,,
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Leszek Kucharski
Tomasz Trojanowski
Wykonywanie połączeń blachy techniką zgrzewania
721[03].Z1.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
1
Recenzenci:
mgr Stanisław Kołtun
mgr inż. Grażyna Uhman
Opracowanie redakcyjne:
mgr inż. Leszek Kucharski
mgr inż. Tomasz Trojanowski
Konsultacja:
mgr inż. Piotr Ziembicki
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 721[03].Z1.05
Wykonywanie połączeń blachy techniką zgrzewania zawartego w modułowym programie
nauczania dla zawodu blacharz samochodowy.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
4. Materiał nauczania
6
7
4.1. Bezpieczeństwo i higiena pracy podczas zgrzewania
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające 8
4.1.3. Ćwiczenia 8
4.1.4. Sprawdzian postępów
4.2. Istota zgrzewania oraz budowa i jakość zgrzewanej spoiny
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
9
10
10
11
12
12
4.3. Zgrzewanie oporowe oraz inne rodzaje zgrzewania. Rodzaje i charakter
wykonywanych złączy
13
4.3.1. Materiał nauczania
13
4.3.2. Pytania sprawdzające 18
4.3.3. Ćwiczenia 19
4.3.4. Sprawdzian postępów 20
4.4. Zgrzewarki stosowane w naprawach nadwozi
21
4.4.1. Materiał nauczania
21
4.4.2. Pytania sprawdzające 25
4.4.3. Ćwiczenia 26
4.4.4. Sprawdzian postępów 26
4.5. Zgrzewanie tworzyw sztucznych
27
4.5.1. Materiał nauczania
27
4.5.2. Pytania sprawdzające 28
4.5.3. Ćwiczenia 28
4.5.4. Sprawdzian postępów 28
5. Sprawdzian osiągnięć
29
6. Literatura
34

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
3
1. WPROWADZENIE
Poradnik ten będzie pomocny Ci w przyswajaniu wiedzy i kształtowaniu umiejętności
z zakresu łączenia blachy techniką zgrzewania.
W poradniku zamieszczono:
– wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś posiadać przed
rozpoczęciem realizacji programu jednostki modułowej, tak byś bez problemów mógł
wzbogacić swoją wiedzę, a także ukształtować swoje umiejętności związane z procesem
zgrzewania,
– cele kształcenia – wykaz umiejętności jakie wykształcisz podczas realizacji programu
jednostki modułowej,
– materiał nauczania czyli minimalny zakres wiedzy teoretycznej koniecznej do realizacji
programu jednostki modułowej,
– zestaw pytań, które ułatwią Ci sprawdzenie czy jesteś przygotowany do wykonania
ćwiczeń,
– ćwiczenia, które pomogą Ci zweryfikować wiedzę teoretyczną oraz wykształcić
umiejętności praktyczne,
– sprawdzian osiągnięć, czyli zestaw zadań testowych,
– literaturę niezbędną do osiągnięcia celów nauczania.
W rozdziale Materiał nauczania zostały opisane treści kształcenia. Zawarte tam
wiadomości powinny być wystarczające do osiągnięcia celów kształcenia zawartych w tej
jednostce modułowej. Jednak podana literatura umożliwia Ci poszerzenie zakresu wiedzy.
Materiał nauczania zawiera zarówno podstawowe, jak i szczególnie istotne i trudne treści:
− istota zgrzewania oraz budowa i jakość zgrzewanej spoiny,
− zgrzewanie oporowe oraz inne metody zgrzewania. Rodzaje i charakterystyka
wykonywanych złączy,
− zgrzewarki stosowane w naprawach nadwozi,
− zgrzewanie tworzyw sztucznych,
− bezpieczeństwo i higiena pracy podczas zgrzewania.
W pierwszym rozdziale zawarto zasady bhp, ppoż. i ochrony środowiska, których należy
przestrzegać podczas prac związanych ze zgrzewaniem. W rozdziale Istota zgrzewania oraz
budowa i jakość zgrzewanej spoiny zamieszczono definicje zgrzewania, charakterystykę wad
zgrzewów oraz sposoby kontroli zgrzewów. W następnych rozdziałach opisano metody
zgrzewania oporowego oraz inne metody zgrzewania, a także stosowane zgrzewarki.
W
rozdziale Zgrzewanie tworzyw sztucznych opisano sposoby zgrzewania tworzyw
sztucznych. Całość uzupełniona jest rysunkami, zdjęciami oraz tabelami ułatwiającymi
zrozumienie tekstu.
Poprzez podrozdział Pytania sprawdzające możesz sprawdzić stan swojej gotowości do
wykonania ćwiczeń. Zalecane jest wykonanie wszystkich ćwiczeń zawartych w poradniku. Po
ich wykonaniu masz możliwość sprawdzenia poziomu swoich umiejętności po przez
podrozdział Sprawdzian postępów. Możesz to zrobić wstawiając znak X w miejscu przy
słowie:
Tak – jeżeli jesteś w stanie odpowiedzieć pozytywnie na zadane pytanie,
Nie – jeżeli nie jesteś w stanie odpowiedzieć pozytywnie na zadane pytanie (Twoja
odpowiedź jest negatywna).
Należy pamiętać, że zakreślenie słowa Nie oznacza, iż Twoja wiedza nie jest pełna.
Powinieneś wrócić do niektórych zagadnień i uzupełnić brakujące informacje.
Po zakończeniu jednostki modułowej możesz w celu sprawdzenia swojej wiedzy
i umiejętności wykonać zamieszczony w poradniku test.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
4
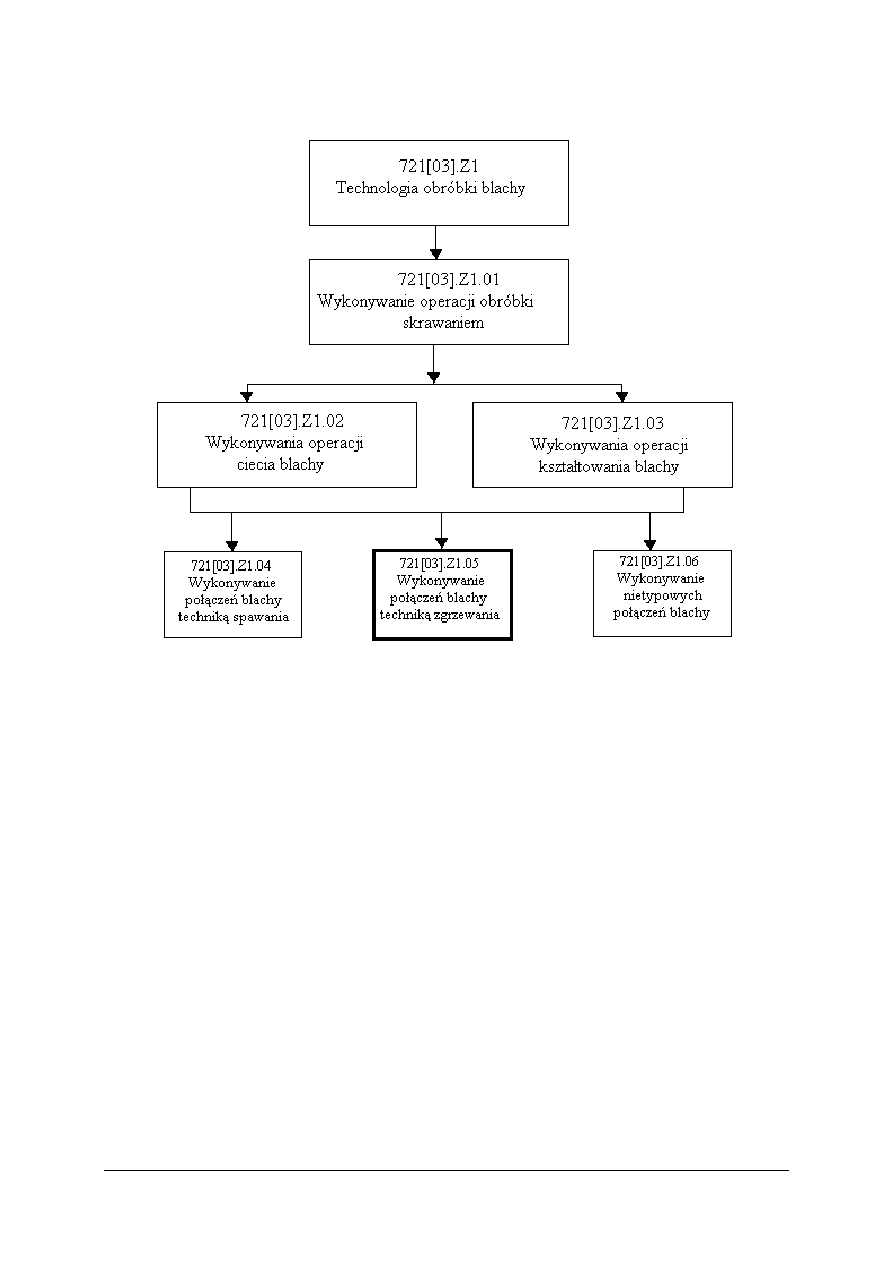
Schemat układu jednostek modułowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
– charakteryzować technologie produkcji nadwozi samochodowych,
– charakteryzować procesy obróbki wiórowej i obróbki plastycznej,
– wykonywać operacje tłoczenia i cięcia blachy,
– wykonywać operacje kształtowania blachy w warunkach zakładu naprawy samochodów,
– posługiwać się dokumentacją techniczną,
– korzystać z różnych źródeł informacji,
– poszukiwać informacji w Internecie,
– stosować ogólne zasady bhp i ppoż. w czasie eksploatacji maszyn i urządzeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
– scharakteryzować metodę łączenia materiałów poprzez zgrzewania,
– scharakteryzować rodzaje zgrzein,
– opisać zasadę zgrzewania oporowego,
– scharakteryzować czynniki decydujące o jakości spoiny otrzymanej w wyniku
zgrzewania,
– przedstawić na rysunku połączenia zgrzewane elementów nadwozia,
– zorganizować stanowisko pracy,
– posłużyć się zgrzewarką przenośną,
– dobrać sprzęt i technologię zgrzewania do łączenia blach nadwozia w miejscach łatwo
i trudno dostępnych,
– rozróżnić etapy zgrzewania,
– przygotować blachy do zgrzewania,
– wykonywać połączenia cienkich blach za pomocą zgrzewania punktowego,
– przeprowadzić proces zgrzewania elementów z tworzyw sztucznych,
– zastosować zasady bhp, ochrony ppoż. oraz ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
7
4. MATERIAŁ NAUCZANIA
4.1. Bezpieczeństwo i higiena pracy podczas zgrzewania
4.1.1. Materiał nauczania
Zgrzewanie niesie za sobą szereg zagrożeń dla życia i zdrowia osób je wykonujących
oraz postronnych, a mianowicie:
– poparzenia,
– uszkodzenia skóry i wzroku na skutek promieniowania,
– olśnienia,
– zatrucia gazami,
– urazy mechaniczne,
– wybuchy – pożary,
– hałas,
– obciążenie fizyczne.
Praca z narzędziami z napędem elektrycznym stwarza pewne niebezpieczeństwa. Główne
przyczyny wypadków to brak uziemienia, brak lub zły stan osłon, niestosowanie środków
ochrony indywidualnej (ubrania roboczego, rękawic itd.) oraz nieumiejętne używanie
narzędzi elektrycznych. Żeby zapobiec wypadkom należy pamiętać by:
– zapoznać się z instrukcjami stanowiskowymi dla urządzeń i narzędzi,
– przed rozpoczęciem pracy sprawdzić stan techniczny elektronarzędzi,
– przewód elektryczny nie ulegał skręceniu lub złamaniu,
– gniazdko i wtyczka oraz przewód powinny być zabezpieczone przed uszkodzeniem
mechanicznym, wysoką temperaturą, wpływami chemikaliów czy też wilgocią,
– posiadać, oraz nosić dopasowaną i zapiętą odzież roboczą,
– nosić izolowane obuwie i rękawice ochronne, aby zapobiec porażeniu prądem.
Z racji pracy z blachami oraz różnego rodzaju prętami, które zwykle mają ostre
krawędzie lub też końce, istnieje niebezpieczeństwo zranienia. Aby temu zapobiec należy
pamiętać o noszeniu ubrania ochronnego oraz rękawic ochronnych.
Wszelkie odpady, pozostałości po zgrzewaniu i obróbce nadwozia samochodowego
powinny być odpowiednio składowane i utylizowane poza terenem zakładu w miejscach do
tego przeznaczonych.
Podczas pracy w warsztacie należy przestrzegać zasad bezpieczeństwa i higieny pracy,
a także przepisów przeciwpożarowych. Taki obowiązek przestrzegania należy zarówno do
pracownika jak i do pracodawcy.
Należy pamiętać, że pracodawca zobowiązany jest do:
– zapewnienia bezpieczeństwa oraz higieny pracy,
– przeprowadzania odpowiednich szkoleń pracowników,
– ochrony zdrowia pracowników,
– zapobiegania chorobom oraz wypadkom, a kiedy takie nastąpią zobowiązany jest do
przeprowadzenia właściwego postępowania powypadkowego.
Pracownik ma obowiązek:
– być zaznajomionym z przepisami i zasadami bhp,
– uczestniczyć we właściwych szkoleniach,
– poddawać się lekarskim badaniom profilaktycznym,
– zawsze powiadamiać przełożonego o zaistniałym wypadku.
Osoba zajmująca się zgrzewaniem, jak każdy pracownik warsztatu powinien posiadać:
– kombinezon roboczy bądź fartuch ochronny,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
8
– obuwie dostosowane do rodzaju wykonywanej pracy,
– rękawice ochronne,
– ewentualne nakrycie głowy oraz okulary ochronne.
4.1.2. Pytania sprawdzające.
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie obowiązki spoczywają na pracodawcy w zakresie bhp?
2. Jakie obowiązki mają pracownicy?
3. Jakie środki ochrony osobistej powinien posiadać pracownik warsztatu podczas
zgrzewania?
