FORMOWANIE Z DOPRASOWANIEM
Pojęcie "formowanie z doprasowaniem" oznacza wprowadzenie stopionego polimeru termoplastycznego do lekko
otwartej formy z równoczesnym lub dodatkowym doprasowaniem w kolejnym ruchu zamykania. Ten dodatkowy
ruch można zrealizować za pomocą maszyny lub formy. Wytwarzane w gnieździe formy ciśnienie rozkłada się na
powierzchni detalu w sposób bardziej jednorodny zwiększając odwzorowanie szczegółów powierzchni oraz
powtarzalność wymiarową detalu. Procesy formowania wtryskowego z doprasowaniem są procesami
niskociśnieniowymi, które nie powodują uszkodzenia wkładek, takich jak np. folia dekoracyjna czy wkładki
metalowe. Niskociśnieniowy proces wtrysku minimalizuje naprężenia wewnętrzne, a zatem ma duży wpływ na
właściwości optyczne. Odpowiednia maszyna do formowania wtryskowego musi zatem charakteryzować się nie
tylko wysokim stopniem elastyczności, ale również bardzo precyzyjnymi i powtarzalnymi ruchami.
WTRYSKIWANIE GAZOWE GIT LUB GAZOWE ZE SPIENIANIEM GIT-S
podczas procesu wtryskiwani
a do formy podawany jest gaz obojętny w ten sposób można formować wyroby o
różnych grubościach ścianek. W technice GIT – S pęcherzyki gazu w formie powodują spienienie tworzywa.
TEMPERATURA ZESZKLENIA
zwana również "temperaturą witryfikacji, T
g
(oznaczenie umowne) -
temperatura, w której następuje przejście
stanu ciekłego lub plastycznego do szklistego na skutek nagłego wzrostu lepkości cieczy. Zeszklenie
przemianą fazową drugiego rzędu, co oznacza, że nie towarzyszy jej dający się zmierzyć energetyczny efekt
cieplny, ale można ją zaobserwować jako nagłą zmianę pojemności cieplnej.
TEMPERATURA TOPNIENIA zwana
temperaturą mięknięcia - temperatura przy której materiał zaczyna
zmieniać się z ciała stałego w masę plastyczną.Temperatura mięknięcia podawana jest zwykle dla
materiałów amorficznych lub częściowo krystalicznych i częściowo amorficznych posiadających
mieszaną mikrostrukturę. Materiały amorficzne i amorficzno-krystaliczne nie posiadają zazwyczaj temperatury
topnienia, gdyż proces ich przejścia z ciała stałego w wysokolepki płyn zachodzi stopniowo i nie polega na prostej
