9. Podstawy metodologii projektowania materiałowego
1320
produktów i ich elementów
wykorzystanie
opinii klienta
lub ocena
procesu
przez klienta
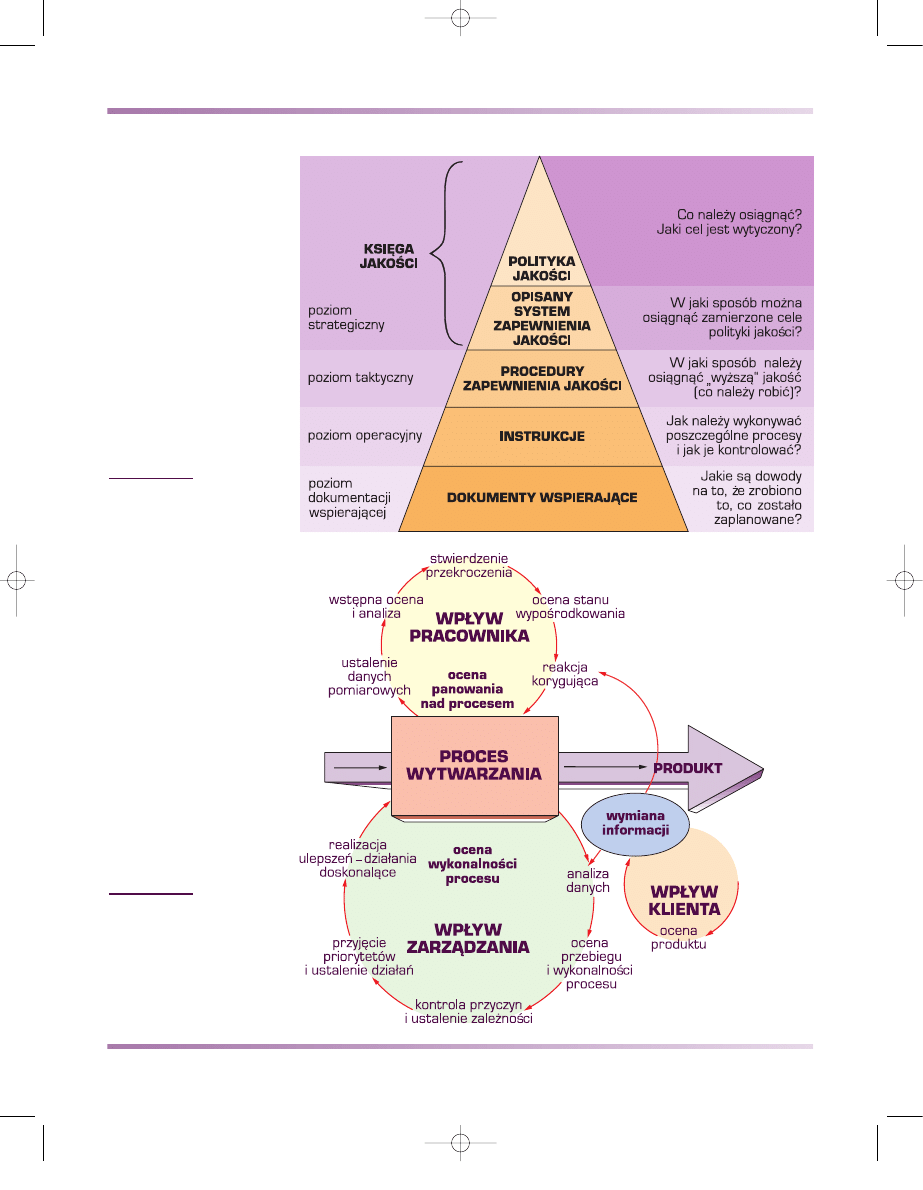
Rysunek 9.14
Schemat wpływu
zarządzania, pracownika
i klienta na zapewnienie
jakości procesów
wytwarzania
(opracowano według
P. Rochacia i K. Czubka)
Rysunek 9.13
Hierarchiczny model
dokumentacji systemu
zapewnienia jakości
9 roz 9-11-02 13:40 Page 1320
METODY STOSOWANE W PRAKTYCE INŻYNIERII JAKOŚCI
W praktyce inżynierii jakości stosowane są metody i techniki, które można po-
dzielić na:
organizatorskie i innowacyjno–wdrożeniowe,
statystyczne.
Do pierwszej grupy zaliczane są metody „7 narzędzi“, w tym:
histogramy,
karty kontrolne,
arkusz kontrolny,
wykres dwóch zmiennych,
wykresy kołowe, słupkowe, liniowe,
wykres Ishikawy,
analiza nierównomierności rozkładów (Pareto–Lorenza).
Metody statystyczne i eksperckie obejmują:
analizę rodzaju i skutków wad – FMEA (failure mode and effect analysis),
rozkład funkcji jakości – QFD (quality function deployment),
statystyczną kontrolę procesu – SPC (statistical process control),
statystyczną kontrolę jakości – SQC (statistical quality control).
9.1. Rola projektowania materiałowego w projektowaniu
1321
inżynierskim produktów i procesów ich wytwarzania
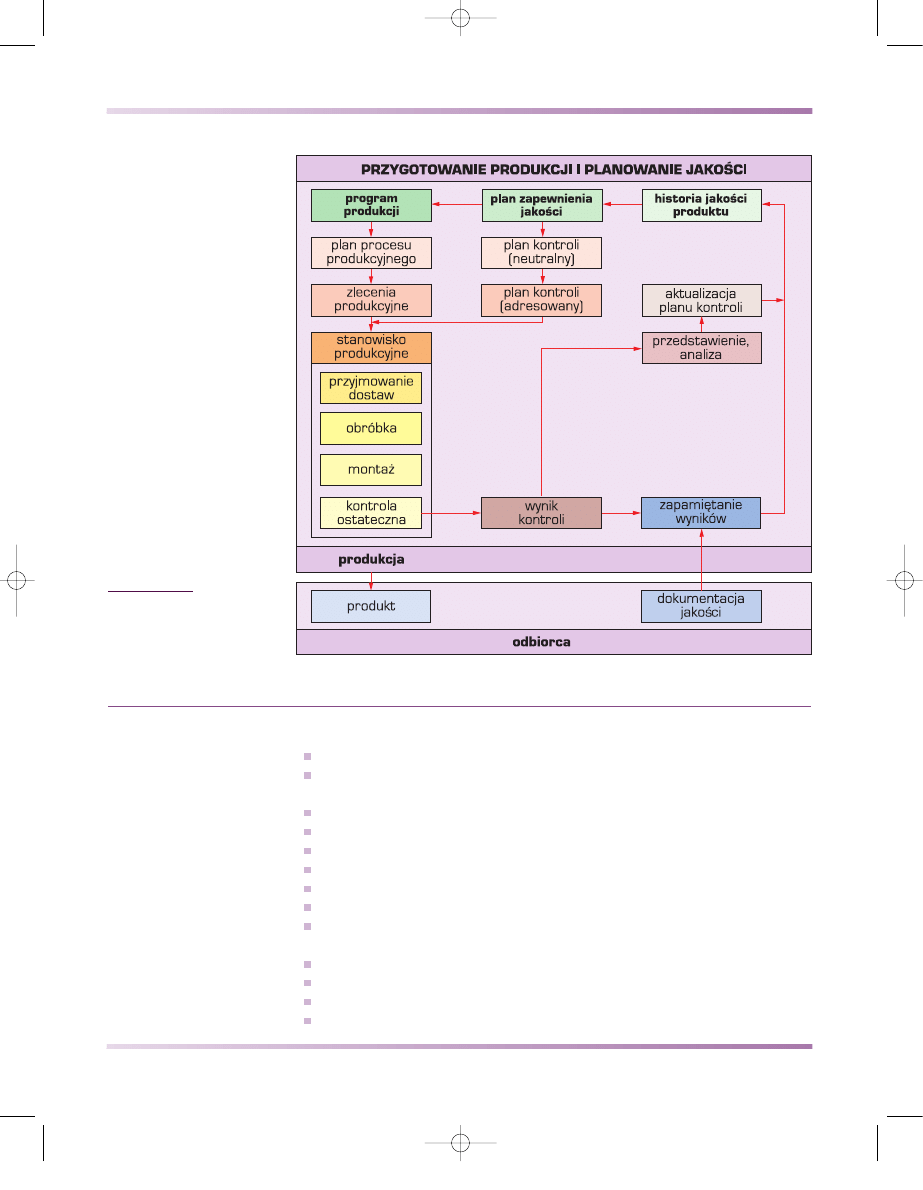
Rysunek 9.15
Schemat wymagań
dotyczących jakości
w procesie wytwarzania
9 roz 9-11-02 13:40 Page 1321
Analiza rodzajów i skutków wad oraz ich przyczyn (FMEA) jest stosowana co-
raz częściej jako metoda analityczna dotycząca zarówno projektowania, jak i wy-
twarzania produktu, której celem jest uniknięcie występujących lub potencjalnych
wad produktów. Jest ona szczególnie polecana przy opracowywaniu i produkcji no-
wego produktu, ponieważ umożliwia rozpoznanie potencjalnych wad z wyprzedze-
niem, umożliwiającym ich eliminację w wyniku zastosowania środków zapobiegaw-
czych jeszcze przed rozpoczęciem produkcji np. nowego produktu.
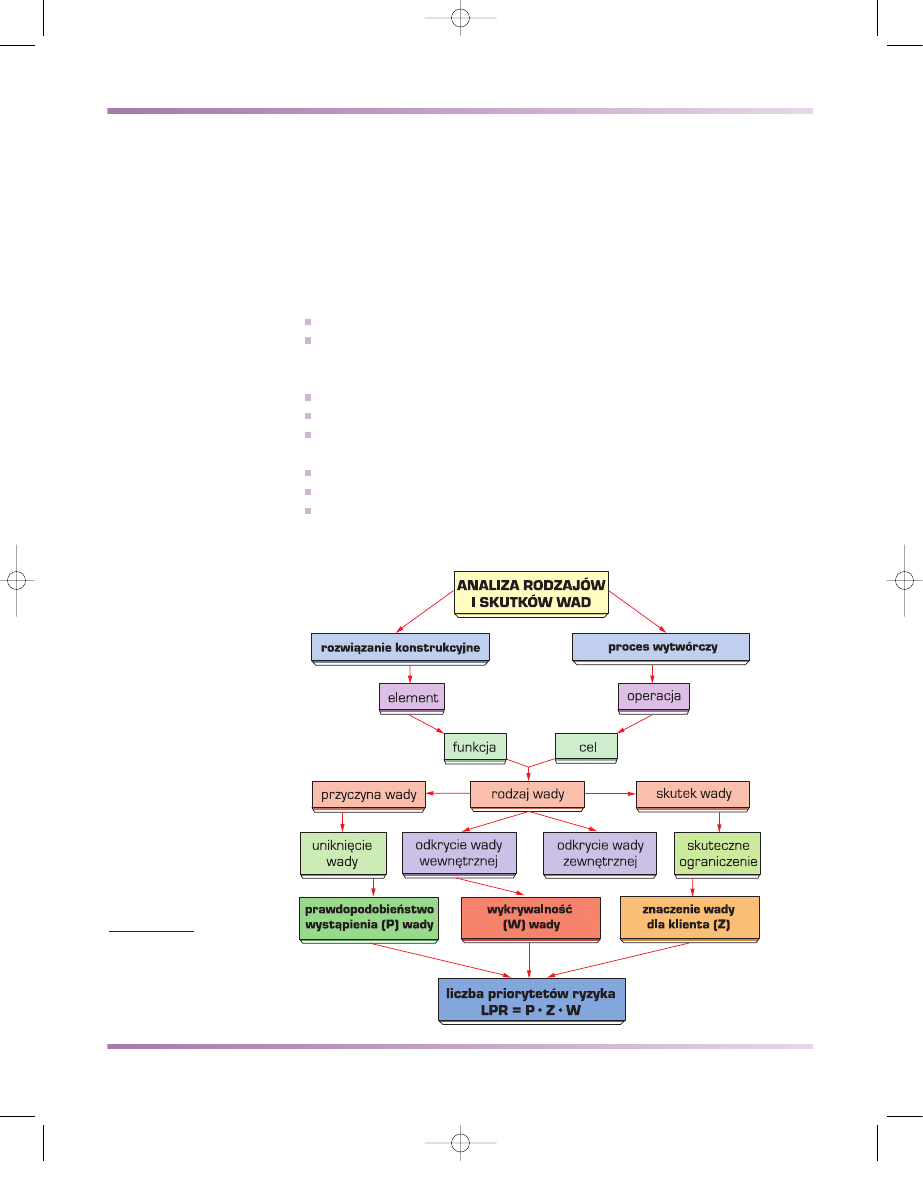
Analiza rodzajów i skutków wad (FMEA) może dotyczyć (rys. 9.16):
rozwiązania konstrukcyjnego,
procesu wytwórczego.