4. Jak zabezpieczyć się przed wypadkami z narzędziami elektrycznymi?
4.1.3. Ćwiczenia
Ćwiczenie 1
Na podstawie wskazanej przez nauczyciela literatury, wymień i podziel wymagania
i zakazy związane z procesem zgrzewania. Odpowiedzi zapisz w karcie ćwiczenia.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze wskazanymi przez nauczyciela fragmentami literatury,
2) w karcie ćwiczenia (załącznik 1), wpisać w odpowiednie kolumny wymagania i zakazy
związane z procesem zgrzewania,
3) zadanie wykonać indywidualnie.
Wyposażenie stanowiska pracy:
– tablice poglądowe,
– instrukcje stanowiskowe dla urządzeń i narzędzi,
– instrukcje bhp i ppoż.,
– Kodeks Pracy,
– przybory do pisania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
9
Załącznik 1
Karta ćwiczenia
Imię i nazwisko............................................................................................................................
Bhp Ppoż.
Ochrona
środowiska
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) opisać obowiązki spoczywające na pracodawcy w zakresie bhp?
2) opisać obowiązki spoczywające na pracowniku w zakresie bhp?
3) wymienić indywidualne środki ochrony osobistej pracownika warsztatu?
4) scharakteryzować sposoby zabezpieczania się przed wypadkami?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
10
4.2. Istota
zgrzewania
oraz budowa i jakość zgrzewanej spoiny
4.2.1. Materiał nauczania
Zgrzewanie jest to sposób łączenia metali i termoplastycznych tworzyw sztucznych,
polegający na nagrzaniu łączonych elementów do stanu plastycznego (ciastowatego)
i mechanicznym dociśnięciu ich z ściśle określoną siłą np.: przez kucie, prasowanie, lub
zgniatanie. W zależności od źródła ciepła, które służy do nagrzania części łączonych do stanu
plastycznego bądź nadtopienia łączonych powierzchni stosuje się różne rodzaje zgrzewania,
które zostały omówione w kolejnych rozdziałach.
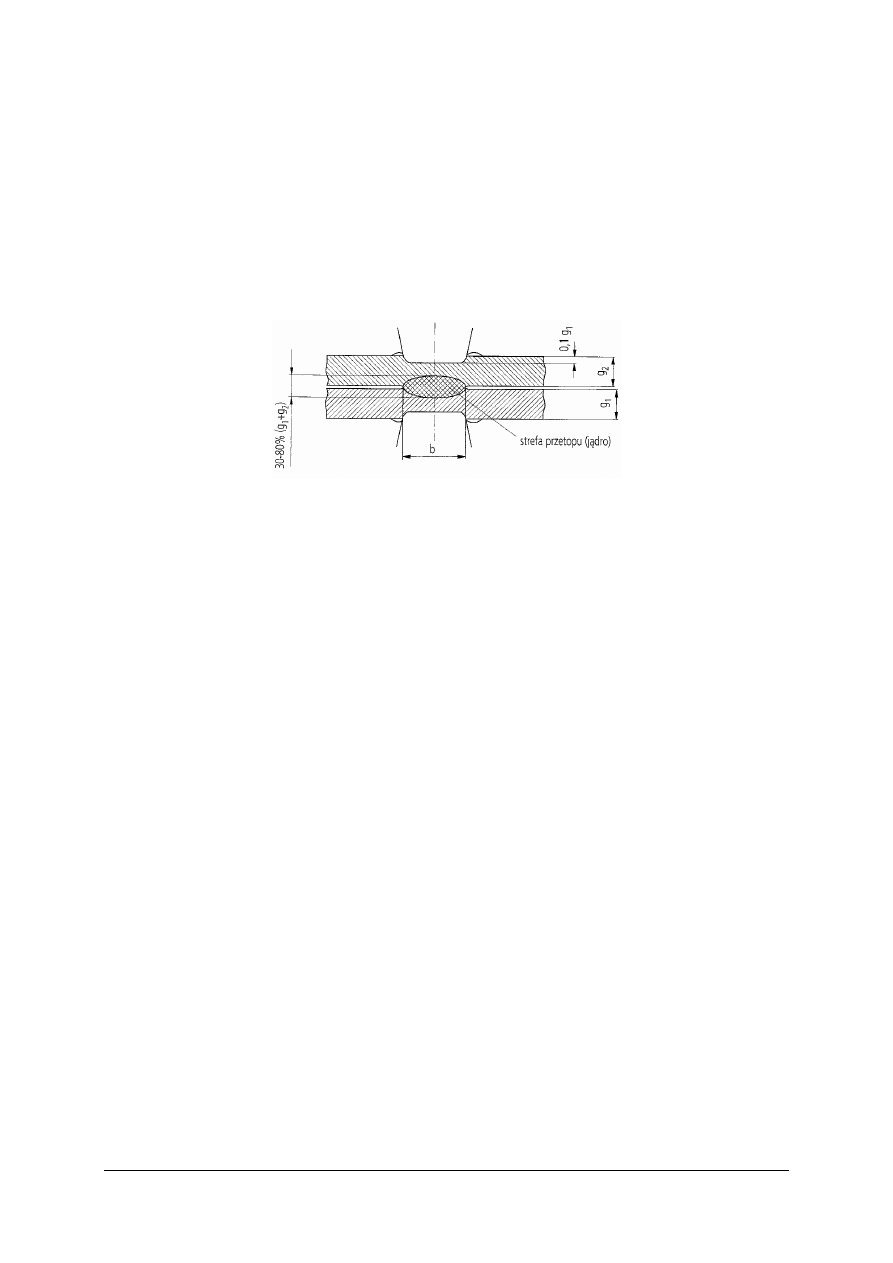
Rys. 1. Widok poprawnie wykonanej zgrzeiny. [3, s. 176]
g
1
, g
2
– grubości łączonych elementów, b – średnica strefy przetopu
Wygląd zgrzeiny zależy od metody wykorzystanej do zgrzewania. Bywa jednak, że
zgrzeiny mają wady. Wady te powstają na skutek:
– niewłaściwego przygotowania części przeznaczonych do zgrzewania,
– nieprzestrzegania parametrów zgrzewania,
– wad materiałowych,
– nieodpowiednich elektrod,
– wad zgrzewarki i aparatury.
Jest wiele różnych rodzajów wad i zależą one od zastosowanej metody. Wady zgrzein
punktowych, liniowych i garbowych są znacznie do siebie podobne stąd zostaną omówione
razem.
– Brak zgrzania lub mała średnica jądra – pojawiają się przy niskim natężeniu prądu lub za
krótkim czasie jego przepływu. Podobne wady powstają, jeżeli zostanie użyta elektroda
o za dużej średnicy w zgrzewaniu punktowym, lub też elektrody krążkowe w zgrzewaniu
linowym będą miały zbyt dużą szerokość. Negatywnie na jakość zgrzein wpływają też
zanieczyszczenia oraz bocznikowanie prądu.
– Przegrzanie – nadmierne natężenie prądu oraz za długi czas jego przepływu mogą
powodować przegrzanie zewnętrznych powierzchni oraz wypryski roztopionego metalu.
– Pęknięcia – przy krótkim czasie przepływu prądu i dużej szybkości stygnięcia zgrzein
oraz za krótkim docisku zgrzein, mogą powstawać promieniowe pęknięcia zgrzein.
– Kruchość – występuje, jeśli zgrzeiny są poddawane niewłaściwemu cyklowi cieplnemu,
czyli np.: zbytniemu chłodzeniu.
– Głębokie wgniecenia – powstają po elektrodach przy zbyt dużym natężeniu prądu, zbyt
długim czasie przepływu prądu, dużym nacisku elektrod i małej powierzchni roboczej
elektrod, a także małym prędkościom przy zgrzewaniu liniowym.
– Niewłaściwy kształt wgniecenia – pojawia się po elektrodach, jeżeli zgrzewane części lub
elektrody ulegną skrzywieniu, czyli zużywają się nierównomiernie na powierzchni styku.
– Nieszczelność – pojawia się przy zgrzewaniu liniowym wtedy, gdy następują zbyt długie
przerwy między impulsami prądu. Może się ona też pojawić przy zmianie parametrów
zgrzewania podczas przesuwania zespołu zgrzewanego w pole działania oporności
indukcyjnej prądu wtórnego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
11
Wady zgrzein wykonanych metodą zgrzewania doczołowego, zwarciowego oraz
iskrowego są odrobinę inne, np.:
– Brak zgrzania – pojawia się w zgrzewaniu zwarciowym, jeśli styki były niedostatecznie
oczyszczone, bądź zastosowano zbyt mały prąd zgrzewania lub zbyt krótki czas
przepływu prądu. Przy zgrzeinach iskrowych pojawia się przy zbyt małym nagrzaniu,
niedostatecznym wyiskrzeniu lub wyłączeniem prądu przed fazą spęczania.
– Wytrącenia tlenków – pojawiają się w zgrzeinach zwarciowych, jeśli powierzchnia była
nieodpowiednio czyszczona. Natomiast w zgrzeinach iskrowych są wynikiem,
niedostatecznego wyiskrzenia, przedwczesnego wyłączenia prądu, zbyt małej siły
docisku i zbyt małej prędkości spęczania.
– Przegrzanie – w zgrzeinach iskrowych spowodowane jest nadmiernym nagrzaniem strefy
łączenia, za długim czasem nagrzewania i zbyt dużym natężeniem prądu.
– Nadtopienie – pojawia się wtedy, gdy powierzchnie zgrzewane lub elektrody były
niedostatecznie oczyszczone oraz chłodzenie elektrod było niewłaściwe.
– Pęknięcia – pojawiają się w zgrzeinie lub w strefie wpływu ciepła przy zbyt dużym
natężeniu prądu, za dużej sile spęczania oraz za szybkim studzeniu.
– Przesunięcie – powierzchni styku w zgrzeinie może powstać przy braku pryzm
centrujących części zgrzewanych w elektrodach, przy nadmiernej długości mocowania
części i przy nieodpowiednio ustawionych częściach w szczękach zgrzewarki.
Kontrole zgrzein dzieli się na badania niszczące i badania nieniszczące. Kontrola jest
przeprowadzana zarówno przed zgrzewaniem, jaki i w trakcie zgrzewania oraz po jego
zakończeniu. Ma ona na celu ustalenie takich parametrów zgrzewania, aby podczas
właściwego procesu występowało jak najmniej braków.
Badania niszczące – są wykonywane dla ustalenia parametrów zgrzewania. Jedną ze
stosowanych metod jest zgrzewanie na próbę dwóch kawałków blachy (wyłuskiwanie zgrzein
punktowych), a następnie odrywanie ich od siebie. Jeżeli zgrzeinę wykonano poprawnie to
nie będzie widać na niej żadnych przepaleń ani pęcherzy (takie znaki pojawiają się przy
przegrzaniu). Po rozerwaniu jej odejdzie razem z materiałem rodzimym. Podobne badania
przeprowadza się na zgrzeinach liniowych. Zgrzewa się dwie blachy, ale nie na całej
długości, następnie jedną część odgina się, a drugą umocowuje w imadle. Wycięcie w pręcie
powinno mieć wymiary długości i szerokości takie, aby można było w to wycięcie włożyć
odchyloną blachę. Obracając takim kluczem wyrywa się blachę ze zgrzeiny linowej.
Poprawna zgrzeina będzie wyrywała się w strefie przejściowej.
Badania nieniszczące – są to przede wszystkim oględziny. Zwykle nie stosuje się badań
penetracyjnych, magnetycznych ani radiograficznych. Oględziny zewnętrzne można wykonać
gołym okiem ewentualnie przy zastosowaniu lupy powiększającej. Z racji dużej kłopotliwości
badania penetracyjne oraz magnetyczne są wykonywane rzadko. Natomiast, jeśli chodzi
o badania radiograficzne to z uwagi na płaski kształt zgrzein są one mało skuteczne
(promienie rentgena nie są wstanie wykryć częściowego lub całkowitego braku zgrzania).
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy zgrzewaniem?
2. Co powoduje wady zgrzein?
3. Co nazywamy wadą zgrzeiny?
4. Jaki znasz wady zgrzein?
5. Na czym polega kontrola zgrzein?
6. Czym różnią się badania niszczące od badań nieniszczących?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
12
4.2.3. Ćwiczenia
Ćwiczenie 1
Połącz za pomocą zgrzewania punktowego otrzymane elementy nadwozia
samochodowego i sprawdź jakość wykonanego połączenia.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze wskazanymi przez nauczyciela fragmentami literatury,
2) zgromadzić niezbędne materiały, urządzenia i narzędzia,
3) zorganizować stanowisko pracy,
4) przeprowadzić proces zgrzewania otrzymanych elementów,
5) wykonać próbę wytrzymałości zgrzein,
6) w czasie wykonywania ćwiczenia zwrócić szczególną uwagę na przepisy bezpieczeństwa
i higieny pracy i przeciwpożarowe,
7) zadanie wykonać indywidualnie.
Wyposażenie stanowiska pracy:
– regulaminy i instrukcje dotyczące obsługi zgrzewarek,
– elementy nadwozia samochodowego przygotowane do zgrzewania,
– zgrzewarka stanowiskowa,
– narzędzia pomiarowe i traserskie,
– narzędzia mocujące,
– narzędzia do kontroli wytrzymałości zgrzein,
– środki ochrony osobistej,
– sprzęt gaśniczy.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) zorganizować stanowisko do zgrzewania?
2) przeprowadzać
proces
zgrzewania?
3) sprawdzić jakość
wykonanej
zgrzeiny?
4) dobrać środki ochrony indywidualnej niezbędne podczas zgrzewania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
13
4.3. Zgrzewanie oporowe oraz inne metody zgrzewania. Rodzaje
i charakterystyka wykonywanych złączy
4.3.1. Materiał nauczania
Współczesna technika dysponuje kilkoma sposobami zgrzewania elektrycznego
oporowego. Wśród najbardziej rozpowszechnionych znajdują się:
– zgrzewanie punktowe,
– zgrzewanie liniowe,
– zgrzewanie garbowe,
– zgrzewanie doczołowe (zwarciowe oraz iskrowe).
