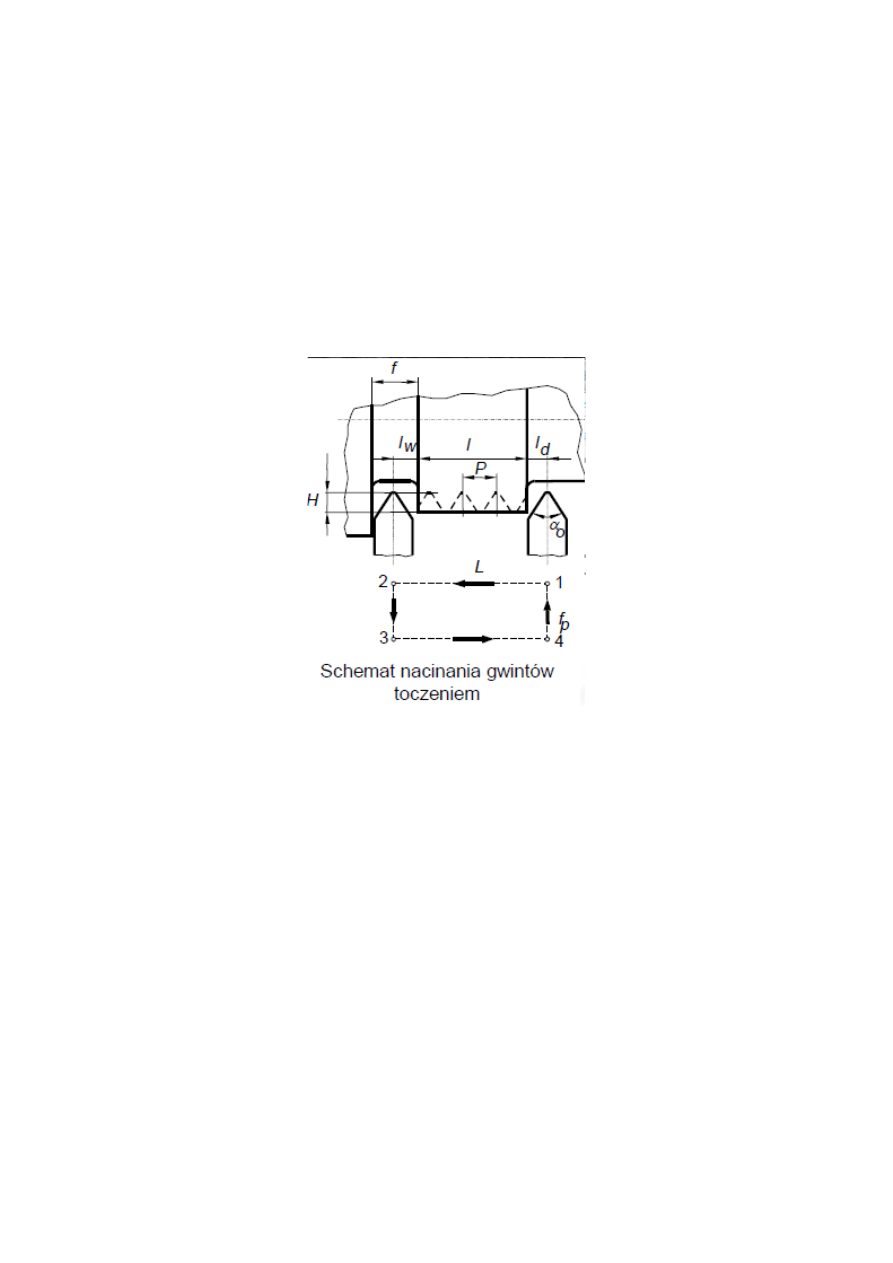
21. Podać metody wykonywania gwintów
Gwinty wykonuje się najczęściej metodami: obróbki wiórowej i plastycznej
rzadziej erodowaniem, odlewaniem czy formowaniem wtryskowym (tworzywa sztuczne).
· Toczenie gwintu nożami prostymi i kształtowymi (obróbka dokładna lecz małowydajna)
· Nacinanie gwintownikami (średniodokładne i małowydajne), narzynkami(małodokładna i
małowydajna), głowicami gwinciarskimi(dokłądna i bardzo wydajna),
· Frezowanie gwintów (małodokładne lecz bardzo wydajne)
· Wygniatanie gwintów (dokładne i wydajne)
· Walcowanie gwintów (bardzo wydajne)
22. Minimalne zużycie smarowania w skrawaniu
W części 1 z forum
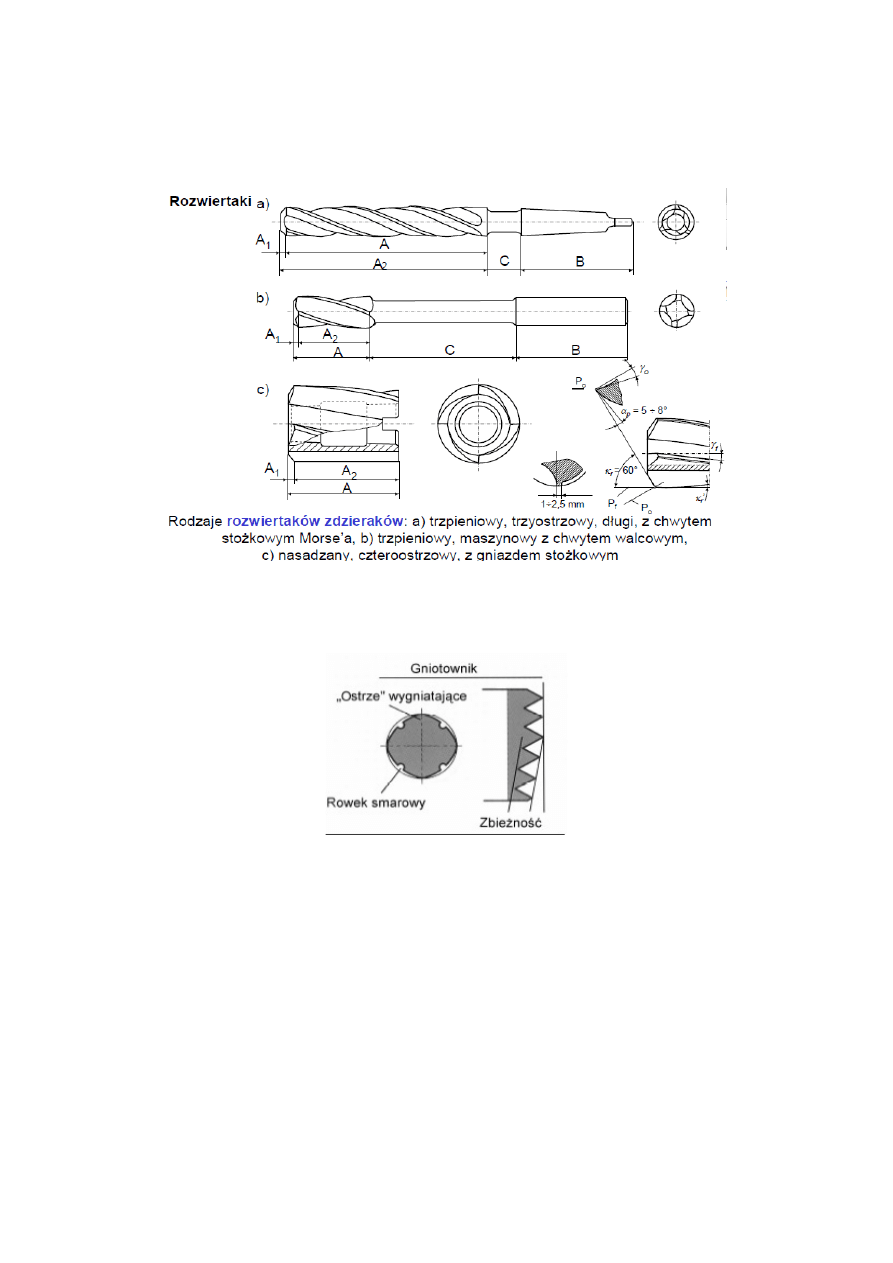
23. Rozwiercanie
Rozwiercanie stosuje się w celu zwiększenia dokładności wymiarowo-kształtowej
wierconych otworów (IT6 do IT10) i zmniejszenia chropowatości powierzchni
Ra=0,32 do 5 mm.