Interdyscyplinarny zespół specjalistów opracowuje odpowiednie formularze do-
kumentując:
rodzaje wad,
skutki wad,
przyczyny wad,
jak również szacunkowe prawdopodobieństwo:
występowania wad,
znaczenia wad,
wykrywania wad
określane w skali od 1 (niewielkie prawdopodobieństwo) do 10 (wysokie prawdo-
podobieństwo).
9. Podstawy metodologii projektowania materiałowego
1322
produktów i ich elementów
Rysunek 9.16
Analiza rodzajów
i skutków wad (FMEA)
w odniesieniu do
rozwiązań konstrukcyjnych
lub procesów wytwórczych
9 roz 9-11-02 13:40 Page 1322
Wszystkie potencjalne wady są rozpatrywane z uwzględnieniem szacunkowego
prawdopodobieństwa:
wystąpienia (liczba szacunkowa ryzyka wystąpienia wad LRW),
znaczenia, tzn. następstw dla klienta (liczba szacunkowa ryzyka następstw
LRN),
wykrycia (liczba szacunkowa ryzyka niewykrycia LRO).
Obliczona na tej podstawie liczba priorytetowa ryzyka LPR wskazuje, gdzie na-
leży podjąć odpowiednie działania w celu zapobiegania wadom oraz ustalenia prio-
rytetów ewentualnych badań korygujących. Formularz daje również możliwość
udokumentowania odpowiedzialnych osób lub jednostek oraz terminów realizacji.
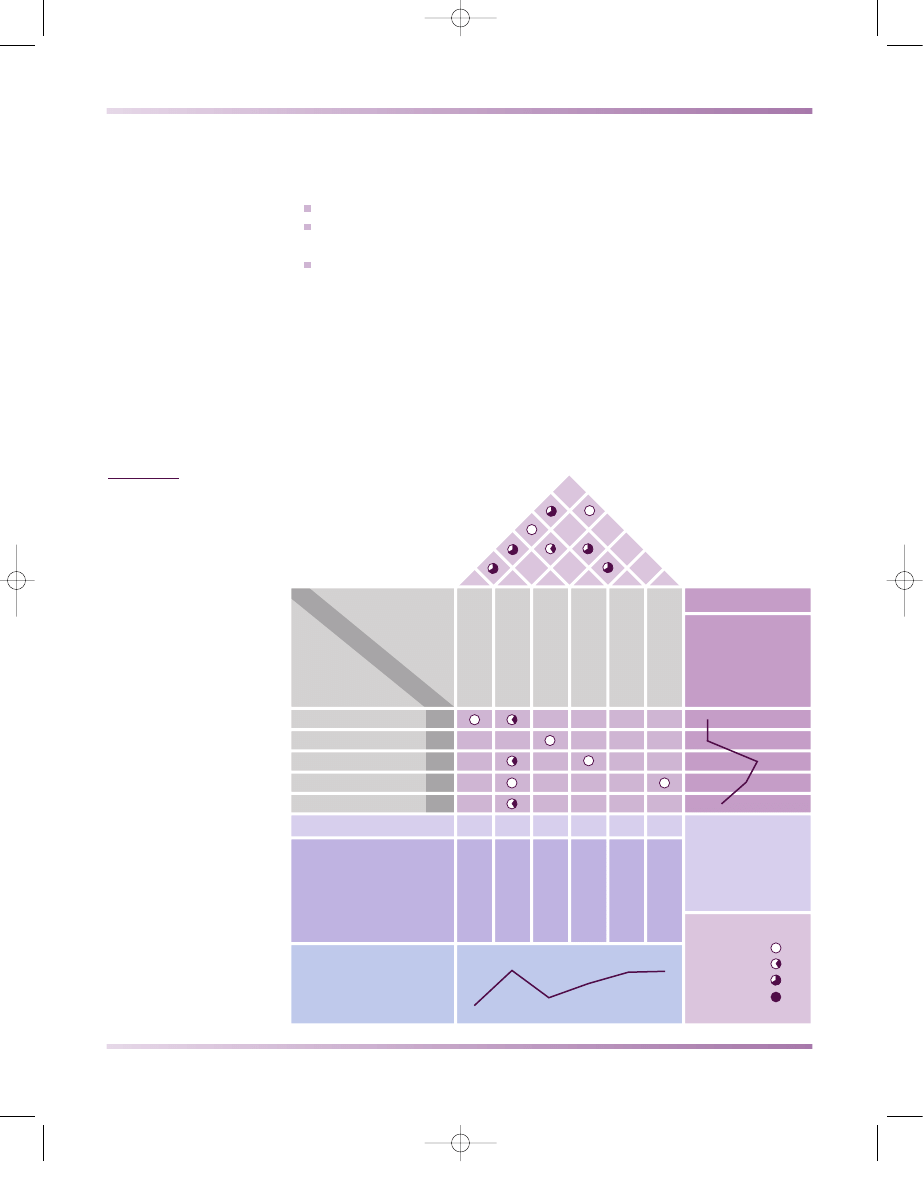
Rozkład funkcji jakości jest inną metodą umożliwiającą wzięcie pod uwagę
ocen dokonywanych przez klientów w procesie projektowania, wytwarzania i mar-
ketingu. Przykładem może być „dom jakości“ jako rodzaj formularza wykorzysty-
wanego do podejmowania decyzji w trakcie projektowania np. drzwi samochodo-
wych (tabl. 9.6).
9.1. Rola projektowania materiałowego w projektowaniu
1323
inżynierskim produktów i procesów ich wytwarzania
Charakterystyka
techniczna
Ocena porównawcza
skala ważności:
silny
9
średni
3
mały
1
korelacja:
bardzo dobra
dobra
zła
bardzo zła
X – nasza produkcja
A – wytwórca A
B – wytwórca B
(5 – najlepiej)
Energia potrzebna
do zamknięcia drzwi
Energia potrzebna
do otwarcia drzwi
obniżenie energii
do wymaganej
1 2 3 4 5
osiągnięcie wyma-
ganego poziomu
osiągnięcie wyma-
ganego poziomu
obniżenie siły
do wymaganej
osiągnięcie wyma-
ganego poziomu
obniżenie energii
do wymaganej
Wodoodporność
Izolacja akustyczna
okna
Siła kontrolna na
poziomie gruntu
Szczelność drzwi
Wymagania klienta
Ważność dla klienta
Łatwość zamykania
Otwarcie na pochyleniu
Łatwość otwierania
Nieprzemakalność
Brak hałasu
7
5
3
3
2
Ocena ważności
10
6
6
9
2
3
X
X
X
BA
X
A
B
X
B
A
X
BA
BXA
A
B
X
A
B
AB
XAB
XAB
AXB
Podstawa oceny
Ocena techniczna
(5 – najlepiej)
5
4
3
2
1
Tablica 9.6
Wykorzystanie formularza „dom jakości“ w metodzie rozkładu
funkcji jakości do projektowania drzwi samochodowych
(opracowano według J.R. Hausera i D. Clausinga)
9 roz 9-11-02 13:40 Page 1323
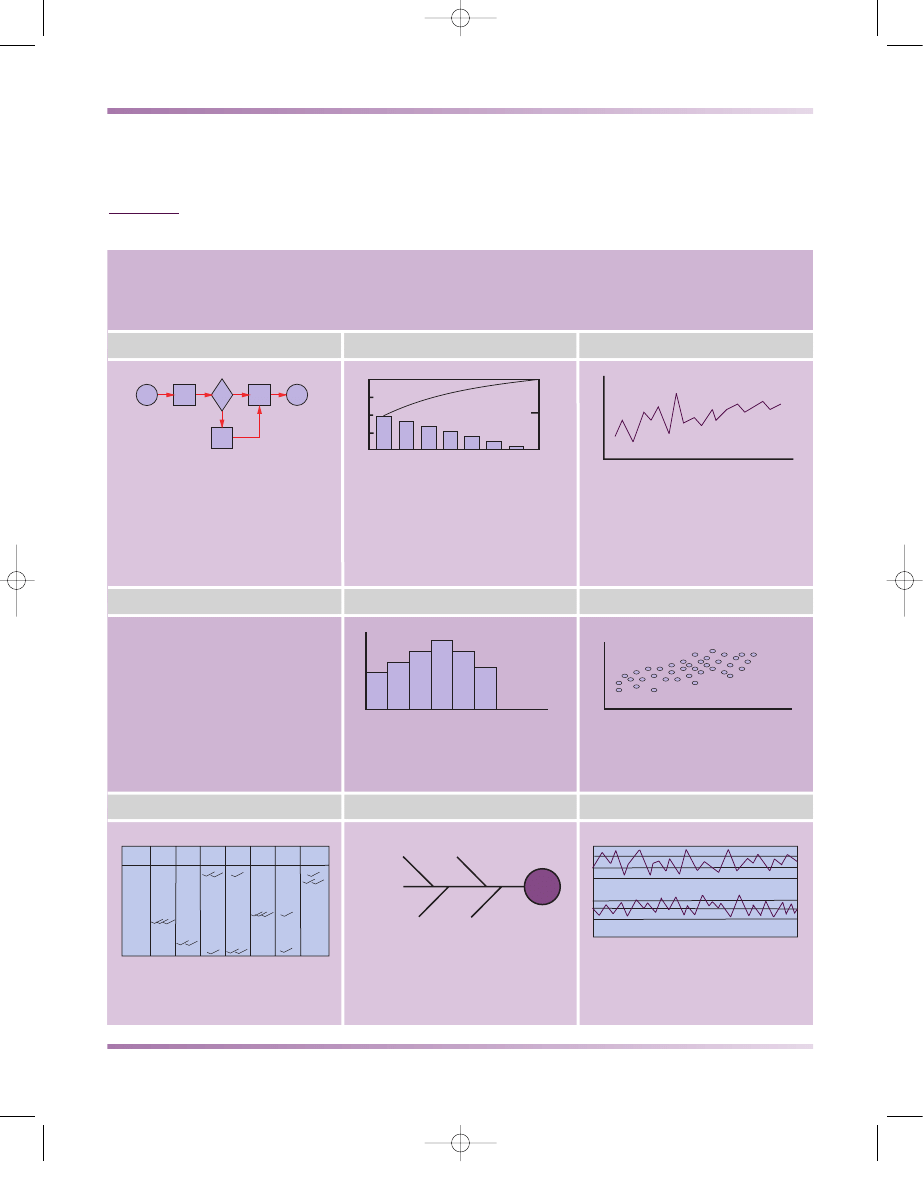
W tablicy 9.7 przedstawiono narzędzia wykorzystywane do statystycznej kon-
troli procesu.
9. Podstawy metodologii projektowania materiałowego
1324
produktów i ich elementów
A
B
C
D
E
F
G
100%
50%
0%
A
B
C
D
E
F
G
wyszczególnienie
TE NARZĘDZIA MOGĄ BYĆ PRZYDATNE PRZY UŚCIŚLANIU INFORMACJI NIEZBĘDNYCH
DO PODJĘCIA DZIAŁANIA, LECZ NIE MOGĄ ZASTĄPIĆ WIEDZY SZCZEGÓŁOWEJ
I POGLĄDU NA TEMAT ANALIZOWANEGO PROCESU
materiał
metoda
środowisko
skutek
ludzie
maszyna
wykresy przepływu procesu
analiza Pareto
wykresy przebiegu
zestawienie danych
histogram
wykresy rozrzutu
arkusz kontrolny
wykres przyczyn i skutków
wykresy kontrolne
Rysunek, który przedstawia główne
etapy, kierunki i ewentualnie
wyjścia procesu.
Wykres ilustruje wartość charakterystyk
w zależności od kolejności
występowania w czasie.
Częstotliwość udziału, skoordynowane
podejście identyfikacji uszeregowania
i opracowania ciągłej eliminacji wad
skupia się na źródłach najważniejszych
błędów. Zasada 80/20 80% problemów
jest wywołanych przez 20% przyczyn.