przemianie kryształu w ciecz.
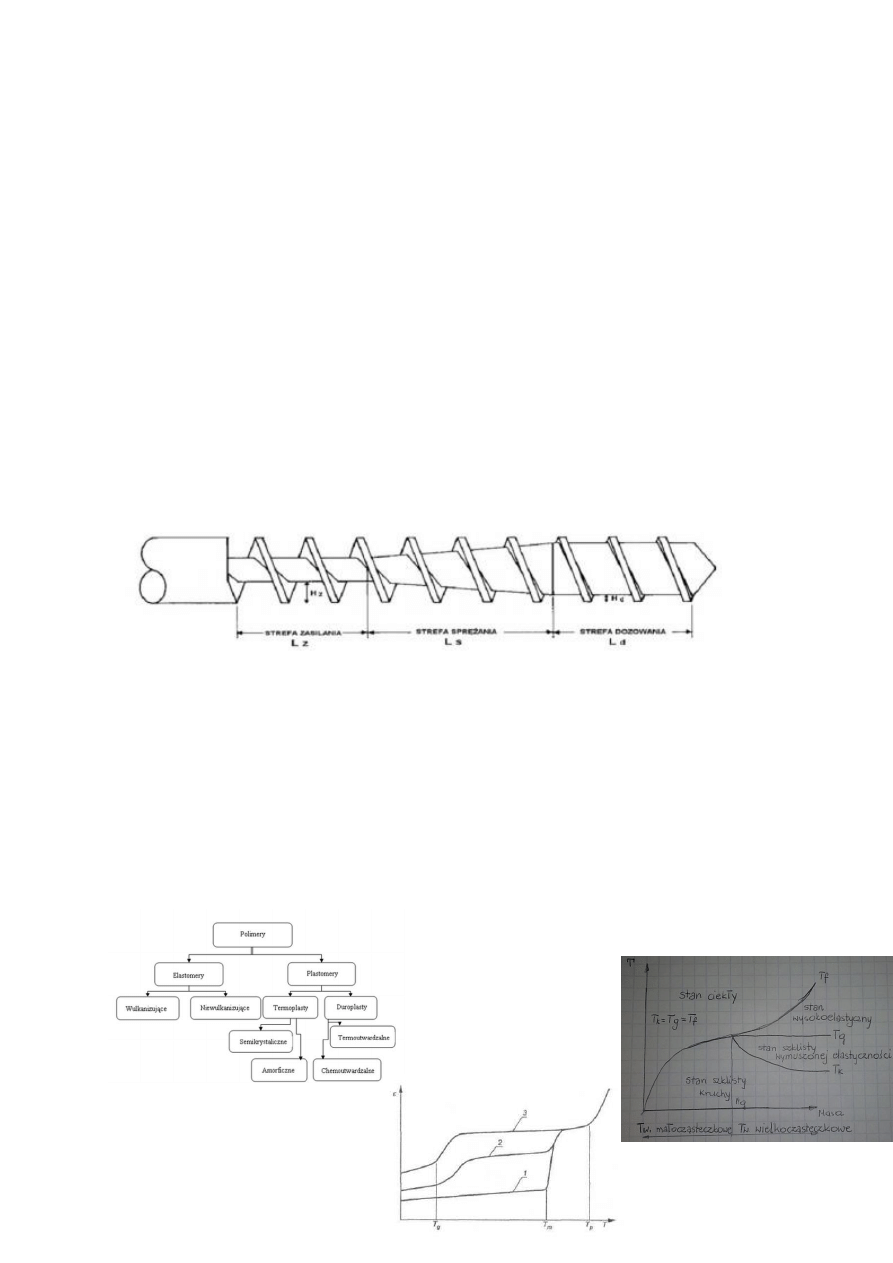
BUDOWA ŚLIMAKA TRÓJSTREFOWEGO
Poszczególne strefy geometryczne ślimaka wyznaczane są przez zmieniającą się wysokość
kanału ślimaka:
-
w strefie zasilania wysokość kanału jest stała i największa,
-
w strefie sprężania wysokość kanału się zmniejsza (najczęściej liniowo),
- w
strefie dozowania wysokość kanału jest stała i najmniejsza.
BUDOWA POLIMERÓW
Polimery składają się z makrocząsteczek o budowie łańcuchowej, w skład
których wchodzą cząsteczki podstawowe zwane merami w ilości od 200-10000.
Liczba merów w makrocząsteczce to stopień polimeryzacji. Długość makrocząsteczki
wynosi 10
-6
÷ 10
-4
mm, a jej grubość około 10
-7
mm., Łańcuchy mogą być liniowe,
rozgałęzione.
W przypadku tworzyw termoplastycznych łańcuchy są splecione ze sobą.
W przypadku duroplastów struktura jest przestrzenna, między łańcuchami
powstają wiązania poprzeczne (sieciowanie poprzeczne).
KLASYFIKACJA TECHNOLOGICZNA POLIMERÓW
STANY FIZYCZNE POLIMERÓW
Stany fizyczne polimerów w
zależności od temperatury:
KRZYWE TERMOMECHANICZNE
2
– częściowo krystaliczny
3
– bezpostaciowy (amorficzny)
STANY FAZOWE POLIMERÓW
1. Amorficzna -
skłębiona
2. Krystaliczna
– lamele, micele
3. Mezomorficzna
– mezofaza
WPŁYW MASY CZĄSTECZKOWEJ NA WŁAŚCIWOŚCI PRZETWÓRCZE
Wzrost wytrzymałości, lepkości, temperatury mięknięcia, przewodności i odporności cieplne, udarności.
WPŁYW STOPNIA KRYSTALICZNOŚCI
Im wyższy stopień krystaliczności, tym wyższa twardość, odporność na ścieranie, liniowy wzrost gęstości,
zmniejszenie rozszerzalności cieplnej, zmniejszenie przewodności.
WPŁYW FAZY BEZPOSTACIOWEJ
Mały skurcz przetwórczy, ograniczona odporność chemiczna, duża udarność, duża wytrzymałość na cykle
zmęczeniowe, duży współczynnik tarcia, dobra przepuszczalność światła.
ODKSZTAŁCENIE WYSOKOELASTYCZNE są wynikiem odwracalnej zmiany konfiguracji wielkocząsteczkowej
struktury, a więc zdolności łańcuchów do wykonywania dowolnych obrotów poszczególnych ich segmentów wokół
pojedynczych ogniw. Po odciążeniu materiału odkształcenia te praktycznie całkowicie znikają.
