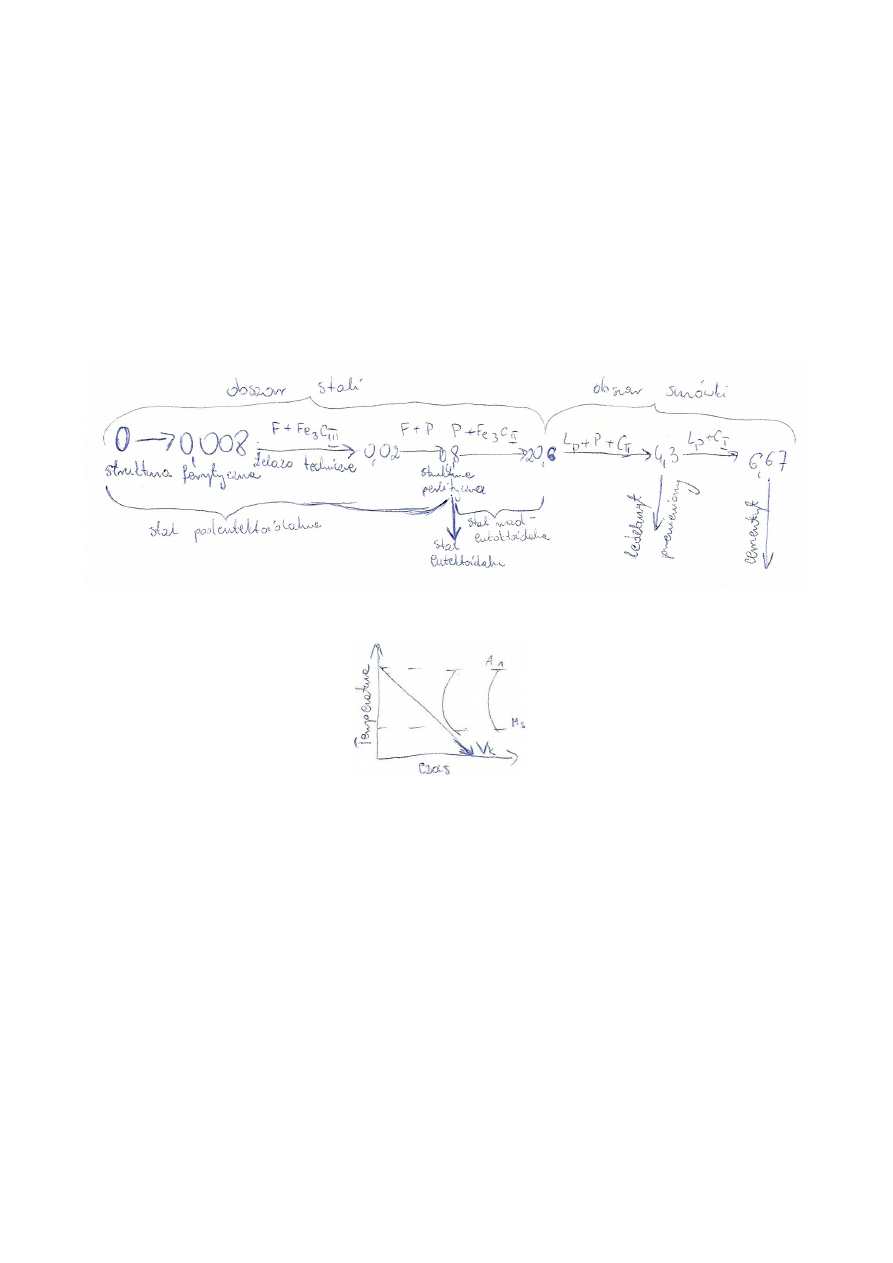
Występujące struktury ze względu na stężenie C (w temp. Otoczenia):
•
przy zawartości 0,008% C- występuje struktura ferrytyczna
•
przy zawartości 0,008-0.02% C- na granicach ziaren ferrytu pojawiają się wydzielenia
cementytu trzeciorzędowego. Takie stopy nazywane są zwykle żelazem technicznym
•
stale o zawartości do 0,8% C- nosza nazwę stali podeutektoidalnych. Ich struktura składa się
z dwóch składników (ferrytu i perlitu), przy czym ze wzrostem zawartości węgla w stali
wzrasta zawartość perlitu w strukturze
•
stal o zawartości 0,8% C- ma strukturę perlityczną i nosi nazwę stali eutektoidalnej
•
stale o zawartości 0,8-2,06% C- nazywane są stalami nadeutektoidalnymi i maja strukturę
składającą się z perlitu i cementytu wtórnego. W miarę wzrostu zawartości węgla, wzrasta
ilość cementytu w strukturze. Teoretycznie maksymalna zawartość cementytu wtórnego w
stali o zawartości C ogarniczonej do 2,06% wynosi ok. 20%
Przemiana martenzytyczna:
Przemiana martenzytyczna jest uwarunkowana chłodzeniem ciągłym stali z szybkością większą od
krytycznej
Bardzo duże przechłodzenie doprowadza do osiągnięcia temperatur, w których procesy dyfuzyjne
nie zachodzą. Przemiana austenitu w martenzyt zachodzi poniżej okreslonej dla danej stali
temperatury oznaczonej symbolem M
S
.
Temperatura końca przemiany martenzytycznej oznaczana
jest przez M
t
. W przypadku M
S
i M
t
obniżają się wraz ze wzrostem zawartości węgla i składników
stopowych tak, że przy większej ich zawartości temperatura M
t
może być niższa niż 0
o
C i wobec
tego
przemiana martenzytyczna zachodzi tylko częściowo. W takim przypadku w strukturze
pozostaje pewna ilość tzw. austenitu szczątkowego.
Ze względu na niską temperaturę procesu przemiana martenzytyczna jest przemianą bezdyfuzyjną.
