INSTRUKCJA SERWISOWA
DLA
VARIAXIS 630
(Mazatrol Fusion 640M)
INSTRUKCJA NR: E550MA0011E0PL
Serial Nr:
12.2004
WAŻNE WSKAZÓWKI
1. Zawarte w niniejszej instrukcji przepisy bezpieczeństwa i jak również cała tabela wskazówek
dotyczących obrabiarki oraz jej wyposażenia należy bezwzględnie przestrzegać. Inaczej może to
doprowadzić do ciężkiego uszkodzenia ciała lub uszkodzenia obrabiarki. Nie wyszczególnione w
niniejszej instrukcji wskazówki bezpieczeństwa pracy, powinny być natychmiast wprowadzone do
instrukcji
2. Nie
powinno
się wprowadzać żadnych zmian , które będą potraktowane jako naruszenie bezpiecznej
pracy na obrabiarce. Jeżeli takie zmiany są konieczne, proszę zwrócić się z tym problemem do
najbliższego centrum obsługi klienta.
3. Niektóre
ze
środków bezpieczeństwa nie są wpisane do instrukcji obsługi obrabiarki i jej wyposażenia
/ pokrywy , drzwi itp./. Dlatego przed uruchomieniem obrabiarki sprawdzić , czy te zabezpieczenia
wprowadzone są i funkcjonują.
4. Ta instrukcja jest sprawdzona przed wprowadzeniem do druku . Jednak zawsze dążymy do tego ,aby
nasz produkt był ciągle ulepszany i dlatego będzie on ulegał ustawicznym zmianom.
5. Instrukcja ta powinna być zawsze osiągalna przy obrabiarce.
6. Jeżeli Państwo potrzebują nową instrukcję ,proszę się zwrócić do najbliższego centrum obsługi klienta
podając nr instrukcji albo nazwę obrabiarki , jej numer fabryczny oraz tytuł instrukcji.
Przed uruchomieniem tej obrabiarki oraz jej wyposażenia powinniście Państwo zapoznać się z
niniejszą instrukcją, aby zapewnić prawidłową obsługę. Jeżeli Państwo mają jakieś pytania, proszę
zwrócić się z nimi do specjalisty z najbliższego centrum obsługi klienta.


C-1
SPIS TREŚCI
1
WSTĘP ................................................................................................. 1-1
1-1
Dokumentacja techniczna ..................................................................................1-1
1-2
Numerowanie stron ............................................................................................1-1
1-3
Numerowanie rysunków i tabel...........................................................................1-2
2
BEZPIECZEŃSTWO PRACY
.............................................................. 2-1
2-1
Wiadomości ogólne ............................................................................................2-1
2-2
Podstawowe środki bezpieczeństwa ..................................................................2-1
2-3
Ubiór i ochrona osobista.....................................................................................2-3
2-4
Środki bezpieczeństwa podczas pracy maszyny................................................2-4
2-5
Środki ostrożności przy mocowaniu części obrabianych i narzędzi....................2-5
2-6
Środki bezpieczeństwa przy konserwacji ...........................................................2-6
2-7
Środki bezpieczeństwa na miejscu pracy ...........................................................2-8
2-8
Zagadnienia bezpieczeństwa związane z transporterem wiórów .......................2-8
2-9
Wyposażenie zabezpieczające ..........................................................................2-9
2-10 Uwagi na temat warunków skrawania zalecanych przez NC............................2-11
2-11 Tabliczki ostrzegawcze.....................................................................................2-11
3
OGÓLNY OPIS MASZYNY .................................................................. 3-1
3-1
Konstrukcja maszyny..........................................................................................3-1
4
PRZEGLĄDY OKRESOWE.................................................................. 4-1
4-1
Wiadomości ogólne ............................................................................................4-1
4-2
Tabela przeglądów i prac obługowych................................................................4-2

C-2
4-3
Przeglądy codzienne i obsługa...........................................................................4-3
4-3-1
Czyszczenie............................................................................................................ 4-3
4-3-2
Sprawdzenie poziomu oleju i uzupełnienie............................................................. 4-6
4-3-3
Uzupełnianie chłodziwa (w razie potrzeby)............................................................. 4-7
4-3-4
Sprawdzenie ciśnień (hydrauliczne i powietrza) ..................................................... 4-9
4-3-5
Przeglądy i regulacje .............................................................................................. 4-9
4-4
Przeglądy tygodniowe i obsługa .........................................................................4-9
4-4-1
Czyszczenie............................................................................................................ 4-9
4-4-2
Przeglądy i regulacje .............................................................................................. 4-9
4-5
Przeglądy miesięczne i prace obsługowe.........................................................4-10
4-5-1
Czyszczenie.......................................................................................................... 4-10
4-5-2
Przeglądy i regulacje ............................................................................................ 4-11
4-6
Półroczne przeglądy i prace obsługowe ...........................................................4-12
4-6-1
Wymiana oleju i czyszczenie/wymiana filtra ......................................................... 4-12
4-6-2
Przeglądy i regulacje ............................................................................................ 4-13
4-7
Przegląd coroczny i dwuroczny oraz prace obsługowe ....................................4-16
4-7-1
Wymiana oleju oraz czyszczenie/wymiana filtrów ................................................ 4-16
4-7-2
Przeglądy i regulacje ............................................................................................ 4-20
4-8
Przegląd i prace obsługowe przed zatrzymaniem maszyny na dłuższy
czas ..................................................................................................................4-21
4-9
Przegląd i prace obsługowe przed uruchomieniem maszyny po dłuższym
postoju..............................................................................................................4-22
4-10 Kontrola zasilania olejem..................................................................................4-23
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW................................................. 5-1
5-1
Wrzeciono ..........................................................................................................5-2

C-3
5-1-1
Konfiguracja i zarys pracy....................................................................................... 5-2
5-1-2
Usuwanie usterek ................................................................................................... 5-3
5-2
Oś X, Y, Z...........................................................................................................5-4
5-2-1
Konfiguracja i zarys pracy....................................................................................... 5-4
5-2-2
Usuwanie usterek ................................................................................................... 5-5
5-3
Stół przechylno obrotowy ...................................................................................5-6
5-3-1
Konstrukcja ............................................................................................................. 5-6
5-3-2
Usuwanie usterek ................................................................................................... 5-7
5-3-3
Przygotowanie do pracy ......................................................................................... 5-9
5-3-4
Praca próbna .......................................................................................................... 5-9
5-3-5
Opis zacisku ......................................................................................................... 5-12
5-3-6
Regulacja luzu międzyzębnego przekładni........................................................... 5-15
5-3-7
Sekcja powrotu do punktu zerowego & pozycjonowanie zabieraka ..................... 5-18
5-3-8
Przegląd codzienny i prace obsługowe ................................................................ 5-19
5-4
Zespół ATC ......................................................................................................5-20
5-4-1
Konfiguracja.......................................................................................................... 5-20
5-4-2
Usuwanie usterek ................................................................................................. 5-20
5-4-3
Prace obslugowe przy ATC .................................................................................. 5-20
5-5
Magazynek narzędzi.........................................................................................5-22
5-5-1
Konfiguracja.......................................................................................................... 5-22
5-5-2
Usuwanie usterek ................................................................................................. 5-22
5-6
Układ hydrauliczny ...........................................................................................5-23
5-6-1
Konfiguracja i zarys pracy..................................................................................... 5-23
5-6-2
Usuwanie usterek ................................................................................................. 5-23
5-7
Schemat układu hydraulicznego.......................................................................5-25

C-4
5-8
Zespół centralnego smarowania.......................................................................5-29
5-8-1
Konfiguracja i zarys pracy..................................................................................... 5-29
5-8-2
Usuwanie usterek ................................................................................................. 5-30
5-8-3
Regulacja.............................................................................................................. 5-30
5-9
Zespół chłodzenia wrzeciona ...........................................................................5-31
5-9-1
Konfiguracja i zarys pracy..................................................................................... 5-31
5-9-2
Usuwanie usterek ................................................................................................. 5-32
5-10 Układ chłodzenia ..............................................................................................5-33
5-10-1
Konfiguracja i zarys pracy..................................................................................... 5-33
5-10-2
Usuwanie usterek ................................................................................................. 5-33
5-11 Układ pneumatyczny ........................................................................................5-35
5-11-1
Usuwanie usterek ................................................................................................. 5-35
5-11-2
Schemat obwodu pneumatycznego...................................................................... 5-36
5-11-3
Prace obsługowe .................................................................................................. 5-39
5-12 Zepół pomiaru długości narzędzia....................................................................5-40
5-12-1
Konfiguracja i zarys pracy..................................................................................... 5-40
5-12-2
Usuwanie usterek ................................................................................................. 5-40
5-12-3
Regulacja.............................................................................................................. 5-40
5-13 Zespół NC i szafa sterowania elektrycznego....................................................5-41
5-13-1
Usuwanie usterek ................................................................................................. 5-41
5-13-2
Resetowanie przekaźnika termicznego ................................................................ 5-41
5-13-3
Wymiana czujnika bliskości .................................................................................. 5-42
6
INSTALACJA ........................................................................................ 6-1
6-1
Środki ostrożności przy instalowaniu maszyny...................................................6-1

C-5
6-2
Przygotowanie do instalacji ................................................................................6-2
6-2-1
Środowisko pracy maszyny .................................................................................... 6-2
6-2-2
Wymagania dla zewnętrznego źródła zasilania...................................................... 6-3
6-2-3
Wymagania dla źródła powietrza............................................................................ 6-4
6-2-4
Pozycje do potwierdzenia przed transportem maszyny.......................................... 6-4
6-3
Instalacja ............................................................................................................6-4
6-3-1
Ostrzeżenia dla instalacji ........................................................................................ 6-4
6-3-2
Podnoszenie ........................................................................................................... 6-5
6-3-3
Masy zespołów maszyny ........................................................................................ 6-6
6-3-4
Rozpakowanie, przegląd i czyszczenie .................................................................. 6-7
6-3-5
Lokalizacja wsporników transportowych................................................................. 6-7
6-3-6
Procedura instalacji ................................................................................................ 6-8
6-4
Przyłączenie zasilania i źródła powietrza ...........................................................6-9
6-4-1
Przyłączenie zasilania ............................................................................................ 6-9
6-4-2
Uziemienie ............................................................................................................ 6-10
6-4-3
Przyłączanie źródła powietrza .............................................................................. 6-11
6-5
Praca próbna....................................................................................................6-12
6-5-1
Sprawdzenie maszyny przed pracą próbną.......................................................... 6-12
6-5-2
Przegląd elektryczny przed włączeniem zasilania................................................ 6-12
6-5-3
Sprawdzenie ustawień parametrów...................................................................... 6-13
6-5-4
Sprawdzenie maszyny w pracy ręcznej................................................................ 6-13
6-5-5
Docieranie............................................................................................................. 6-13
7
ZAŁĄCZNIK .......................................................................................... 7-1
7-1
Lista czujników, włączników i punktów smarowania ...........................................7-1

C-6
7-2
Lista części zużywających się ............................................................................7-2

C-7
- NOTATKI -
E
1-1
1 WSTĘP
1-1 Dokumentacja
techniczna
W zakres dostawy wchodzą następujące instrukcje:
•
Instrukcja eksploatacji
Praca
maszyny
•
Instrukcja obsługi
Przegląd, czyszczenie i inne prace konserwacyjne
•
Podręcznik programowania
Programowanie
CNC
•
Praca CNC
Opis
obsługi CNC
•
Lista parametrów
Parametry
pracy
•
Komunikaty ostrzegawcze
Opis komunikatów ostrzegawczych
•
Lista części
Zamawianie
części zamiennych
•
Schematy okablowania
Przyłącza elektryczne
•
Instrukcja obsługi dla wykonań specjalnych
Praca
maszyny
1-2 Numerowanie
stron
Oznaczenia rysunków składają się z liczb połączonych kreską. Pierwsza liczba wskazuje numer
rozdziału a druga numer bieżący.
Przykład 1:
2-15
Nr strony
Nr rozdziału
W razie zmiany powodującej konieczność zmiany liczby stron, wstawione zostaną strony
dodatkowe. Numery tych strony stron będą utworzone przez dodanie myślnika i kolejnego
numeru do numeru strony przed zmianą.
Przykład 2:
3-16-1
Dodana strona
1-2
1-3 Numerowanie rysunków i tabel
1.
Numery rysunków
Numery rysunków składają się ze słowa “Rys” i dwóch cyfr za nich, połączonych myślnikiem.
Pierwsza cyfra wskazuje numer rozdziału a druga numer kolejny w tym rozdziale. Za numerem
rysunku znajduje się jego tytuł.
Przykład 1:
Rys. 3
‐ 1 Główne Elementy Maszyny (1/2)
Nr kolejny rys w
rozdziale
Nr rozdziału
Tytuł
Przyrostek wskazuje, że są dwa
rysunki, jak wskazuje
denominator i to jest pierwszy
jak wskazuje numerator.
2.
Numery tabel
Numery tabel składają się ze słowa “Tabela” i dwóch cyfr połączonych myślnikiem. Pierwsza
cyfra wskazuje numer rozdziału a druga numer kolejny w rozdziale. Za numerem tablicy
znajduje się jej tytuł.
Przykład 1:
Tabla 2-1 Szczegóły tabliczki bezpieczeństwa (kont.)
Numer kolejny tabeli
w rozdziale
Numer rozdziału
Tytuł
Przyrostek jest dodawany
do tytułu na drugiej i
kolejnych stronach, jeśli
tabela zajmuje więcej niż
jedną stronę.
Uwaga: Niektóre z rysunków i tabel w tej instrukcji nie są numerowane.
E
2-1
2 BEZPIECZEŃSTWO PRACY
2-1 Wiadomości ogólne
1. Maszyna ta wyposażona jest w różne urządzenia zabezpieczające dla ochrony
obsługującego i samej maszyny. Przed uruchomieniem maszyny należy dokładnie
przeczytać ten rozdział. Zrozumienie wszystkich funkcji jest warunkiem bezpiecznej pracy.
Dla bezpieczeństwa na miejscu pracy należy uwzględnić także inne warunki pracy i
zastosowane materiały.
2. W instrukcji tej przepisy bezpieczeństwa podzielone są na trzy kategorie:
NIEBEZPIECZEŃSTWO, OSTROŻNIE, UWAGA. Ich znaczenie jest następujące:
NIEBEZPIE
CZEŃSTWO
: Nie stosowanie się do instrukcji powoduje zagrożenie życia.
OSTROŻNIE
:
Nie stosowanie się do instrukcji może prowadzić do ciężkich obrażeń lub
znacznych uszkodzeń maszyny.
UWAGA
:
Nie stosowanie się do instrukcji może prowadzić do uszkodzeń maszyny lub
lekkich obrażeń.
2-2 Podstawowe
środki bezpieczeństwa
NIEBEZPIE
CZEŃSTWO
Sterowanie elektryczne, transformatory, silniki, skrzynki przyłączy i pozostałe wyposażenie
elektryczne posiadają przyłącza wysokonapięciowe (oznaczone znakiem
).
Przed włączeniem prądu upewnić się, że drzwiczki i osłony zabezpieczające znajdują się w
odpowiedniej pozycji. Jeśli drzwiczki lub osłony trzeba usunąć, maszynę należy wyłączyć
głównym wyłącznikiem i zablokować włączniki na kluczyk.
OSTROŻNIE
Musi być znane położenie wyłącznika awaryjnego, aby go wyłączyć natychmiast z każdej
pozycji.
Zwracać uwagę, aby przy pracy maszyny nie było możliwe nieumyślne dotknięcie
włączników.
Zwracać uwagę aby palce nie dostały się do uchwytu tokarki.
W żadnym wypadku nie dotykać gołymi rękami lub innym przedmiotem obracającej się
obrabianej części lub narzędzia.
Aby uniknąć nieprawidłowej pracy maszyny, przed jej uruchomieniem sprawdzić dokładnie
położenie włączników.
W razie wątpliwości co do sposobu postępowania spytać odpowiednią osobę.
Przy przerwach w pracy, maszynę zawsze wyłączać wyłącznikiem sieci na tablicy
sterowania i wyłącznikiem głównym.
Jeśli maszyna jest wykorzystywana przez kilka osób, to kolejny obsługujący może
przystąpić do następnej operacji gdy pozostali są o tym poinformowani.
Nie dozwolone są zmiany wpływające na bezpieczeństwo maszyny.
HGMCGA0044E
2-2
UWAGA
W razie awarii zasilania natychmiast wyłączyć główny wyłącznik.
Nie poddawać silnym wstrząsom maszyny CNC, tablicy sterowania lub sterowania
elektrycznego.
Bez uzasadnienia nie zmieniać wartości parametrów, wielkości i innych wartości
elektrycznych. Gdy konieczna jest zmiana wartości, najpierw sprawdzić czy nie wpłynie ona
na bezpieczeństwo pracy. Wartość pierwotną należy zanotować aby w razie potrzeby móc
ustawić ją na nowo.
Tabliczek ostrzegawczych nie zamalowywać, zabrudzać, uszkadzać, zmieniać lub usuwać.
Jeśli tabliczka zaginie lub jest nieczytelna, to przy zamówieniu należy podać serwisowi
MAZAK numer części lub przesłać samą tabliczkę. Numer części znajduje się na dole, z
prawej strony tabliczki lub należy znaleźć go na liście części. Tabliczkę zastępczą należy
umieścić na pierwotnym miejscu.
Przy pracy automatycznej nie wolno otwierać drzwi lub osłon.
Przed czyszczeniem maszyny lub innych części maszyny, należy maszynę wyłączyć.
Po zakończeniu procesu roboczego, należy przeprowadzić na maszynie konieczne prace
ustawcze, zanim rozpocznie się kolejny cykl roboczy.
2-3 Ubiór i ochrona osobista
UWAGA
Długie włosy, które mogą być uchwycone przez układy napędowe, należy zawiązać.
Zawsze należy nosić ubiór ochronny (kask, okulary, buty ochronne itd.)
W miejscach zagrożenia głowy zawsze należy nosić kask ochronny.
Przy obróbce stopów magnezu zawsze nosić maskę ochronną.
Zawsze należy nosić buty ochronne, ze stalowym noskiem i podeszwami odpornymi na
olej.
Nigdy nie nosić obszernego ubrania.
Guziki i haczyki na rękawach zawsze całkowicie zamykać, aby nie dostały się do układu
napędowego.
Maszyna nie może być obsługiwana przez osoby mające skłonności do omdleń i mdłości.
Przy mocowaniu i zwalnianiu części obrabianych lub narzędzi oraz usuwaniu wiórów z
obszaru pracy, zawsze nosić rękawice ochronne dla ochrony rąk przed ostrymi
krawędziami lub wysoką temperaturą, która powstaje przy obróbce.
2-3
2-4 Środki bezpieczeństwa podczas pracy maszyny
OSTROŻNIE
Zamykać drzwiczki i osłony maszyny CNC, tablicy sterowania, sterowania elektrycznego i
skrzynek przyłączeń, dla uniknięcia uszkodzeń z powodu wody, wiórów lub oleju.
Dla uniknięcia wypadków z powodu prądów upływu lub przebić, sprawdzać przewody
przyłączeniowe na obecność uszkodzeń.
Nie dotykać chłodziwa gołymi rękami, bo mogą wystąpić podrażnienia skóry. Personel z
alergiami powinien przedsięwziąć szczególne środki ostrożności.
Nie korzystać z maszyny w czasie burzy.
W regularnych odstępach sprawdzać osłony zabezpieczające pod względem prawidłowego
zamocowania i obecności uszkodzeń. Uszkodzone osłony niezwłocznie naprawić lub
wymienić.
Nigdy nie podnosić w pojedynkę dużych ciężarów.
Wózki widłowe, suwnice lub podnośniki mogą być obsługiwane tylko przez kwalifikowany
personel.
Przed użyciem wózków widłowych lub suwnic, należy usunąć przeszkody z obszaru pracy
tej maszyny.
Liny stalowe i pętle wybierać odpowiednio do podnoszonego ciężaru.
Dysze chłodziwa nie ustawiać w czasie pracy maszyny.
Nie usuwać i nie zmieniać urządzeń zabezpieczających jak zderzaki, włączniki graniczne i
blokady, dla zwiększenia drogi posuwu osi.
Przy mocowaniu części surowych lub zwalnianiu części gotowych w maszynie bez
zmieniacza paletowego, zwracać uwagę na możliwie duży odstęp między narzędziem i
obszarem roboczym. Narzędzie musi być w spoczynku.
Przedmiot obrabiany nie dotykać gołymi rękami lub szmatką dla wytarcia lub wyjęcia, gdy
narzędzie obraca się. Zawsze należy maszynę wyłączyć i korzystać ze szczotki.
Nie uruchamiać maszyny gdy osłony zabezpieczające są zdjęte.
Zawsze nosić rękawice ochronne a wióry z końcówki narzędzia usuwać tylko szczotką;
nigdy nie chwytać gołymi rękami.
Przed zamocowaniem lub wyjęciem narzędzia, maszynę należy wyłączyć.
Zawiesia, łańcuchy, podnośniki i inne urządzenia do podnoszenia sprawdzić przed
użyciem. Urządzenia z usterkami natychmiast naprawić lub wymienić.
2-4
UWAGA
Usuwać wióry, ponieważ powodują zagrożenie pożarowe z powodu wysokiej temperatury.
Przed uruchomieniem maszyny sprawdzić prawidłowe napięcie pasów napędowych.
Przed procesem roboczym nagrzać na biegu jałowym wrzeciono i przekładnię posuwu osi.
(Maszynę powinna przepracować 10 do 20 min w pracy automatycznej, przy obrotach
wrzeciona 1/3 do 1/2 maks. liczby obrotów lub maksymalnej prędkości posuwu osi).
Przy programowaniu okresu podgrzewania zwracać uwagę aby wykonane były wszystkie
kroki robocze poszczególnych części maszyny. Jeśli praca ma być wykonana przy
maksymalnej prędkości obrotowej wrzeciona, to należy starannie nadzorować proces
podgrzewania.
Dla uniknięcia błędnych ustawień lub innych błędnych funkcji, nie dotykać włączników na
tablicy sterowania rękami w rękawicach.
Na koniec dnia roboczego zasilanie maszyny wyłączyć wyłącznikiem sieci na tablicy CNC i
wyłącznikiem głównym. Na koniec wyłączyć zasilanie hali.
Przy włączaniu zasilania dla zespołu NC na tokarce, procesu roboczego nie wolno
wykonywać dopóki nie zapali się lampka “READY” robota bramowego.
Jeśli do sterowania robota przyłączony jest przewód przenoszenia danych stacji dyskietek
MAZAK lub stacji kaset programowych MAZAK, lub od niego odłączony, to przyłącze stacji
dyskietek lub stacji kaset musi zawsze być połączone z wyjściem (robot bramowy).
2-5 Środki ostrożności przy mocowaniu części obrabianych i narzędzi
OSTROŻNIE
Dla przewidywanej pracy i danych maszyny zawsze stosować odpowiednie narzędzia.
Narzędzia zużyte bezzwłocznie wymieniać, ponieważ mogą prowadzić do wypadków lub
uszkodzeń.
Przy montażu wyposażenia na wrzecionie, wrzeciono nie może pracować powyżej
dopuszczalnej prędkości obrotowej. Jeśli uchwyt mocujący lub wyposażenie nie są
produktami MAZAK’a, to o maksymalną dopuszczalną prędkość należy zapytać producenta
(tokarka).
Przed uruchomieniem wrzeciona sprawdzić czy wszystkie części przykręcone w
urządzeniu mocującym lub podtrzymce są dobrze zamocowane (tokarka).
Gdy otwór centrowania dużej części podłużnej jest zbyt mały, to przy pełnym obciążeniu
może ona się zluzować. Upewnić się, że otwór jest wystarczająco duży i posiada
prawidłowy kąt (tokarka).
Zwracać uwagę aby palce nie dostały się do urządzenia mocującego.
Dla transportu ciężkich urządzeń mocujących, podtrzymek i przedmiotów obrabianych
stosować odpowiednie podnośniki.
2-5
UWAGA
Wybierać prawidłowe długości narzędzi, aby wykluczyć kolizje między narzędziem i
urządzeniem mocującym lub innymi przedmiotami.
Po zamocowaniu narzędzia wykonać pracę próbną.
Po obróbce miękkich szczęk sprawdzić czy przedmiot obrabiany jest prawidłowo
zamocowany i czy ciśnienie uchwytu jest prawidłowe (tokarka).
Ponieważ imaki narzędzi mogą być montowane z lewej strony lub prawej, należy sprawdzić
czy imak zamontowany jest w prawidłowym kierunku.
Wybrać prawidłową wielkość narzędzia, aby wykluczyć kolizje między narzędziem i
urządzeniem mocującym lub innymi przedmiotami.
Przy mocowaniu imaka narzędzia zwracać uwagę na prawidłowe położenie klina zabieraka.
W regularnych odstępach sprawdzać mocowanie uchwytu freza.
Sprawdzać mocowanie przedmiotu obrabianego w urządzeniu mocującym lub na stole
maszyny.
Imadło maszyny lub urządzenie mocujące nie mogą wystawać poza stół maszyny.
Sprawdzić pomiar i prawidłowe wprowadzenie długości narzędzia dla wszystkich
zastosowanych narzędzi. Końcówkę narzędzia ustawić w punkcie zerowym maszyny (X=0,
Y=0) dla określenia położenia układu współrzędnych odniesienia.
Po zamocowaniu narzędzi i przedmiotu obrabianego przeprowadzić bieg próbny.
Przy mocowaniu narzędzi i przedmiotu obrabianego upewnić się, że kolizje przedmiotu
obrabianego, urządzenia mocującego lub układu pomiarowego drogi są wykluczone.
(Wyczerpujące dane o obszarze roboczym mogą być uzyskane w serwisie MAZAK).
2-6 Środki bezpieczeństwa przy konserwacji
NIEBEZPIE
CZEŃSTWO
Przed wykonaniem prac konserwacyjnych wyłączyć prąd wyłącznikiem głównym i zamknąć
włączniki na kluczyk, dla uniknięcia pomyłkowego uruchomienia maszyny.
Po przerwaniu zasilania, miernikiem uniwersalnym lub podobnym instrumentem sprawdzić
czy istnieje napięcie resztkowe. Należy rozładować kondensatory.
2-6
OSTROŻNIE
Prace konserwacyjne na wyposażeniu elektrycznym mogą być wykonane tylko przez
kwalifikowany personel.
Urządzenia zabezpieczające jak włączniki graniczne, blokady, włączniki zbliżeniowe itd. nie
mogą być usuwane lub zmieniane.
Otwarcie drzwi do sterowania elektrycznego nie powoduje przerwania zasilania prądu. Przy
pracach wewnątrz szafy połączeń lub przy naprawach maszyny zawsze wyłączać głównym
wyłącznikiem zasilanie maszyny i zabezpieczać go zamkiem (nie należy do zakresu
dostawy).
Przy pracach konserwacyjnych na wysokości stosować odpowiednią drabinę lub
rusztowanie. Zawsze nosić kask ochronny.
Przy pracach na wyposażeniu elektrycznym (np. wymiana lamp) wyłączać zasilanie
wyłącznikiem głównym i zamykać go zamkiem na klucz. Stosować tylko części zamienne
tego samego rodzaju.
Nie zbliżać palców do pasów i kół pasowych.
Przed uruchomieniem maszyny należy założyć wszystkie osłony usunięte na czas
konserwacji.
Rozlane ciecze jak woda i olej natychmiast usuwać. Miejsce prac konserwacyjnych i
miejsce pracy utrzymywać w porządku i czystości.
Praca automatyczna na przedmiocie obrabianym może być rozpoczęta dopiero po gdy
sprawdzono prawidłowy wybór programu poprzez następujące kroki:
sprawdzenie na monitorze prawidłowości numeru programu
przeprowadzenie pracy symulacyjnej
UWAGA
Prace konserwacyjne mogą być wykonywane tylko przez kwalifikowany personel i pod
nadzorem odpowiedniej osoby.
Należy mieć w zapasie części zamienne.
Dokładnie przeczytać instrukcję konserwacji.
Do czyszczenia maszyny lub usuwania wiórów nie stosować sprężonego powietrza.
Przy usuwaniu wiórów zawsze nosić rękawice; nigdy nie dotykać ich gołymi rękami.
Stosować tylko płyny hydrauliczne i oleje zalecane przez producenta lub mające takie same
specyfikacje.
Przy wymianie bezpieczników zwracać uwagę na prądy znamionowe. (Bezpieczniki dla
wyższych prądów znamionowych mogą spowodować uszkodzenia w wyposażeniu
elektrycznym).
Stosować się do instrukcji na tabliczkach odnośnie stosowanych marek olejów, miejsc
smarowania, ilości oleju i okresów wymian oleju.
Kontrolę prac konserwacyjnych przeprowadzać w obecności odpowiedniej osoby.
Jeśli jeden z pasów napędowych w zestawie jest wyciągnięty, wymienić cały zestaw.
Przed czyszczeniem maszyny lub miejsca pracy należy całkowicie przerwać pracę
maszyny.
2-7
2-7 Środki bezpieczeństwa na miejscu pracy
OSTROŻNIE
Rozlane ciecze jak woda i olej natychmiast usunąć i osuszyć podłogę, dla uniknięcia
wypadku.
Stosować tylko rusztowania o odpowiedniej wytrzymałości i upewnić się, że nie spadną z
nich żadne przedmioty.
Materiały palne trzymać z dala od miejsca pracy lub miejsc z gorącymi wiórami.
Zawsze dbać o odpowiednie oświetlenie miejsca pracy.
Zawsze dbać o wystarczające miejsce na stanowisku roboczym i utrzymywać dostęp do
maszyny i wyposażenia dodatkowego. Narzędzia i inne przedmioty mogące utrudniać
dostęp, przechowywać w przepisowym miejscu.
Nigdy nie odkładać na wrzecienniku, rewolwerze lub osłonach narzędzi lub innych
przedmiotów, mogących stanowić źródło zagrożenia.
Dla zapewnienia stabilnego zasilania przy maksymalnym poborze mocy, pomiędzy
głównym wyłącznikiem prądu hali a głównym wyłącznikiem prądu maszyny należy
stosować kabel o odpowiednim przekroju nominalnym.
Dla uniknięcia zwarć, wszystkie kable rozłożone na podłodze należy chronić przed
uszkodzeniem przez wióry.
2-8 Zagadnienia
bezpieczeństwa związane z transporterem wiórów
OSTROŻNIE
Przed próbą jakiejkolwiek pracy związanej z transporterem wiórów, upewnij się, że taśmociąg
jest całkowicie zatrzymany i wyłączone jest jego zasilanie. Zignorowanie tego może
spowodować poważnie zranienie.
Gdy taśmociąg pracuje nigdy nie dotykaj lub zbliżaj rąk do jakiejkolowiek jego części.
Zignorowanie tego grozi poważnym zranieniem rąk lub palców.
2-8
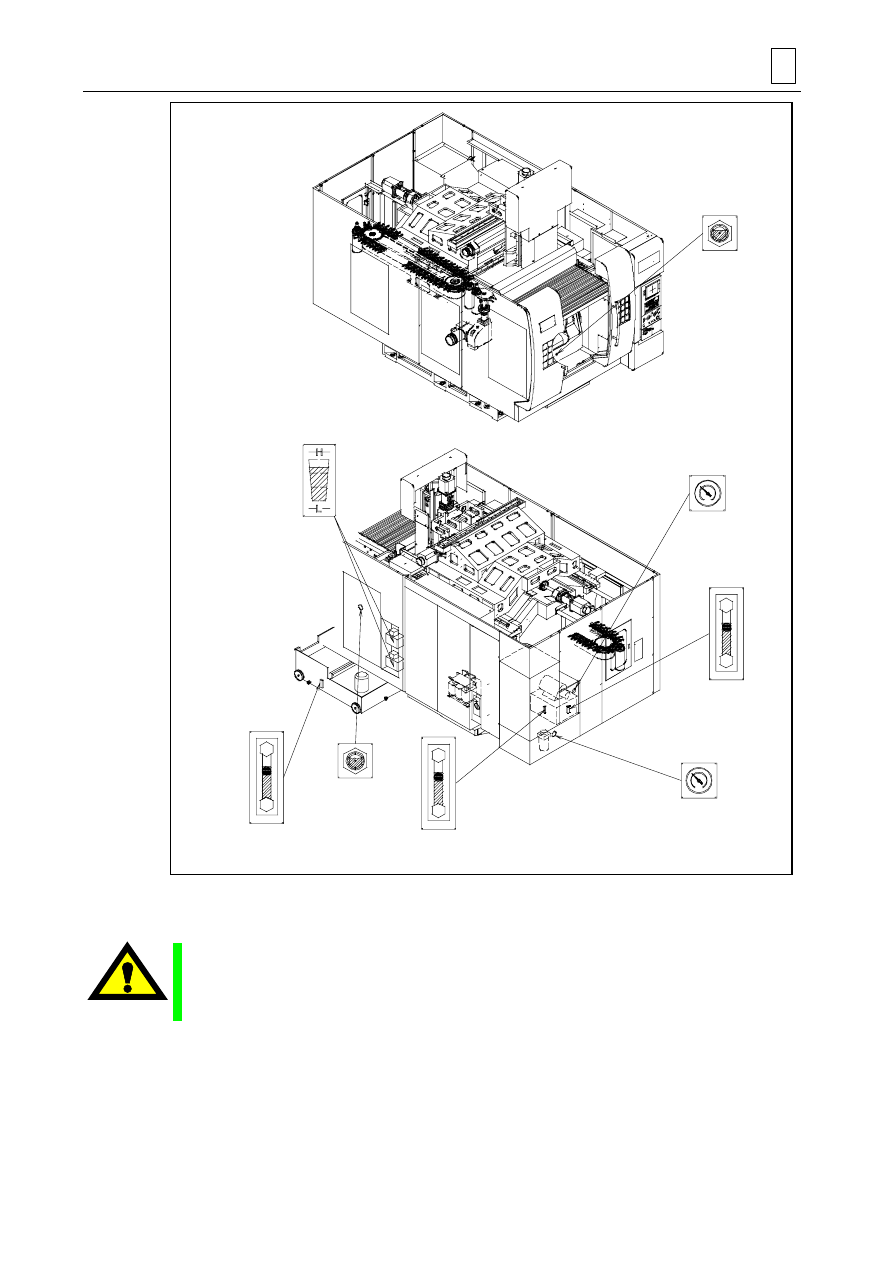
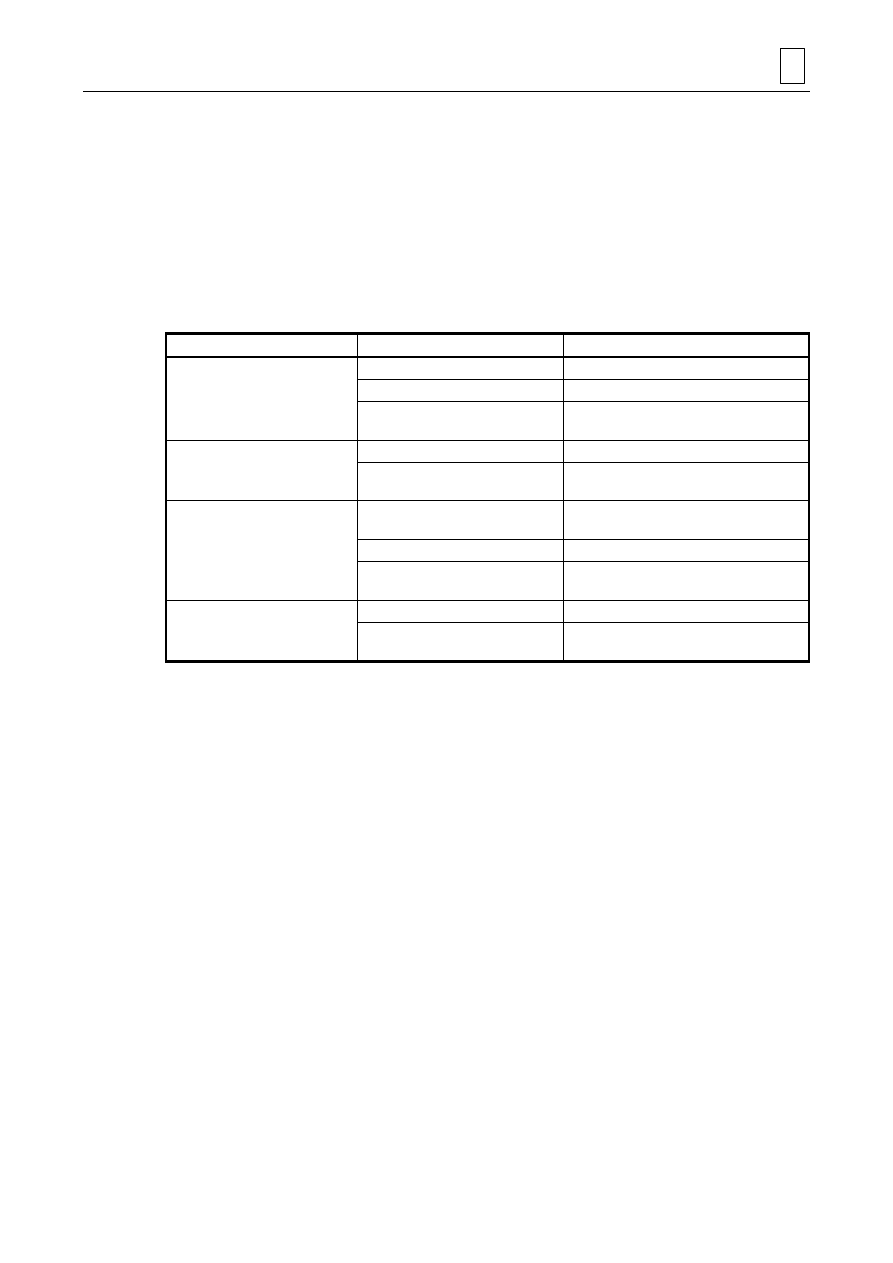
2-9 Wyposażenie zabezpieczające
1. Maszyna jest wyposażona w różne urządzenia zabezpieczające operatora i samą maszynę.
2. Urządzenia zabezpieczające zawierają blokady i włączniki zatrzymania awaryjnego, jak
drzwi oraz pokrywy.
WARNING
Dla bezpieczeństwa operatora, maszyna jest wyposażona w różne urządzenia
zabezpieczające.
Nigdy nie usuwaj jakichkolwiek zabezpieczeń.
Nieprzestrzeganie niniejszej instrukcji może spowodować poważne uszkodzenia ciała lub
zagrożenie dla życia.
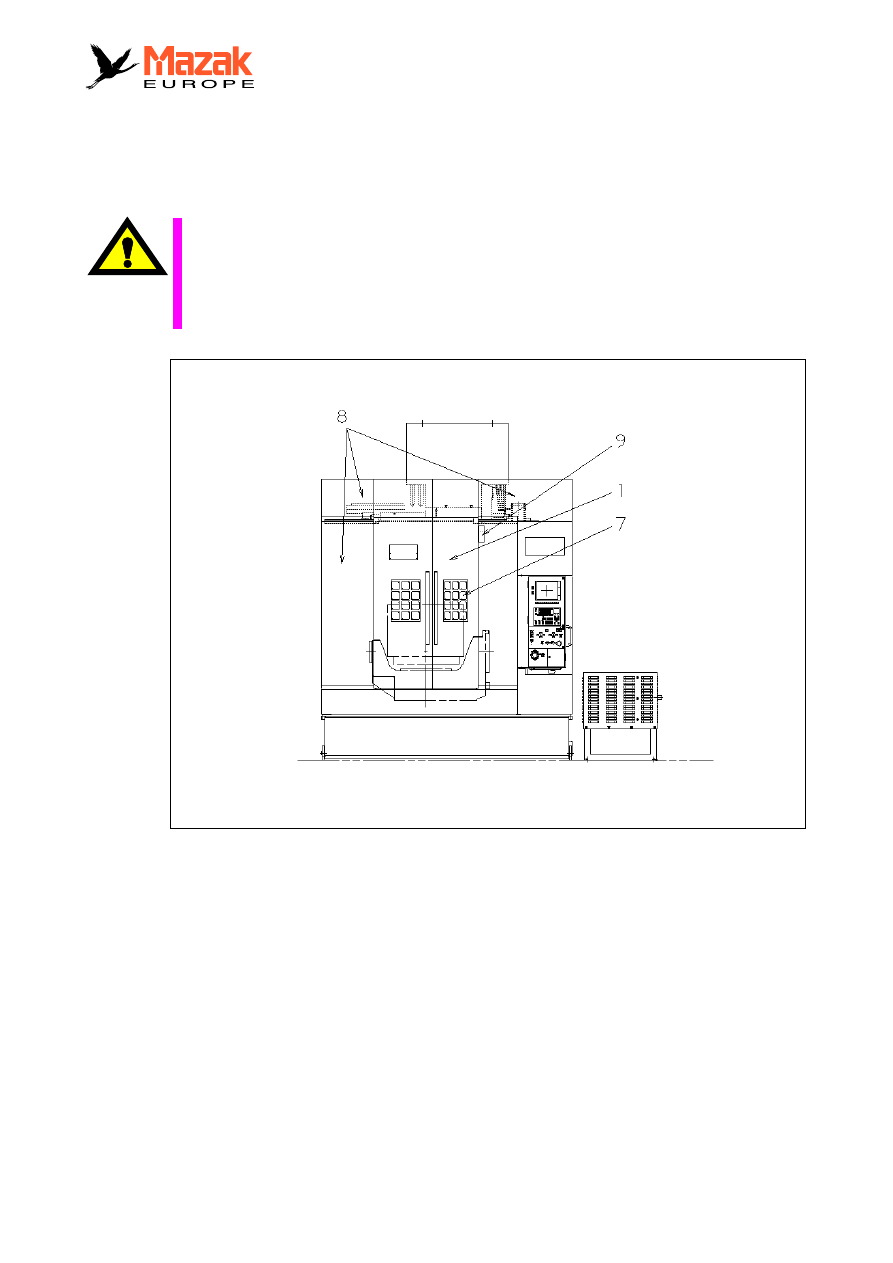
Rys. 2-1
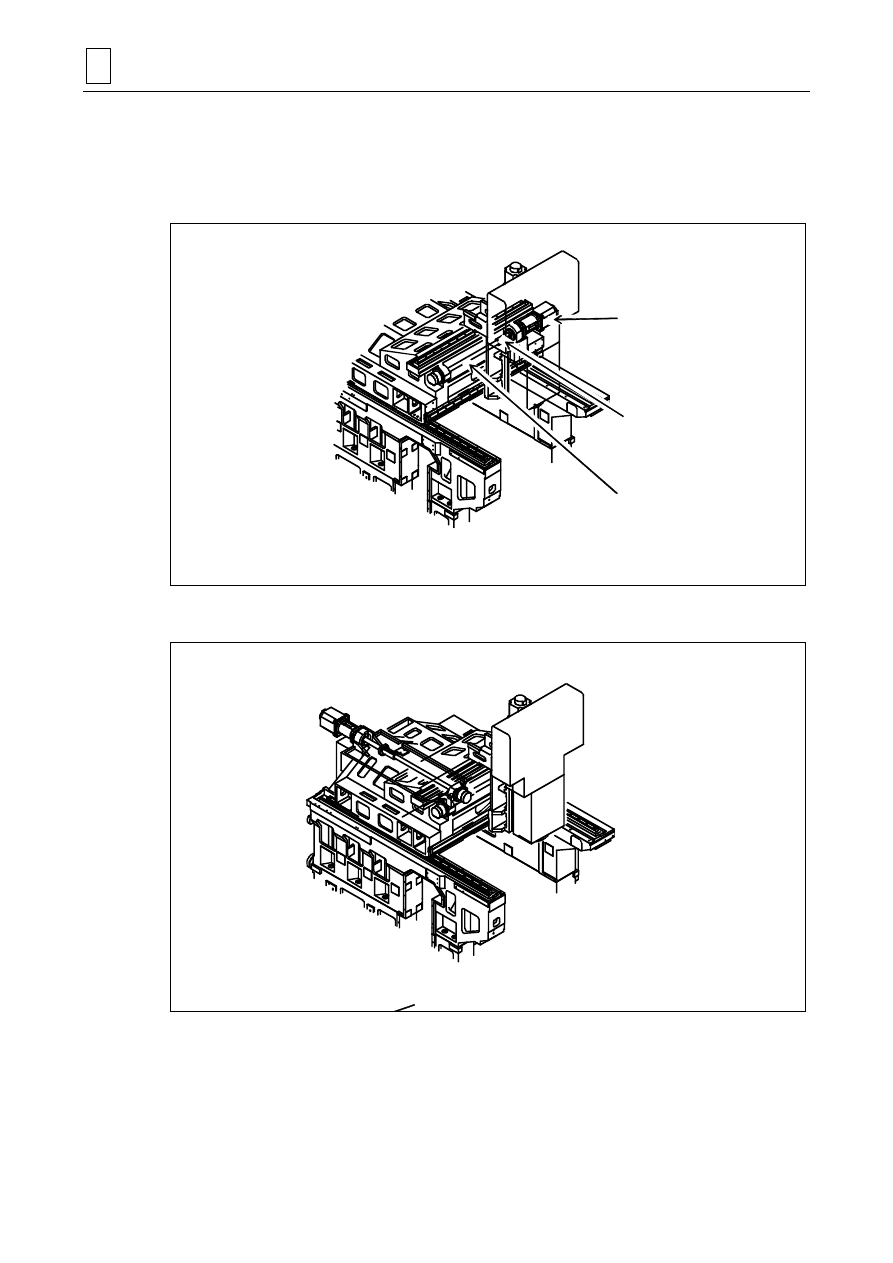
2-9
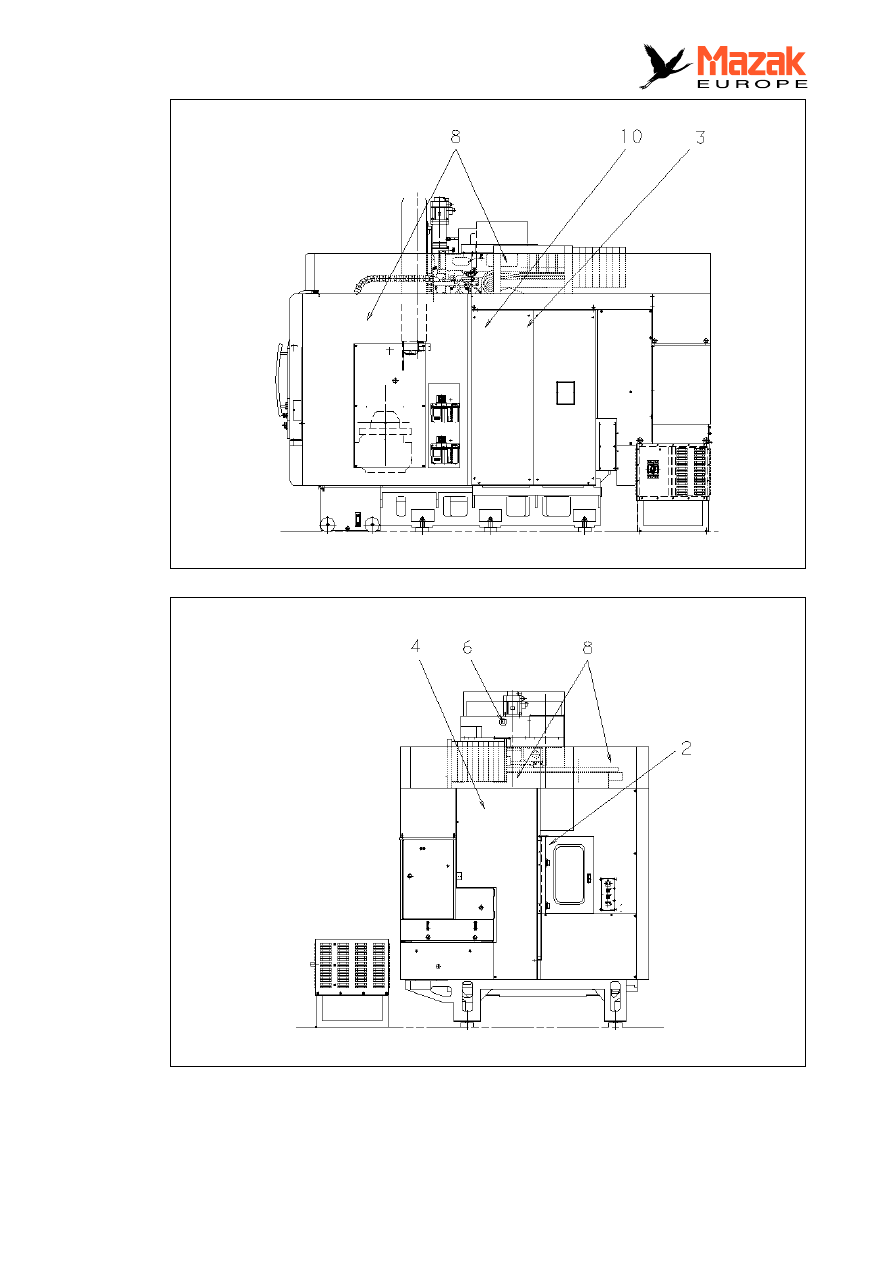
Rys. 2-2
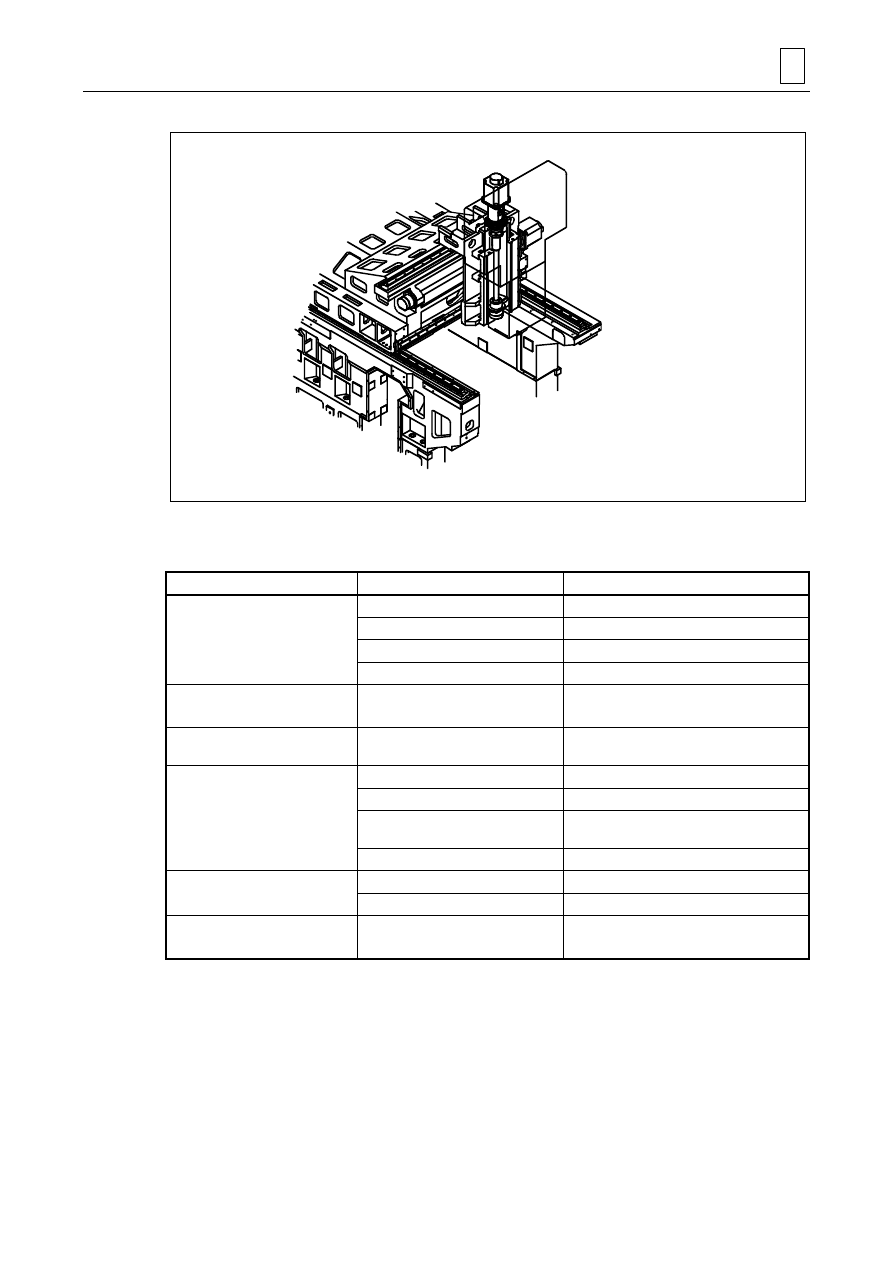
Rys. 2-3
2-10
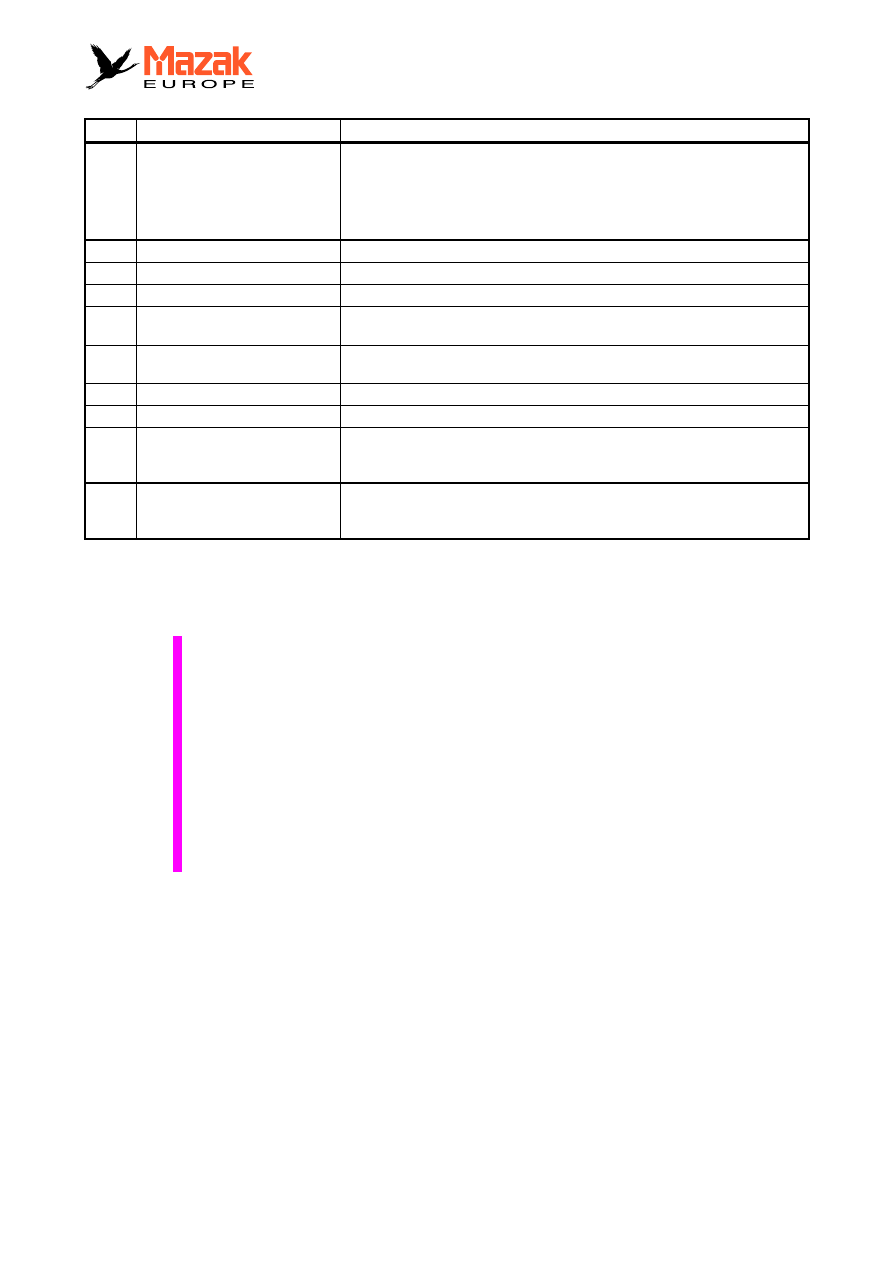
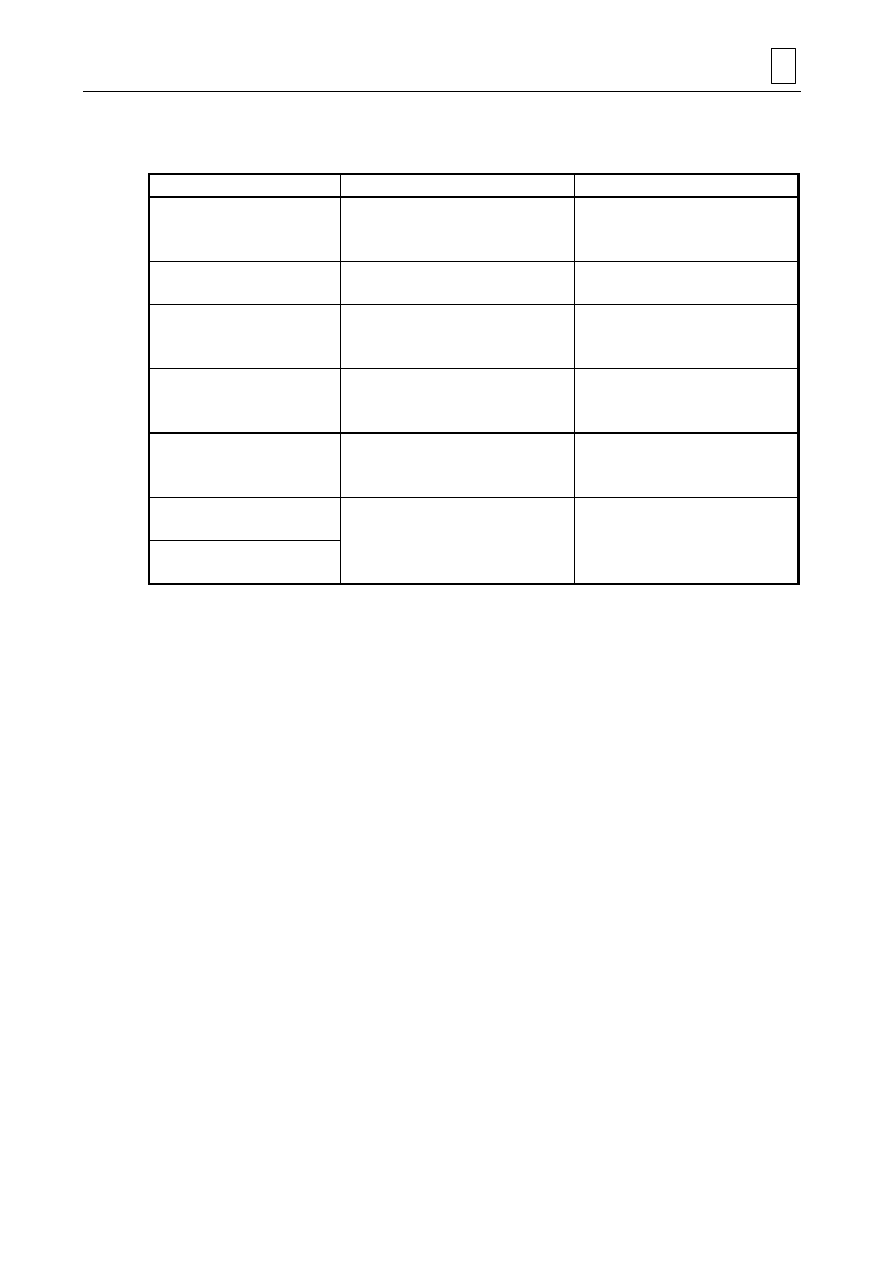
Tabela 2-1 Lokalizacja i funkcje zabezpieczeń
No. Name
Funkcje
1 Drzwi
przednie
(drzwi operatora)
• Drzwi te nie mogą być otwierane podczas obróbki.
• Drzwi mogą być otwarte tylko przez przyciśnięcie przycisku UNLOCK, po zatrzymaniu
maszyny.
• Gdy drzwi są otwarte, obroty wrzeciona oraz ruch posuwu są ograniczone do
prędkości bezpiecznej.
2 Drzwi
magazynka
• Otwarcie tych drzwi powoduje zatrzymanie pracy magazynka.
3
Drzwi panelu sterowania
• Otwarcie tych drzwi odłącza zasilanie maszyny i zatrzymuje ją.
4
Drzwi dla prac obługowych
• Otwarcie tych drzwi zatrzymuje maszynę.
5 Nadzorowanie
ciśnienia oleju
• Nienormalne obniżenie ciśnienia hydraulicznego jest wykrywane i powoduje
zatrzymanie maszyny.
6 Nadzorowanie
ciśnienia powietrza
• Nienormalne obniżenie ciśnienia powietrza jest wykrywane i powoduje zatrzymanie
maszyny.
7
Szklane drzwi przednie
• Szkło wytrzymuje uderzenie wkładek skrawających, wyrzuconych w czasie obróbki.
8 Zewnętrzna pokrywa maszyny
• Pokrywa ta zapewnia odstęp, dla zabezpieczenia ciała operatora.
9
Ochrona personelu podczas braku
zasilania
• Drzwi przednie (drzwi operatora) są automatycznie blokowane w przypadku braku
zasilania głównego. Maszyna nie rozpoczyna automatycznie ponownej pracy, w
przypadku przywrócenia zasilania.
10
Obwód ochronny dla zatrzymania
awaryjnego
• Obwód zatrzymania awaryjnego tworzy podwójne zabezpieczenie, dla odcięcia
zasilania, razem z obwodem blokady drzwi. Posiada również funkcję wykrywania
usterek.
2-10 Uwagi na temat warunków skrawania zalecanych przez NC
Przed wykorzystaniem następujących warunków skrawania:
- warunki skrawania będące wynikiem funkcji Automatycznego Określania Warunków
Skrawania Mazatrol
- warunki skrawania sugerowane przez funkcję Machining Navigation
- warunki skrawania dla narzędzi sugerowanych przez funkcję Machining Navigation
Upewnij się, że zrealizowano wszystkie kroki zabezpieczające związane z ustawieniem
maszyny – szczególnie mocowanie obrabianego detalu oraz ustawienie narzędzia.
Przed rozpoczęciem obróbki upewnij się, że drzwi maszyny są pewnie zamknięte.
Niesprawdzenie bezpiecznego ustawienia maszyny może spowodować poważne zranienie
lub śmierć.
2-11 Tabliczki ostrzegawcze
Dla ochrony operatora i maszyny, na maszynie zamontowane są tabliczki ostrzegawcze.
E