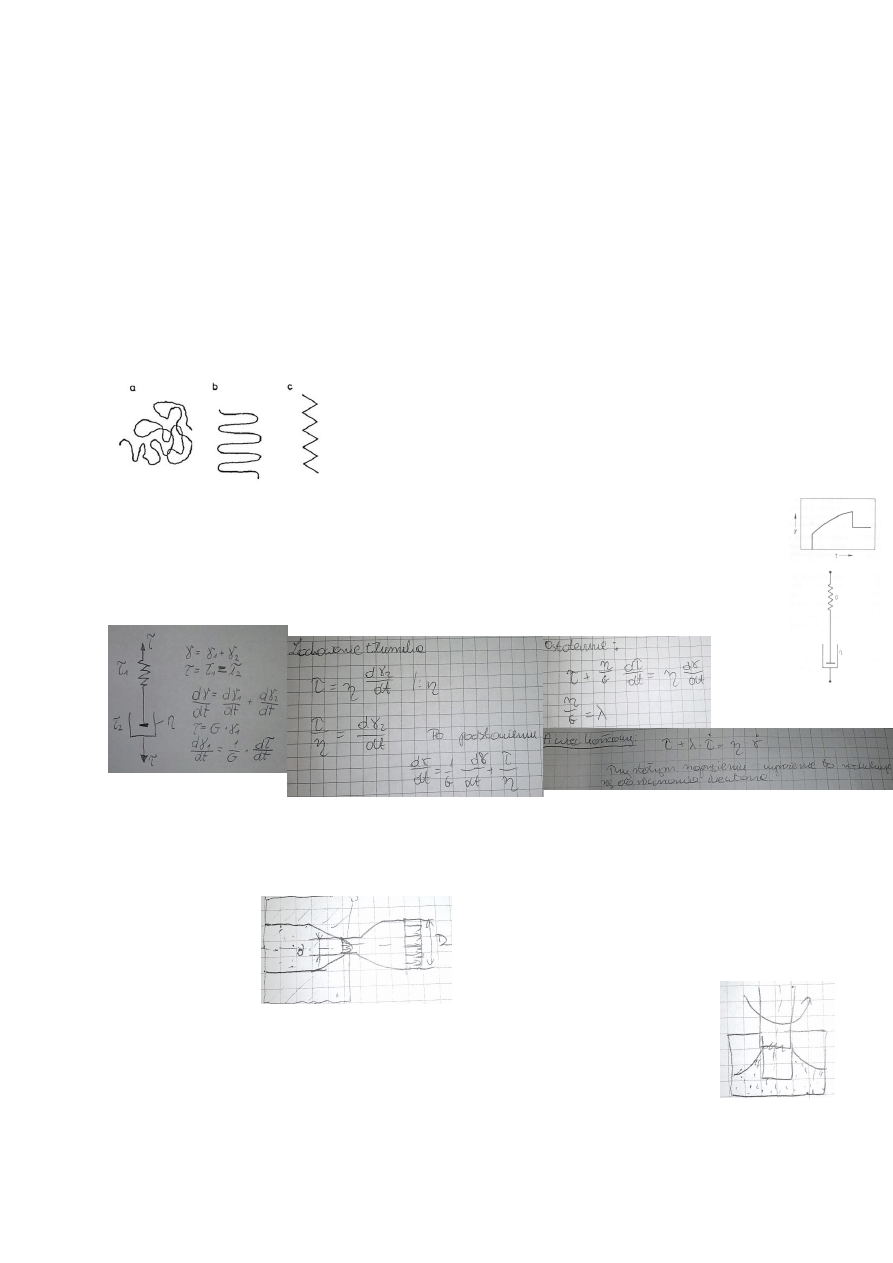
POSTACI KONFORMACYJNE
a)
postać globularna (kłębek)
b)
postać lamelarna (sfałdowana)
c)
postać rektalna (zygzakowata płaska)
WPŁYW BUDOWY POLIMERÓW NA WŁAŚCIWOŚCI
Wielkość makrocząsteczki ma wpływ na: zdolność polimeru do formowania włókna (wielkość warunkuje lepkość,
a lepkość zestalenie strugi cieczy), krystaliczność włókna, a tym samym na higroskopijność, wybarwialność,
przewodność elektryczną, cieplną. Wzrost stopnia polimeryzacji wpływa również na wytrzymałość włókien na
rozciąganie, zmiana temperatury topnienia, mięknienia, rośnie odporność chemiczna włókna, zmniejsza się
zdolność wiązania wody i barwników.
MODEL MAXWELLA
jest złożony z szeregowo połączonych elementów ciała idealnie
sprężystego i lepkiego. Działanie stałego naprężenia powoduje natychmiastowe odkształcenie sprężyste, a
następnie układ zaczyna płynąć nieograniczenie w sposób liniowy w czasie t.
EFEKT BARUSA
polega na rozszerzaniu strugi u wylotu z
głowicy. W przypadku stopionych polimerów efekt ten
jest bardzo duży, charakteryzowany stopniem rozszerzania czyli stosunkiem średnicy strugi do średnicy wylotu
głowicy i wynosi 1,2-2,5. Zależy od natężenia przepływu, geometrii narzędzia, przede wszystkim stosunku
długości do średnicy, oraz właściwości tworzywa, występuje w mniejszym stopniu np. dlabimodalnego
polietylenu
o czym niedługo. Tak jak efekt Weisenberga efekt Barusa wynika z niezerowych różnic naprężeń
normalnych.