W jej wyniku następuje przebudowa sieci regularnej ściennie centrowanej austenitu na sieć
regularną przestrzennie centrowaną żelaza α bez dyfuzji umożliwiającej umożliwiającej
wydzielenie węgla. Martenzyt w stalach węglowych jest więc przesyconym roztworem stałym
węgla w żelazie α. Wtrącany międzyatomowo węgiel zniekształca strukturę żelaza α tak, że po
przemianie martenzyt ma sieć tetragonalną. Stopień tetragonalności zwiększa się proporcjonalnie
do zawartości węgla w martenzycie. Martenzyt jest międzywęzłowym przesyconym roztworem
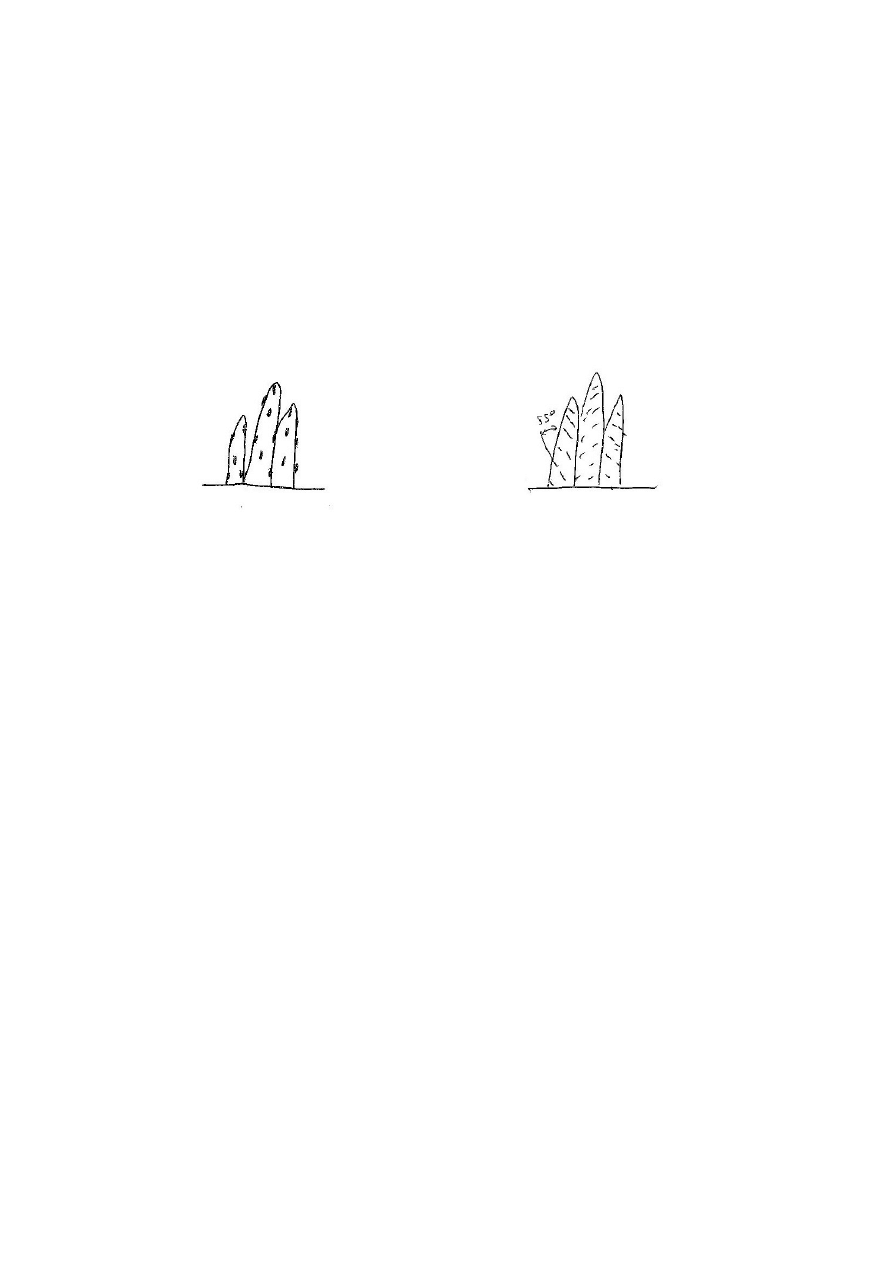
węgla w żelazie α. Struktura ma wygląd ciemnych igieł ułożonych grupami pod kątem 60 lub 120
o
względem siebie rozmieszczonych na jasnym tle przechłodzonego austenitu. Wielkość igieł
martenzytu zależy od wielkości ziaren austenitu: gruboziarnisty austenit przemienia się w
gruboiglasty martenzyt, a bardzo drobnoziarnisty austenit przemienia się w drobnoiglasty martenzyt
zwany bezpostaciowym lub skrytoiglastym.
Martenzyt z powodu naprężeń sieci wywołanych jej tetragonalnym zniekształceniem nadaje stali
dużą twardość i równocześnie kruchość tym większą, im jest bardziej gruboziarnisty.
