
Politechnika Poznańska
Instytut Technologii Mechanicznej
Laboratorium
Obrabiarki CNC
Nr 12
Programowanie obróbki 5-osiowej
na frezarce DMU60
Opracował:
Dr inż. Wojciech Ptaszyński
Poznań, 10 października 2005
1. Cel ćwiczenia
Celem ćwiczenia jest zapoznanie się z możliwością programowania obróbki 5-osiowej na
frezarce w układzie sterowania typu TNC.
2.
Wprowadzenie
2.1.
Układ współrzędnych
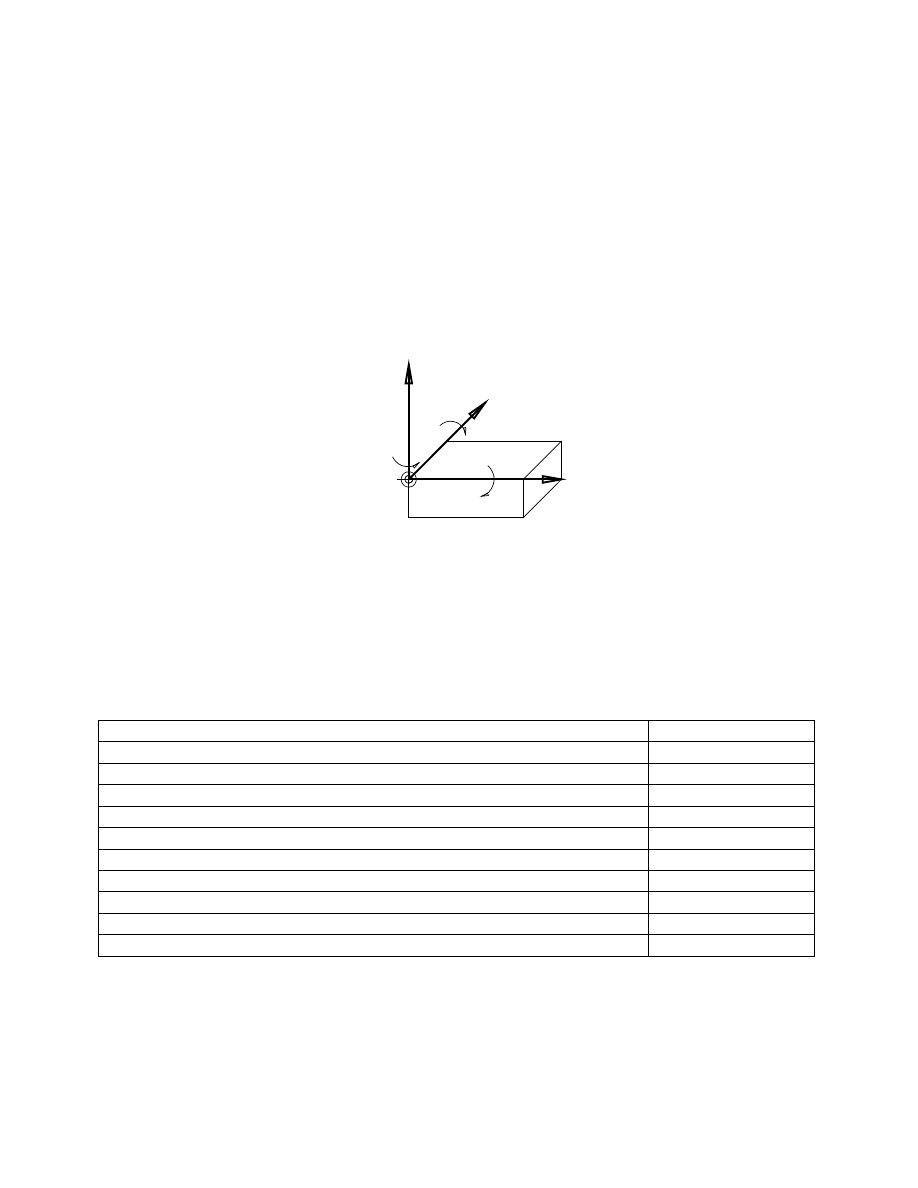
Podstawowym układem współrzędnych jest układ prostokątny kartezjański pokazany na
rys 1.
X
Y
Z
B
C
A
Rys. 1. Podstawowy układ współrzędnych obrabiarki
2.2.
Frezarka DMU60
Frezarka DMU60 jest obrabiarką 5-osiową (osie liniowe: X, Y, Z oraz obrotowe: skrętna
głowica – oś B, stół obrotowy z pionową osią obrotu – oś C). Podstawowe parametry obrabiarki
przedstawiono w tabeli 1.
