Pasowanie -
jest to skojarzenie pary elementow o tym samym wymiarze nominalnym inaczej mówiąc
połączenie dwóch elementów, z których jeden obejmuje drugi. Dotyczy zwykle wałka i otworu, a także
stożka i otworu stożkowego.W budowie maszyn wymagane pasowanie realizuje się poprzez
odpowiedni dobór tolerancji wałków i otworów. Pasowanie oznacza się podając tolerancję otworu i
wałka za znakiem "łamane" pomiędzy nimi, np. H7/e8. W budowie maszyn używa się następujących
rodzajów pasowań:pasowanie luźneZawsze istnieje w nim luz pomiędzy wałkiem i otworem. Wałek
może poruszać się wzdłużnie lub obracać w otworze. Stosowane w połączeniach
ruchowych:pasowania mieszaneIstnieje w nim niewielki luz lub lekki wcisk
. Stosowane do połączeń
nie przenoszących obciążeń.pasowanie ciasneW tym pasowaniu wałek jest wciśnięty w otwór.
Połączenie takie może przenosić obciążenia (zobacz połączenie wciskowe).Teoretycznie możliwa jest
do zastosowania dowolna kombinacja tolerancji wałków iotworów, a w związku z tym bardzo duża
ilości możliwości realizacji wymaganego pasowania. W inżynierskiej praktyce stosuje się jednak tylko
wybrane kombinacje. Stosuje się tu następujące zasady:zasada stałego otworuTolerancję otworu
dobiera się z grupy tolerancji H (tolerancja w głąb materiału) gdzie EI=0, a o rodzaju pasowania
decyduje tolerancja wałka, np. tolerancja luźna - H7/g6, tolerancja mieszana - H7/k6, tolerancja ciasna
-
H7/s6.zasada stałego wałkaTolerancję wałka dobiera się z grupy tolerancji h (tolerancja w głąb
materiału) gdzie es=0, a o rodzaju pasowania decyduje tolerancja otworu, np. tolerancja luźna -
G7/h6, tolerancja mieszana - K7/h6, tolerancja ciasna - P7/h6. Tolerancja wymiaru
– m.Wymiary
pokazywane na rysunku technicznym są wymiarami nominalnymi, pożądanymi przez konstruktora. Ze
względu na nieuniknione niedokładności wykonawcze wymiary rzeczywiste odbiegają od nominalnych.
Konstruktor projektując element musi sobie zdawać sprawę jaką klasę dokładności będą
reprezentować maszyny wykonujące dany element. W wielu przypadkach, dla krytycznych wymiarów
wymusza się tolerancję wykonania, dodając wielkość tolerancji do wymiaru Istnieją jednak przypadki,
kiedy odchylenie od wymiaru nominalnego jest pożądane. Ma to miejsce przy wykonaniu otworów
oraz elementów cylindrycznych, w celu osiągnięcia odpowiedniego pasowania.W przypadku otworów
mamy do czynienia z tolerancją wymiaru otworu, w przypadku elementów walcowych tolerancją
wymiaru wałka.Tolerancję T określa się jakoT = B – Agdzie:A – wymiar graniczny dolnyB – wymiar
graniczny górnyOdchyłka górna Es dla otworu lub es dla wałka oblicza się ze wzoru:Es = B – N;es = B
– NOdchyłka dolna Ei dla otworu lub ei dla wałka oblicza się ze wzoru:Ei = A – N;ei = A – NOdchyłki
mogą mieć wartości dodatnie lub ujemne w zależności od okoliczności.Odchyłki tolerancji są
znormalizowane. Gwint,to
śrubowe nacięcie na powierzchni walcowej lub stożkowej, zewnętrznej lub
wewnętrznej. Komplementarne gwinty wewnętrzny i zewnętrzny mają tak dobrany kształt, że pasują
do siebie. Ruch obrotowy
elementu z gwintem zewnętrznym powoduje przesuwanie się tego elementu
względem elementu z gwintem wewnętrznym.Gwint może być interpretowany jako równia pochyła
