Op
Op
M356
No. 2 spindle chuck coolant OFF (composed movement)
-
Op
Op
M357
Secondary spindle chuck air blast start
-
-
Op
Op
No. 2 spindle chuck continuous air blast
-
Op
Op
M358
Secondary spindle chuck air blast stop
-
-
Op
Op
No. 2 spindle through air blow ON (OFF: M357)
-
Op
Op
Main spindle chuck air blast
-
Op
-
Op
M359
Cancellation of M360
-
-
Op
Op
M360
Secondary spindle orientation clamp mode
-
-
Op
Op
M361
Cancellation of M362
-
-
Op
Op
M362
Simultaneous chuck operation on main and secondary spindles in TRSCHK mode -
-
Op
Op
M363
Cancellation of M364
-
-
Op
Op
M364
Immediate completion of spindle/milling spindle start commands (Mcode) in TRS -
-
Op
Op
M368
Mist corrector ON
Op
Op
Op
M369
Mist corrector OFF
Op
Op
Op
M370
Axis load detection, invalid
Op
Op
Op
Op
Axis load detection, invalid
Op
Op
Op
Axis load detection, invalid
-
Op
-
Op
Axis load detection, invalid
-
-
Op
M371
Axis load detection, valid
Op
Op
Op
Op
Axis load detection, valid
Op
Op
Op
Axis load detection, valid
-
Op
-
Op
Axis load detection, valid
-
-
Op
M372
Axis load detection, temporarily invalid
Op
Op
Op
Op
Axis load detection, temporarily invalid
Op
Op
Op
Axis load detection, temporarily invalid
-
Op
-
Op
Axis load detection, temporarily invalid
-
-
Op
M373
Axis load detection, re-start
Op
Op
Op
Op
Axis load detection, re-start
Op
Op
Op
Axis load detection, re-start
-
Op
-
Op
Axis load detection, re-start
-
-
Op
M374
NC feed holding on overload detection
Op
Op
Op
Op
NC feed holding on overload detection
Op
Op
Op
4/7
M-codes Description(INTⅢ)
200Ⅲ
200ⅢT
200ⅢS
200ⅢST
Description(INTⅣ)
200Ⅳ
200ⅣT
200ⅣS
200ⅣST Remarks
NC feed holding on overload detection
-
Op
-
Op
NC feed holding on overload detection
-
-
Op
M375
NC feed holding & spindle stop on overload detection
Op
Op
Op
Op
NC feed holding & spindle stop on overload detection
Op
Op
Op
NC feed holding & spindle stop on overload detection
-
Op
-
Op
NC feed holding & spindle stop on overload detection
-
-
Op
M376
Overload detection level % setting
Op
Op
Op
Op
Overload detection level % setting
Op
Op
Op
Overload detection level % setting
-
Op
-
Op
Overload detection level % setting
-
-
Op
M377
Overload detection time setting (unit: 0.1 sec)
Op
Op
Op
Op
Overload detection time setting (unit: 0.1 sec)
Op
Op
Op
Overload detection time setting (Unit: 0.1 sec)
-
Op
-
Op
Overload detection time setting (Unit: 0.1 sec)
-
-
Op
M378
Overload detection peak %/detection frequency setting
Op
Op
Op
Op
Overload detection peak %/detection frequency setting
Op
Op
Op
Overload detection peak %/detection frequency setting
-
Op
-
Op
Overload detection peak %/detection frequency setting
-
-
Op
M379
Overload detection table No. registration
Op
Op
Op
Op
Overload detection table No. registration
Op
Op
Op
Overload detection table No. registration
-
Op
-
Op