Tabela 1
. Parametry frezarki DMU60
Parametr
Wartość
Przesuw osi X/Y/Z
630/560/560 [mm]
Maksymalna prędkość posuwu
30 m/min
Oznaczenia gniazda wrzeciona
HSK 63A
Liczba narzędzi w magazynie
24
Czas zmiany narzędzia
9 [s]
Maksymalna prędkość obrotowa wrzeciona
24 000 [1/min]
Moc wrzeciona
15 [kW]
Wymiary stołu
1000x600 [mm]
Ś
rednica stołu obrotowego
600 mm
Maksymalna prędkość obrotowa stołu
30 [1/min]
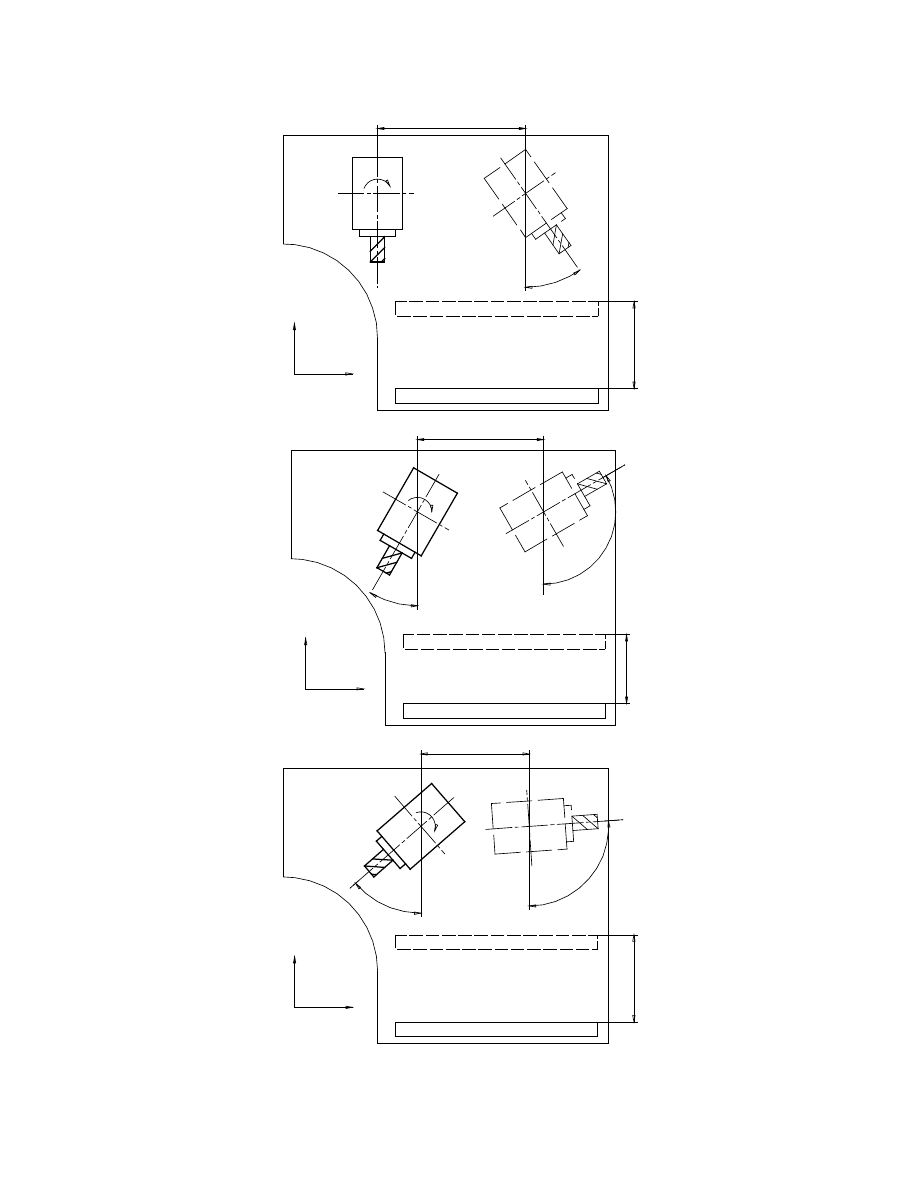
W przypadku pracy ze skrętnym wrzecionem, ze względu na możliwość kolizji narzędzia z
obudową obrabiarki, wprowadzono trzy zakresy ruchów poszczególnych komponentów
obrabiarki. Poszczególne zakresy pracy wybiera się funkcjami: M50, M51 oraz M52 (rys. 2).