EFEKT WEISENBERGA jest wynikiem generowania podczas
przepływu ścinającego dodatkowych
naprężeń, naprężeń normalnych.
WYTŁACZANIE. Przez pojęcie wytłaczanie rozumie się ciągły proces otrzymania wyrobów lub półwyrobów (w
postaci profilów, płyt lub folii) z tworzyw polimerowych, polegający na uplastycznieniu materiału w układzie
uplastyczniającym wytłaczarki, a następnie jego ukształtowaniu poprzez wyciskanie przez odpowiednio
ukształtowany ustnik, znajdujący się w głowicy. Osiąga się przy tym wydajności powyżej 1000 kg/h.
Jako materiał wyjściowy stosuje się tworzywa w postaci granulatu, proszku, płatków lub
wiórów.
WYTŁACZANIE JEDNOŚLIMAKOWE jest podstawową technologią przetwórstwa tworzyw. Jednym z
ważniejszych kierunków rozwoju wytłaczania jest komputerowe modelowanie tego procesu. Znanych jest kilka
modeli komputerowych wytłaczania, głównie dotyczących wytłaczania jednoślimakowego. Ze względu na dużą
złożoność i różnorodność zjawisk zachodzących w procesie wytłaczania, skomplikowaną geometrię przepływu, a
także dużą czasochłonność obliczeń, te modele dotychczas nie wykorzystują możliwości metody elementów
skończonych – MES.
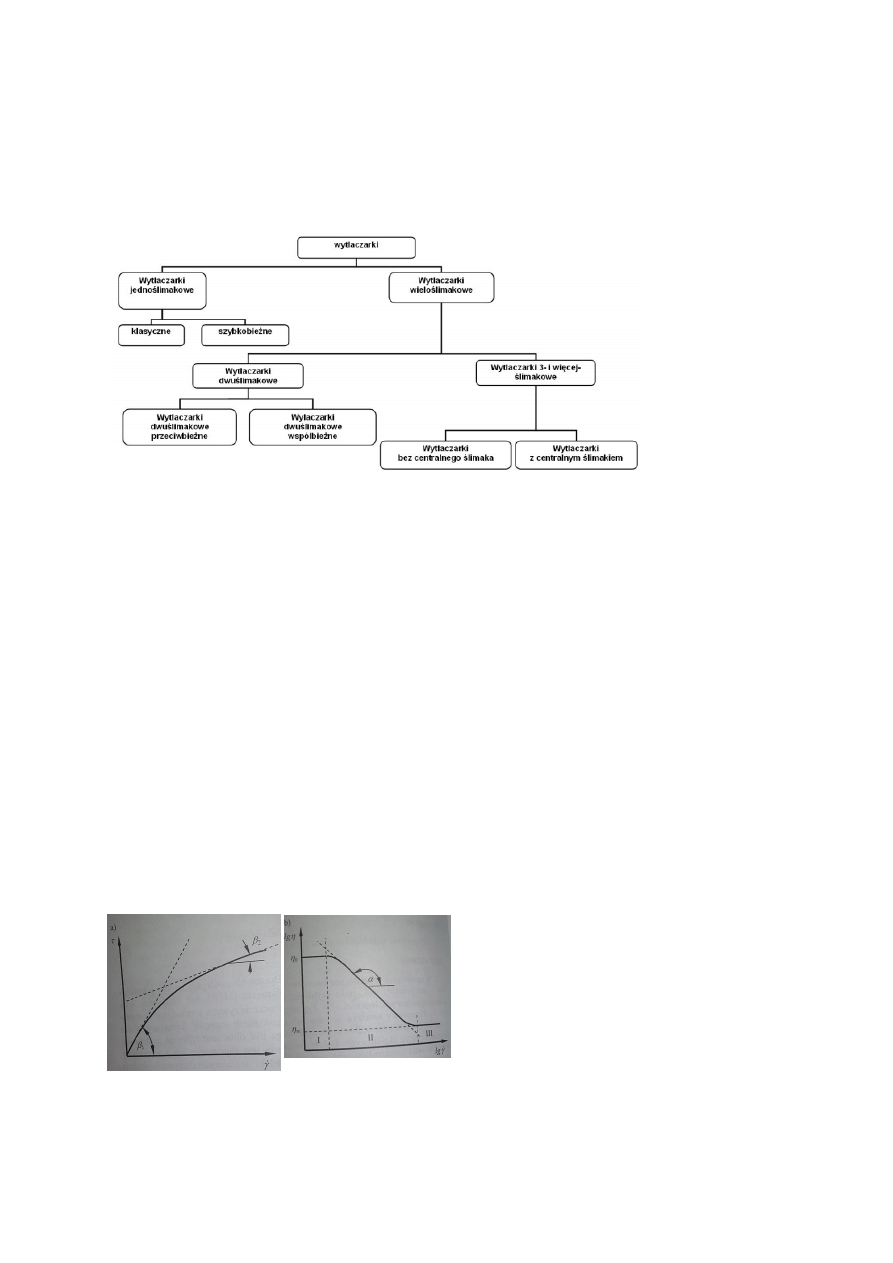
WYTŁACZANIE WIELOŚLIMAKOWE
Najczęściej spotykamy wytłaczarki dwuślimakowe, są one technicznie trudniejsze do wykonania, droższe ale
mają wiele zalet. Przede wszystkim rzadziej występuje zjawisko przegrzania i destrukcji tworzywa gdyż nie
przykleja się ono do ślimaka i nie obraca razem z nim. Nie występuje tez przepływ ciśnieniowy co zwiększa
wydajność procesu. Maszyny te stosowane są głównie do przetwórstwa polimerów w postaci proszku i
homogenizacji tworzyw z dodatkami wprowadzanymi w dużej ilości.