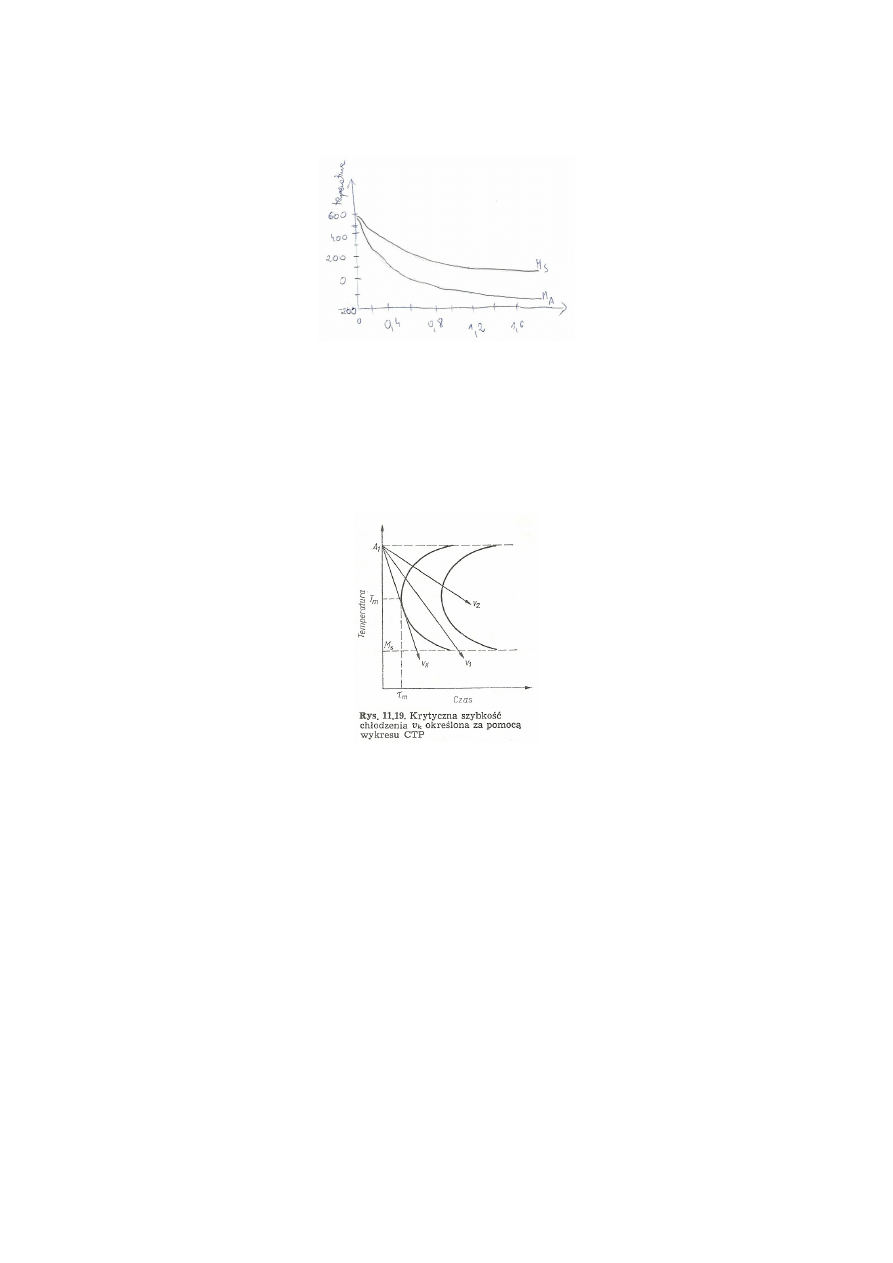
Warunkiem przebiegu przemiany martenzytycznej jest ciągłe obniżanie temperatury w zakresie od
M
s
do M
t
. Przy stałej temperaturze powstawanie martenzytu ustaje. Ponadto przemiana austenitu w
martenzyt może zajść dopiero przy odpowiednio dużej szybkości chłodzenia. Najmniejsza szybkość
chłodzenia, w wyniku której austenit przechodzi wyłącznie w martenzyt nazywana jest „krytyczną
szybkością chłodzenia (V
k
)”.
Stal chłodzona z szybkością większą od krytycznej podlega tylko przemianie martenzytycznej z
pominięciem przemian dyfuzyjnych.
Przemiana bainityczna:
Przemiana bainityczna przebiega w warunkach dużego przechłodzenia, w których dyfuzja atomów
żelaza zanika, ale dyfuzja atomów węgla jest jeszcze znaczna (zarówno w austenicie jak i ferrycie).
Z tego powodu przemiana w zasadzie dyfuzyjna i analogiczna do perlitycznej ma pewne cechy
przemiany bezdyfuzyjnej. Ponadto z powodu malejącej szybkości dyfuzji można wyróżnić dwie
modyfikacje przemiany bainitycznej, przechodzące w sposób ciągły; jedna w drugą, dla których
umowną granicą jes temperatura 400
o
C.
W temperaturach wyższych niż 400
o
C, dzięki dyfuzji węgla do otaczającego austenitu, zarodki
ferrytu rosną, przybierając kształt igieł, a na granicach ferryt-austenit krystalizują bardzo drobne
wydzielenia cementytu o kształcie zbliżonym do małych płytek. Dyfuzja ogranicza migracje
atomów węgla z ferrytu, skutkiem czego bainit jest mieszaniną ferrytu przesyconego węglem i
węglikami.
W temperaturach niższych niż 400
o
C, mechanizm przemiany jest analogiczny, tylko wolniejsza
dyfuzja powoduje większe przesycenie ferrytu węglem. Ponadto zarodkowanie cementytu
przemieszcza się z granic międzyfazowych do wnętrza igieł ferrytu, w których pojawiają się jeszcze
drobniejsze wydzielenia cementytu o kształcie małych płytek lub kulek. W najniższych
temperaturach zamiast cementytu lub obok niego mogą pojawić się wydzielenia niestabilnego
węglika o składzie około Fe
2
C, oznaczonego symbolem
ε. Im niższa temperatura przemiany, tym
mniej cementytu zawiera produkt, a przesycenie ferrytu jest większe. Ograniczenie procesów
dyfuzyjnych podczas przemiany bainitycznej, zachodzącej poniżej 400
o
C, powoduje jej
zakończenie przed całkowitym wyczerpaniem austenitu. Dlatego w strukturze stali obok produktów
przemiany pozostaje niewielka ilość (2-3%) nietrwałego nieprzemienionego austenitu, zwanego
austenitem szczątkowym.