X
Z
B
0 do 630 (630)
0
do
-
54
0
35°
M50
X
Z
B
135 do 370 (235)
30°
-1
20
°
0
do
-
47
0
M51
X
Z
B
0
do
-
54
0
250 do 370 (120)
49°
-9
4°
M52
Rys. 2. Zakresy ruchu osi X, Z, B obrabiarki
3. Podstawowe cykle przeliczania współrzędnych
3.1. Przesunięcie punktu zerowego (cykl 7)
Przy pomocy tego cyklu mo
ż
na powtarza
ć
przej
ś
cia obróbkowe w dowolnych miejscach
przedmiotu. Po zdefiniowaniu cyklu wszystkie
wprowadzane dane o współrz
ę
dnych odnosz
ą
si
ę
do nowego punktu zerowego. Przesuni
ę
cie w
ka
ż
dej osi TNC wy
ś
wietla w dodatkowym oknie
stanu
obróbki.
Mo
ż
liwe
jest
równie
ż
wprowadzenie przesuni
ę
cia osi obrotowej.
Warto
ś
ci przesuni
ę
cia mo
ż
na wprowadza
ć
bezwzgl
ę
dnie (wzgl
ę
dem punktu zerowego
przedmiotu)
lub
przyrostowo
(wzgl
ę
dem
poprzedniego poło
ż
enia punktu zerowego).
Usuni
ę
cie przesuni
ę
cie punktu zerowego
wykonuje si
ę
wprowadzaj
ą
c nowe przesuni
ę
cie ze
współrz
ę
dnymi X=0, Y=0 i Z=0.
Przykład:
13 CYCL DEF 7,0 PUNKT ZEROWY
14 CYCL DEF 7,1 X+60
16 CYCL DEF 7,3 Z_5
15 CYCL DEF 7,2 Y+40
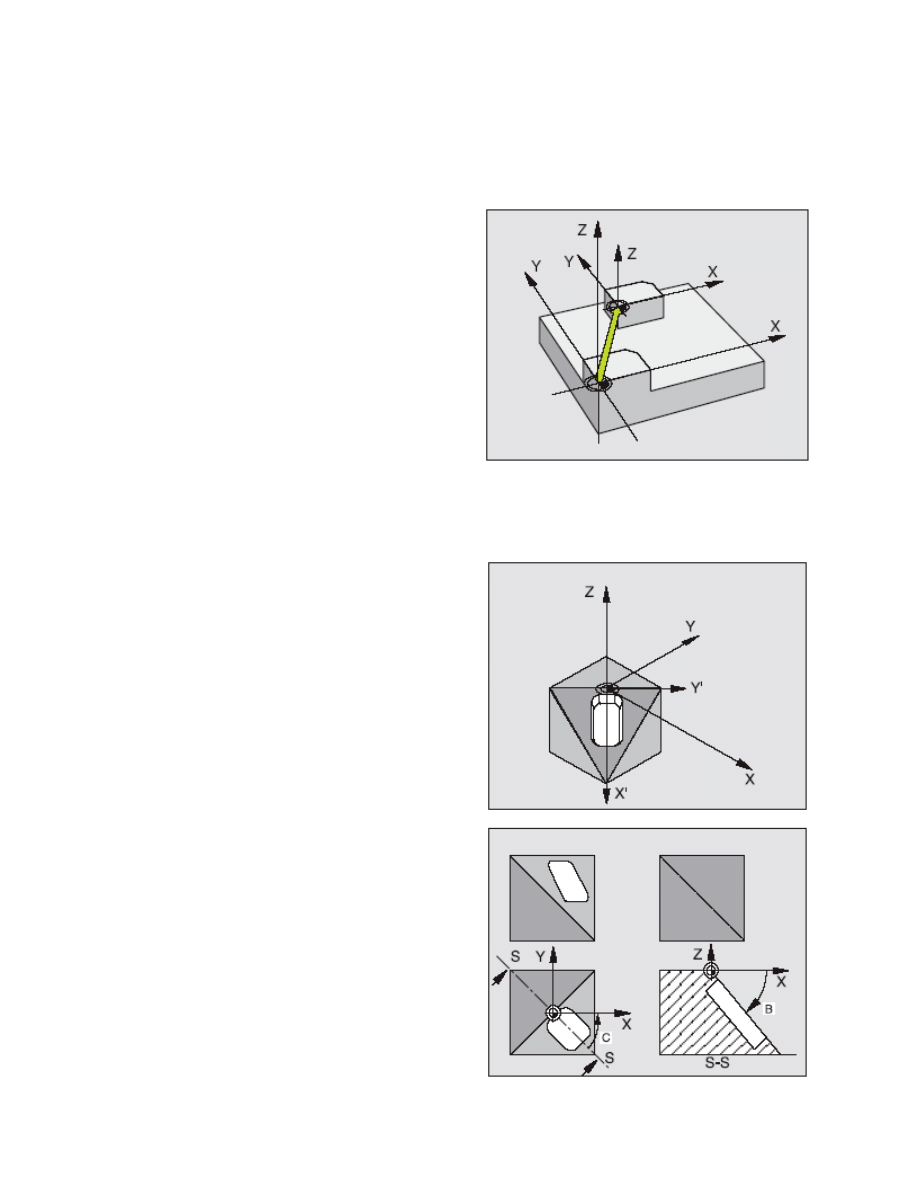
3.2. Zmiana płaszczyzny obróbki (cykl 19)
W cyklu 19 definiuje si
ę
poło
ż
enie
płaszczyzny obróbki – to znaczy poło
ż
enie osi
narz
ę
dzi w odniesieniu do stałego układu
współrz
ę
dnych maszyny – poprzez wprowadzenia
k
ą
tów obrotów wzgl
ę
dem poszczególnych osi
(nachylenia
płaszczyzn).