OGÓLNY OPIS MASZYNY
3
3-1
3
OGÓLNY OPIS MASZYNY
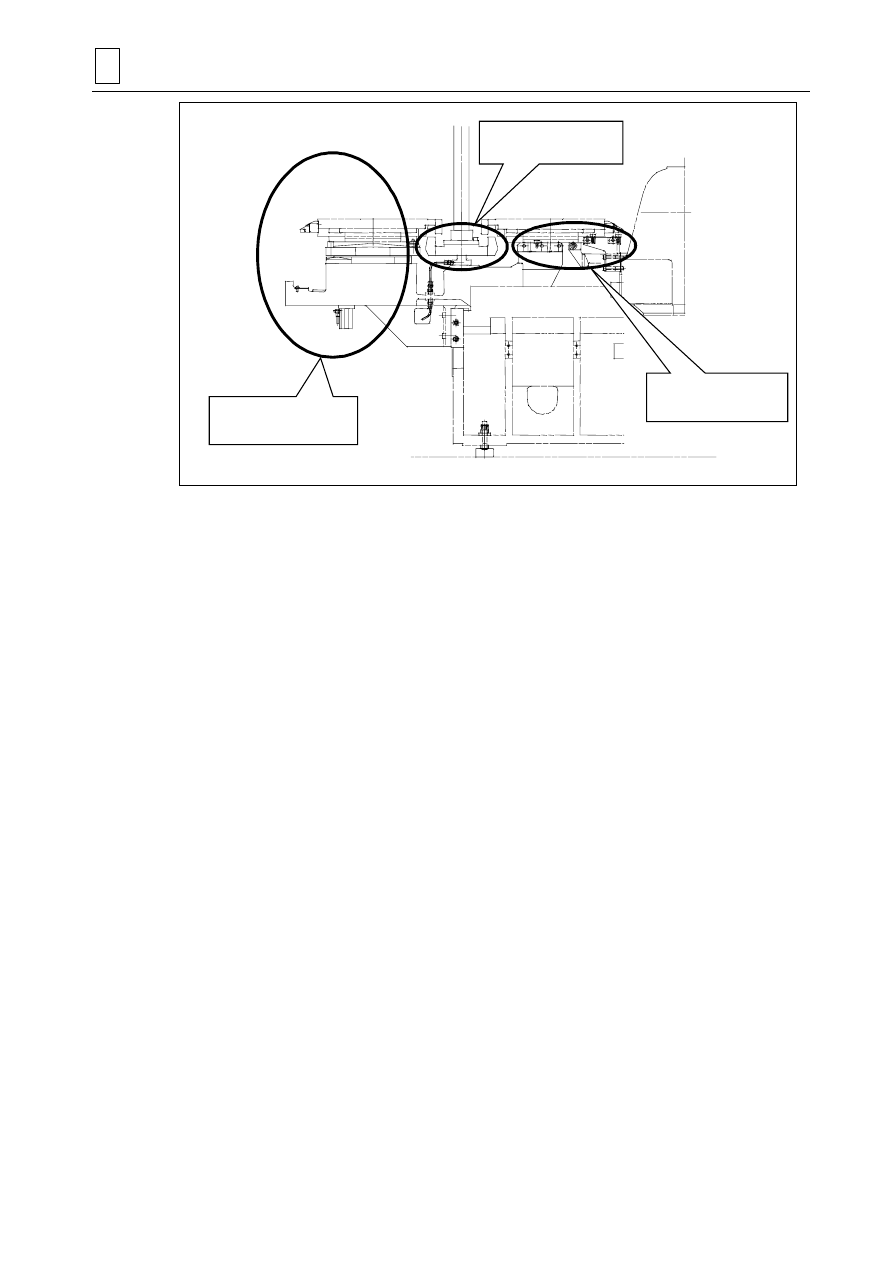
3-1 Konstrukcja
maszyny
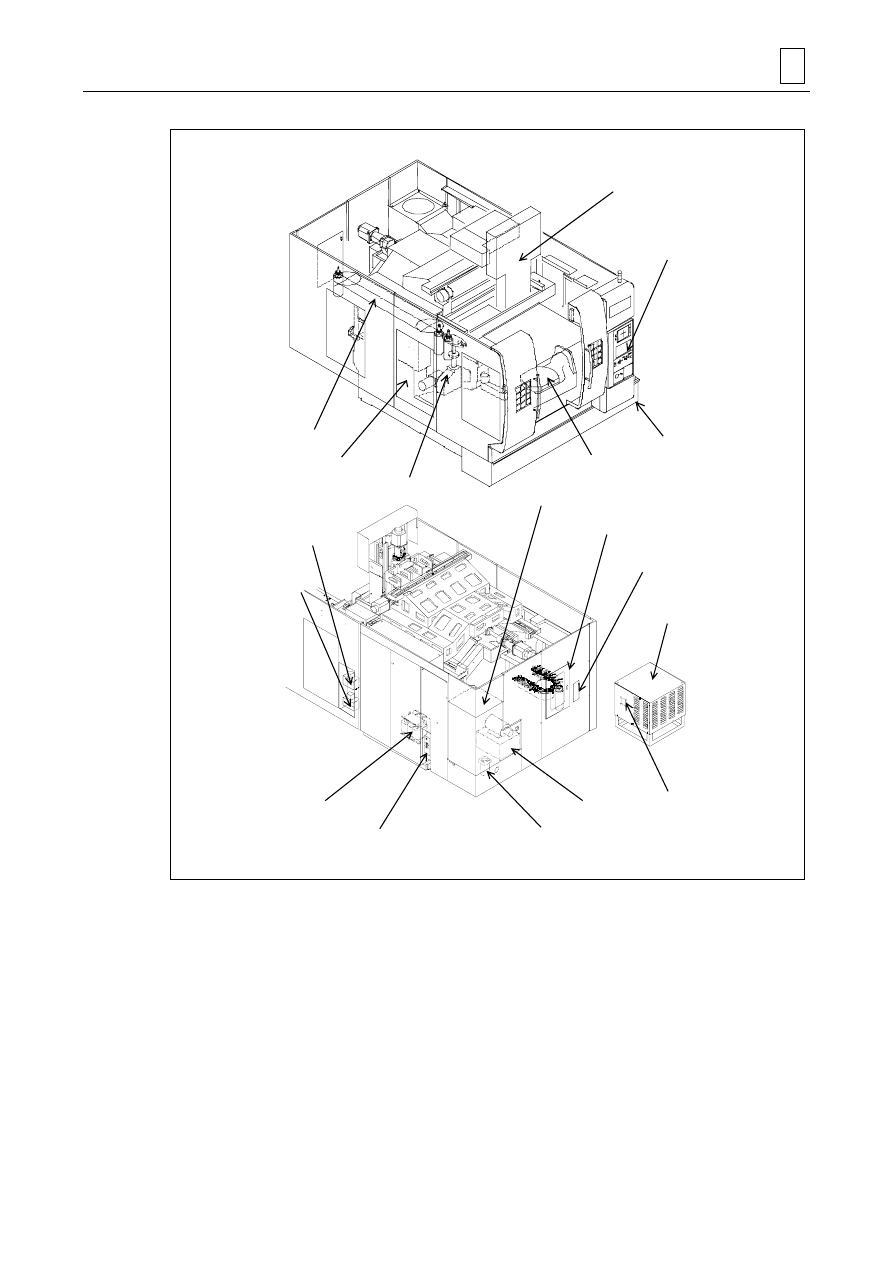
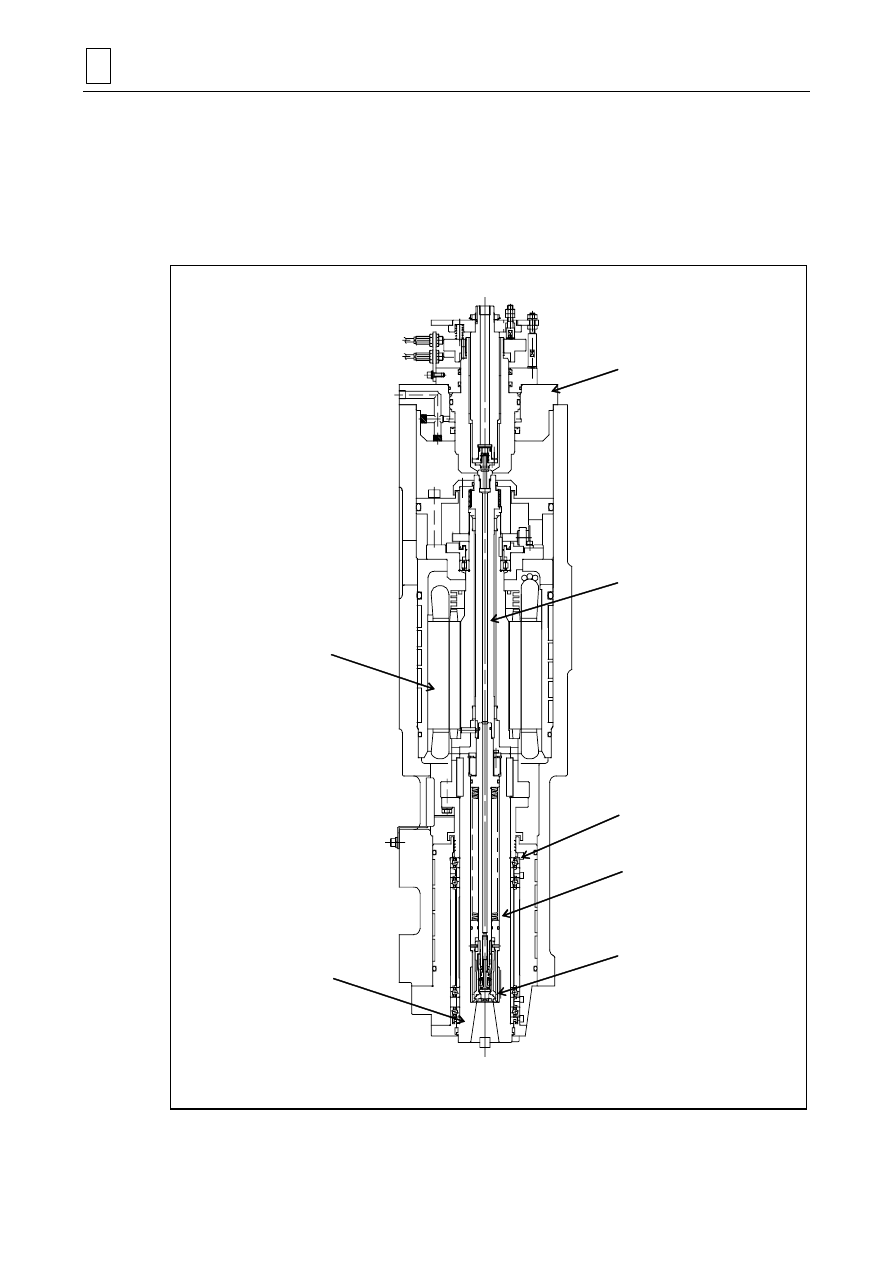
Maszyna składa się z następujących głównych zespołów (patrz Rys. 3-1).
1. Wrzeciono
Wrzeciono jest napędzane silnikiem AC inverter motor a jego maks prędkość obrotowa
wynosi 12000 obr/min (specyfikacja standardowa). Narzędzia są mocowane siłą
sprężyny i zwalniane siłownikiem hydraulicznym.
Chłodziwo krąży wokół zewnętrznego korpusu wrzeciona, dla zminimalizowania wzrostu
temperatury z powodu generacji ciepła w łożyskach.
2. Oś X
Głowica wrzeciona porusza się w lewo I prawo, napędzana serwomotorem prądu
zmiennego. W serwomotorze prądu zmiennego zabudowany jest encoder pozycji, używany
dla jej wykrywania. Pomiędzy suportem i kolumną zastosowane są prowadnice liniowe.
3. Oś Y
Głowica wrzeciona porusza się do przodu i tyłu, poruszana serwomotorem prądu
zmiennego przez śrubę pociągową. Dla wykrywania pozycji stosowany jest encoder,
zabudowany w serwomotorze. Dla poruszania stołem po podstawie służą prowadnice
liniowe.
4. Oś Z
Głowica wrzeciona porusza się pionowo, napędzana serwomotorem prądu zmiennego I
śrubą pociągową. Dla wykrywania pozycji służy encoder, zabudowany na górnym końcu
śruby pociągowej. Prowadnice liniowe są wykorzystane sań wzdłuż wrzeciona, suportu i
podstawy.
5. Oś A
Stół jest przechylany za pomocą serwomotoru prądu zmiennego i ślimaka. Lodownik dla
wykrywania pozycji jest zabudowany na górnym końcu śruby pociągowej. Serwomotor jest
bardzo sztywny ponieważ podczas skrawania jest trzymany w zacisku hydraulicznym.
6. Oś C
Stół jest obracany przez serwomotor prądu zmiennego i ślimak. Lodownik dla wykrywania
pozycji jest zabudowany na górnym końcu śruby pociągowej. . Serwomotor jest bardzo
sztywny ponieważ podczas skrawania jest trzymany w zacisku hydraulicznym
7. Magazynek
ATC
Magazynek ATC posiada dwie funkcje – przechowywanie narzędzi i
montowanie/demontowanie narzędzi na wrzecionie. Serwomotor napędza magazynek do
indeksowania żądanego narzędzia, do pozycji jego zmiany a suwak narzędzia przesuwa je
do oraz z magazynku. Ramię ATC montuje/demontuje narzędzie w magazynku.
8. Stół
Stół jest precyzyjnie wykończony dla dokładnego montażu detail. Stół obraca się wg
rozkazów osi A i C.
9. Zespół hydrauliczny
Pompa hydrauliczna wytwarza ciśnienie hydrauliczne przez pompowanie oleju ze zbiornika
do sterowników hydraulicznych.
10. Zespół powietrza
Do zespołu powietrza przyłączone jest źródło zewnętrzne, dla dostarczania powietrza o

3
OGÓLNY OPIS MASZYNY
3-2
regulowanym ciśnieniu, dla operowania sterownikami pneumatycznymi.
Zespół powietrza składa się z filtra (z układem automatycznego drenażu), regulatora
(zawór redukcyjny) itd.
11. Zespół smarowania centralnego
Zespół smarowania centralnego dostarcza olej smarny do łożysk wrzeciona, śruby
pociągowej, prowadnic liniowych i sań.
Poprzez okresową pracę pracę pompy, olej smarny dostarczany jest automatycznie co 8
minut do łożysk wrzeciona oraz co 5 minut do śrub pociągowych, prowadnic liniowych i
sań.
12. Zespół chłodzenia wrzeciona
Olej smarny jest pobierany ze zbiornika, chłodzony w zespole chłodnicy oraz tłoczony do
zewnętrznego korpusu wrzeciona. Olej smarny, po absorbcji ciepła z wrzeciona, wraca do
zbiornika.
13. Układ chłodzenia
Pompa chłodziwa tłoczy chłodziwo ze zbiornika do dyszek chłodziwa.
Chłodziwo ma dwie funkcje; chłodzenie narzędzi skrawających oraz zmywanie wiórów.
14. Elektryczna szafa sterowania
W szafie sterowania znajdują się zespoły sterowania (zespół napędu wrzeciona, zepół
sterowania serwa, zespół NC itd) oraz obwody sterowania.
15. Zespół NC
Praca maszyny jest sterowana przez zespół NC. Posiada on również funkcję
diagnozowania stanu maszyny.
16. Pokrywa
Pokrywy zapobiegają rozsypywaniu wiórów na zewnątrz maszyny lub dostawaniu się na
powierzchnie sań, jak i chronią operatora przed zagrożeniami.
Jako pokrywa ochronna służy również pokrywa ATC, która otwiera się i zamyka
automatycznie, dla wykonania automatycznej zmiany narzędzia.
17. Oświetlenie maszyny
Do oświetlenie wnętrza maszyny służy jedna świetlówka fluorescencyjna.
18. Zabezpieczenia
Patrz Część 2 “WYPOSAŻENIE BEZPIECZEŃSTWA”
OGÓLNY OPIS MASZYNY
3
3-3
Nomenklatura maszyny
Magazynek narzędzi
Drzwi dost.narz
Zespół ATC
Panel sterow. magazynka
pół smarowania wrzeciona
Zespół centralnego
smarowania
Stół
Głowica
Zbiornik chłodziwa
Transformator (w Japonii)
Transformator
(poza Japonią)
Chłodnica
Główny panel operatora
Pokrywa zespołu obsługi ATC
Wył. główny
poza Japonią)
Wył.główny (w Japonii)
Zespół
Zesp.hydraulicz
Rys. 3-1 Nazwy zespołów maszyny

3
OGÓLNY OPIS MASZYNY
3-4
- MEMO -
E
PRZEGLĄDY OKRESOWE
4
4-1
4 PRZEGLĄDY OKRESOWE
4-1 Wiadomości ogólne
Regularne przeglądy i prace okresowe są podstawą zachowania wysokiej dokładności przez
długi okres. Z tego względu, okresowe przeglądy i prace obsługowe muszą posiadać priorytet
nad produkcją.
UWAGA
Przeprowadzając przegląd i prace obsługowe, utrzymuj drzwi szafy sterowania zamknięte,
dopóki zamierzany przegląd lub prace nie wymagają ich otwarcia.
Przy czyszczeniu wnętrza maszyny, nigdy nie używaj sprężonego powietrza, ponieważ
spowoduje ono dostanie się piasku, kurzu i innych ciał obcych do łożysk I sań, powodując
usterkę maszyny.
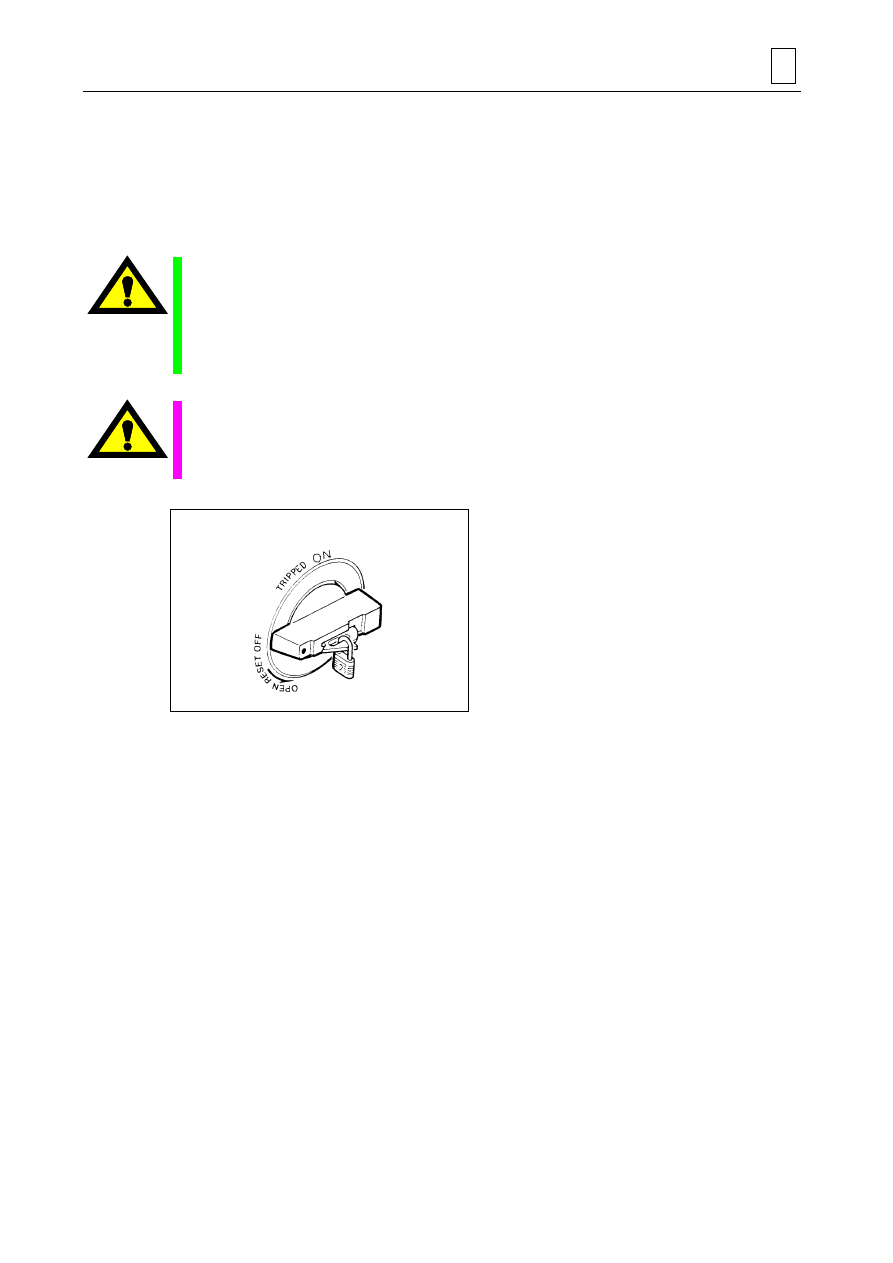
OSTROŻNIE
Przed wykonywaniem prac obsługowych lub napraw maszyny, zablokuj kłódką główne
zasilanie w pozycji “OFF”, aby inni pracownicy nie mogli operować maszyną.
* Użytkownik powinien korzystać z kłódki.
Rys. 4-1 Blokowanie głównego włącznika zasilania w pozycji “OFF” (przykład)
Smarowanie:
Maszyna posiada wiele miejsc wymagających smarowania. Dla prawidłowego smarowania
najważniejszą zasadą jest “nie stosowanie oleju w nadmiarze”. Przy podawaniu oleju
postępuj wg instrukcji podanych w tej instrukcji.
Note 1: Jeśli zużycie oleju jest większe niż normalne lub gdy maszyna wydaje nadmierny
hałas, sprawdź maszynę, gdyż takie objawy mogą wskazywać na jej usterkę.
Note 2: Kształt włącznika może być różny, zależnie od przeznaczenia maszyny.
4
PRZEGLĄDY OKRESOWE
4-2
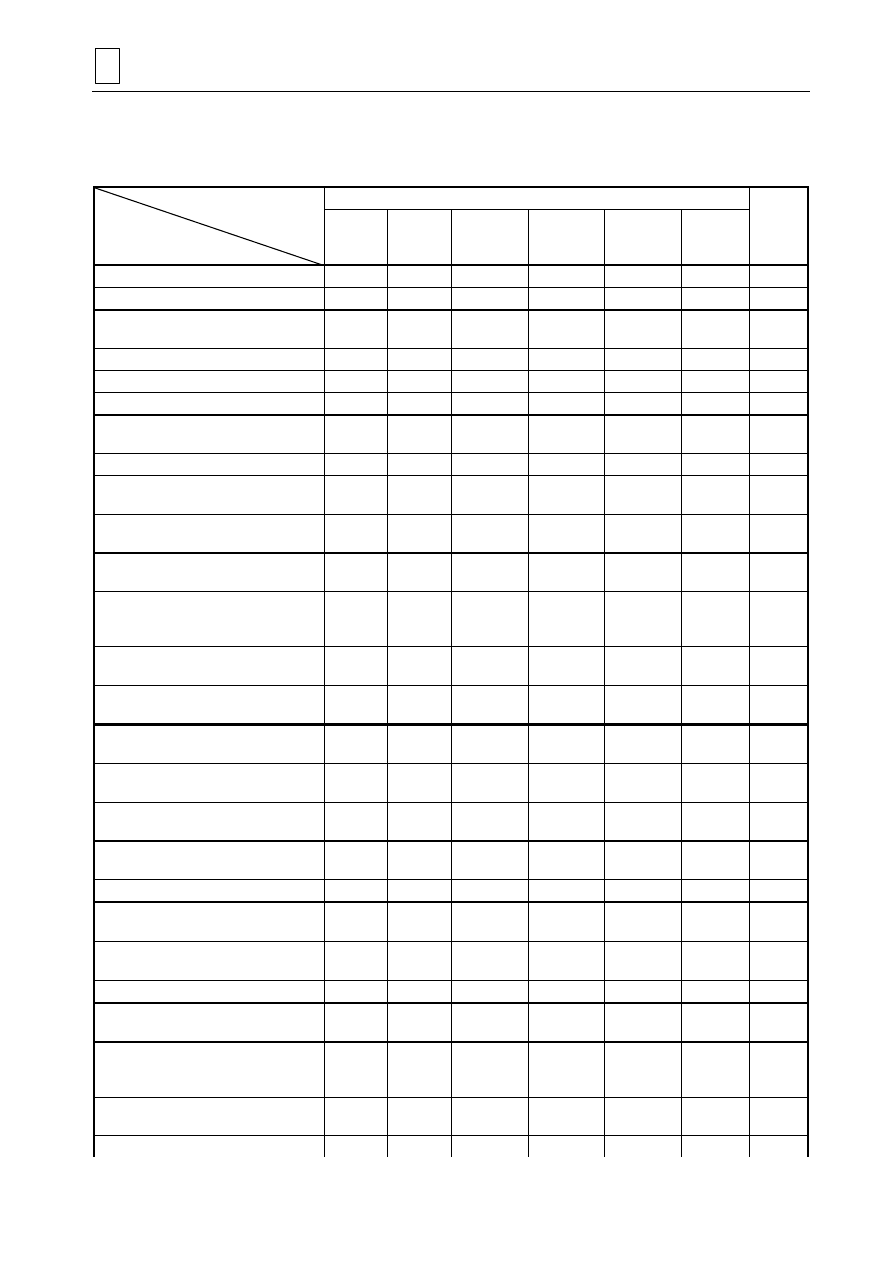
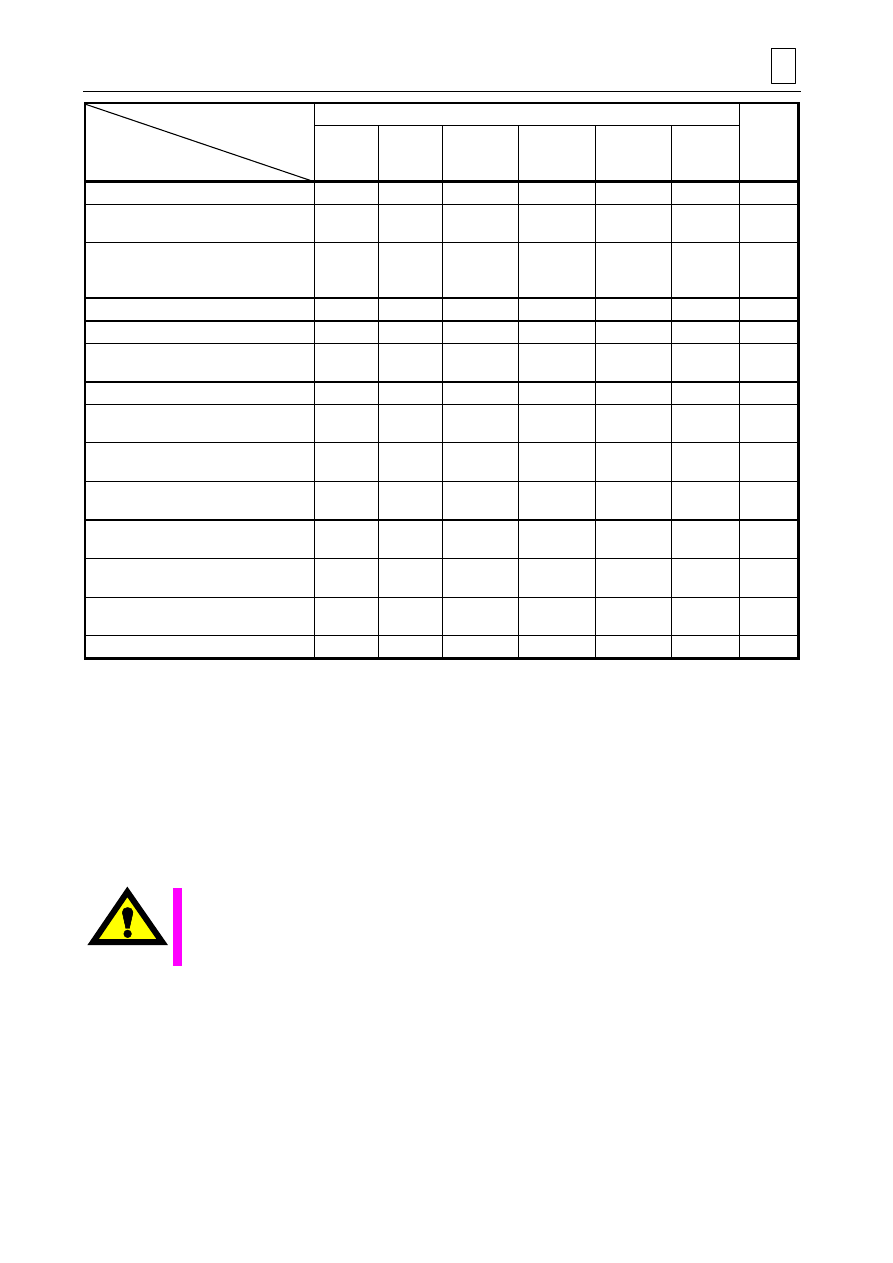
4-2 Tabela
przeglądów i prac obługowych
Symbol “O” wkazuje częstotliwość przeglądu.
Godziny pracy
Okresy przeglądu/obsługi
Items
Codzienni
e
Co
tydzień
60 H
Co miesiąc
250 H
Co 6
miesięcy
1500 H
Co rok
3000 H
Co 2 lata
6000 H
Patrz
Czyszczenie
1.
Usuwanie
wiórów
O(Note
1)
4-3-1
2.
Czyszczenie pojemnika I filtra
wiórów
O(Note
1)
4-3-1
3.
Czyszczenie maszyny na zewnątrz
O
4-3-1
4. Drenaż oleju z końcówki
wrzeciona
O
4-3-1
5.
Czyszczenie maszyny 2P/C (opcja)
O
4-3-1
6.
Czyszczenie otworu stożkowego
wrzeciona
O
4-4-1
7.
Czyszczenie trzpienia narzędzia
O
4-4-1
8.
Czyszczenie filtra zespołu
smarnego wrzeciona
O
4-4-1
9.
Czyszczenie gniazda wlewowego
oleju zespołu hydraulicznego
O
4-5-1
10. Czyszczenie gniazda wlewowego
zespołu smarnego wrzeciona
O
4-5-1
11. Czyszczenie gniazda wlewowego
filtra zespołu centralnego
smarowania
O
4-5-1
12. Czyszczenie otoczenia zespołu
ATC
O
4-5-1
13. Czyszczenie drzwi operatora
maszyny 2P/C (opcja)
O
4-5-1
Sprawdzenie poziomu oleju I
uzupełnienie
1.
Sprawdzenie poziomu oleju
hydraulicznego
O
4-3-2
2.
Sprawdzenie poziomu oleju
smarowania centralnego
O
4-3-2
3.
Sprwadzenie poziomu oleju
marowania wrzeciona
O
4-3-2
4.
Sprawdzenie poziomu chłodziwa
O
4-3-2
Sprawdzenie ciśnień (hydraulika i
powietrze)
1. Sprawdzenie
ciśnienia zespołu
hydraulicznego
O
4-3-4
2. Sprawdzenie
ciśnienia
powietrza
O
4-3-4
Wymiana oleju i czyszczenie/wymiana
filtrów
1.
Wymiana oleju i
czyszczenie/wymiana filtrów w
zespole hydraulicznym
O O
Clean filter
4-6-1
2. Wymiana
chłodziwa wrzeciona i
czyszczenie filtrów
O
4-7-1
3.
Wymiana oleju w zespole ATC
O
4-6-1
PRZEGLĄDY OKRESOWE
4
4-3
Godziny pracy
Okresy przeglądu/obsługi
Items
Codzienni
e
Co
tydzień
60 H
Co miesiąc
250 H
Co 6
miesięcy
1500 H
Co rok
3000 H
Co 2 lata
6000 H
Patrz
4. Zespół przechylania stołu
O
5.
Czyszczenie zbiornika chłodziwa I
wymiana chłodziwa
O
4-6-1
6.
Wymiana oleju i czyszczenie filtrów
w zespole centralnego smarowania
i zespole smarowania wrzeciona
O
4-7-1
7. Wymiana
wkłądu zespołu
powietrza
O
4-7-2
Przegląd i regulacja
1. Sprawdzenie maszyny i zespołu
hydraulicznego na wycieki oleju
O
4-3-5
2.
Tightening the retention bolt
O
4-4-2
3. Sprawdzenie
funkcjonowania
przycisków zatrzymania awaryjnego
O
4-5-2
4. Sprawdzenie
funkcjonowania
zabezpieczeń
O
4-6-2
5. Sprawdzenie
drenażu zespołu
powietrza
O
4-6-2
6.
Sprawdzenie wycieraczek na
saniach osi
O
4-6-2
7. Sprawdzenie
węży ruchomych
zespołów
O
4-7-2
8.
Sprawdzenie podawania chłodziwa i
powietrza
O
4-3-5
9.
Śruby fundamentowe
O
4-5-2
Note 1: Jeśli ma być obrabiany materiał wrażliwy na fragmentację, jak aluminium lub inne,
korzystaj z transportera wiórów. Duże nagromadzenie wiórów w pojemniku wiórów,
może wpływać na pracę osi przechyłu (oś A) i ATC, co z kolei może spowodować
uszkodzenie maszyny.
Note 2: Szczegóły obsługi zakupionego sprzętu znajdują się w instrukcji wydawanej przez
producenta, jak np. dla transportera wiórów.
4-3 Przeglądy codzienne i obsługa
4-3-1 Czyszczenie
OSTROŻNIE
Przed czyszczeniem wnętrza maszyny, wyłącz jej zasilanie.
Jeśli na podłodze jest rozlane chłodziwo, olej lub inna ciecz, zetrzyj je szmatą I
natychmiast osusz podłogę. Na mokrej podłodze grozi pośliźnięcie i zranienie.
1.
Usuwanie wiórów
Usuń wióry nagromadzone wewnątrz maszyny, szczególnie w następujących miejscach:
•
Na stole i wokół niego
•
Rynny w podstawie
•
Pokrywa ATC
•
Magazynek i obszar wokół niego
4
PRZEGLĄDY OKRESOWE
4-4
2.
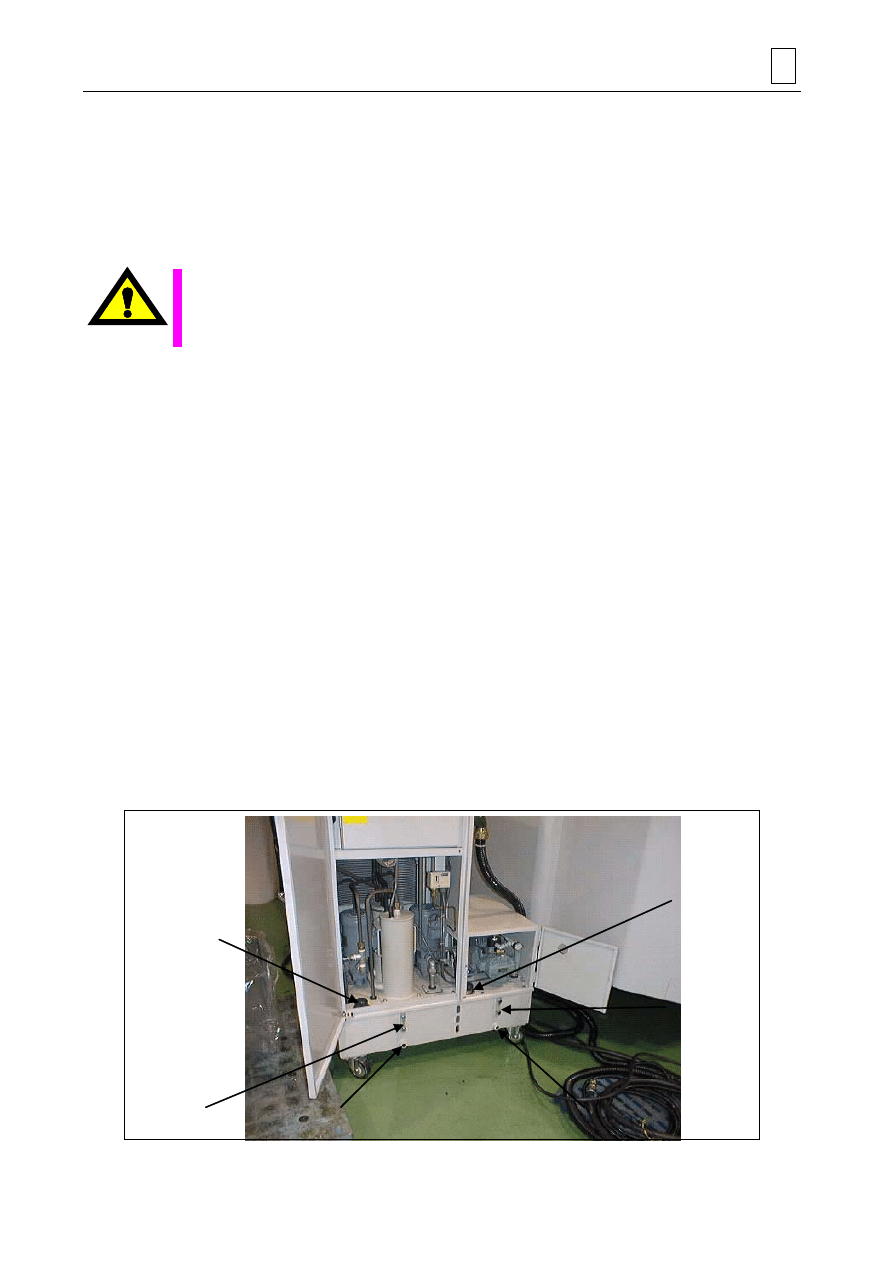
Czyszczenie pojemnika wiórów i filtra
UWAGA
Nie dotykaj wiórów gołymi rękami, inaczej możesz się skaleczyć.
Kilka razy dziennie usuwaj wióry z pojemnika, odpowiednio do warunków jej pracy.
PRZEGLĄDY OKRESOWE
4
4-5
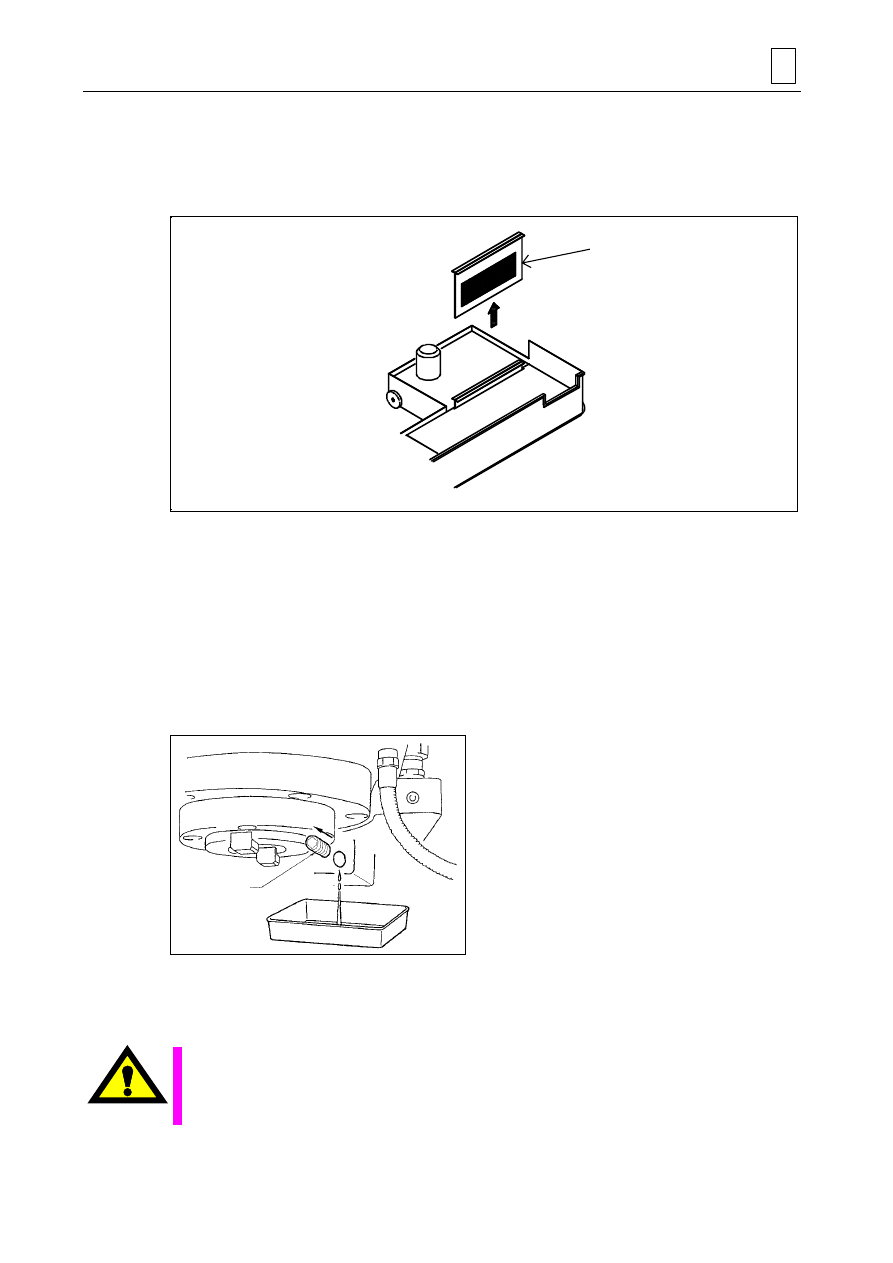
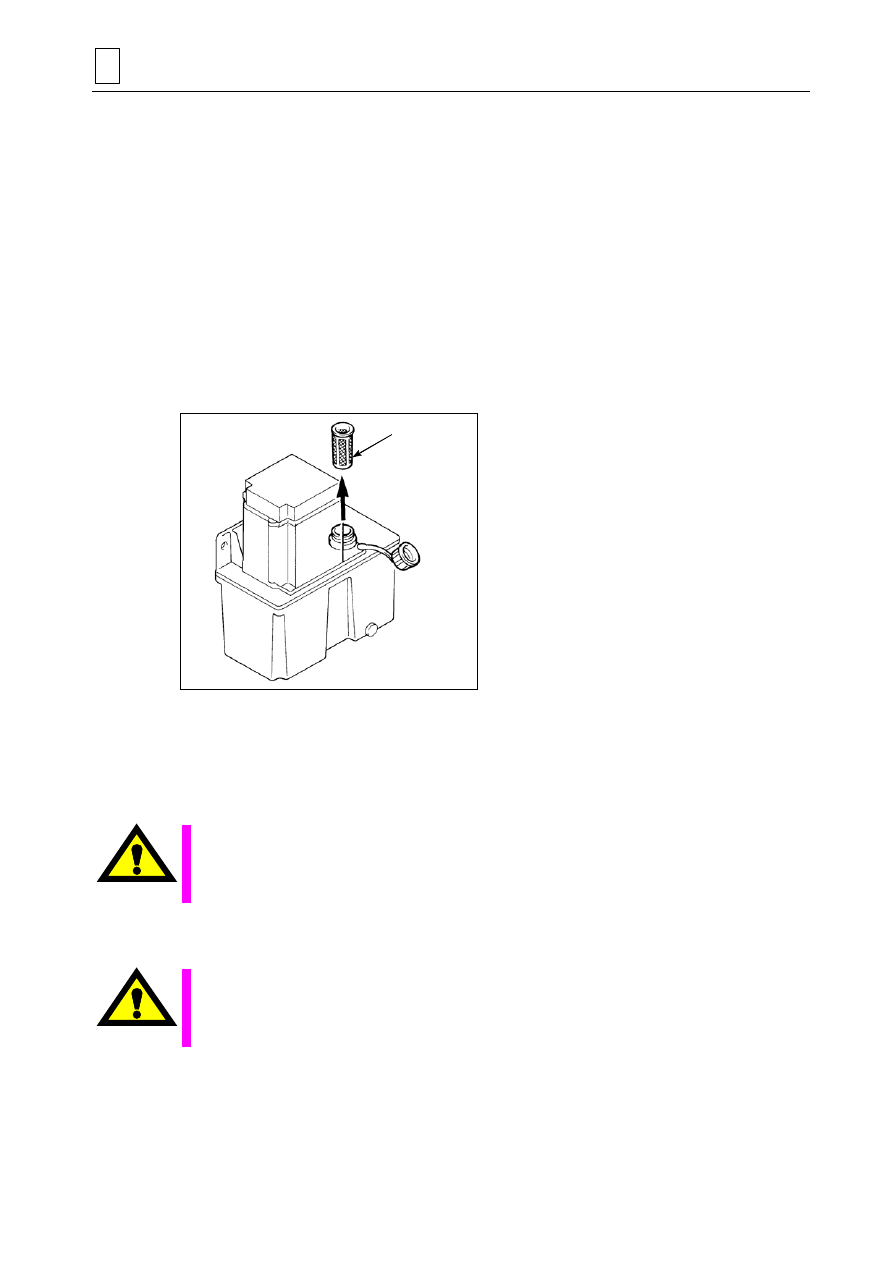
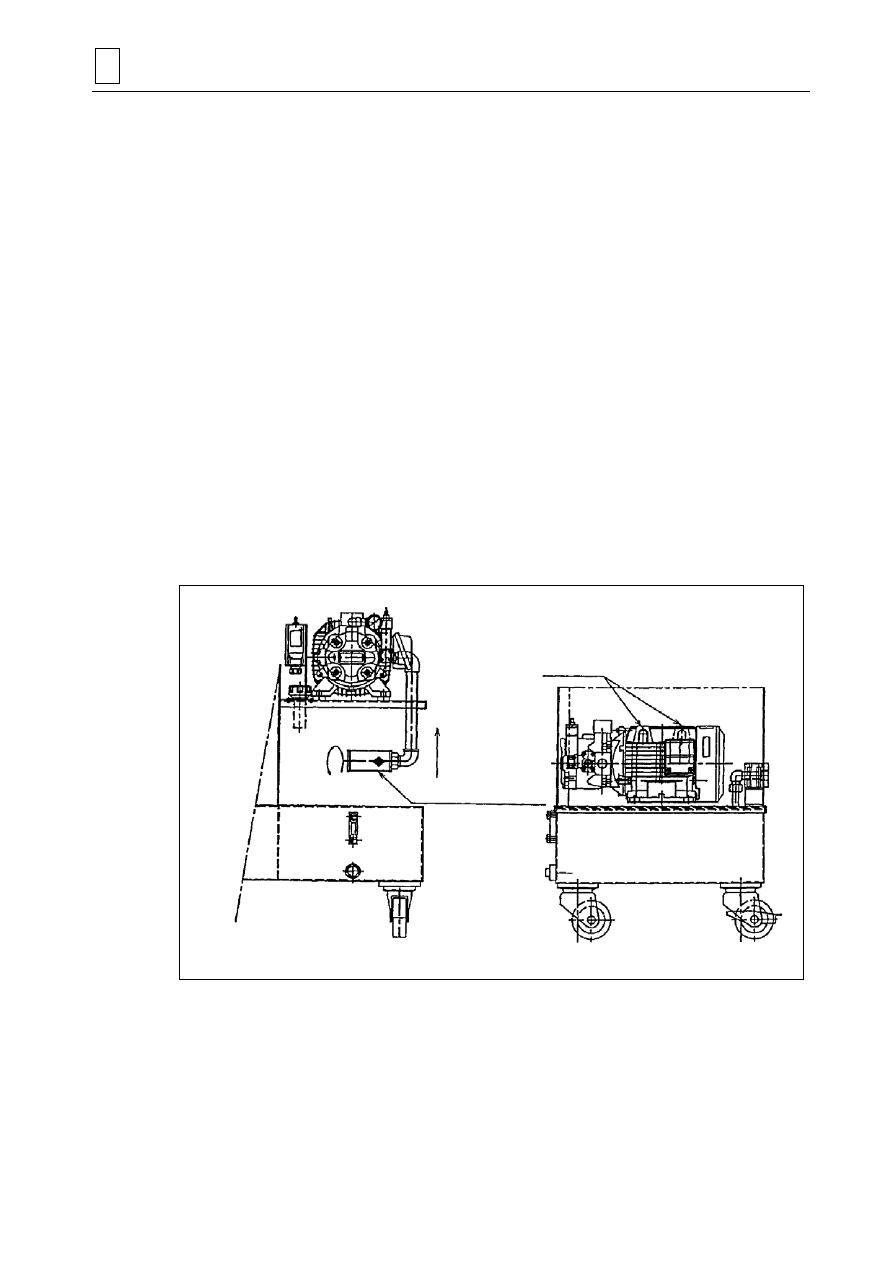
3.
Czyszczenie filtra zbiornika chłodziwa (standardowa specyfikacja maszyny)
Przy usuwaniu wiórów nagromadzonych w pojemniku, wyczyść filtr przy pomocy pistoletu ze
sprężonym powietrzem.
Note:
Nie używaj pistoletu z powietrzem w pobliżu maszyny, gdyż grozi to jej usterkami.
Filtr
Rys. 4-2 Czyszczenie miski olejowej zespołu chłodziwa
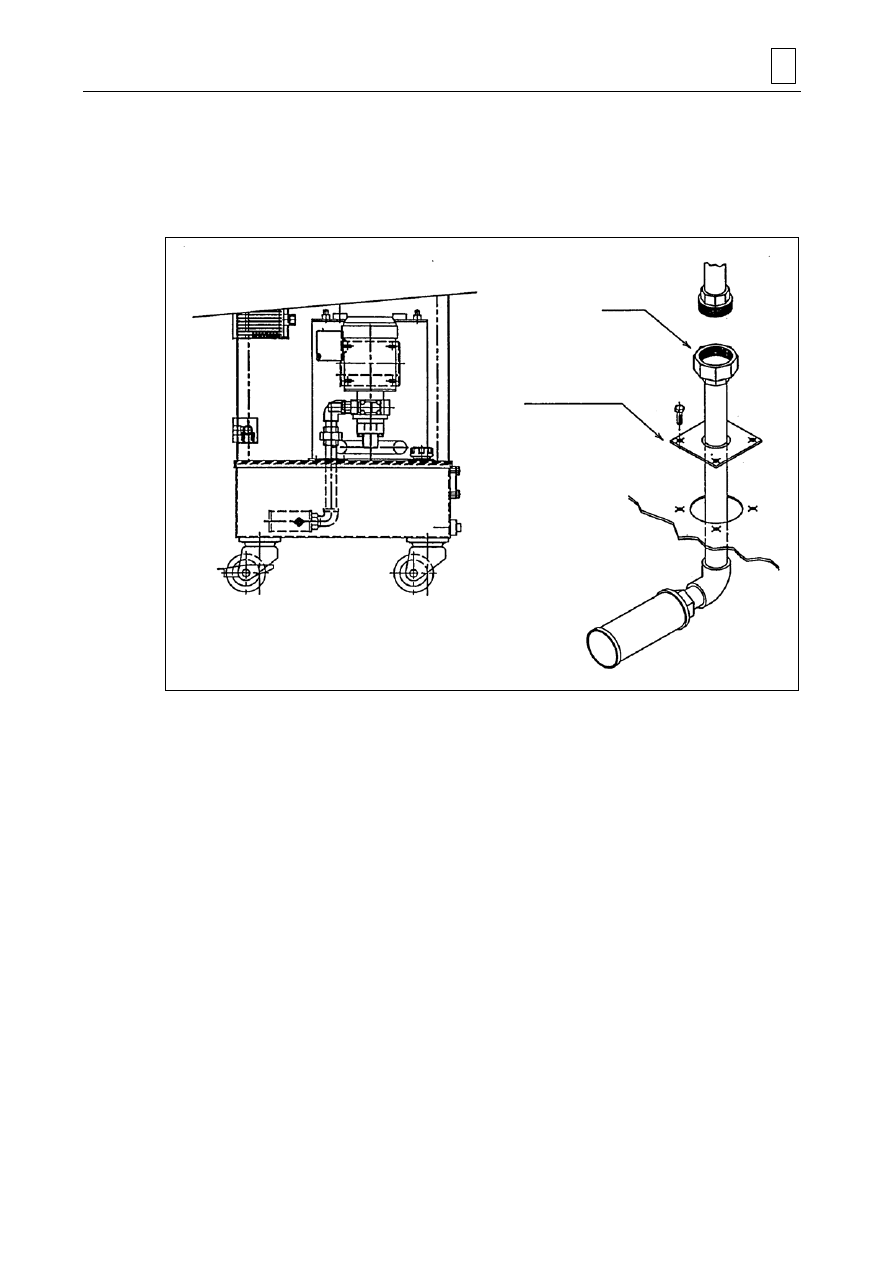
4.
Czyszczenie maszyny na zewnątrz
Z powierzchni maszyny wytrzyj olej, chłodziwo, wióry oraz inne ciała obce.
Dla czyszczenia monitora I paneli sterowania użyj miękkiej tkaniny, nasyconej neutralnym
detergentem.
5.
Zlewanie oleju zebranego w końcówce wrzeciona
Otwórz korek drenażowy i zlej olej smarny, nagromadzony w zbiorniku drenażowym wrzeciona.
Po zlaniu oleju upewnij się, że korek drenażowy jest na swoim miejscu.
Plug
Rys. 4-3 Zlej olej ze zbiornika drenażowego wrzeciona
6.
Czyszczenie maszyny 2P/C (opcja)
Usuń wióry ze zmieniacza palet, haka i rolek.
OSTROŻNIE
Przed czyszczeniem wnętrza maszyny wyłącz zasilanie.
Jeśli na podłodze jest rozlane chłodziwo, olej lub inna ciecz, zetrzyj je szmatą I
natychmiast osusz podłogę. Na mokrej podłodze grozi pośliźnięcie i zranienie.
4
PRZEGLĄDY OKRESOWE
4-6
Sekcja zmieniacza
palet
Hak zmieniacza
palet
Sekcja wałka
zmieniacza palet
Rys. 4-4 Czyszczenie maszyny 2P/C (opcja
4-3-2
Sprawdzenie poziomu oleju i uzupełnienie
Przy pomocy wskaźnika sprawdź poziom oleju w każdym zbiorniku i jeśli jest zbyt niski,
uzupełnij podanym gatunkiem do górnego poziomu na wskaźniku.
1. Zespół hydrauliczny
2. Zespół smarowania centralnego
3. Zespół smarowania wrzeciona
4. Zespół przechylania stołu
5. Zbiornik
chłodziwa (patrz następna strona)
Uwaga:
Wymagane gatunki oleju patrz 4-10 “Uzupełnianie oleju”.
PRZEGLĄDY OKRESOWE
4
4-7
Wskaźnik poziomu
oleju smarn. osi C
Ciśnienie oleju
5 MPa (50 kG/cm
2
)
Wsk. poziomu oleju
zespołu hydr.
Wsk. poz oleju zesp.
chłodz. wrzeciona
Ciśnienie powietrza
0.5 MPa (5 kG/cm
2
)
Wk.poziomu oleju
smarnego osi A
Wk. poziomu
zbiorn chłodziwa
Wsk. poziomu oleju
centralnego smarowania i
smarowania wrzeciona,
(zesp. oleju & powietrza)
Rys. 4-5 Wskaźniki poziomu oleju
4-3-3 Uzupełnianie chłodziwa (w razie potrzeby)
UWAGA
Ponieważ niektóre chłodziwa są szkodliwe dla zdrowia, musisz zachować ostrożność.
Unikaj kontaktu ze skórą.
< Procedura >
(1)
Na wskaźniku sprawdź poziom chłodziwa.
Pojemność zbiornika chłodziwa :
500 L [132.1 gal(US)] (600 L [158.52 gal(US)] dla
2PC)
(2)
Jeśli poziom chłodziwa jest niski, uzupełnij do górnego poziomu na wskaźniku. Jeśli
poziom przekracza górną granicę, to po zatrzymaniu pompy chłodziwo może wylać się ze