Rozwiercaniem nie poprawia się położenia osi kształtowanego otworu.
Rozróżnia się:
- rozwiercanie zgrubne przy użyciu rozwiertaka zdzieraka, stosuje się w celu uzyskania otworu o
dokładności IT9 do IT11 i chropowatości Ra=2,5 do 5 mm lub, gdy otwór musi być ponownie
rozwiercany w celu osiągnięcia jeszcze lepszej jakości powierzchni, większej dokładności
wymiarowo - kształtowej,
- rozwiercanie wykończeniowe, za pomocą rozwiertaka wykańczaka, stosuje się w celu uzyskania
otworu o dokładności IT6 do IT9 i chropowatości Ra < 2,5 mm,
Oprócz rozwiercania otworów cylindrycznych, stosowane jest również rozwiercanie
otworów stożkowych, jako obróbka ostateczna pod kołki stożkowe lub, jako obróbka wstępna pod
szlifowanie lub docieranie.
Rodzaje rozwiertaków wykańczaków do otworów walcowych: a) maszynowy, trzpieniowy, z
rowkami wiórowymi prostymi, z chwytem stożkowym Morse’a, b) maszynowy, trzpieniowy, długi,
z rowkami wiórowymi śrubowymi, z chwytem stożkowym Morse’a, c) ręczny, długi, z rowkami
wiórowymi prostymi, z chwytem walcowym, z zabierakiem kwadratowym, d) maszynowy,
nasadzany, z rowkami wiórowymi prostymi, z gniazdem stożkowym, e) maszynowy, nasadzany, z
rowkami wiórowymi śrubowymi, z gniazdem stożkowym.
24.Wygniatanie gwintów
Gwintowanie gniotownikami jest obróbką dokładną i wydajną. Jest jedną z metod
wykonywania gwintów.
Zalety wygniatania gwintów:
• Stosunkowo łatwe gwintowania metali trudnoobrabialnych (stale nierdzewne, kwasoodporne,
żarowytrzymałe itp.) z uwagi na ich dobre własności plastyczne.
• Możliwość stosowania ponad 2-krotnie większych prędkości gwintowania.
• Wielokrotnie (do kilkunastu razy) większa trwałość (nie żywotność) narzędzia.
• Kilkakrotnie większa wytrzymałość narzędzia na skręcanie (co ma znaczenie w przypadku małych
średnic
narzędzi).
• Wyższa, w zależności od rodzaju materiału obrabianego, o 15-60% wytrzymałość gwintu na
ścinanie i o
30-50% twardość warstwy wierzchniej gwintu.
• Wysoka dokładność wymiarowo-kształtowa i mniejsza chropowatość gwintu.
• Brak wiórów.
• Możliwość wygniatania gwintu podczas montażu (śruba ma kształt zbliżony do gwintownika
wygniatającego).

Wady technologii wygniatania gwintów:
• Konieczność stosowania specjalnych oprawek z osiową i promieniową kompensacją położenia
gwintownika.
• Konieczna większa dokładność wykonania otworu pod gwint.
• Większe opory gwintowania (około 30%).
• Konieczność stosowania specjalnych olejów (z dodatkiem grafitu) zmniejszających tarcie.
25. Płyny obróbkowe
Ciecze obróbkowe zwane cieczami chłodząco-smarującymi stosowane są w celu zwiększenia
wydajności i polepszenia jakości powierzchni obrobionej. Korzystny wpływ stosowania cieczy
obróbkowych to:
- zwiększenie intensywności odprowadzania ciepła ze strefy skrawania pozwalające
obniżyć temperaturę skrawania o 10-15%.
- odbieranie ciepła powodujące zmniejszenie odkształceń układu OUPN.
- zmniejszenie tarcia ostrza o materiał skrawany powodujące zmniejszenie oporów
skrawania, zużywania się ostrza i chropowatości powierzchni.
- zmiana stanu plastycznego materiału obrabianego zmieniająca jego skrawalność.
- zmniejszenie zjawiska adhezji między materiałem obrabianym i ostrzem co
sprzyjające zwiększeniu trwałości narzędzia, zmniejszeniu narostu chropowatości
obrabianej powierzchni.
- ułatwienie usuwania wiórów, produktów ścierania ostrza oraz pochłanianie pyłów.
- penetracja mikroszczelin powodująca rozluźnianie powierzchniowe.
Niekorzystny wpływ stosowania cieczy obróbkowych:
- szoki termiczne ostrza.
- zanieczyszczanie obrabiarki, otoczenia i przedmiotów obrabianych.
- konieczność stosowania układów chłodzących w poszczególnych obrabiarkach lub
instalacji ogólnowydziałowych.
- konieczność stosowania układów odsysających pary i
aerozole powstające z
płynów obróbkowych podczas stosowania wysokowydajnych sposobów obróbki.
- mogą wywierać niekorzystny wpływ na zdrowie człowieka.
- bardzo kosztowna utylizacja płynów obróbkowych.