Mo
ż
na
okre
ś
li
ć
poło
ż
enie
płaszczyzny
obróbki
dwoma
sposobami:
- bezpo
ś
rednio wprowadzaj
ą
c poło
ż
enie osi
obrotowych funkcj
ą
ruchu „L”,
- poprzez opisanie poło
ż
enia płaszczyzny
obróbki - dokonanie do trzech obrotów
wł
ą
cznie (k
ą
t przestrzenny) aktualnego
układu
współrz
ę
dnych.
Je
ż
eli programujemy poło
ż
enie płaszczyzny
obróbki przez k
ą
t przestrzenny, to TNC oblicza
automatycznie niezb
ę
dne dla tego poło
ż
enia osi
obrotowych i odkłada je w parametrach

Q120 - o
ś
A, Q121 – o
ś
B oraz Q122 – o
ś
C. Je
ż
eli mo
ż
liwe s
ą
dwa rozwi
ą
zania, to TNC
wybiera –wychodz
ą
c z poło
ż
enia zerowego osi obrotu – krótsz
ą
drog
ą
. Kolejno
ść
obrotów dla
obliczenia poło
ż
enia płaszczyzny jest okre
ś
lona: Najpierw TNC obraca o
ś
A, potem o
ś
B i
nast
ę
pnie o
ś
C.
Cykl 19 działa od chwili jego zdefiniowania w programie. Je
ś
li chcemy, aby poszczególne
komponenty obrabiarki ustawiły si
ę
zgodnie z płaszczyzn
ą
zdefiniowan
ą
w cyklu 19, nale
ż
y
wymusi
ć
to przemieszczenie lini
ą
programu:
L X Q120 Y Q121 Z Q122 FMAX
W czasie wykonania tego ruchu TNC tak steruje wszystkimi osiami obrabiarki,
ż
e punkt
charakterystyczny narz
ę
dzia pozostaje w prawie dokładnie tym samym poło
ż
eniu wzgl
ę
dem
układu współrz
ę
dnych.
Funkcje nachylania płaszczyzny obróbki s
ą
dopasowane do TNC i maszyny przez
producenta obrabiarki.
Aby wycofa
ć
pochylenie płaszczyzny nale
ż
y zdefiniowa
ć
na nowo cykl 19 i dla wszystkich
osi obrotowych wprowadzi
ć
0°. Nast
ę
pnie nale
ż
y jeszcze raz zdefiniowa
ć
cykl 19, ale w czasie
pytania o o
ś
nale
ż
y wcisn
ąć
przycisk NO ENT. W ten sposób funkcja staje si
ę
nieaktywn
ą
.
W czasie pochylenia płaszczyzny mo
ż
liwe jest przemieszczanie si
ę
wzgl
ę
dem układu
maszynowego przy pomocy funkcji ruchy „L” z funkcj
ą
maszynow
ą
M91 lub M92.
3.3. Kombinowany obrót i przemieszczenie układu współrzędnych
Przy kombinowaniu cykli przeliczania współrz
ę
dnych nale
ż
y zwróci
ć
uwag
ę
na to,
ż
e
pochylanie płaszczyzny obróbki nast
ę
puje zawsze wokół aktywnego punktu zerowego. Mo
ż
na
przeprowadzi
ć
przesuni
ę
cie punktu zerowego przed aktywowaniem cyklu 19 wówczas
przesuwamy „stały układ współrz
ę
dnych maszyny”. Je
ż
eli przesuniemy punkt zerowy po
aktywowaniu cyklu 19 to przesuniemy „nachylony układ współrz
ę
dnych“.