Produktem przemiany bainitycznej jest dwufazowa mieszanina ferrytu przesyconego węglem i
drobnymi wydzieleniami cementytu zwana bainitem.
Wyróżnia się bainit górny (pierzasty) tworzący się powyżej 400
o
C oraz bainit dolny (iglasty),
tworzący sie ponżej 400
o
C.
Bainit górny w porównaniu z perlitem drobnym, nieznacznie powiększa wytrzymałośc i twardość
stali, natomiast wyraźniej zmniejsza plastyczność.
Bainit dolny mocniej zwiększa wytrzymałość i twardość, przy zachowaniu stosunkowo dobrej
plastyczności.
Bainit górny Bainit dolny
Bainit dolny ma lepszą strukturę niż bainit górny i to właśnie dlatego bainit dolny znalazł szersze
zastosowanie.
Stale bainityczne charakteryzują się znacznie wiekszymi naprężeniami niż stale martenzytyczne,
dzięki czemu nie jest potrzebna obróbka cieplna po hartowaniu.
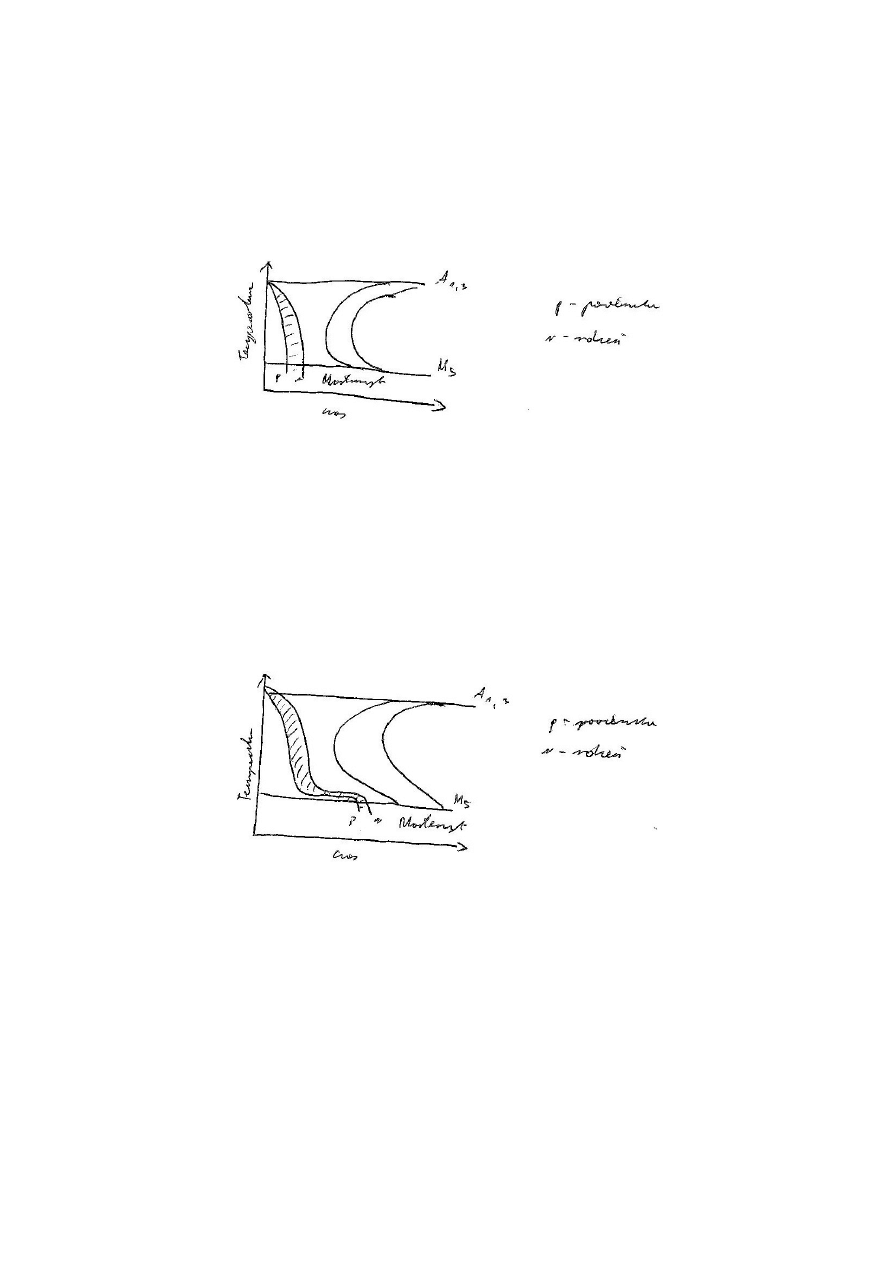
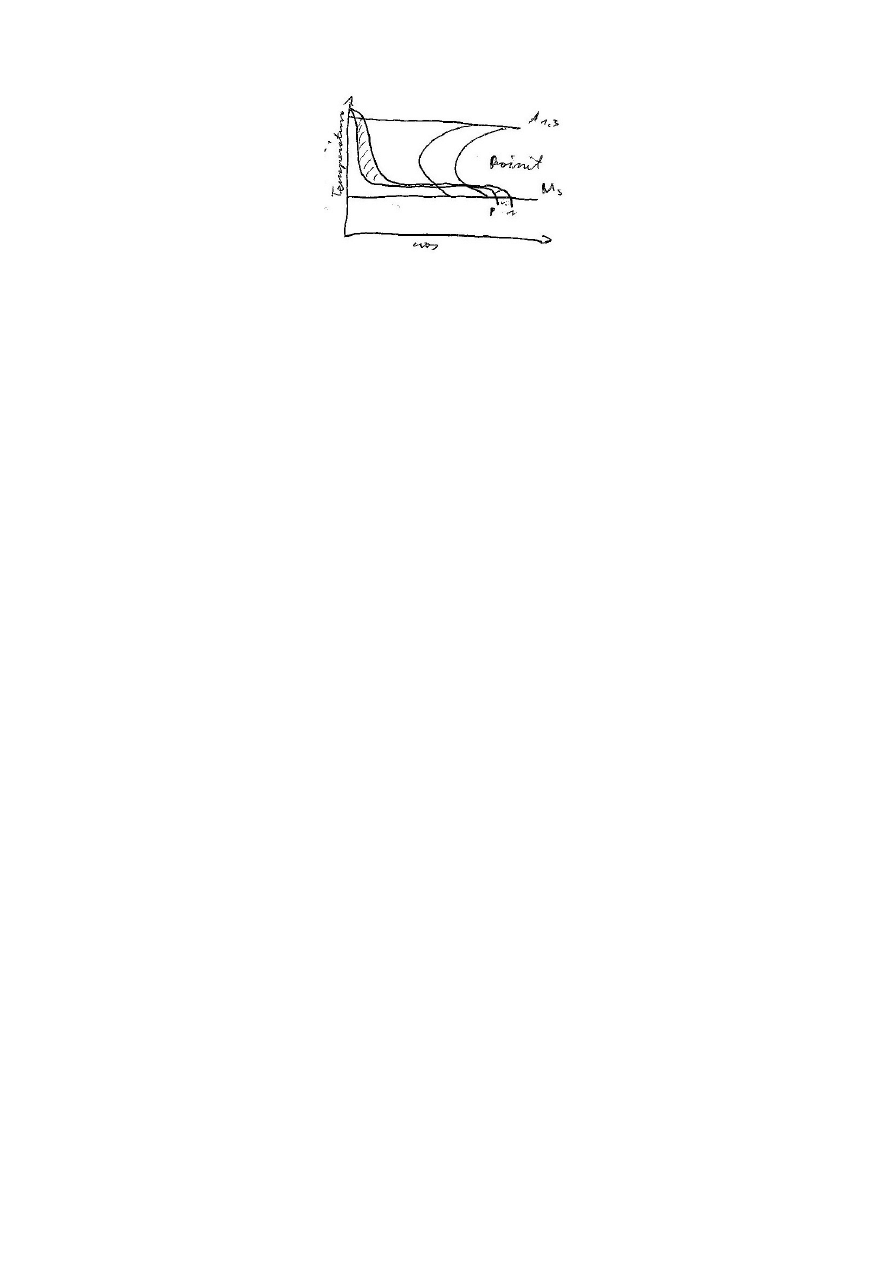
Wykresy CTP:
Przemiany przechłodzonego austenitu poszczególnych gatunków stali przedstawia się na wykresach
CTP (Czas, Temperatura, Przemiana). Wyróżnia się wykresy CTPi- odpowiadające warunkom
chłodzenia izotermicznego i wykrecy CTPc, odpowiadające warunkom chłodzenia ciągłego. Te
ostatnie są przydatniejsze dla praktyki przemysłowej, ponieważ w obróbce cieplnej najczęściej
stosowane jest chłodzenie ciągłe. Zaletą jest to, że w jednym układzie, zależnie od prędkości
chłodzenia, wyróżniamy różne przemiany.
Najważniejsza informacja uzyskiwana z wykresu CTP to dla dowolnej stali: trwałość