Konieczne jest określenie przyczyn
i celu, dla którego są zbierane dane
oraz strategii zbierania i analizowania
danych. Dane mogą udzielać
odpowiedzi na 7 pytań: co, dlaczego,
gdzie, kiedy, kto, jak, ile.
Znany także jako korelacja zależności
jednej wielkości względem innej.
Rozkład częstotliwości występowania
między wysokim i niskim zakresem
danych.
Wykresy analizowanych wielkości
w funkcji czasu ilustrują wartości
opracowane statystycznie.
Narzędzie umożliwiające graficzne
przedstawienie elementów procesu
w celu analizy potencjalnych źródeł
różnicowania procesu.
Zorganizowana metoda zapisu danych.
Tablica 9.7
Narzędzia statystycznej kontroli procesu (SPC)
9 roz 9-11-02 13:40 Page 1324
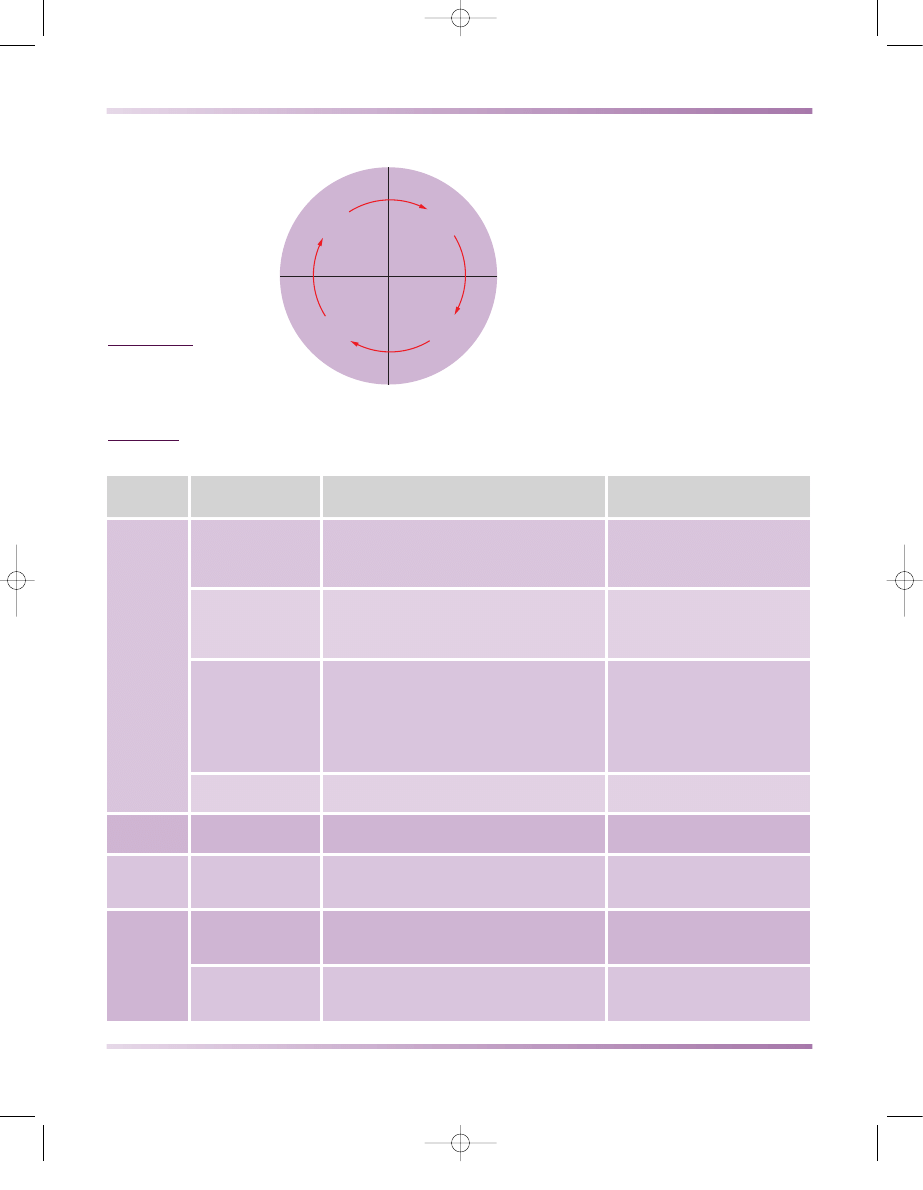
Ważną metodą systematycznego polep-
szania jakości (CI – continuous improvement)
jest metoda cyklu W.E. Deminga „pla-
nuj–działaj–sprawdź–popraw“ (PDCA –
plan–do–check–act) (rys. 9.17), która może
być bezpośrednio wykorzystana do opraco-
wania ścieżki polepszenia jakości (QIstory
– quality improvement story) (tabl. 9.8).
Dla oceny systematycznego polepszania
jakości CI można również wykorzystać meto-
dę „7 pytań“ (5W2H – what, why, where,
when, who, how, how much) (tabl. 9.9).
9.1. Rola projektowania materiałowego w projektowaniu
1325
inżynierskim produktów i procesów ich wytwarzania
Fazy cyklu
Etapy ścieżki
polepszenia jakości
Funkcje
Narzędzia
Planowanie
wybór tematu
decyzja dotycząca tematu polepszenia jakości
uściślenie przyczyn wyboru tematu
standaryzacja
edukacja
bezpośredni środek naprawy wobec
zapobiegania powtórzeniom błędów
ocena bieżącej
sytuacji
zbieranie danych
określanie kluczowych wyznaczników tematu
zawężenie problemu
ustalenie priorytetów według hierarchii ich własności
arkusz kontrolny
histogram
analiza Pareto
analiza zachowania
lista wszystkich możliwych przyczyn
najważniejszych problemów
analiza zbieżności między możliwymi przyczynami
oraz między przyczynami i problemami
wybór kilku przyczyn i ustalenie hipotez
na temat możliwych zależności
zbieranie danych i analiza zależności przyczyn i skutków
wykres Ishikawy
arkusz kontrolny
wykres korelacji
ustalenie środków
zaradczych
ustalenie środków zaradczych dla wyeliminowania
przyczyn problemów
nieodłączna technologia
doświadczenie
Działanie
zastosowanie
środków zaradczych
wykorzystanie środków zaradczych
Sprawdzanie
potwierdzanie
efektów środków
zaradczych
zbieranie danych dotyczących
efektów środków zaradczych
działanie przed – porównanie potem
wszystkie 7 narzędzi
Poprawianie
standaryzacja
środków
zaradczych
poprawa istniejących standardów dotyczących
środków zaradczych, których korzystne efekty
potwierdzono
określanie powstałych
problemów i rozwój
całych procedur
4.
4.
1.
1.
3.
3.
2.
2.
POPRAW
PLANUJ
SPRAWDŹ
DZIAŁAJ
Tablica 9.8
Schemat opracowania stadiów polepszenia jakości (opracowano według P. Lillranka i N. Kano)
Rysunek 9.17
Cykl PDCA
(według W. E. Deminga)
9 roz 9-11-02 13:40 Page 1325
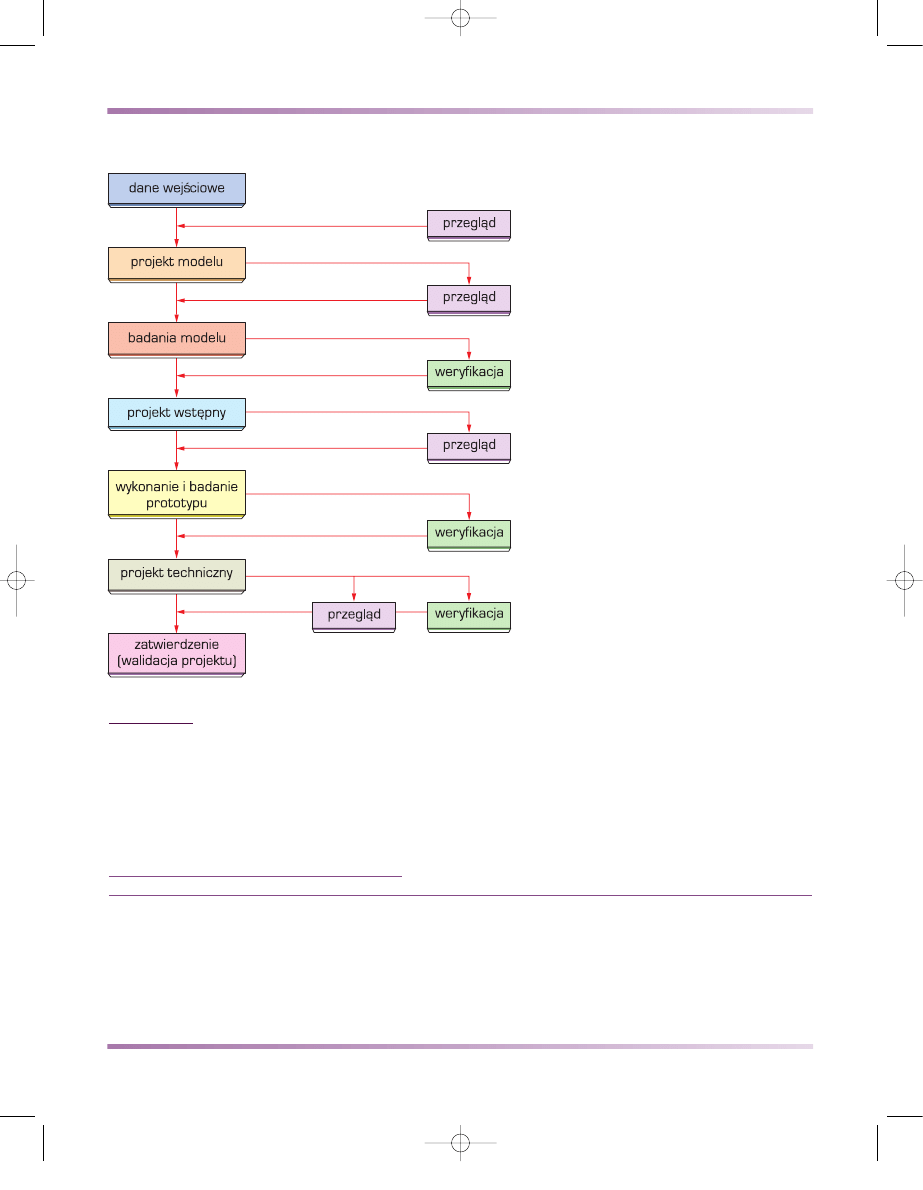
ZAPEWNIENIE JAKOŚCI W PROCESIE PROJEKTOWANIA INŻYNIERSKIEGO
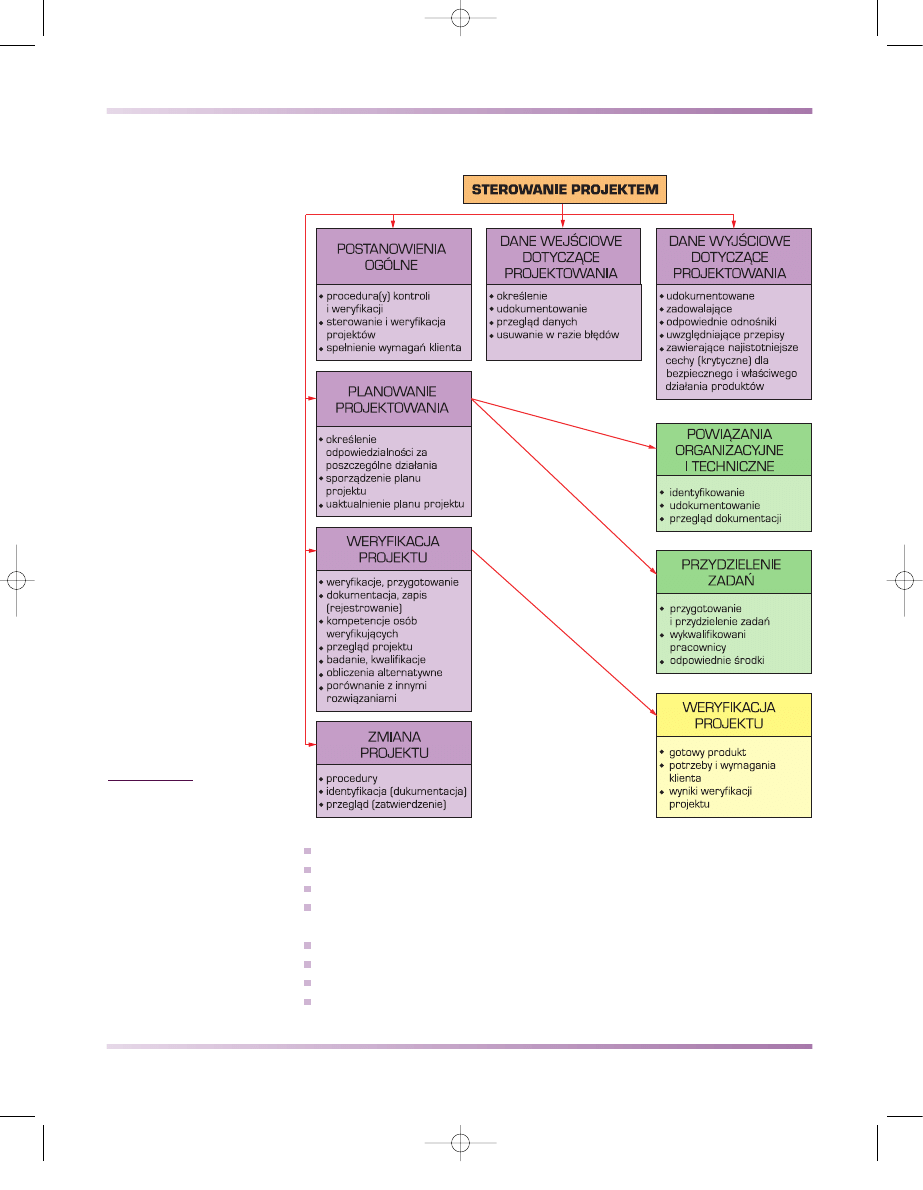
Oprócz procesów wytwarzania sam proces projektowania inżynierskiego wyma-
ga zapewnienia jakości, wobec czego jest planowany, sterowany i nadzorowany
przez jasno i kompleksowo ustalone cele, właściwą dokumentację każdego z etapów
projektowania, a także przez sprawdzenie wyników działań przez wysokokwalifiko-
wanych pracowników. Schemat blokowy systemu sterowania projektowaniem
przedstawiono na rysunku 9.18.