FORMOWANIE POZYTYWOWE I NEGATYWOWE
W formowaniu pozytywowym stosuje się narzędzie w postaci stempla o kształcie formowanego elementu.
Umocowane na stole roboczym narzędzie formujące wsuwa się w ogrzany półwyrób. Zapewnia to zwiększenie
obszaru odkształceń, ponieważ półwyrób jest na obwodzie mocowany na ramie napinającej. Ostateczne
ukształtowanie profilu następuje poprzez włączenie próżni lud nadciśnienia po tym, jak pod koniec przesuwu stołu
roboczego nastąpi uszczelnienie pomiędzy półwyrobem a narzędziem.
W form
owaniu negatywowym ogrzany półwyrób rozpina się na krawędziach odpowiednio ukształtowanego
gniazda narzędzia i formuje sprężonym powietrzem lub próżnią. Miejsca cieńsze przy formowaniu negatywowym
pojawiają się w najgłębszych obszarach gniazda formy, gdyż przekształcany element zostaje najmocniej
rozciągnięty. Z powodu tarcia pomiędzy półwyrobem a ścianami gniazda formy elementy konstrukcyjne
formowane negatywowo wykazują grube ścianki boczne, szczególnie w pobliżu krawędzi napinania.
LEPKOŚĆ – jest właściwością materii we wszystkich stanach skupienia, związaną z oddziaływaniami
międzycząsteczkowymi. Lepkością albo tarciem wewnętrznym nazywa się opór, jaki występuje podczas ruchu
jednych części ośrodka względem innych. W przetwórstwie tworzyw sztucznych lepkość jest szczególnie
rozumiana jako miara oporów stawianych przez materiał podczas płynięcia.
a)
krzywa płynięcia
b)
krzywa lepkości polimerów
- prędkość ścinania
η – lepkość
t
– naprężenia ścinające
η
0
– lepkość zerowa
η∞ - lepkość dla szybkości ścinania
dążącej do nieskończoności
I
– pierwszy zakres newtonowskiego płynięcia,
II
– drugi zakres nienewtonowskiego płynięcia,
III
– trzeci zakres newtonowskiego płynięcia.
CZYNNIKI WPŁYWAJĄCE NA LEPKOŚĆ
Temperatura
– jej wpływ jest znacznie większy przy małych prędkościach ścinania. Lepkość maleje wraz z jej
wzrostem co można tłumaczyć zmniejszeniem się oddziaływań międzycząsteczkowych. Krzywe lepkości w różnej
temperaturze mają podobny przebieg i są jedynie względem siebie przesunięte.
Ciśnienie – wpływ ciśnienia na lepkość jest odwrotny niż temperatury. Wynika to ze zmniejszenia się objętości
swobodnej oraz ruchliwości makrocząstek. Wpływ ciśnienia jest nieznaczny jeśli ciśnienie jest mniejsze od 35
MPa. Dotyczy to szczególnie procesów wtryskiwania, gdzie wpływ ciśnienia jest bardzo znaczący.
Masa cząsteczkowa – z jej zwiększeniem, zwiększa się lepkość zerowa. Szeroki rozrzut masy cząsteczkowej
powoduje zmniejszenie zakresu krzywej płynięcia oraz większe rozrzedzanie ścinaniem.
Czas odkształcenia – Lepkość zależy także od czasu odkształcenia. Są to tzw. płyny reologiczne niestabilne,
tiksotropowe lub antytiksotropowe.
Zjawisko tiksotropii polega na tym, że w warunkach izotermicznego przepływu płynu, który znajdował się dłuższy
czas w spoczynku, przy stałej szybkości ścinania naprężenie styczne maleje odwracalnie z upływem czasu.
Zjawisko odwrotne
– antytiksotropia.
Stopień usieciowania – wraz z wydłużeniem czasu sieciowania, lepkość zwiększa się w sposób ciągły, aż do
osiągnięcia przez polimer stanu stałego.