przechłodzonego austenitu i czas trwania przemiany. Linia przebiegająca od temperatury
austenityzowania stycznie do krzywej początku przemiany przedstawia krytyczną szybkość
chłodzenia stali. Stal chłodzona z szybkością większą od krytycznej podlega tylko przemianie
martenzytycznej z pominięciem przemian dyfuzyjnych. Węgiel nieznacznie powiększa trwałość
przechłodzonego austenitu do zawartości eutektoidalnej, natomiast przy większej zawartości- działa
odwrotnie. Spośród pierwiastków stopowych z wyjątkiem kobaltu, wszystkie powiększaja trwałość
przechłodzonego austenitu, przy czym uwzględniając ich oddziaływanie wyróżnia się dwie grupy:
•
Pierwiastki nie tworzące w stopach żelaza węglików
•
Rozpraszające się w austenicie, przecinając krzywe początku i końca przemian austenitu w
kierunku wiekszych czasów.
(wykres znajduje się na nastepnej stronie)
Stal gruboziarnista i drobnoziarnista:
Przekroczenie temperatury przemiany A
c1
zaznacza się raptownym zmniejszeniem ziaren, tzn.
nowopowstałe ziarna austenitu sa zawsze bardzo drobne i w zasadzie ich wymiary nie zależą od
wielkości ziaren perlitu, z którego utworzył się austenit. Rozdrobnienie ziarna austenitu w czasie
przemiany jest związane z tworzeniem się dużej liczby zarodków nowych ziaren na olbrzymiej i
bardzo rozwiniętej powierzchni granicznej między ferrytem a cementytem. Dalsze nagrzewanie
(lub wygrzewanie) po dokonanej przemianie wywołuje rozrost ziaren austenitu.