Zgrzewanie elektryczne-oporowe jest metodą spajania, w której połączenie otrzymuje się
poprzez przepływ prądu w miejscu przyłożenia elektrod zgrzewarki i równoczesny docisk
mechaniczny. Prąd przepływający przez elementy zgrzewane zużywa energię elektryczną,
która zostaje zamieniona na ciepło. Według prawa Joule’a-Lenza (dżula-lenca) ilość ciepła
wytworzonego w procesie zgrzewania elektrycznego wynosi
Q = J
2
⋅
R
⋅
t
gdzie:
Q – ilość wytworzonego ciepła w [J],
J – natężenie prądu zgrzewania w [A],
R – opór elektryczny stref zgrzewania w [
Ω],
t – czas przepływu prądu zgrzewania w [s].
Opór elektryczny złącza zależy od właściwości metalu zgrzewanego oraz od oporu
elektrycznego styków elektrod zgrzewarki z częściami zgrzewanymi. [1, s. 388]
Opór styków zależy również od nacisku elektrod – im nacisk większy tym opór mniejszy.
Opór elektryczny styku maleje również ze wzrostem temperatury, natomiast wzrasta
w zgrzewanym metalu.
Ilość wytworzonego ciepła jest wprost proporcjonalna do czasu przepływu prądu
zgrzewania. Zostaje ono zużyte do ogrzania części do temperatury zgrzewania oraz na straty.
Do strat zaliczamy ciepło doprowadzane do części zgrzewanych poza zgrzeiną, ciepło
przewodzone do elektrod i odprowadzane przez wodę chłodzącą oraz promieniowania do
otoczenia. Aby straty były jak najmniejsze należy maksymalnie ograniczyć czas zgrzewania.
Oznacza to jednak zwiększenie natężenia prądu, co możliwe jest przy zastosowaniu
zgrzewarki o większej mocy.
Do zgrzewania elektryczno-oporowego stosuje się prąd o niskim napięciu (4
÷8 V)
i bardzo dużym natężeniu, które w chwili zgrzewania wynosi nieraz kilka tysięcy amperów.
Przygotowując materiały do zgrzewania powinno się:
– oczyścić je mechanicznie ze smarów, farb oraz warstwy utlenionej,
– oczyścić je chemicznie odtłuszczając za pomocą rozpuszczalników organicznych,
– w przypadku pokrycia tlenkami wytrawić za pomocą wodnych roztworów kwasów,
następnie wymyć, zobojętnić w roztworze alkalicznym i suszyć.
Zgrzewanie punktowe – niezależnie od użytego sprzętu czy też sposobu zgrzewania
proces ten można podzielić na trzy etapy.
Etap pierwszy – to dociśniecie do siebie łączonych części elektrodami. Czynność tą należy
wykonać przed włączeniem prądu wtórnego zgrzewania.
Etap drugi – włączenie prądu zgrzewania, podgrzanie i stopienie zgrzewanych powierzchni
przy pomocy natężenia.
Etap trzeci – to stygniecie zgrzeiny po wyłączeniu prądu, jednakże w dalszym ciągu pod
naciskiem elektrod.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
14
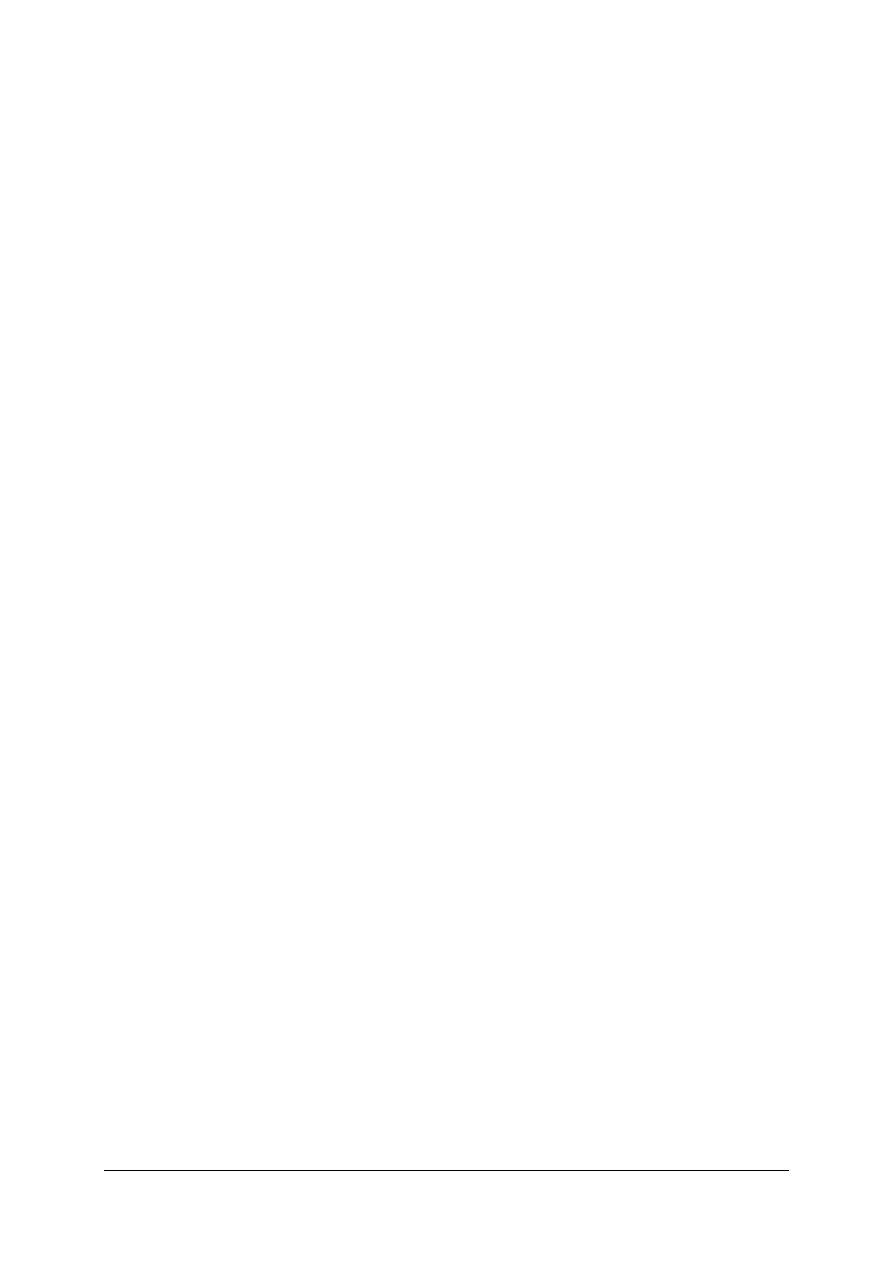
Rys. 2. Oporność złącza zgrzewanego punktowo. [1, s. 388]
R – całkowity opór elektryczny strefy zgrzewania,
R
1
– oór elektryczny styków między elektrodami a częściami zgrzewanymi,
R
2
– właściwy opór elektryczny zgrzewanych części,
R
3
– opór elektryczny styku między zgrzewanymi częściami.
Właściwy kształt zgrzeiny i jej własności wytrzymałościowe zależą od temperatury, która
wytwarza się podczas zgrzewania. Przy zbyt wysokiej temperaturze lub zbyt dużym nacisku
elektrod może nastąpić wyprysk ciekłego metalu z jądra zgrzeiny – takie połączenie należy
uznać za wadliwe.
Zespoły zgrzein grupuje się w jednym lub kilku rzędach w zależności od konstrukcji.
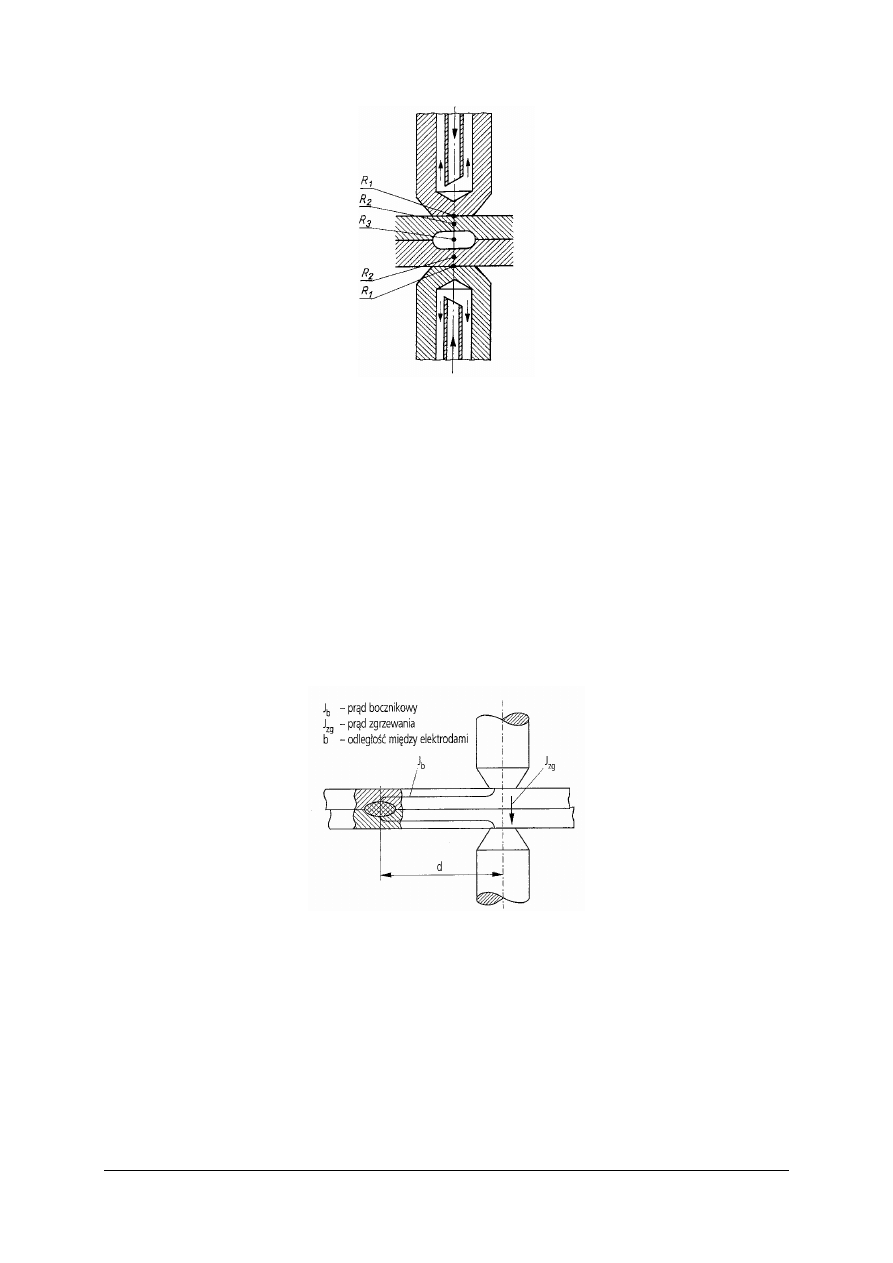
Należy pamiętać by odległości między zgrzeinami nie były zbyt małe ze względu na zjawisko
bocznikowania (przepływ części prądu przez sąsiednią wcześniej wykonana zgrzeinę). Przy
małych odległościach prąd bocznikowania może być tak duży, że prąd potrzebny do
wykonania kolejnej zgrzeiny będzie zbyt mały. Takie zjawisko spowoduje powstanie
zgrzeiny o zbyt małej wytrzymałości lub uniemożliwi w ogóle powstanie zgrzeiny.
Rys. 3. Zjawisko bocznikowania prądu. [3, s. 177]
Zgrzewanie liniowe – polega ono na łączeniu części parą elektrod krążkowych
wykonujących kolejne zgrzeiny nakładane na siebie. Dociśnięte do siebie elektrody
w kształcie krążków obracają się, przesuwając materiał, a cyklicznie włączany prąd powoduje
powstanie zgrzein. Zwykle jedna z elektrod napędzana jest silnikiem elektrycznym, który
umożliwia regulacje obrotów, druga elektroda natomiast obraca się ruchem wymuszonym.
W tej metodzie zgrzewania mechanizm powstawania jądra zgrzein jest bardzo podobny
do tego, który następuje w zgrzewaniu punktowym. Z tym, że tutaj występuje bardzo duże
bocznikowanie prądu. Nacisk elektrod jest znacznie większy niż przy zgrzewaniu
punktowym, tak by zapewnić odpowiednie zagęszczenie jądra zgrzeiny. Ważne jest by ilość
jednocześnie zgrzewanych elementów nie była większa od trzech.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
15
Rys. 4. Schemat zgrzewania liniowego. [3 s 177]
Zgrzewanie garbowe – jest ono bardzo podobne do zgrzewania punktowego z tym, że przy
zgrzewaniu garbowym na początku następuje wytłoczenie garbów w miejscach powstania
zgrzein. Kolejną różnicą jest to, iż w zgrzewaniu punktowym wykonuje się każdą zgrzeinę
osobno, natomiast przy zgrzewaniu garbowym wykonuje się jednocześnie kilka zgrzein.