PEŁZANIE POLIMERÓW – powolna zmiana kształtu materiału (odkształcenie) wskutek działania stałych,
długotrwałych obciążeń, mniejszych od granicy sprężystości materiału. Pełzanie przebiega znacznie szybciej w
wysokich temperaturach.
LEPKOSPRĘŻYSTOŚĆ I EFEKTY LEPKOSPRĘŻYSTOŚCI POLIMERÓW
Występowanie równoczesne właściwości lepkich i sprężystych. Im szybsze odkształcenie tym materiał zachowuje
się bardziej sprężyście. Im wolniejsze – tym bardziej lepki.
Określone zachowanie zależy od czasu a dokładniej od relacji czasu odkształcenia materiału do pewnego
charakterystycznego czasu materiału λ. Czas ten dla różnych materiałów jest zróżnicowany i wynosi 10
-13
– 10
13
s. Dla polimerów λ = 10
-2
– 10
2
.
Wprowadzono pewne modele mechaniczne. Odzwierciedlają one zachowanie się materiałów w różnych
warunkach obciążenia i odkształcenia.
METODY PRZETWARZANIA TWORZYW SZTUCZNYCH:
Prasowanie
– jest metodą przetwórstwa polegającą na cyklicznych wprowadzaniu tworzywa do zamkniętego
gniazda formującego, bardzo często na jego uplastycznieniu a następnie stapianiu w zamkniętym gnieździe
formującym, jego utwardzeniu i wyjęciu przedmiotu zwanego wypraską prasowniczą, z gniazda.
Wytłaczanie – jest procesem ciągłego formowania wyrobów z tworzyw sztucznych. Polega na uplastycznianiu
tworzywa w układzie uplastyczniającym wytłaczarki i przepchnięciu go pod wpływem wytworzonego ciśnienia
przez głowicę formującą wyrób.
Wtryskiwanie
– to proces cykliczny, w którym materiał wyjściowy w postaci granulek lub krajanki, podany z
pojemnika do ogrzanego cylindra, uplastycznia się i następnie jest wtryskiwany przez dyszę i tuleję wlewka do
gniazd formującego. Tworzywo zestala się w nich, a następnie usuwane z formy w postaci gotowej wypraski, po
czym cykl procesu rozpoczyna się od nowa.
METODY UPLASTYCZNIANIA
Ślimakowe -
u
plastycznianie ślimakowe ma szczególne znaczenie w procesach wytłaczania i wtrysku
Bezślimakowe -
Proces uplastyczniania
bezślimakowego zachodzi wtedy, gdy uplastycznianie odbywa się bez
udziału ślimaka. W obrębie uplastyczniania bezślimakowego można wyróżnić uplastycznianie bezślimakowe,
tarciowe, pierścieniowe, wirnikowe, planetarne oraz liniowe.
Tłokowe - Można stosować wtedy, gdy potrzebne jest wytworzenie bardzo wysokiego ciśnienia tworzywa do
około 210 MPa, do uplastyczniania niektórych mieszanek elastomerowych.