Overload detection table No. registration
-
-
Op
M380
Spindle synchronous rotation mode
-
-
Std
Std
M381
Spindle synchronous rotation mode cancel
-
-
Std
Std
M390
M391 cancel
Op
Op
Op
Op
M391
Spindle mis-chucking cancel (M3/M4 completed with chuck open)
Op
Op
Op
Op
M394
TOOL EYE extension possible during chuck close (when robot valid)
Std
Std
Std
Std
TOOL EYE extension possible during chuck close (when robot valid)
Std
Std
Std
M395
M394 cancel
Std
Std
Std
Std
M394 cancel
Std
Std
Std
M400
External M-code 1
Op
Op
Op
M401
External M-code 2
Op
Op
Op
M402
External M-code 3
Op
Op
Op
M403
External M-code 4
Op
Op
Op
M404
External M-code 5
Std
Std
Std
M405
External M-code 6
Std
Std
Std
M406
External M-code 7
Std
Std
Std
M407
External M-code 8
Std
Std
Std
M408
External M-code 9
Std
Std
Std
M409
External M-code 10
Std
Std
Std
M462
No. 2 workpiece rechucking
-
Op
Op
M500
Release of chuck open/close interlock during spindle rotation
-
-
Std
Std
M501
Cancellation of M500
-
-
Std
Std
M502
Main/secondary spindle synchronous rotation (Cross mode)
-
-
Op
Op
M505
Cancellation of M502
-
-
Op
Op
M506
Master spindle chuck open after slave spindle chuck close
-
-
Std
Std
M507
The slave spindle chuck open after master spindle chuck close
-
-
Std
Std
M508
Pressing start
-
-
Std
Std
Pressing start
-
Std
Std
M509
Cancellation of M508
-
-
Std
Std
M511
Start of synchronous action of two spindles ! System M-code
-
-
Std
Std
Synchronization of spindle and No. 2 spindle, start
(synchronized operation of master No. 1 spindle)
-
Std
Std
System M-code
M512
Cancellation of M511 ! System M-code
-
-
Std
Std
M513
Synchronization of spindle and No. 2 spindle, cancel
-
Std
Std
System M-code
M518
Interlock release during chucking of a bar workpiece by both spindles
-
-
Std
Std
Interlock release during chucking of bar workpiece on No. 1 and No. 2 spindles
-
Std
Std
M519
Spindle orientation "
-
-
Op
Op
M527
Check for workpiece chucked in the spindle "
-
-
Op
Op
Check for workpiece chucked in the spindle "
-
Op
Op
M528
Modal workpiece check in TRS mode "
-
-
Op
Op
Modal workpiece check in TRS mode "
-
Op
Op
M540
TRS-CHK mode start
-
-
Std
Std
TRS-CHK mode start
-
Std
Std
System M-code
M541
Cancellation of TRS-CHK mode
-
-
Std
Std
Cancellation of TRS-CHK mode
-
Std
Std
System M-code
M542
TRS-BAR mode start
-
-
Std
Std
TRS-BAR mode start
-
Std
Std
System M-code
M543
Cancellation of TRS-BAR mode
-
-
Std
Std
Cancellation of TRS-BAR mode
-
Std
Std
System M-code
M544
Cross-machining start
-
-
Op
Op
M545
Cancellation of cross-machining
-
-
Op
Op
M546
TRS-MOV mode start
-
-
Std
Std
TRS-MOV mode start
-
Std
Std
System M-code
M547
Cancellation of TRS-MOV mode
-
-
Std
Std
Cancellation of TRS-MOV mode
-
Std
Std
System M-code
M550
High-pressure coolant discharge pressure selection 1
Op
Op
Op
M551
High-pressure coolant discharge pressure selection 2
Op