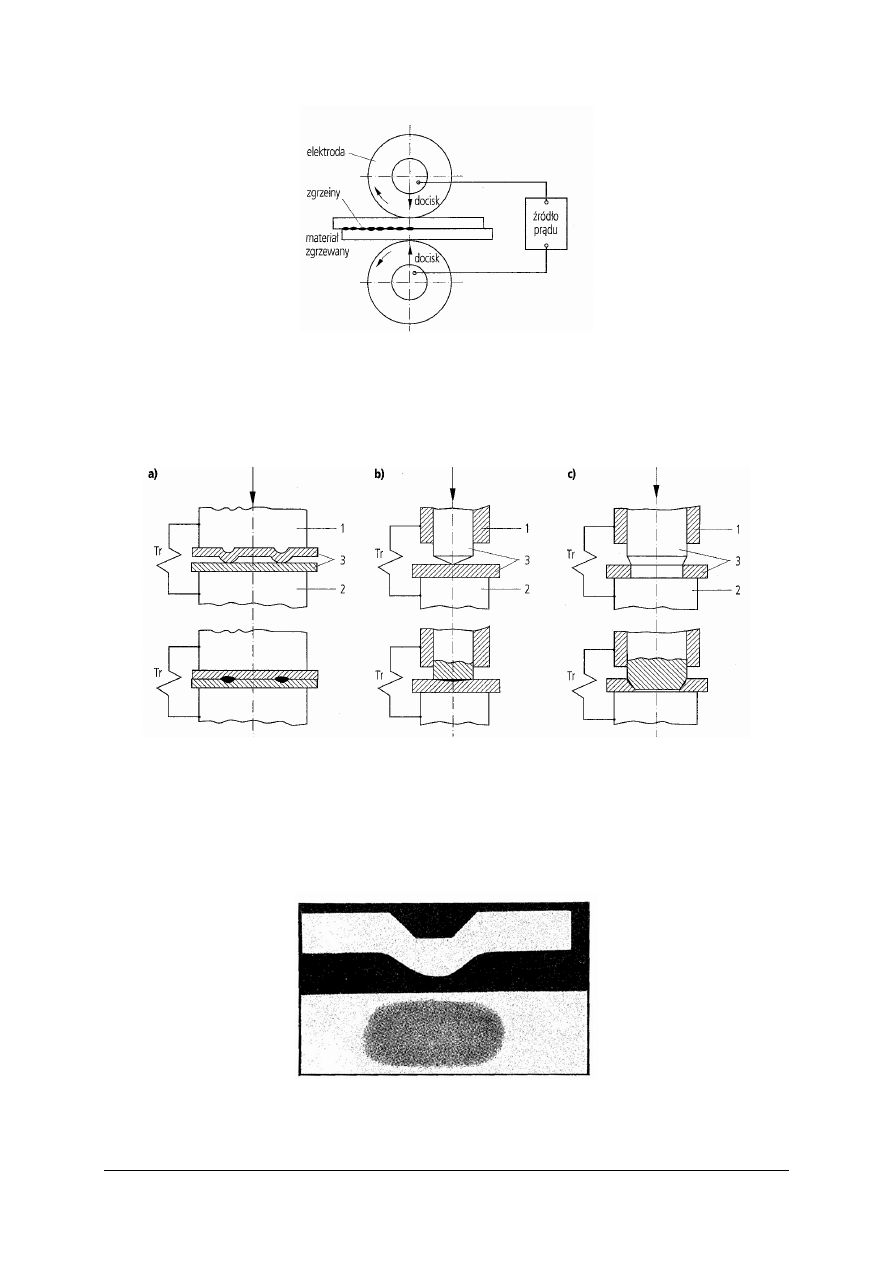
Rys. 5. Zasady zgrzewania garbowego:
a) elementów płaskich, b, c) kołków, 1,2 – elektrody, 3 – elementy zgrzewane. [3, s. 178]
W części przewidzianej do zgrzewania wykonuje się garby określane występami
technologicznymi. Garbów zwykle jest kilka. Zanim nastąpi zgrzewanie między częściami
występują pewne prześwity, gdyż części stykają się tylko w wytłoczonych garbach. Poprzez
docisk, powierzchnia garbów może ulec niewielkiemu powiększeniu. W momencie włączenia
prądu zgrzewania, garby nagrzewają się i odkształcają tak, że części przylegają do siebie.
Rys. 6. Przekrój przez garb i przez zgrzeinę garbową. [1, s. 397]
Zgrzewanie doczołowe – służy ono do łączenia dwóch części ich czołami. Wyróżnia się
dwa rodzaje zgrzewania doczołowego: zwarciowe oraz iskrowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
16
Zgrzewanie zwarciowe – polega ono na dokładnym dociśnięciu do siebie dwóch
powierzchni. Następnie przepuszcza się przez ten styk prąd elektryczny o odpowiednim
natężeniu i napięciu. Miejsce styku nagrzewa się do wysokiej temperatury, a po jej
osiągnięciu materiał – pod wpływem stałego docisku – ulega spęczaniu i zgrzewa się. Należy
pamiętać, że aby nie dopuścić do przegrzania połączenia, wyłącza się prąd jeszcze przed
zakończeniem procesu spęczania.
Rys. 7. Zasady zgrzewania zwarciowego oraz widok złączy. [3, s. 174]
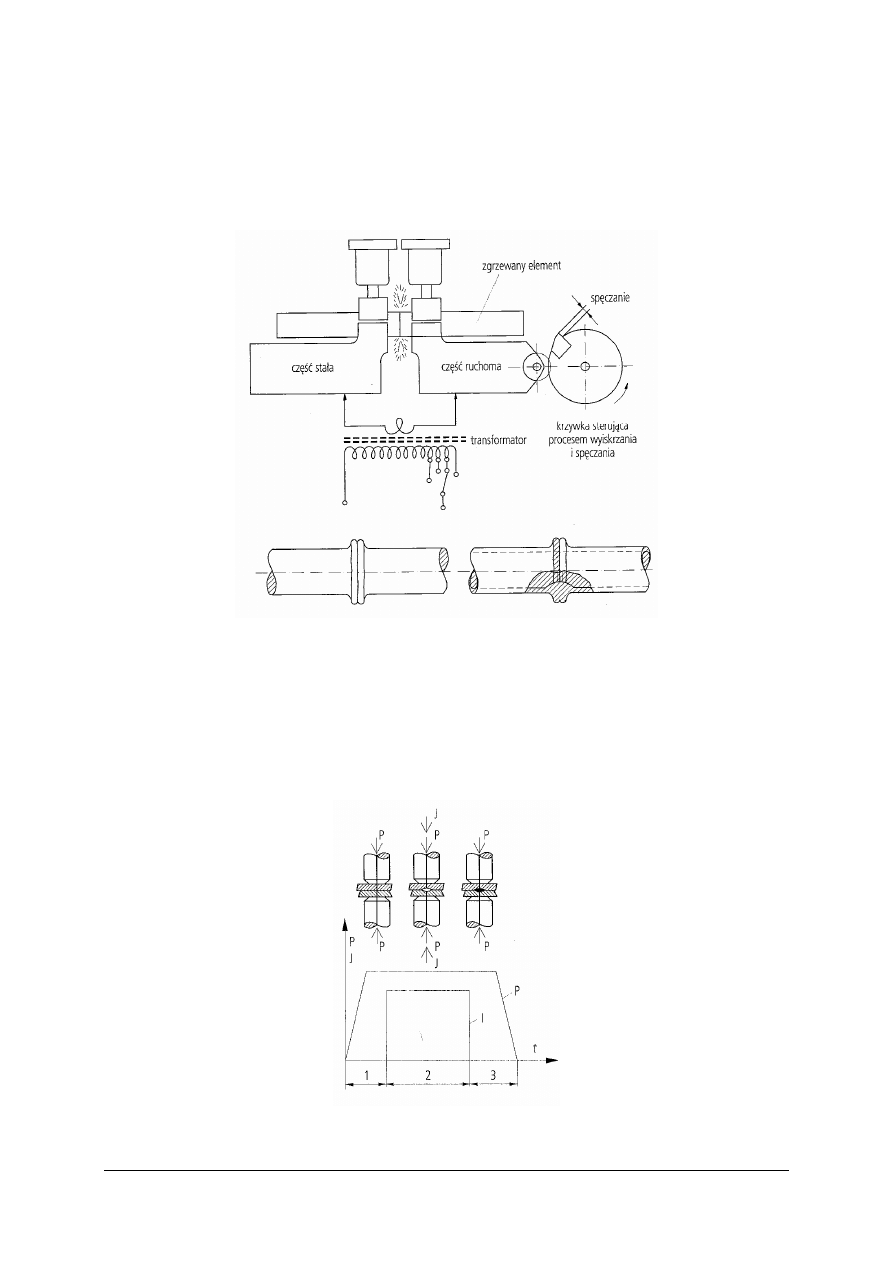
Zgrzewanie iskrowe – przy tym rodzaju zgrzewania elementy, które mają zostać
poddane zgrzaniu umieszcza się w uchwytach zgrzewarki i przyłącza do wtórnego obwodu
transformatora. Następnie zbliża się je do siebie powoli. Prąd elektryczny przepływa
w miejscach chwilowego styku, co powoduje nagrzewanie i topienie się metalu. Po
odpowiednio długim czasie cała powierzchnia zostaje równomiernie nadtopiona. Wtedy przy
włączonym prądzie zgrzewania następuje szybkie dociśnięcie do siebie zgrzewanych
elementów i następuje ich połączenie.
Rys. 8. Zasady zgrzewania oporowego. [3, s. 173]
1,2,3 – siła docisku, P – siła docisku, I – natężenie prądu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
17
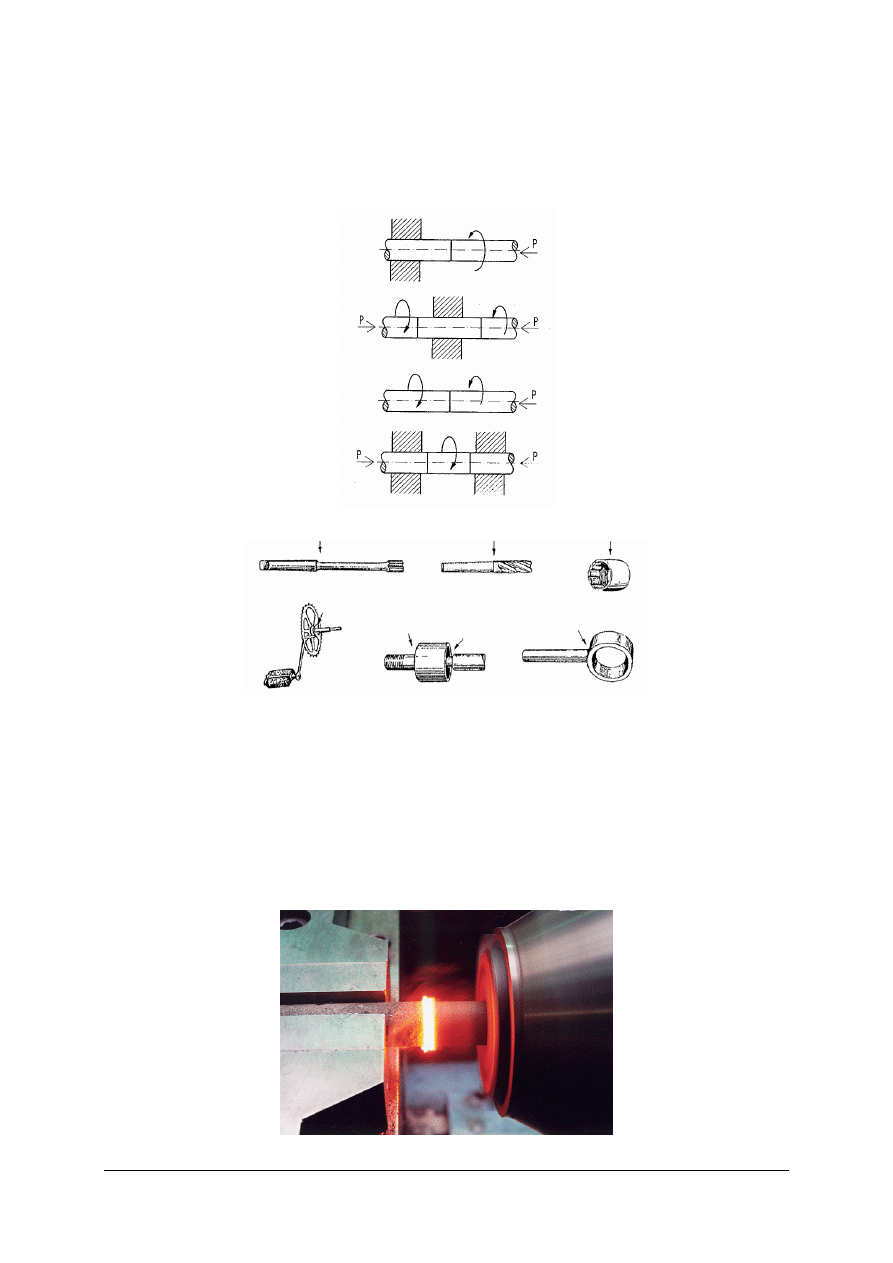
Oprócz sposobów zgrzewania oporowego, które zostały omówione powyżej stosuje się
również metodę zgrzewania tarciowego. Jest to rodzaj zgrzewania mechanicznego, przy
którym jedna ze zgrzewanych części porusza się ruchem obrotowym. W wyniku tarcia
wydzielane jest ciepło, które ogrzewa łączone powierzchnie do stanu plastycznego, a po przez
docisk następuje ich połączenie.