Celem takich podejmowanych działań jest zmiana często występującej dotych-
czas sytuacji, gdy weryfikacja zaprojektowanego produktu następowała podczas
produkcji lub nawet eksploatacji produktu, w czasie których ujawniano większość
błędów i usterek. Obowiązujące organizacje i metody projektowania inżynierskie-
go winny zmniejszać zatem liczbę błędów projektowych, wykrywając je i eliminu-
jąc już w czasie projektowania. Właściwy proces twórczy podczas projektowania
obejmuje zwykle nie więcej niż kilkanaście procent całego działania, natomiast
liczne powtarzalne elementy pomocnicze stanowią większą część procesu projek-
towania inżynierskiego, co umożliwia opracowanie odpowiednich jego procedur.
Wymagania dotyczą głównie organizacji i planowania procesu projektowania, okre-
ślenia danych wejściowych i wyjściowych oraz ustanowienia odpowiednich punk-
tów kontrolnych w tym procesie, a w szczególności:
planowania projektowania i prac badawczo–rozwojowych,
określania powiązań organizacyjnych i technicznych między grupami pracow-
ników uczestniczącymi w projektowaniu,
dokładnego określania danych wejściowych do projektowania,
dokładnego określania danych wyjściowych projektowania,
9. Podstawy metodologii projektowania materiałowego
1326
produktów i ich elementów
Tablica 9.9
Schemat metody „7 pytań“ oceny systematycznego polepszenia jakości
eliminacja zbędnych zadań
zmiana kolejności lub kombinacji
uproszczenie zadań
wybór metody polepszenia
co jest objęte zadaniem?
czy jakieś zadanie może być wyeliminowane?
dlaczego zadanie jest niezbędne?
czy zadanie jest celowe?
gdzie się to odbywa?
czy można wykonać to gdzie indziej?
kiedy jest najlepszy czas realizacji?
czy można wykonać to w innym czasie?
kto to wykonuje?
czy może to zrobić kto inny?
dlaczego my się tym zajmujemy?
jak się to odbywa?
czy to jest najlepsza metoda?
czy jest jakaś inna droga?
ile to obecnie kosztuje?
jaki będzie koszt po polepszeniu?
Środek zaradczy
Zakres
7 pytań
Opis
Przedmiot
Celowość
Wykonawca
Koszt
Metoda
Kolejność
Miejsce
co?
dlaczego?
kto?
ile?
jak?
kiedy?
gdzie?
9 roz 9-11-02 13:40 Page 1326
zaplanowania i dokonywania przeglądu projektu w odpowiednich punktach,
zaplanowania i dokonywania weryfikacji projektu w odpowiednich punktach,
zatwierdzania (walidacji) projektu,
wprowadzania zmian w projekcie.
Weryfikacji projektu dokonuje się przez (rys. 9.19):
przegląd projektu i analizę zapisów wynikających z tych przeglądów,
badania kwalifikacyjne i prezentacje,
obliczenia alternatywne,
porównanie nowego projektu z podobnym sprawdzonym projektem, jeżeli są ta-
kie możliwości.
9.1. Rola projektowania materiałowego w projektowaniu
1327
inżynierskim produktów i procesów ich wytwarzania
Rysunek 9.18
Schemat blokowy
sterowania projektem
9 roz 9-11-02 13:40 Page 1327
Planowanie działań związanych z projek-
towaniem polega na podziale procesu na eta-
py, ustaleniu punktów procesu projektowa-
nia, w których przewidywane są przeglądy
i weryfikacje projektu, powiązaniu i koordy-
nacji działań składowych oraz ustaleniu gru-
py pracowników realizujących projekt oraz
środków umożliwiających to działanie.
Określenie danych wejściowych jest zwią-
zane z opracowaniem i uzgodnieniem listy
cech i parametrów projektowanego produk-
tu. Wymagania wejściowe poddawane są
przeglądowi w celu ustalenia, czy spełniają
potrzeby klienta oraz czy odpowiadają m.in.
przepisom prawnym, uwarunkowaniom fi-
nansowym i produkcyjnym. Określenie da-
nych wyjściowych wymaga stwierdzenia, czy
spełniają one wymagania określone w da-
nych wejściowych dotyczących projektu,
oraz zawiera kryteria przyjęcia produktu, np.
tolerancje wymiarowe, chropowatość, twar-
dość lub inne jego własności, jak również
obejmuje sprawdzenie, czy projekt odpowia-
da wymaganiom odpowiednich przepisów
prawnych i norm. Dane wyjściowe przedsta-
wiane są w formie rysunków lub odpowiada-
jących im zapisów komputerowych, specyfi-
kacji, instrukcji roboczych i procedur. Wy-
maga się przy tym udokumentowania, że
projekt spełnia wymagania wejściowe. Naj-
częściej formą takiego dowodu są obliczenia
sprawdzające oraz wyniki analiz i badań.
9.1.4. Problematyka zrównoważonego rozwoju
w projektowaniu inżynierskim
PROJEKTOWANIE INŻYNIERSKIE
Z UWZGLĘDNIENIEM ZRÓWNOWAŻONEGO ROZWOJU
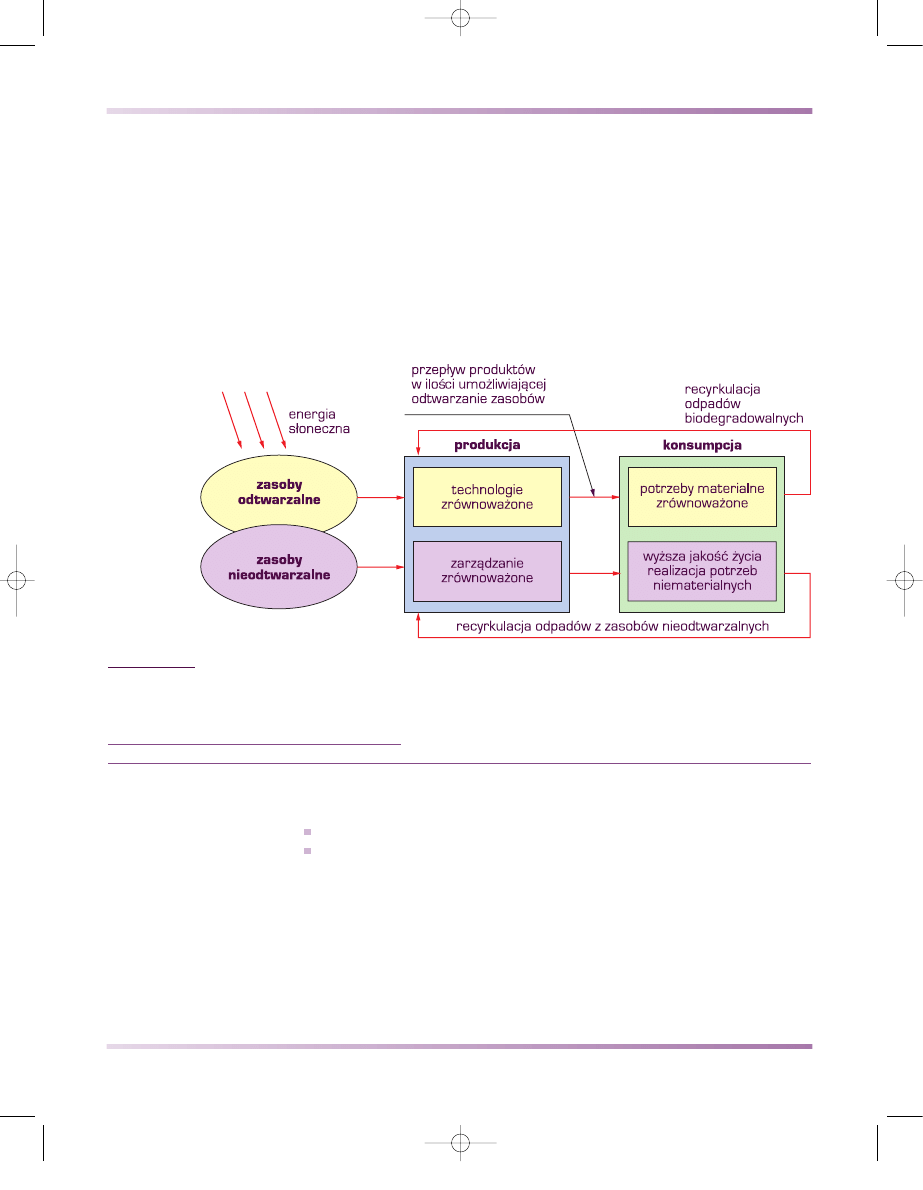
Wobec identyfikacji zagrożeń związanych z perspektywą zakłócenia równowagi
ekologicznej w wyniku działalności ludzkiej, w tym przede wszystkim zakłócenia
równowagi związanej ze stosowaniem obowiązującego dotychczas modelu niezrów-
noważonej konsumpcji i niezrównoważonej produkcji, w odpowiedzi rozwija się
obecnie koncepcja zrównoważonego rozwoju (rys. 9.20), zapewniającego niezbęd-
ną równowagę między interesami współczesnych i przyszłych pokoleń, którego ce-
lem jest człowiek a nie dobra materialne. Zrównoważony rozwój w skali globalnej
9. Podstawy metodologii projektowania materiałowego
1328
produktów i ich elementów
Rysunek 9.19
Przeglądy i weryfikacje w procesie szczegółowego projektowania
inżynierskiego
9 roz 9-11-02 13:40 Page 1328
jest sumą zdarzeń lokalnych, co wymaga poszukiwania szczegółowych rozwiązań
konstrukcyjnych i technologicznych. Stąd pojawiające się terminy zrównoważonej
technologii czy zrównoważonego produktu lub zrównoważonego zarządzania. Na
tle takich rozważań szczególnego znaczenia nabierają inżynieria materiałowa
i technologie materiałowe. Każdy produkt musi być bowiem wykonany z odpo-
wiedniego materiału, a w trakcie jego produkcji powstaje duża część odpadów
z niewykorzystanych materiałów i innych substancji. Po zużyciu produktu nie on
trafia na wysypisko, lecz materiały, ulegające następnie rozproszeniu. Z tego wła-
śnie wynika bezpośrednio podstawowa rola projektowania materiałów i technolo-
gii w ekologicznym przebiegu cyklu życia produktu.