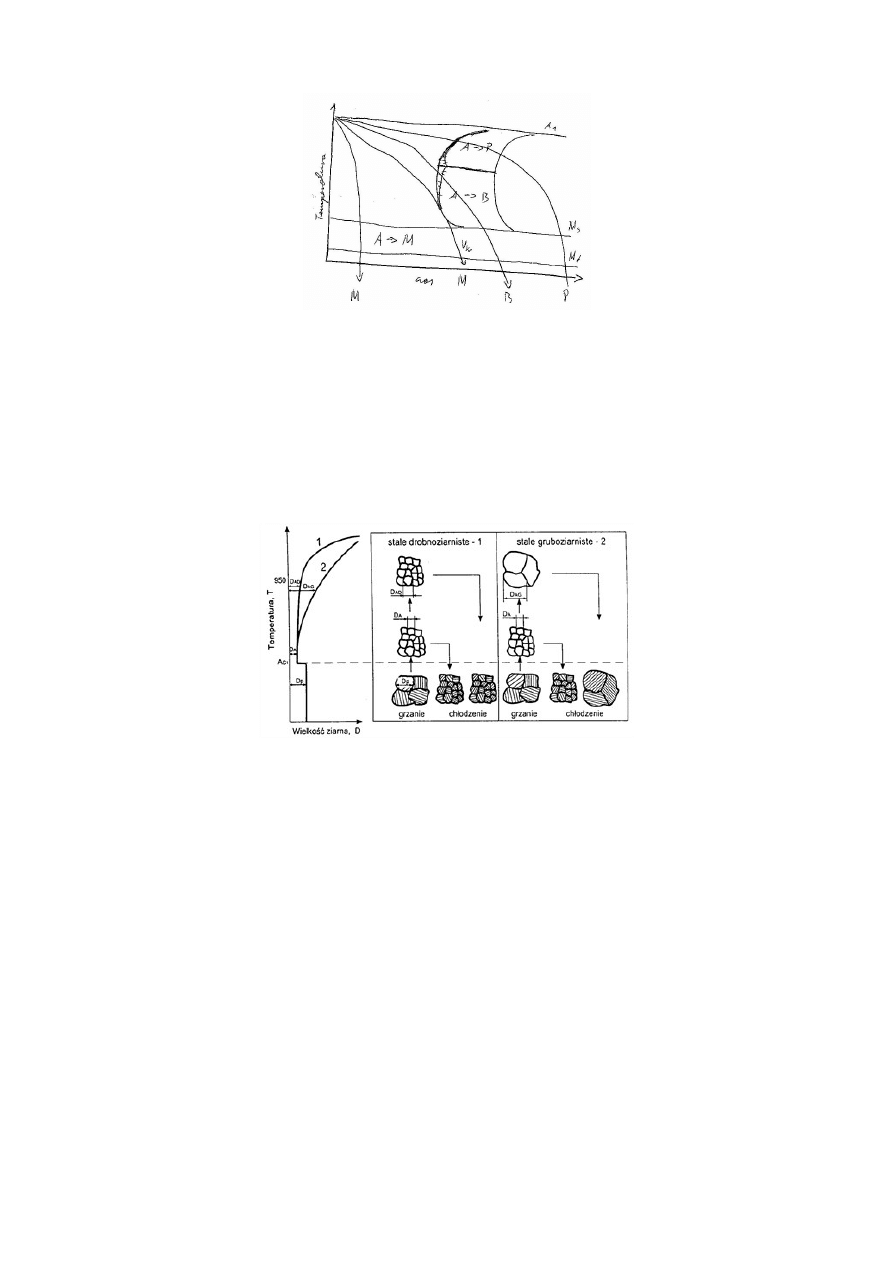
Schemat zmiany wielkości ziarna stali eutektoidalnej w czasie nagrzewania powyżej temperatury A
1
Schemat zmiany wielkości ziarna stali eutektoidalnej w czasie nagrzewania powyżej temperatury
A1 Zjawisko rozrostu jest procesem samorzutnym, gdyż jego następstwem jest zmniejszenie łącznej
powierzchni ziarn (zmniejsza się energia powierzchniowa), wysoka temperatura zapewnia
dostatecznie szybki przebieg tego procesu. W praktyce rozróżnia się dwa typy stali:
•
stale wykazujące skłonność do rozrostu ziarn austenitu, który zaczyna się po niewielkim
przekroczeniu temperatury Ac1 — stale te nazywamy gruboziarnistymi
•
stale nie mające skłonności do rozrostu ziarn austenitu bezpośrednio po przekroczeniu
temperatury Ac1 W stalach tych ziarno zaczyna się rozrastać dopiero po nagrzaniu ich do
temperatury ok. 1000°C.
Zbyt wysokie i długotrwałe wygrzewanie stali podczas austenityzowania powoduje więc rozrost
ziarn austenitu. Z kolei wielkość ziarna perlitu zależy od wyjściowej wielkości ziarna austenitu, z
którego powstał perlit. Im większe są ziarna austenitu, tym większe tworzą się na ogół ziarna
perlitu. Powstanie struktury gruboziarnistej jest niepożądane, gdyż stal taka charakteryzuje się
niższą wytrzymałością i udarnością. Dlatego w czasie austenityzowania stali skłonnych do rozrostu
ziarna należy ściśle przestrzegać określonych: temperatury i czasu grzania.