Op
Op
M552
High-pressure coolant discharge pressure selection 3
Op
Op
Op
M553
High-pressure coolant discharge pressure selection 4
Op
Op
Op
M554
High-pressure coolant discharge pressure selection 5
Op
Op
Op
M555
High-pressure coolant discharge pressure selection 6
Op
Op
Op
M556
High-pressure coolant discharge pressure selection 7
Op
Op
Op
M557
High-pressure coolant discharge pressure selection cancel
Op
Op
Op
M562
Axis movement synchronization
-
Std
-
Std
Synchronization of axes (balance cut), start
-
-
Std
Axis movement synchronization
-
Std
-
Std
Synchronization of axes (balance cut), start
-
-
Std
M563
Cancellation of axis movement synchronization
-
Std
-
Std
Synchronization of axes (balance cut), end
-
-
Std
Cancellation of axis movement synchronization
-
Std
-
Std
Synchronization of axes (balance cut), end
-
-
Std
M564
YMC unified cycle bar feeder service request 1
Op
Op
Op
M565
YMC unified cycle bar feeder service request 2
Op
Op
Op
M585
No. 2 spindle workpeace cleaning coolant ON
-
*
*
M586
No. 2 spindle workpeace cleaning coolant OFF
-
*
*
M601
Magazine tool rotation
Std
Std
Std
Std
Magazine tool rotation
Std
Std
Std
M602
Standby tool setting
Std
Std
Std
M605
ATC background operation completion check
Std
Std
Std
5/7
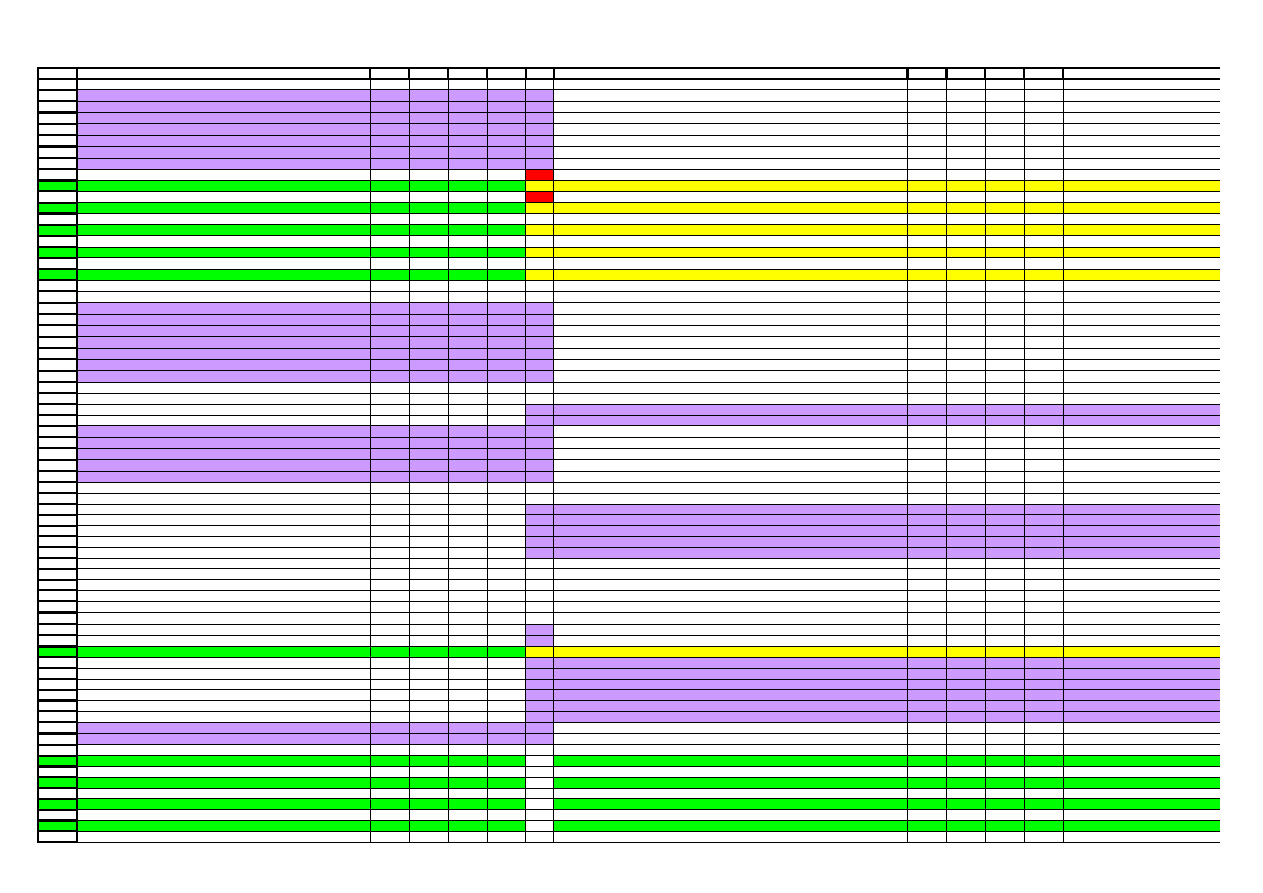
M-codes Description(INTⅢ)
200Ⅲ
200ⅢT
200ⅢS
200ⅢST
Description(INTⅣ)
200Ⅳ
200ⅣT
200ⅣS
200ⅣST Remarks
M612
Grinder mode OFF
Op
Op
Op
M620
M-code for heavy tools
Std
Std
Std
M621
M620 cancel
Std
Std
Std
M622
B-axis contouring mode ON
Op
Op
Op
M623
B-axis contouring mode OFF
Op
Op
Op
M640
Oil mist coolant ON (No. 1 spindle)
*
*
*
M641
Oil mist coolant OFF (No. 1 spindle)
*
*
*
M642
Oil mist coolant ON (No. 2 spindle)
-
Std
Std
System M-code
M643
Oil mist coolant OFF (No. 2 spindle)
-
Std
Std
System M-code
M706
Main spindle chuck unclamp (releasing workpiece)
-
Op
-
Op
M707
Main spindle chuck clamp (holding workpiece)
-
Op
-
Op
M720
GL control axis interlock, valid (measures against GL vibrations)
Op
Op
Op
M721
GL control axis interlock, invalid (measures against GL vibrations)
Op
Op
Op
M731
Tail thrust 1 selection
Std
Std
Std
Std
Tail thrust 1 selection
Std
Std
Std
M732
Tail thrust 2 selection
Std
Std
Std
Std
Tail thrust 2 selection
Std
Std
Std
M733
Tail thrust 3 selection
Std
Std
Std
Std
Tail thrust 3 selection
Std
Std
Std
M734
Tail thrust 4 selection
Std
Std
Std
Std
Tail thrust 4 selection
Std
Std
Std
M735
Tail thrust 5 selection
Std
Std
Std
Std
Tail thrust 5 selection
Std
Std
Std
M736
Tail thrust 6 selection
Std
Std
Std
Std
Tail thrust 6 selection
Std
Std
Std
M737
Tail thrust 7 selection
Std
Std
Std
Std
Tail thrust 7 selection
Std
Std
Std
M738
Tail thrust 8 selection
Std
Std
Std
Std
Tail thrust 8 selection
Std
Std
Std
M739
Tail thrust 9 selection
Std
Std
Std
Std
Tail thrust 9 selection
Std
Std
Std
M740
Tail thrust 10 selection