Rys. 9. Schemat zgrzewania tarciowego. [3, s. 178]
Rys. 10 Elementy maszyn i narzędzi łączone za pomocą zgrzewania tarciowego
(strzałki oznaczają zgrzewane miejsca).[ 1,s. 63]
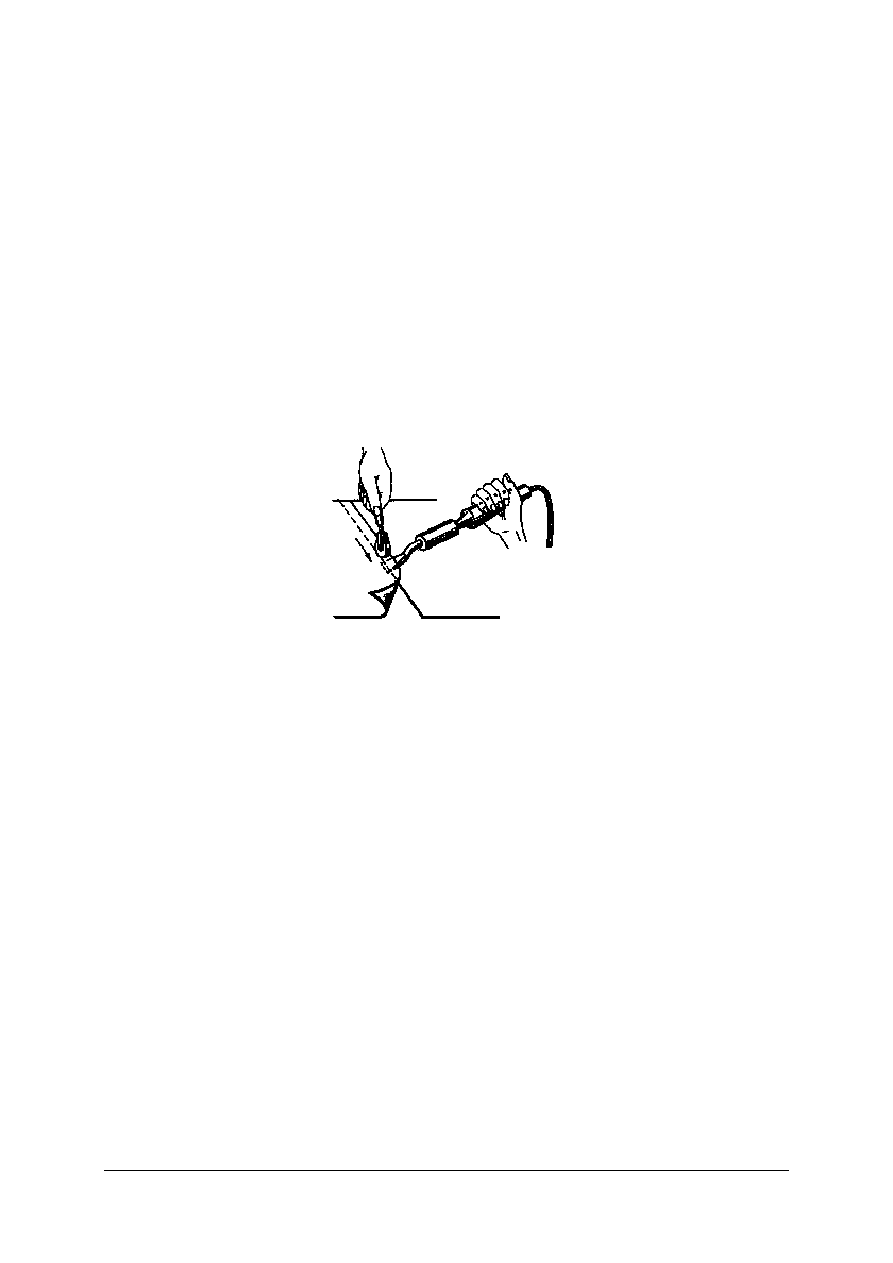
Ten rodzaj zgrzewania stosuje się do łączenia różnych gatunków stali, np.: stali
węglowych, stopowych, narzędziowych oraz metali nieżelaznych, takich jak miedź czy też
stopy miedzi. Z racji mniejszego zużycia prądu zgrzewanie tarciowe może z powodzeniem
zastąpić zgrzewanie elektryczne oporowe i może być stosowane do produkcji masowej.
Warto też podkreślić, iż zgrzeiny wykonane metodą tarciową mają większą wytrzymałość niż
te wykonaną metodą oporową. Kolejną zaletą jest możliwość łączenia dwóch różnych metali,
np.: stali węglowych ze stalami stopowymi.
Rys. 11. Zgrzewanie tarciowe. [5]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
18
Przy naprawach nadwozi polegających na wymianie elementów stosuje się głównie
zgrzewanie punktowe. Związane jest to przede wszystkim z gabarytami i łatwością
przemieszczania zgrzewarek, których moc jest w zupełności wystarczająca do tego typu
napraw.
Zgrzewanie oporowe punktowe jest najodpowiedniejszą metodą zgrzewania dla
pojazdów samochodowych. Charakteryzuje się trzema głównymi cechami:
– może być wykonane prawie natychmiastowo,
– zniekształcenia są minimalne w stosunku do innych porównywalnych metod łączenia,
– znacząco nie wpływa na materiał rodzimy.
W przypadku nie posługiwania się kartą technologiczną przy łączeniu nowo wstawianego
elementu należy powiększyć liczbę zgrzein o 20% w miejscach zgrzewania punktowego.
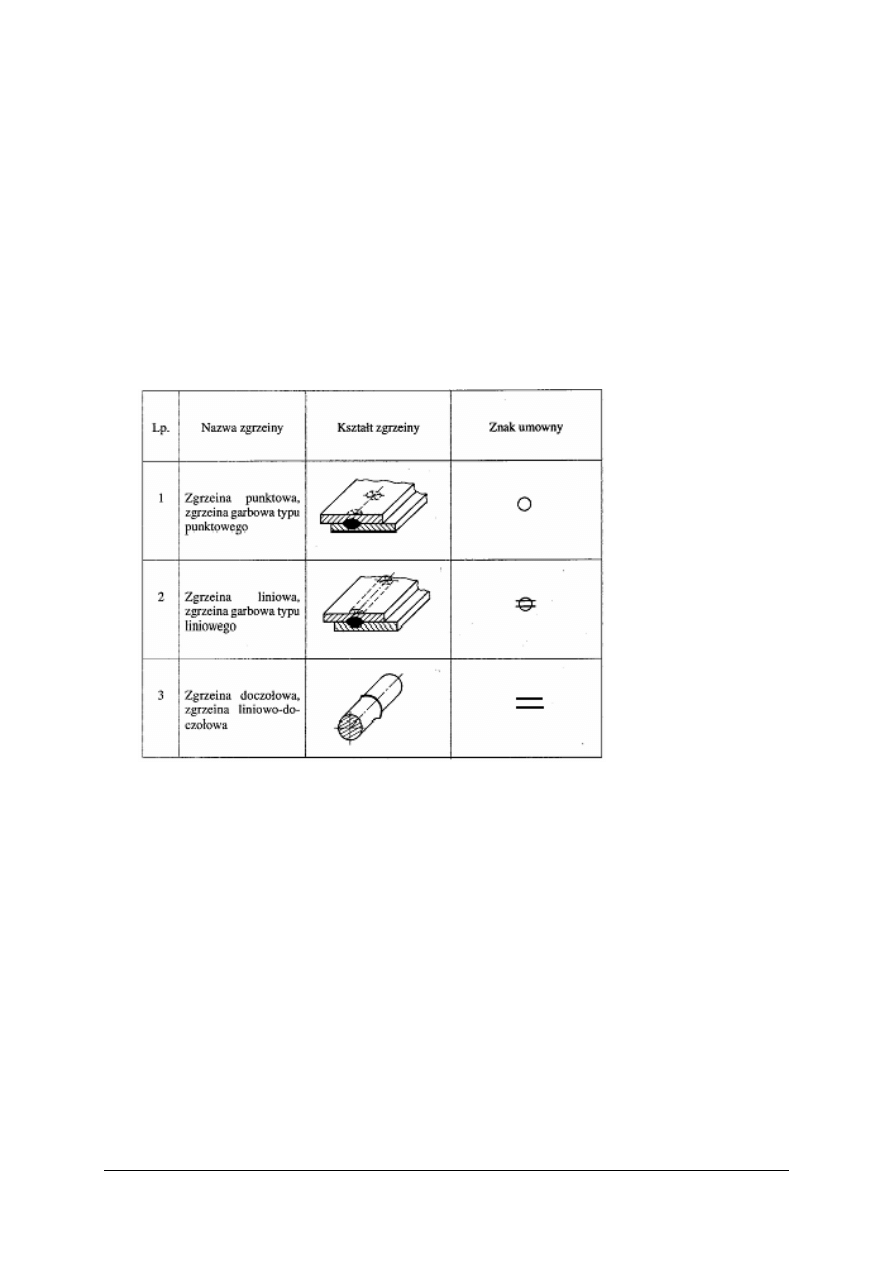
Tabela 1. Oznaczenie zgrzein na rysunkach.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Na jakiej zasadzie odbywa się zgrzewanie elektryczne oporowe?
2. Jak przygotowuje się materiały do zgrzewania?
3. Jakie są sposoby zgrzewania elektrycznego oporowego?
4. Jaki wpływ na jakość zgrzewania ma bocznikowanie prądu i kiedy powstaje?
5. Jak odbywa się zgrzewanie garbowe?
6. Jakie są rodzaje zgrzewania doczołowego?
7. Jakie są zalety zgrzewania tarciowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
19
4.3.3. Ćwiczenia
Ćwiczenie 1
Przygotuj do zgrzewania elementy nadwozia samochodowego wykonane z blachy
stalowej.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze wskazanymi przez nauczyciela fragmentami literatury,
2) zgromadzić materiały i narzędzia, niezbędne do wykonania ćwiczenia,
3) wykonać ćwiczenie przestrzegając przepisy bhp i ochrony środowiska,
4) zadanie wykonać indywidualnie.
Wyposażenie stanowiska pracy:
– elementy nadwozia samochodowego,
– narzędzia i środki do czyszczenia i odtłuszczania blach,
– narzędzia i materiały ścierne,
– instrukcje dotyczące obsługi urządzeń do osuszania blach,
– urządzenie do osuszenia blachy.
Ćwiczenie 2
Na podstawie przygotowanych ponumerowanych próbek, wykonanych różnymi
metodami, rozpoznaj rodzaje zgrzewania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze wskazanymi przez nauczyciela fragmentami literatury,
2) zadanie wykonać indywidualnie,
3) w karcie ćwiczenia (załącznik 2) dane, ponumerowane próbki, przyporządkuj do
odpowiedniego rodzaju zgrzewania, stawiając znak „+” w odpowiedniej kolumnie tabeli.
Wyposażenie stanowiska pracy:
–
ponumerowane próbki zgrzein,
– tabela do ćwiczenia (załącznik 2),
– przybory do pisania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
20
Załącznik 2
Tabela do ćwiczenia
Imię i nazwisko........................................................................................................................
Rozpoznaj rodzaje zgrzewania stawiając znak „+” w odpowiedniej kolumnie tabeli.
Nr
próbki
Zgrzewanie
oporowe
Zgrzewanie
tarciowe
Zgrzewanie
zgniotowe
Zgrzewanie
wybuchowe
1
2
3
4
5
6
7
8
9
10
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) rozpoznać rodzaje zgrzewania?
2) wyszczególnić sposoby zgrzewania elektrycznego oporowego?
3) przygotować elementy nadwozia do zgrzewania?
4) wyszczególnić narzędzia i środki do czyszczenia i odtłuszczania blach?
5) dobrać narzędzia i materiały potrzebne do przygotowania miejsca
zgrzewania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
21
4.4. Zgrzewarki stosowane w naprawach nadwozi
4.4.1. Materiał nauczania
We wszystkich zgrzewarkach oporowych niezależnie od ich rodzaju i metody
zgrzewania, jaką stosują można wyróżnić kilka cech charakterystycznych. W każdej
zgrzewarce oporowej znajdują się trzy zespoły:
– mechaniczne – składające się z korpusu, elementów mocujących zgrzewane części,
zespołów spęczających, dociskowych i napędu krążkowych elektrod,
– energetyczne – to transformator zgrzewalniczy, obwód zgrzewania i przełączniki
zespołów,
– sterowania – w zależności od typu mogą się składać z urządzeń sterujących czasem oraz
prądem zgrzewania, a także z urządzeń sterujących elementami napędowymi.
Zespoły mechaniczne – różnią się miedzy sobą znacznie. Zależy to od typu i wielkości
zgrzewarek. Korpusy małych zgrzewarek są produkowane seryjnie z żeliwa lub stopów
aluminium. Natomiast, jeśli chodzi o korpusy średnich i dużych zgrzewarek to produkuje się
je jako konstrukcje spawane. Ważne jest by korpusy były odpowiednio wytrzymałe tak żeby
nie powstawały odkształcenia podczas procesów zgrzewania. Pewien stopień odkształceń jest
możliwy jednak nie może on przekraczać dopuszczalnej normy. W korpusie umieszcza się
zwykle transformatory, niektóre mechanizmy a także zespoły sterowania. Przy zgrzewarkach
doczołowych zespoły mocujące części zgrzewane są tak zamontowane, iż mają możliwość
przesuwania się zarówno podczas zgrzewania jak i spęczania. W zgrzewarkach punktowych
i garbowych mechanizmy dociskowe służą do docisku części zgrzewanych oraz do
przesuwania elektrod, natomiast w zgrzewarkach liniowych do obrotu elektrod krążkowych
i docisku.
Zespoły energetyczne – najważniejszą role odgrywa tu transformator. Jego zadaniem
jest przeniesienie energii elektrycznej z sieci zasilającej do obwodu zgrzewania.
Transformatory w zgrzewarkach obniżają napięcie (napięcie wtórne w elektrodach wynosi
0,5
÷10 V), ale jednocześnie podwyższają natężenie prądu (wynosi ono 1000 ÷200 000A).
Zgrzewarki małej i średniej mocy są zwykle wyposażone z transformatory jednofazowe.
Nie są one najlepsze dla sieci, gdyż znacznie obciążają tylko jedną fazę. Zgrzewarki dużej
mocy mają montowane transformatory trójfazowe, które obciążają równomiernie trzy fazy
w sieci elektrycznej.