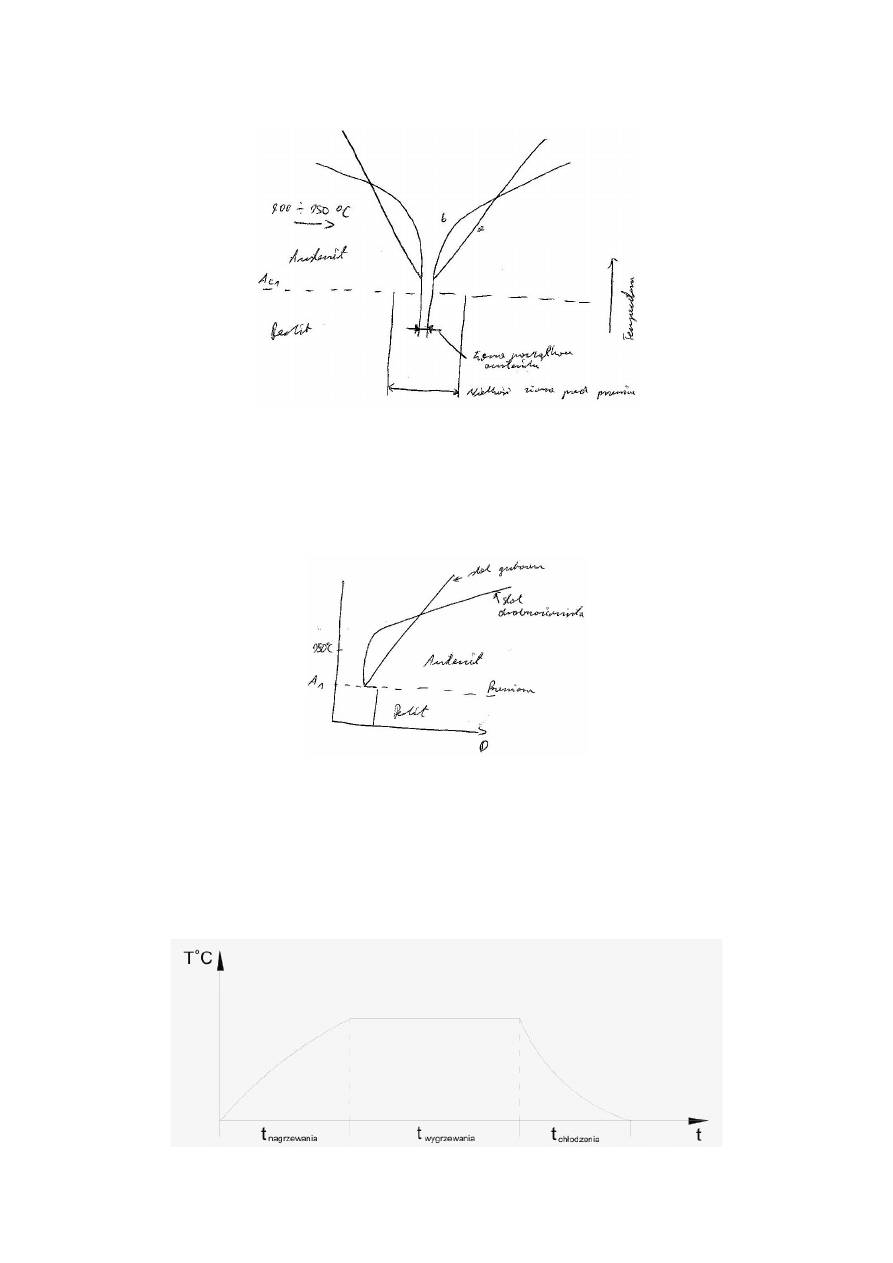
Schemat przedstawiający zmianę wielkości ziarna austenitu w czasie nagrzewania stali gruboziarnistej (krzywa a) i stali
drobnoziarnistej (krzywa b)
Głównym czynnikiem hamującym rozrost ziarna austenitu jest są dyspersyjne cząstki obcych faz,
które rozpuszczają się zwykle w temp. 950-1000
o
C. Uniemożliwiają one migrację granic ziaren,
gdyż powstaje siła przyciągająca granicę do cząstki. Cząstki takie stanowią więc skuteczną barierę,
utrudniającą rozrost ziaren.
Obróbka cieplna stali:
Pod pojęciem obróbkicieplnej rozumiemy odpowiednio dobrane zabiegi cieplne, które prowadzą do
poprawy własności stali przez zmiany struktury, wywołane przemianami fazowymi zachodzącymi
w stanie stałym. W obróbce cieplnej rozróżnia się operację i zabiegi. Operacja- rodzaj procesu
technologicznego (np. hartowanie, wyżarzanie), natomiast zabiegiem nazywamy część operacji (np.
nagrzewanie, wygrzewanie, chłodzenie). Operacja składa się zwykle z kilku zabiegów.
Schemat operacji złożonej z nagrzewania, wygrzewania i chłodzenia w układzie temperatura-czas

Podstawowymi parametrami, które decydują o przemianach fazowych są: szybkość nagrzewania,
temperatura wygrzewania, czas nagrzewania, wygrzewania i chłodzenia oraz szybkość chłodzenia
w zależności od temperatury wygrzewania.
Do podstawowych zabiegów cieplnych należy zaliczyć grzanie lub nagrzewanie elementów, przy
czym grzanie jest pojęciem bardziej ogólnym i oznacza podnoszenie temperatury, czyli
nagrzewanie oraz utrzymanie temperatury na stałym poziomie, tj. wygrzewaniu. Przy nagrzewaniu
dwustopniowym rozróżnia się podgrewanie- nagrzewanie do temperatury pośredniej i dogrzewanie-
nagrzewanie do temperatury wygrzewania. Po grzaniu następuje zawsze chłodzenie, czyli ciągłe lub
stopniowe obniżanie temperatury elementu do pewnej, określonej temperatury (najczęściej
temperatury otoczenia).
Termin „chłodzenie” obejmuje również takie pojęcia jak:
•
studzenie- powolne chłodzenie (np. w piecu lub w spokojnym powietrzu)
•
oziębianie- szybkie chłodzenie (np. w wodzie lub oleju)
•
podchładzanie- obniżanie temperatury do wartości pośredniej
•
dochładzanie- obniżanie temperatury do wartości końcowej
•
wymrażanie- ochładzanie i zwykle utrzymywanie przedmiotu w temperaturze poniżej 0
o
C.
Bardziej specjalistyczne terminy to:
•
austenityzowanie- wygrzewanie stali w odpowiednio wysokiej temperaturze przez określony
czas w celu wytworzenia struktury austenitu.
W zależności od rodzaju dodatkowego czynnika wyróżniamy jeszcze obróbki:
•
cieplno-chemiczną
•
cieplno-magnetyczną
•
cieplno-plastyczną.
Temperatura austenityzowania- jest to temperatura, do jakiej podgrzewamy stal, aby uzyskać
strukturę austenityczną, czyli o 30-50
o
C powyżej linii A
3
A
cm.