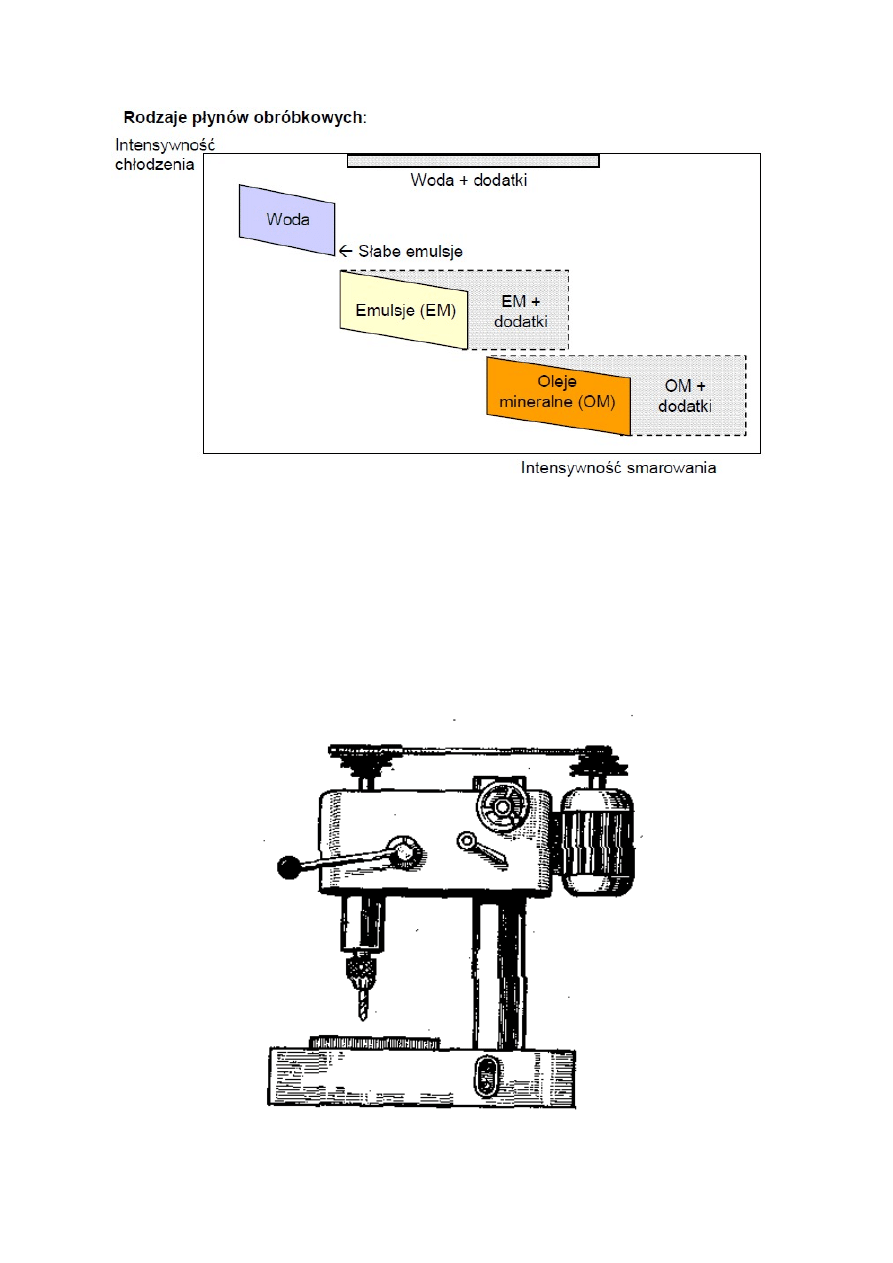
Rodzaje płynów obróbkowych:
1. Ciecze obróbkowe olejowe - oleje mineralne z:
- dodatkami polarnymi, tworzącymi na powierzchni mono- lub polimolekularne
warstewki smarne odporne na rozrywanie lub mydła metaliczne spełniające role
smaru stałego,
- dodatkami EP (Extreme Pressure) będącymi związkami siarki, chloru, i fosforu,
które pod wpływem wysokiej temperatury i dużego ciśnienia wchodzą w reakcje
chemiczne z obrabianym materiałem i ostrzem, tworząc stały film smarny.
2. Ciecze obróbkowe emulsyjne stanowiące mieszaninę wody z olejem
emulgującym (zawartość olejów w emulsjach dochodzić może do 10%,
najczęściej stanowi 2-3%).
3. Ciecze obróbkowe syntetyczne i półsyntetyczne - wodorozcięczalne (2-5%).
4. Nafta, denaturat.
5. Sprężone powietrze.
Ciecze obróbkowe zawierają zwykle dodatki polepszające ich właściwości
eksploatacyjne, takie jak:
- środki powierzchniowo czynne,
- inhibitory korozji,
- dodatki EP,
- środki bakteriostatyczne i grzybobójcze,
- antyutleniacze,
–
dodatki antypienne, itp.
26. Rodzaje wiertarek i zastosowanie
Na wiertarkach wykonuje się najczęściej otwory do średnicy 100mm. Otwory o większej
średnicy wykonuje się zazwyczaj za pomocą toczenia lub wygładzania. Z uwagi na
potrzebna moc napędu głownego wiertarki dzielimy na małe (d=6-16mm), średnie (d=20-
40mm) i duże (d=50-100mm). Ze względu na ropzwiązania konstrukcyjne i przeznaczenie
można podać następującą ich kwalifikację:
–
wiertarki stołowe (służą do wiercenia otworów o niewielkich średnicach zazwyczaj do
15mm w małych przedmiotach)
–
wiertarki stojakowe (słupowe i kadłubowe, są stosowane do obróbki otworów w małych i
średnich co do wymiarów przedmiotach.
–
Wiertarki wielowrzecionowe ( można jednocześnie wykonywać wiele otworów na tej samej
powierzchni)
–
wiertarki promieniowe ( są przeznaczone do obróbki otworów w przedmiotach dużych i
ciężkich dzięki pionowemu przesuwowi i obrotowi ramienia dookoła słupa oraz poziomemu
przesuwowi wrzeciennika wzdłuż ramienia czyli nie trzeba zmnieniać zamocowania
przedmiotu).
–
Wiertarki rewolwerowe (mają wbudowane głowice rewolwerowe co umożliwia
zamocowanie w nich większej ilości narzędzi. Można je stosować w produkcji seryjnej)
–
wiertarki współrzędnościowe (są stosowane do obróbki otworów o bardzo dokładnym
położeniu osi otworów względem siebie lub baz obróbkowych. Na wiertarkach tych stosuje
się głównie zabiegi roztaczania, rozwiercania i pogłębiania).
–
Wiertarki do głębokich otworów (przeznaczone do wiercenia otworów o długości powyżej
5d w takich przedmiotach jak lufy, korbowody itp.).