Std
Std
Std
M741
Positioning tailstock to “Position 1”
Std
Std
Std
Std
Positioning tailstock to “Position 1”
Std
Std
Std
M742
Positioning tailstock to “Position 2”
Std
Std
Std
Std
Positioning tailstock to “Position 2”
Std
Std
Std
M743
Positioning tailstock to “Retract”
Std
Std
Std
Std
Positioning tailstock to “Retract”
Std
Std
Std
M744
Tailstock interlock cancel
Std
Std
Std
M745
M744 cancel
Std
Std
Std
M806
Secondary spindle chuck unclamp (releasing workpiece)
-
Op
-
Op
M807
Secondary spindle chuck clamp (holding workpiece)
-
Op
-
Op
M814
B-axis unclamp only (unclamp: M107)
*
*
*
M815
M814, M816 cancel
*
*
*
M816
B-axis unclamp ignore mode (cancel: M815)
*
*
*
HD1 selection
-
-
Op
System M-code
HD2 selection
-
-
Op
System M-code
M928
Y-axis zero point return
Std
Std
Std
Std
Y-axis zero point return
Std
Std
Std
M930
Yt-axis moving to ATC position
Std
Std
Std
Std
Yt-axis moving to ATC position
Std
Std
Std
M950
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M951
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M952
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M953
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M954
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M955
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M956
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M957
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M958
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M959
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M960
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M961
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M962
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M963
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M964
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M965
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M966
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
6/7
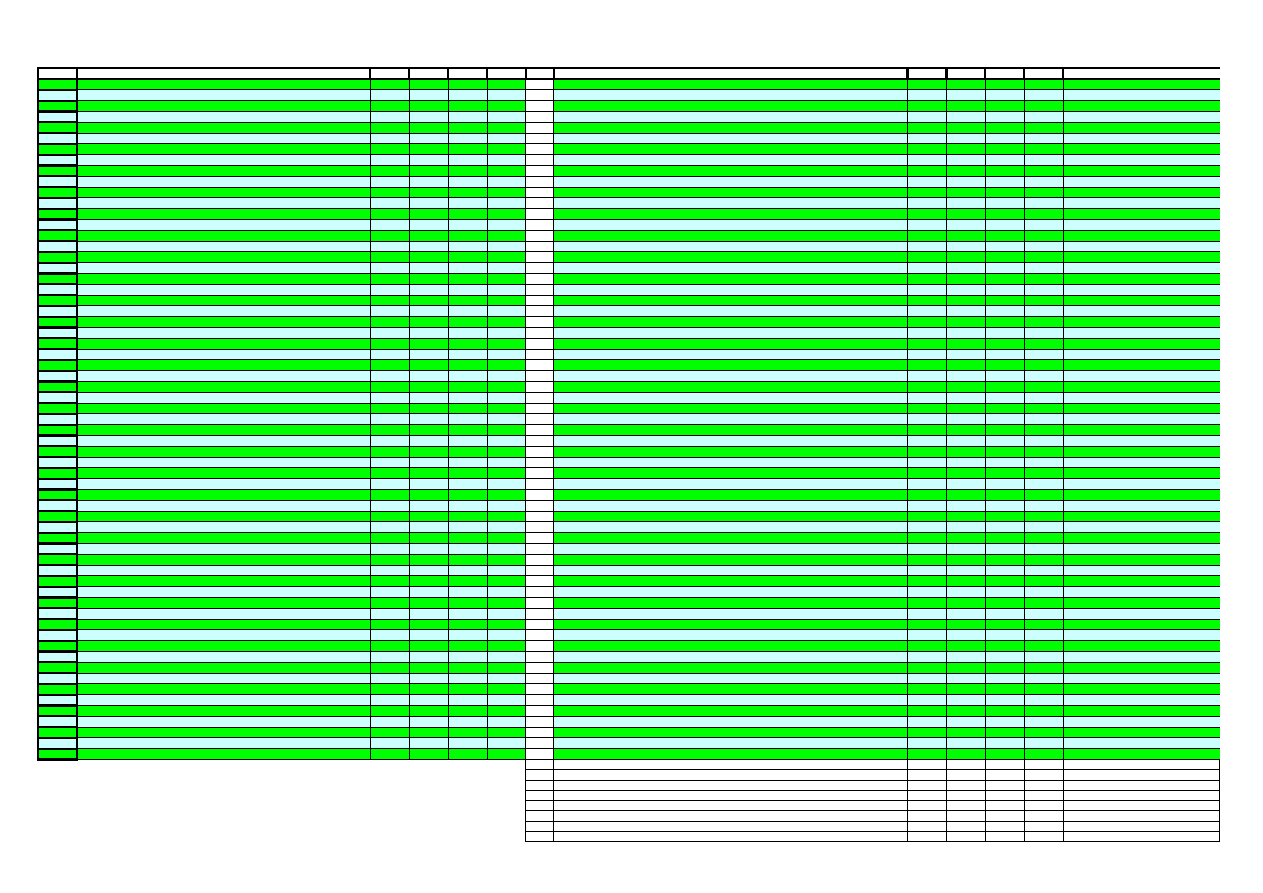
M-codes Description(INTⅢ)
200Ⅲ
200ⅢT
200ⅢS
200ⅢST
Description(INTⅣ)
200Ⅳ
200ⅣT
200ⅣS
200ⅣST Remarks
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M967
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M968
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M969
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M970
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M971
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M972
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M973
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M974
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M975
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M976
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M977
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M978
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M979