Hartowanie:
Hartowanie polega na nagrzaniu przedmiotu do temperatury, w której następuje wytworzenie
struktury austenitu i następnie szybkim chłodzeniu w wodzie lub oleju, w celu otrzymania struktury
martenzytycznej. Temperaturę hartowania stali określa się w zależności od temperatur A
c1
, A
c3
, A
cm
.
Optymalna temperatura hartowania stali podeutektoidalnych jest zwykle wyższa o 30-50
o
C od
temperatury A
c3
, a stali eeutektoidalnych i nadeutektoidalnych wyższa o 30-50
o
C od temperatury
A
cm
. Hartowanie stali podeutektoidalnych od temperatury wyższej do A
c1
, lecz niższej niż A
c3
, jest
niekorzystne, ponieważ w strukturze martenzytu występuje również pewna ilość wolnego
ferrytu, który zmniejsza twardość i pogarsza własności mechaniczne po odpuszczeniu.
Natomiast w przypadku stali nadeutektoidalnych zakres temperatury hartowania powyżej A
c1
i poniżej A
cm
jest korzystny. Nie uzyskuje się wprawdzie pełnego przejścia stali w
austenit, lecz pozostający w strukturze cementyt drugorzędowy jest składnikiem o wysokiej
twardości i nie pogarsza własności mechanicznych. Nagrzewanie zaś powyżej A
cm
jest
niebezpieczne i zbyteczne, ponieważ nie zwiększa twardości stali zahartowanej, lecz przeciwnie
- nawet nieco zmniejsza wskutek zwiększenia ilości austenitu szczątkowego i rozpuszczania się
cementytu. Ponadto podczas nagrzewania powyżej A
cm
rośnie ziarno austenitu i zwiększa się
możliwość powstania dużych naprężeń hartowniczych. Rozrost ziarn austenitu powoduje, że w
stali zahartowanej otrzymuje się strukturę martenzytu o grubych igłach i grubokrystaliczny
przełom, co jest powodem małej ciągliwości i niskiej udarności stali.
•
Hartowanie objętościowe- polega na nagrzaniu elementu na wskroś i może być realizowane
z różnymi prędkościami studzenia
•
Hartowanie zwykłe (martenzytyczne)- polega na austenityzowaniu z następnym szybkim
oziębieniem w jednym ośrodku w celu uzyskania struktury martenzytycznej. Szybkość
oziębienia musi być większa od krytycznej. Stale węglowe hartuje się na ogół w wodzie, a
stale stopowe w oleju. Przy chłodzeniu w powietrzu nie uzyskuje się szybkości krytycznych,
wyznaczonych dla stali węglowych i niskostopowych.
Jedynie stale wysokostopowe o małej szybkości krytycznej ulegają zahartowaniu w powietrzu. Są
to tzw. stale samohartujące się.
W zależności od sposobu chłodzenia rozróżniamy:
•
Hartowanie przerywane- polegające na stosowaniu dwóch ośrodków chłodzących (np.
najpierw wody, a następnie- oleju)
•
Hartowanie stopniowe- polega na nagrzaniu przedmiotu hartowanego, a następnie
szybkiemu schłodzeniu w kąpieli chłodzącej, zwykle ze stopionej saletry, do temperatury
nieco powyżej temperatury przemiany martenzytycznej i przetrzymaniu w tej temperaturze,
by nastąpiło wyrównanie temperatur w całym przekroju przedmiotu. W drugiej fazie, już w
kąpieli wodnej lub olejowej, następuje dalsze schładzanie, w celu uzyskania przemiany
martenzytycznej. Zaletą tej metody jest uniknięcie naprężeń hartowniczych. Wymaga jednak
dużej wprawy przy określaniu czasu kąpieli pośredniej.
•
Hartowanie bainityczne z przemianą izotermiczną- jest zabiegiem cieplnym polegającym na
hartowaniu i oziębianiu w kąpieli solnej o temperaturze bliskiej lecz nieco wyższej od M
s
i wytrzymaniu w tej kąpieli w czasie zapewniającym całkowite ukończenie przemiany
bainitycznej i następnie ochłodzeniu na powietrzu. Ten rodzaj hartowania ma wszystkie
dodatnie cechy hartowania stopniowego, a więc zmniejszenie naprężeń cieplnych i
strukturalnych oraz zmniejszenie możliwości powstawania pęknięć i deformacji, a ponadto
zapewnia uzyskanie przez stal dużej udarności, lecz niższej twardości od martenzytu.
Wyszukiwarka
Podobne podstrony:
materialy www przeklej pl
podstawy elektrotechniki materialy www przeklej pl[1]
referaty na materia oznawstwo www.przeklej.pl, Rok II, laborki z termy
prognozowanie popytu www.przeklej.pl www.przeklej.pl, Szkoła materiały, Logistyka, Prognozowanie
wytrzymalosc materialow sciaga www przeklej pl
obr bka cieplna by dr zek www.przeklej.pl, AGH, Semestr II, Podstawy Nauk o materiałach[Kot,Dymek,
materia oznawstwo skrypt ps www przeklej pl
konspekt prezentacji czapor www.przeklej.pl, studia, nano, 2rok, 3sem, polimery i materiały funkcjon
miernictwo mojeodp www.przeklej.pl, 1 STUDIA - Informatyka Politechnika Koszalińska, muniol, I rok,
referaty na materia oznawstwo www.przeklej.pl, Rok II, laborki z termy
phmetria www przeklej pl
inventor modelowanie zespolow www przeklej pl
prob wki www.przeklej.pl, Ratownictwo Medyczne
rozw j teorii literatury wyk zag do egz www przeklej pl
pytania www przeklej pl
hih wyniki kolokwium 21012010 www przeklej pl
micros atmel www przeklej pl
więcej podobnych podstron