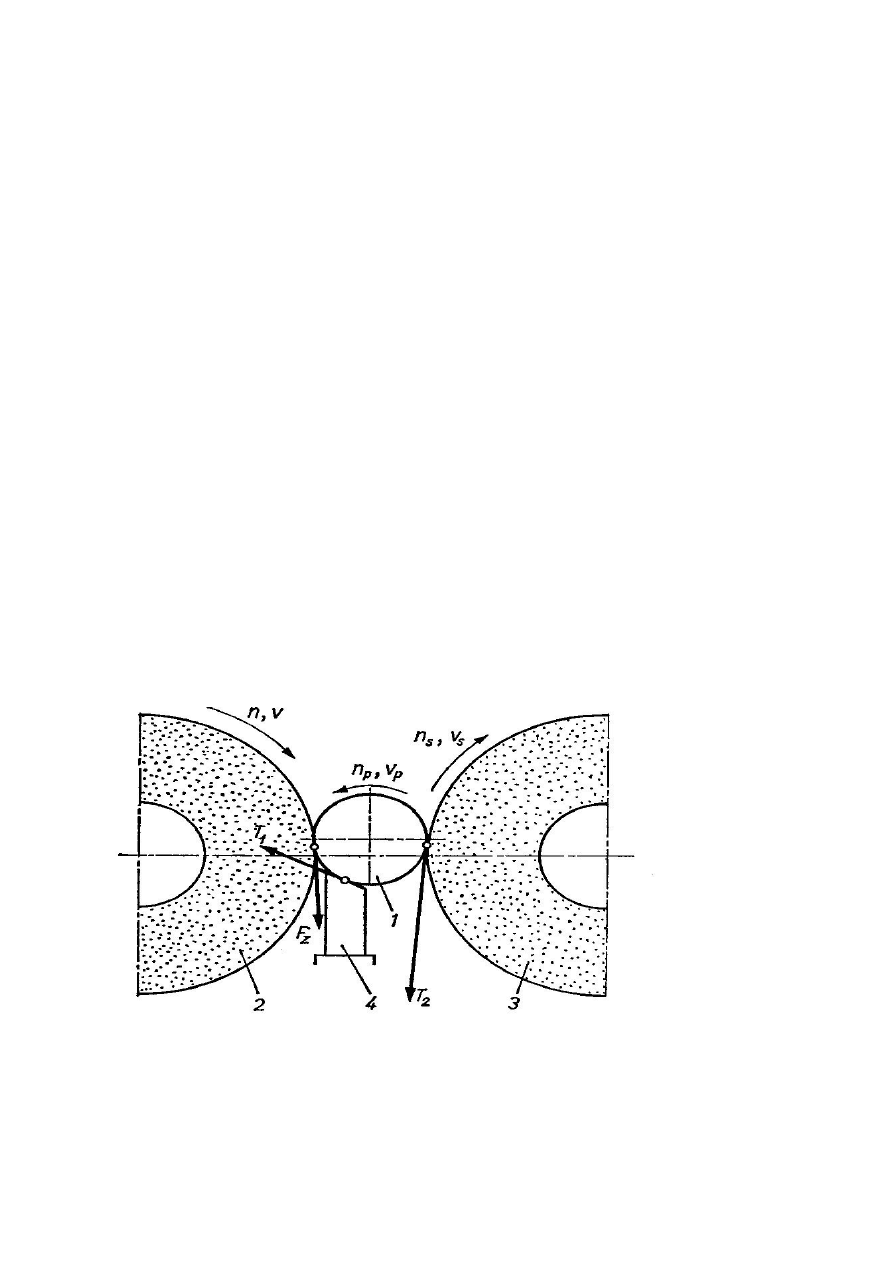
27. Szlifowanie bezkłowe
W szlifowaniu bezkłowym przedmiot (1) nie jest mocowany ani w kłach ani w
uchwycie lecz opiera się o podtrzymkę (4) lub/i boczne listwy prowadzące oraz dociskany jest do
tarczy ściernej (2) za pomocą tarczy prowadzącej (3).
Zalety szlifowania bezkłowego:
· duża wydajność (bardzo krótkie czasy pomocnicze – w szlifowaniu wzdłużnym
przelotowym mogą być zredukowane nawet do zera).
· możliwość łatwej automatyzacji cyklu pracy.
Wady szlifowania bezkłowego:
· możliwość kopiowania się błędów półfabrykatu ze względu na to, że bazą
obróbkową jest powierzchnia obrabiana.
· możliwość powstawania graniastości powierzchni obrotowych.
Szlifować bezkłowo można otwory, wałki rozrządu
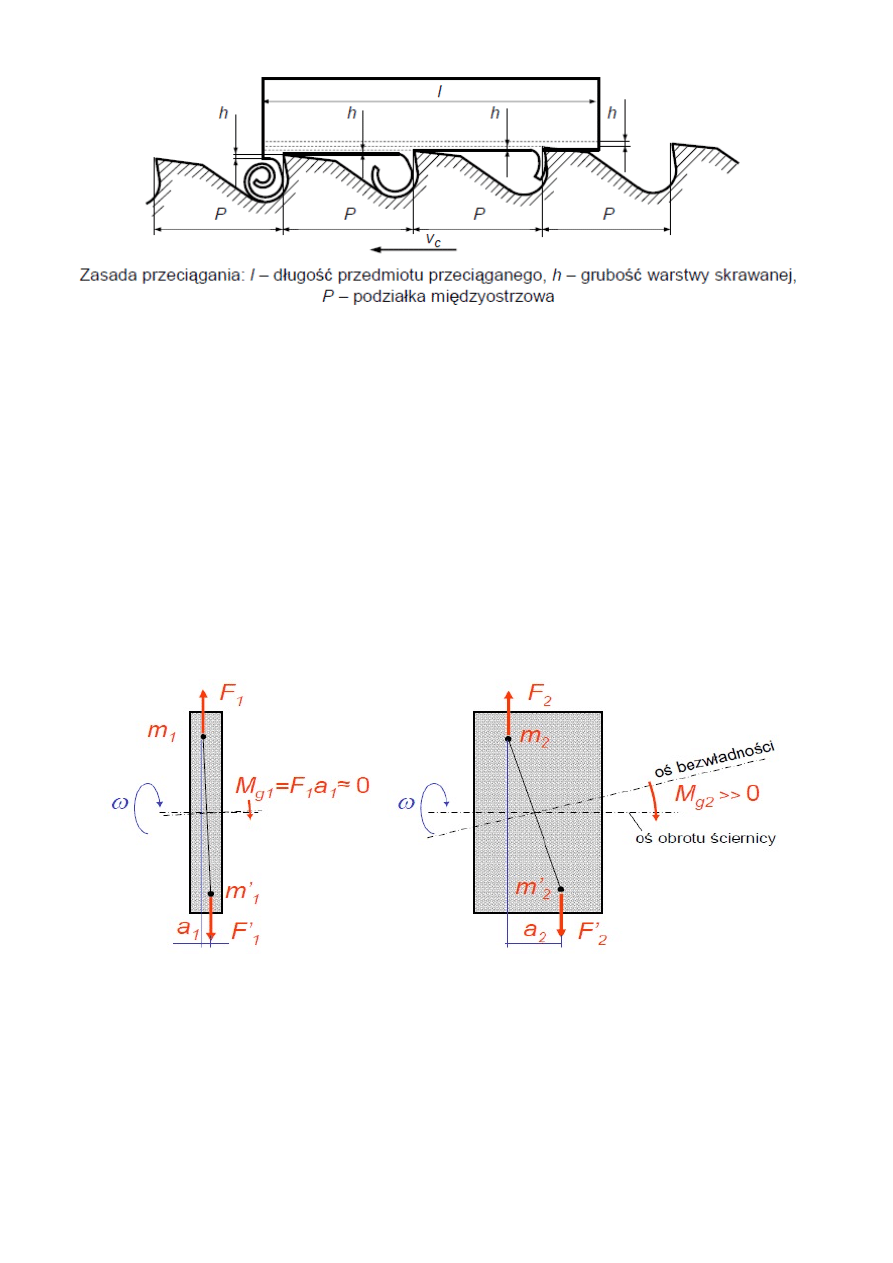
28. Przeciąganie
Przeciąganie jest sposobem obróbki skrawaniem, w którym naddatek na obróbkę
zdejmowany jest wieloostrzowym narzędziem zwanym przeciągaczem. Ostrza jego są tak
ukształtowane, że każde następne jest wyższe lub szersze względem poprzedniego w kierunku
prostopadłym do długości przeciągacza o grubość warstwy skrawanej h.Odmianą przeciągania jest
przepychanie, w którym narzędzie jest przepychane przez otwór.