PROJEKTOWANIE INŻYNIERSKIE
Z UWZGLĘDNIENIEM PEŁNEGO CYKLU ŻYCIA PRODUKTU
W trakcie projektowania produktu, począwszy od stadium opracowania kon-
cepcji, konieczne jest zatem uwzględnienie pełnego cyklu życia produktu. Dotyczy
to dwóch aspektów:
rynkowego cyklu życia,
technicznego cyklu życia.
Rynkowy cykl życia związany jest z obecnością danego produktu na rynku, po-
cząwszy od jego wprowadzenia do wycofania go z rynku, włącznie nawet z niektó-
rymi działaniami związanymi z projektowaniem inżynierskim i przygotowaniem
produkcji.
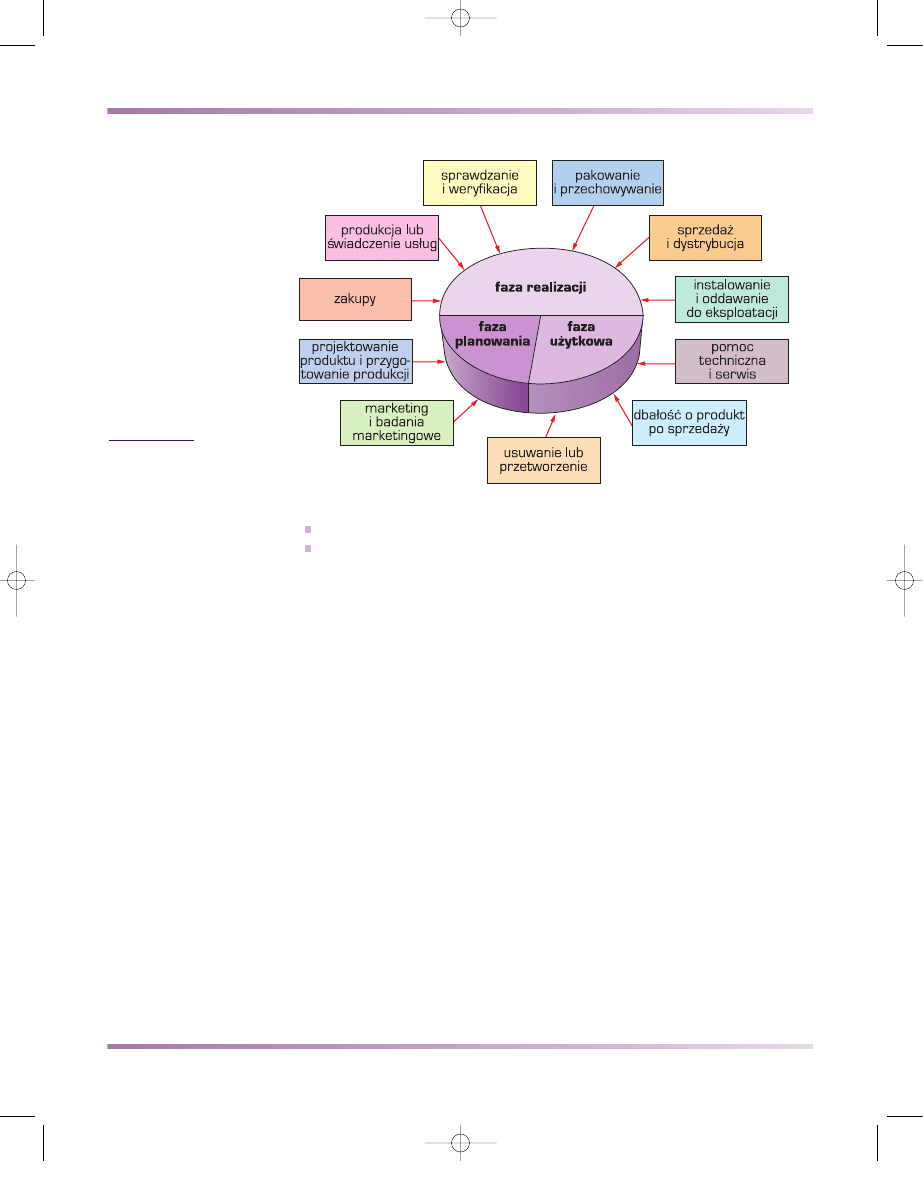
Na rysunku 9.21 przedstawiono pętlę jakości, obejmującą wszystkie fazy przed-
sięwzięcia, umożliwiające kształtowanie jakości produktu: od wstępnego określe-
nia jego parametrów i opisu potrzeb do ostatecznego spełnienia wymagań odbior-
cy. Zagadnienia jakości w procesach wytwarzania, dystrybucji i konsumpcji pro-
duktu muszą być rozpatrywane kompleksowo.
9.1. Rola projektowania materiałowego w projektowaniu
1329
inżynierskim produktów i procesów ich wytwarzania
,
Rysunek 9.20
Schemat modelu zrównoważonej produkcji i zrównoważonej konsumpcji
(opracowano według R. Nowosielskiego)
9 roz 9-11-02 13:40 Page 1329
Techniczny cykl życia produktu obejmuje natomiast:
cały okres życia produktu,
pełny okres życia tworzących go elementów i materiałów.
Produkt należy projektować z uwzględnieniem możliwości ponownego wyko-
rzystania jego elementów nieulegających zużyciu lub odzyskania materiałów, z któ-
rych jest wykonany. Powtórne wykorzystanie tych elementów i materiałów sprzyja
zmniejszeniu zużycia surowców i pozwala na zaoszczędzenie energii potrzebnej na
pozyskanie materiałów inżynierskich, np. metalu z rudy. Zużycie energii jest znacz-
nie ograniczone w razie zastosowania materiałów niewymagających obróbki ciepl-
nej przy wystarczających własnościach wytrzymałościowych. Znaczący udział
w koszcie pełnego cyklu życia produktu ma również energia zużywana podczas eks-
ploatacji.
Podczas projektowania produktu należy uwzględniać aktualny poziom techno-
logii, gdyż zaprojektowanie procesu z pogranicza możliwości danej technologii
prowadzi zwykle do zwiększania odpadów i utrudnień w produkcji. Postęp techno-
logii wymaga jednak poprzedzenia etapem prac rozwojowych, po którym dopiero
dana technologia może być wykorzystywana w produkcji. Jednym z podstawowych
założeń projektowych jest również trwałość.
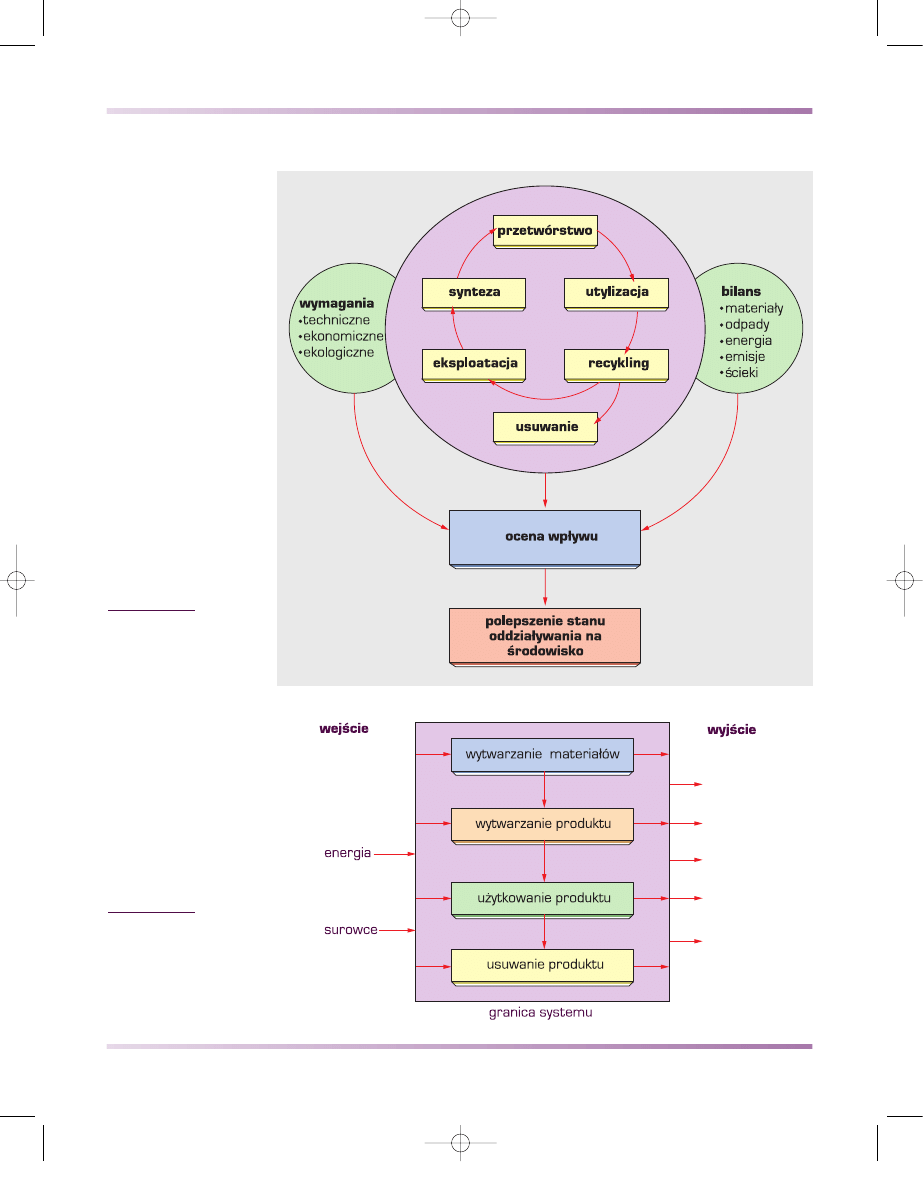
Na rysunku 9.22 przedstawiono czynniki wpływające na techniczny cykl życia
produktów, wskazujące na konieczność śledzenia i analizy przepływów materiałów
i energii w ramach procesów wpływających na możliwość polepszenia oddziaływa-
nia danego produktu na środowisko.
Na rysunku 9.23 przedstawiono zakres analizy cyklu życia produktu oraz pod-
stawowe jego stadia. Wyróżnienie obciążeń na wejściu i na wyjściu każdego ze sta-
diów ułatwia analizę zmierzającą do poprawy pierwotnego stanu lub założeń. W ta-
blicy 9.10 zestawiono natomiast czynniki decydujące o wykorzystaniu surowców,
materiałów i energii oraz emisji, odpadach i ściekach związanych z technicznym
cyklem życia przykładowego, choć ściśle nie określonego produktu.
9. Podstawy metodologii projektowania materiałowego
1330
produktów i ich elementów
Rysunek 9.21
Pętla jakości związana
z cyklem życia produktu
9 roz 9-11-02 13:40 Page 1330
9.1. Rola projektowania materiałowego w projektowaniu
1331
inżynierskim produktów i procesów ich wytwarzania
produkty
użytkowe
ścieki
emisja gazów
odpady stałe
inne
oddziaływania
Rysunek 9.23
Podstawowe stadia
technicznego cyklu
życia produktu
(opracowano według
J.L. Sullivana
i S.B. Younga)
Rysunek 9.22
Czynniki wpływające
na techniczny cykl życia
produktu (opracowano
według M. Harscha)
9 roz 9-11-02 13:40 Page 1331

Wskazane proporcje emisji gazów oraz zrzutów odpadów ciekłych i stałych
wskazują na potrzebę prewencyjnej strategii ochrony środowiska. Możliwe są na-
stępujące strategie w tym zakresie:
9. Podstawy metodologii projektowania materiałowego
1332
produktów i ich elementów
Tablica 9.10
Przykład inwentaryzacji cyklu życia dla nieokreślonego produktu
WYJŚCIE
Wartość
EMISJA GAZÓW, Mg
pył
2000
tlenek węgla (czad)
800
dwutlenek węgla
11
⋅
10
5
tlenki siarki
7000
tlenki azotu
11000
chlorowodór
60
fluorowodór
1
węglowodory
21000
aldehydy
5
inne substancje organiczne
5
metale
1
wodór
1
ODPADY STAŁE, Mg
odpady mineralne
3100
odpady przemysłowe
22000
żużel i popiół
7000
chemikalia toksyczne
70
chemikalia nietoksyczne
200
ŚCIEKI, Mg
chemiczne
zapotrzebowanie tlenu
1000
bakteriologiczne
zapotrzebowanie tlenu
150
kwas
75
azotany
5
metale
300
jony amonowe
5
jony chlorkowe
120
rozpuszczalne substancje
organiczne
20
zawiesina
400
olej
100
węglowodory
100
fenol
1
rozpuszczalne substancje stałe
400
fosforan
5
jony siarczanowe
10
WEJŚCIE
Wartość
ENERGIA, MJ
ze spalania węgla
2,75
ze spalania ropy naftowej
3,07
ze spalania gazu
11,53
wodna
0,46
nuklearna
1,53
inne
0,14
Ogółem
19,48
ENERGIA MATERIAŁÓW
WSADOWYCH, MJ
węgiel
<0,01
ropa naftowa
32,75
gaz
33,59
inne
<0,01
Całkowita energia
materiałów wsadowych, MJ
66,35
Całkowity wkład energii, MJ
85,83
SUROWCE, Mg
ruda żelaza
200
wapień
150
chlorek sodowy
7000
glina
20
żelazomangan
<1
9 roz 9-11-02 13:40 Page 1332
rozcieńczania,
filtrowania,
recyrkulacji,
zapobiegania.