Uwaga
: Wycofywaniu cykli nale
ż
y przeprowadzi
ć
w odwrotnej kolejno
ś
ci jak przy
definiowaniu:
1. Przesuni
ę
cie punktu zerowego.
2. Nachylenie płaszczyzny obróbki.
3. Wykona
ć
przemieszczenie komponentów obrabiarki.
...
Obróbka przedmiotu
...
1. Wycofa
ć
nachylenie płaszczyzn.
2. Wycofa
ć
przesuni
ę
cie punktu zerowego.
3. Wykona
ć
przemieszczenie komponentów obrabiarki.
4. Wykonanie ćwiczenia
1. Wprowadzenie programu
- wywołanie narz
ę
dzia,
- wykona
ć
operacje obróbkowe bez obrotu i przesuni
ę
cia układu współrz
ę
dnych,
- tak przemie
ś
ci
ć
o
ś
wrzeciona, aby przy pochyleniu nie mogło doj
ść
do kolizji pomi
ę
dzy
narz
ę
dziem i przedmiotem,
- aktywowa
ć
przesuni
ę
cie punktu zerowego,
- zdefiniowa
ć
cykl 19 PŁASZCZYZNA OBRÓBKI,
- przemie
ś
ci
ć
wszystkie osie obrotowe (X, Y, Z oraz B, C z obliczonymi parametrami Q),
aby aktywowa
ć
nowy układ współrz
ę
dnych,_
- zaprogramowa
ć
obróbk
ę
, tak jakby odbywała si
ę
ona na nie pochylonej płaszczy
ź
nie,
- w razie potrzeby cykl 19 PŁASZCZYZNA OBROBKI zdefiniowa
ć
z innymi k
ą
tami, aby
wykona
ć
obróbk
ę
przy innym poło
ż
eniu osi. Nie jest konieczne wycofywanie cyklu 19,
mo
ż
na bezpo
ś
rednio definiowa
ć
nowe poło
ż
enia płaszczyzn,
- wycofa
ć
cykl 19 PŁASZCZYZNA OBRÓBKI, wprowadzi
ć
dla wszystkich osi obrotu 0°
- dezaktywowa
ć
funkcj
ę
PŁASZCZYZNA OBRÓBKI - ponownie zdefiniowa
ć
cykl 19, a
na pytanie o osie wcisn
ąć
klawisz NO ENT,
- wycofa
ć
przesuni
ę
cie punktu zerowego,
- odjecha
ć
narz
ę
dziem do bezpiecznej pozycji.
5. Przygotowanie
Przed przyst
ą
pieniem do
ć
wiczenia niezb
ę
dna jest znajomo
ść
:
- doboru narz
ę
dzi i parametrów obróbki,
- układów współrz
ę
dnych obrabiarek,
- podstaw programowania obrabiarek w układzie typu TNC.
6. Sprawozdanie
Sprawozdanie powinno zawiera
ć
:
-
dat
ę
ć
wiczenia nr grupy i podgrupy,
-
nazwiska osób bior
ą
cych udział w
ć
wiczeniu,
-
rysunek przedmiot z zaznaczonym układem współrz
ę
dnych,
-
wydruk programu,
-
wnioski.
7. Literatura
Instrukcje do poprzednich
ć
wicze
ń
z programowania w układzie TNC
Wyszukiwarka
Podobne podstrony:
12 Programowanie 5osi
Ćwiczenie 12-program, UG, SEM3, GENETYKA
tp w 12 Programowanie strukturalne, INFORMATYKA, PROGRAMOWANIE, wykłady
Io 12 Programowanie Ekstremalne
Seminarium 12 Programme?s travaux ( I )
12 programy nauczania materialy szkoleniowe 1
12 Korzystanie z innych programów
12 - 16 z WIZYTĄ W SADZIE, EDUKACJA, Plany pracy - wg. nowej podstawy programowej
2009 12 Metaprogramowanie algorytmy wykonywane w czasie kompilacji [Programowanie C C ]
BIZNESPLAN dla programu promocj Nieznany (12)
2011 12 15 XIV Międzynarodowe Sympozjum z cyklu „Zadania współczesnej metafizyki”, Program
3. Narodowy program zdrowia, Zdrowie Publiczne
3. Narodowy program zdrowia, Zdrowie Publiczne
2012 12 t handlowiec programid 27664
Plany i programy marketingowe 12 gru 2009 wysylka
program ćwiczeń WNZ 2011 12. 5fantastic.pl , Ćwiczenia
więcej podobnych podstron