Zaletami przeciągania jest: bardzo duża wydajność, duża dokładność obróbki (IT6-7,
Ra=0,16÷0,32mm)
Wadą zaś jest: bardzo skomplikowane i drogie narzędzie, ograniczające stosowanie tego sposobu
obróbki do produkcji seryjnej i masowej.
Do przeciągania stosuje się przeciągarki, które mają bardzo prostą konstrukcje. Dokładność
przeciaganie nie zależy praktycznie od obrabiarki lecz od narzędzia.
29. Wyrównoważanie statyczne i dynamiczne ściernic
Wyważenie statyczne jest stanem równowagi ściernicy, w której jej środek ciężkości
leży na osi obrotu. Do wyrównoważenia statycznego stosowane są: wyważarki, przyrządy
pryzmowe i krążkowe oraz wagi.
Wyważanie dynamiczne (wyrównoważanie) polega na sprowadzeniu głównej osi bezwładności na
oś obrotu ściernicy. Odbywa się zazwyczaj bezpośrednio na szlifierce, a służą do tego różne metody
i urządzenia o działaniu hydraulicznym i mechanicznym. Ten sposób wyważania stosuje się
szczególnie w przypadku ściernic o dużych szerokościach, pracujących z dużymi prędkościami
obrotowymi.
30. Wiórkowanie (schemat)
Wiórkowanie jest specjalną metodą obróbki wykańczające kół. wykorzystuje zjawisko
poślizgu na zębach podczas współpracy kół zębatych o osiach zwichrowanych, przy czym jedno z
kół jest narzędziem. Wykonuje się je za pomocą wiórownika w kształcie zębatki lub koła
zębatego. Zwiększa trwałość przekładni zębatych. Jest to obróbka powierzchniowa ponieważ po
jej wykonaniu uzyskuje się dużą gładkość powierzchni i wysoką jakość warstwy wierzchniej.
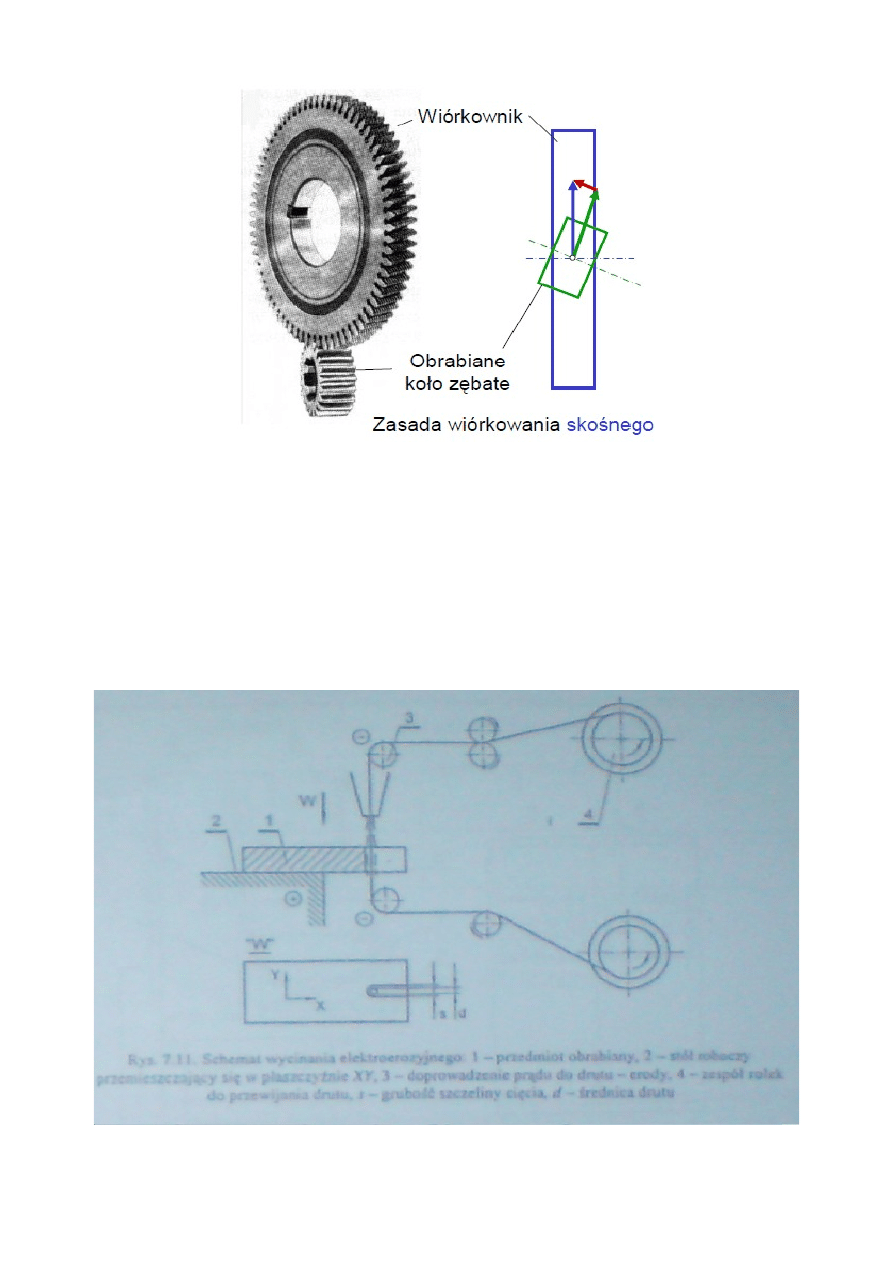
31. Wycinanie elektroerozyjne drutowe
Wycinanie elektrozyjne ma zastosowanie przede wszystkim w narzędziowniach
produkujących wykojnikim Metdę tą wykorzystuje sie głównie do kształtowania stempli, płyt
tnących i prowadzących. Ponadto można nią wykonywać elementy cienkościenne. W wycinaniu
elektroerozyjnym elektrodą roboczą jest drut o średnicy 0,05-0,3 mm najczęściej przewijany w
ukłądzie pionowym między dwoma głowicami. Wydajność wycinania jest dość duża i wynosi od 25
do 300 mm^2/ min. Proces jest zwykle wykonany w wodzie dejonizowanej jako dielektryku co jest
korzystne dla środowiska. Stosowany na elektrody drut jest zazwyczaj mosiężny, nie wymaga
kosztownej obróbki . Umożliwia to wykonywanie matryc i stempli wykrojników o
skomplikowanych kształtach.