Strategia zapobiegania wypiera w szybkim tempie inne stosowane dotychczas, pro-
wadząc do oszczędności materiałów wsadowych i energii oraz jednocześnie
zmniejszając lub zupełnie redukując strumienie odpadów. Nowoczesne spojrzenie
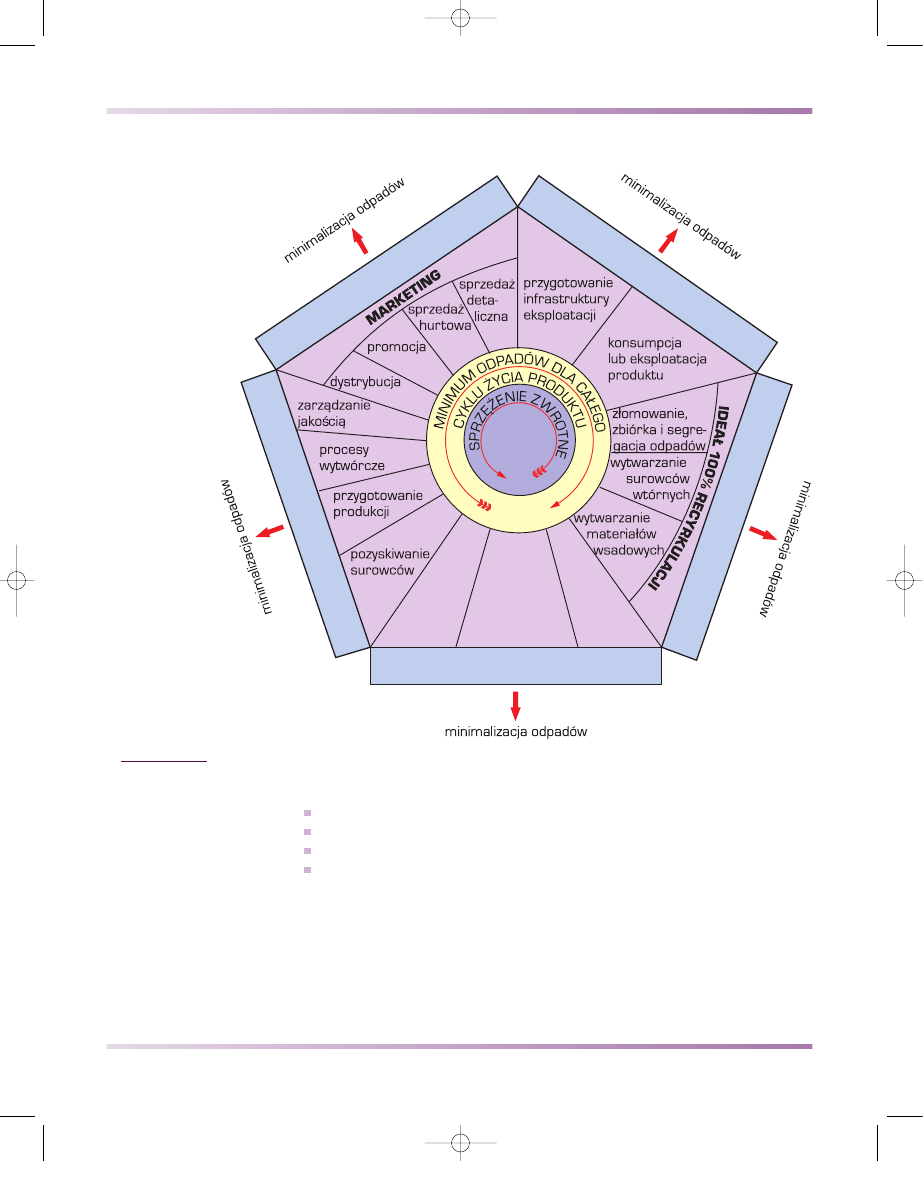
na ochronę środowiska dotyczy zarządzania całym technicznym cyklem życia pro-
duktu obejmującym wszystkie fazy związane z powstawaniem produktu, jego sprze-
dażą, konsumpcją (użytkowaniem) i fazą pokonsumpcyjną (rys. 9.24). System za-
rządzania środowiskowego umożliwia uwzględnienie wymienionych aspektów
i zmierza do poprawy relacji między efektami działalności, zwłaszcza produkcyjnej,
9.1. Rola projektowania materiałowego w projektowaniu
1333
inżynierskim produktów i procesów ich wytwarzania
projekto-
wanie
inżynierskie:
konstrukcyjne,
technologiczne
i materiałowe
oraz optymalizacja
opraco-
wanie
koncepcyjne
badania
prototypu
i weryfikacja
KONSUMPC
JA – EKSPLO
ATA
CJA
SPRZED
AŻ
W
Y
T
W
ARZANIE
PROJEKTOWANIE
F
AZA POK
ONSUMPCY
JN
A
Rysunek 9.24
Koncepcja zarządzania technicznym cyklem życia produktu (opracowano według R. Nowosielskiego)
9 roz 9-11-02 13:40 Page 1333
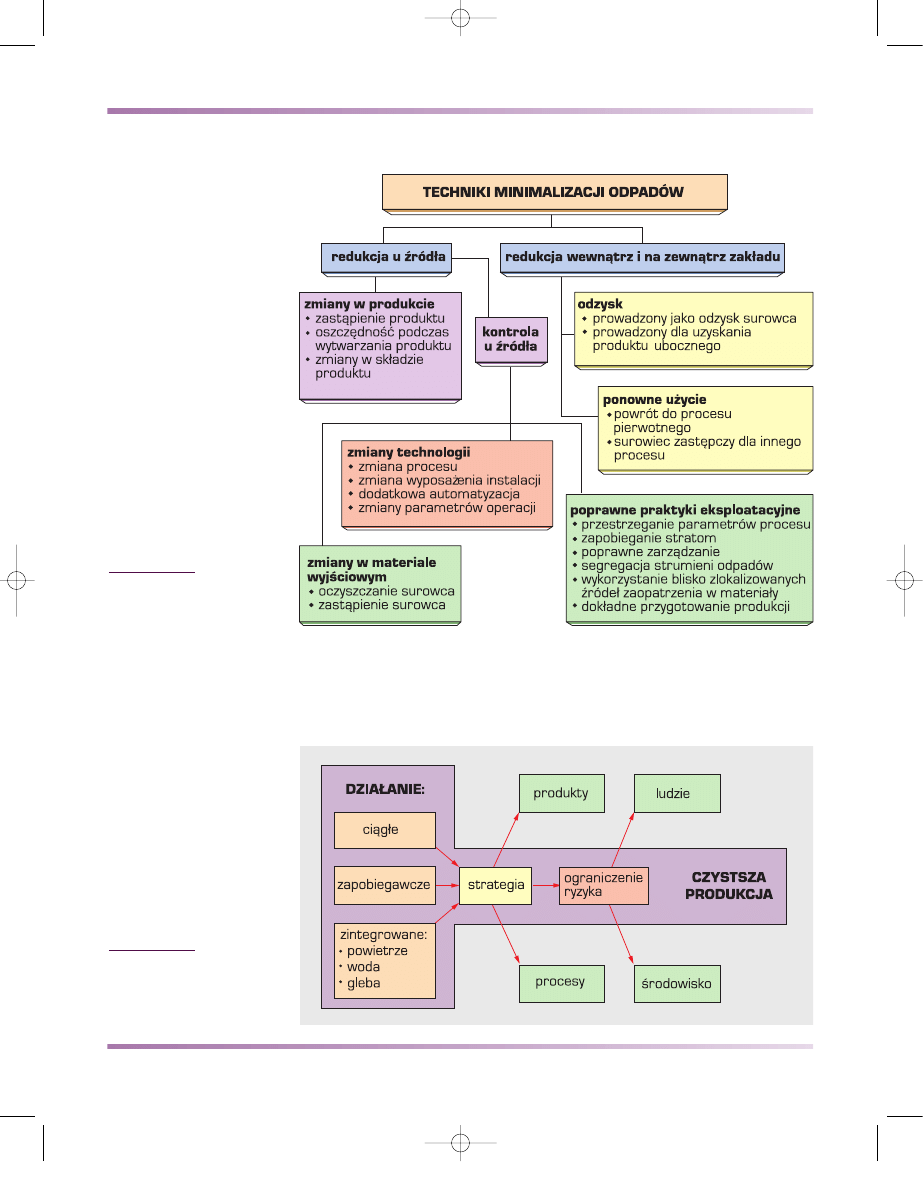
człowieka a środowiskiem (tabl. 9.10). Celem zorganizowanych, kompleksowych
i ciągłych działań związanych z technikami minimalizacji odpadów (rys. 9.25)
oraz czystszej produkcji (rys. 9.26) jest zapobieganie powstawaniu lub systema-
tyczna redukcja odpadów. Ważnym instrumentem polityki gospodarki odpadami
9. Podstawy metodologii projektowania materiałowego
1334
produktów i ich elementów
Rysunek 9.25
Techniki minimalizacji
odpadów (opracowano
według R. Nowosielskiego)
Rysunek 9.26
Schemat procesowy
czystszej produkcji
(opracowano według
J.B. Berdowskiego)
9 roz 9-11-02 13:40 Page 1334
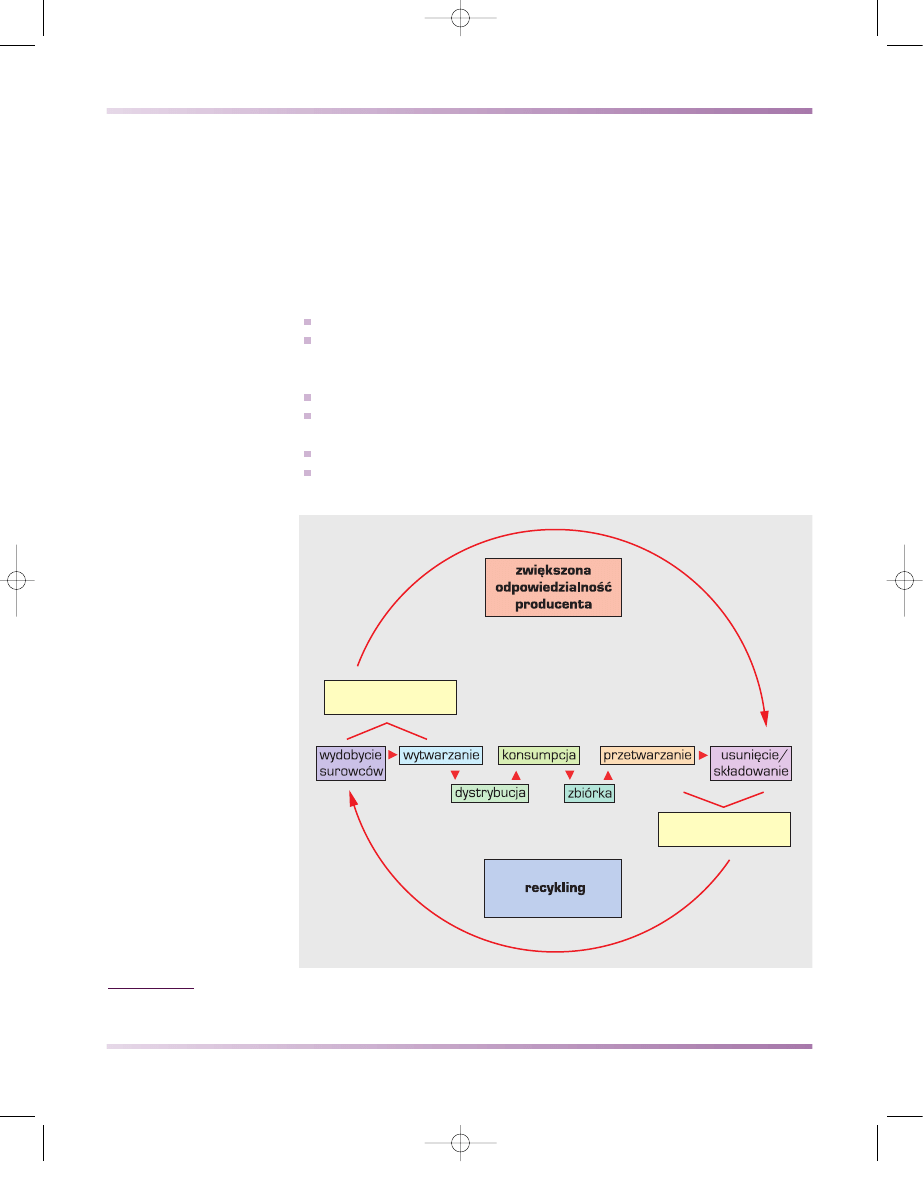
jest zasada zwiększonej odpowiedzialności producenta za całość oddziaływania
własnego produktu na środowisko (rys. 9.27), przyczyniająca się do stosowania na
szeroką skalę przetwórstwa odpadów i projektowania produktów lepiej uwzględnia-
jących wymogi środowiska. Projektowanie produktów przyjaznych dla środowiska
wymaga uwzględnienia ekobilansowania (rys. 9.28) oraz czystszej produkcji (rys.