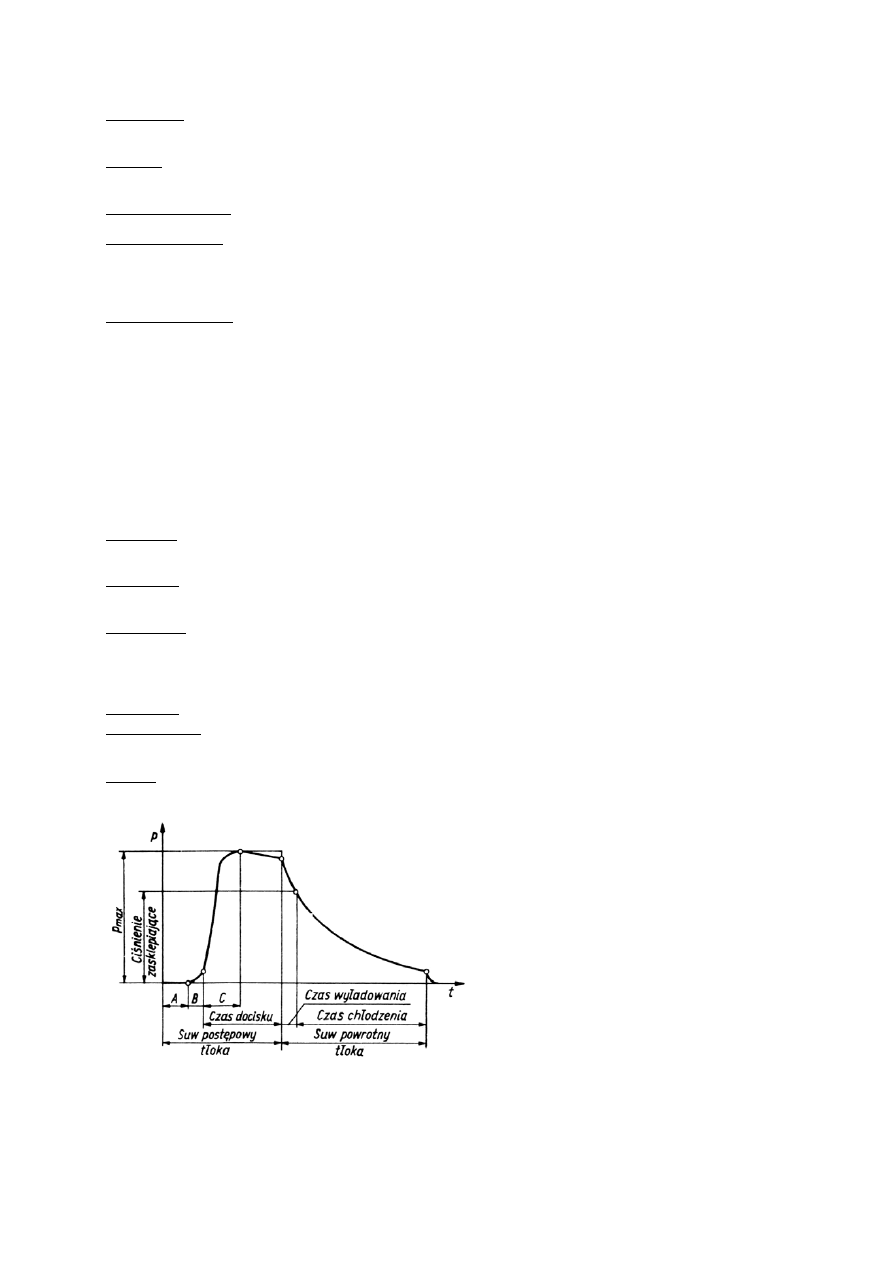
ZMIANA CIŚNIENIA W GNIEŹDZIE FORMY WTRYSKOWEJ
Wykres ten obejmuje dwa okresy: okr
es wzrostu ciśnienia i okres jego spadku. Ten podział
jest związany z ruchem ślimaka (pracującego jak tłok) do przodu i jego wzrostu. Odcinek
A
wykresu to tzw. okres martwy, w którym następuje upakowanie granulatu w pobliżu
czoła ślimaka. W tym czasie gniazdo formy pozostaje puste. W zakresie B ślimak ruchem postępowym,
powoduje
wtryśnięcie tworzywa, ciśnienie wewnętrzne zaczyna rosnąć w miarę wypełniania gniazda.
W zakresie C
wzrost ciśnienia następuje bardzo szybko, aż do osiągnięcia wartości
pmax. Potem
następuje jeszcze nieznaczne dopełnienie gniazda tworzywem, przy jednoczesnym
spadku ciśnienia na skutek studzenia warstw zewnętrznych tworzywa.
Od tego momentu następuje wycofanie ślimaka i jednoczesny dalszy spadek ciśnienia wewnętrznego.
STRUKTURA WYROBU W ZALEŻNOŚCI OD SZYBKOŚCI CHŁODZENIA POLIMERU
Politereftalan etylenu (PET) jest tworzywem zaliczający się do poliestrów termoplastycznych, posiada on budowę liniową. W
zależności od szybkości chłodzenia stopu otrzymujemy PET bezpostaciowy przezroczysty, przy szybkim chłodzeniu i
częściowo skrystalizowany nieprzezroczysty przy powolnym.
STAN NAPRĘŻEŃ W WYROBACH WTRYSKOWYCH
Zróżnicowanie skurczu objętościowego i jego anizotropia powodują powstanie bliżej nieokreślonego stanu
naprężeń własnych w wyprasce. Naprężenia własne są to naprężenia mechaniczne występujące w
wyprasce bez oddziaływania jakichkolwiek sił zewnętrznych. Relaksacja naprężeń
zawsze wiąże się ze zmianą kształtu i wymiarów. Podczas przebywania wypraski w formie naprężenia
własne wypraski nie znajdują się w stanie równowagi. Dopiero po jej usunięciu z formy następuje
zrównoważenie naprężeń, co ujawnia się w postaci odkształceń i wypaczeń wyrobów. Podczas
użytkowania wyrobów naprężenia własne uwidoczniają się w postaci rys naprężeniowych, powstających
nawet pod wpływem takich czynników zewnętrznych, jak promieniowanie UV. Naprężenia, będące efektem
skurczu objętościowego, podlegają samorzutnej relaksacji, gdy nastąpi skurcz wtórny,
lub też można je zrelaksować w procesie wygrzewania (stabilizacji termicznej). Natomiast naprężenia
będące wynikiem anizotropii skurczu są już utrwalone i, podobnie jak powstająca z ich powodu deformacja
wyrobu, są nieusuwalne.