nawinięta na powierzchnię walcową. W związku z tym mechanika gwintu jest identyczna jak równi
pochyłej, dlatego też śrubę zalicza się wraz z równią pochyłą do maszyn prostych. Połączenia
spawane
są połączeniami nierozłącznymi i powstają w wyniku skrzepnięcia nadtopionych materiałów
łączonych elementów oraz spoiny.Z punktu widzenia podstaw konstrukcji maszyn rozróżnia się spoiny
czołowe, pachwinowe oraz otworowe.Mechanizmy śrubowe, są połączeniami ruchowymi i mogą być
obciążone jedynie siłami skierowanymi osiowo do śruby lub momentem skręcającym. Inne obciążenia
mogą powodować zginanie lub wyboczenie śrub i muszą być przenoszone przez inne elementy
konstrukcyjne urządzenia jak rolki, prowadnice itp.Przed przystąpieniem do obliczeń należy dobrać
materiał z jakiego będzie wykonana śruba.Warunek wytrzymałościowy śruby rozciąganej lub ściskanej
ma postać: rozciąganie
lub ściskanie
gdzie:F -
siła osiowa w [N];S - pole przekroju [m
2
];k
r
-
naprężenia dopuszczalne na rozciąganie [Pa];k
c
ściskanie [Pa];Podczas obliczeń przyjmuje się, że obciążenie będzie przenoszone przez walec
wewnątrz śruby, na którym „nawinięte” są zwoje gwintu. Zakłada się, więc, że zwoje nie przenoszą
obciążenia. Dla przekroju okrągłego śruby otrzymujemy warunki wytrzymałościowe do obliczenia
rdzenia śruby:
lub dla ściskania
Wynik uzyskujemy w metrach [m].Na podstawie
znajomości d
r
możliwe jest teraz dobranie gwintu trapezowego symetrycznego lub niesymetrycznego.
Dobór polega na wybraniu z tabel gwintu, dla którego d
r
≥d
3
odpowiadającego najmniejszej średnicy
gwintu. W przypadku śrub ściskanych niezbędne jest sprawdzenie wymiaru gwintu ze względu na
możliwość wyboczenia śruby.W przypadku śrub z gwintem grubozwojnym i/lub mechanizmów
śrubowych smarowanych (niski współczynnik tarcia) niezbędne jest sprawdzenie samohamowności
gwintu
, jeśli taka jest wymagana. Czasem konieczne jest również sprawdzenie wymiaru gwintu śruby
ze względu na naprężenia złożone (ściskanie lub rozciąganie wraz ze skręcaniem). Po tym etapie
następuje obliczenie wytrzymałościowe nakrętki.Podstawowe parametry gwintu walcowego
średnica gwintu d: jest to średnica okręgu opisanego na zewnętrznych wierzchołkach gwintu w
prostopadłym przekroju poprzecznym śruby. Średnica ta odpowiada średnicy wewnętrznej D

nakrętki.skok gwintu P: odległość pomiędzy wierzchołkami gwintu w przekroju wzdłużnym śruby lub
nakrętki.zaokrąglenie szczytu i dna bruzdy gwintu R: w gwintach trójkątnych unika się pozostawiania
ostrych krawędzi szczytu gwintu jak i bruzdy gwintu, gdyż powoduje to spiętrzenie naprężeń w
obszarze takiego karbu
. Promień R typowo wynosi około jedną dziesiątą część skoku gwintu (R ok.
0.1 * P) Gwinty są znormalizowane przez Polską Normę. Definiuje się w niej gwinty metryczne, to
znaczy takie, których średnica gwintu w milimetrach jest typoszeregiem liczb naturalnych lub ich
ułamków dziesiętnych w przypadku gwintów drobnych. Zgodnie z tym gwint metryczny koduje się Mn,
gdzie n to średnica gwintu w milimetrach np. M5, M20. W gwintach, w których skok P jest inny niż by
to wynikało z ogólnej zasady, dodatkowo specyfikuje się ten parametr w kodzie gwintu metrycznego,
np. M20x2 (gwint metry
czny o średnicy d = 20 mm i skoku P = 2mm), M20x1.5, M20x1, M20x0.75.