4
PRZEGLĄDY OKRESOWE
4-8
zbiornika.

PRZEGLĄDY OKRESOWE
4
4-9
4-3-4 Sprawdzenie
ciśnień (hydrauliczne i powietrza)
1.
Sprawdzenie ciśnienia oleju zespołu hydraulicznego
0 MPa (0 PSI):
Przy wyłączonym zasilaniu
7 MPa (1015.4 PSI):
Przy włączonym zasilaniu
2.
Sprawdzenie ciśnienia powietrza
0.5 MPa (72.5 PSI)
4-3-5 Przeglądy i regulacje
1.
Przeglądy podawania chłodziwa i powietrza
Po potwierdzeniu, że poziom chłodziwa i ciśnienie oleju są prawidłowe, sprawdź że chłodziwo i
powietrze są podawane.
2.
Sprawdzenie maszyny i zespołu hydraulicznego na wycieki oleju
Sprawdź wizualnie maszynę, zespół hydrauliczny, rury i węże hydrauliczne, bloki i siłowniki, na
obecność wycieków oleju.
W razie wycieku oleju, należy podjąć odpowiednie kroki.
4-4 Przeglądy tygodniowe i obsługa
4-4-1 Czyszczenie
Dla zachowania dokładności uchwytu narzędzia, wykonaj jak niżej:
1.
Czyszczenie otworu stożkowego wrzeciona
Czystą szmatką wyczyść stożkowy otwór wrzeciona.
2.
Czyszczenie trzpienia narzędzia
Czystą szmatką wyczyść trzpień narzędzia.
3.
Czyszczenie filtra zespołu chłodzenia smarowania wrzeciona
Aby wyjąć filtr, pociągnij go w dół, następnie wyczyść go.
4-4-2 Przeglądy i regulacje
1.
Dociąganie śruby ustalającej
Sprawdź śrubę ustalającą na poluzowanie i dokręć w razie potrzeby.
4
PRZEGLĄDY OKRESOWE
4-10
4-5 Przeglądy miesięczne i prace obsługowe
4-5-1 Czyszczenie
1.
Czyszczenie filtra wlewu oleju
Wyjmij filtry wlewu następujących zespołów i wyczyść je sprężonym powietrzem lub w inny
sposób.
•
Zespół hydrauliczny
•
Zespół smarowania wrzeciona
•
Zespół centralnego smarowania
Note:
W pobliżu maszyny nie używaj pistoletu ze sprężonym powietrzem, ponieważ może
to spowodować usterki maszyny.
Filtr wlewu oleju
MC111-01235
Rys. 4-6 Czyszczenie filtra wlewu oleju zespołu centralnego smarowania
2.
Czyszczenie filtra powietrza (dwa razy na miesiąc)
Dwa razy miesiąc lub częściej, wyczyść wodą lub pistoletem ze sprężonym powietrzem filtr
powietrza, znajdujący się z tyłu maszyny.
Zatkany filtr powietrza może spowodować pogorszenie chłodzenia i awarię.
OSTROŻNIE
Przy korzystaniu z pistoletu sprężonego powietrza, zawsze noś okulary ochronne.
3.
Czyszczenie otoczenia zespołu ATC
Usuń wióry zebrane wokół zespołu ATC.
OSTROŻNIE
Przed czyszczeniem wnętrza maszyny, wyłącz zasilanie.
Jeśli na podłodze jest rozlane chłodziwo, olej lub inna ciecz, zetrzyj je szmatą I
natychmiast osusz podłogę. Na mokrej podłodze grozi pośliźnięcie i zranienie.
PRZEGLĄDY OKRESOWE
4
4-11
4.
Czyszczenie drzwi operatora maszyny 2P/C (opcja)
Usuń wióry z korpusu drzwi operatora, w zasięgu zmieniacza palet.
OSTROŻNIE
Przed czyszczeniem wnętrza maszyny, wyłącz zasilanie.
Jeśli na podłodze jest rozlane chłodziwo, olej lub inna ciecz, zetrzyj je szmatą I
natychmiast osusz podłogę. Na mokrej podłodze grozi pośliźnięcie i zranienie.
Wnętrze
zmieniacza palet
Drzwi operatora
Wnętrze korpusu drzwi
operatora
Rys. 4-7 Czyszczenie drzwi operatora maszyny 2P/C (opcja)
4-5-2 Przeglądy i regulacje
1.
Sprawdzenie działania przycisków zatrzymania awaryjnego
Sprawdź prawidłowe funkcjonowanie przycisku zatrzymania awaryjnego na panelu sterowania
NC i panelu sterowania zmieniacza palet.
Jeśli przycisk zatrzymania awaryjnego nie działa prawidłowo, to musi być wymieniony.
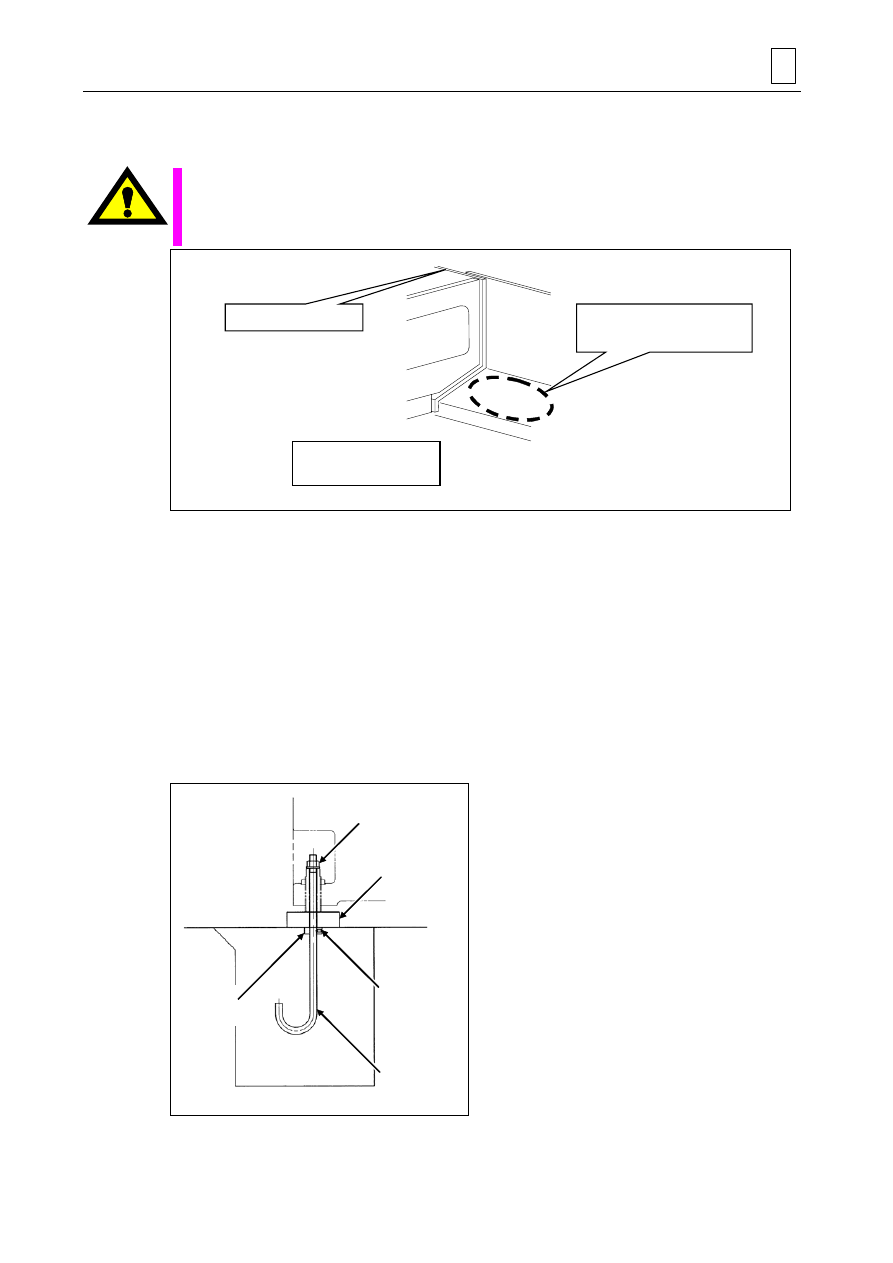
2.
Śruba fundamentowa
Sprawdź, żę nakrętki kontrujące fundamentowania, znajdujące się na dolnej stronie maszyny
nie zluzowały się. W razie zluzowania, dokręć je mocno.
Śruba blok.
Płytka
Śruba kotw.
Kołnierz
Nakr. kontr.
Rys. 4-8 Śruba fundamentowa (specyfikacja standardowa)
4
PRZEGLĄDY OKRESOWE
4-12
4-6 Półroczne przeglądy i prace obsługowe
4-6-1
Wymiana oleju i czyszczenie/wymiana filtra
OSTROŻNIE
Przed wymianą oleju hydraulicznego wyłącz zasilanie.
Przy korzystaniu z pistoletu sprężonego powietrza zawsze noś okularu ochronne.
Przy uzupełnianiu oleju używaj tylko oleje podane przez Yamazaki Mazak. Inaczej mogą
wystąpić usterki maszyny i inne problemy.
Patrz Instrukcja Użytkowania Zespołu Hydraulicznego (wydana przez MAC Co.)
1.
Zepół hydrauliczny
Wymiana oleju jest zależna od warunków pracy maszyny, lecz pierwszą wymianę zaleca się
po 3 miesiącach I kolejne co 6 miesięcy.
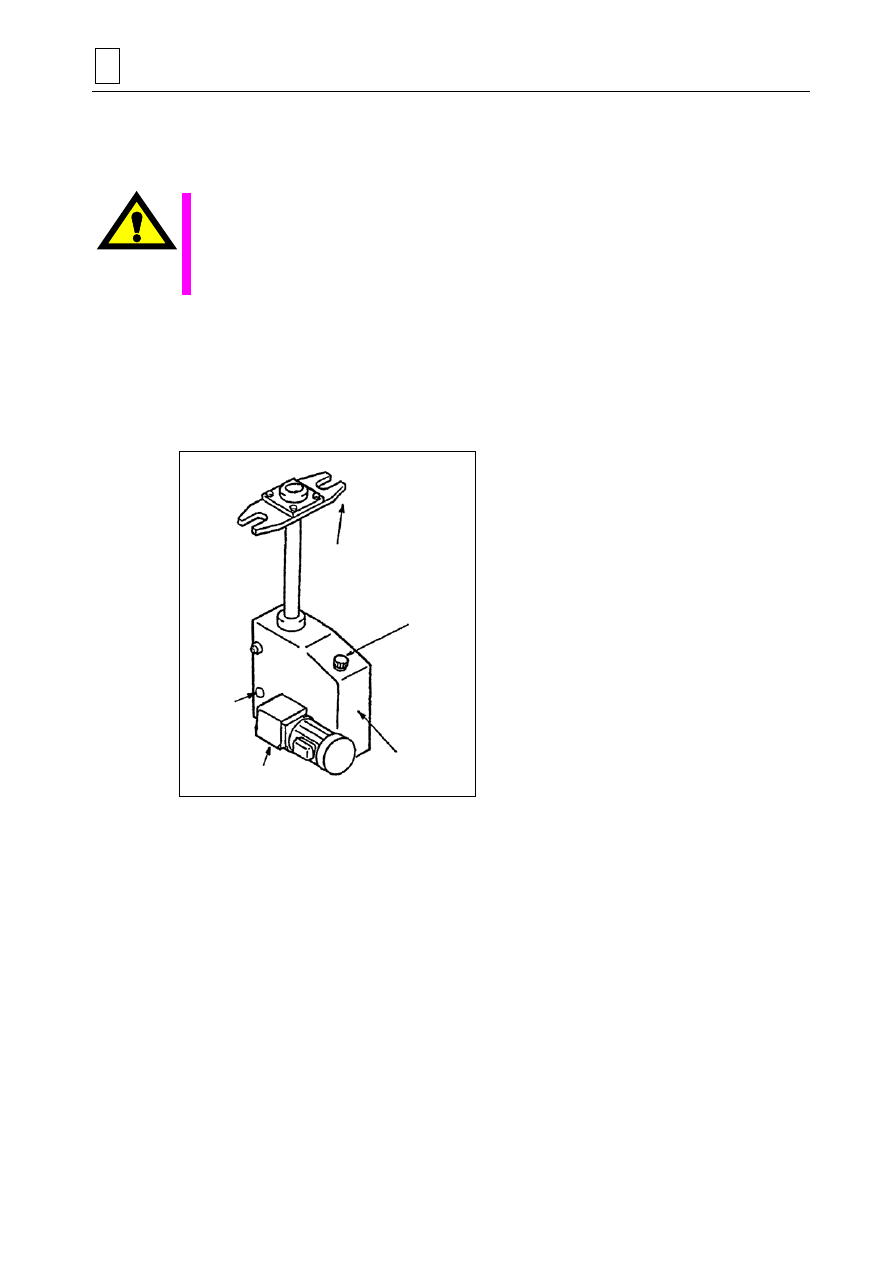
2.
Wymiana oleju w zespole ATC
Ramię ATC
Wlew oleju
Drenaż
Zesp. ATC
Wsk.
oleju
Rys. 4-9 Wymiana oleju w zespole ATC
< Procedura >
(1)
Wyłącz zasilanie przez ustawienie głównego włącznika w pozycji “OFF”.
(2)
Dla zlania oleju poluzuj korek drenażowy. (Korek drenażowy znajduje się przy podstawie
zespołu ATC.)
(3)
Dokręć korek drenażowy.
(4)
Napełnij zespół ATC nowym olejem, obserwując jego poziom na wskaźniku.
(Sprawdź poziom oleju korzystając z niższego wskaźnika.)
Wymagane oleje patrz 7-1 “Lista Czujników, Włączników Granicznych i Punktów Smarnych”.
PRZEGLĄDY OKRESOWE
4
4-13
3.
Czyszczenie zbiornika chłodziwa i wymiana chłodziwa
OSTROŻNIE
Jeśli na podłodze jest rozlane chłodziwo, olej lub inna ciecz, zetrzyj je szmatą I
natychmiast osusz podłogę. Na mokrej podłodze grozi pośliźnięcie i zranienie.
< Procedura >
(1)
Wyciągnij zbiornik do przodu maszyny.
(2)
Usuń filtry, pojemnik, pompę chłodziwa oraz górną pokrywę ze zbiornika chłodziwa. Jeśli
maszyna jest wyposażona w transporter wiórów, to należy go również uunąć.
(3)
Pompuj chłodziwo ze zbiornika.
(4)
Gdy poziom chłodziwa będzie niski I pompowanie stanie się niemożliwe, zluzuj korek
drenażowy zbiornika chłodziwa i zlej je ze zbiornika całkowicie.
(5)
Po zupełnym zlaniu chłodziwa ze zbiornika, usuń wióry i osady z jego dna.
(6)
Szmatą wyczyść wnętrze zbiornika.
(7)
Po wyczyszczeniu zbiornika chłodziwa, zamocuj ponownie korek drenażu i inne usunięte
części.
(8)
Wlej do zbiornika nowe chłodziwo.
4-6-2 Przeglądy i regulacje
1.
Sprawdzenie prawidłowego funkcjonowania zabezpieczeń
OSTROŻNIE
Ponieważ w trakcie przeglądu maszyna może niespodziewanie poruszyć się, stwarzając
niebezpieczną sytuację gdy zabezpieczenia nie działają, nie opieraj się o nią, nie
pozostawiaj niepotrzebnych przedmiotów na ruchomych zespołach lub w zasięgu ich
ruchu.
Jeśli stwierdzisz stan nienormalny skontaktuj się z lokalnym dystrybutorem lub Mazak
Technical Center.
Sprawdź prawidłowe funkcjonowanie następujących funkcji, korzystając z instrukcji
użytkowania.
A. Uniemożliwienie pracy przy otwartych drzwiach operatora (blokada drzwi operatora)
B. Uniemożliwienie pracy przy ręcznym zadziałaniu przy magazynku (blokada drzwi
magazynka)
2.
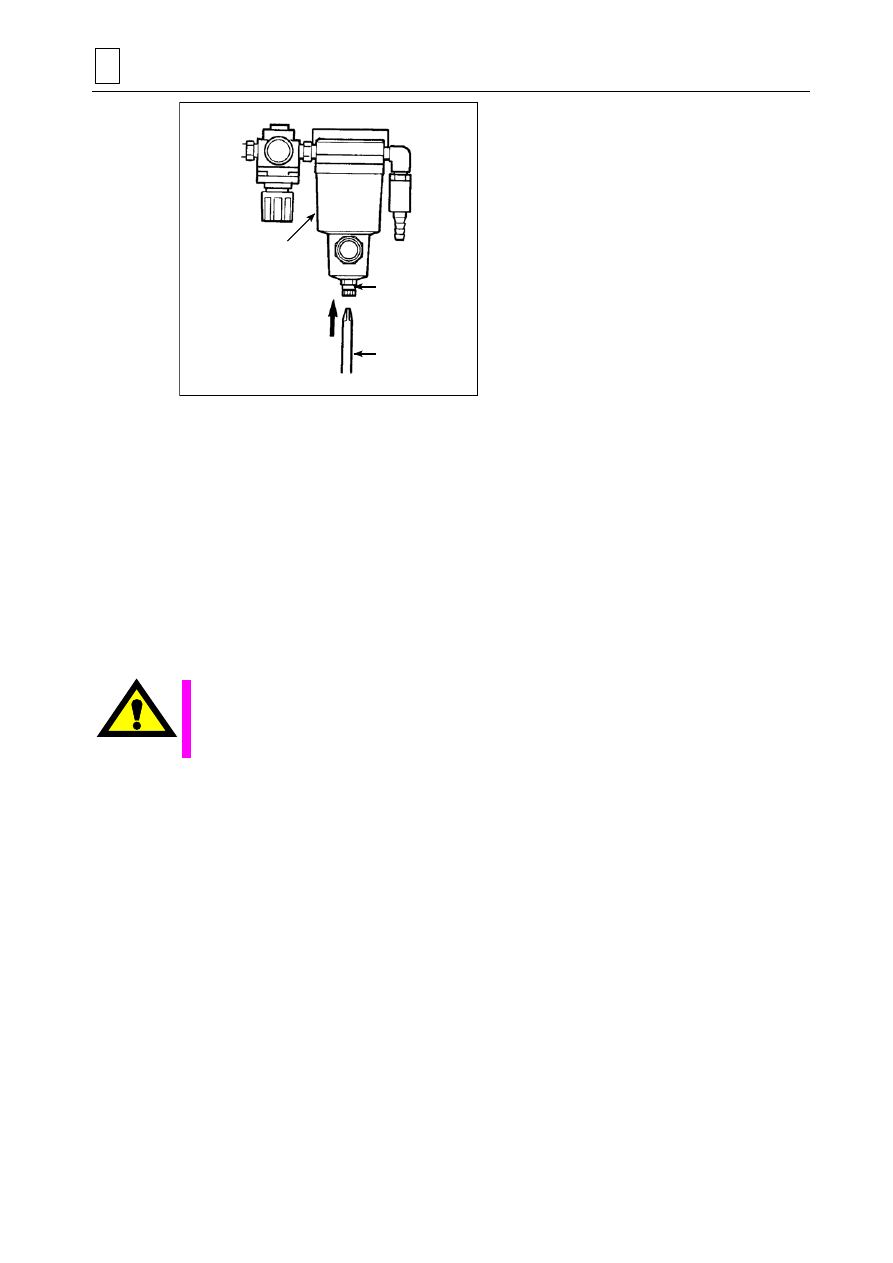
Sprawdzenie funkcjonowania drenażu zespołu powietrza
4
PRZEGLĄDY OKRESOWE
4-14
Separator mgły
Drenaż
Wkrętak
krzyżakowy
Rys. 4-10 Sprawdzenie funkcjonowania drenażu zespołu powietrza
Funkcja automatycznego drenażu separatora mgły nie działa prawidłowo w poniższych
przypadkach. Sprawdź występowanie poniższych symptomów.
A. Ciągłe uchodzenie powietrza przez końcówkę drenażu.
Naprawa:
Porusz kilka razy drenaż wkrętakiem krzyżakowym.
Jeśli powietrze ciągle uchodzi, patrz do 5-11 “Układ pneumatyczny”
w sprawie działań naprawczych.
B. Przy
wsunięciu śrubokręta krzyżakowego do gniazda drenażowego, wydobywa się duża
ilość wody.
Naprawa:
Separator mgły musi być wymieniony.
3.
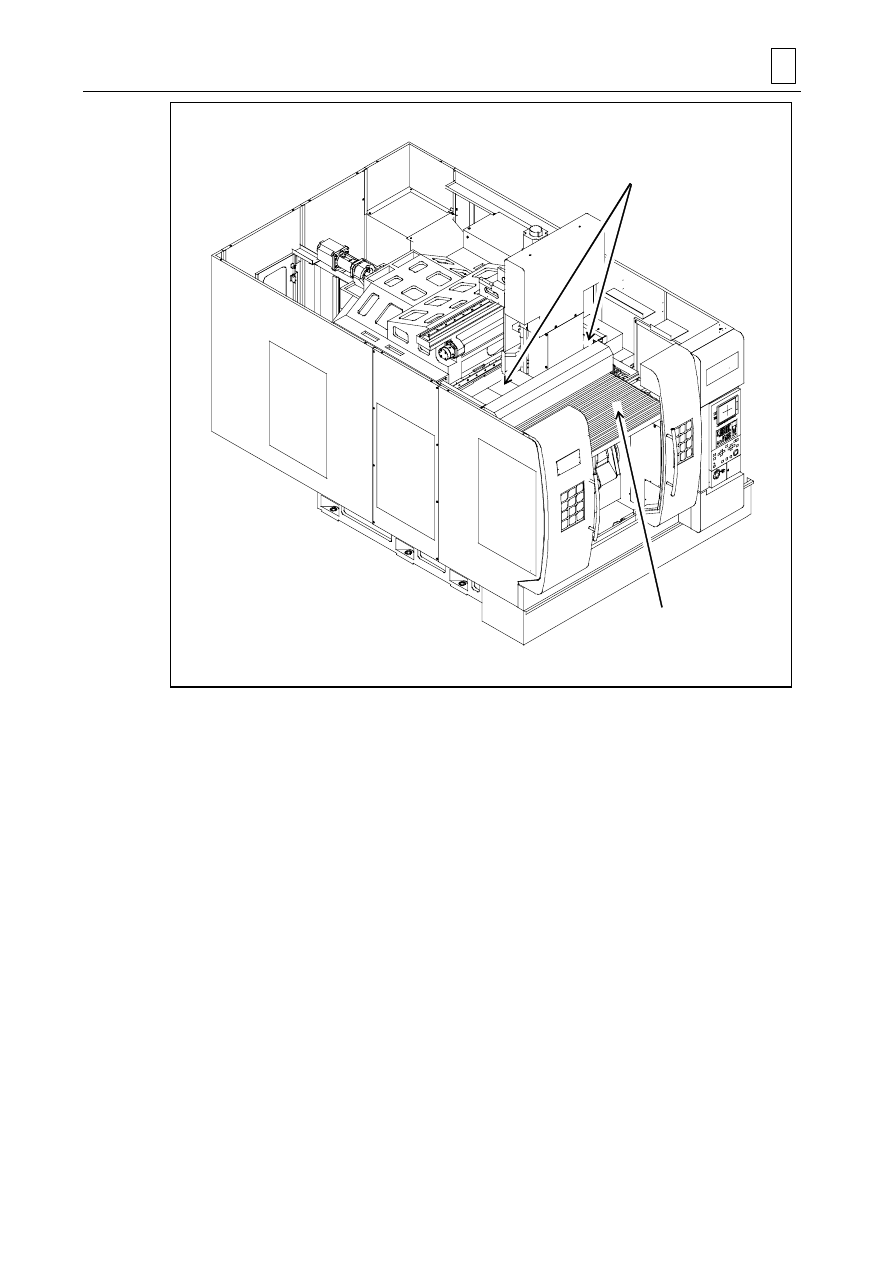
Sprawdzenie wycieraczek na saniach osi, na obecność uszkodzeń
OSTROŻNIE
Przed pracą we wnętrzu maszyny ustaw zasilanie na “OFF”. Inaczej narażasz się na
poważny wypadek.
Sprawdź wizualnie na obecność uszkodzeń pokrywy sań osi X i Y. Jeśli są rysy lub inne
uszkodzenia na wycieraczkach pokrywy stałej osi X lub pęknięcia na pokrywie osi Y (poniżej),
to wymień jak najszybciej odpowiednie części.
PRZEGLĄDY OKRESOWE
4
4-15
Pokrywa sań osi Y
Pokrywa sań osi X
Rys. 4-11 Sprawdzenie uszkodzeń wycieraczek pokryw sań każdej osi
4
PRZEGLĄDY OKRESOWE
4-16
4-7 Przegląd coroczny i dwuroczny oraz prace obsługowe
4-7-1
Wymiana oleju oraz czyszczenie/wymiana filtrów
OSTROŻNIE
Przy wymianie oleju używaj tylko gatunków podanych przez Yamazaki Mazak. Inaczej
wystąpią usterki maszyny i inne problemy.
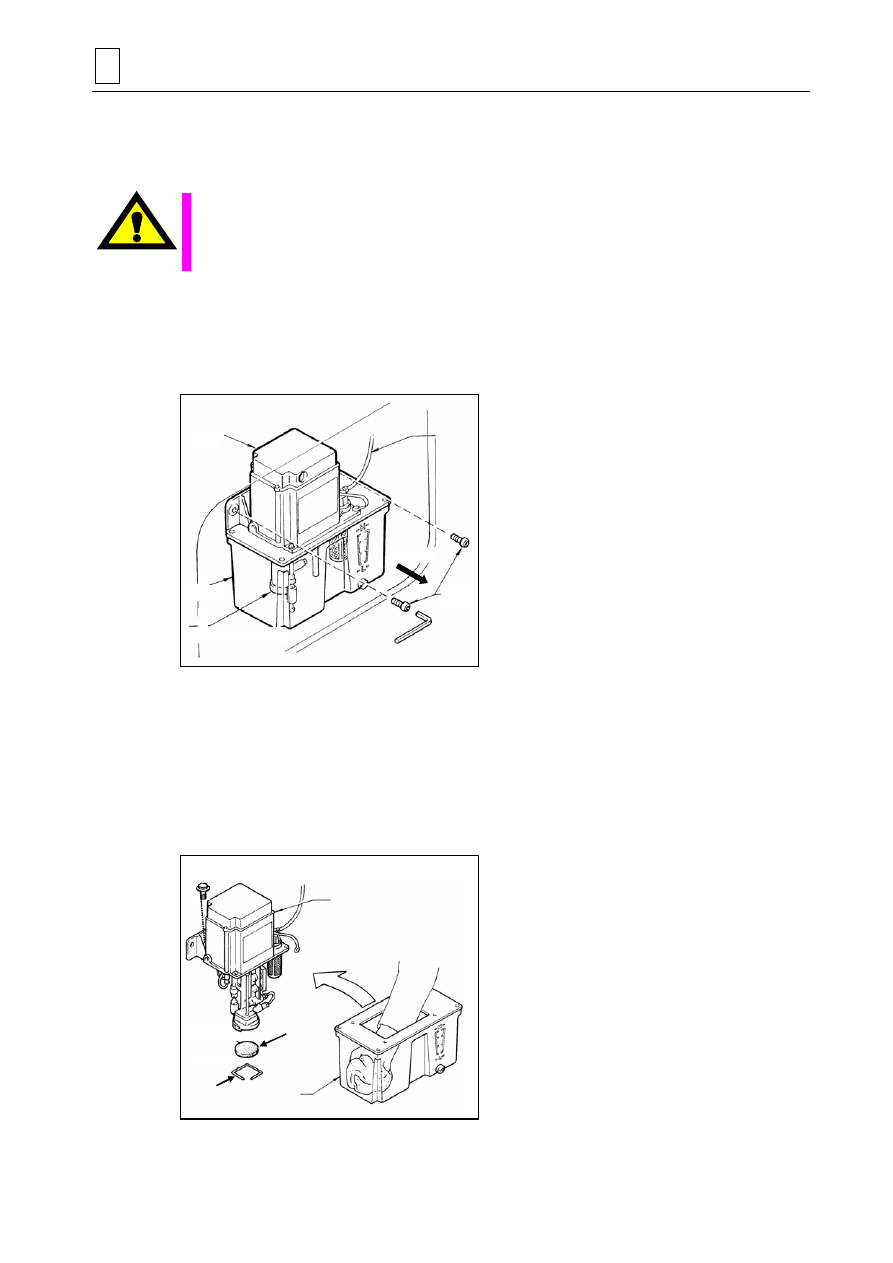
1.
Zespół centralnego smarowania i zespół smarowania wrzeciona
< Procedura >
(1)
Wyłącz zasilanie.
(2)
Wyjmij zespół smarowania.
Rura
Zespół smarowania
Tank
Suction filter
MC111-01190
Wyjmij
Śruba
Rys. 4-12 Czyszczenie filtra ssania (1/2)
Note:
Nie odłączaj rur. Inaczej dostanie się do nich powietrze i spowoduje problemy
wrzeciona.
(3)
Usuń korek drenażu dla zlania oleju.
(4)
Po zlaniu oleju zamontuj i dokręć korek drenażu.
(5)
Usuń śruby mocujące zespół do zbiornika i oddziel pompę od zbiornika.
(6)
Usuń zacisk filtra i wyjmij filtr ssania.
(4 miejsca)
Pompa
Filtr ssania
Zacisk filtra
Zbiornik
Rys. 4-13 Czyszczenie filtra ssania (2/2)
PRZEGLĄDY OKRESOWE
4
4-17
(7)
Wyczyść filtr ssania.
Do czyszczenia użyj oleju do mycia (kerosene, itd.).
Jednocześnie szmatką wyczyść wewnątrz zbiornik.
(8)
Zamontuj filtr ssania i wstaw pompę oraz zbiornik jak były wcześniej.
(9)
Zamontuj zespół na maszynie i zalej olej smarny.
Wymagane gatunki olejów patrz 4-10 “Control of Oil Supply”.
2.
Wymiana oleju w sprzężonym zespole kontroli oleju i czyszczenie filtra ssania
OSTROŻNIE
Przed pracami obsługowymi na maszynie wyłącza jej zasilanie.
Przy wymianie oleju chłodzącego wrzeciona używaj tylko gatunków podanych przez
Yamazaki Mazak. Inaczej wystąpią usterki maszyny i inne problemy.
A.
Wymiana chłodziwa wrzeciona oraz oleju roboczego
Okresy wymiany chłodziwa wrzeciona oraz oleju roboczego zależą od warunków pracy
maszyny. W zasadzie jednak, olej powinien być wymieniony w ciągu pierwszych sześciu
miesięcy od zainstalowania maszyny i później co rok.
Wymagane chłodziwa wrzeciona patrz 4-10 “Kontrola zasilania oleju”.
< Procedura >
(Szczegóły patrz podręcznik “OIL SUPPLY UNIT”, wydany przez MAC Co.)
(1)
Odłącz zasilanie i przestaw włącznik główny na OFF.
Otwórz drzwi sprzężonego zespołu kontroli oleju (zainstalowane oddzielnie), przekręcając
uchwyt.
(2)
Wstaw i dokręć korek wlewu oleju.
(3)
Zdejmij zatyczkę z wlewu oleju.
(4)
Pod drenażem ustaw miskę na olej i kluczem zluzuj korek drenażu.
Olej (chłodziwo, olej roboczy) zostaną zlane. Chłodziwo wrzeciona: 40 L (10.57 gal (US)),
olej roboczy: 34 L (8.98 gal (US))
(5)
Po upewnieniu się, że zbiornik jest pusty, dokręć korek drenażu.
(6)
Napełnij zbiornik świeżym olejem (chłodziwo, olej roboczy) obserwując jego poziom.
Upewnij się, że używasz prawidłowego oleju. (Chłodziwo wrzeciona: 40 L (10.57 gal
(US)), olej roboczy: 34 L (8.98 gal (US))
(7)
Wstaw i dokręć zatyczkę wlewu oleju.
Wlew oleju -
chłodziwo wrzeciona
Wlew oleju
(olej roboczy)
Wsk poziomu
(chłodziwo wrzeciona)
Wsk poziomu
(olej roboczy)
Drenaż (olej roboczy)
Drenaż (chłodziwo wrzeciona)
Rys. 4-14 Wymiana chłodziwa wrzeciona i oleju roboczego
4
PRZEGLĄDY OKRESOWE
4-18
B.
Czyszczenie filtrów ssania chłodziwa wrzeciona i oleju roboczego
Filtry ssania czyść co roku jednocześnie wymieniając olej w sprzężonym zespole kontroli oleju.
< Procedura >
(Szczegóły patrz podręcznik “ZEPÓŁ ZASILANIA OLEJU, publikowany przez MAC Co.)
(1)
Odłącz zasilanie i przestaw główny włącznik na OFF.
(2)
Otwórz drzwi sprzężonego zespołu sterowani oleju (dostarczone oddzielnie), pokręcając
uchwytem.
(3)
Opróżnij zbiorniki postępując wg procedury podanej w “A. Wymiana chłodziwa wrzeciona
i oleju roboczego”.
(4)
Wyjmij filtry ssania. Zauważ, że procedura dla wyjęcia filtra ssania różni się między
zbiornikiem chłodziwa wrzeciona i zbiornikiem oleju roboczego.
(5)
Przy zbiorniku oleju roboczego, zdejmij górną pokrywę zbiornika.
(6)
Odłącz rury.
(7)
Usuń śruby zacisku górnej osłony zbiornika I podnieś go razem z pompą.
(8)
Usuń filtr ssania z rury ssania I wyczyść filtr pistoletem ze sprężonym powietrzem.
NOTE :
Nie używaj pistoletu ze sprężonym powietrzem w pobliżu maszyny, bo może to
spowodować jej usterki.
(9)
Zabuduj filtr ssania na rurze ssącej I wstaw rurę z powrotem do zbiornika, jak przed
krokiem (5).
Filtr ssania
Hak podnoszenia
Rys. 4-15 Czyszczenie filtra ssania oleju roboczego
PRZEGLĄDY OKRESOWE
4
4-19
(10)
Przy zbiorniku chłodziwa wrzeciona usuń jego górną pokrywę.
(11)
Poluzuj i zdejmij złącze rurowe.
(12)
Usuń śruby z płyty ssania, wyciągnij filtr i wyczyść sprężonym powietrzem.
(13)
Zainstaluj filtr ssania i wstaw rurę ssania do zbiornika jak przed krokiem (10).
(14)
Napełnij zbiorniki wg procedury w “A. Wymiana chłodziwa wrzeciona i oleju roboczego”.
Złącze
Płytka ssania
Rys. 4-16 Czyszczenie filtra ssania chłodziwa wrzeciona
4
PRZEGLĄDY OKRESOWE
4-20
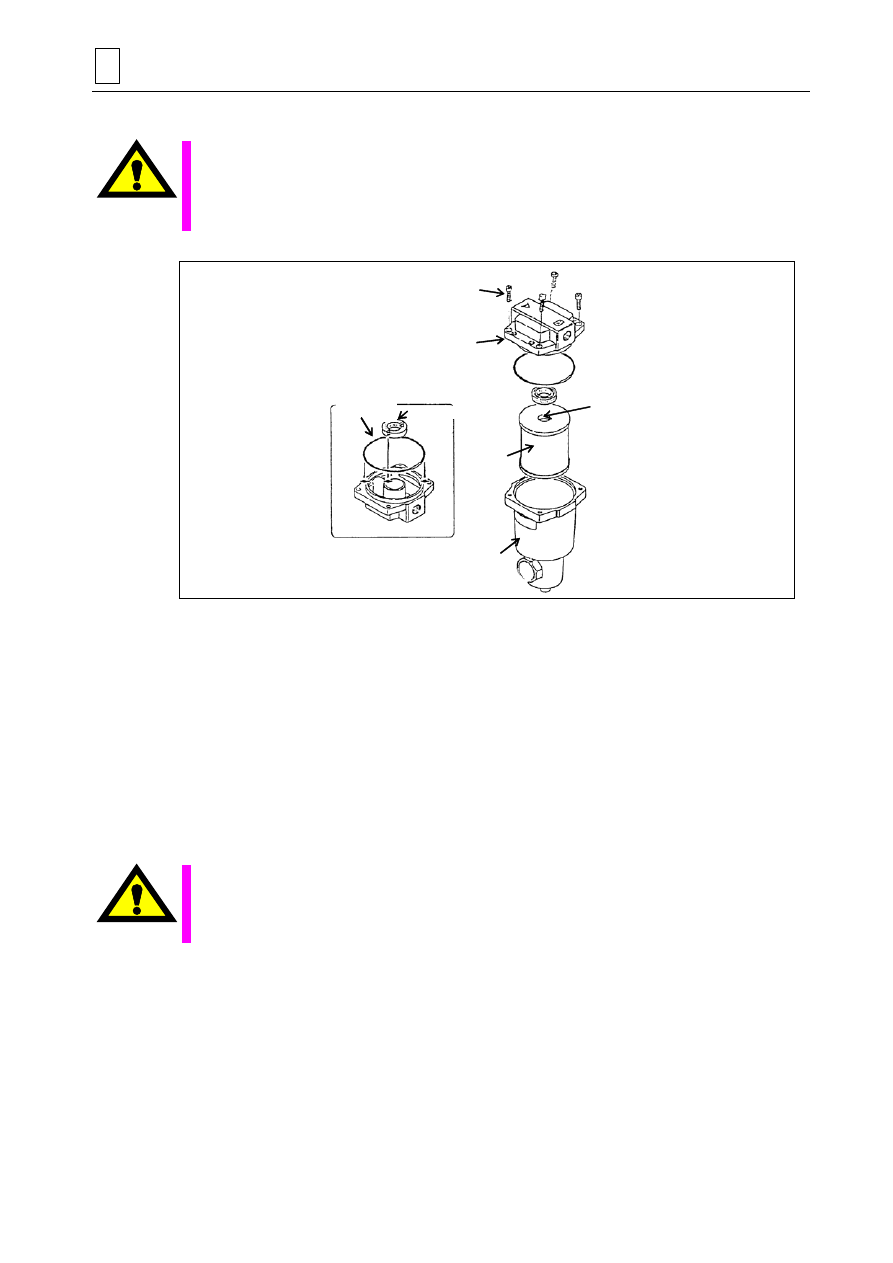
3.
Wymiana wkładu zepołu powietrza
OSTROŻNIE
Przed wymianą filtra wyłącz zasilanie maszyny, ustawiając wyłącznik na “OFF” i odłącz
zewnętrzne źródło powietrza. Próba wymiany bez tych kroków grozi poważnym
zranieniem lub uszkodzeniem maszyny. position and disconnect the external air source
before changing the filter element.
Wkład filtra jest częścią zużywalną i powinien być wymieniany co dwa lata.
O-ring
(3)
(2)
(4)
Korpus
Wkład filtra
Otwór
Korpus
Śruba
(1)
Odwrotny widok korpusu
MC111-01143
Uszczelka
Rys. 4-17 Wymiana wkładu zespołu powietrza
< Procedura >
(1)
Poluzuj cztery śruby I odłącz pokrywę od korpusu.
(2)
Do pokrywy zamontuj nowy pierścień uszczelniający.
(3)
Do pokrywy załóż nową uszczelkę.
(4)
Do korpusu włóż nowy wkład filtra, otworem skierowanym do góry.
(5)
Czterema śrubami zamontuj pokrywę do korpusu.
4-7-2 Przeglądy i regulacje
1.
Sprawdzenie węży ruchomych zespołów na obecność uszkodzeń
OSTROŻNIE
Przed sprawdzaniem węży na zespołach ruchomych, wyłącz zasilanie. Inaczej grozi
poważny wypadek.
< Procedura >
(1)
Ustaw główny włącznik zasilania w pozycji “OFF”.
(2)
Sprawdź węże z tyłu maszyny.
Sprawdź węże na uszkodzenia jak pęknięcia, nienormalne wybulenia, zestarzenie.
W razie jakichkolwiek uszkodzeń skontaktuj się z lokalnym Mazak Technical Center.
PRZEGLĄDY OKRESOWE
4
4-21
2.
Z-axis brake performance
Po włączeniu zasilania przesuń wrzeciono do punktu zerowego I naciśnij przycisk zatrzymania
awaryjnego. Jeśli można zauważyć, że wrzeciono opada, to oznacza to usterkę hamulca osi
Z. W takim przypadku skontaktuj się z centrum technicznym Mazak.
4-8 Przegląd i prace obsługowe przed zatrzymaniem maszyny na dłuższy czas
Przy zatrzymywaniu maszyny na czas dłuższy niż dwa tygodnie, wykonaj następujący
przegląd i prace obługowe.
•
Zastosuj olej antykorozyjny
•
Zlej chłodziwo
•
Zapisz dane NC
1.
Zastosowanie oleju antykorozyjnego
OSTROŻNIE
Switch off the power before applying rust preventive oil.
Jeśli maszyna nie pracuje przez dłuższy czas, powierzchnie niemalowane poniższych części
zaczynają rdzewieć I ich funkcjonowanie pogorszy się. Dlatego dla części tych zastosuj olej
antykorozyjny.
•
Szyny prowadnic (osie X, Y, Z)
•
Śruby pociągowe (osie X, Y, Z)
•
Stół
•
Stożek wrzeciona
•
Chwytak ramienia ATC
2.
Zlanie chłodziwa
Zlej całkowicie chłodziwo ze zbiornika i wyczyść zbiornik z zewnątrz I wewnątrz.
3.
Zapianie danych NC
Zapisz wszystkie dane NC na mikro dysk.
Szczegóły procedury zapisu danych NC na mikro dysk są podręczniku NC.
4
PRZEGLĄDY OKRESOWE
4-22
4-9 Przegląd i prace obsługowe przed uruchomieniem maszyny po dłuższym
postoju
Przed ponownym uruchomieniem maszyny, nie pracującej przez okres dłuższy niż dwa
tygodnie, wykonaj następujący przegląd i prace obsługowe.
Zauważ, że poniższe wyjaśnienia nie biorą pod uwagę zmian na maszynie w czasie postoju.
1.
Wytarcie oleju antykorozyjnego
OSTROŻNIE
Przed usunięciem oleju antykorozyjnego wyłącz zasilanie.
Usuń olej antykorozyjny, zastosowany wg 4-8 “Przegląd i prace obługowe przed zatrzymaniem
maszyny na dłuższy czas”, korzystając ze szmatki nasączonej olejem do mycia.
2.
Napełnienie chłodziwem
Napełnij zbiornik chłodziwa.
3.
Przeglądy miesięczne i dzienne
4.
Przegląd maszyny na wycieki oleju
Po włączeniu zasilania, sprawdź wizualnie maszynę, rury i węże zepołu hydraulicznego, bloki I
siłowniki na obecność wycieków.
5.
Podgrzewanie
Uruchom maszynę na około trzy godziny korzystając z programu podgrzewania (PNO. 1000)
zapisanego w pamięci NC.
Patrz podręcznik NC.
6.
Przegląd maszyny na hałas, drgania I nienormalny wzrost temperatury
Sprawdź maszynę pod względem generowania nienormalnego hałasu i drgań jak i
nienormalny wzrost temperatury silników i łożysk.
W razie stwierdzenia stanów nienormalnych podejmij odpowiednie działania, korzystając z
Rozdziału 5 “OBSŁUGA GŁÓWNYCH ZEPOŁÓW”.
7.
Ładowanie danych NC
Przed rozpoczęciem pracy, załaduj dane NC zapisane na mikro dysku, przed zatrzymaniem
maszyny.
8.
Stół uchylno obrotowy
Patrz “5-3-4 praca testowa”.
PRZEGLĄDY OKRESOWE
4
4-23
4-10 Kontrola zasilania olejem
Tabela 4-1 Kontrola zasilania olejem
Miejsce / Ilość
Zalecany olej (Producent)
Okres wymiany
Zespół hydrauliczny
27 L (7.13 gal)
DTE 24
(MOBIL)
UNI POWER 32
(ESSO)
TELLUS OIL 32
(SHELL)
Wymieniaj co 6 miesięcy i czyść filtr.
Zespół chłodzenia wrzeciona
38 L (10.04 gal)
VELCITE OIL NO. 3
(MOBIL)
Wymieniaj i czyść filtr co 2 lata.
Zespół centralnego smarowania
3 L (0.79 gal)
VACTRA NO. 2
(MOBIL)
FEBIS K68
(ESSO)
TONNA OIL T68
(SHELL)
Smarowanie automatyczne
Uzupełniaj wg potrzeb.
Czyść filtr co 12 miesięcy.
Zespół smarowania wrzeciona
(OIL &AIR)
3 L (0.79 gal)
DTE 24
(MOBIL)
UNI POWER 32
(ESSO)
TELLUS OIL 32
(SHELL)
Smarowanie automatyczne
Uzupełniaj wg potrzeb.
Czyść filtr co 12 miesięcy.
Skrzynka krzywek ramienia ATC
2.5 L (0.66 gal)
VACTRA NO. 2
(MOBIL)
FEBIS K68
(ESSO)
TONNA OIL T68
(SHELL)
Wymieniaj co 6 miesięcy.
Skrzynka przekładni osi A
39 L (10.3 gal(US))
Skrzynka przekładni osi C
6 L (1.59 gal(US))
SHC629
(MOBIL)
Wymieniaj co 6 miesięcy.
* Okresy wymiany oleju są wartościami standardowymi, gdy maszyna pracuje 8 godzin
dziennie.
Note:
Przy napełnianiu oleju upewnij się, że używasz oleju zalecanego przez Yamazaki
Mazak.
Użycie nie zalecanego oleju może spowodować złe funkcjonowanie maszyny i
pogorszenie jej osiągów.
E

OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-1
5 OBSŁUGA GŁÓWNYCH ZESPOŁÓW
W przypadku usterki maszyny, sprawdź najpierw poniższe punkty i dokonaj przeglądu oraz
obsługi zgodnie z informacją opisaną w tym rozdziale.
Gdy skontaktujesz się z Mazak Technical Center, wyniki twojego przeglądu będą pomocne dla
lokalizacji przyczyny usterki.
1. Wywołaj ekran DIAGNOSIS (ALARM) I potwierdź poprzednie alarmy dodatkowo do
ostatniego. (Szczegóły ekranu DIAGNOSIS (ALARM) patrz Podręcznik Użytkowania
NC, dostarczony oddzielnie.)
2. Sprawdź usterkę I alarm jeśli powtórzy się.
3. Sprawdź temperaturę otoczenia czy jest w wymaganym zakresie.
4. Sprawdź czy wystąpił chwilowy brak zasilania.
5. Sprawdź wahania napięcia zasilania.
6. Sprawdź czy warunki zmieniają się, zależnie od kierunku ruchu – obroty do przodu I
wstecz, ruch wciągający I wyciągający, itd.
7. Sprawdź czy alarm występuje tylko przy określonych operacjach lub rozkazach.
8. Sprawdź częstotliwość występowania usterki lub alarmu.
9. Sprawdź jak długo maszyna pracowała.
10. Potwierdź czy podjęto działania naprawcze.
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-2
5-1 Wrzeciono
5-1-1
Konfiguracja i zarys pracy
1. Wrzeciono
składa się z wrzeciennika, przekłądni, silnika napędowego, przeciwmasy, gears,
spindle drive motor, counterbalance, stożkowego pierścienia sprężystego, uchwytu,
siłownika hydraulicznego itd.
Wrzeciono
Sprężyna stożkowa
Łożyska wrzeciona
Pręt ciągnący
Siłownik hydrauliczny
Wbud.silnik
Uchwyt
Rys. 5-1 Konstrukcja wrzeciona
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-3
2. Do
chłodzenia wrzeciona służy płaszcz olejowy wokół tulei wrzeciona, z cyrkulującym
olejem smarnym i wbudowana tuleja silnika.
3. Narzędzie zamontowane na wrzecionie jest wciągane siłą stożkowego sprężystego
pierścienia i zaciskane. Narzędzie jest zwalniane z wrzeciona przez tłoczysko siłownika
hydraulicznego, które naciska na wałek blokujący pierścienia sprężystego.
* Nakrętka w zespole zaciskania/zwalniania narzędzia może być użyta do regulacji zakresu
w jakim tłoczysko naciska na wałek blokujący pierścienia sprężystego.
5-1-2 Usuwanie
usterek
Tabela 5-1 Usuwanie usterek związanych z wrzecionem
Usterka Przyczyna
Naprawa
Wrzeciono nie obraca się. Spadek
napięcia. Sprawdź instalację.
Zadziałał wyłącznik obwodu.
Zresetuj.
Awaria silnika.
Skontaktuj się z Yamazaki Mazak i napraw
silnik.
Nadmierne obciążenie. Zredukuj
obciążenie.
Silnik szumi lecz nie obraca się.
Awaria silnika.
Skontaktuj się z Yamazaki Mazak i napraw
silnik.
Temperatura wrzeciennika jest
nienormalnie wysoka.
Zespół smarowania wrzeciona nie
funkcjonuje.
Sprawdź ten zespół.
Nadmierne obciążenie. Zredukuj
obciążenie.
Awaria silnika.
Skontaktuj się z Yamazaki Mazak i napraw
silnik.
Wrzeciono nie obraca się płynnie. Nadmierne
obciążenie. Zredukuj
obciążenie.
Zmiany obciążenia w zbyt dużym
zakresie.
Zredukuj wahania obciążenia.
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-4
5-2 Oś X, Y, Z
5-2-1
Konfiguracja i zarys pracy
Części umożliwiające ruch wzdłuż osi X zawierają: serwomotor osi X-, śrubę pociągową itd.
Śruba pociągowa
Nakrętka śr.pociągowej
Serwomotor
Rys. 5-2 Konfiguracja osi X
Części umożliwiające ruch wzdłuż osi Y zawierają: serwomotor osi Y, śrubę pociągową itd.
Serwomotor
Rys. 5-3 Konfiguracja osi Y
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-5
Części umożliwiające ruch wzdłuż osi Z zawierają: serwomotor osi Z, śrubę pociągową itd.
Rys. 5-4 Konfiguracja osi Z
5-2-2 Usuwanie
usterek
Usterka Przyczyna
Naprawa
Luźne śruby mocujące, itd.
Kontrola wzrokowa i dociągnięcie.
Za małe napięcie paska rozrządu Regulacja
napięcia paska.
Poluzowane mocowanie sprzęgła. Kontrola
sprzęgła i dociągnięcie śrub.
Niska dokładność powtórnego
pozycjonowania.
Słabe smarowanie sań. Kontrola
układu rur smarowania.
Odchyłka pierwszego punktu
zerowego osi.
Poluzowane mocowanie włącznika
punktu zerowego lub zabieraka.
Dokręcenie śrub.
Ponowna regulacja włącznika.
Nienormalny hałas w
łożyskowaniu śruby pociągowej.
Uszkodzone łożysko ATC.
Wymiana łożyka..
Poluzowane śruby mocujące.
Kontrola wzrokowa i dokręcenie.
Nienormalny hałas lub drgania w
serwomotorze.
Poluzowane sprzęgło.
Kontrola i dokręcenie śrub.
Nieprawidłowe napięcie paska
rozrządu.
Regulacja napięcia paska.
Uszkodzone łożysko silnika.
Wymiana łożyka.
Pęknięta rura.
Wymiana rury.
Brak smarowania sań lub śruby
pociągowej.
Zatkanie przepływu. Wymiana
zespołu przepływu.
Przeciążenie osi
Alarm serwa osi
Narzędzie lub głowica wrzeciona
koliduje z detalem.
Ręczne przesunięcie osi dla usunięcia
przyczyn kolizji.
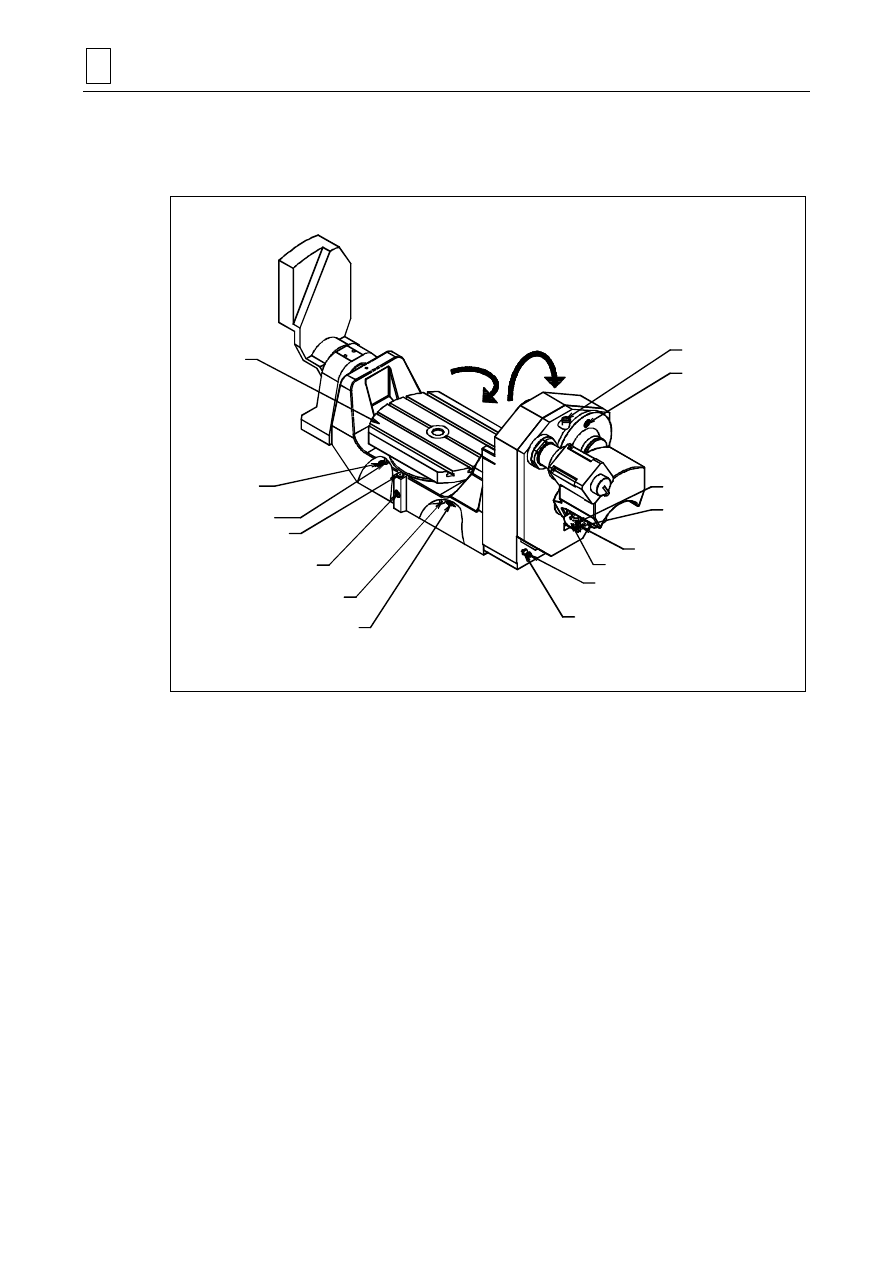
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-6
5-3 Stół przechylno obrotowy
5-3-1 Konstrukcja
Stół
Dog for A-axis area sensor
Czujnik obszaru osi A
Zabierak kontroli
Zwolnienia osi C
Włącznik zbliżeniowy
dla kontroli
zwolnienia osi C
Czujnik zbliżania
Kontroli zwolnienia osi A
Zabierak kontroli
Zwolnienia osi A
A-axis zero-point
Zabierak zwalniania
Czujnik zbliżeniowy
pkt zerowego osi A
Gniazdo wlewu oleju
osi Au osi A
Wkaźnik poz oleju
osi A
Kierunek powrotu
do zera osi C
Kierunek powrotu
do zera osi A
Gniazdo wlewu oleju osi C
Wsk poziomu
oleju osi C
Czujnik zbliżeniowy
pkt zerowego osi C
Zabierak zwalniania
pkt zerowego osi C
Rys. 5-5 Stół przechylno-obrotowy
1.
Stół przechylno-obrotowy składa się z płyty, serwomotoru osi A (oś przechyłu), silnika osi
C (oś stołu) itd.
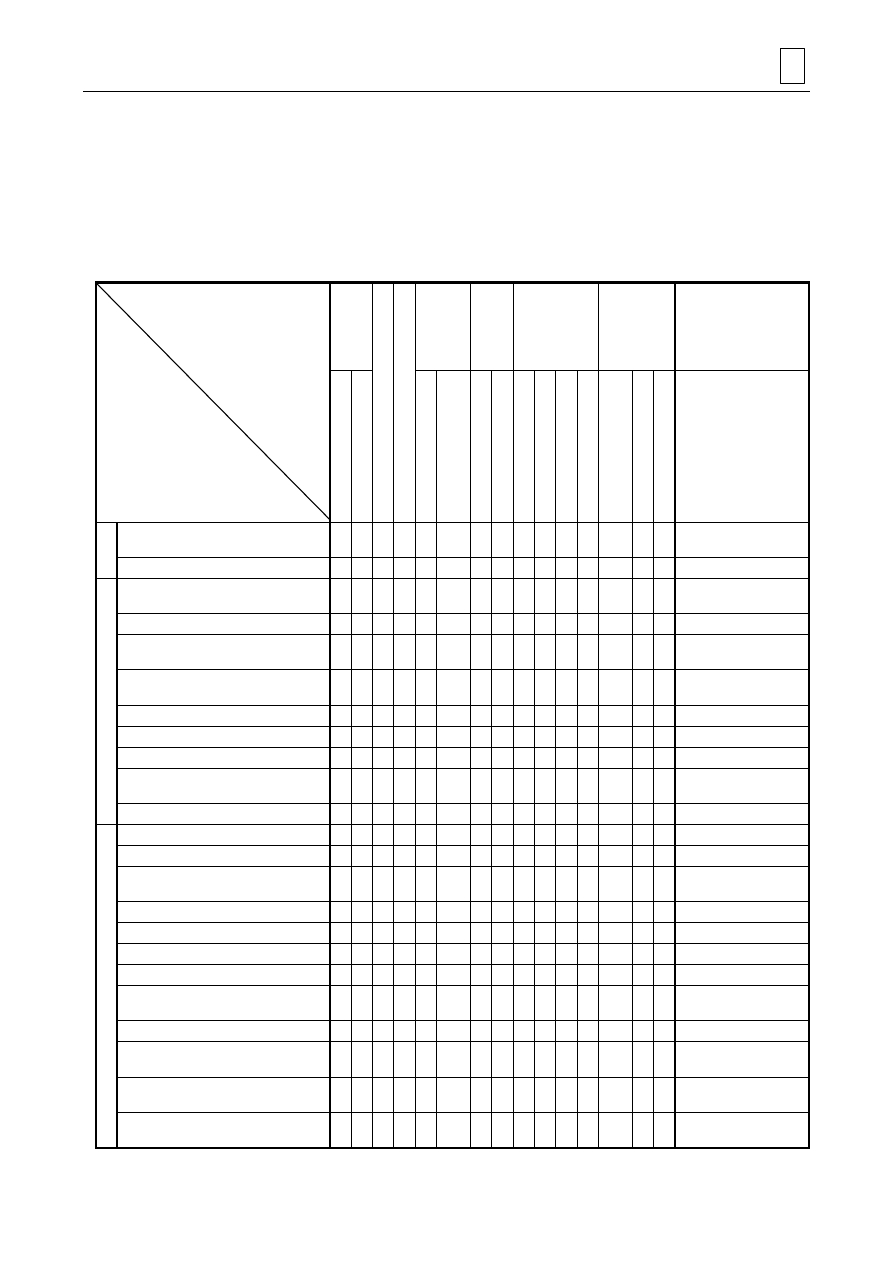
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-7
5-3-2 Usuwanie
usterek
Jeśli w czasie pracy wystąpią nienormalne objawy lub usterka, podejmij działania opierając się
na poniższej tabeli.
Ponieważ regulacja lub wymiana maszyny wymaga wiedzy technicznej, skontaktuj się z
Mazak Technical Center.
Tabela 5-2 Działania korekcyjne w przypadku nienormalnych objawów lub usterek
Stó
ł nie
obraca si
ę .
Ma
ła
dok
ładno
ść
Karbowanie w
czasie
skrawania
Usterki
zwi
ązane
camping
zaciskiem
Usterki
powrotu do
punktu
zerowego
Działania
Objawy
Przyczyna
Silnik nie obraca si
ę
M
otor rotates.
Brak p
łynno
ści obrotu. (Ha
łas)
Aktualna warto
ść
zwi
ększa si
ę.
Ma
ła dok
ładno
ść
indeksu
Rozbicie otworu wrzeciona ,
pofalowanie powierzchni S
kr
aw
anie przy zac
isk
u
sto
łu
Ci
ąg
łe skrawanie
Brak zacisku.
Brak sygna
łu zwolnienia.
O
pó
źni
enie
sygna
łu
zwolnienia
Wyciek oleju hydraulicznego
Praca
(o
broty)
nie
rozpoczyna si
ę.
M
asz
yna
zatr
zy
m
uje si
ę
nagle
Pozycja stopu zm
ienia si
ę.
Przerwa w obwodzie, nieprawidłowe
przyłącze, poluzowanie
O O
O
Prawdź przewody lub
złącza.
Electric Usterka włącznika zbliżeniowego
O
O
Wymień wł zbliżeniowy
Niedostateczne smarowanie
O
Sprawdź poziom i
czystość oleju Wymień
Nadmierne smarowanie
O
Popraw poziom oleju.
Nienormalny zacisk
O
Kontrola ciśnienia,
odpowietrzania, złączy.
Nienormalny zacisk, pozostające ciśnienie
O
Kontrola ciśnienia,
odpowietrzania, złączy.
Za małe ciśnienie oleju.
O
Wymiana zesp.hydr
Niewystarczające odpowietrzenie
O
Ponowne odpowietrzanie
Niski poziom oleju hydraulicznego
O
Uzupełnienie oleju.
Duże opory hydrauliczne
O
Usuń przyczynę, sprawdź
ciśnienie.
Hydraulic system
/Lubrication
Nieprawidłowo przyłączony wąż
O
Dokręć
Poluzowane sprzęgło
O
Dokręć
Nieprawidłowy montaż przekładni
O
Regulacja luzu
Zużyte lub uszkodzone koło ślimakowe
albo przekładnia
O
O O
O
Regulacja luzu i wymiana
koła
Za mały luz międzyzębny
O
Regulacja luzu
Za duży luz międzyzębny
O O
Regulacja luzu
Niewystarczająca praca próbna
O
Ponowna praca próbna
Uszkodzony O-ring lub pakowanie
O
Wymiana
Złe funkcjonowanie tłoczka kontrolnego
O
O
Kontrola O-ringu na
uszkodzenia.
Pęknięta sprężyna kontrolna
O
Wymiana
Odchyłka lub poluzowanie zabieraka
O
O
Ponowna zabudowa,
dokręcenie
Zacisk nie daje się zwolnić.
O
O
Kontrola węża i linii
sygnału.
M
echanical/Operating system
Przeciążenie
O
O O
Zmień warunki skrawania