Każdy transformator zgrzewarki składa się z rdzenia, uzwojenia pierwotnego oraz
uzwojenia wtórnego. Uzwojenie pierwotne składa się z kilkudziesięciu zwojów, a uzwojenie
wtórne zaledwie z jednego lub dwóch zwojów. Obwód prądu wtórnego przewodzi bardzo
duże natężenie. Obwód ten wykonany jest z grubego płaskownika miedzianego w kształcie
pętli lub z kilku miedzianych blach połączonych ze sobą, kończy się elektrodami kłowymi,
krążkowymi, płaskimi lub takimi o specjalnej konstrukcji dostosowanej do rodzaju
zgrzewarki. Elektrody doprowadzają prąd bezpośrednio do zgrzewanych części, również za
ich pośrednictwem wywierany jest nacisk na zgrzewane części. Bardzo ważnym czynnikiem
decydującym o wydajności i jakości wykonanych złączy jest gatunek elektrod (od gatunku
zależy też trwałość elektrod). Zwykle elektrody wykonywane są ze stopu miedzi z dodatkami
np.: kadmu, chromu, niklu, krzemu i innych pierwiastków.
Zespoły sterowania – służą one do precyzyjnego włączania i regulowania
poszczególnych faz zgrzewania, np.: wartość i czas przepływu prądu wtórnego, docisk, napęd
elektrod itd. Do wykonania powtarzalnych i poprawnych zgrzein wymagane jest, aby
urządzenie odznaczało się dużą niezawodnością, odpowiednią dokładnością oraz odpornością
na zakłócenia przemysłowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
22
Transformatory zgrzewarki podłączone są do sieci prądu zmiennego za pomocą
styczników. Zgrzewarki o małej mocy pomiędzy 5
÷20 kV⋅A, są wyposażone w proste
styczniki mechaniczne. Natomiast w większych zgrzewarkach precyzyjnych są montowane
styczniki elektromagnetyczne. Takie styczniki umożliwiają włączanie i wyłączanie
transformatorów zgrzewalniczych nawet, co sekundę. W przypadku, kiedy zaistnieje
konieczność włączania i wyłączania transformatorów jeszcze częściej, czyli nawet, co 0,5
okresu to trzeba zastosować styczniki lampowe.
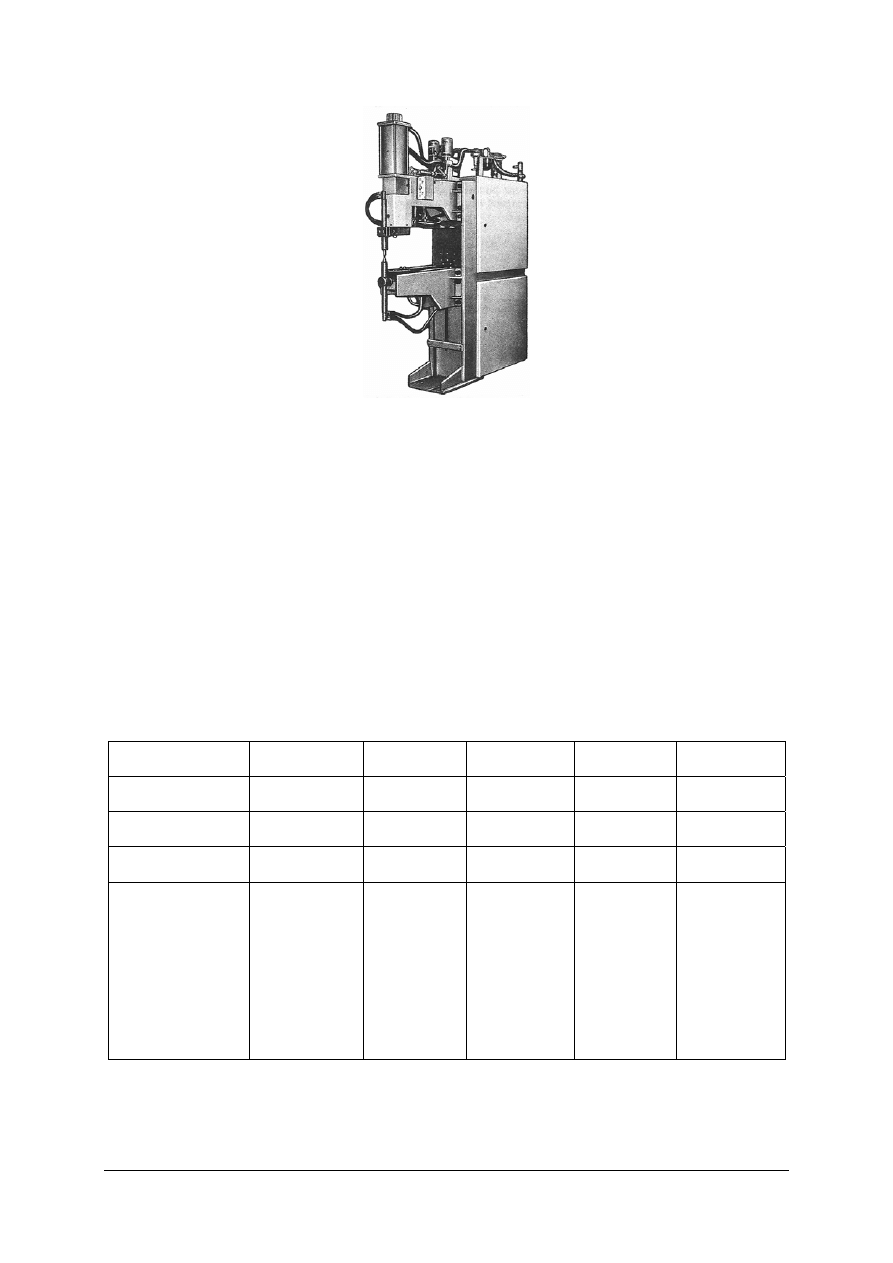
Zgrzewarki punktowe – w tabeli poniżej znajduje się skrócona charakterystyka
niektórych zgrzewarek punktowych. Zgrzewarka typu ZPa-6 jest montowana na stole, na stałe
do fundamentów montowane są zgrzewarki ZPf-16, ZPe-25, ZPf-40, ZPa-80 oraz ZPa-160.
Tabela 2. Skrócone charakterystyki zgrzewarek punktowych. [1, s. 395]
Dane
charakterystyczne
(jednostka)
ZPa-6 ZPf-16 ZPe-25 ZPf-40 ZPa-80 ZPa-160 ZPKa-80
Moc znamionowa
przy P50 (kVA)
6 16 25 40 80 160 80
Prąd wtórny
zwarcia(kA)
14 23 21,5 12 25 40 13
Maksymalny docisk
elektrod (daN)
136 370 370 600 900 1500
-
Wysięg ramion
(mm)
288 200 200 630 400 400 250
Zużycie wody
chłodzącej (dm
3
/h)
- 250
400
800
1200
1200 1200
Maksymalna
grubość
zgrzewanych blach:
Ze stali
niskowęglowej
(mm)
Ze stali stopowej
(mm)
2+2
-
2+3
-
4+4
-
3+3
1,5+1,5
6+6
2+2
8+8
3+3
3+3
1,5+1,5
Zgrzewarka punktowa, kleszczowa, podwieszana typu ZPKa-80. Jest ona stosowana do
zgrzewania dużych zespołów, których nie można podnieść do zgrzewarek stałych, ani
obracać. Takimi zespołami są karoserie autobusów albo samochodów. Zgrzewarki
kleszczowe zawiesza się na wózku znajdującym się na belce umocowanej do stropu hali
produkcyjnej. Taki sposób umocowania umożliwia dowolne przesunięcie zgrzewarki do
zgrzewanego zespołu. Zgrzewarka może być wykonana jako jedno- lub dwukleszczowa
z napędem pneumatycznym lub pneumatyczno-hydraulicznym. Zastosowane w tej
zgrzewarce kleszcze mogą być zastosowane do wykonywania zgrzein trudnodostępnych. Prąd
do kleszczy doprowadzany jest za pomocą podwieszonego transformatora. Do transformatora
zamocowany jest wysięg, do którego przymocowane są kleszcze zawieszone na lince. Woda
zastosowana do chłodzenia kleszczy doprowadzana i odprowadzana jest razem z kablem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
23
Rys. 12. Zgrzewarka punktowa typu ZPa-80. [1, s. 394]
Zgrzewarki garbowe charakteryzują się stosunkowo krótkimi wysięgami ramion,
zakończonymi płytami z teowymi rowkami. Do tych płyt mocowane są przyrządy stosowane
do zgrzewania zespołów. W odróżnieniu od zgrzewarek punktowych, zgrzewarki garbowe
wyposażone są w transformatory o większej mocy znamionowej, ponieważ używa się ich do
jednoczesnego wykonania kilku punktów zgrzein. W przemyśle budowy maszyn
i
samochodów zgrzewarki garbowe znajdują ekonomiczne uzasadnienie zastąpienia
zgrzewarek punktowych.
Zgrzewarki liniowe – rozpowszechniona jest zgrzewarka liniowa z jednofazowym
transformatorem typu ZLa-80 o mocy znamionowej P 50
÷80 kV⋅A. Do tego typu zgrzewarek
należy doprowadzić wodę chłodzącą albo sprężone powietrze.
Zgrzewarki zwarciowe stosuje się zwykle do zgrzewania drutów, do produkcji rur
zwijanych i zgrzewanych. Charakterystyka zgrzewarek oporowych - zwarciowych znajduje
się w tabeli poniżej.
Tabela 3. Skrócone charakterystyki zgrzewarek zwarciowych. [1, s. 401]
Dane
charakterystyczne
ZDZ-0,5 ZDZ-0,6 ZDZ-1,3 ZDZ-2,5 ZDZ-7
Napięcie zasilania
(V)
220 220 380 380 380
Moc znamionowa
przy P50 (kVA)
0,5 0,6 1,3 2,5 7
Wtórny prąd zwarcia
(kA)
1,7 2,3 7 7,3 34
Zastosowanie stal
niskowęglowa i
niskostopowa
∅
0,3
÷2,5 mm
miedź od
∅ 0,5÷2 mm,
aluminium
∅ 1÷3 mm
stal
niskowęglowa
∅ 2÷8 mm
stal węglowa i
stopowa
∅ 1,6÷8 mm,
miedź
∅ 2÷6 mm
aluminium
∅ 3÷7 mm
Stal
niskowęglowa
∅ 4÷14 mm,
stal węglowa i
stopowa
∅ 4÷12 mm,
miedź
∅ 5÷10 mm,
aluminium
∅ 6÷12 mm
Zgrzewarki tarciowe – jedno z tego typu stosowanych zgrzewarek jest typ ZTb-22.
Stosuje się ją do zgrzewania elementów ze stali szybkotnącej o średnicy 10
÷22 mm oraz
długość powyżej 200 mm. Generalnie elementy zgrzewane na takich zgrzewarkach to pręty
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
24
o pełnym przekroju średnicy - 10
÷45 mm, a także rury o przekroju wynoszącym maksymalnie
1600 mm
2
.
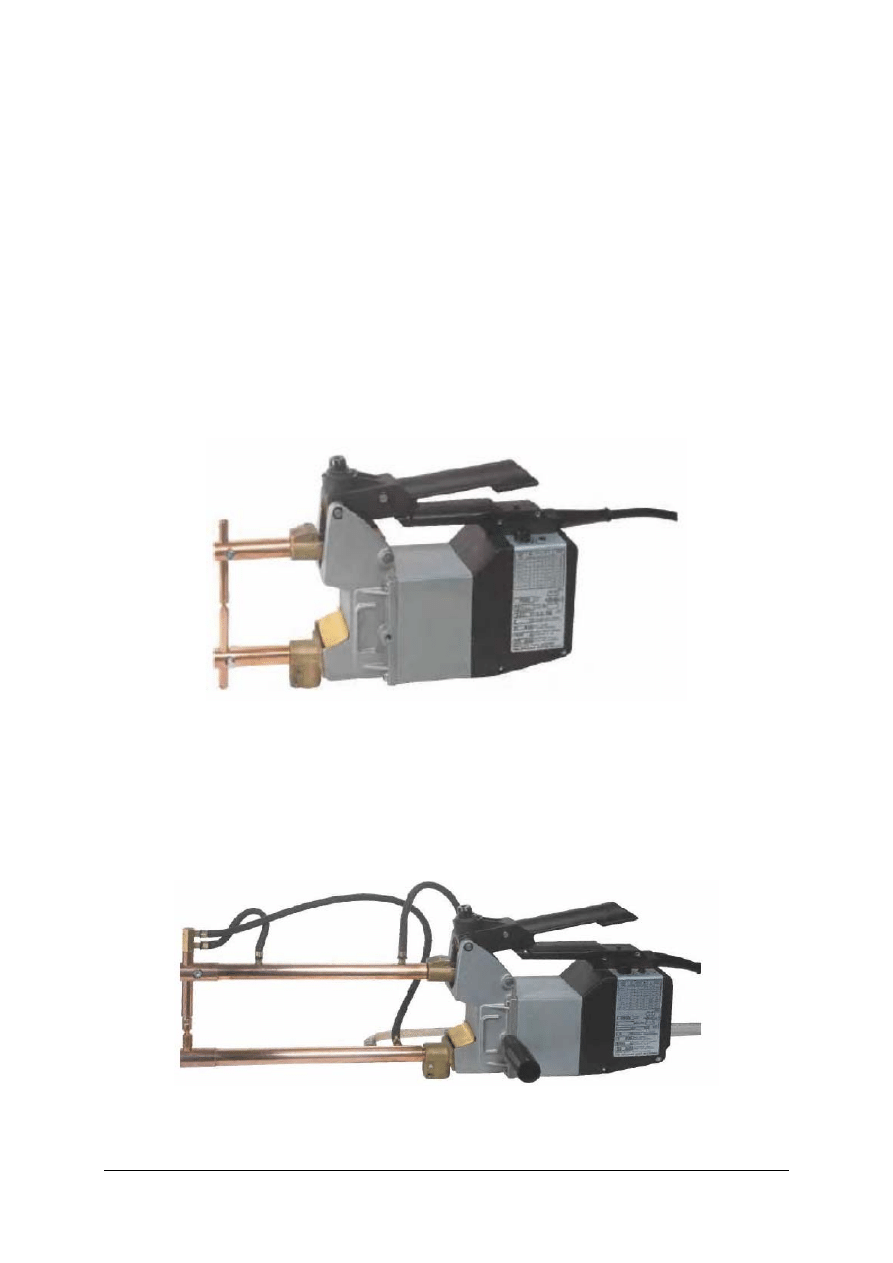
Inne rodzaje zgrzewarek to między innymi zgrzewarki przenośne i podwieszane o mocy
2,5 – 6 kVA z wbudowanym sterownikiem. Wśród nich wyróżniamy kilka typów
o zróżnicowanych właściwościach, tj.:
– Typ 7942 – przenośna z dociskiem ręcznym, chłodzona powietrzem, 2,5 kVA,
zgrzewarka punktowa do wykorzystania w małych i średnich warsztatach, układ
kompensacyjny, który uruchamia naliczanie czasu zgrzewania w chwili, kiedy przepłynie
odpowiednia wartość prądu zgrzewania, sterownik z regulacją czasu zgrzewania,
regulacja siły docisku, dodatkowe ramiona o różnych kształtach
– Typ 7902 P – zgrzewarka przenośna, chłodzona powietrzem, 2,5 kVA, zgrzewarka
punktowa do wykorzystania w małych i średnich warsztatach, układ kompensacyjny,
który uruchamia naliczanie czasu zgrzewania w chwili, kiedy przepłynie odpowiednia
wartość prądu zgrzewania, sterownik z precyzyjną regulacja prądu i czasu zgrzewania
umożliwiający zgrzewanie cienkich blach, blach ocynkowanych, stali chromoniklowych
i podobnych, nastawianie siły docisku w daN, dodatkowe ramiona o różnych kształtach.