M20 posiada normalny skok P = 2,5 mm.IIMaszyna jest wytworem wykonujacym pozadane dzialanie
dzieki energii dostarczonej z zewnatrz.
W tej definicji wytwór jest rozumiany jako uklad materialny, za
pozadane dzialanie polega na przeksztalcaniu jednej postaci energii w druga. Stad, w zaleznosci od
form przeksztalcenia energii, moz
na wyróznic silniki i maszyny robocze.II Maszynami roboczymi sa:-
maszyny technologiczne, sluzace
do przetwarzania surowców lub materiałów w produkty gotowe
(rynkowe); do tej grupy naleza obrabiarki, maszyny
górnicze, budowlane, drogowe, rolnicze itp.;-
maszyny energetyczne, dokonujace przetworzenia energii, jak: sprezarki, pompy, turbiny itp.;-
maszyny transportowe, sluzace do przemieszczania materia
łów, przedmiotów czy ludzi; zaliczamy tu
pojazdy samochodowe i szynowe, statki powietrzne, okrety, przenosniki, dzwignice itp.IIW
projektowaniu (tworzeniu) maszyny nalezy uwzglednic nastepuja
ce (ogólne) zasady:- zasade
funkcjonalnos
ci (inaczej dobroci konstrukcji), mówiac o tym, ze konstrukcja musi spełniać wszystkie
sformulowane podstawowe
warunki projektowe w stopniu równym lub wyzszym od zalozonych,-
zasade optymalnosci, determinujaca uzyskanie w procesie projektowania konstrukcji optymalnej ze
wzgledu na przyjete kryteria,
np. takie jak:niezawodność ,wytrzymalosci,trwalosc,sprawność ,
technologicznosc, ergonomicznosc czy kryteria ekologiczne,- zasade optymalnego tworzywa dla
opracowywanej konstrukcji
oprócz fizycznych i technologicznych cech uzytkowych, trzeba
uwzgledniac jego dostepnosc i cene jednostkowa
; jest ona szczególnie istotna w odniesieniu do tych
konstrukcji, których realizacja materialna przewiduje sie w duzych seriach.IIW procesie projektowania,
którego celem jest nowa względnie zmodernizowana konstrukcja, mozna wyróznic nastepujace
etapy:- sformulowanie zadania projektowego,- opracowanie koncepcji mozliwych rozwiazan
konstrukcyjnych i wybór najbardziej racjonalnego wariantu,- opracowanie modeli obliczeniowych
sluzacych do wstepnej weryfikacji konstrukcji,- wykonanie wstepnych obliczen obejmujacych
wyznaczenie podstawowych cech geometrycznych i materialowych,- sporzadzenie wstepnej
dokumentacji,-przeprowadzenie symulacyjnych badan modelowych w celu optymalizacji postaci
geometryczno-funkcjonalnej i dynamicznej przyjetego rozwiazania,- sporzadzenie dokumentacji
koncowej,- wykonanie prototypu i jego weryfikacja doswiadczalna,- opracowanie koncowego zapisu
konstrukcji (rysunki, opisy dzialania, obslugi, konserwacji, itp.) IIDostepnosc i cena material
ów
stanowi istotny warunek, od
spełnienia którego zalezy dalszy los zaprojektowanego obiektu. Istnieje
duza
róznorodnosc tworzyw konstrukcyjnych, obejmujaca cztery podstawowe grupy, a mianowicie:
metale i ich stopy, polimery, materialy ceramiczne i kompozyty. Wymienione grupy material
ów maja
znacznie rózniace sie cechy uzytkowe, takie jak: wlasnosci wytrzymalosciowe, tribologiczne,
termiczne, antykorozyjne, tlumienia drgan
. Ponadto róznia sie wlasciwosciami technologicznymi
okreslonymi przez takie cechy, jak: spawalnosc, skrawalnosc, tlocznosc czy wlasciwosci odlewnicze.