5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-8
Niewystarczające dokręcenie łożysk
O
Dokręcenie
Nieodpowiednie warunki skrawania
O
O O
Pracuj przy odpowiednich
warunkach skrawania
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-9
5-3-3
Przygotowanie do pracy
1.
Podawanie i uzupełnianie środka smarnego
(1)
Użyj środka smarnego o dużej wytrzymałości filmu, dobrych własnościach antykorozyjnych
antykorozyjnych i dużej stabilności na utlenianie. Wybierz lepkość ISO VG100 do 150.
Dla niższych temperatur wybierz lepkość blisko 100 a dla wysokich blisko 150.
Przy wysyłce maszyna jest zaopatrywana w Mobil GEAR 629. Jeśli chcesz użyć środka
smarnego innego producenta, zlej pozostały olej i napełnij nowym, dla uniknięcia
problemów.
Specyfikacja olejów patrz “Control of Oil Supply”.
Tabela 5-3 Wymagane ilości oleju
Wymagana ilość oleju
Oś obrotu stołu
6 L (1.59 gal (US))
Oś przechylania
39 L (10.3 gal (US))
Razem
45 L (11.89 gal (US))
(2)
Stosując środek smarny zwracaj uwagę aby nie zanieczyścić go wiórami, kurzem itd.
Zanieczyszczenie może spowodować zatarcie lub uszkodzenie przekładni ślimakowej,
pełniącej ważną funkcję w stole, lub innych zespołów.
(3)
Wolno zalewaj środej smarny, przynajmniej do środka wzkaźnika poziomu oleju.
Upewnij się, że zastosowałeś odpowiednią ilość, ponieważ za mało lub za dużo oleju źle
wpływa na maszynę.
2.
Wymiana środka smarnego
UWAGA
Zasadniczo wymianiaj olej na nowy co 6 miesięcy. Przy wymianie zlewaj całkowicie olej
stary. Uważaj bay nowego nie zanieczyczyścić wiórami, kurzem itd. Zanieczyszczenie
może spowodować zatarcia lub spadek dokładności.
5-3-4 Praca
próbna
Po zakończeniu przygotowań do pracy przeprowadź próbę jak niżej:
1.
Przed pracą próbną sprawdź następujące punkty.
(1)
Praca próbna musi być przeprowadzona bez obciążenia. Sprawdź, że na stole nie ma
detali, narzędzi itd.
(2)
Upewnij się, że próba jest wykonywana zgodnie z intrukcjami układu NC.
Kilkakrotnie wydaj rozkazy zacisku I zwolnienia dla sprawdzenia, że funkcje i rozkazy są
wykonywane prawidłowo.
UWAGA
Upewnij się, że obrót stołu jest w stanie zwolnienia. Po pozycjonowaniu stołu upewnij się,
że obrabiasz detal przy stole zamocowanym.
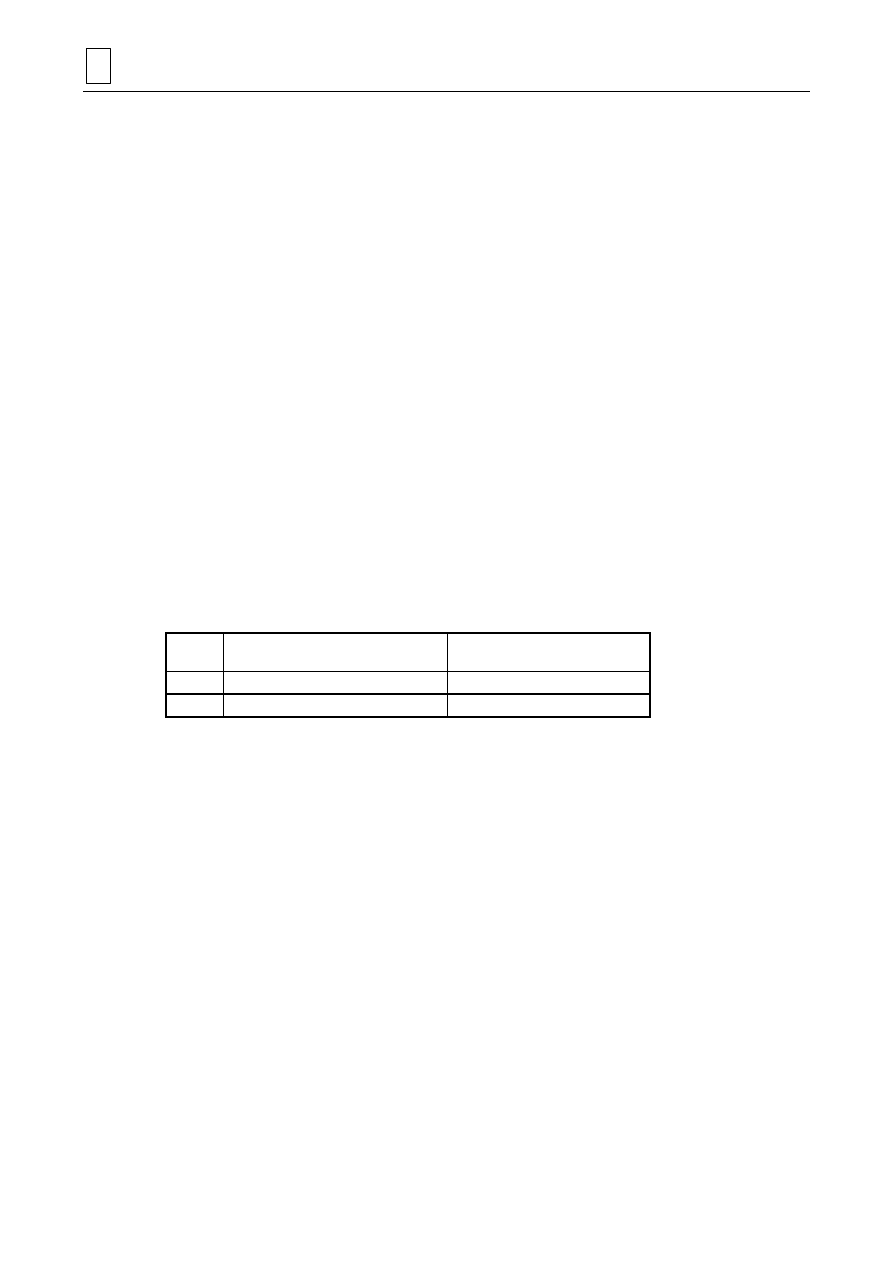
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-10
2.
Praca próbna
(1)
Obróć stół do przodu i do tyłu, najpierw z małą prędkością, następnie zwiększaj ją
stopniowo.
Gdy maszyna jest uruchamiana każdego dnia lub po dłuższej przerwie, uszczelka sekcji
obrotowej może przywrzeć do części rowka sań. Jeśli stół nagle zostanie obrócony z dużą
prędkością, opór uszczelki może spowodować jego zatrzymanie z powodu przeciążenia.
(2)
Gdy maszyna jest uruchamiana po dłuższej przerwie, w układzie hydraulicznym hamulca
może zebrać się powietrze. W takim przypadku może być niemożliwe zaciśnięcie stołu.
Dlatego kilkakrotnie dokonaj odpowietrzenia.
(3)
Sprawdź dokładność każdego elementu, bazując na wynikach przeglądu i normach
dokładności. Wartości mierzone mogą wykazywać błędy zależnie od warunków pomiaru.
Błąd w zakresie 0.005 jest dopuszczalny.
3.
Ustawianie wielkości przesunięcia punktu zerowego
(1)
Gdy stół powraca do punktu zerowego z układu NC, obraca się z prędkością powrotu do
punktu zerowego, w kierunku pokazanym na Rys. 5-3-2 Appearance. Gdy zabierak
opóźniacza załączy włącznik zbliżeniowy, stół zacznie zwalniać. Po zredukowaniu
prędkości do wartości określonej parametrem N10, stół zatrzyma się na pozycji równej
przesunięciu punktu zerowego plus punkt siatki.
(2)
Gdy stół przechylno – obrotowy powraca do punktu zerowego, wzdłuż osi A lub C, punkt
zadziałania włącznika zbliżeniowego jest określony jako pozycja w połowie obrotu stołu
od zdefiniowanego punktu zerowego.
Tabela 5-4 Ustawienie pozycji punktu zerowego zabieraka
Wielkość przesunięcia stołu na obrót
silnika
Punkt zwolnienia zabieraka
deceleracji
A-axis
6 stopni
3 stopnie
C-axis
6 stopni
3 stopnie
(3)
Zwróć uwagę na aktualną wielkość przesunięcia punktu zerowego. Wróć maszynę do
punktu zerowego i pomierz różnicę między powyższym przesunięciem i punktem zerowym.
Następnie ustaw nową wielkość przesunięcia punktu zerowego, przez dodanie (lub
odjęcie) wyniku do (od) poprzedniej wielkości przesunięcia.. Powtórz tą operację kilka razy,
aż różnica będzie miała dopuszczalną wartość.
(4)
Gdy obliczana jet wielkość przesunięcia punktu zerowego, punkt zerowy oi C (oś stołu) jest
ustawiony na pozycję gdzie odniesienie (rowek T, otwór kołka, otwór gwintowany itd.) jet
równoległe do spodu ramy. Ponadto, punkt zerowy osi A (oś przechyłu) jest ustawiony na
pozycję gdzie powierzchnia stołu jest pionowa do spodu ramy.
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-11
Prędkość powrotu do pkt
zerowego
Punkt aktywacji włącznika zbliżeniowego
Długość zabieraka
Wielkość przes. pkt zerowego
Pozycja stołu
Pkt siatki
Prędkość pełzania
Pkt zerowy
(żądana pozycja stopu)
Pr
ędk
ość
p
os
uw
s
to
łu
Punkt zwolnienia włącznika zbliżeniowego
Rys. 5-6 Powrót stołu do punktu zerowego
Jeśli wielkość przesunięcia punktu zerowego przekracza maksymalną, ustaloną wartość układu
NC, wyreguluj pozycję zabieraka korzystając z “Konstrukcja punktu zerowego” i
“Pozycjonowanie zabieraka” opisanych dalej.
4.
Tworzenie programu
Program twórz korzystając z Podręcznika Operatora Układu NC.
5.
Zabudowa detali i narzędzia
Niestabilna zabudowa detali i narzędzia obniża dokładność obróbki. Nieprawidłowo
zabudowane detale lub narzędzie mogą spowodować obniżenie dokładności obróbki i usterkę
maszyny.
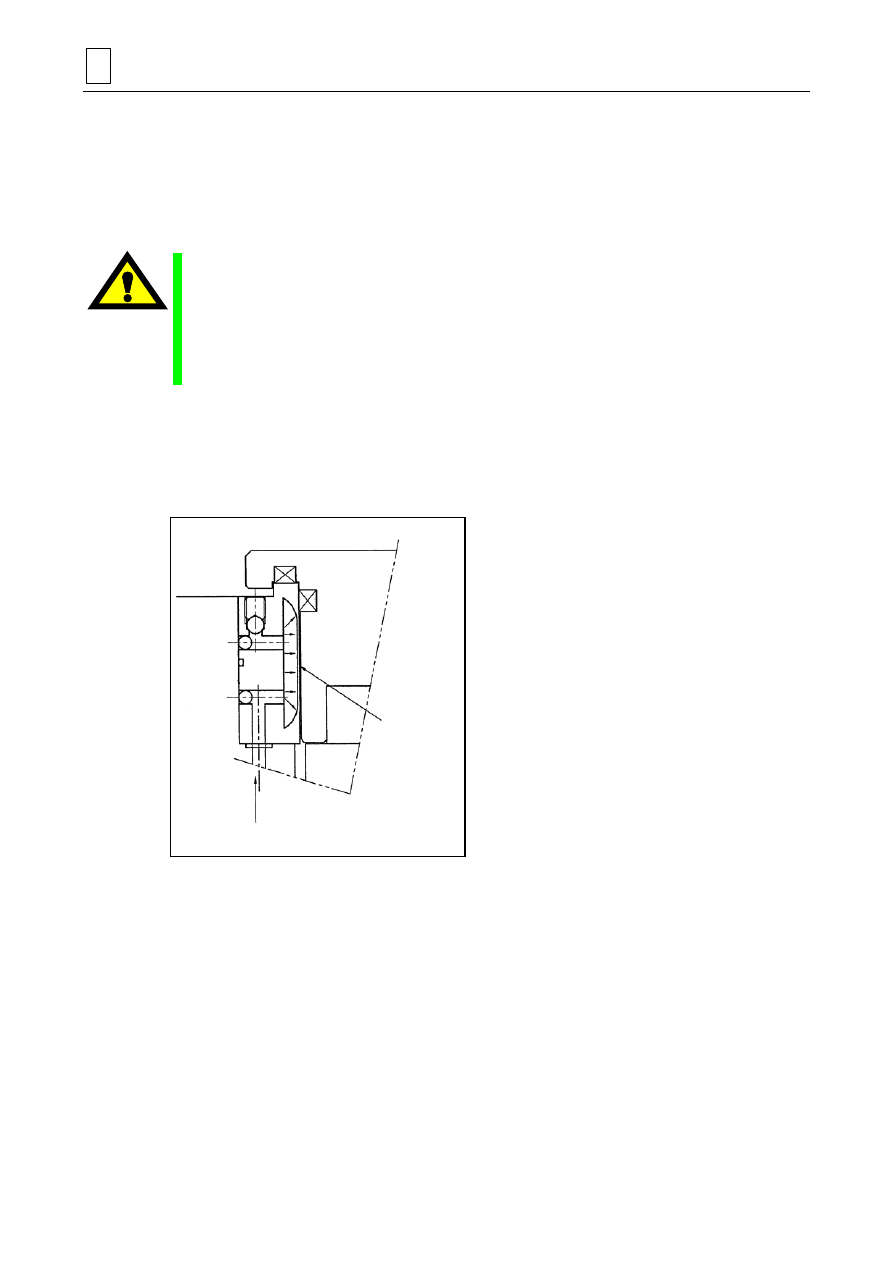
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-12
5-3-5 Opis
zacisku
1.
Funkcja zacisku
Stół przechylno-obrotowy uzyskuje wysoką jakość dzięki połączeniu funkcji indeksowania z
funkcją pozycjonowania.
Mechanizm zacisku stołu odgrywa ważną rolę w definiowaniu funkcji pozycjonowania.
UWAGA
Gdy detal ma być skrawany po pozycjonowaniu stołu, upewnij się, że używasz zacisku.
Obróbka bez zacisku może generować drgania, z powodu luzu na ślimaku śruby oraz
odpryski na powierzchni obrabianej, uszkodzenie narzędzia, nierówną krawędź
skrawającą narzędzia, jego uszkodzenie oraz wady śruby ślimakowej.
Obróbka w warunkach skrawania mogących generować nadmierną siłę zacisku, może
spowodować objawy podobne do opisanych. Nigdy nie pracuj w takich warunkach.
2.
Mechanizm zacisku
Konstrukcja zacisku składa się z cienkiej, cylindrycznej okładziny hamulca, odkształcanej przez
wewnętrzne ciśnienie oleju i gdzie siła hamowania jest uzyskiwana przez docisk do zewnętrznej
powierzchni stołu jak pokazano na rys. Fig. 5-7.
Taki sam mechanizm posiada oś C (oś stołu) i A (oś przechylania).
Obwód stołu
Okładka hamulca
Ciśnienie oleju
Ci
śni
en
ie
ol
e
ju
Rys. 5-7 Mechanizm zacisku
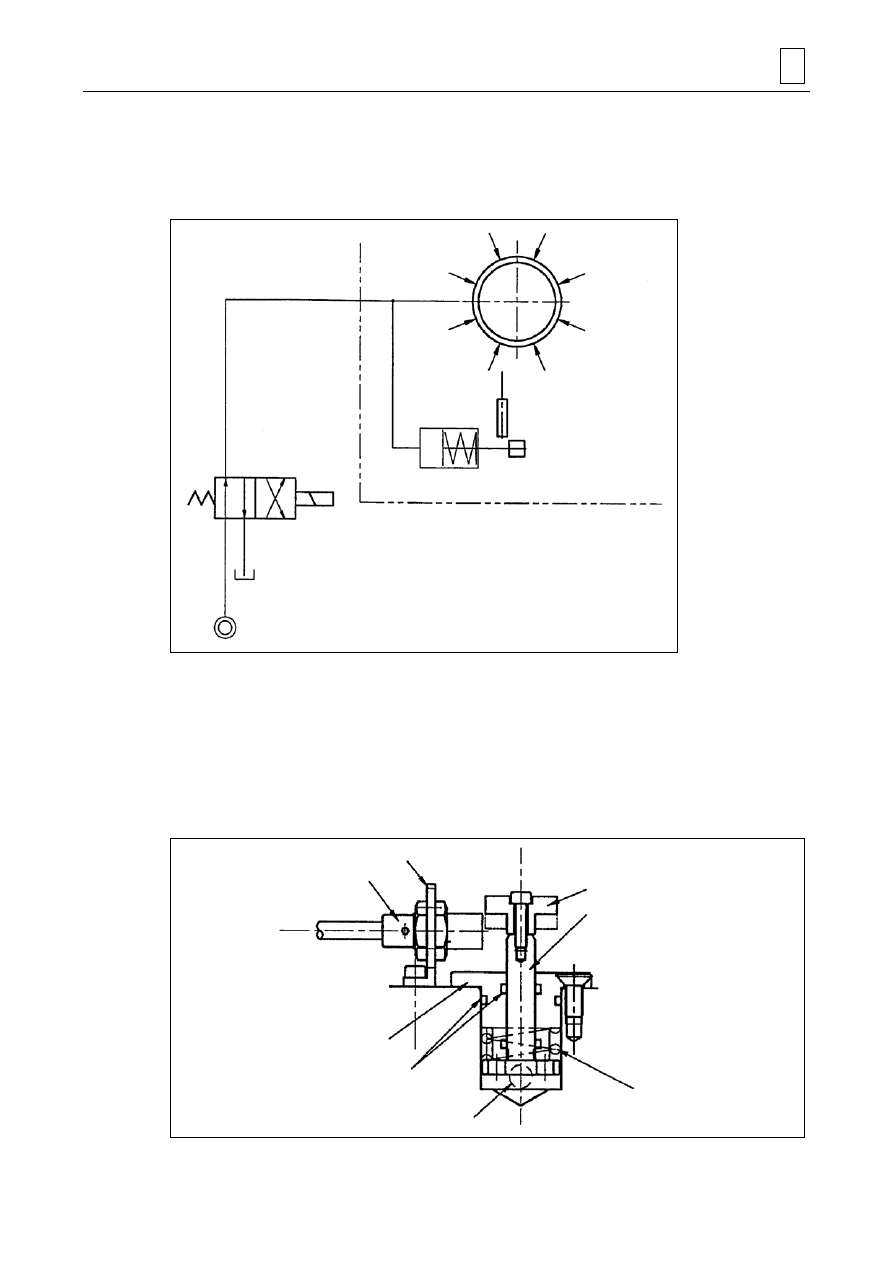
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-13
3.
Schemat układu hydraulicznego zacisku
Układ hydrauliczny przedstawiono na Rys. 5-8 I może wykonywać tylko sprawdzenie zwolnienia.
Stół nie posiada cewki.
Obwód jest taki sam dla osi stołu i osi przechylania.
Wnętrze stołu
Side of this machine
Ciśnienie oleju max 5 MPa (711.5 PSI)
W
łą
czni
k
zb
liż
en
io
w
y
Rys. 5-8 Schemat obwodu hydraulicznego zacisku
4.
Urządzenie sprawdzania zwolnienia
Tłoczek urządzenia kontrolnego, podczas zaciskania porusza się do gory, jak pokazano na Rys.
5-9 i porusza się w dół, podczas zwalniania. Przy wykorzystaniu włącznika zbliżeniowego, który
aktywuje się gdy tłoczek dochodzi do dołu, można sprawdzać stan zwolnienia.
Urządzenie jest ustawione tak, że funkcja sprawdzania zwolnienia działa przy ciśnieniu oleju
0.8 MPa (113.8 PSI) lub mniejszym.
Wspornikt
Włącznik zbliżeniowy
Cylinder
O ring
Gniazdo ciśn. oleju
Zabierak
Tłoczek
Sprężyna
Rys. 5-9 Urządzenie sprawdzania zwolnienia
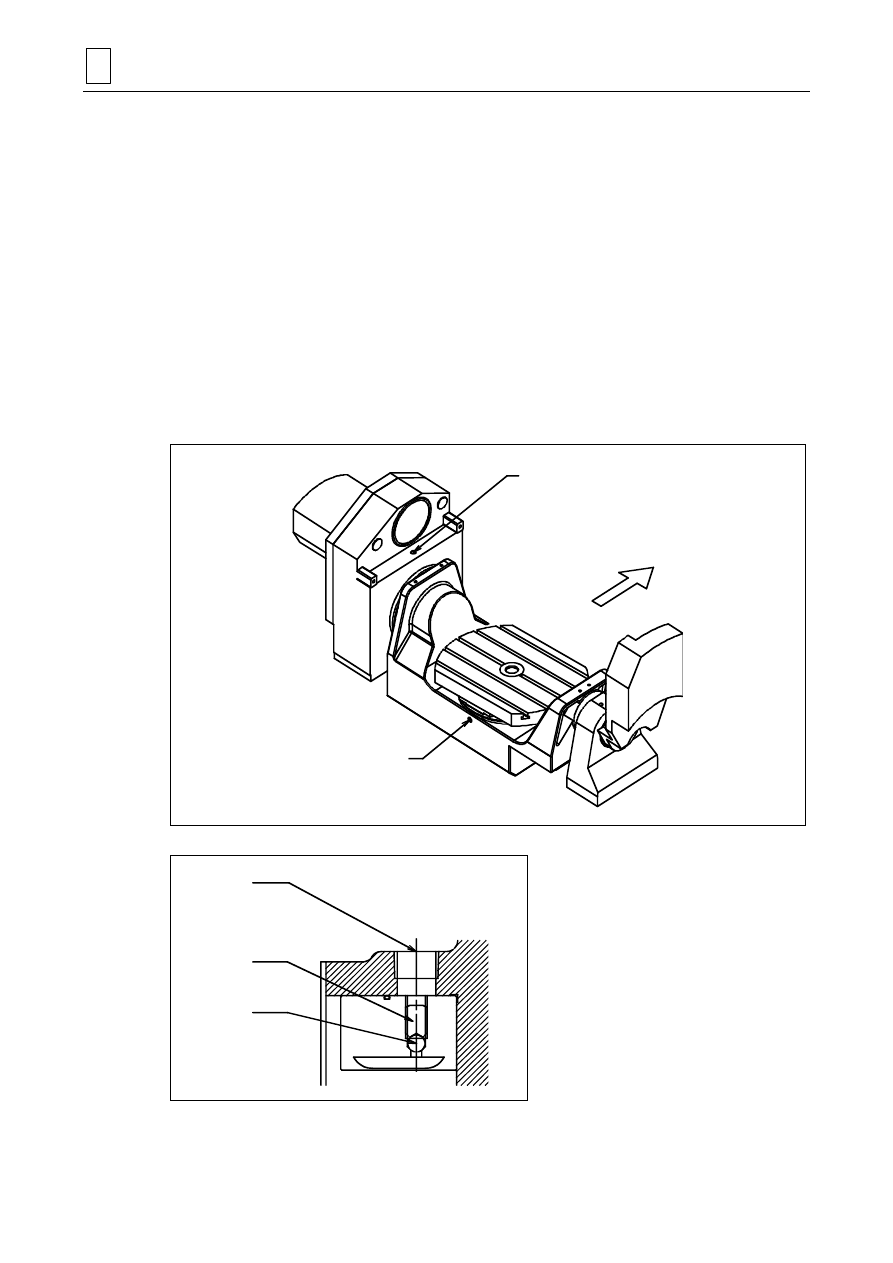
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-14
5.
Odpowietrzanie hamulca
Po odłączeniu przewodu hamulca lub usunięciu urządzenia kontrolnego zwolnienia, do hamulca
może dostać się powietrze.
W takim przypadku hamulec może nie funkcjonować dobrze. Wykonaj wtedy procedurę
odpowietrzenia jak niżej.
(1)
Zdejmij osłonę. (Tylko oś A)
(2)
Usuń korek.
(3)
Wytwórz ciśnienie hydrauliczne.
(4)
Poluzuj lekko śruby ustalające i odpowietrzaj aż do braku pęcherzyków powietrza.
(5)
Poluzuj śruby ustalające i zapobież wyciekowi oleju.
(6)
Zatrzymaj wytwarzania ciśnienia hydraulicznego.
(7)
Wstaw z powrotem koerk I załóż taśmę uszczelniającą.
(8)
Załóż z powrotem zdjętą osłonę. (Tylko oś A)
Odpowietrzanie hamulca osi A
Przód maszyny
Odpowietrzanie hamulca osi C
Rys. 5-10 Odpowietrzanie osi A i C
Korek
Śruba ustal.
Kulka stalowa
Rys. 5-11 Szczegóły odpowietrzania hamulca
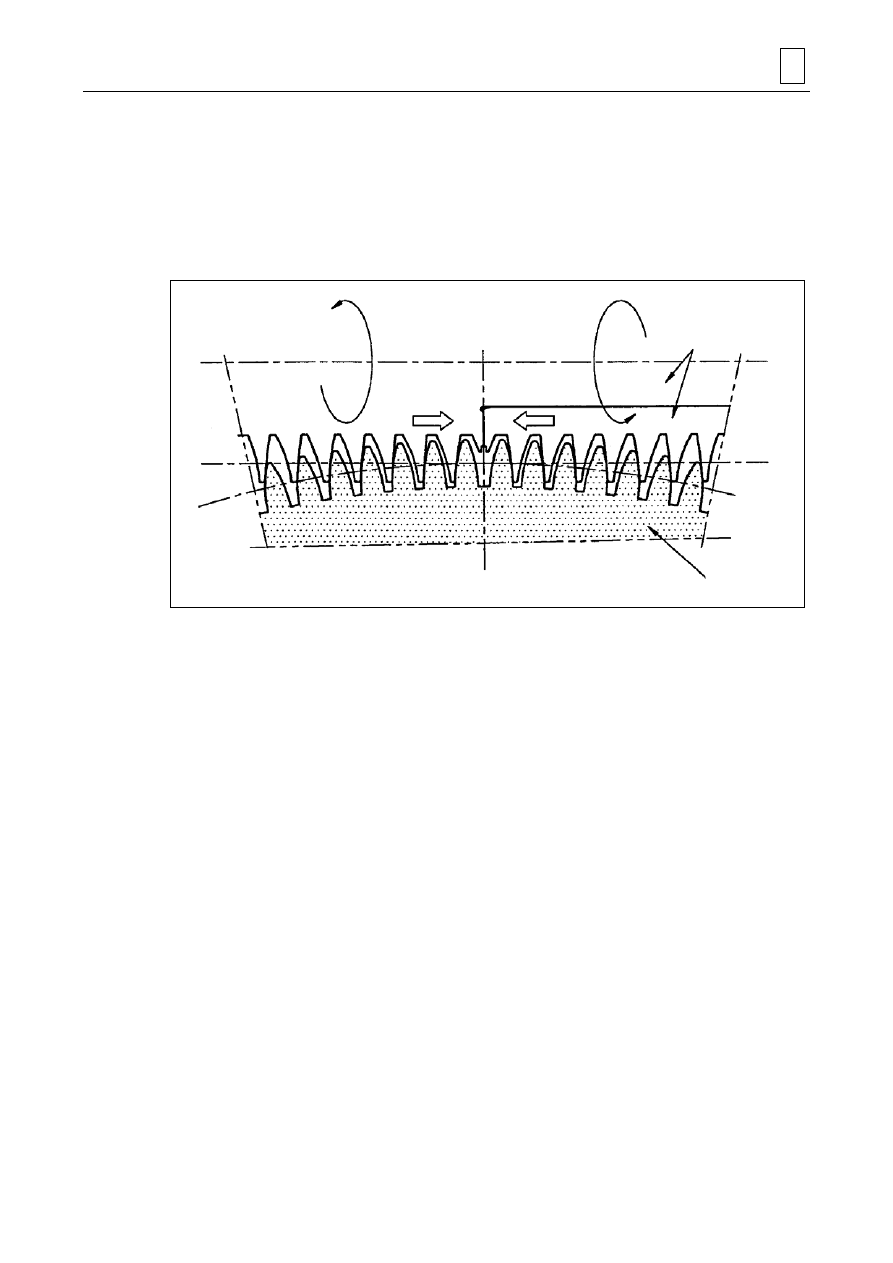
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-15
5-3-6
Regulacja luzu międzyzębnego przekładni
Rozdział ten opisuje regulację luzu międzyzębnego na przykładzie osi C. Ponieważ regulacja
osi A (oś przechylania) lub pracy rzeczywistej wymaga szczególnej wiedzy technicznej,
kontaktuj się z Mazak Technical Center.
Przekładnia ślimakowa jest tak skonstruowana, że wszystkie zęby każdej śruby zazębiają się z
kołem The worm gear section is designed so that all teeth of each screw engage the wheel from
the center of the jointed worm screws to each side while holding the two sides.
Koło
Śruba ślimakowa
Rys. 5-12 Śruba i koło ślimakowe
Z tego względu, przechylanie prawej i lewej śruby ślimakowej powoduje styk każdej
wewnętrznej strony zęba z wewnętrzną troną drugiego zęba, przez co prawidłowo można
wyregulować luz międzyzębny. Jeśli luz międzyzębny jest zbyt duży, luzy na stole powodują
małą dokładność indeksu międzyzębny i niedokładności obrabianej powierzchni. Luz zbyt mały
powoduje zatarcia z powodu przegrzewania przekładni.
Prawidłowy luz międzyzębny powinien wynosić około 8
µm, przez dokonywanie korekt, biorąc
pod uwagę zmiany termiczne i dokładność obróbki każdego elementu. (Jeśli luz międzyzębny
jest wyregulowany na 5
µm lub mniej, sprawdzaj wizualnie czy stół obraca się płynnie) Wartość
ta dla obwodu stołu wynosi także około 8
µm. Mazak wyregulował to przy wysyłce. Jeśli długa
eksploatacja maszyny zwiększyła luz międzyzębny całej przekładni lub jeśli przekładnia
ślimakowa zostałą wymieniona, reguluj jak niżej:
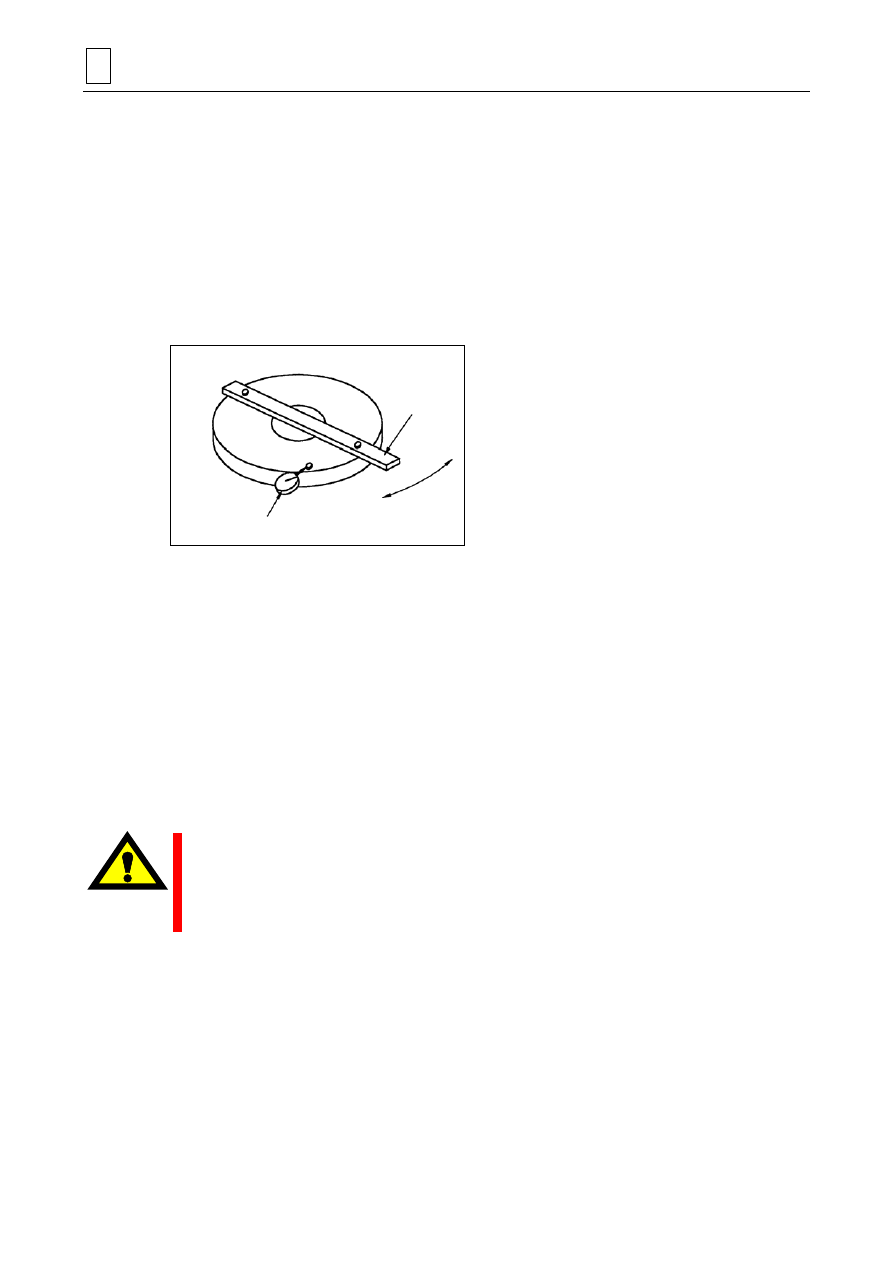
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-16
1.
Regulacja luzu międzyzębnego
(1)
Do obwodu stołu przymocuj kołek w gwintowanym otworze, dla zabudowy czujnika
zegarowego.
(2)
Używając śrub, poprzez gwintowane otwory przymocuj do stołu stalową listwę i przesuwaj
ją w lewo i prawo, z siłą około 20 kG (431.6 lbs). Przyłożenie tej siły zgodnie kierunkiem
Jest to jednak spowodowane siłą elastyczności przekładni ślimakowej niż luzem
międzyzębnym.
To samo można powiedzieć o ruchu przeciwnym do kierunku zegara. Dlatego różnica
między odczytem na czujniku zegarowym przy zwolnieniu siły na obu końcach, uważana
jest za luz międzyzębny.
Czujnik zegarowy
20 kG
Listwa stalowa
(431.6 lbs)
Rys. 5-13 Pomiar luzu międzyzębnego
Note :
Jeśli na odcinku łożyskowania wspierającego odcinek ślimaka jest luz międzyzębny,
luz międzyzębny na odcinku śruby ślimakowej nie może być If there is a gap at the
bearing section which supports the worm section, the backlash at the worm screw
section cannot be obtained correctly. Na Rys. 5-14, przystaw czujnik zegarowy do
obszaru wskazanego na widoku A i sprawdź, że na odcinku łożyskowania nie ma
szczeliny.
Jeśli szczelina jest, wyreguluj sekcję łożyskowania korzystając z wkładki regulującej,
znowu pomierz luz międzyzębny w sekcji śruby ślimakowej i wyreguluj luz.
Upewnij się, że po regulacji luzu nie ma szczeliny.
(3)
Jeśli pomierzony luz jet daleko od 8
µm, konieczna jest ponowna regulacja.
2.
Procedura regulacji luzu międzyzębnego
NIEBEZPIE
CZEŃSTWO
Jeśli ma być zdjęta pokrywa przekładni, upewnij się, że zasilanie sterownika jest
wyłączone. W przypadku dotknięcia przekładni ręką lub odzieżą możez zostać przez nią
złapany i może dojść do poważnego wypadku. Zwracaj pełną uwagę.
(1)
Przez gniazdo drenażowe zlej olej smarny.
(2)
Zdejmij osłonę sekcji przekładni.
(3)
Zdejmij osłonę osi ślimaka.
(4)
Remove the pressure flange for the worm axis gear, and remove the worm axis gear.
(5)
Zluzuj sześć śrub zacisku z łbem sześciokątnym.
(6)
Podniesione końcówki śruby ślimakowej są wyposażone w wycięcia regulacyjne.
Wstaw w wycięcia dźwignie regulacyjne i wyreguluj luz międzyzębny przez stopniowe,
wolne pokręcanie w kierunku przeciwnym do zegara, obserwując je od strony końców osi.
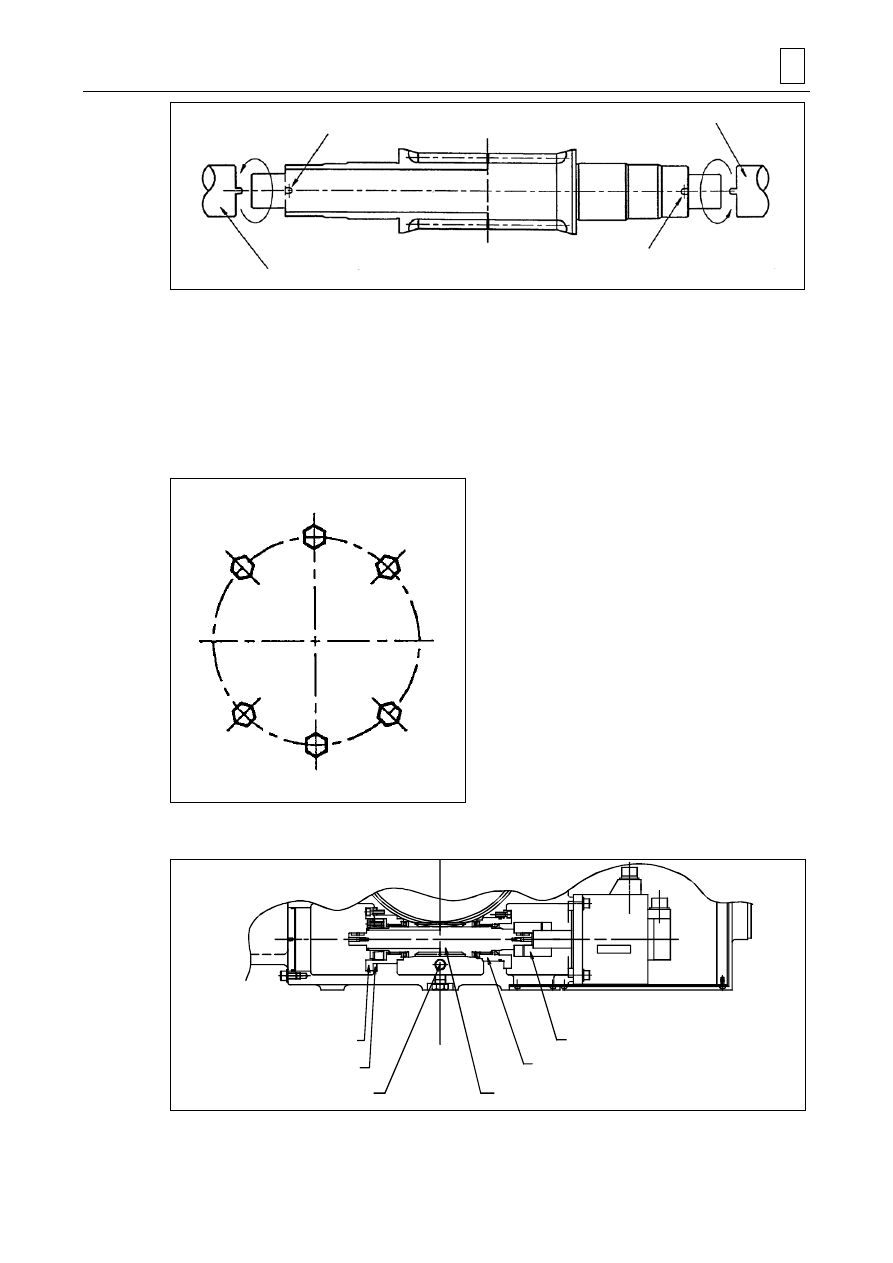
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-17
Wycięcie regulacyjne
Dźwignia regulacyjna
Wycięcie regulacyjne
Dźwignia regulacyjna
Rys. 5-14 Regulacja luzu międzyzębnego osi ślimaka
Note :
Normalne śruby mogą być dokręcane w kierunku zegara. Jednakże zdawaj sobie
sprawę, że śruby ślimakowe są dokręcane przeciwnie do zegara.
(7)
Po prawidłowym wyregulowaniu luzu międzyzębnego, dokręć stopniowo zaciski, jeden pod
drugim, w kolejności jak niżej, aby zaciski nie stykały się się z płaszyznami końcowymi tulei
łożyskowej B przedstawionej na Rys. 5-14. Nadmierne dokręcenie zacisków spowoduje
styk z płaszyzną końcową. Na koniec dokręć śruby zacisku momentem do 0.16 kGm (1.2
ft-lbs).
1
4
5
6
2
3
Rys. 5-15 Kolejność dokręcania śrub zaciskowych
(8)
Ponowny montaż elementów w kolejności odwrotnej do kroku 4.
Sprzęgło
Tuleja łożykowa A
Przekł. ślimakowa
Gniazdo drenażu
Tuleja łożyskowa B
Podkładka regulacyjna
Rys. 5-16 Szczegóły strefy osi ślimaka
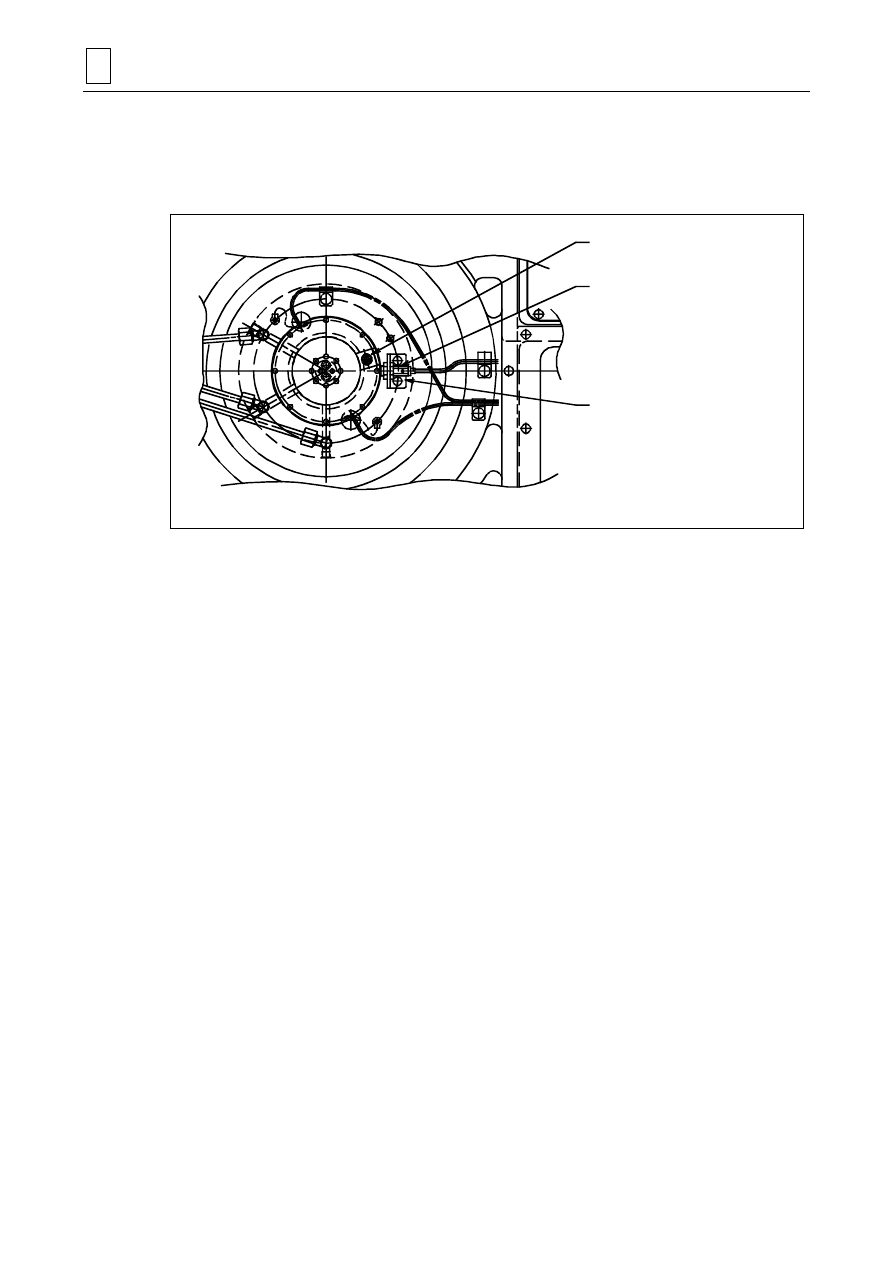
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-18
5-3-7
Sekcja powrotu do punktu zerowego & pozycjonowanie zabieraka
1.
Konstrukcja sekcji powrotu do punktu zerowego
Konstrukcja ekcji powrotu do punktu zerowego jest pokazana Rys. 5-15.
Zabierak
Rys. 5-17 Sekcja powrotu do punktu zerowego
2.
Pozycjonowanie zabieraka
(1)
Zdejmij osłonę.
(2)
Zluzj śrubę montażową zabieraka i wyreguluj zabierak na żądaną pozycję, bez usunięcia
jego śruby.
(3)
Dokręć śrubę montażową zabieraka I zamontuj osłonę okienka regulacji oraz osłonę,
kończąc regulację.
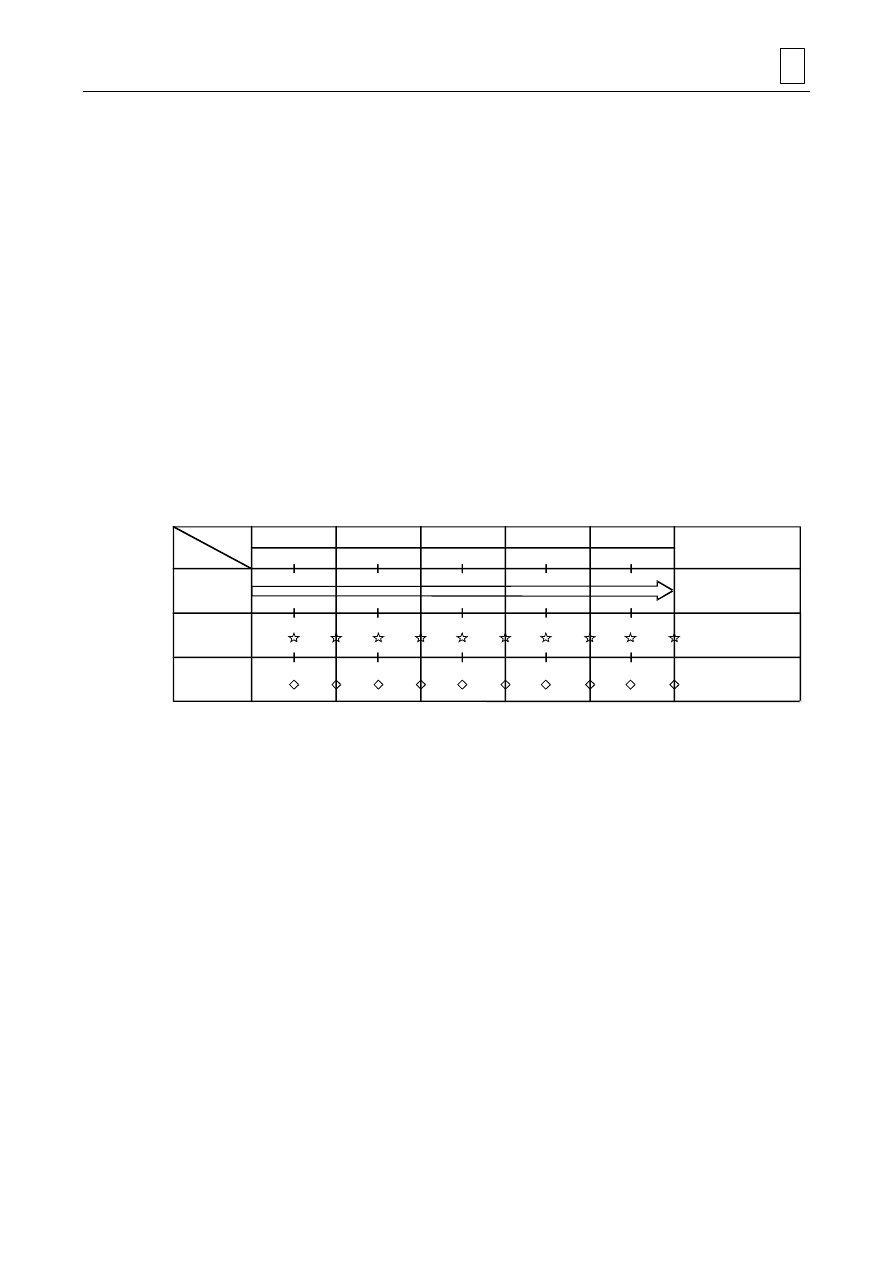
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-19
5-3-8 Przegląd codzienny i prace obsługowe
1.
Prace obsługowe i przegląd
Zawsze przed pracą wykonaj przegląd. Codzienny przegląd ma zasadnicze znaczenie dla
zapobiegania wypadkom lub usterkom.
Przed uruchomieniem maszyny, upewnij się, że wykonałeś następujące kontrole.
• Sprawdzenie poziomu oleju i uzupełnienie w razie potrzeby.
• Sprawdzenie na wycieki oleju w każdej sekcji.
• Sprawdzenie, że maszyna pracuje zgodnie ze specyfikacją, szczególnie nośność,
dopuszczalny moment stołu podcza ciągłego skrawania i siła zacisku.
• Sprawdzenie, że operacja zaciskania/zwalniania jest wykonywana prawidłowo oraz tanu
obwodu wewnętrznej blokady.
2.
Harmonogram prac obsługowych i przeglądów
Prace obsługowe i przeglądy winny być wykonywane zgodnie z poniższym harmonogramem,
od daty zakupu.
Tabela 5-5 Harmonogram prac obsługowych I przeglądów stołu przechylno-obrotowego
Item
Schedule
1-y rok
Uwagi
2-i rok
3-i rok
4-y rok
5-y rok
Smarow.
Okresowe
przeglądy
Codziennie przed
uruch.maszyny sprawdzaj
olej. Uzupełniaj wg potrzeb
Wymieniaj olej
Co 6 miesięcy
Wymiana
oleju
Co 6 miesięcy.
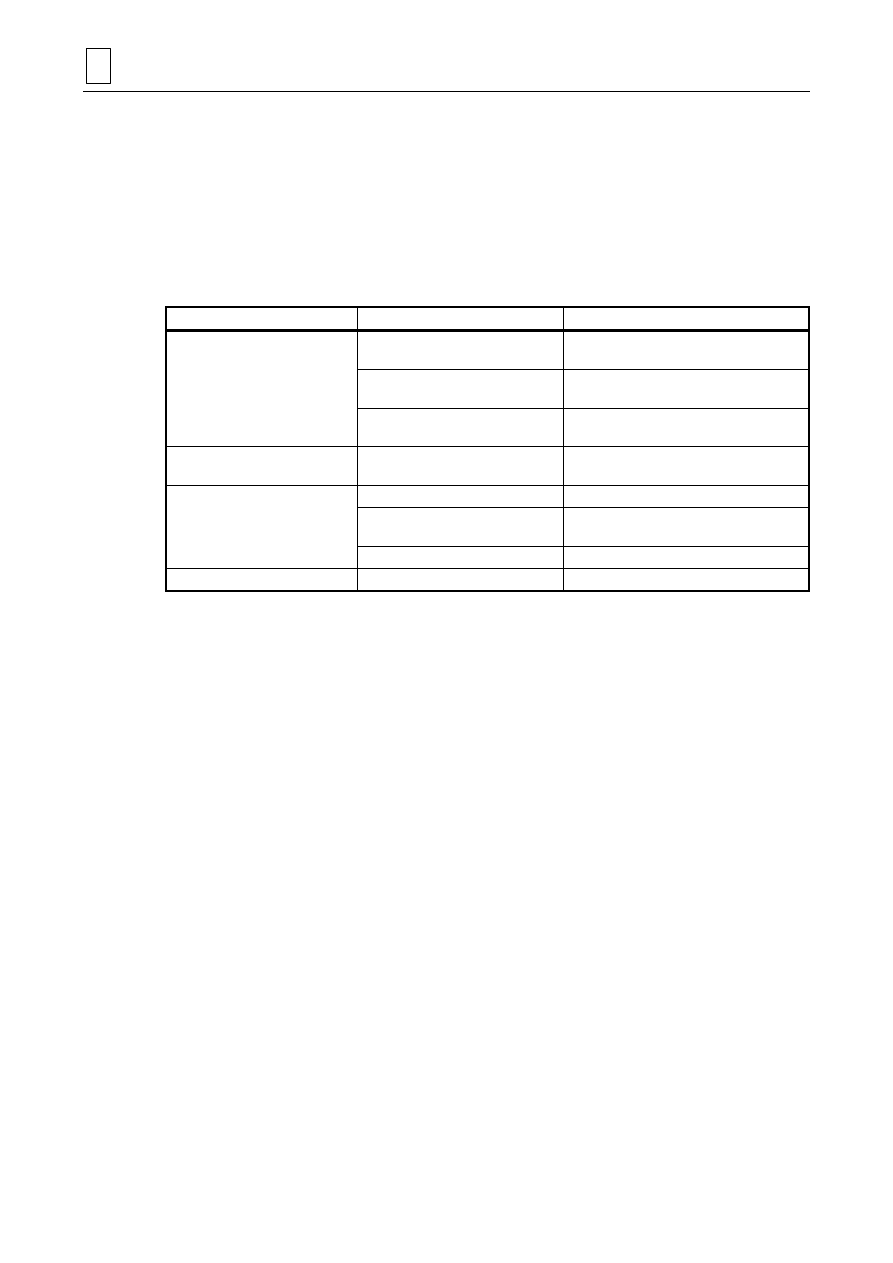
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-20
5-4 Zespół ATC
5-4-1 Konfiguracja
Zespół ATC składa się z ramienia, silnika prądu zmiennego dla obracania ramienia ATC,
siłownika hydraulicznego dla suwaka itd.
5-4-2 Usuwanie
usterek
Tabela 5-6 Usuwanie usterek związanych z ATC
Usterka Przyczyna
Usunięcie
Ramię ATC nie obraca się.
Brak zacisku narzędzia
Sprawdź mechanizm uchwytu na
wrzecionie.
Usterka czujnika obrotu ramienia
ATC
Sprawdź czujnik.
Awaria silnika hydraulicznego.
Skontaktuj się z Yamazaki Mazak i napraw
silnik.
Nie pracuje suwak ATC.
Awaria siłownika hydraulicznego.
Skontaktuj się z Yamazaki Mazak i napraw
siłownik.
ATC nie pracuje
Nie wybrano narzędzia.
Wybierz wymagane narzędzie.
Włączona funkcja “Machine lock” lub
“ignore Z-axis” .
Wyłącz funkcję
Otwarte drzwi operatora.
Zamknij drzwi.
Osłona ATC nie zamyka się
Awaria siłownika osłony ATC.
Sprawdź siłownik.
5-4-3
Prace obslugowe przy ATC
1.
Regulacja detektora narzędzia
Wyreguluj odległość detekcji gdy mocowanie detektora stało się luźne lub gdy detector został
wymieniony.
< Procedura >
(1)
Ustaw włącznik wyboru wyjścia w pozycję “PNP”.
(2)
Ustaw włącznik wyboru trybu w pozycję “L - ON”.
(3)
Skieruj detektor do narzędzia i wyreguluj kąt tak, aby lampka wskaźnikowa poziomu
stabilności (STAB) świeciła się.
(4)
Obróć trymer ustawienia odległości (SENS) i znajdź pozycję gdzie lampka wskaźnikowa
(LIGHT) świeci się przy minimalnym ustawieniu trymera i odczytaj wskaźnik ustawienia
odległości.
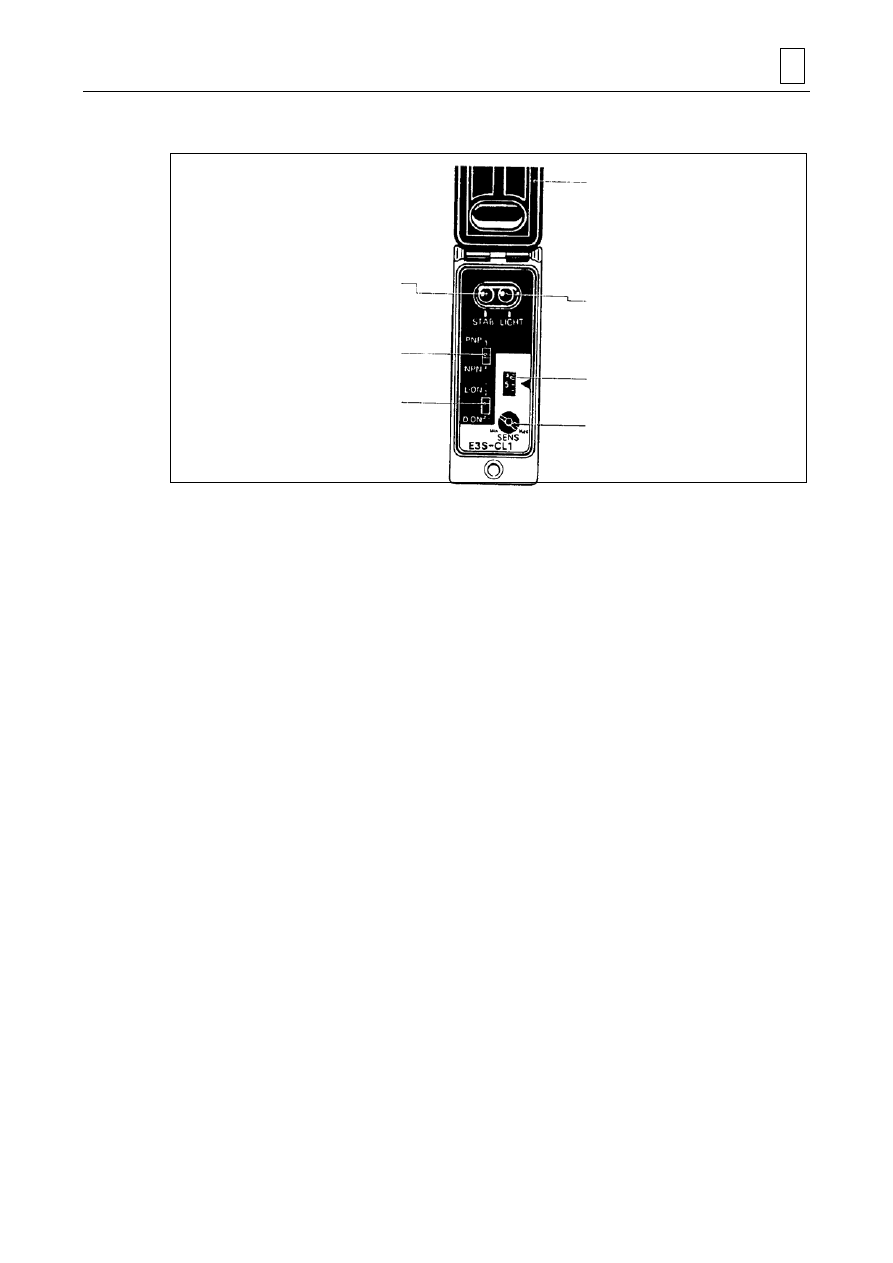
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-21
(5)
Obróć trymer (SENS) w pozycję środkową między MAX i pozycję znalezioną w kroku (4)
powyżej.
Lampka wkaź.poziomu stabilności (zielona)
Pokrywa
Włącznik wyboru wyjścia
Włącznik wyboru trybu
Lampka wskaź.odbioru (pomarańcz.)
Wskaź.ustaw. odległości
Trymer ustaw odległości
Rys. 5-18 Regulacja detektora narzędzia
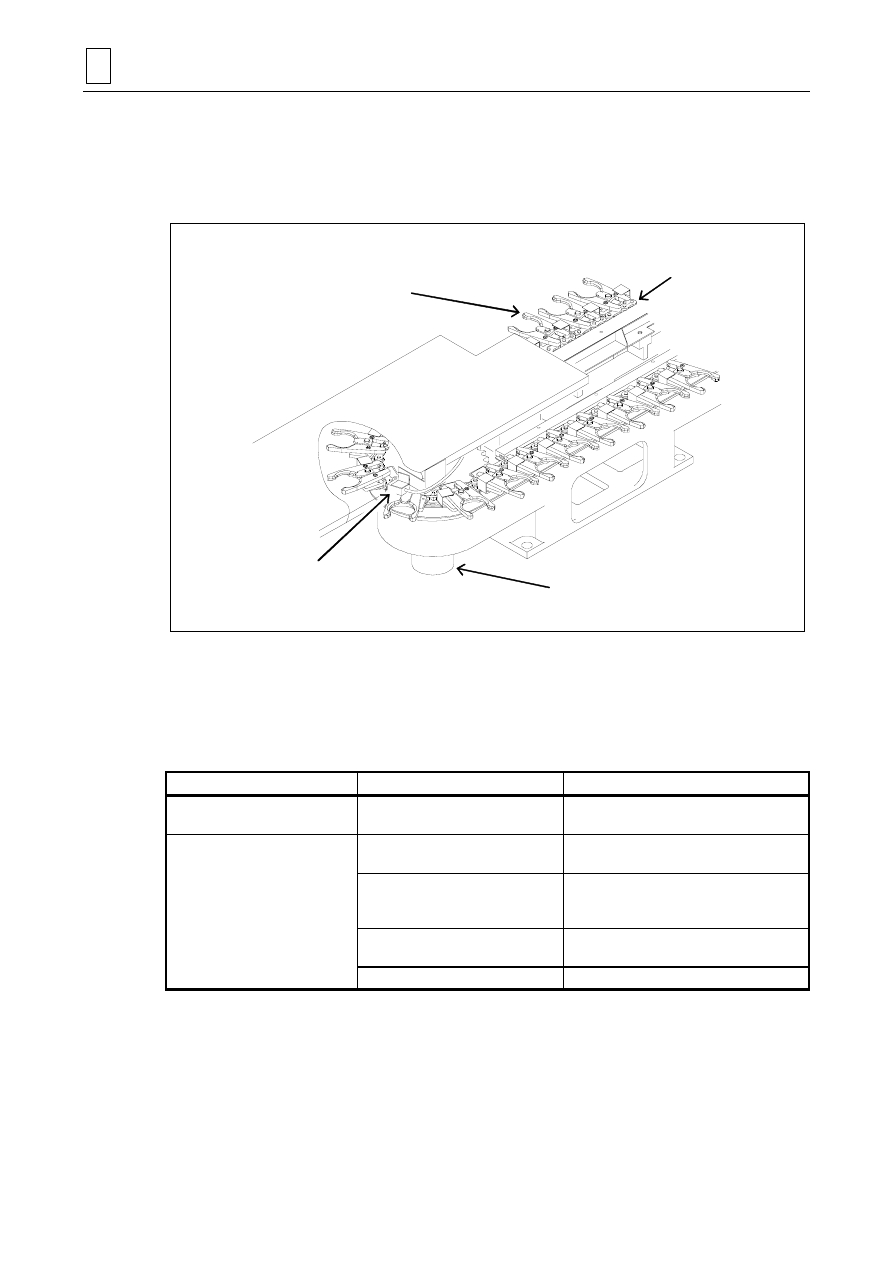
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-22
5-5 Magazynek
narzędzi
5-5-1 Konfiguracja
1. Magazynek
narzędzi składa się z chwytaka, łańcucha, serwomotoru i detektora narzędzia.
Chwytak
Łańcuch
Serwomotor
Detektor narzędzia
Rys. 5-19 Konfiguracja magazynka narzędzi
2. Podczas pracy ATC, magazynek narzędzi jest obracany przez silnik hydrauliczny I
zatrzymuje się gdy narzędzie do wymiany znalazło się w pozycji ATC.
5-5-2 Usuwanie
usterek
Tabela 5-7 Usuwanie usterek związanych z magazynkiem narzędzi
Usterka Przyczyna
Naprawa
Magazynek narzędzi nie porusza
się.
Podano liczbę większą niż
pojemność magazynka lub zero.
Sprawdź pojemność magazynka I skoryguj
rozkaz.
Magazynek zatrzymał się w
czasie obrotu.
Otwarcie drzwi magazynka w trakcie
rozkazu obrotu.
Zamknij drzwi.
W czasie wykonywania rozkazu
obrotu magazynka włączono ręczny
włącznik przerwania.
Ustaw włącznik na OFF.
Wybrano narzędzie nie zapisane w
danych.
Zapisz wymagane narzędzie do danych
narzędzi.
Brak zapasowych narzędzi. Uzupełnij narzędzia.
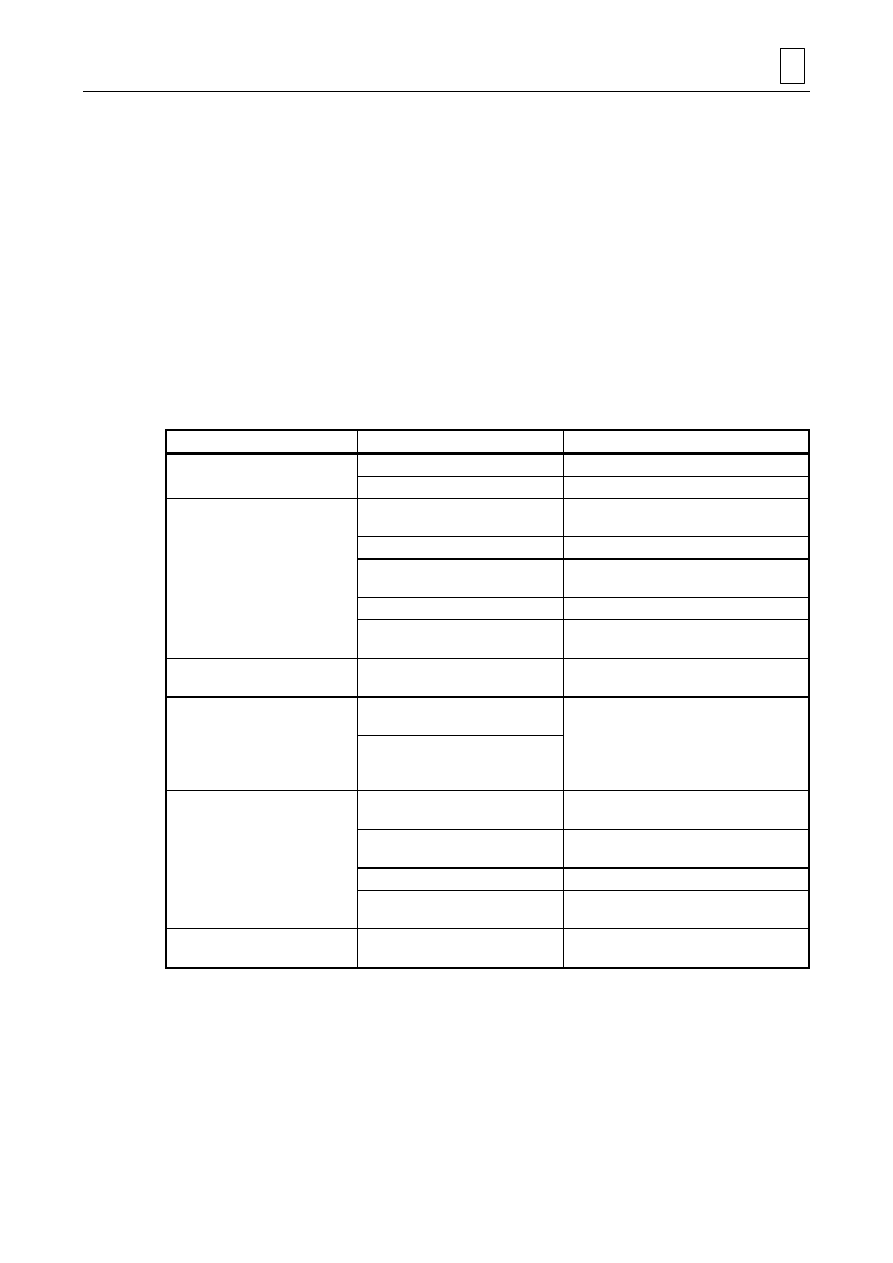
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-23
5-6 Układ hydrauliczny
5-6-1
Konfiguracja i zarys pracy
1. Zespół hydrauliczny składa się ze zbiornika, pompy hydraulicznej, silnika, filtra ssania,
manometru, chłodnicy z wentylatorem itd.
2. Ciśnienie hydrauliczne z zespołu hydraulicznego służy do napędu siłownika dla zwalniana
narzędzi na wrzecionie i siłownika napędowego suwaka narzędzi.
3. Podczas normalnej pracy prawidłowym ciśnieniem hydraulicznym jest 5 MPa (711.5 PSI).
Note:
Gdy ciśnienie spada poniżej 4.5 MPa (640.4 PSI), aktywowany jest włącznik
ciśnieniowy alarmu No. 200 i po minucie wrzeciono zatrzymuje się.
5-6-2 Usuwanie
usterek
Tabela 5-8 Usuwanie usterek zespołu hydraulicznego
Usterka Przyczyna
Naprawa
Brak napędu silnika.
Spadek napięcia. Sprawdź zasilanie.
Zadziałanie wyłącznika obwodu.
Zresetuj go.
Brak tłoczenia oleju przez pompę. Tulejka regulacyjna wydatku
dokręcona za mocno.
Przekręć tuleję w kierunku przeciwnym do
zegara.
Zatkanie filtra ssania.
Wyczyść filtr.
Filtr ssania wyszedł ponad poziom
oleju w zbiorniku.
Uzupełnij olej do poziomu podanego na
wskaźniku .
Z rury wlotowej zassano powietrze.
Popraw przyłączenie rury wlotowej.
Awaria pompy.
Skontaktuj się z serwisem Yamazaki Mazak
w sprawie naprawy pompy.
Olej jest tłoczony przez pompę
lecz ciśnienie nie wzrasta.
Nieszczelność na jednej z rur
hydraulicznych.
Popraw przyłączenie rury wlotowej.
Olej przestaje być tłoczony przy
wzroście ciśnienia.
Uszkodzona uszczelka wewnątrz
pompy.
Skontaktuj się z serwisem Yamazaki Mazak
w sprawie naprawy pompy.
Pompa zassała brud lub ciała obce,
które spowodowały nadmierne
zużycie powierzchni ślizgowych.
Z pompy słychać nienormalne
dźwięki.
Zatkany filtr ssania.
Wyczyść filtr.
Filtr ssania wyszedł ponad poziom
oleju w zbiorniku.
Uzupełnij olej do poziomu podanego na
wskaźniku .
Z rury wlotowej zassano powietrze.
Popraw przyłączenie rury wlotowej.
Zużycie powierzchni ślizgowych
pompy.
Skontaktuj się z serwisem Yamazaki Mazak
w sprawie naprawy pompy.
Pompa wytwarza ciepło. Zatarcie
powierzchni
ślizgowych
pompy.
Skontaktuj się z serwisem Yamazaki Mazak
w sprawie naprawy pompy.