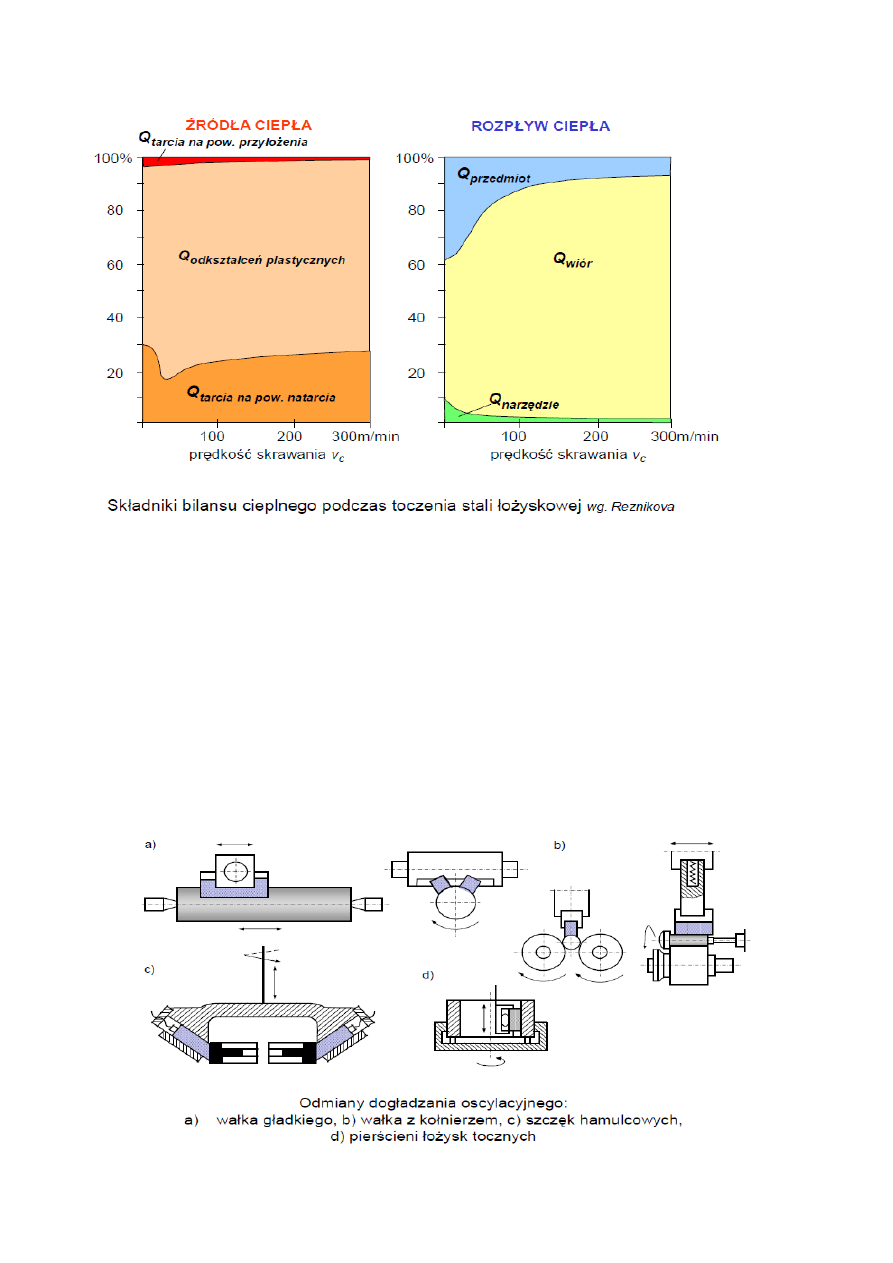
32. Bilans cieplny
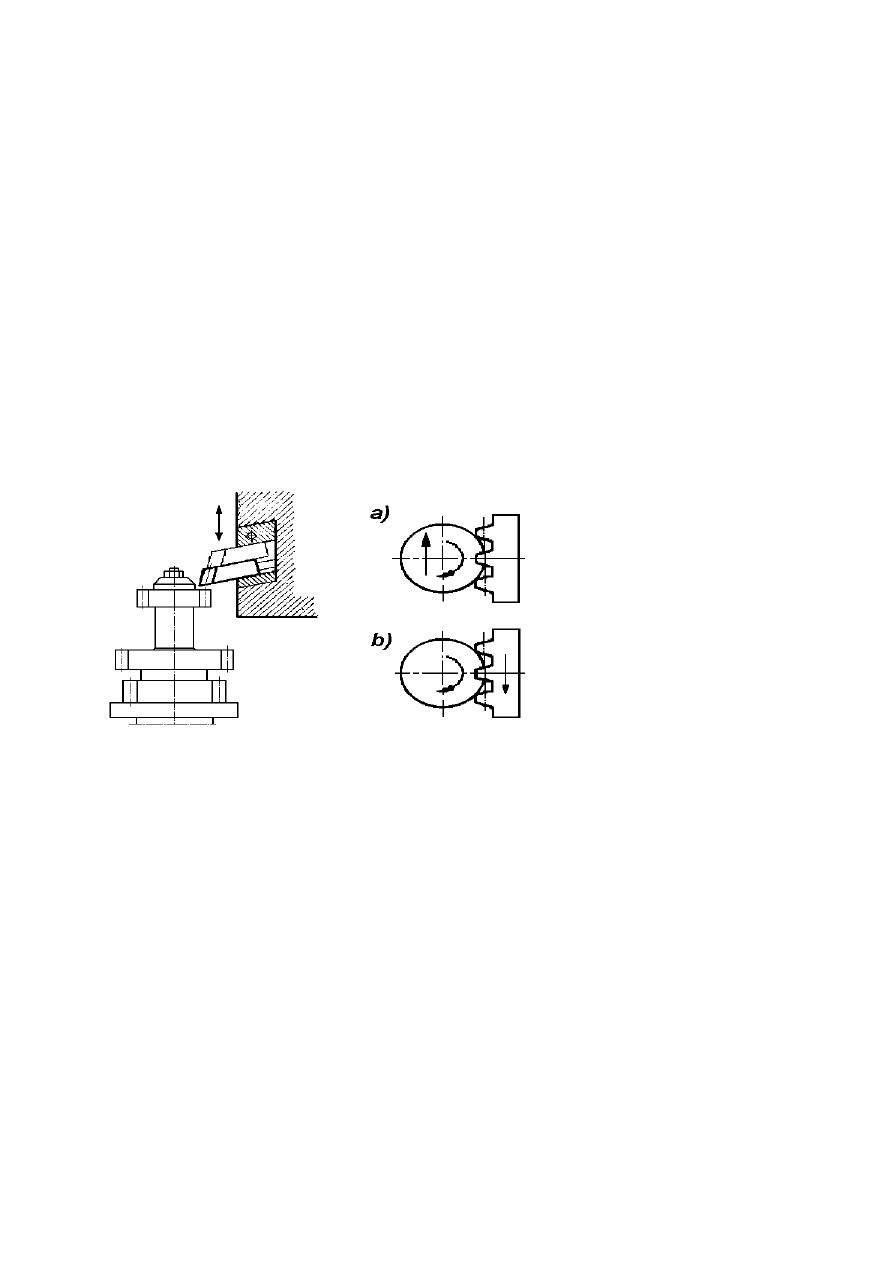
33. Dogładzanie oscylacyjne
Dogładzanie oscylacyjne jest jednym ze sposobów obróbki ściernej wykończeniowej,
w której narzędzie, w postaci osełki lub folii ściernej, wykonuje ruch oscylacyjny korzystnie w
kierunku prostopadłym do kierunku śladów obróbki poprzedzającej. Kierunek ruchu wypadkowego
ziaren ściernych jest nieprzerwanie zmienny, a tory ich śladów zbliżone są do sinusoidy. Ruch
posuwowy podczas dogładzania wykonuje narzędzie lub przedmiot obrabiany. Celem dogładzania
jest poprawa stanu warstwy wierzchniej (WW) przedmiotu obrabianego, a przede wszystkim
zmniejszenie chropowatości powierzchni. Po dogładzaniu wstępnym osiąga się chropowatość
Ra=0,1–0,4 μm, a po dogładzaniu wykańczającym nawet do Ra=0,005 – 0,01 μm. Po dogładzaniu
oscylacyjnym, w zasadzie, nie występuje poprawa dokładności.