9.29). Wśród narzędzi ochrony środowiska wykorzystywanych w procesach projek-
towania inżynierskiego, jak również w razie przeprojektowywania istniejącego pro-
duktu lub opracowywania procesów wytwarzania można wymienić:
ocenę cyklu życia produktów – LCA (life cycle assessment),
ocenę przewidywanego oddziaływania na otoczenie projektowanego obiektu
przemysłowego (dla nowych działalności) – EIA (environmental impact asses-
sment),
ocenę technologii (dla nowych technologii) – TA (technology assessment),
ocenę ryzyka (dla niebezpiecznych chemikaliów i czynności) – RA (risk asses-
sment),
ocenę przepływu substancji (dla substancji) – SFA (substance flow assessment),
audit środowiskowy (dla firm i jednostek biurowych) – EA (environmental au-
diting).
9.1. Rola projektowania materiałowego w projektowaniu
1335
inżynierskim produktów i procesów ich wytwarzania
procesy
wytwórcze
zagospodarowanie
odpadów
Rysunek 9.27
Schemat zasady zwiększonej odpowiedzialności producenta za oddziaływanie własnego produktu na środowisko
(opracowano według danych I. Kruszewskiej)
9 roz 9-11-02 13:40 Page 1335

9. Podstawy metodologii projektowania materiałowego
1336
produktów i ich elementów
czynniki oceny zewnętrznej
• organizatorzy projektowania
• organizacje konsumenckie
• warunki rynkowe
• ogólna percepcja
• program ekoetykietowania
• polityka produktu
nowy produkt
polepszenie wpływu produktu
na środowisko
minimalizacja negatywnego
wpływu produktu na środowisko
nowo zaprojektowany produkt
przeprojektowany produkt
istniejący produkt
zapobieganie
zanieczy-
szczaniu
działania skupiające się
na usuwaniu odpadów
działania skupiające się na
redukcji odpadów u źródła
działania skupiające się
na cyklu życia produktu
Rysunek 9.29
Obszar funkcjonowania czystszej produkcji (opracowano według R. Nowosielskiego)
Rysunek 9.28
Schematyczny proces projektowania produktu zgodnego ze środowiskiem (opracowano według J.C. Van Weenana)
9 roz 9-11-02 13:40 Page 1336
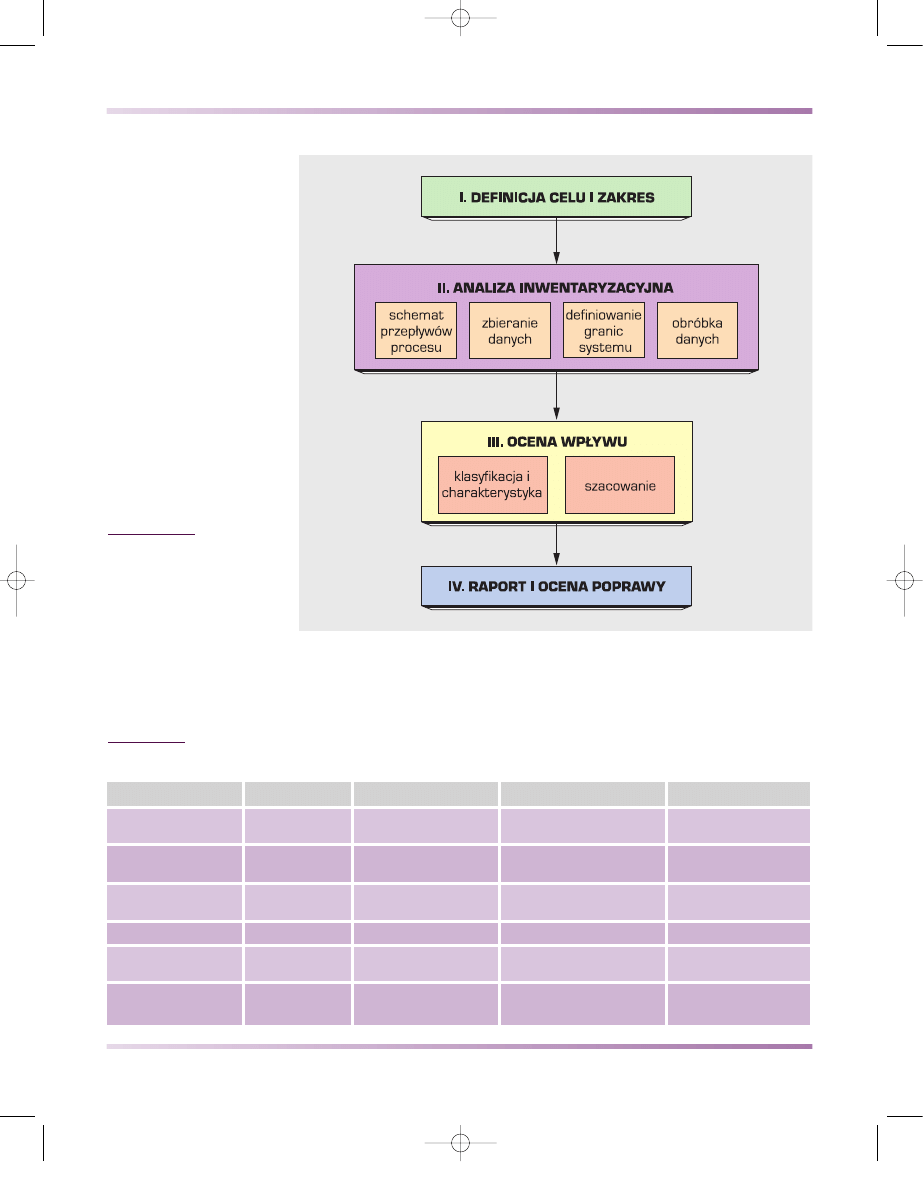
Na rysunku 9.30 przedstawiono schemat blokowy oceny cyklu życia produktów.
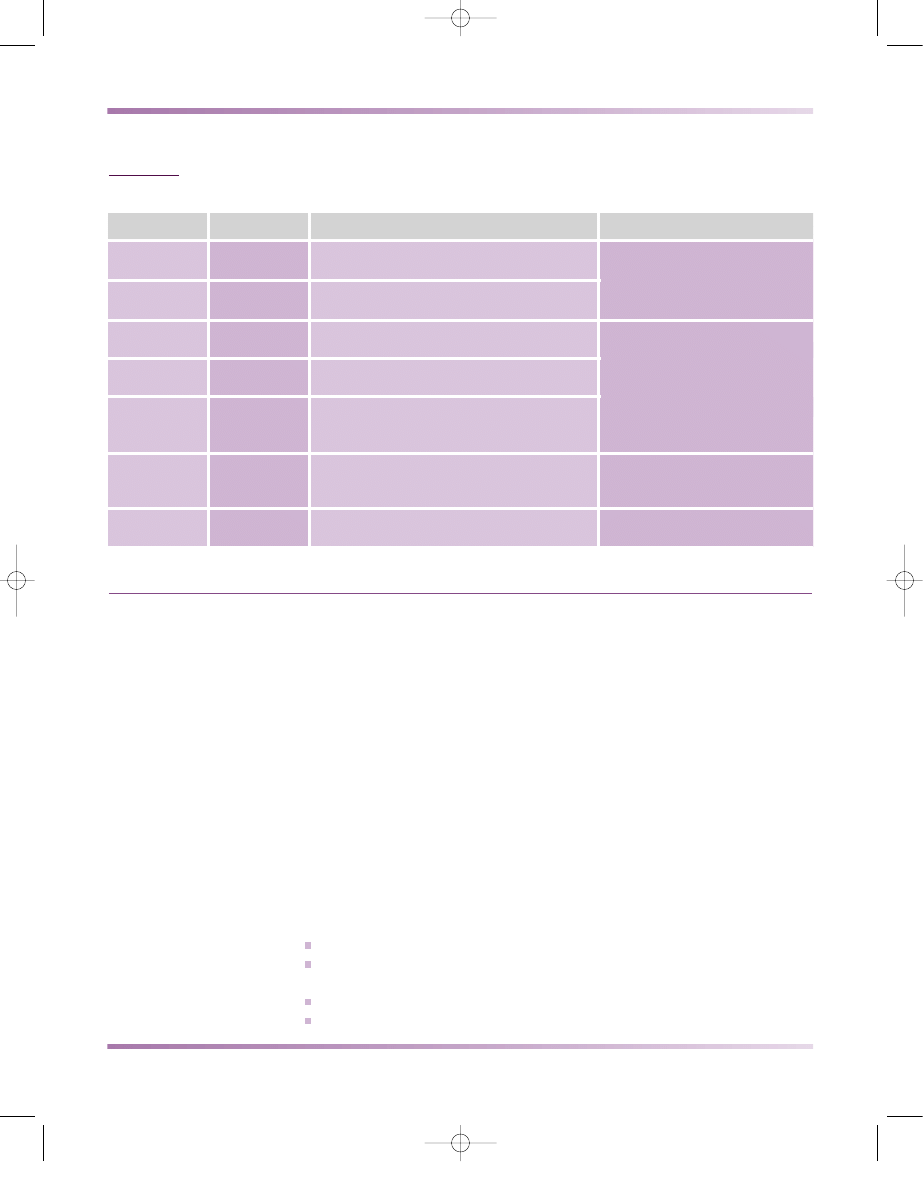
W tablicy 9.11 przedstawiono porównawczą charakterystykę wymienionych na-
rzędzi środowiskowych i możliwości ich wykorzystania m.in. w projektowaniu in-
żynierskim i procesach wytwarzania.