5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-24
- MEMO -
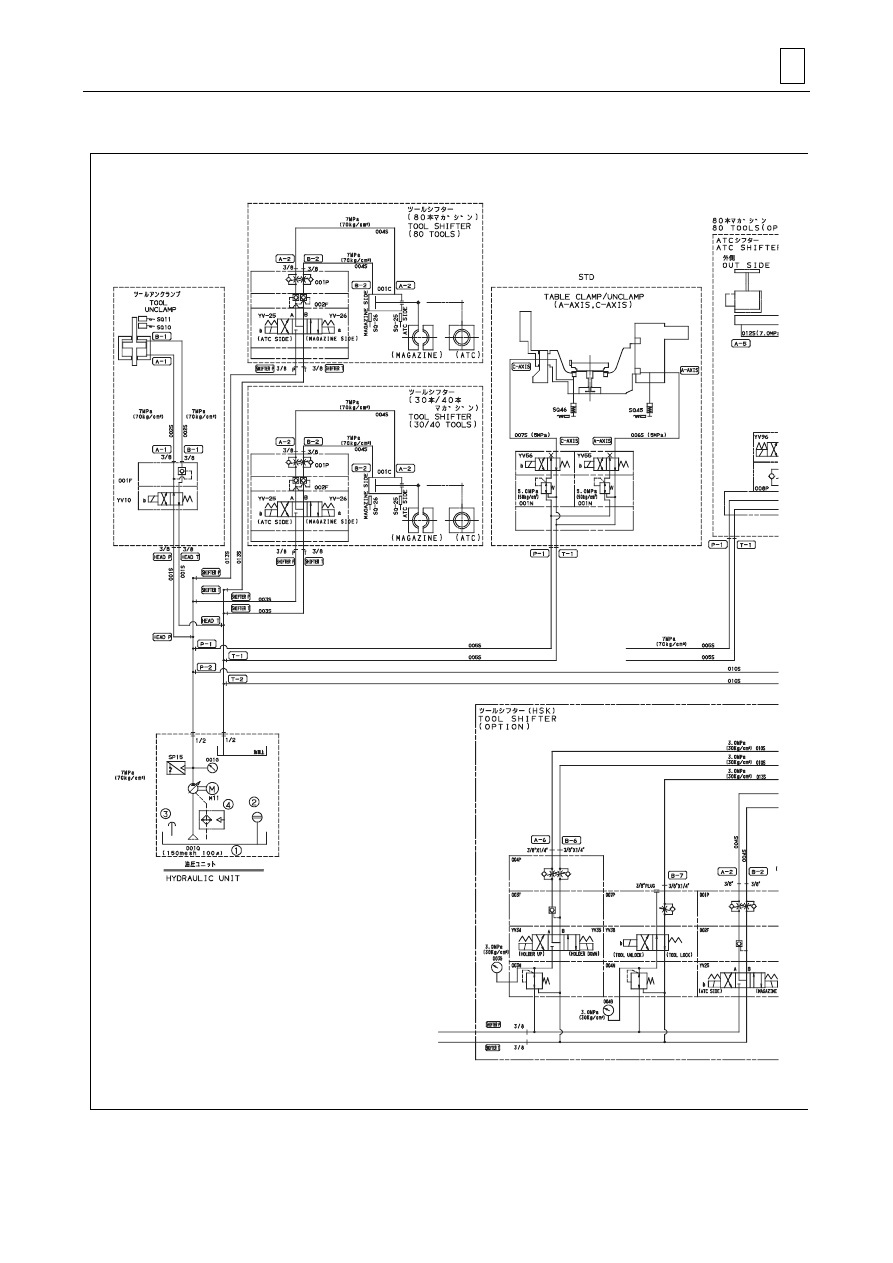
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-25
5-7 Schemat
układu hydraulicznego
Rys. 5-20 Schemat układu hydraulicznego
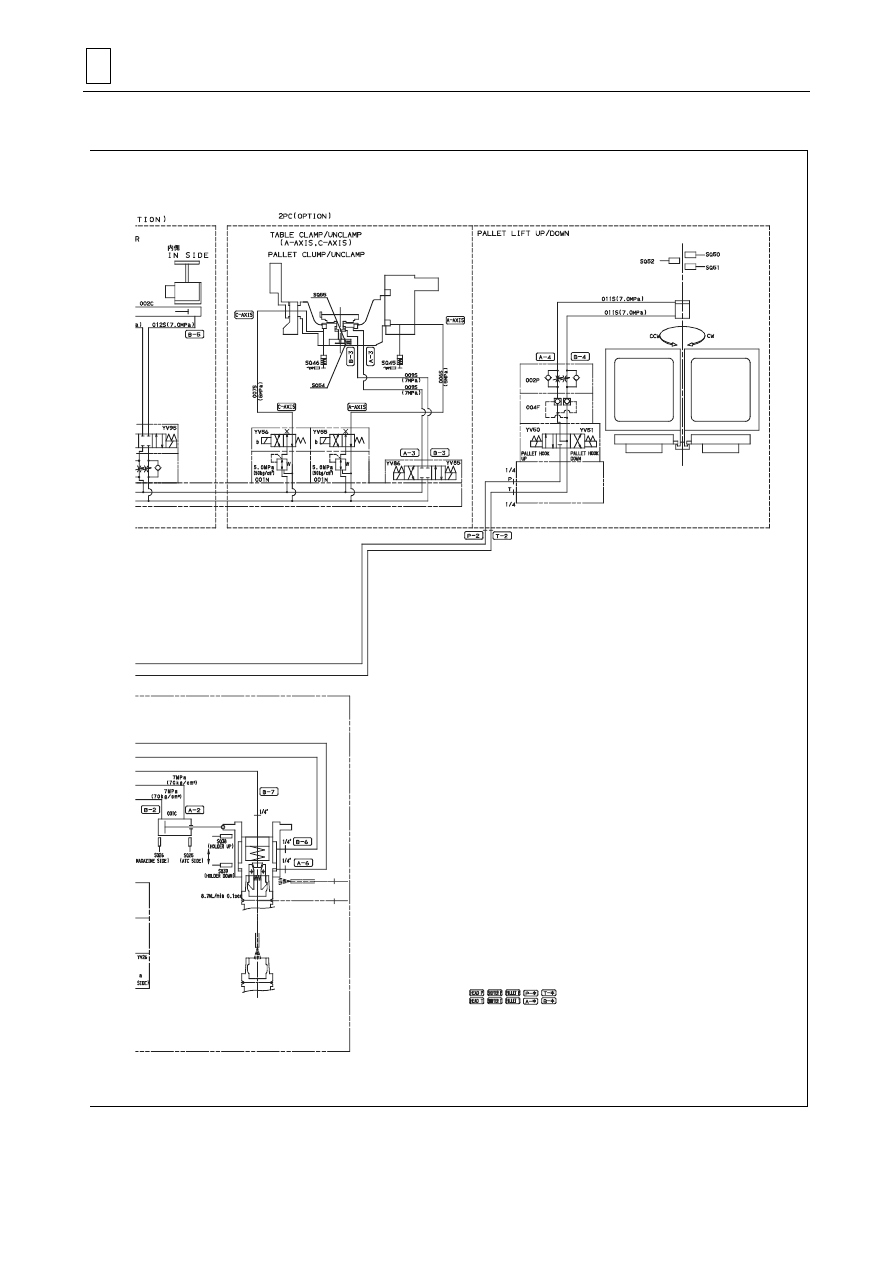
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-26
IS THE PHASE MARK PLATE OF THE PYDRAULIC
HOSES AND PIPING AND THE ATTACHING PLACES
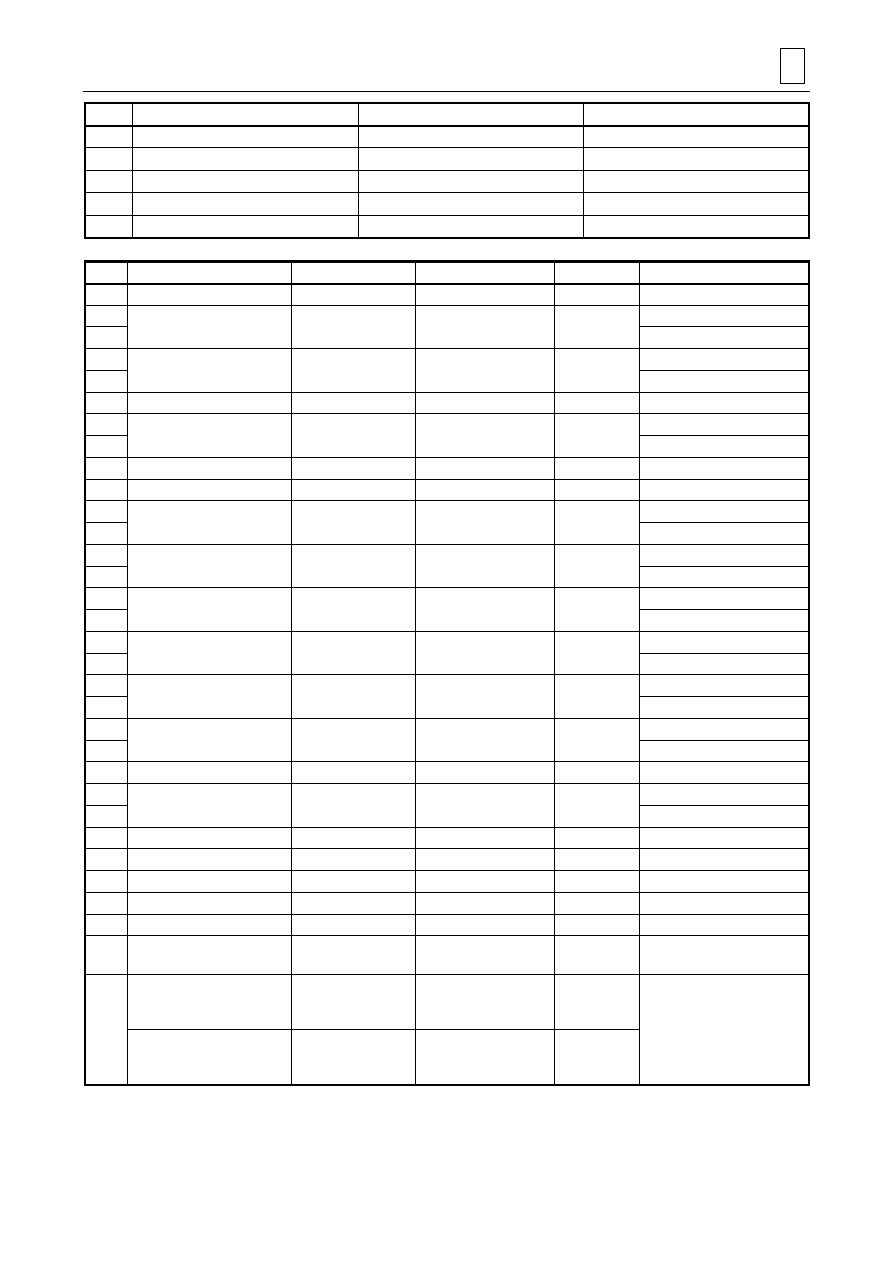
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-27
No. Part
Name
Type (Part No.)
Remarks (Maker)
M11 Rotor pump UVN-1A-1A3-15B-4-Q01-6063A
FUJIKOSHI
(1)
Oil tank
27 L
MAC
(2)
Oil level gauge
8 x 60
HAKUSUI
(3) Charge
nozzle
MSA-30V
MASUDA
(4) Drain
cooler
MAC-5
MANTOKIKAI
Code
Part No.
Part Name
Type
Maker
Remarks
YV10 G16FH004411
Solenoid valve
SLD-G01-A3X-C1-30
NACHI
Tool unclamp
YV25 G16FH002810
NACHI
Tool shifter (ATC side)
YV26
Solenoid valve
SLD-G01-C6-C1-11
Tool shifter (Magazine side)
YV34 G16FH002810
Solenoid valve
SLD-G01-C6-C1-11
NACHI
Holder up
YV35
Holder
down
YV38 G16FH002751
Solenoid
valve
SLD-G01-A3X-C1-30 NACHI
Tool
unlock
YV50 G16FH004461
Solenoid
valve
SA-G01-C6-C1-30
NACHI
Pallet lift down
YV51
Pallet lift up
YV55 G16FH002751
Solenoid
valve
SLD-G01-A3X-C1-30 NACHI
A-axis
clamp/unclamp
YV56 G16FH002751
Solenoid
valve
SLD-G01-A3X-C1-30 NACHI
C-axis
clamp/unclamp
YV85 G16FH002751
Solenoid
valve
SLD-G01-C6-C1-30 NACHI
Pallet
clamp
YV86
Pallet
unclamp
YV95 G16FH002810
Solenoid valve
SLD-G01-C6-C1-11
NACHI
ATC shifter (inner)
YV96
ATC shifter (outer)
SQ10 R25YB002601
Proximity
sensor
FL7M-3J6HD YAMATAKE
Tool
unclamp
SQ11
Tool
clamp
SQ25
Reed switch
D-A53
SMC
Tool shifter (ATC side)
SQ26
Tool shifter (Magazine side)
SQ26 R25YB002581
Proximity
sensor
FL7M-3J6D-L5 YAMATAKE
A-axis
unclamp
SQ26
C-axis
unclamp
SQ26 R25YB002591
Proximity
sensor
FL7M-3J6DH-L3
YAMATAKE
Pallet lift up
SQ26
Pallet lift down
SQ26 R25YB002591
Proximity
sensor
FL7M-3J6DH-L3
YAMATAKE
Pallet clamping possible
SQ26 R25YB002581
Proximity
sensor
FL7M-3J6D-L5 YAMATAKE
Pallet
clamp
SQ26
Pallet
unclamp
SP15 The hydraulic unit is
Pressure switch
CE613
ACT
Main pressure
001F G14FH000340
Check
valve
OCP-G01-B1-20 NACHI Tool
unclamp
002F G14FH001370
Check
valve
OCP-G01-W1-20 NACHI Tool
shifter
003F G14FH001540
Check
valve
OCP-G01-A1-20 NACHI Holder
up/down
004F G14FH001371
Check
valve
OCP-G01-W1-21 NACHI Tool
lock/unlock
001G The hydraulic unit is
attached
Pressure gauge
OPG-D-R1/4
39X16 MPa
ASK Main
pressure
003G 45293116011
Pressure
gauge
(For countries other
than Japan)
ASAHI KEIKI Holder up/down
45293114981
Pressure
gauge
(For countries other
than Japan)
ASAHI
KEIKI
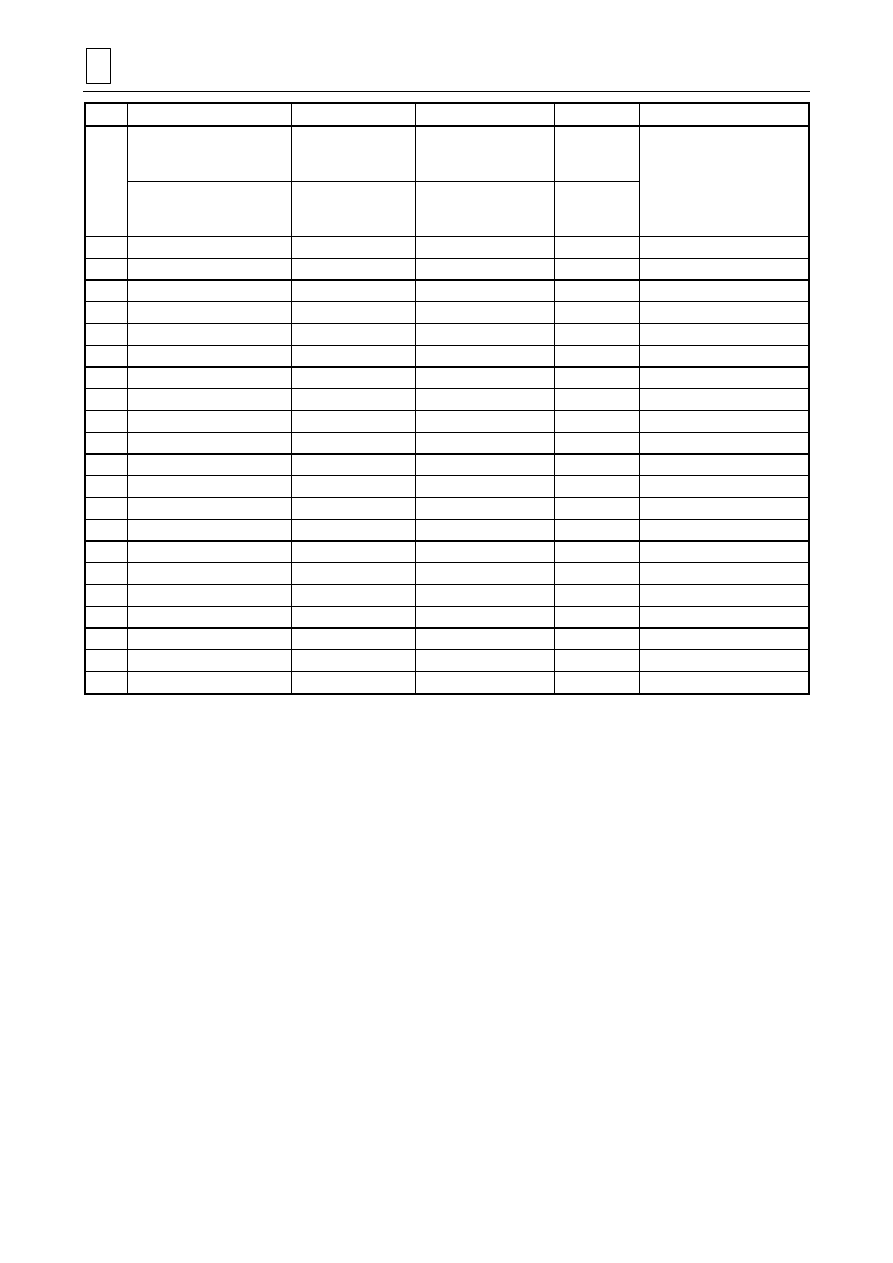
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-28
Code
Part No.
Part Name
Type
Maker
Remarks
004G 45293114990
Pressure
gauge
(For countries other
than Japan)
ASAHI KEIKI Tool lock/unlock
45293114960
Pressure
gauge
(For countries other
than Japan)
ASAHI
KEIKI
001P G17FH000210
Flow regulator valve OCY-G01-W-X-20 NACHI Tool
shifter
002P G17FH001160
Flow regulator valve OCY-G01-W-Y-20
NACHI
Pallet lift up/down
004P G17FH001160
Flow regulator valve OCY-G01-W-Y-20 NACHI Holder
up/down
007P G17FH001310
Flow regulator valve OCY-G01-B-X-20 NACHI Tool
lock/unlock
008P G17FH001160
Flow regulator valve OCY-G01-W-Y-20 NACHI ATC
shifter
001N G11FH001201
Reducing
valve
OG-G01-P1-21
NACHI
A- and C-axes clamp
001Q The hydraulic unit is
Strainer W-MSN-06 MASUDA
Power
unit
001S H85M0950000
Hose
7R-9X5000FF0
Tool
clamp/unclamp
002S H85M0916000
Hose
7R-9X1600FF0
Tool
clamp/unclamp
003S H85M0932000
Hose
7R-9X3200FF0
Tool shifter EXT/RET
004S H85M0920000
Hose
7R-9X2000FF0
Tool shifter EXT/RET
005S H85M0935000
Hose
7R-9X3500FF0
Table
clamp/unclamp
006S H85M0663000
Hose
7R-6X6300FF0
A-axis
clamp/unclamp
007S H85M0645000
Hose
7R-6X4500FF0
C-axis
clamp/unclamp
009S H85M0645000
Hose
7R-6X4500FF0
Pallet
clamp/unclamp
010S H85M0988000
Hose
7R-9X8800FF0
Pallet lift up/down
011S H85M0613000
Hose
7R-6X1300FF0
Pallet lift up/down
012S H85M0938000
Hose
7R-9X3800FF0
ATC shifter EXT/RET
013S H85M0920000
Hose
7R-9X2000FF0
Tool shifter EXT/RET
001C G20SV020380
Hydraulic
cylinder
CHOFFA40B-150-A53L SMC
Tool
shifter
002C G20SV024890
Hydraulic cylinder
CHD2FLB40C-800-A53 SMC
ATC shifter
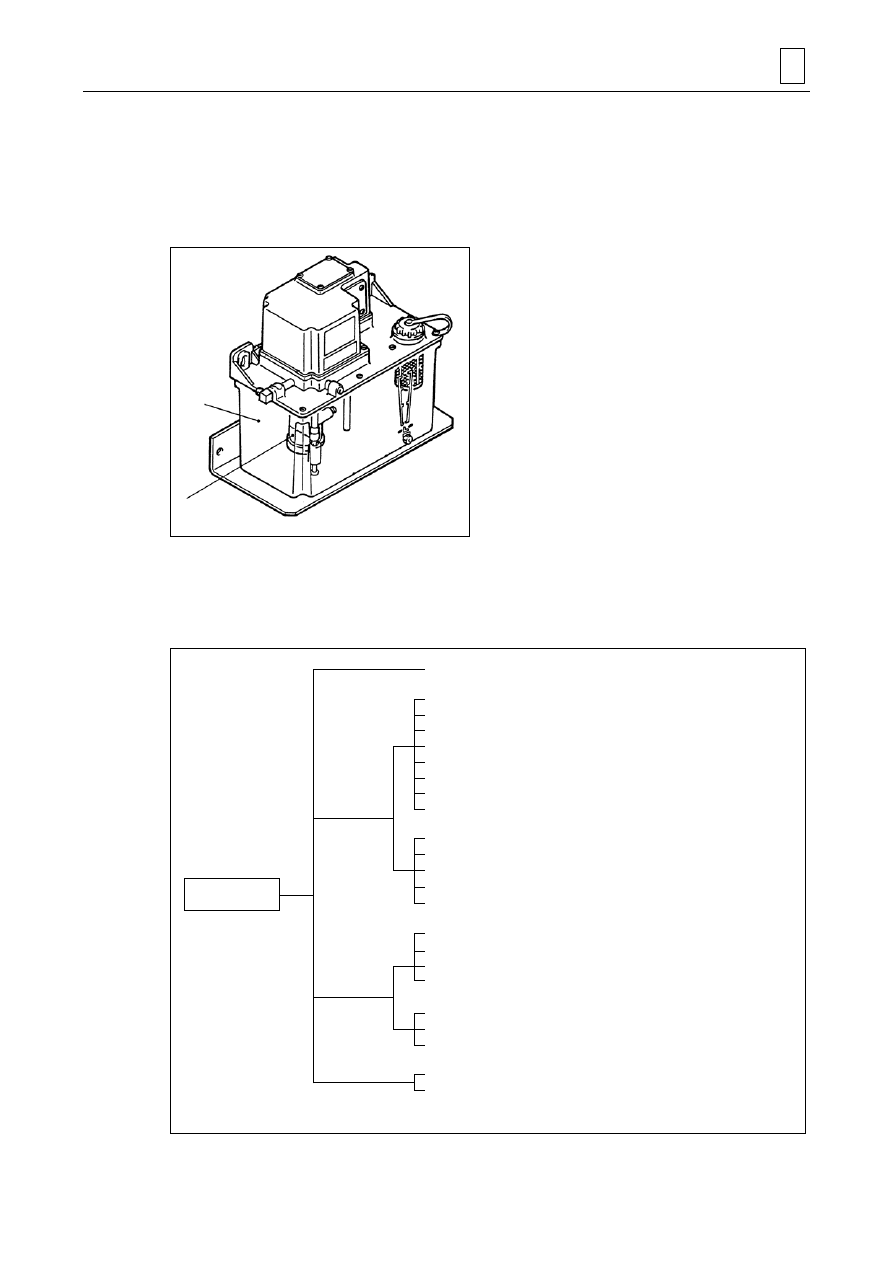
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-29
5-8 Zespół centralnego smarowania
5-8-1
Konfiguracja i zarys pracy
1.
Zespół centralnego smarowania składa się ze zbiornika, pompy napędzanej przez silnik,
sterownika/timera, filtra ssania, manometru itd.
Tank
Pompa napędzana silnikem
MC211-00773
Rys. 5-21 Konfiguracja zespołu centralnego smarowania (rzeczywista konfiguracja może się różnić od
przedstawionej)
2.
Zespół centralnego smarowania wykorzystuje pompę dla automatycznego podawania
oleju do sań układów napędowych, prowadnic liniowych, śrub pociągowych i łożysk
wrzeciona.
Z-axis ball screw nut.................................................. 0.10 cm
3
Z-axis guide nut, upper right...................................... 0.03 cm
3
Z-axis guide nut, intermediate right ........................... 0.03 cm
3
Z-axis guide nut, lower right ...................................... 0.03 cm
3
Z-axis guide nut, upper left........................................ 0.03 cm
3
Z-axis guide nut, intermediate left.............................. 0.03 cm
3
Z-axis guide nut, lower left......................................... 0.03 cm
3
Z-axis ball screw upper bearing................................. 0.03 cm
3
Z-axis ball screw lower bearing ................................. 0.03 cm
3
X-axis guide nut, upper right...................................... 0.03 cm
3
X-axis guide nut, lower right ...................................... 0.03 cm
3
X-axis guide nut, upper left........................................ 0.03 cm
3
X-axis guide nut, lower left......................................... 0.03 cm
3
X-axis ball screw nut ................................................. 0.10 cm
3
Y-axis guide nut, front right ....................................... 0.03 cm
3
Y-axis guide nut, back right ....................................... 0.03 cm
3
Y-axis guide nut, front left.......................................... 0.03 cm
3
Y-axis guide nut, back left ......................................... 0.03 cm
3
Y-axis ball screw nut ................................................. 0.10 cm
3
X-axis ball screw right bearing................................... 0.03 cm
3
X-axis ball screw left bearing..................................... 0.03 cm
3
Y-axis ball screw front bearing .................................. 0.03 cm
3
Y-axis ball screw back bearing .................................. 0.03 cm
3
Column
Base
Saddle
Head
Automatic
lubrication unit
Rys. 5-22 Schemat zepołu centralnego smarowania
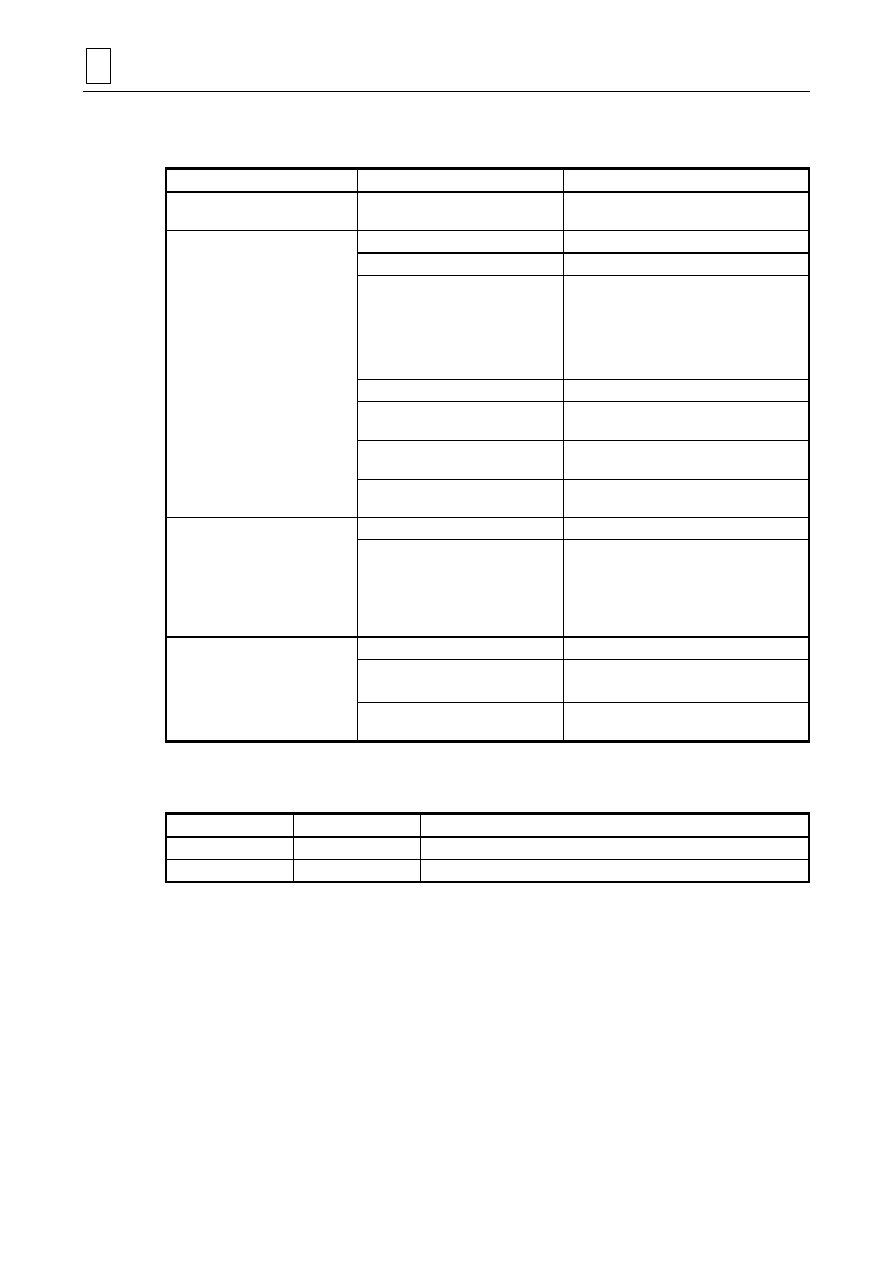
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-30
5-8-2 Usuwanie
usterek
Tabela 5-9 Usuwanie usterek zespołu centralnego smarowania
Usterka Przyczyna
Naprawa
Intermittent time is not correct.
The intermittent time is not set
correctly.
Set to the correct intermittent time.
Mały wydatek oleju
Wyciek oleju z rur
Uszczelnij połączenie rur.
Zatkany filtr ssania
Wymień lub wyczyść filtr.
Za wysoka lepkość oleju.
Podnieś temperaturę oleju i kontynuuj
pracę.
Wymień olej na olej o mniejszej lepkości.
(W tym przypadku wyczyść cały układ,
przed zalaniem nowego. Wyczyść również
zbiornik.)
Utlenienie się lub zestarzenie oleju.
Wyczyść wnętrze zbiornika i wymień olej.
Air has been sucked in from the
suction pipe or suction stroke path.
Usuń powietrze.
Sprawdź poziom oleju i dokręć połączenia
Brak zdolności ssania z powodu
zużycia pompy.
Napraw lub wymień zużyte części pompy
albo wymień całą pompę.
Wydatek oleju na rozdzielaczu nie
jest prawidłowy.
Wymień rozdzielacz na nowy.
Brak wzrostu ciśnienia
Wyciek z rury.
Dokręć, uszczelnij rury.
Zła praca zaworu redukcyjnego.
• Brak prawidłowego styku z
uszczelką.
• Do wnętrza zaworu dostały się
ciała obce.
W razie zarysowania zaworu lub gniazda
dotrzyj części lub wymień na nowe.
Usuń ciała obce.
Brak tłoczenia oleju
Zbyt mała ilość oleju w zbiorniku.
Uzupełnij tym samym gatunkiem.
Nieprawidłowa praca silnika.
Uszkodzenie silnika.
Wymień silnik.
Poluzowanie lub wyciek z połączenia
rur.
Dokręć połączenia rurowe.
5-8-3 Regulacja
Ustaw okresy pompy ON/OFF przez parametry PLC.
No.
Standard Setting
Opis [Zespół]
R2171
300
Pompa smarowania sań, czas ON/OFF [0.1 sec]
R2172
4500
Pompa smarowania sań, czas ON/OFF [0.1 sec]
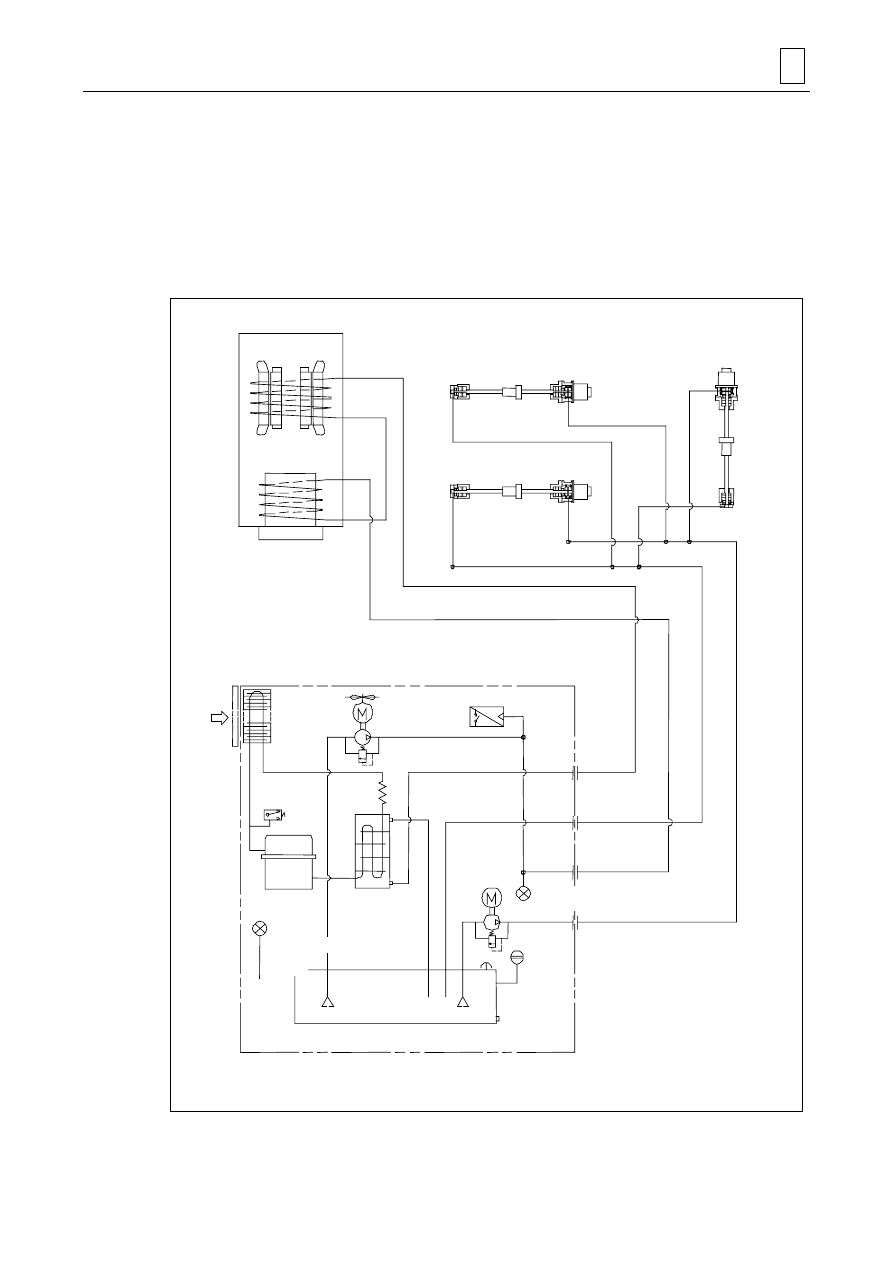
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-31
5-9 Zespół chłodzenia wrzeciona
5-9-1
Konfiguracja i zarys pracy
1. Zespół smarowania wrzeciona składa się ze zbiornika oleju, silnika elektrycznego, zespołu
chłodzenia (chłodziarka) itd.
2. Wewnątrz zbiornika oleju zabudowany jest filtr ssania.
3. Olej smarny cyrkuluje wokół tulei wrzeciona i tulei silnika, chłodząc wrzeciono.
Tank capacity: 38 L (10.04 gal (US))
MAC oil controller
Freezer
Cooling unit
Axial center
cooling &
discharge
Spindle exterior
cylinder cooling &
discharge
Axial center
cooling &
return
Spindle OD
cylinder
cooling &
return
Pressure switch
Oil pump for
cooling the
spindle exterior
cylinder
High-pressure
protective
switch
Oil pump for
cooling the
axial center
Y-axis ball screw
X-axis ball screw
Spindle sleeve
Spindle motor
Z-axis ball screw
Machine body
temperature
detective
sensor
Machine body
temperature
detective
sensor
Rys. 5-23 Schemat zespołu smarowania wrzeciona
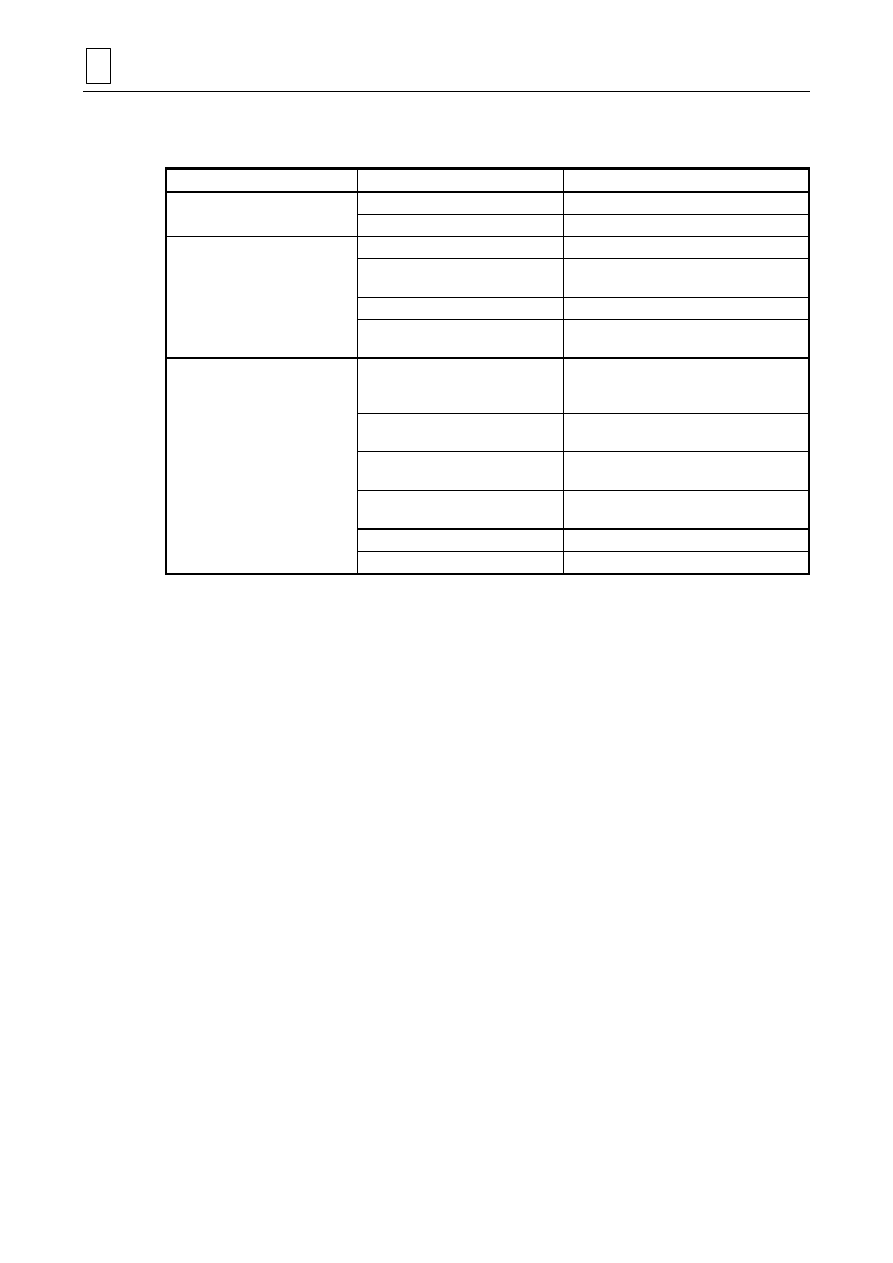
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-32
5-9-2 Usuwanie
usterek
Tabela 5-10 Usuwanie usterek związanych z zespołem smarowania wrzeciona
Usterka Przyczyna
Naprawa
Silnik nie pracuje.
Spadek napięcia zasilania.
Sprawdź zasilanie.
Zadziałał wyłącznik obwodu.
Zresetuj.
Brak wylotu oleju z pompy.
Zatkany filtr ssania.
Wyczyść filtr.
Filtr ssania jest powyżej poziomu
oleju.
Uzupełnij olej do poziomu podanego na
wskaźniku .
Powietrze zassane z rury ssącej. Napraw
przyłączenie rury wlotowej.
Awaria pompy.
Kontaktuj się z Yamazaki Mazak i napraw
pompę.
Pompa i zespół chłodzenia
pracują lecz olej nie jest
chłodzony.
Zatkany filtr powietrza.
Wyczyść filtr.
Za mała ilość oleju.
Uzupełnij olej do poziomu podanego na
wskaźniku .
Przeszkoda w pobliżu wlotu
powietrza lub obzaru wylotu.
Usuń przeszkody.
Nienormalnie wysoka temperatura
otoczenia.
Ustaw temperaturę na odpowiedni poziom.
Za mała ilość gazu chłodniczego. Uzupełnij.
Awaria zespołu chłodzenia. Kontaktuj
się z Yamazaki Mazak i napraw.
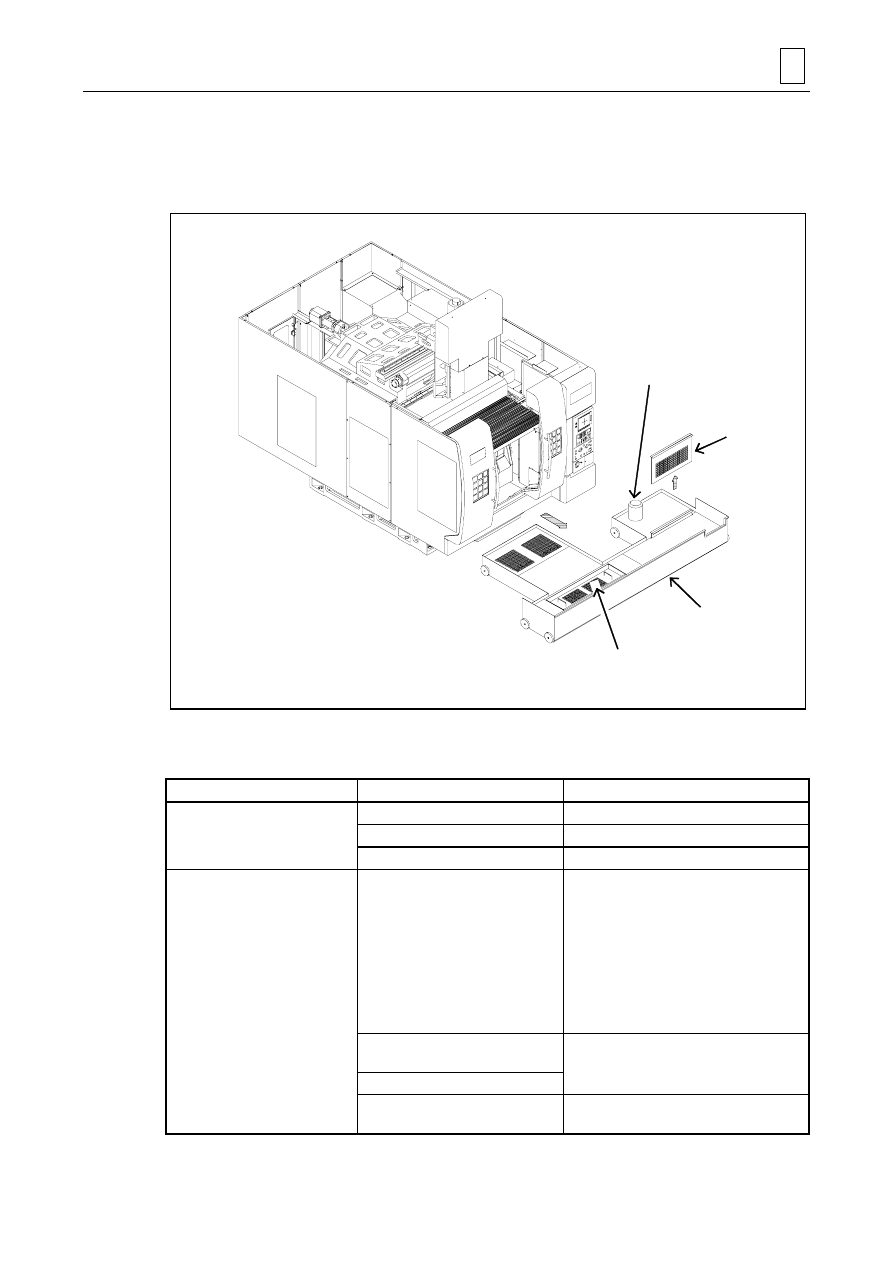
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-33
5-10 Układ chłodzenia
5-10-1 Konfiguracja i zarys pracy
Zespół chlodzenia składa się ze zbiornika, pompy chłodziwa, filtra, pojemnika wiórów itd.
Coolant pump
Filter
Chip bucket
Coolant tank
Rys. 5-24 Konfiguracja zespołu chłodzenia
5-10-2 Usuwanie
usterek
Usterka Przyczyna
Naprawa
Zatkany filtr.
Wyczyść filtr.
Za mała ilość chłodziwa. Uzupełnij wymaganym chlodziwem.
• Brak tłoczenia chłodziwa.
• Za mały wydatek chłodziwa.
Zablokowana dyszka chłodziwa. Wyczyść dyszkę.
Z powodu blokady
• Zwolnienie zacisku narzędzia
• Zwolnienie zacisku palety
• Otwarta ołona ATC
• Otwarte drzwi operatora
• Klawisz menu chłodziwo stop
jest na ON
• Wybrano narzędzie specjalne
Usuń przyczynę blokady.
Awaria pompy chłodziwa. (Brak
usterki uzwojenia)
Kontaktuj się z Mazak Technical Center.
Usterka zaworu solenoidowego.
Brak tłoczenia chłodziwa.
Wybrano klawisz menu No
[...AUTO].
Wybierz klawisz menu [...AUTO].