Rys. 13. Zgrzewarka przenośna z dociskiem ręcznym. [4]
– Typ 7903 P – przenośna z dociskiem ręcznym, 6 kVA, w pełni chłodzona cieczą,
wysokowydajna przy pracach naprawczych przy karoseriach samochodowych, do lekkich
prac w produkcji przemysłowej, układ kompensacyjny, który uruchamia naliczanie czasu
zgrzewania w chwili, kiedy przepłynie odpowiednia wartość prądu zgrzewania, sterownik
z precyzyjną regulacja prądu i czasu zgrzewania umożliwiający zgrzewanie cienkich
blach, blach ocynkowanych, stali chromoniklowych i podobnych.
Rys. 14. Zgrzewarka typu 7903P. [4]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
25
– Typ 7911P – zgrzewarka przenośna, chłodzona powietrzem, 2,5kVA, do napraw
karoserii samochodowych, układ kompensacyjny, który uruchamia naliczanie czasu
zgrzewania w chwili, kiedy przepłynie odpowiednia wartość prądu zgrzewania, sterownik
z precyzyjną regulacją prądu i czasu zgrzewania umożliwiający zgrzewanie cienkich
blach, blach ocynkowanych, stali chromoniklowych i podobnych, dodatkowe ramiona o
różnych kształtach, wbudowany przycisk uruchamiający zgrzewanie, gdy ustawienie
zaciśniętych elektrod na detalu jest poprawne, przystosowana do pracy z ramionami.
– 7915P – zgrzewarka, przenośna, pneumatyczna chłodzona wodą, wysokowydajna przy
pracach naprawczych przy karoseriach samochodowych, wbudowany synchroniczny
sterownik z tyrystorem, układ kompensacyjny, który uruchamia naliczanie czasu
zgrzewania w chwili, kiedy przepłynie odpowiednia wartość prądu zgrzewania, sterownik
z precyzyjna regulacja prądu i czasu zgrzewania umożliwiający zgrzewanie cienkich
blach, blach ocynkowanych, stali chromoniklowych i podobnych, gwintowana podstawa
do łatwego montażu na stole, wbudowany przycisk uruchamiający zgrzewanie, gdy
ustawienie zaciśniętych elektrod na detalu jest poprawne, przystosowana do pracy
z ramionami.
– Typ 7913P – zgrzewarka podwieszana, pneumatyczna, chłodzona wodą, wysokowydajna
przy pracach naprawczych przy karoseriach samochodowych, wbudowany synchroniczny
sterownik z tyrystorem, układ kompensacyjny, który uruchamia naliczanie czasu
zgrzewania w chwili, kiedy przepłynie odpowiednia wartość prądu zgrzewania, sterownik
z precyzyjną regulacją prądu i czasu zgrzewania umożliwiający zgrzewanie cienkich
blach, blach ocynkowanych, stali chromoniklowych i podobnych, konstrukcja umożliwia
zastosowanie obciążnika, gwintowana podstawa do łatwego montażu na stole,
wbudowany przycisk uruchamiający zgrzewanie, gdy ustawienie zaciśniętych elektrod na
detalu jest poprawne, przystosowana do pracy z ramionami.[5]
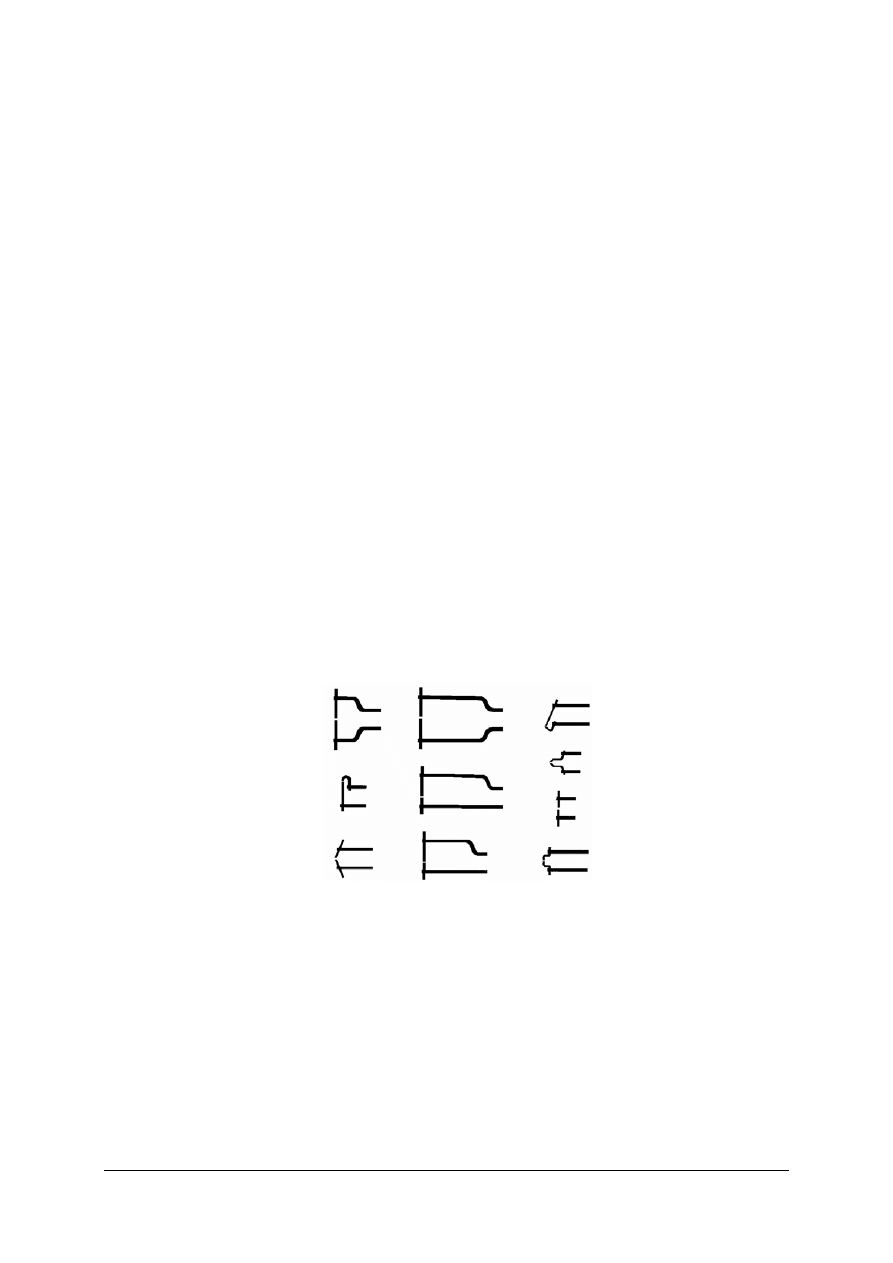
Aby wykonywać zgrzeiny, często w trudno dostępnych miejscach karoserii
samochodowej, stosuje się elektrody o różnych kształtach będące dodatkowymi akcesoriami
zgrzewarek.
Rys. 14. Przykładowe kształty elektrod zgrzewarek blacharskich.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zespoły występują we wszystkich zgrzewarkach?
2. Czym różnią się zgrzewarki punktowe od zgrzewarek garbowych?
3. Czym różni się w każdej zgrzewarce uzwojenie pierwotne od uzwojenia wtórnego?
4. W jaki sposób chłodzone są zgrzewarki?
5. Co należy zastosować, by wykonać spoinę w trudno dostępnym miejscu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
26
4.4.3. Ćwiczenia
Ćwiczenie 1
Opisz schemat blokowy zgrzewarki i przygotuj urządzenie do pracy.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze wskazanymi przez nauczyciela fragmentami literatury,
2) zapoznać się z informacjami zawartymi w instrukcji obsługi zgrzewarki,
3) zapoznać się z przepisami bhp i ppoż. związanymi z obsługą urządzenia,
4) opisać schemat zgrzewarki w karcie ćwiczenia (załącznik 3),
5) przygotować zgrzewarkę do pracy.
Wyposażenie stanowiska pracy:
– zgrzewarka przenośna,
– instrukcja obsługi zgrzewarki,
– przybory do pisania,
– karta ćwiczenia (załącznik nr 3).
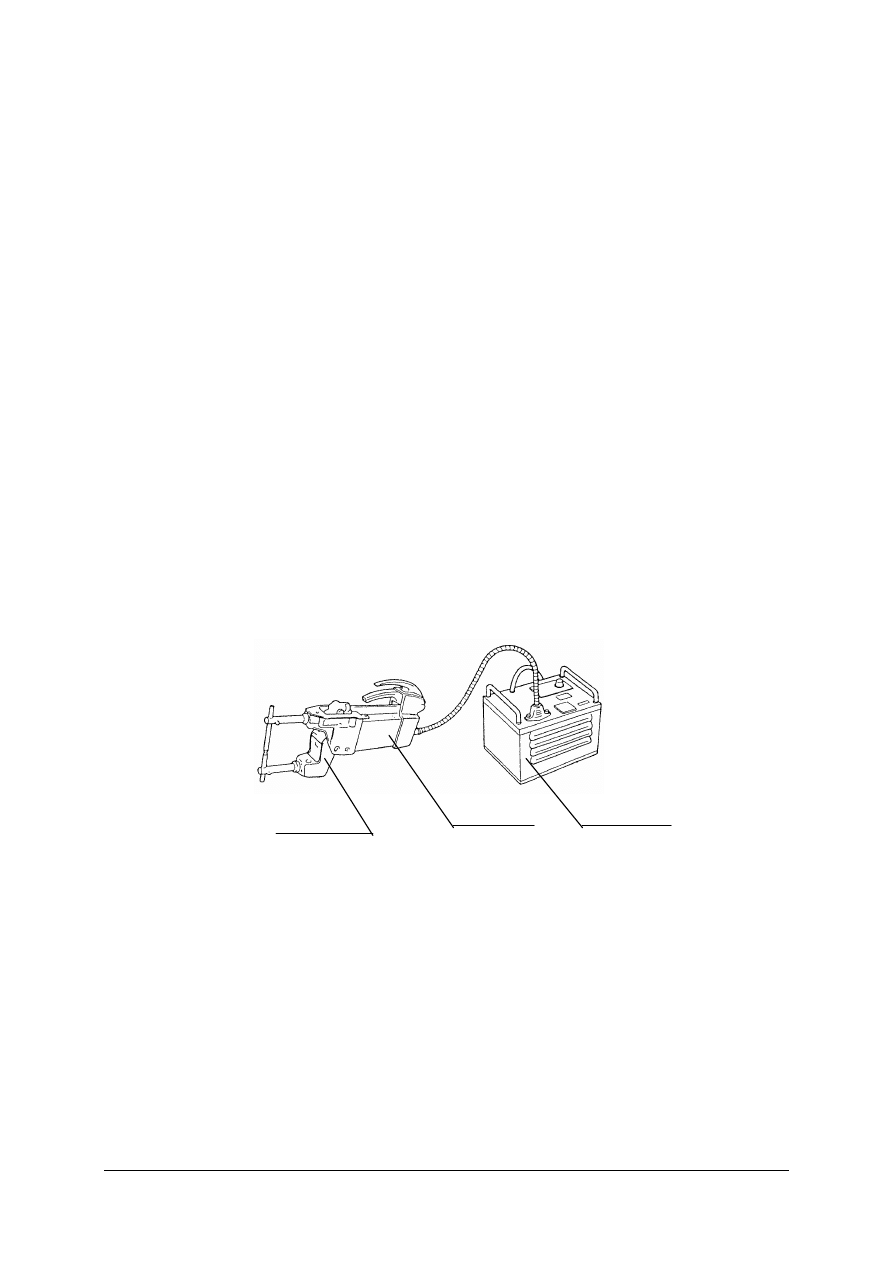
Załącznik 3
Karta ćwiczenia
Imię i nazwisko..........................................................................................................................
Na poniższym rysunku nazwij trzy wydzielone zespoły zgrzewarki oporowej
Rys. do ćwiczenia 1
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować zespoły występujące w zgrzewarkach punktowych
i
garbowych?
2) opisać różnice między zgrzewarkami punktowymi i garbowymi?
3) opisać różnice pomiędzy uzwojeniem pierwotnym a wtórnym?
4) uruchomić układ chłodzenia
zgrzewarki?
5) dobrać elektrody o właściwym kształcie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
27
4.5. Zgrzewanie tworzyw sztucznych
4.5.1. Materiał nauczania
Zgrzewanie tworzyw sztucznych polega na podgrzaniu łączonych części tak by uzyskały
stan plastyczny, a następnie na dociśnięciu ich do siebie.