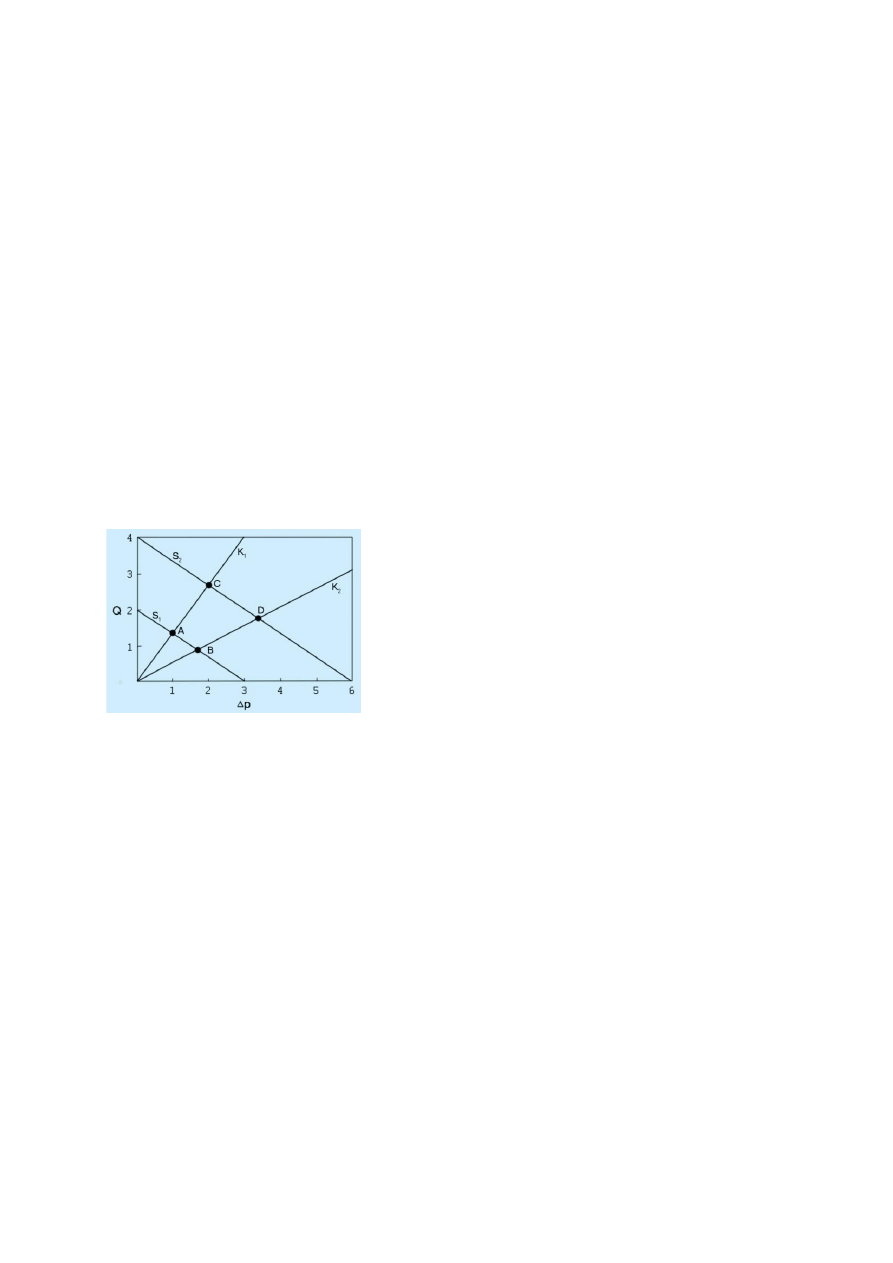
NATĘŻENIE PRZEPŁYWU TS W UKŁADZIE WYTŁACZARKI
Charakterystyka ślimaka jest definiowana przez przepływ wleczony, wynikający ze względnego ruchu
ślimaka i cylindra oraz przepływ ciśnieniowy, wynikający z gradientu ciśnienia. Natomiast charakterystyka
głowicy wynika z gradientu ciśnienia tworzywa w głowicy. Na podstawie warunku zachowania ciągłości
przepływu w wytłaczarce wiadomo, że natężenie przepływu tworzywa w ślimaku Q
S
i natężenie przepływu
tworzywa w głowicy Q
G
są jednakowe. Tak więc, można przyjąć, że: Qs = Qg.
Wyszukiwarka
Podobne podstrony:
PLASTIKI ODPOWIEDZI
PLASTIKI ODPOWIEDZI
W plastikowym pojemniku owies osiągnął już odpowiednią wysokość i wygląda jak świeża
TEST zalicz mikroskopia czescETI z odpowiedz
obowiazki i odpowiedzialnosc nauczyciela
025 odpowiedzialnosc cywilnaid 4009 ppt
więcej podobnych podstron