Technologicznosc polega na zharmonizowaniu struktury konstrukcji z mozliwosciami technologicznymi
w rozwaz
anym obszarze wytwórczym. Dostosowanie to powinno gwarantowac najkorzystniejszy pod
wzgledem
technicznymi ekonomicznym wybór technologii, która zapewnia spełnienie wymagan
uzytkowych oraz uzyskanie oczekiwanego standardu maszyny. Podatnosc eksploatacyjna jest
waznym warunkiem oceny jako
ci maszyny w fazie eksploatacji; dotyczy ona latwosci obslugi i
usuwania zaistnialych niesprawnosci. Ma to istotny wplyw na efektywne wykorzystanie maszyny, a
zwlaszcza na wydajnosc i koszty uzytkowania. Generalnie
podatność obslugowa i naprawcza
maszyny skraca czas bezproduktywnych
przestojów maszyn.
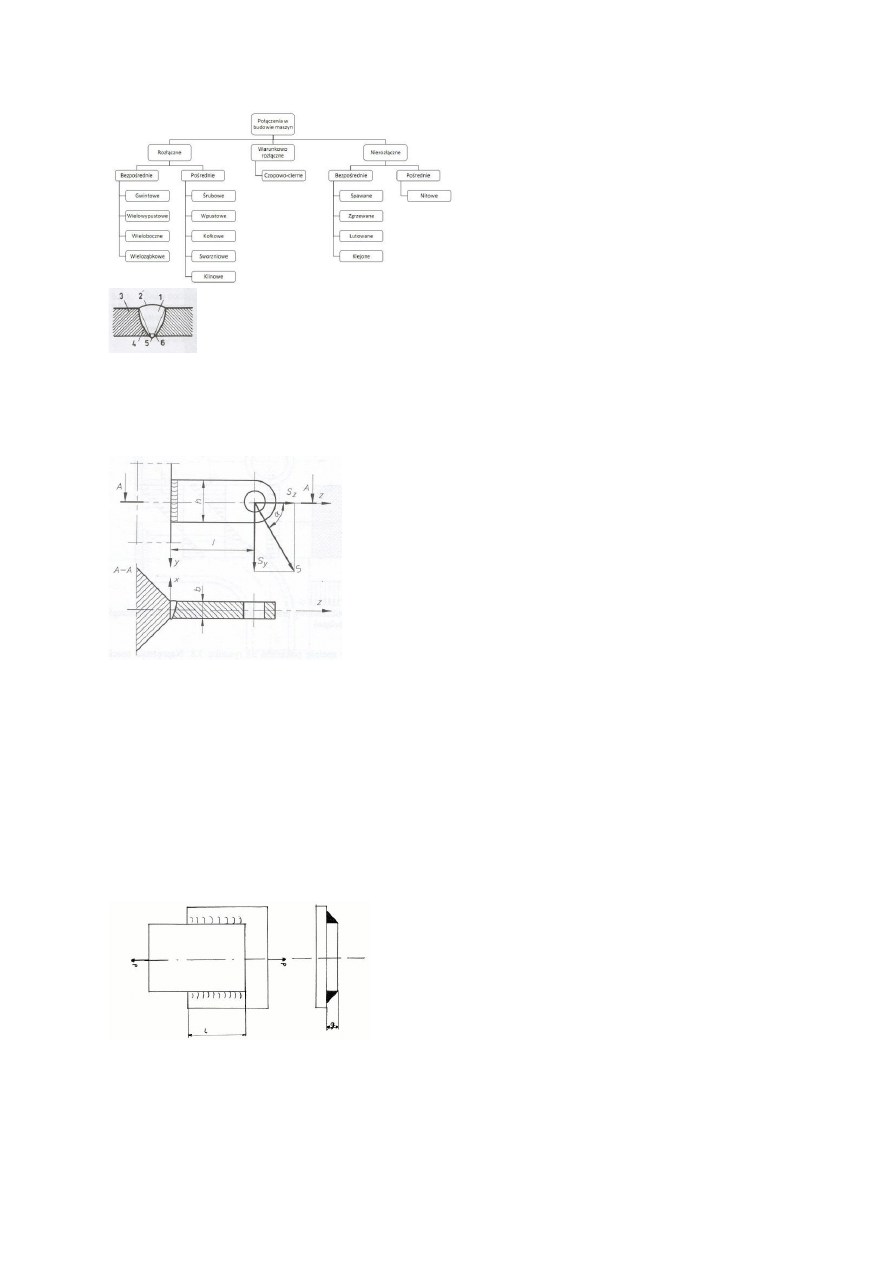
Budowa spoiny czo
łowej:1spoina,2lico,3strefa wpływów cieplnych, 4wtop,5grań,6rąbek.