35. Metody kształtowania obwiedniowe kół zębatych i Frezowanie kształtowe kół
zębatych
Metodami obwiedniowego kształtowania kół zębatych są: frezowanie i dłutwanie.
Frezowanie ślimakowe kół zębatych stożkowych o zębach łukowych: nadaje się do obróbki kół
walcowych o zębach prostych i skośnych, nadaje się do obróbki kół stożkowych o zębach
łukowych, nie trzeba w nim dokonywać okresowego podziału, nadaje się jedynie do obróbki
zarysów zewnętrznych. Frezowanie kół stożkowych o łukowej linii zęba metodą Gleasona
Narzędzie - głowica frezowa - wykonuje ruch obrotowy i jednocześnie przemieszcza się. Kołyska,
w której znajduje się narzędzie i obrabiane koło obraca się w czasie obróbki dookoła swojej osi w
sposób analogiczny do tego, jak współpracowałaby zębatka. W metodzie Fiat Mammano noże w
głowicy narzędziowej tworzą pojedynczą spiralę Archimedesa o skoku równym podziałce
międzyzębnej obrabianego koła. Linia
zębów uzyskana w tej metodzie ma kształt epicykloidy. Dłutowanie metodami Maagar (rys a) i
Sunderlanda (rys 2): nadają się do obróbki kół walcowych o zębach prostych i skośnych, narzędzia
mają prostą budowę w kształcie zębatki, nadają się jedynie do obróbki zarysów zewnętrznych, nie
można nimi obrabiać kół stożkowych, trzeba dokonywać okresowego podziału (co zapewnia
obrabiarka).
Metoda Fellowsa: nadaje się do obróbki kół walcowych o zębach prostych i skośnych, jest dość
wydajna, nie trzeba dokonywać okresowego podziału, nadaje się do obróbki zarysów
zewnętrznych i wewnętrznych, nie wymaga dużych wybiegów narzędzia, narzędzia mają złożoną
budowę, nie można nimi obrabiać kół stożkowych.
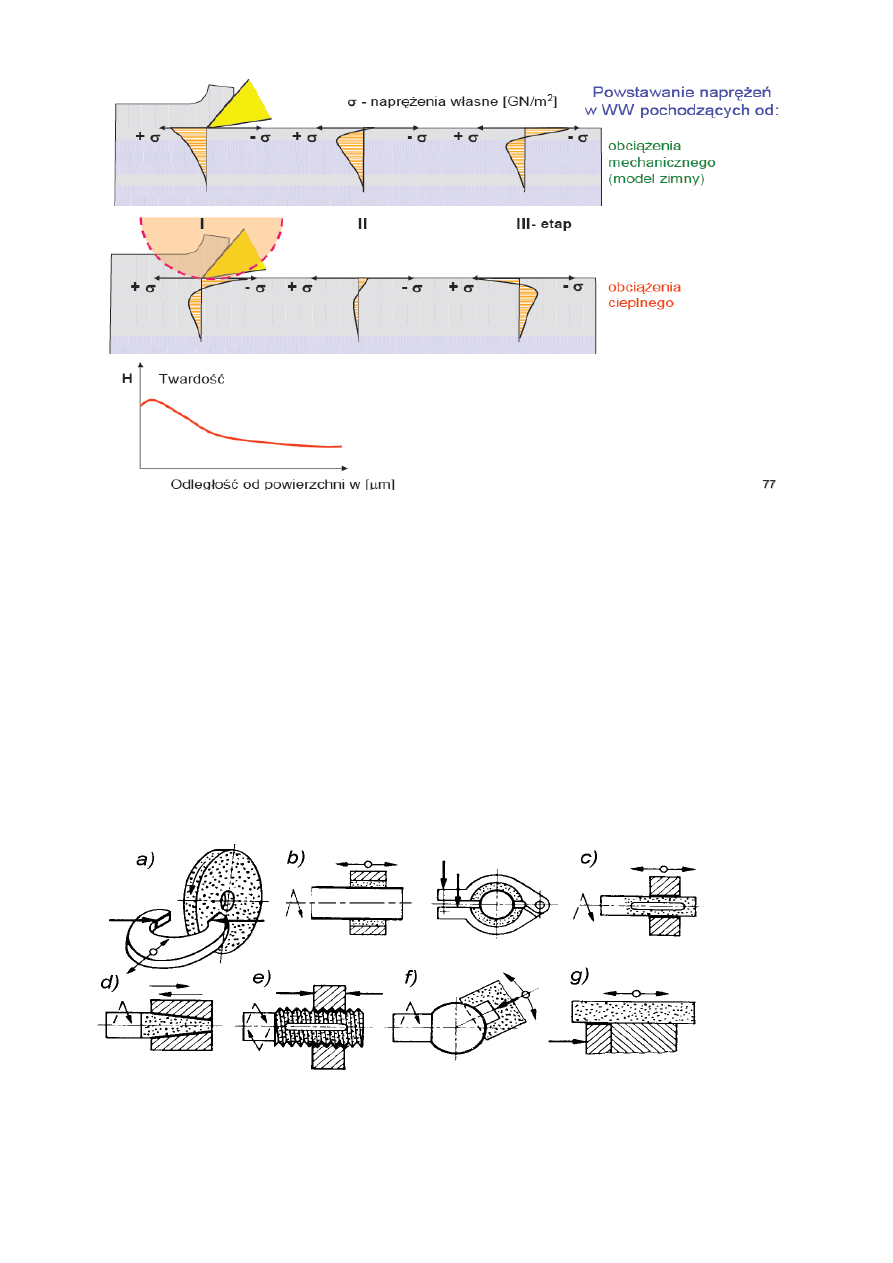
36. Usytuowanie naprężeń w warstwie wierzchniej
37. Docieranie
Docieranie jest sposobem obróbki wykańczającej, który umożliwia uzyskanie
powierzchni o najmniejszej chropowatości (Ra nawet poniżej 0,01mm) oraz najwyższej
dokładności wymiarowo-kształtowej w granicach T=0,3-8μm. W docieraniu są usuwane
wierzchołki mikronierówności oraz warstewki o uszkodzonej, w obróbce poprzedzającej,
strukturze, np. Mikroprzypalenia szlifierskie. Charakterystyczne dla docierania jest to, że występuje