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M980
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M981
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M982
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M983
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M984
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M985
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M986
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M987
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M988
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M989
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M990
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M991
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M992
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M993
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M994
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M995
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M996
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M997
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
Stand-by M-code
-
Std
-
Std
Stand-by M-code
-
-
Std
M06
Tool cahnge
Std
Std
Std
M206
No. 1 spindle chuck open
Op
Op
Op
M207
No. 1 spindle chuck close
Op
Op
Op
M300
C2-axis selection
-
Std
Std
M302
No. 2 spindle selection
-
Std
Std
M511
Synchronization of spindle and No. 2 spindle, start
(synchronized operation of master No. 1 spindle)
-
Std
Std
System M-code
M512
Synchronization of spindle and No. 2 spindle, start
(synchronized operation of master No. 2 spindle)
-
Std
Std
System M-code
M513
Synchronization of spindle and No. 2 spindle, cancel
-
Std
Std
System M-code
7/7
Wyszukiwarka
Podobne podstrony:
wł int IV
2015, far, III rok IV sem, mikroby 2015
prawa sukcesu tom iii i tom iv
pytania 2014, far, III rok IV sem, organiczna
ĆWICZENIE II biol mol, far, III rok IV sem, biologia molekularna, II
Szkółkarstwo - wykład III- semestr IV - 12.03.2013, Ogrodnictwo, Semestr IV, Szkółkarstwo
Projekt koncepcyjny drogi klasy G, budowictwo pcz (h.fresh06), II rok (sem III i sem IV), sem III, b
sprawozdanie nr 8, Geodezja i szacowanie nieruchomości niestacjonarne Olszyn, RoK III, sem.IV, sem.V
cele praktyki, budowictwo pcz (h.fresh06), II rok (sem III i sem IV), sem IV, praktyka 2013
pyt biol mol 2, far, III rok IV sem, biologia molekularna, II
biologia molekularna, far, III rok IV sem, biologia molekularna, pytania
Wykład biol mol ze Strzałką 2013, far, III rok IV sem, biologia molekularna, wykłady
kolos ostatni, far, III rok IV sem, biologia molekularna, kolokwia 2015 pytania
program praktyki, budowictwo pcz (h.fresh06), II rok (sem III i sem IV), sem IV, praktyka 2013
I termin 2015 beta wersja, far, III rok IV sem, biologia molekularna, kolokwia 2015 pytania
PAiSA SNP W III grupy IV i V harmonogram
więcej podobnych podstron