Przyk
ład
Sprawdzi
ć wytrzymałość połączenia ze spoiną czołową 0,5V zaczepu cięgna ze
s
łupem, wykonanego ze stali S235JR. Połączenie przedstawia poniższy rysunek.
Napi
ęcie cięgna wynosi S = 1,5 kN. Kąt utworzony przez cięgno z poziomem 60
stopni, a wymiary zaczepu: b =12mm, h = 25mm, l = 80mm.
Si
łę napięcia cięgna można rozłożyć na składowe:
Sz - powoduj
ąc rozciąganie połączen,
Sy - zginaj
ąca i ścinająca połączenie.
Sz= scosalfa=1,5x cos60=0,75kN
Sy= ssinalfa=1,5x sin60= 1,3kN
Przekrój obliczeniowy spoiny stanowi prostokąt b x h
Fsp=bh= 12x25=300mm^2
Wskaznik wytrzyma
łości na zginanie
Wx=bh ^2/6=12x25^2/6=1250mm^3
Napr
ężenia wywołane w spoinie
Ror= Sz/Sfp=750/300=2,5Mpa
Rog= Mg/Wx= SyL/Wx=1300x80/1250=83,2Mpa
Tt= sy/fsp=1300/300=4,33Mpa
Przykład
Po
łączenie pokazane na rysunku zostało poddane działaniu obustronnie
zmiennego obci
ążenia o wartoci P = 2,4 kN. Sprawdzić wytrzymałość spoiny
niepodlegaj
ącej kontroli jakości, jeżeli grubość blach g = 10 mm, l = 60 mm, a
materia
łu to stal S235JR (Re = 235 MPa)
Grubo
śc spoiny:
a = 0.7 g = 7 mm

Wielko
ść kraterów:
k = a = 7 mm
D
ł. obliczeniowa spoiny
lo = l
2 k = 60 - 2 x 7 = 46
t=P/Fs<ki’
t=p/2xloxa
t=2400/644=3,73Mpa
ki’=zxzaxkr
ki’=0,5x0,22xkr
ki’=12,14Mpa
kr=Re/xe=235/2=117,5Mpa
Wyszukiwarka
Podobne podstrony:
AM2(sciaga) kolos1 id 58845 Nieznany
PKM ściąga 2 wer
fizyka sciaga telefon id 176620 Nieznany
PKM 31052012 Grupa 3 id 359757 Nieznany
PKM 17052012 Grupa 2 id 359738 Nieznany
4 sciaga drewno id 37955 Nieznany (2)
AM2(sciaga) kolos2 id 58846 Nieznany
PKM 04062012 Grupa 1 2 3 id 359 Nieznany
PKM 31052012 Grupa 2 id 359756 Nieznany
pkm projekt5 41 id 360112 Nieznany
IB sciaga ostateczna id 208826 Nieznany
PKM 17052012 Grupa 3 id 359739 Nieznany
PKM 31052012 Grupa 1 id 359755 Nieznany
[sciaga]m gif07 2 id 42808 Nieznany
pkm 04 01 id 359735 Nieznany
a sciaga moja id 49388 Nieznany (2)
AM2(sciaga) kolos1 id 58845 Nieznany
PKM ściąga 2 wer
więcej podobnych podstron