5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-34
Usterka Przyczyna
Naprawa
Podawanie chłodziwa nie kończy
się.
Usterka zaworu solenoidowego.
Kontaktuj się z Mazak Technical Center.
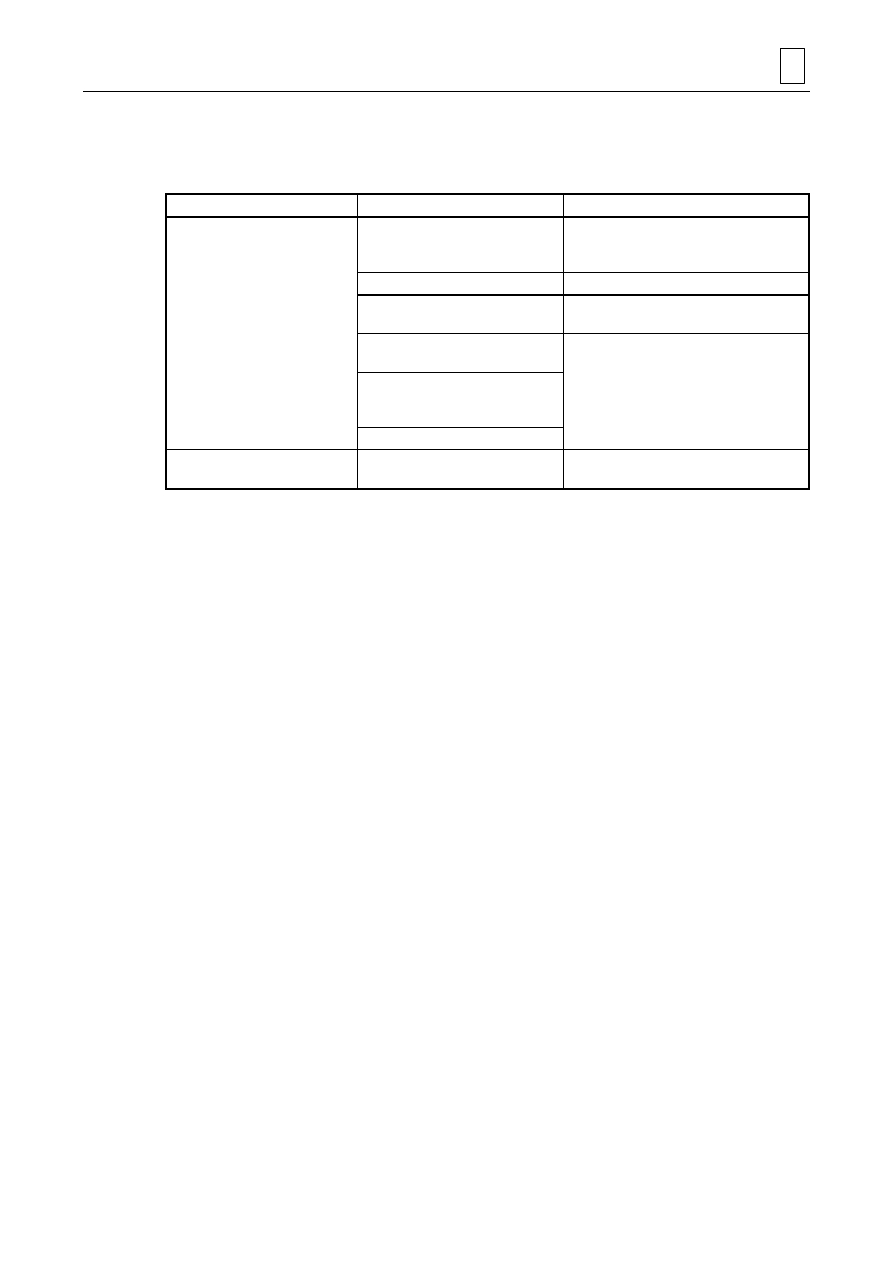
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-35
5-11 Układ pneumatyczny
5-11-1 Usuwanie
usterek
Usterka Przyczyna
Naprawa
Ciśnienie jest mniejsze niż 0.5
MPa (71.2 PSI).
1. Za
mała pojemność
zewnętrznego źródła powietrza
Przygotuj i przyłącz źródło powietrza
spełniające wymagania podane w 6-2-3
“Wymagania dla Źródła Powietrza”.
2. Usterka zaworu redukcyjnego.
Wymień zawór redukcyjny.
3. Zatkany separator mgły w
zespole powietrza.
Wymień wkład filtra.
4. Wyciek w obwodzie
pneumatycznym.
5. Usterka
ciśnieniowego włącznika
powietrza, zamontowanego na
wrzecionie.
6. Usterka zaworu solenoidowego.
Skontaktuj się z Mazak Technical Center.
Przez gniazdo drenażowe
zespołu stale ucieka powietrze.
Usterka automatycznego drenażu
separatora mgły.
Wymień separator mgły.
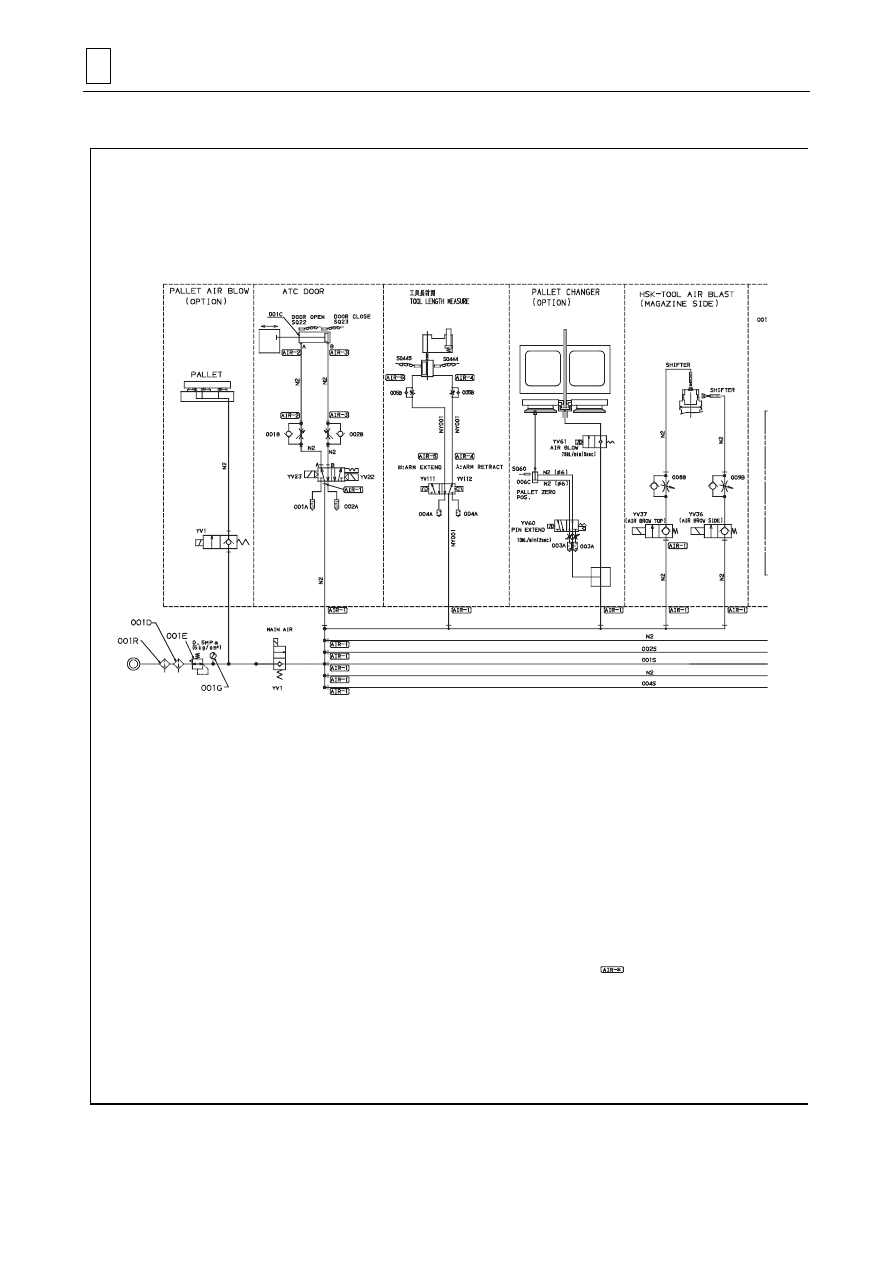
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-36
5-11-2 Schemat obwodu pneumatycznego
NOTE
IS THE PHASE MARK PLATE OF THE
PYDRAULIC HOSES AND PIPING AND THE
ATTACHING PLACES
Rys. 5-25 Schemat obwodu pneumatycznego
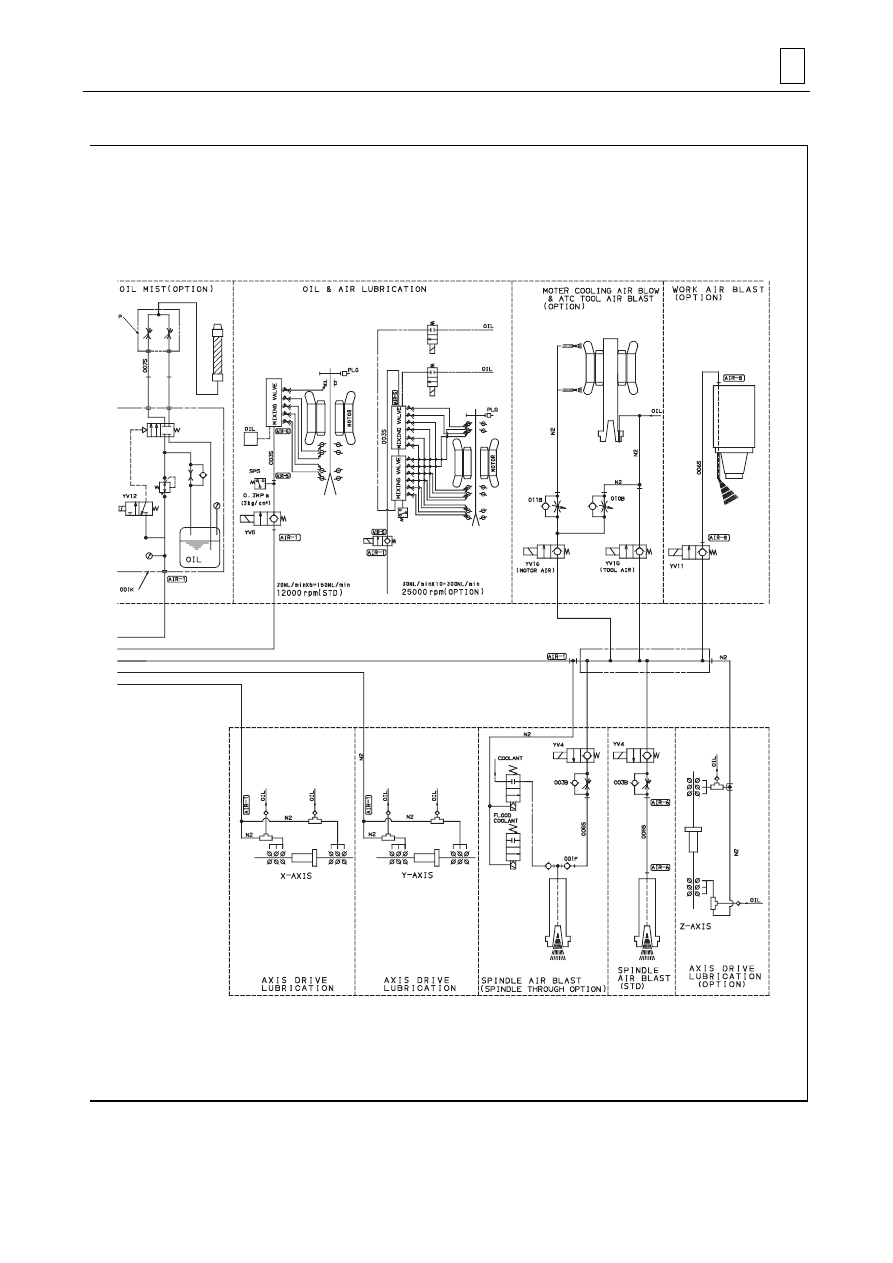
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-37
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-38
Code
Part No.
Part Name
Type
Maker
Remarks
YV1 G50SV002600 Solenoid
valve
VXD02230-02-1D-B
SMC
Main air and pallet air blow
YV22
G50SV006390
Solenoid valve
VFS1220-1D-01
SMC
ATC door open
YV23
ATC
door
close
YV4 G50SV002620 Solenoid
valve
VXD2231-001D
SMC
Spindle air blast
YV11
Work
air
blast
YV5 G50SV002600 Solenoid
valve
VX2230-02-1D-B
SMC
Oil & Air lubrication
YV15 G50SV002620 Solenoid
valve
VXD2231-001D
SMC
Double face contact tool air
YV16 G50SV002620 Solenoid
valve
VXD2231-001D
SMC
Motor air cooling
YV36 G50SV002600 Solenoid
valve
VX2230-02-1D-B
SMC
Air blow (side)
YV37 G50SV002600 Solenoid
valve
VX2230-02-1D-B
SMC
Air blow (top)
YV60
G50SV004070
Solenoid valve
VT307-1D-01
SMC
Pallet unlock
YV61 G16SV004790 Solenoid
valve
VXD2130-02-1D-8
SMC
Hook air blow
YV111 G50SV005630
Solenoid
valve
VFS2120-1D-02
SMC
Tool length measurement unit EXT
YV112
Tool length measurement unit RET
SQ22
Reed switch
D-C73
SMC
ATC door open
SQ23
ATC
door
close
SQ60
Reed switch
D-A73L
SMC
Pallet unlock
SQ444
Reed switch
D-R73L
SMC
Tool length measurement unit EXT
SQ445
Tool length measurement unit RET
SP5 G23SV001220 Pressure
switch
IS1000-01-X201
SMC
Oil & Air lubrication
001A
G51SV000980
Silencer
AN103-01
SMC
ATC door open
002A
ATC
door
close
003A G51SV000340 Silencer
AN110-01
SMC
Pallet
unlock
004A G51SV000340 Silencer
AN110-01
SMC
Tool length measurement unit RET
001B
G54SV001480
Speed controller
AS3001F-08
SMC
ATC door open
002B
ATC
door
close
003B G54SV001620 Speed
controller
AS3500-02S
SMC
Spindle air blast
005B G54SV001360 Speed
controller
AS2201F-02-10
SMC
Tool length measurement
008B G54SV001310 Speed
controller
AS2201F-02-8
SMC
Air blow (side)
009B
Air
blow
(top)
010B G54SV001620 Speed
controller
AS3500-02S
SMC
Double face contact tool air
011B G54SV001620 Speed
controller
AS3500-02S
SMC
Motor air cooling
001C
G20SV013490
Air cylinder
CDM2B32-465-C73L
SMC
ATC door
006C
G20SV008340
Air cylinder
CDQ2B40-01-80059
SMC
Pallet unlock
001E G45SV000930 Regulator
AR3000-03G
SMC
STD
001G G13SV000560 Gauge
G36-10-01
SMC
STD
001K G47SV000190 Spray
mist
LMU-200-10
SMC
Oil mist (For Japan)
G47SV000440 Spray
mist
LMU-200-10-X211 SMC
Oil mist (For countries other than
Japan)
001P
H14SV001180
Mixing valve
LMV-210-35
SMC
Oil mist
001R G48SV001290 Mist
separator
AM350-03BD
SMC
STD
001D G46SV000670 Sun
drain
Y301-PT3/8
SMC
25000RPM
001S
Hose
3.5R-6
X
cable
002S
Hose
3.5R-9
Oil & Air lubrication
003S
Hose
3.5R-9
Oil & Air lubrication
004S
Hose
3.5R-9
Y
cable
005S
Hose
3.5R-6
Spindle air blast (with through)
006S
Hose
3.5R-6
Work air blast
007S
Hose
3.5R-6
Oil
mist
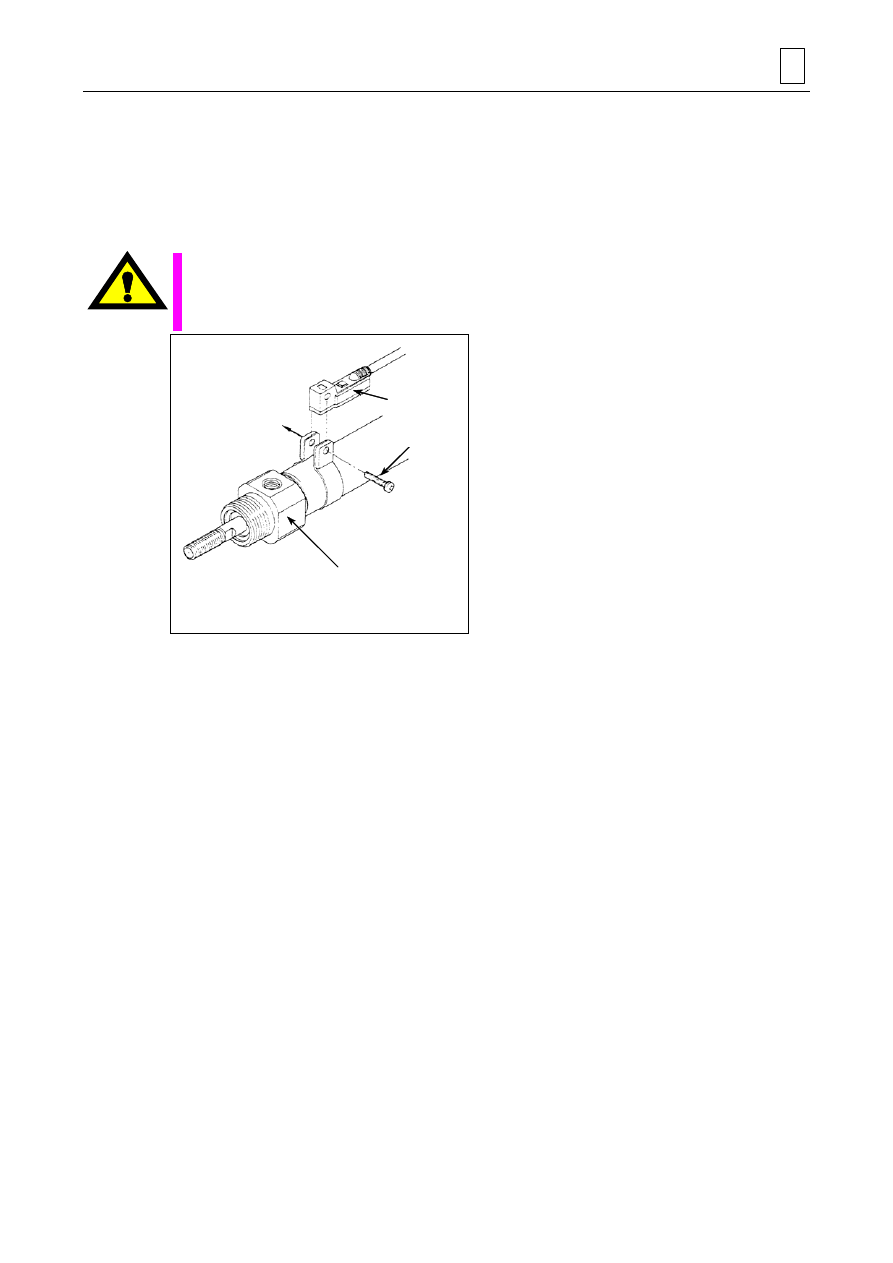
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-39
5-11-3 Prace
obsługowe
Dane włącznika kontaktronowego:
Part No.:
R27SV000550
Typ: C73L
Producent: SMC
OSTROŻNIE
Przed wymianą włącznika kontaktronowego wyłącz zasilanie. Inaczej możesz
spowodować poważny lub śmiertelny wypadek.
MC111-01149
Reed switch clamp band
(with clamp plates)
Włącznik kont.
Reed switch
mounting bolt
Rys. 5-26 Wymiana włącznika kontaktronowego
< Procedura >
(1)
Zaznacz na cylindrze pozycję taśmy zacisku włącznika kontaktronowego.
(2)
Odkręć śrubę montażową włącznika i wyciągnij włącznik.
(3)
Wstaw nowy włącznik w taśmę zacisku.
(4)
Zgraj taśmę zacisku ze znakiem I dokręć śrubę montażową.
Moment: 10 kGcm (8.66 in-lbs)
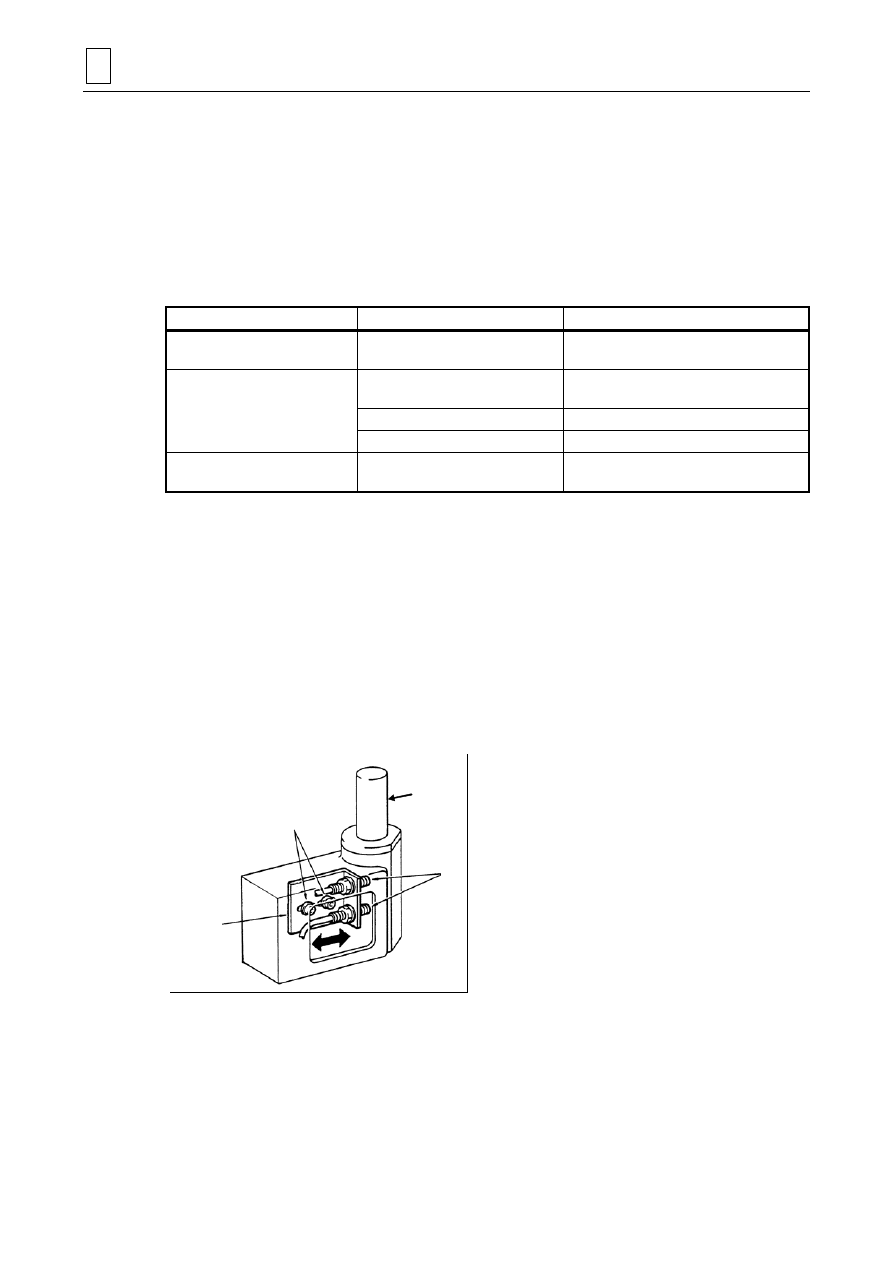
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-40
5-12 Zepół pomiaru długości narzędzia
5-12-1 Konfiguracja i zarys pracy
Zespół pomiaru długości narzędzia jest wysuwany do pozycji pomiaru i wracany do pozycji
wyjściowej przez sterownik obrotowy.
5-12-2 Usuwanie
usterek
Tabela 5-11 Usuwanie usterek związanych z zespołem pomiaru długości narzędzia
Usterka Przyczyna
Naprawa
Zespół pomiaru długości
narzędzia nie porusza się.
Niskie ciśnienie powietrza.
Sprawdź źródło powietrza.
Zespół pomiaru długości
narzędzia nie funkcjonuje.
Włącznik zbliżeniowy nie jest w
prawidłowej pozycji.
Wyreguluj pozycję włącznika zbliżeniowego.
Usterka włącznika zbliżeniowego. Wymień włącznik zbliżeniowy.
Przerwa w uzwojeniu.
Wymień uzwojenie.
Tłoczek nie porusza się płynnie. Obce
ciała w zespole pomiaru
długości narzędzia.
Wyczyść wnętrze zespołu.
5-12-3 Regulacja
1.
Regulacja włącznika zbliżeniowego
Jeśli odległość między włącznikami zbliżeniowymi i tłoczkiem staje się niestabilna z powodu
drgań lub innych czynników, ustaw odległość przez regulację pozycji włącznika.
< Procedura >
(1)
Usuń śruby zespołu pomiarowego i zdejmij osłonę oraz opakowanie.
(2)
Zluzuj śruby z sześciokątnym łbem gniazdowym.
(3)
Przestaw i wyreguluj wspornik przyłączony do włączników zbliżeniowych oraz ustaw
odległość między włącznikami i tłoczkiem na 1 mm (0.04 in.).
Śruby
Włączn.blis
Tłoczek
Wspornik
Rys. 5-27 Regulacja włączników zbliżeniowych dla zespołu pomiarowego (pokazano ze zdjętą osłoną)
(4)
Dociągnij śruby z łbem gniazdowym, dla zabezpieczenia wspornika.
(5)
Załóż osłonę.
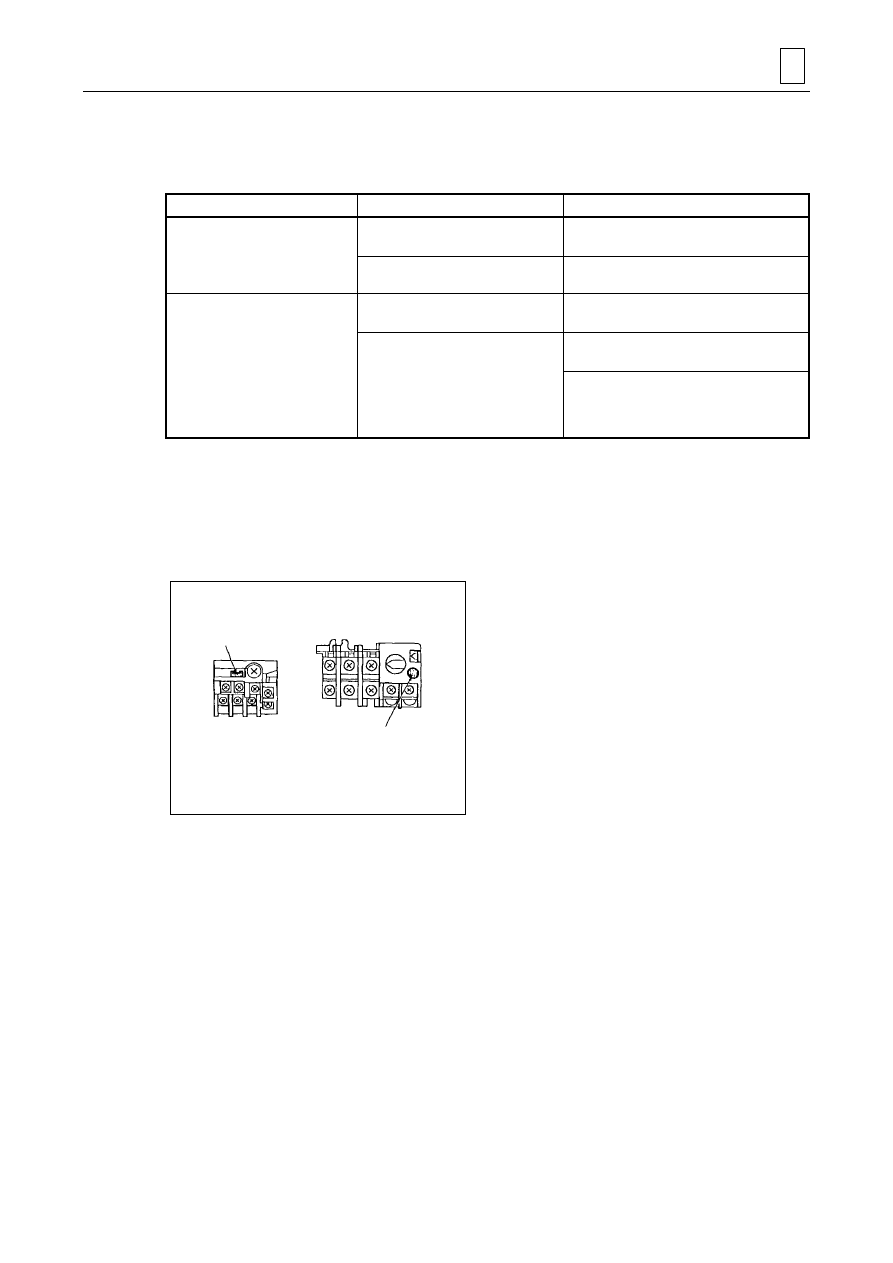
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5
5-41
5-13 Zespół NC i szafa sterowania elektrycznego
5-13-1 Usuwanie
usterek
Usterka Przyczyna
Naprawa
Temperatura otoczenia zespołu NC
jest wyższa niż 45ºC (113ºF).
Obniż temperaturę otoczenia.
Na ekranie wyświetlany jest
alarm.
“053:NC TEMPERATURE
WARNING”
Usterka dmuchawy zespołu NC.
Wymien dmuchawę zespołu NC.
Jeden z silników jest przeciążony. Wyeliminuj
przyczynę przeciążenia causa
zresetuj przekaźnik termiczny.
Przestrzegaj instrukcji obsługi ld
apozczególnych zespołów.
Na ekranie wyświetlany jest
alarm.
“217:THERMAL TRIP”
“219:MAIN TRANSFORMER
OVERHEAT”
The unit which uses the motor for
which the terminal relay has been
tripped is defective.
(The same alarm occurs again soon
even when the thermal relay is reset
after cooling the motor.)
Jeśli przyczyna jest nieznan kontaktuj się
causa lokalnym Mazak Technical Center.
5-13-2 Resetowanie
przekaźnika termicznego
Jeśli wskazywany jest komunikat alarmu "217: THERMAL TRIP" wyzwolony został któryś z
przekaźników termicznych w szafie sterowania elektrycznego.
Jeśli został wyzwolony przekaźnik termiczny, wyeliminuj przyczynę i zresetuj przekaźnik przez
przyciśnięcie odpowiedniego klawisza jak pokazano poniżej (Rys. 5-28).
Reset button
Reset button
(actual configuration may differ somewhat
from that shown)
Rys. 5-28 Przekaźnik termiczny
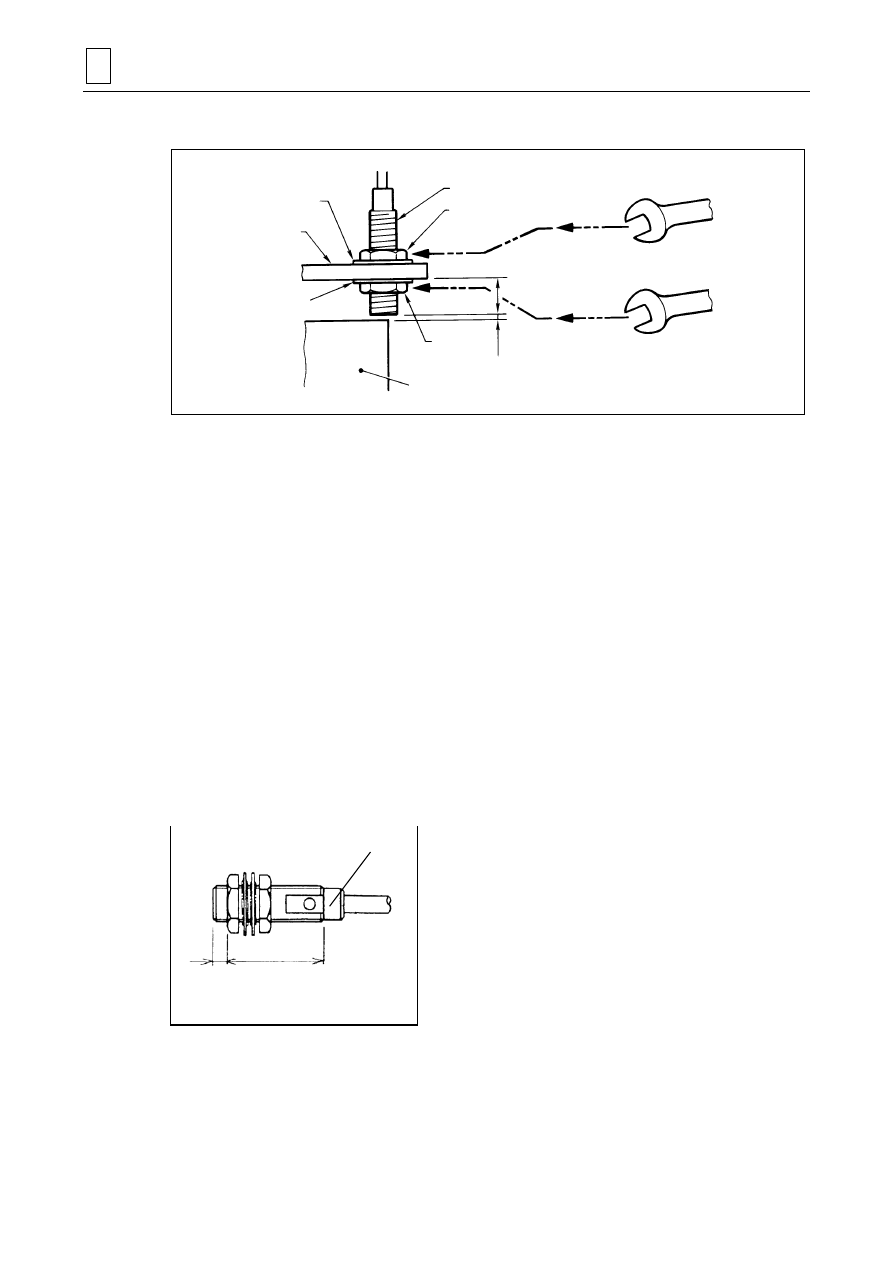
5
OBSŁUGA GŁÓWNYCH ZESPOŁÓW
5-42
5-13-3 Wymiana czujnika bliskości
MC111-01217
Gap: 0.3 - 0.5 mm
(0.01 - 0.02 in.)
10 mm (0.39 in.)
Washer
Bracket
Washer
Dog
Nut B
Nut A
Proximity sensor
Rys. 5-29 Wymiana czujnika bliskości
< Procedura >
(1)
Usuń nakrętki A i B używając kluczy i następnie usuń czujnik ze wspornika.
(2)
Ustaw we wsporniku nowy czujnik.
(3)
Dociągnij tymczasowo nakrętki A i B.
(4)
Pomierz szczelinę między krawędzią czołową czujnika I zabierakiem, używając
szczelinomierza.
(5)
Wyreguluj szczelinę dokręcając nakrętki.
Szczelina: 0.3 do 0.5 mm (0.01 do 0.02 in.)
Ponieważ skok gwintu czujnika jest 1 mm (0.039 in.), jeden obrót nakrętki przesuwa czujnik
1 mm (0.039 in.).
(6)
Dociągnij nakrętki A i B tym samym momentem.
(7)
Po wyregulowaniu czujnika uruchom dany zespół maszyny I upewnij się, że czujnik pracuje
prawidłowo w stanie ON/OFF, obserwując diodę czujnika.
Note:
Moment dokręcania jest różny zależnie od odległości od przedniego końca głowicy.
Nakrętki dokręcaj momentem dozwolonym, podanym dla zakresu A i B.
MC111-01153
A B
10 (0.39)
Dozwolony moment dla zakresu A:
120 kgf
-
cm (103.94 in-lbs)
Dozwolony moment dla zakresu B:
200 kgf
-
cm (173.23 in-lbs))
LED
Unit: mm (in.)
Rys. 5-30 Czujnik bliskości
E
INSTALACJA
6
6-1
6 INSTALACJA
6-1 Środki ostrożności przy instalowaniu maszyny
OSTROŻNIE
Przed rozpoczęciem intalacji przeczytaj rozdz 2 “ŚRODKI OSTROŻNOŚCI” i upewnij
się, że dobrze rozumiesz informacje w tym rozdziale.
Podłoga musi być całkowicie sucha i czysta od oleju, aby operatorzy nie pośliznęli się
podczas instalacji maszyny, prac elektrycznych lub innych prac.
Należy stosować środki bezpieczeństwa (hełmy, buty itd.) oraz odzież odpowiednią do
wykonywanej pracy.
Używaj lin stalowych lub plecionych, których specyfikacje pozwalają na podnoszenie
danych ciężąrów oraz kontroluj je na stan zużycia.
Pomoce jak liny stalowe i plecione muszą zabezpieczone w określonych miejscach a kąt
podnoszenia powinien być prawidłowy.
Podczas wykonywania i montażu rur oraz przewodów sprawdzaj znaki kontrolne na
przewodzie I miejscem mocowania.
Przygotuj źródło powietrza, które spełnia wymagania.
Przygotuj źródło zasilania, które spełnia wymagania dla źródeł zewnętrznych.
Przy przyłączaniu zasilania głównego, odłącz źródło, wykonaj prace w ten sposób aby
skrzynka zasilania była zabezpieczona wg normy IP54.
Wykonując regulacje maszyny, upewnij się, że wszystkie urządzenia bezpieczeństwa
funkcjonują prawidłowo.