Istnieją następujące metody zgrzewania tworzyw sztucznych.
– Zgrzewanie gorącym klinem – metoda ta polega na nagrzaniu gorącym metalowym
klinem łączonych powierzchni do stanu plastycznego wzdłuż złącza i jednocześnie
nacisku za pomocą walcowej rolki. Przy zgrzewaniu ręcznym stosuje się nagrzewnice
o mocy 100
÷250 W. Do zgrzewania PCV temperatura klina powinna sięgać 250÷300°C.
Metodę tą stosuje się również do zmechanizowanego zgrzewania folii. Między dwie
napędzane rolki wkłada się dwa płaty folii odwijanych bębnów. Tuż przed rolkami
umieszcza się na stałe rozgrzany klin, Przesuwane folie nagrzewają się od klina, a pod
rolkami następuje ich zgrzanie.
Rys. 16. Zgrzewanie gorącym klinem tworzyw sztucznych. [1, s. 426]
– Zgrzewanie nagrzewaną płytą – metoda ta służy do doczołowego zgrzewania rur i prętów
wykonanych z tworzyw sztucznych. Płyta jest ogrzewana prądem elektrycznym.
– Zgrzewanie ciepłem tarcia – jest to podobna metoda zgrzewania rur, prętów i innych
elementów cylindrycznych z tworzyw sztucznych do zgrzewania tarciowego metali. Do
zgrzewania tą metodą można użyć tokarki albo odpowiednio wyposażonej wiertarki.
Metodę tą poleca się do stosowania zwłaszcza przy zgrzewaniu tworzyw podatnych na
utlenianie w podwyższonych temperaturach, gdyż proces ten odbywa się prawie bez
dostępu powietrza.
– Zgrzewanie kontaktowe – jest jedną z metod stosowanych do zgrzewania folii z tworzyw
sztucznych. Stosuje się dwie elektrody. Jedna z nich ma kształt listwy i jest ogrzewana
wewnętrznymi elementami grzejnymi. Druga natomiast pozostaje nieogrzewana. Między
elektrody układa się folie i przyciska. Folia zostaje nagrzana, a po przez docisk zgrzana.
W ten sposób zgrzewa się folie o grubości 0,05
÷0,1 mm. Przy foliach grubszych należy
podgrzać również dolną elektrodę.
– Zgrzewanie prądami wysokiej częstotliwości – zwane także pojemnościowym lub
dielektrycznym. Metoda ta różni się od wcześniej opisanych sposobem doprowadzenia
ciepła strefy zgrzewania. W tym przypadku ciepło do uplastycznienia folii powstaje
w wewnątrz folii pod wpływem działania pola elektrycznego wysokiej częstotliwości.
Tworzywa sztuczne są dielektrykami, co oznacza, że w polu elektrycznym wykazują
zjawisko polaryzacji. Zjawisko to polega na uporządkowanym ustawianiu się różnoimiennych
ładunków elektrycznych występujących w dielektrykach, zgodnie z kierunkiem linii sił pola
elektrycznego. W tworzywie makrocząsteczki są rozmieszczone w sposób przypadkowy,
a w nich bardzo małe ładunki elektryczne znajdują się nieuporządkowane. Jeżeli tworzywo

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
28
umieścimy miedzy płatkami kondensatora, które będą podłączone pod stałe napięcie, to
mikrocząsteczki przemieszczają się zgodnie z kierunkami linii sił pola elektrycznego. Jeżeli
kierunek prądu zostanie zmieniony, to zmienią się znaki na płytkach kondensatora i linie sił
pola elektrycznego odwrócą się. Jednocześnie odwrócą się także o kąt 180
° makrocząsteczki
w tworzywie sztucznym. W związku z tarciem makrocząsteczek o siebie wydziela się ciepło.
Jeżeli płytki kondensatora podłączy się do normalnej częstotliwości sieciowej (to znaczy 50
Hz), to wydzieli się ciepło tylko w małej ilości. Jeżeli częstotliwość będzie dostatecznie
wysoka, to makrocząsteczki ulegną szybkozmiennym drganiom i wydzieli się dostateczna
ilość ciepła do uplastycznienia i pod naciskiem do zgrzania. Typowe zgrzewarki dialektyczne
mają częstotliwość 27 MHz. Do zgrzewania niektórych tworzyw takich jak folia celulozowa
stosuje się częstotliwość do 100 MHz.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakimi metodami zgrzewa się tworzywa sztuczne?
2. Na czym polega zgrzewanie gorącym klinem?
3. Jak wykonuje się zgrzewanie doczołowe tworzyw sztucznych nagrzewaną płytą?
4. Na czym polega zgrzewanie kontaktowe?
5. Na czym polega zasada zgrzewania folii z tworzyw sztucznych prądami wysokiej
częstotliwości?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie z tworzyw sztucznych techniką zgrzewania gorącym klinem.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze wskazanymi przez nauczyciela fragmentami literatury,
2) zgromadzić niezbędne materiały i narzędzia,
3) zapoznać się z instrukcją nagrzewnicy do zgrzewania tworzyw sztucznych,
4) wykonać ćwiczenie zgodnie z poleceniami nauczyciela,
5) zadanie wykonać indywidualnie.
Wyposażenie stanowiska pracy:
– termoplastyczne tworzywa sztuczne,
– stanowisko do zgrzewania tworzyw sztucznych,
– instrukcja nagrzewnicy,
– nagrzewnica z odpowiednio zakończoną końcówką,
– dociskająca rolka walcowa.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować metodę zgrzewania gorącym klinem?
2) zorganizować stanowisko do zgrzewania tworzyw sztucznych?
3) wykonać połączenie termoplastycznych tworzyw sztucznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
29
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego z nich podane są 4 możliwe odpowiedzi. Tylko jedna
jest poprawna.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak „X”. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić poprawną odpowiedź.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie ci wolny czas.
8. Na rozwiązanie testu masz 30 minut.
ZESTAW ZADAŃ TESTOWYCH
1. Zgrzewanie jest to:
a) sposób łączenia materiałów polegający na doprowadzeniu przez nagrzanie do stanu
plastycznego z jednoczesnym dociskiem.
b) sposób łączenia metali polegający na doprowadzeniu przez nagrzanie do stanu
plastycznego połączone z jednoczesnym dociskiem.
c) sposób łączenia metali i termoplastycznych tworzyw sztucznych polegający na
doprowadzeniu ich w miejscu łączenia przez nagrzanie do stanu plastycznego
z jednoczesnym zastosowaniem docisku.
d) sposób łączenia tworzyw sztucznych polegający na nagrzaniu ich w miejscu łączenia
do stanu ciastowatego z jednoczesnym zastosowaniem docisku.
2. Brak zgrzewu powstaje na skutek:
a) niskiego natężenia prądu lub za krótkim czasie jego przepływu.
b) zbyt małej siły docisku, przy zbyt dużym natężeniu prądu.
c) zbyt małej szybkości stygnięcia zgrzein.
d) braku chłodzenia.
3. Przegrzanie powstaje na skutek:
a) nadmiernego natężenia prądu lub zbyt długiego czasu jego przepływu.
b) rozprysku roztopionego metalu.
c) nadmiernego natężenia prądu przy za krótkim czasie jego przepływu.
d) zbyt długiego czasu przepływu prądu, przy zbyt niskim natężeniu.
4. Głębokie wgniecenia powstają podczas zgrzewania w wyniku:
a) niewłaściwego chłodzenia.
b) zbyt dużego nacisku elektrod.
c) dużej powierzchni roboczej elektrod.
d) zanieczyszczenia elektrod.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
30
5. Kontrolę zgrzein przeprowadza się w celu:
a) sprawdzenia walorów estetycznych zgrzeiny.
b) sprawdzenia mocy zgrzewarki.
c) sprawdzenia układu chłodzącego elektrody.
d) ustalenia wytrzymałości zgrzeiny.
6. Jedną z metod badań nie niszczących jest:
a) oględziny zewnętrzne przy zastosowaniu lupy powiększającej.
b) rozrywanie za pomocą klina.
c) łamanie za pomocą stempla prasy.
d) rozwiercanie.
7. Zgrzewanie liniowe jest metodą zgrzewania:
a) wybuchowego.
b) oporowego.
c) tarciowego.
d) kuziemnego.
8. W procesie zgrzewania energia elektryczna zamieniana jest na energię:
a) mechaniczną.
b) chemiczną.
c) cieplną.
d) jądrową.
9. Zgrzewanie punktowe polega na:
a) przepływie napięcia w jednostce czasu przy jednoczesnym docisku.
b) zmianie częstotliwości w jednostce czasu przy jednoczesnym docisku.
c) zmianie rezystancji w jednostce czasu przy jednoczesnym docisku.
d) przepływie prądu w jednostce czasu przy jednoczesnym docisku.
10. Właściwy kształt zgrzeiny i jej właściwości wytrzymałościowe zależą głównie od:
a) wilgotności powietrza.
b) ciśnienia cieczy chłodzącej.
c) temperatury zgrzewania.
d) grubości łączonych elementów.
11. Zgrzewanie liniowe polega na:
a) łączeniu części parą elektrod krążkowych, wykonujących kolejne zgrzeiny nakładane
na siebie.
b) łączeniu części parą elektrod krążkowych, wykonujących kolejne zgrzeiny rozłożone
co 50 mm.
c) łączenie części przez docisk parą walców z jednoczesnym przepływem prądu.
d) łączenie części przez docisk elektrody krążkowej, przez którą doprowadzone jest
natężenie.
12. Zgrzewanie garbowe polega na:
a) wykonaniu zgrzeiny o dużej średnicy.
b) wykonaniu kilku zgrzein, ale każdej z osobna.
c) wykonaniu kilku zgrzein liniowych jednocześnie.
d) wykonaniu jednocześnie kilku zgrzein w miejscach garbów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
31
13. Zadaniem zgrzewania doczołowego jest:
a) łączeniu dwóch części wykonanych z dwóch różnych metali.
b) łączeniu dwóch części ich czołami.
c) łączeniu metali z tworzywami sztucznymi.
d) bezśladowym łączeniu dwóch materiałów.
14. Zgrzewanie zwarciowe polega na:
a) dokładnym dociśnięciu do siebie zgrzewanych powierzchni i przepuszczeniu przez
ten styk prądu o odpowiednim natężeniu.
b) zwarciu ze sobą dwóch elementów znajdujących się pod napięciem.
c) dokładnym dociśnięciu do siebie dwóch elementów z siłą wystarczającą do ich
połączenia.
d) dokładnym dociśnięciu do siebie dwóch elementów z jednoczesnym dodaniem
spoiwa.
15. Zgrzewanie metodą gorącego klina stosuje się do łączenia:
a) chemoutwardzalnych tworzyw sztucznych.
b) termoplastycznych tworzyw sztucznych.
c) termoutwardzalnych tworzyw sztucznych.
d) metali kolorowych.
16. Głównym czynnikiem energetycznym powodującym nagrzewanie łączonych blach
w czasie zgrzewania jest:
a) napięcie.
b) natężenie.
c) częstotliwość.
d) kondensacja.
17. W procesie zgrzewania nie występuje:
a) upadek z wysokości.
b) porażenie prądem.
c) poparzenie.
d) skaleczenie.
18. W czasie zgrzewania tworzyw sztucznych szczególną uwagę należy zwrócić na
możliwość:
a) skaleczenia.
b) poparzenia.
c) zaprószenia oka.
d) zatrucia gazami.
19. Pozostające po naprawach nadwozi elementy gumowe, tworzywa sztuczne i inne
elementy tłumiąco – wygłuszeniowe należy:
a) spalić.
b) poddać recyklingowi.
c) zakopać.
d) usunąć z innymi odpadami.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
32
20. Podczas zgrzewania elementów nadwozia samochodowego pracownik zabezpiecza się
przed działaniem iskier i gorących odprysków przez:
a) używanie odzieży i okularów ochronnych.
b) używanie fartucha skórzanego i nakrycia głowy.
c) używanie nakrycia głowy i okularów spawalniczych.
d) używanie rękawic i nakrycia głowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
33
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Wykonywanie połączeń blachy techniką zgrzewania
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź Punkty
1 a b c d
2 a b c d
3 a b c d
4 a b c d
5 a b c d
6 a b c d
7 a b c d
8 a b c d
9 a b c d
10 a b c d
11 a b c d
12 a b c d
13 a b c d
14 a b c d
15 a b c d
16 a b c d
17 a b c d
18 a b c d
19 a b c d
20 a b c d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
34
6. LITERATURA
1. Hillar J., Jarmoszuk S.: Ślusarstwo i spawalnictwo. Technika ogólna. WSiP, Warszawa
1995
2. Mistur L.: Szkolenie spawaczy gazowych i łukowych elektrodami otulonymi. KaBe S.C.,
Krosno 2001
3. Tokarz K. (red.): Mechanik pojazdów samochodowych. Techniczne podstawy zawodu
część I. Technologia Ogólna. Kogel Publishing, Wrocław 2001
Źródła internetowe
4. http://www.techspaw.com.pl
5. www.tworzywa.com.pl
Wyszukiwarka
Podobne podstrony:
blacharz samochodowy 721[03] z1 05 n
blacharz samochodowy 721[03] z1 05 n
blacharz samochodowy 721[03] z1 04 n
blacharz samochodowy 721[03] z1 03 u
blacharz samochodowy 721[03] z1 01 u
blacharz samochodowy 721[03] z1 06 u
blacharz samochodowy 721[03] z2 05 u
blacharz samochodowy 721[03] z1 02 n
blacharz samochodowy 721[03] z1 01 n
blacharz samochodowy 721[03] z1 03 n
blacharz samochodowy 721[03] z2 05 n
blacharz samochodowy 721[03] z1 02 u
blacharz samochodowy 721[03] z1 04 u
blacharz samochodowy 721[03] z1 06 n
blacharz samochodowy 721[03] z1 06 u
blacharz samochodowy 721[03] z1 06 n
więcej podobnych podstron