9.1. Rola projektowania materiałowego w projektowaniu
1337
inżynierskim produktów i procesów ich wytwarzania
Narzędzia
Przedmiot
Procesy ekonomiczne
Ograniczenia geograficzne
Ograniczenia czasowe
Ocena cyklu
życia produktu
produkt/funkcja
łańcuchowy
nieograniczone
nieograniczone
Ocena oddziaływania
na otoczenie
producent
niełańcuchowy
określone położenie
ścisły czas
Ocena technologii
technologia
częściowo łańcuchowe/
całościowo łańcuchowe
nieograniczone
nieograniczone
Ocena ryzyka
maszyna
niełańcuchowy
określone położenie
ścisły czas
Ocena przepływu
substancji
substancja
wszystkie w regionie
określony obszar
definiują użytkownicy
Audit środowiskowy
firma
niełańcuchowe/
częściowo łańcuchowe
określone położenie/
częściowo nieograniczone
definiują użytkownicy
Tablica 9.11
Przedmioty i charakterystyka narzędzi środowiskowych (według R. Nowosielskiego i M. Spilki)
Rysunek 9.30
Schemat blokowy analizy
cyklu życia (LCA)
(opracowano według
R. Heijnngsa
i współpracowników)
9 roz 9-11-02 13:40 Page 1337
9. Podstawy metodologii projektowania materiałowego
1338
produktów i ich elementów
1338
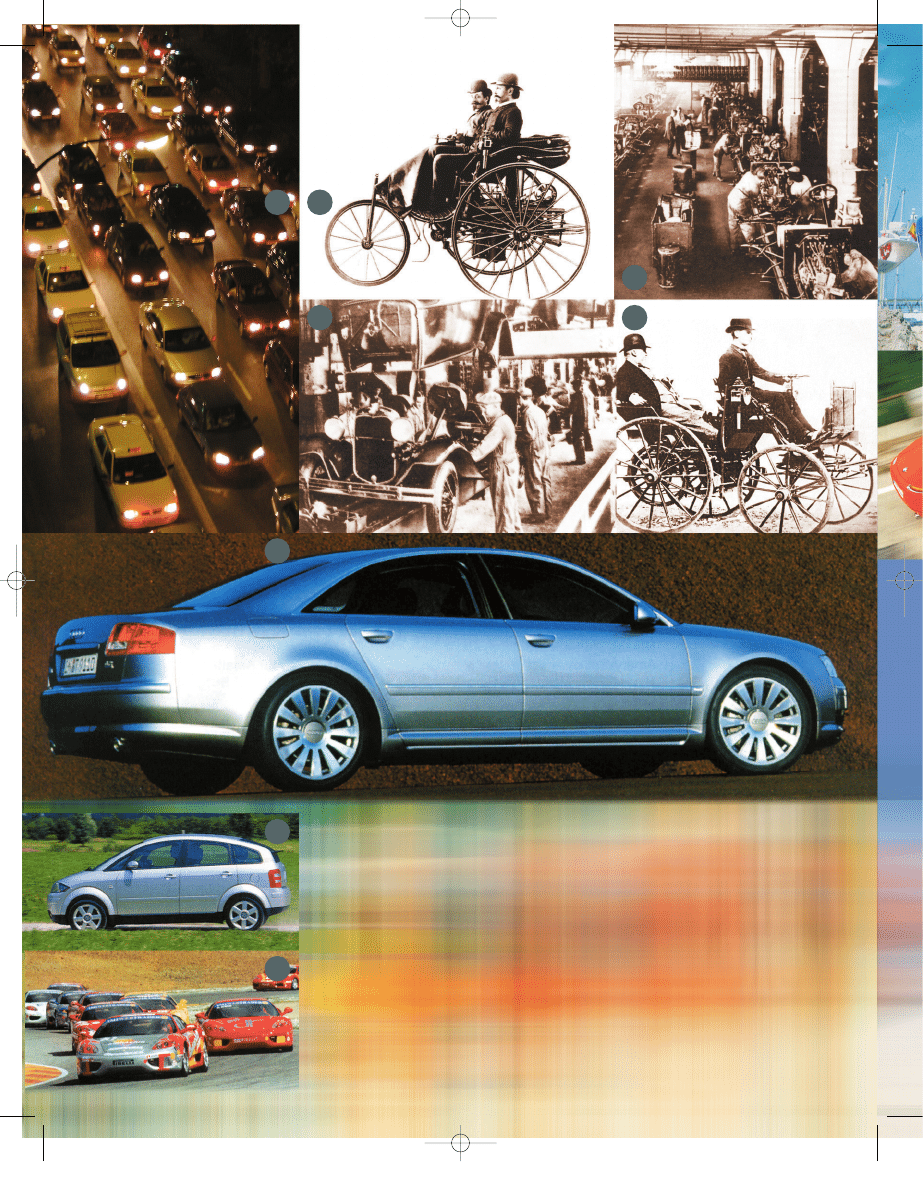
Samochód stał się powszechnie dostępny, a wielkie metropolie, jak np. Madryt są niemal nieprzejezdne
ze względu na natłok pojazdów (1). Do prekursorów samochodu należeli Belg Etienne Lenoir, który w 1860 r.
zbudował pierwszy silnik spalinowy i zainstalował go w powozie, niemiecki inżynier Nikolaus August Otto,
współwłaściciel firmy Otto i Langen, w której w 1876 roku, zbudowano silnik czterosuwowy oraz Wilhelm
Maybach, który udoskonalił gaźnik. Carl Benz w roku 1882 w Manheim w Niemczech założył fabrykę silników
gazowych, a w roku 1885 osobiście z kolegą, zaprezentował trójkołowy „powóz bez koni”, który był pierwszym
samochodem napędzanym przez silnik benzynowy (2), a model czterokołowy wyprodukował w roku 1893
Gottlieb Daimler wieziony w jednym ze swych najwcześniejszych samochodów (3), który zaprojektował pierwszy
silnik benzynowy. Już po jego śmierci, firma Daimlera w roku 1901, na cześć córki sponsora Emila Jellinka,
wyprodukowany samochód po raz pierwszy nazwała Mercedes. Fuzja firm Daimlera i Benza, którzy nigdy się nie
poznali osobiście, nastąpiła w roku 1926. Seryjny montaż samochodów wprowadził w roku 1913 Henry Ford (4)
(5) w produkcji Forda T, uruchomionej jeszcze w roku 1908, który „mógł być wykonany w dowolnym kolorze pod
warunkiem, że był czarny”. H. Ford stwierdził również, że „właściwa płaca to wcale nie jest najniższa kwota, za
jaką dany człowiek zechce pracować; właściwa płaca to najwyższa kwota, jaką pracodawca może stale płacić”.
Do roku 1927 wyprodukowano 15 mln sztuk modelu T, ale wobec działań konkurencji H. Ford stwierdził wów-
1
6
7
8
2
5
3
4
9 roz 9-11-02 13:40 Page 1338
9.1. Rola projektowania materiałowego w projektowaniu
1339
inżynierskim produktów i procesów ich wytwarzania
1339
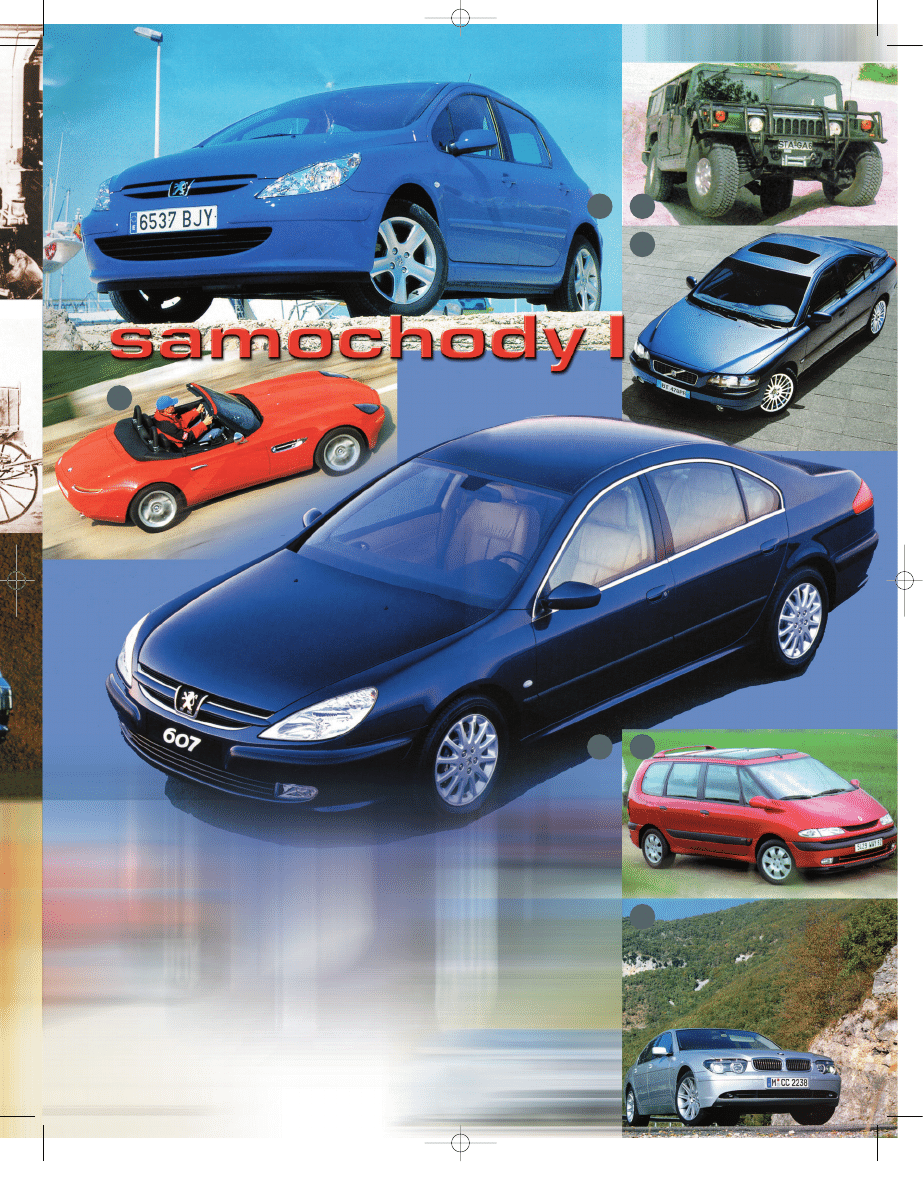
czas, „że ten samochód miał tylko jedną wadę - ludzie przestali go kupować”. Rozpoczęto wówczas produkcję
modelu A. Współcześnie konkurencja wymaga wprowadzania coraz to nowych, tańszych i bardziej ekologicznych
samochodów. Walka z gazem cieplarnianym i dziurą ozonową wymaga zmniejszenia globalnej emisji spalin, czego
nie można uczynić przez obniżenie skali produkcji, gdyż tylko w Kanadzie i USA łącznie produkuje się blisko 15
mln samochodów rocznie. Stąd dążenie do obniżenia masy samochodów. Stąd w takich samochodach jak np.
Audi A8 (6), Audi A2 (7), Ferrari F 355 (8), BMW Z8 (9) oraz najszerszym samochodzie Hummer (2,20 m) użytym
w czasie wojny w Zatoce Perskiej (10) całkowicie nitowanym (2800 nitów), karoseria i jej elementy nośne są w
całości wykonane z aluminium i jego stopów. W wielu samochodach niektóre części karoserii są wykonane z alu-
minium, jak np. błotniki w Peugeot 307 (11 ). W Volvo S60 silnik wysokoprężny
w całości jest wykonany ze stopów aluminium (12), podobnie jak wszystkie silniki 6-cylindrowe Forda, które
mają korpus ze stopów aluminium. Pierwszym samochodem w świecie, w którym wszystkie elementy poszycia
karoserii wykonano z tłoczywa kompozytowego o osnowie polimerowej SMC był Renault Espace (13), co znalazło
choćby częściowo zastosowanie w wielu innych samochodach, np. na pokrywę silnika w Peugeot 607 (14).
W BMW 745i (15) wiele elementów podwozia i zawieszenia jest wykonanych ze stopów aluminium.
9
10
11
12
13
14
15
9 roz 9-11-02 13:40 Page 1339
Wyszukiwarka
Podobne podstrony:
W09 Ja wstep ROZ
164 ROZ M G w sprawie prowadzeniea prac z materiałami wybu
124 ROZ stwierdzania posiadania kwalifikacji [M G P P S
013 ROZ M T G M w sprawie warunków technicznych, jakim pow
4 ROZ w sprawie warunkow techn Nieznany (2)
16 ROZ w sprawie warunkow tec Nieznany
18 ROZ warunki tech teleko Nieznany (2)
034 ROZ M I w sprawie wzoru protokołu obowiązkowej kontroli
5 ROZ w sprawie warunkow tech Nieznany (2)
123 roz uprawnienia D20140176id Nieznany
bio gle srod roz
133 ROZ bhp i p poz w zakla Nieznany
1339
hej mam bardzo fajna zagadke dla ciebie jak bedziesz miał chwile to sobie zobacz, ■RÓŻNOŚCI, MOŻNA S
rr RĂłznice Indywidualne Wszytskie pytania, Studia, Psychologia, SWPS, 2 rok, Semestr 04 (lato), Psy
teorie roz reg, ściągi 2 rok ekonomia 1 sem
Roz 4 Pedagogika egzystencjalna[1]
roz i serduszka
więcej podobnych podstron