6
INSTALACJA
6-2
6-2 Przygotowanie do instalacji
6-2-1
Środowisko pracy maszyny
Maszynę instaluj w warunkach otoczenia spełniających następujące wymagania:
1.
Temperatura otoczenia
Temperatura otoczenia dla pracy maszyny musi wynosić 5
°C do 40°C (41°F to 104°F) a
temperatura średnia przez 24 godzin musi być 35
°C (95°F) lub mniej.
(Czujnik temperatury nadzoruje temperaturę otoczenia i jeśli temperatura jest poniżej 5
°C
(41
°F) przy włączonym NC, NC nie rozpocznie pracy. Rozpocznie pracę automatycznie przy
podniesieniu temperatury do 5
°C (41°F), przez swój podgrzewacz.)
Nie instaluj maszyny w miejscu bezpośredniego oświetlenia słonecznego lub blisko źródeł
ciepła.
2.
Wilgotność względna
Wilgotność względna podczas pracy maszyny musi wynosić 30 do 75%, bez kondensacji.
Wysoka temperatura powoduje starzenie izolacji i przyspiesza starzenie elementów. Specjalne
usuwanie wilgoci nie jest konieczne, jednakże nie instaluj maszyny w miejscach narażonych na
znaczne zmiany wilgotności lub wysoką wilgotność.
3.
Kurz, opary gazów organicznych lub korozyjnych
Nie instaluj maszyny w miejscu narażonym na znaczne ilości kurzu, oparów gazów
organicznych korozyjnych.
4.
Drgania
Drgania podczas pracy maszyny muszą być poniżej 0.5 G a podczas transportu poniżej 3.5 G.
Nie instaluj maszyny blisko źródła drgań. Jeśli taka instalacja jest niemożliwa podejmij
odpowiednie kroki jak np. wibroizolacyjne fundamentowanie.
5.
Grunt
Nie instaluj maszyny na miękkim gruncie. Jeśli taka instalacja jest nieunikniona, wzmocnij
wytrzymałość gruntu przez palowanie.
6.
Wysokość
Instaluj maszynę na wysokości poniżej 1000 m (3280 ft) od poziomu morza.
INSTALACJA
6
6-3
Note :
Warunki zachowania gwarantowanej dokładności obróbki
•
Fundamentowanie
Instaluj maszynę na twardym gruncie z daleka od źródeł drgań
•
Atmosfera
Temperatura otoczenia: 22
± 1°C (71.6 ± 1.8°F)
Wilgotność względna:
75% lub mniej
•
Dla pomiarów użyj dokładnego zestawu.
6-2-2
Wymagania dla zewnętrznego źródła zasilania
OSTROŻNIE
Użyj przewodów spełniających następujące wymagania (dla źródła 200 VAC).
Przewód pierwotnego zasilania 60 mm
2
(0.093 in
2
.) lub większy
Przewód uziemienia 38 mm
2
(0.059 in
2
.) lub większy
Użyj wyłącznika przemiennika prądu zmiennego jako odłącznika zasilania zakładu.
W innym przypadku, wyłącznik może być odcinany z powodu prądu upływu dużej
częstotliwości, właściwego dla przemienników prądu zmiennego
Gdy stosowany jest wyłącznik upływu uziemienia, musi mieć wartość samoczynnego
wyłączenia 200 mA.
Ponieważ maszyna posiada wyposażenie napędzane przez przemiennik, wyłącznik
upływu uziemienia o wielkości 30 mA nie może być używany, ponieważ mógłby źle
funkcjonować.
1.
Napięcie źródła zasilania
Napięcie:
200/220 VAC, 3 fazowe
Dopuszczalne fluktuacje napięcia:
±10% lub mniej
2.
Częstotliwość:
50/60 Hz
± 1 Hz
3.
Moc zasilania
Tabela 6-1 Lista mocy zasilania
Model
VARIAXIS
630-5X
Specyfikacja wrzeciona
12000 min
−1
(rpm)
Warunki pracy
(30-min/cont)
Całkowite zapotrzebowanie mocy [kVA]*
STD
63.1/52.8
Przewód
zasilania
pierwotnego
STD
60 mm
2
(0.093 in
2
)
(przewód odporny na wysoką
temperaturę)
STD
38 mm
2
(0.059 in
2
)
(przewód odporny na wysoką
temperaturę)
Przewód
uziemienia
W następujących
warunkach:
Temp otocz.:
30°C (86°F) lub mniej
Napięcie wejściowe: 200
VAC
przewody metalowe
Oporność uziemienia: 100
Ω lub mniej
* Opcje nie włączone.
6
INSTALACJA
6-4
6-2-3 Wymagania
dla
źródła powietrza
Ciśnienie
0.5 - 0.9 MPa (71.2 - 128.1 PSI)
Minimalny wydatek
Maszyna Specyfikacja
Standardowa
specyfikacja
Z nadmuchem powietrza (praca
ciągła)
VARIAXIS 630-5X
12000 min
−1
(rpm)
360 L/min (12.71 ft
3
/min) (ANR)
960 L/min (33.90 ft
3
/min) (ANR)
Temperatura kondensacji: -17
°C (1.4°F) lub mniej (ciśnienie atmosferyczne)
Note:
Użyj czystego źródła powietrza o niskiej zawartości wody i oleju.
Unikaj poboru powietrza prosto z kompresora, poprzez krótki przewód.
Schładzanie gorącego powietrza w kompresorze powoduje kondensację wilgoci lub
oleju i zatykanie zaworu lub rury, czego wynikiem jest nie tylko rdzewienie elementów
ale także zatarcie łożysk wrzeciona. Gdy trzeba korzystać z powietrza o wysokiej
zawartości wody lub powietrza gorącego, użyj dodatkowych urządzeń jak osuszacz
powietrza.
6-2-4
Pozycje do potwierdzenia przed transportem maszyny
1.
Gabaryty maszyny
Aby wprowadzić maszynę do twojej hali (specyfikacja standardowa) potrzebne są następujące
wymiary bramy.
1. Wysokość
Stan maszyny
Całkowita wyokość [mm (in.)]
Najwyższa część
1. Gdy oś Z jest w dolnym położeniu,
dla transportu
3239 (127.52)
Serwomotor osi Z
Note:
Jeśli dla transportu maszyny zdjęty jest kodownik osi Z, po montażu konieczne
ponowne ustawienie punktu zerowego tej osi.
2.
Szerokość
Stan maszyny
Całkowita szerokość [mm (in.)]
Dla transportu
2400 (94.49)
6-3 Instalacja
6-3-1 Ostrzeżenia dla instalacji
OSTROŻNIE
Ciężkie przedmioty musi przenosić dwóch lub więcej pracowników.
Używaj lin stalowych lub plecionych odpowiednich do podnoszonej masy.
Maszyna musi być podnoszona prawidłowo. Podnieś ją niewiele ponad podłogę i sprawdź,
że jest prawidłowo zrównoważona.
Kąt między ramionami liny musi być mniejszy niż 60 stopni.
UWAGA
Przed podniesieniem maszyny sprawdź, że każdy jej zespół jest zabezpieczony I nie ma
na niej narzędzi lub innych przedmiotów.
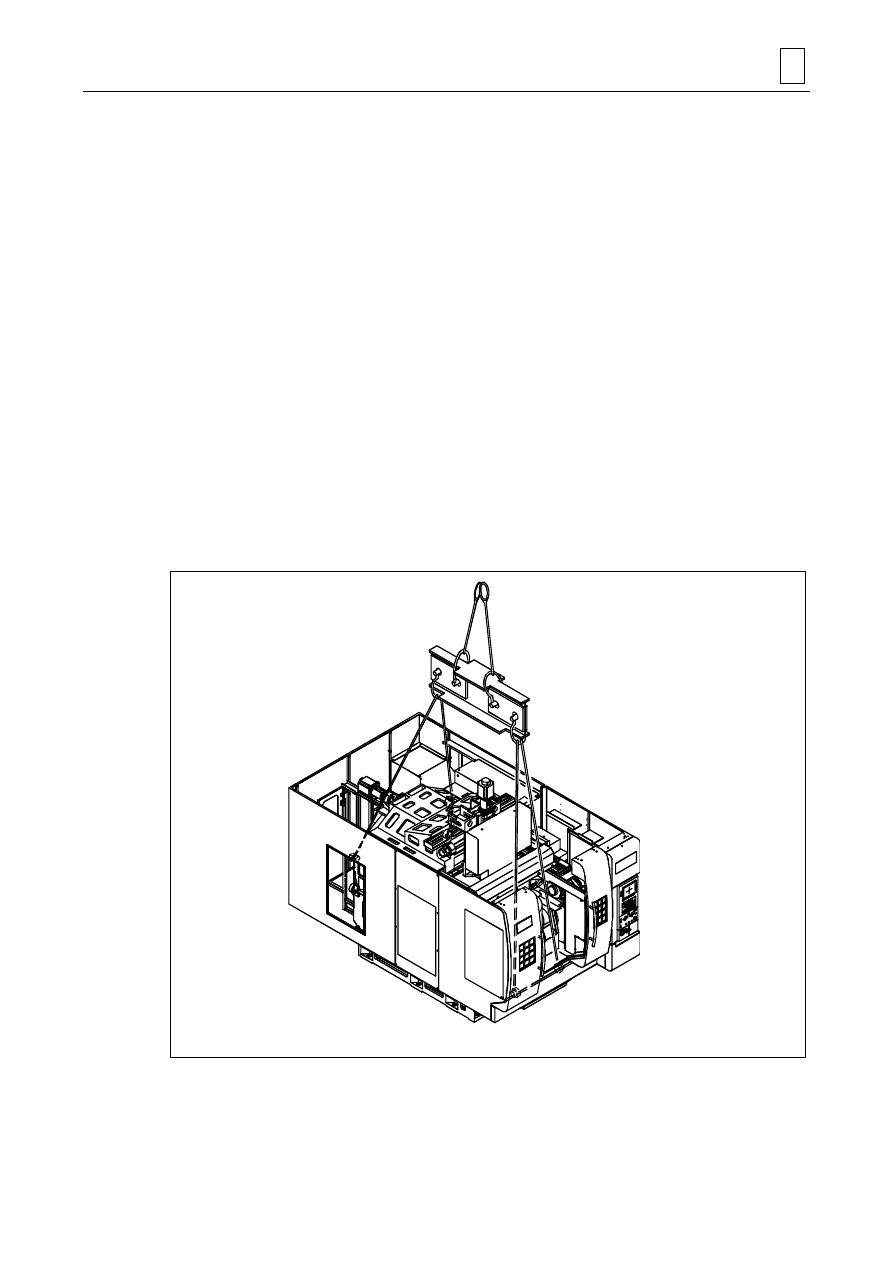
INSTALACJA
6
6-5
6-3-2 Podnoszenie
Podnoś maszynę w sposób jak pokazano na Rys. 6-1.
1. Zabezpiecz głowicę wrzeciona, stół, kolumnę i suport korzystając ze wsporników
wysyłkowych. (patrz Rys. 6-1.)
2. Miej
na
względzie, że nieprawidłowe podnoszenie może spowodować nierównowagę, co
jest szczególnie niebezpieczne.
3. Wymagana
wytrzymałość liny zależy od masy maszyny i kąta pracy liny. Z tego względu
należy skonsultować się z Yamazaki Mazak , w celu otrzymania informacji o wytrzymałości
liny.
4. Pomiędzy maszynę i liny stalowe podłóż drewniane bloczki, aby nie uszkodzić ją przez
bezpośredni styk z liną.
5. Przy podnoszeniu maszyny zwracaj uwagę, aby liny stalowe nie dotykały rur, wyposażenia
hydraulicznego, okablowania, wyposażenie sterującego i pokryw.
6. Upewnij
się, że gniazda drenażowe zbiornika oleju hydraulicznego, chłodziwa, oleju
smarnego są dobrze dokręcone i będą szczelne.
7. Przy transporcie maszyny na rolkach zwracaj uwagę aby maszyna nie była narażona na
uderzenia.
1.
Korpus maszyny
Rys. 6-1 Podnoszenie maszyny
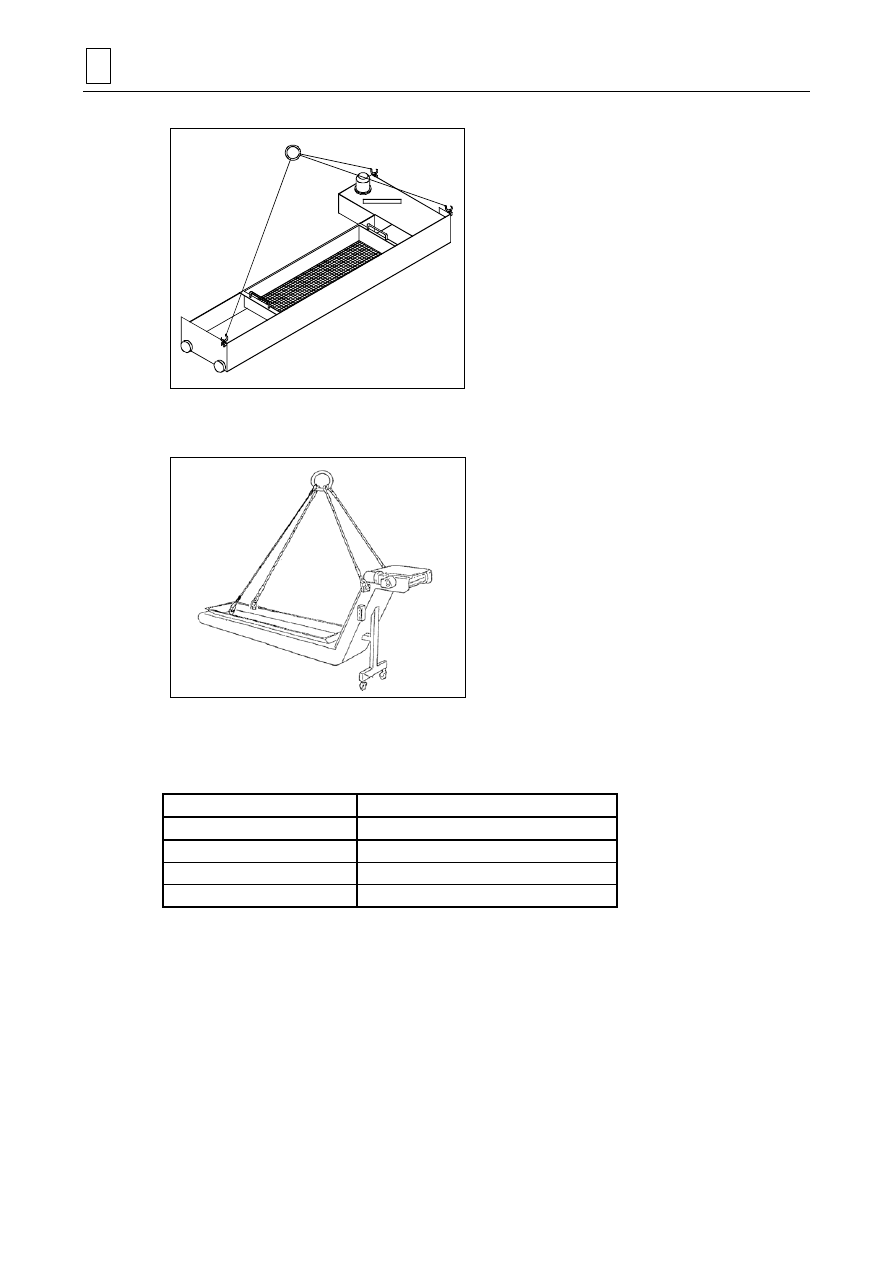
6
INSTALACJA
6-6
Zbiornik chłodziwa
Rys. 6-2 Podnoszenie zbiornika chłodziwa
2.
Transporter wiórów
Rys. 6-3 Podnoszenie tranportera wiórów
6-3-3 Masy
zespołów maszyny
kg (lbs)
VARIAXIS
630-5X
Korpus maszyny
17000 (37400) [2PC], 13500 (29700) [STD]
Zbiornik chłodziwa 270
(594)
Transporter wiórów (Consep)
400 (880)
Zespół chłodzenia wrzeciona
280 (616)
Note:
Należy stosować wartości wskazane na tabliczkach maszyny, jeśli różnią się od
wartości w podręczniku.
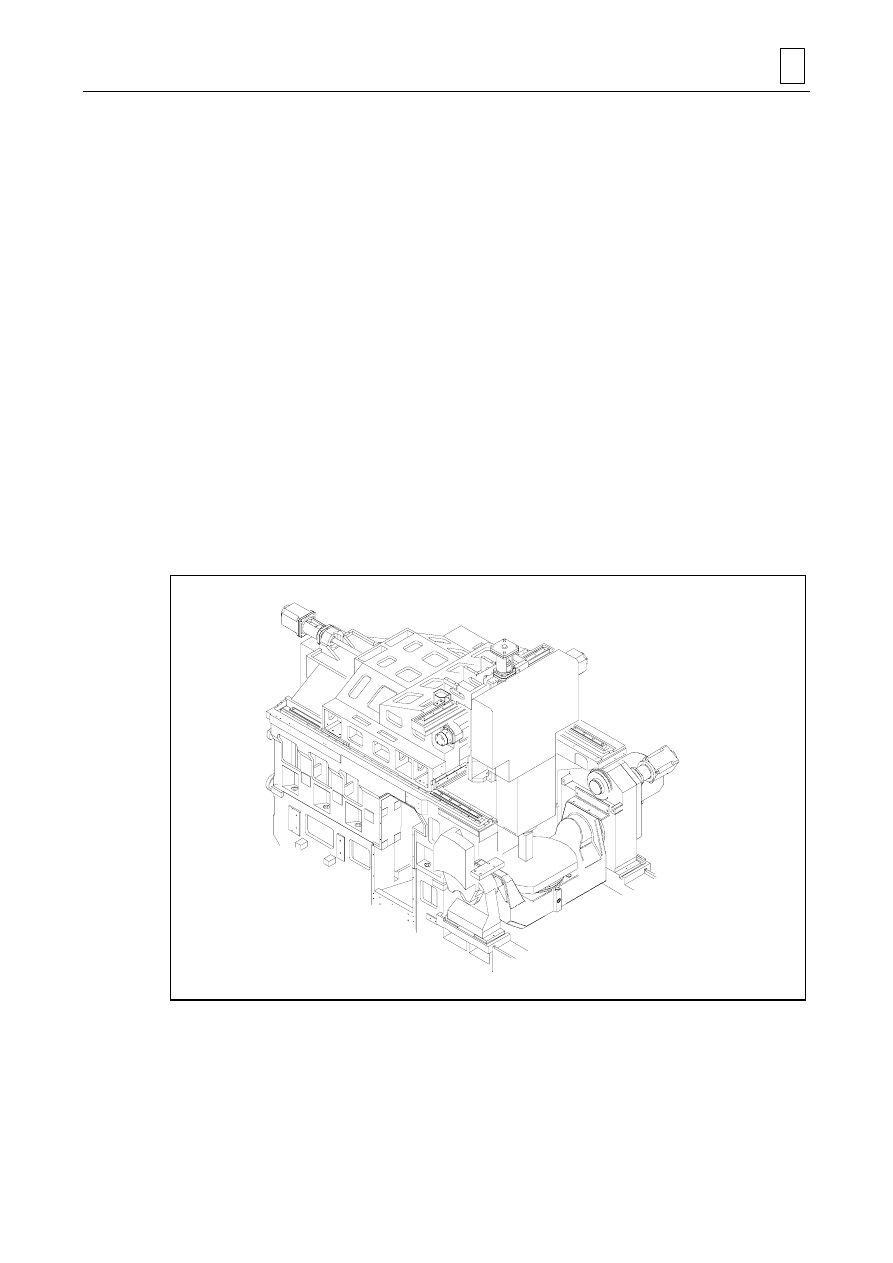
INSTALACJA
6
6-7
6-3-4 Rozpakowanie,
przegląd i czyszczenie
1.
Usuwanie wsporników transportowych
Maszyna jest wyposażona w zespoły przymocowane wspornikami transportowymi, aby nie
ruszały się w czasie transportu. Po zainstalowaniu maszyny usuń wszystkie wsporniki
transportowe. Przechowuj usunięte wsporniki i śruby w odpowiednim miejscu, aby można było
ich użyć podczas przenoszenia lub transportu w przyszłości.
2.
Czyszczenie
Sanie i inne części maszyny są pokryte olejem antykorozyjnym.
Ponieważ ziarenka piasku, kurz i inne ciała obce mają tendencję przyklejania się do tego oleju,
nie uruchamiaj maszyny przed jej wyczyszczeniem.
Olej antykorozyjny usuwaj szmatką nasączoną olejem do mycia.
Note:
Uważaj aby olej czyszczący nie dostał się na powierzchnie sań, po których
przechodzą wycieraczki.
6-3-5
Lokalizacja wsporników transportowych
Przed transportem maszyny, zabezpiecz ją uchwytami pokazanymi na rysunku niżej.
1.
Mocowanie uchwytów dla osi X-, Z- i A (głowica, suport i stół)
Rys. 6-4 Mocowanie uchwytów dla osi X-, Z- i A
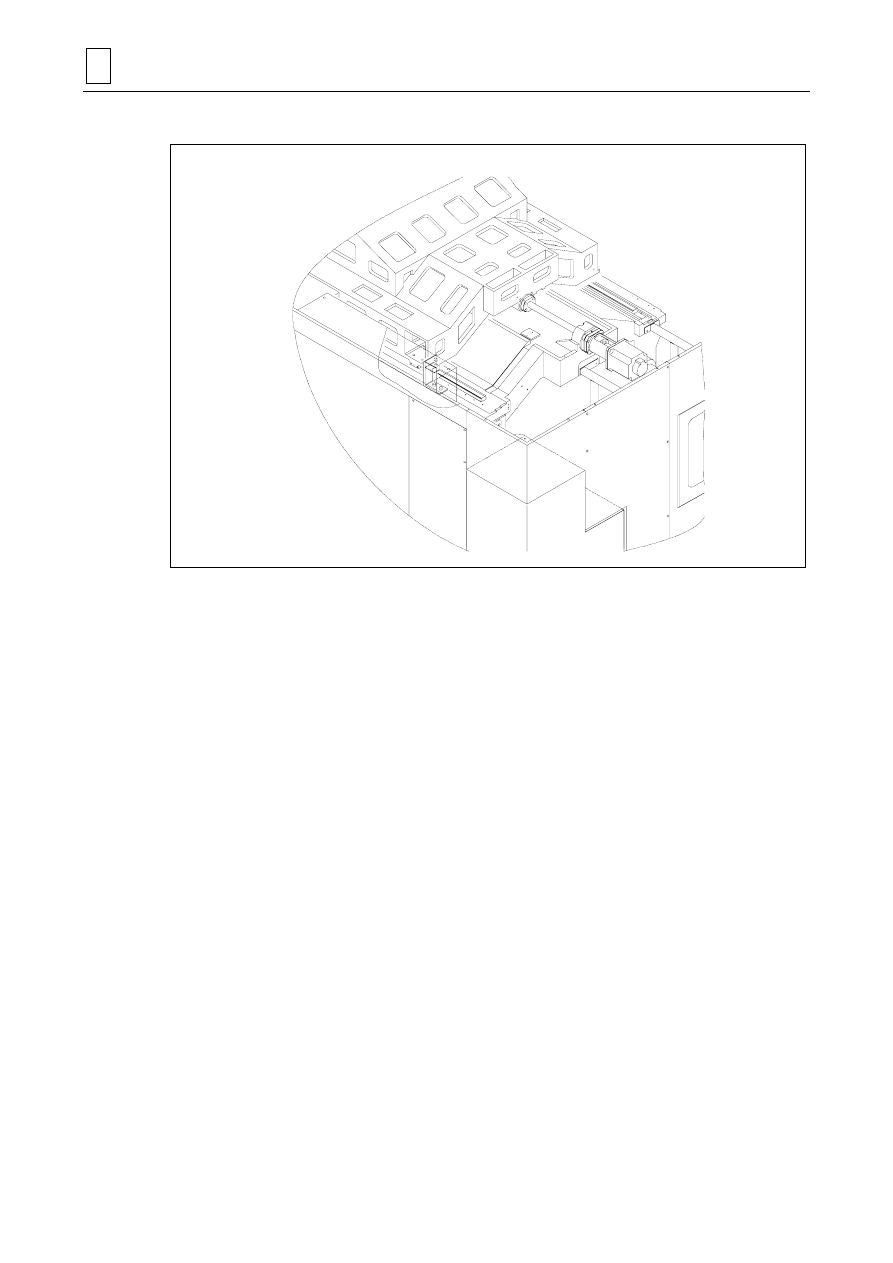
6
INSTALACJA
6-8
2.
Mocowanie zabezpieczenia dla osi Y (kolumna i podstawa)
Rys. 6-5 Mocowanie zabezpieczenia dla osi Y (kolumna i podstawa)
6-3-6 Procedura
instalacji
< Procedura >
(1)
Przetransportuj maszynę na miejsce instalacji.
(2)
Płytki dla wstępnego poziomowania połóż blisko otworów fundamentowych.
(3)
Przy podniesionej maszynie zainstaluj śruby fundamentowe, kołnierze, płyty podłogowe itd.
w otwory śrub poziomujących.
(4)
Zainstaluj śruby ustalające dostarczone na kołnierzach, w ten sposób aby płyty podlogowe
nie opadły.
(5)
Obniżaj maszynę upewniając się, że śruby fundamentowe wchodzą w otwory
fundamentowe, wykonane wg schematu fundamentowania. L
(6)
Do otworów fundamentowych wlej drugą porcję betonu.
Dodaj odczynnika zwiększającego objętość betonu, aby w trakcie schnięcia nie kurczył się.
(7)
Wykonaj główne poziomowanie gdy druga porcja betonu całkowicie utwardzi się.
(8)
Po zakończeniu poziomowania dokręć nakrętki sześciokątne śrub podnośnikowych I
nakrętki sześciokątne śrub fundamentowych.
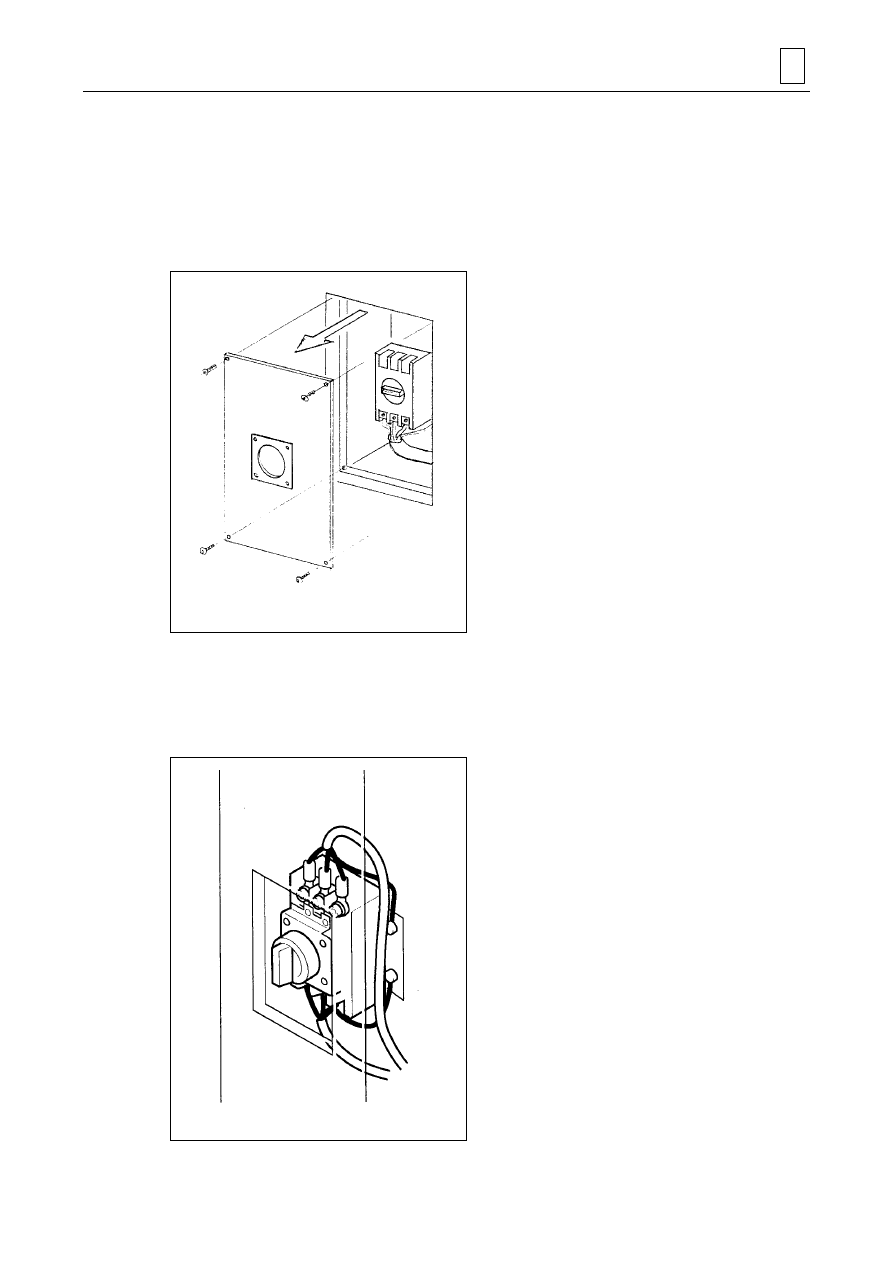
INSTALACJA
6
6-9
6-4 Przyłączenie zasilania i źródła powietrza
6-4-1 Przyłączenie zasilania
< Procedura >
(1)
Odkręć śruby mocujące główne zasilanie, odłącz osłonę, przestaw włącznik w pozycję
“OPEN RESET” i zdejmij osłonę.
MC111-01157
Rys. 6-6 Przyłączenie kabla zasilającego (1/2)
(2)
Przez otwór z tyłu elektrycznej szafy sterowania, wprowadź kabel zasilania do głównej
skrzynki.
(3)
Przyłącz przewody do końcówek R, S i T I terminalu uziemienia N.F.B. (odłącznik bez
bezpiecznika).
MC111-01337
Rys. 6-7 Przyłączenia kabla zasilającego (2/2)
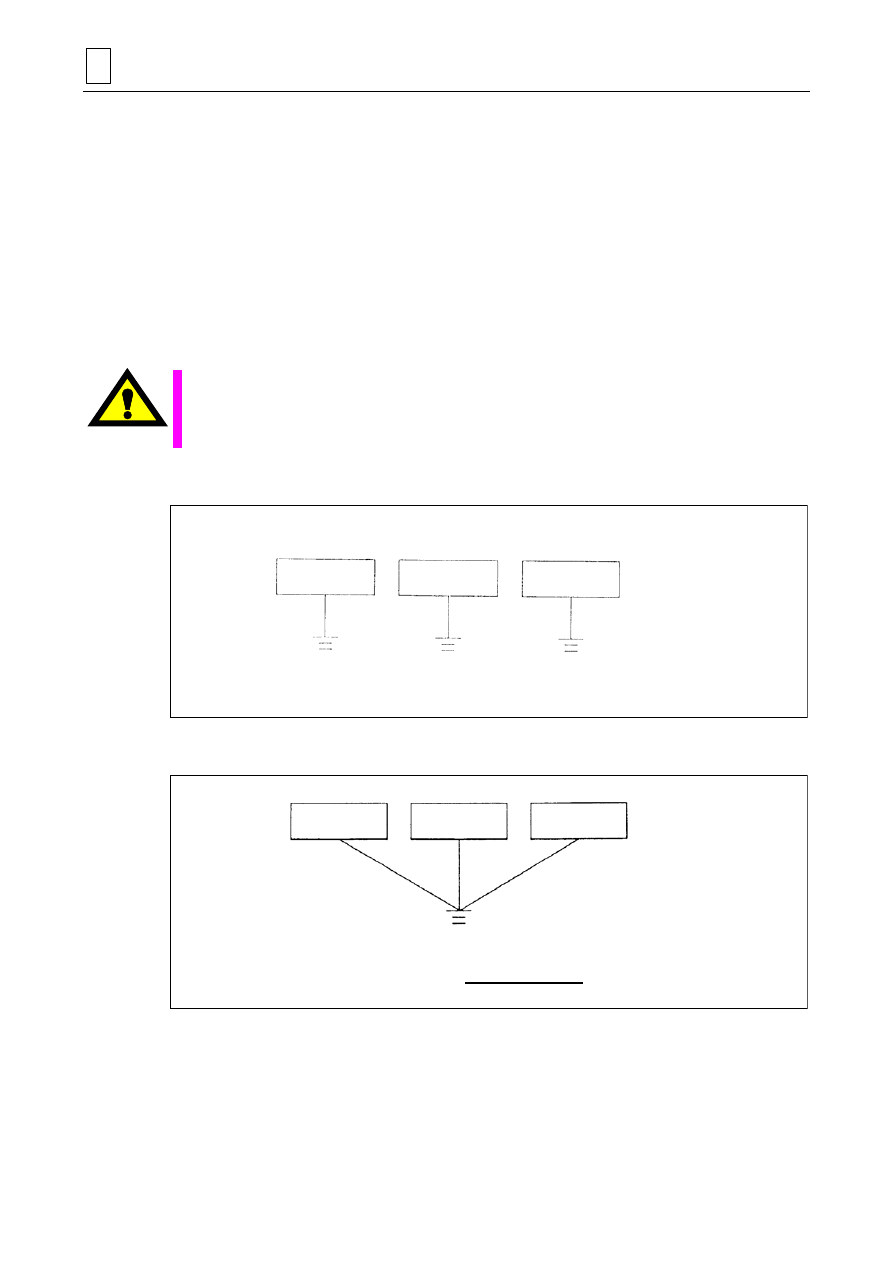
6
INSTALACJA
6-10
6-4-2 Uziemienie
1. Wszystkie
urządzenia elektryczne muszą być uziemione, w celu ochrony personelu I
maszyn od porażeń elektrycznych. Uziemienie musi być wykonane po zakończeniu
instalacji maszyny, w zgodzie z normami dla sprzętu elektrycznego.
2. Idealnie, punkt uziemiający powinien być możliwie blisko maszyny.
Wymagania dla uziemiania Klasa 3
Oporność uziemienia:
100
Ω max.
Przewód
zasilający: Przekrój
min
połowa przewodu wtórnego (14 mm
2
(0.022 in.
2
) lub
więcej).
Instrument pomiarowy: 500 V megger
OSTROŻNIE
Uziemianie powinien wykonywać technik elektryk z uprawnieniami. Inaczej istnieje
zagrożenie poważnymi obrażeniami, śmiercią uszkodzeniem maszyny.
3. Maszyna musi być uziemiona w jeden z poniższych sposobów.
A. Uziemienie
niezależne
Oporność uziemienia w każdym punkcie: nie większa niż 100
Ω
Maszyna
Rys. 6-8 Uziemienie niezależne
B. Uziemienie
wspólne
Przewód uziemiający każdej maszyny powinien być
przyłączony bzepośrednio do końcówki uziemienia.
Oporność uziemienia =
100
Liczba maszyn
Maszyna
Rys. 6-9 Uziemienie wspólne
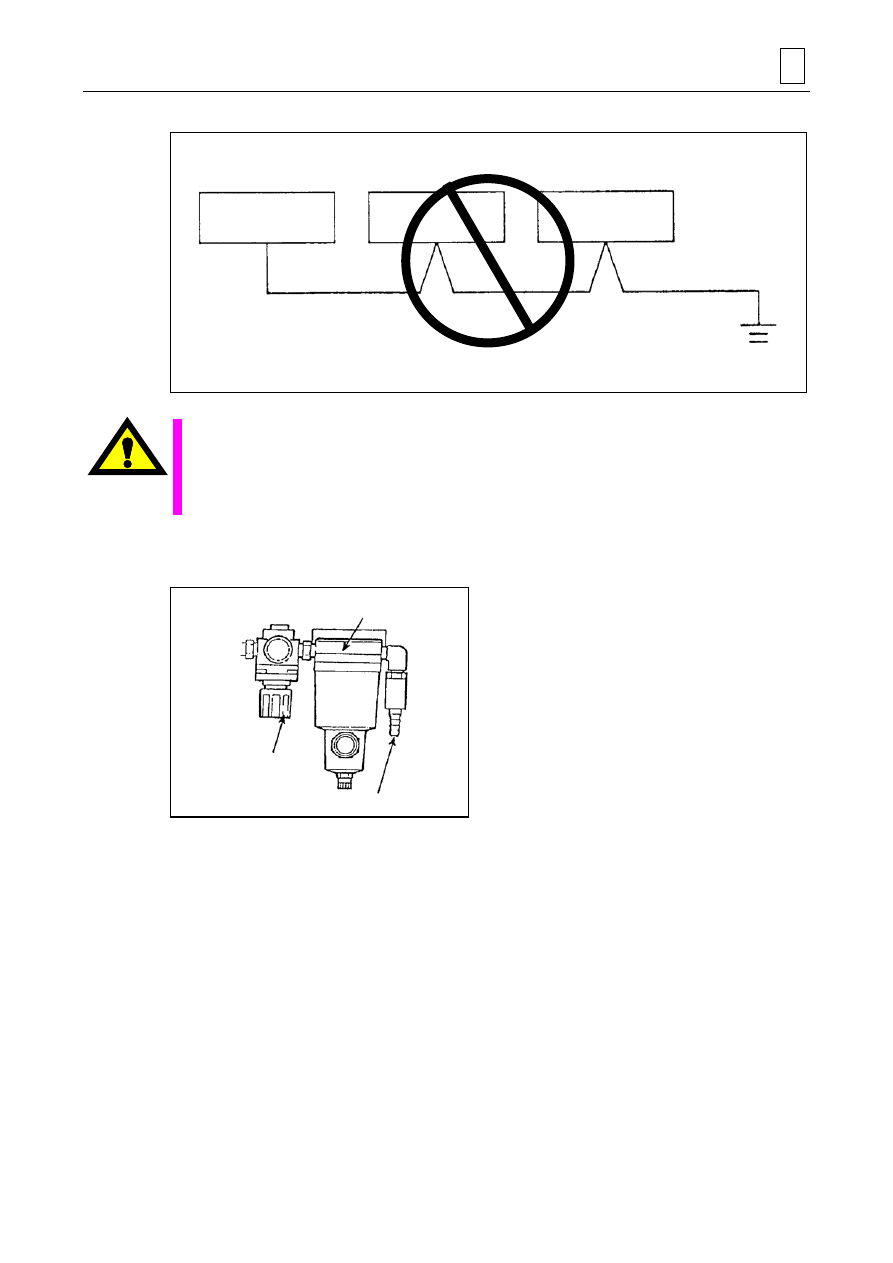
INSTALACJA
6
6-11
4. Nigdy nie uziemiaj maszynę jak pokazano niżej.
Rys. 6-10 Zabroniona metoda uziemiania
OSTROŻNIE
Do pojedynczego terminalu może być przyłączony tylko jeden przewód.
Jeśli przewody uziemiające są przyłączone w sposób jak na rysunku wyżej, błędne
przyłączenie na jednym z terminali może spowodować wsteczny przepływ prądu do
maszyny i w wyniku poważny wypadek.
6-4-3 Przyłączanie źródła powietrza
Przyłącz wąż powietrza do gniazda zespołu FRL (zespół powietrza).
Zawór redukcyjny
Zewn źródło powietrza
Separator mgły
Rys. 6-11 Zespół FRL
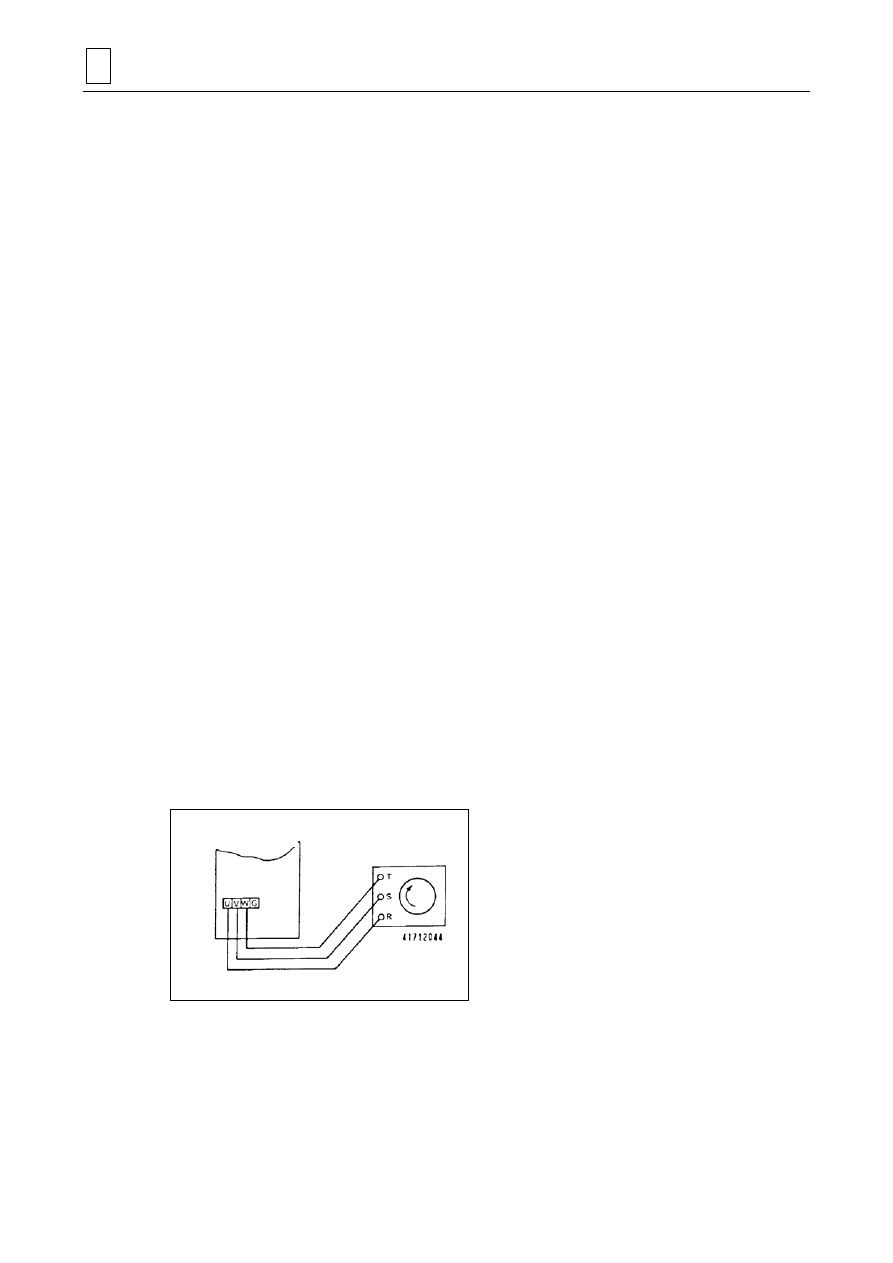
6
INSTALACJA
6-12
6-5 Praca
próbna
6-5-1
Sprawdzenie maszyny przed pracą próbną
1. Upewnij
się, że wszystkie wsporniki do podnoszenia i transportowe są usunięte.
Praca maszyny z tymi wspornikami spowoduje jej uszkodzenie.
2. Upewnij
się, że nie ma brakujących części i akcesoriów.
3. Upewnij
się, że zbiornik zespołu centralnego smarowania jest napełniony wymaganym
olejem, do podanego poziomu.
4. Upewnij
się, że zbiornik zespołu hydraulicznego jest napełniony wymaganym olejem do
podanego poziomu.
5. Upewnij
się, że zbiornik zespołu chłodzenia wrzeciona jest napełniony wymaganym olejem
do podanego poziomu.
6. Upewnij
się, że węże I przewody układów hydraulicznego, pneumatycznego I chłodziwa są
prawidłowo przyłączone.
7. Upewnij
się, że zbiornik chłodziwa jest prawidłowo umiejscowiony.
Upewnij się, że otwór wlotowy zbiornika chłodziwa jest prawidłowo umieszczony pod
wylotem wiórów.
8. Upewnij
się, że przyłącze źródła powietrza jest prawidłowe.
6-5-2 Przegląd elektryczny przed włączeniem zasilania
1.
Sprawdź kolejność faz na zasilaniu
Jeśli zostanie włączone zasilanie NC, gdy kolejność faz zasilania jest nieprawidłowa, wystąpią
takie kłopoty jak brak kontroli maszyny i wyskoczenie bezpieczników. Z tego względu, w
żadnym wypadku nie włączaj NC gdy kolejność faz nie jest potwierdzona jako prawidłowa.
A.
Sprawdzenie kolejności faz testerem
Przyłącz tester do transformatora jak pokazano na rysunku niżej (U R, V S, W T).
Tester musi wykazać obrót zgodny z kierunkiem zegara.
Transformator
Tester faz
Rys. 6-12 Sprawdzenie kolejności faz
INSTALACJA
6
6-13
2.
Odbiór mocy
Jeśli kolejność faz jest prawidłowa, wyłącznik główny zasilania może być włączony.
Dla maszyny używającej silnika napędowego wrzeciona:
Włącz główny wyłącznik zasilania i sprawdź wskazania lampek LED na przednim panelu
sterownika wrzeciona. Upewnij się, że lampki LED nie pokazują alarmu.
Prawidłowo
Alarm
Jeśli wyświetlana jest jedna z poniższych liter wystąpił alarm.
1, 2, 3, 4, 5, 6, and E
Rys. 6-13 Wkazywanie usterek przez diody
6-5-3 Sprawdzenie
ustawień parametrów
Sprawdź aktualne ustawienia parametrów opierając się na tabeli parametrów w elektrycznej
szafie sterowania.
6-5-4
Sprawdzenie maszyny w pracy ręcznej
Operuj maszyną ręcznie aby upewnić się, że następujące operacje są wykonywane prawidłowo.
•
Obrót wrzeciona
•
Ruch osi (X-, Y-, Z-)
•
Cykl ATC
•
Powrót do punktu zerowego
6-5-5 Docieranie
Pracując po raz pierwszy po instalacji, zwracaj szczególną uwagę aby maszyna pracowałą bez
stanów nienormalnych.
Praca docierania powinna być wykonywana przez około 8 godzin. Podczas docierania nie
stosuj dużych obciążeń.
Maszyna jest wysyłana z zapisanym programem docierania (PNo. 1000, lub PNo. 1100 dla
2PC). Użyj tego programu.

6
INSTALACJA
6-14
- MEMO -
E
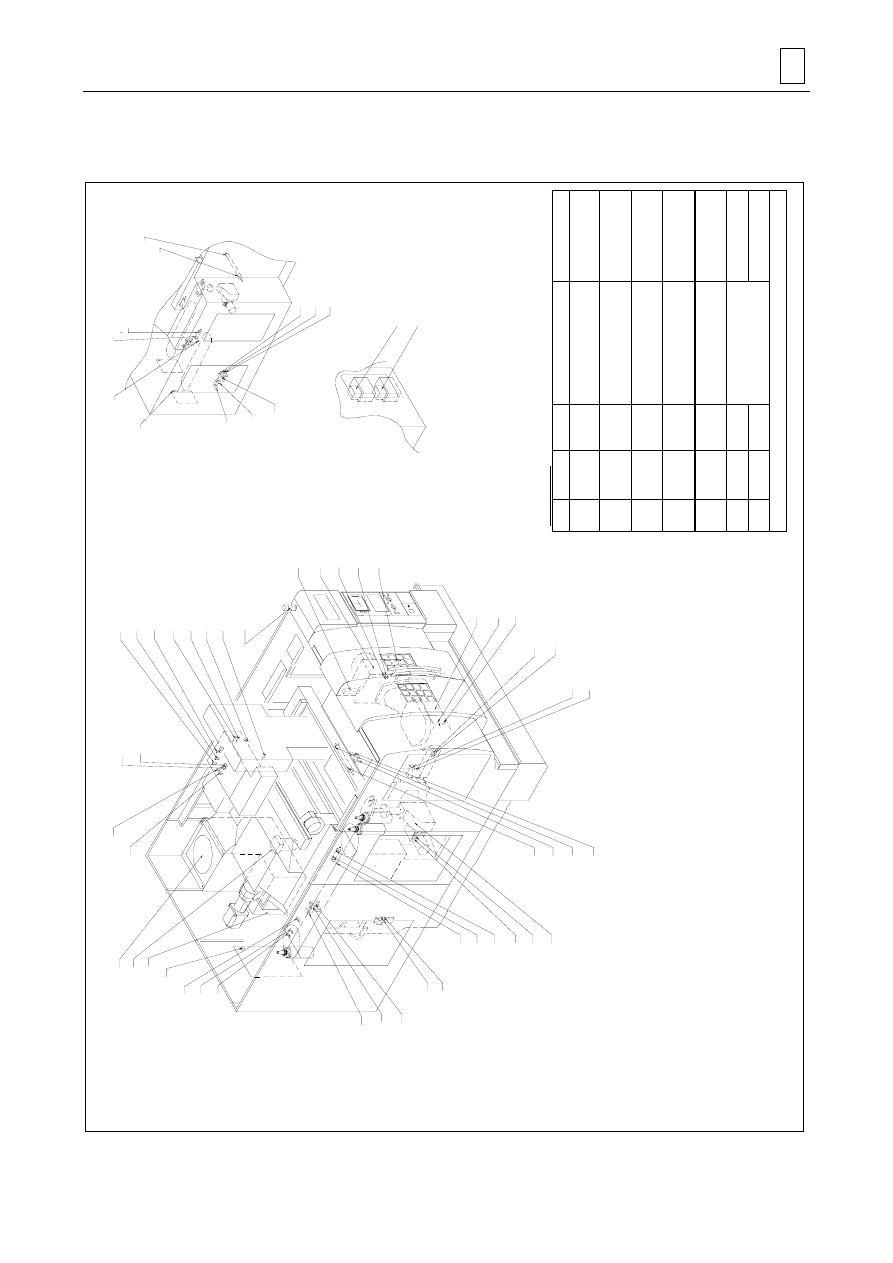
ZAŁĄCZNIK
7
7-1
7 ZAŁĄCZNIK
7-1 Lista czujników, włączników i punktów smarowania
Uwa
g
i
M
a
ru
j ok
az
yj
nie
Cz
yść
fi
ltr
c
o
r
o
k.
M
a
ru
j ok
az
yj
nie
Cz
yść
fi
ltr
c
o
r
o
k.
Wy
m
ie
n
ia
j c
o
2
la
ta
.
Cz
yść
w
te
d
y
fil
tr.
W
ym
ieni
a
j ol
ej
co
6
mi
es
ię
cy
.
Cz
yść
w
te
d
y
fil
tr.
W
ym
ieni
a
j ol
ej
co
6
mi
es
ię
cy
.
W
ym
ieni
a
j ol
ej c
o
r
o
k.
W
ym
ieni
a
j ol
ej
co
6
mi
es
ię
cy
.
Z
a
le
ca
ny
o
lej
DT
E
2
4
(M
O
B
IL
)
U
N
I PO
W
E
R
3
2
(ESSO
)
T
E
L
L
U
S
O
IL
32
(S
H
E
L
L
)
F
EBI
S K
6
8
(ESSO
)
V
A
CT
RA
NO
. 2
(M
O
B
IL
)
T
O
NNA
O
IL
T6
8
(S
HE
L
L
)
C
O
SM
O
M
IG
H
TY
SU
PE
R
2
(C
O
SM
O
)
SPI
N
O
X 5
2 (N
ISSEKI
)
TE
TR
A
O
IL
2S
P
(
S
H
E
LL
)
V
E
L
CI
T
E
O
IL
NO
. 3
(
M
O
B
IL
)
DT
E
2
4
(M
O
B
IL
)
U
N
I PO
W
E
R
3
2
(ESSO
)
T
E
L
L
U
S
O
IL
32
(S
H
E
L
L
)
F
EBI
S K
6
8
(ESSO
)
M
U
L
P
U
S
6
8
(N
ISSEKI
)
DA
P
HNE
S
U
PE
R
M
U
LT
I 6
8 (
ID
E
M
IT
S
U)
V
A
CT
RA
NO
. 2
(M
O
B
IL
)
M
O
BI
L
E
SH
C
6
2
9
(
M
O
B
IL
)
Ilo
ść
3 L
(0
.7
9
g
a
l)
3 L
(0
.7
9
g
a
l)
38 L
(10.
04 gal)
27 L
(7
.1
3
g
a
l)
2.
5 L
(0
.6
6
g
a
l)
39 L
(10.
3 g
a
l)
6 L
(1
.5
9
g
a
l)
M
iej
sc
e
sm
a
ro
w
W
rze
ci
on
o
S
a
ni
e (
X
, Y
,
Z)
ś
ruba
po
ci
ągow
a
Ze
sp
ch
łod
z
w
rze
ci
on
a
Ze
sp
h
ydr
au
lic
zn
y
Sk
rz
yn
ka
kr
zy
w
ek
ra
m
ie
ni
a
AT
C
Sk
rz
yn
ka
prz
ek
ł.o
si
A
-
S
kr
zyn
ka
pr
ze
kł
os
i C
Tabel
a s
m
ar
ow
ani
a
O
kr
ey w
ymi
an
y o
le
ju
p
rzy z
ał
oż
eni
u 8 go
dz
innej
pr
ac
y.
No
.
(1
)
(2
)
(3
)
(4
)
(5
)
(6
)
(7
)
N
ie
p
rz
es
tr
zeg
an
ie
ok
re
só
w
w
ym
ian
y
o
le
ju m
o
że s
p
ow
od
ow
ać
u
st
e
rk
i m
a
sz
yn
y.
Ś
WI
A
T
Ł
O OB
R
(OP
.)
(C
YC
L
E
ST
AR
T,
C
Y
C
L
E
F
IN
IS
H
, A
L
A
R
M)
H
L12,
10, 1
1
OT
W
D
R
Z
W
I A
T
C
Y
V
22
Z
A
M
K
N DRZ
W
I
A
T
C
Y
V
23
P
O
W
R
Z
E
RA
O
S
I A
S
Q
48
WYSU
N
SU
W
A
K
A
S
Q
25
WC
IA
G
N
U
W
AK
A
S
Q
26
Z
W
OL
N
OS
I A
SQ
4
5
(6
)
Z
ESP
ST
O
Ł
U (
S
T
R
O
S
I A
)
(2
)
Z
E
S
P
S
M
AR
PR
O
W
SL
4,
SP4
(1
)
Z
ES SM
AR
G
Ł
OW
IC
Y
SL
3
, SP3
P
O
W
R
Z
E
RO
O
S
I C
S
Q
49
Z
W
OL
N
OS
I C
S
Q
46
(7
)
Z
ES ST
O
Ł
U (
S
T
R
O
S
I C)
Z
A
CIS
K
NA
RZ
SQ
11
Z
W
O
L
N NA
RZ
SQ
10
C
ISN
PO
W S
M
AR
G
Ł
OW
SP5
PO
WR
Ó
T ZE
R
A
O
S
I Y
SQ
4
W
O
RK
A
IR
B
LA
S
T
(OP
.) Y
V
11
SPI
N
D
L
E
AI
R
BL
AS
T
Y
V
4
PO
W SM
AR
G
Ł
O
W
YV5
CH
Ł
OD
Z
IW
O
Z
A
L
E
W YV2
CH
Ł
OD
ZI
W
O
P
R
Z
E
L (OP
.)
YV
3
Z
W
O
L
N NA
RZ
YV
10
PO
W
R
Z
E
RO
O
S
I Z
SQ
5
PO
W
R
Z
E
R
O
O
S
I X
SQ
3
O
BSZ
AR
C
Z
U
JN
IKA
AT
C
SQ
2
7
UM
O
Ż
LIW
IE
N
IA
Z
W
O
L
N
.
N
A
R
Z
S
Q
24
(3
)
Z
ES.
C
H
Ł
O
D
Z W
R
ZE
C
IO
N
A
WC
IA
G
N
U
W
AK
A
Y
V
26
W
Y
S
UN S
U
W
A
K
A
Y
V
25
(4)
Z
ESP H
Y
D
R
AU
L
IKI
DE
T
E
K
T
N
A
RZ
M
A
G
A
Z
S
Q
30
BL
O
KAD
A
D
R
Z
WI
M
A
G
A
Z
Y
N
K
A
S
Q
31
A
T
C HO
M
E
P
O
S
S
Q
20
A
T
C HO
M
E
D
E
C
S
Q
21
(5
)
Z
ESP
A
T
C
Z
A
M
K
N DRZ
W
I A
T
C
S
Q
23
OT
W
D
R
Z
W
I A
T
C
S
Q
22
PO
M
D
Ł
UG
NA
RZ
(OP
.) S
Q
4
3
O
P
US
ZC
Z P
O
M
D
Ł
NA
R
Z
(OP
.)
S
Q
4
2
Z
ASI
L PO
W
W
Y
S
UN R
A
MIE
PO
M
IAR
(
O
P
.)
Y
V
40
HA
M
U
LE
C O
S
I A
Y
V
55
HA
M
U
LE
C O
S
I C
Y
V
56
D
R
ZW
I M
A
S
Z
ZA
M
K
N
SQ
9
C
Z
UJ
N O
B
Z
O
S
I A
S
Q
7
2
W
Y
S
UN RA
M
P
O
M
IA
R
(
O
P
.)
S
Q
40
W
C
IA
G
R
A
M PO
M (
O
P
)
S
Q
41
ZE
W
D
E
TE
K
T
O
R
NA
RZ
M
A
G
A
Z
S
Q
80
BL
O
K
Z
E
WN
DRZ
W
I M
A
G
A
Z
S
Q
13
1
ZE
W
N
S
U
W
A
K
W
YSU
N
YV7
5
ZE
W
N
S
U
W
A
K
WCIA
G
N
Y
V
76
A
T
C NA
Z
E
W
N
YV9
1
W
C
IA
G
N
SUW
A
K
A
Z
E
W
N
Y
V
26
WYSU
N
SU
W
A
K
A
Z
E
WN
XT
EN
D
YV2
5
A
T
C INS
IDE
SQ
9
0
AT
C
N
A
Z
E
W
N
S
Q
9
1
HA
MUL
E
C O
S
I
A
YV5
5
HA
MUL
E
C O
S
I C
YV5
6
A
T
C
WEWN
YV9
2
[8
0
T
OOL
S
]
Rys. 7-1 Lokalizacja zespołów
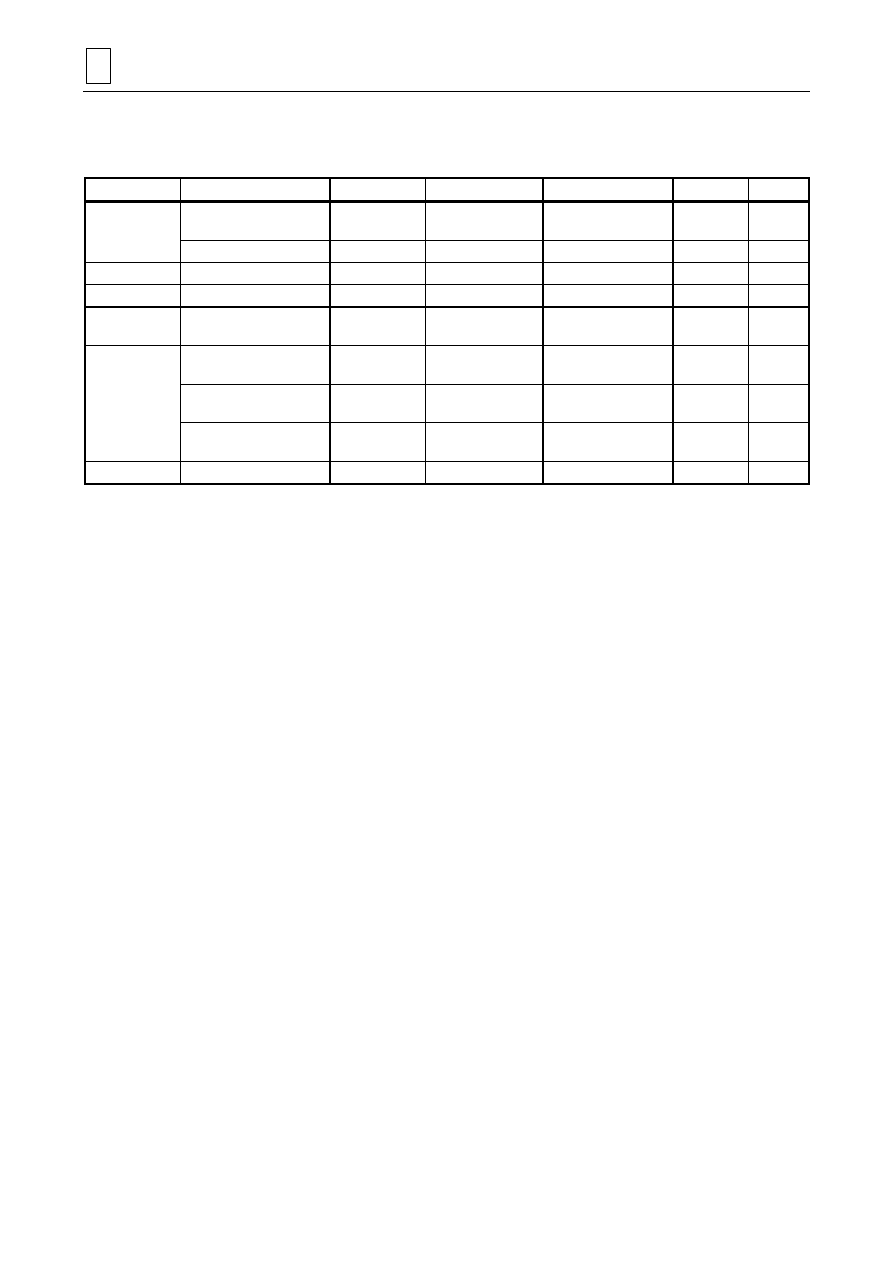
7
ZAŁĄCZNIK
7-2
7-2 Lista
części zużywających się
Żywotność części zużywających się jest zależna od warunków ich pracy.
Miejsce
Nazwa części
Part No.
Typ
Producent
Wymiana co
Refer to
Hydraulic unit
Pressure gauge
G49DD00722F ADGT-PT-1/4-Φ39
X100KX10 MPa
Yodogawa 5
alt
Strainer G30FH002290
DHA-06-150
Tsukasa
3
lata
Air (FRL) unit
Element ass’y
G48SV00130A
AM-EL350
SMC
2 lata
Coolant tank
Plate filter
35293741870
-
Yamazaki Mazak
3 lata
Spindle cooling
fluid tank
Suction filter
G30TP002130
SFG-06-100W
Taisei Industry
3 lata
Slideway cover X-axis slideway cover (R)
25505125160
-
Nippon Jyabara
Kogyo
Wg potrzeb
X-axis slideway cover (L)
25505125150
-
Nippon Jyabara
Kogyo
Wg potrzeb
Y-axis slideway cover
Z33ZZ003800
-
Nippon Jyabara
Kogyo
Wg potrzeb
Machine light
Light (20 W)
R61MB000430
LR005105
Matsushita
1 rok
E
Wyszukiwarka
Podobne podstrony:
instrukcja serwisowa termet gco 23 07 17 29 08
instrukcja serwisowa minimax plus
Instrukcja serwisowa skrzyń biegów PG1 i PG2
instrukcja serwis a3000d (2)
kosiarka Brigs and Straton instrukcja serwisowa PL
36 Instrukcja serwisowa FM448
Instrukcja serwisowa pralek Candy (IT)
Opis i kolory przewodów do sąd lambda, AUTO - Instrukcje serwisowe itd
Instrukcja obsługi AL-700, Instrukcje serwisowe Service manual
Instrukcja serwisowa do układów paska wielorowkowego TDI
Filtr cząstek stałych Fap demontaz fapa instrukcja serwis
CZ 350 typ 472 5 Instrukcja serwisowa PL
31 Instrukcja serwisowa FM443
Instrukcja serwisowa pralek Candy
Instrukcja serwisowa
Instrukcja serwisowa mikser kielichowy
instrukcja serwisowa termet gco 23 07 17 29 08
instrukcja serwisowa minimax plus
Instrukcja serwisowa skrzyń biegów PG1 i PG2
więcej podobnych podstron