tylko nieznaczny wzrost temperatury przedmiotu. Uzyskiwana struktura geometryczna powierzchni
jest bardzo korzystna ze względów użytkowych, bowiem w warstwie wierzchniej powstają
naprężenia ściskające. Rolę ostrzy skrawających spełniają luźne ziarna ścierne, zmieszane z
płynami lub smarami półstałymi w postaci past, znajdujące chwilowe oparcie w materiale docieraka
(zbrojenie docieraka). Stosuje się też „zbrojenie” docieraków przez wciskanie ziaren w docierak za
pomocą stalowej hartowanej rolki. Docieranie jest szeroko stosowane w przemyśle lotniczym,
motoryzacyjnym, narzędziowym, optycznym i urządzeń chemicznych. Obrabiane materiały to stal,
żeliwo, metale nieżelazne i ich stopy, materiały spiekane, szkło, ceramika, tworzywa sztuczne,
kamienie szlachetne, grafit itp. Podstawowe odmiany docierania: płaskich powierzchni
sprawdzianów, powierzchni wałka, otworów walcowych, otworów stożkowych, gwintów,
powierzchni kulistych, powierzchni płaskich z „ostrymi” krawędziami. Obróbkę tą wykonuje się
docierarkami. Obróbką poprzedzającą docieranie jest najczęściej szlifowanie, gładzenie lub
dokładnie toczenie. Powierzchnia po docieraniu jest zwykle matowa. Połysk można uzyskać do
docieraniu polerującym.
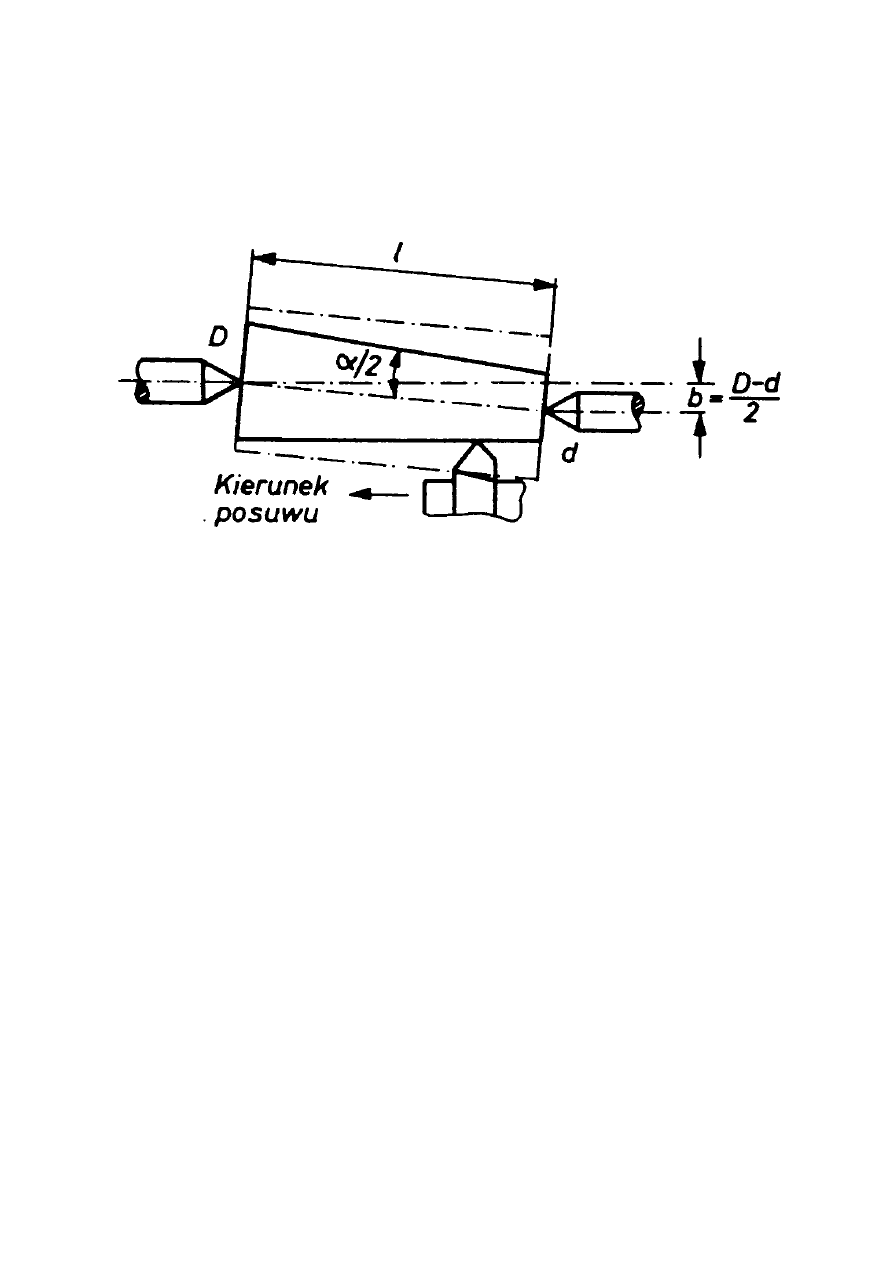
38. Toczenie powierzchni stożkowych
Toczenie stożków można wykonywać następującymi sposobami:
- nożami kształtowymi;
- z użyciem skręconych sanek narzędziowych;
- z przesuniętym konikiem;
- za pomocą lineału;
- za pomocą toczenia kopiowego;
- za pomocą układu CNC
Wyszukiwarka
Podobne podstrony:
SOFIÓWKA-opracowanie cz.1, Filologia polska, Oświecenie
notatek pl planeta slumsow opracowanie cz 1
SOFIÓWKA-opracowanie cz.3, Filologia Polska, Oświecenie i romantyzm, Oświecenie
KPA - OPRACOWANIE CZ 2, Studia Administracja, DWSSP Asesor, semestr 4, postępowanie administracyjne
Telekomunikacja opracowanie cz II
Opracowanie Cz IV 1 5
Telekomunikacja opracowanie cz I
Opracowanie cz.1, Prawo karne procesowe
Czarnowski - Kultura - opracowanie cz 2, Socjologia, Antropologia
OPRACOWANIE CZ 3
więcej podobnych podstron