1
Krzepnięcie
Krzepnięcie
odlewów
odlewów
2
Krzepnięcie odlewów
Krzepnięcie odlewów
może być:
może być:
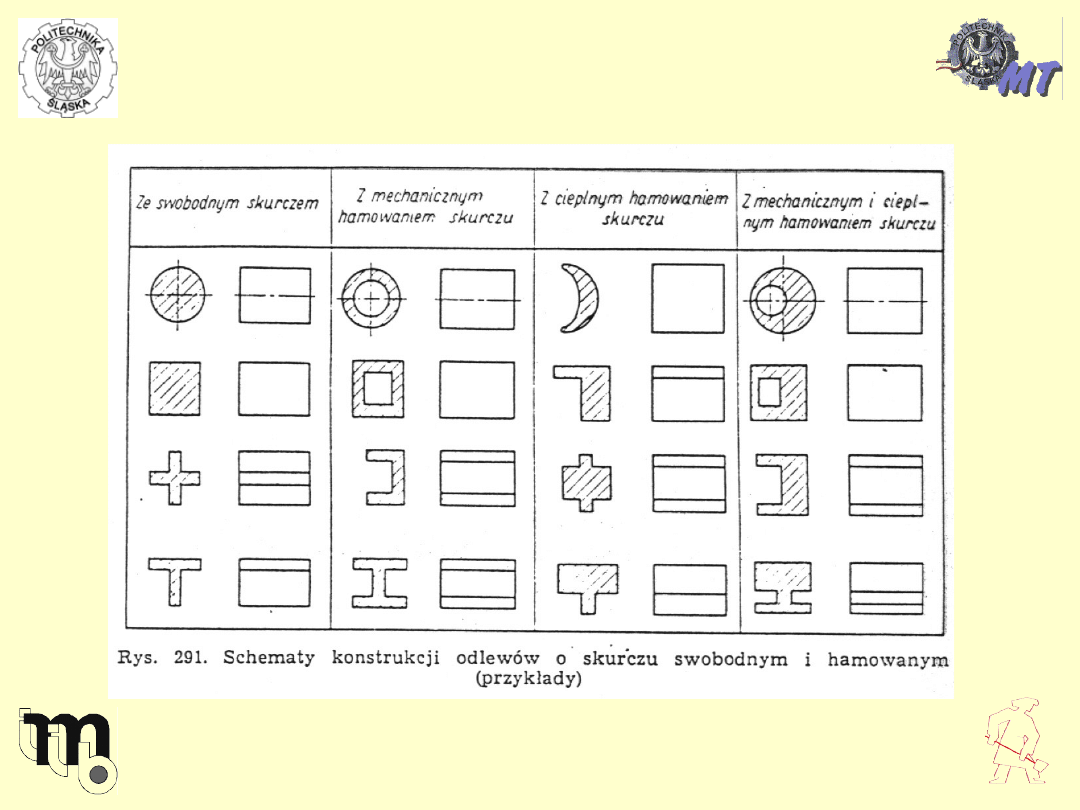
3
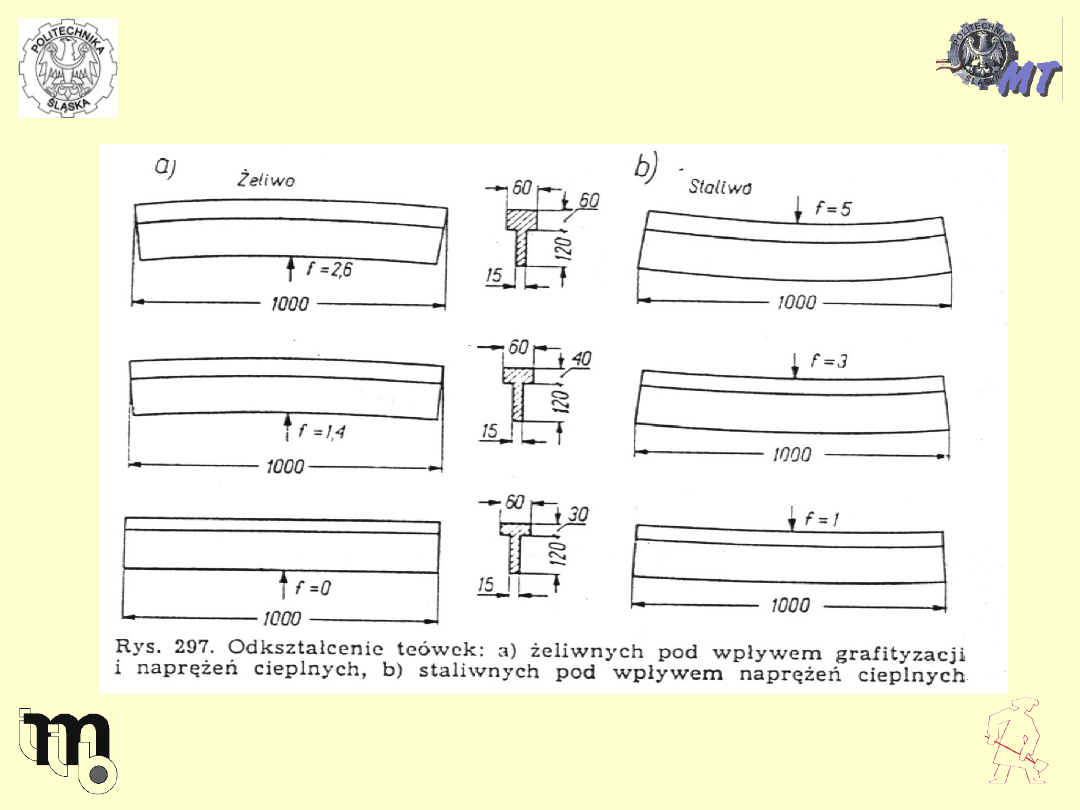
Odkształcenia pod wpływem grafityzacji
Odkształcenia pod wpływem grafityzacji
i naprężeń cieplnych
i naprężeń cieplnych
4
SKUTKI SKURCZU
ODLEWNICZEGO W
ODLEWACH (WĘZŁACH
CIEPLNYCH)
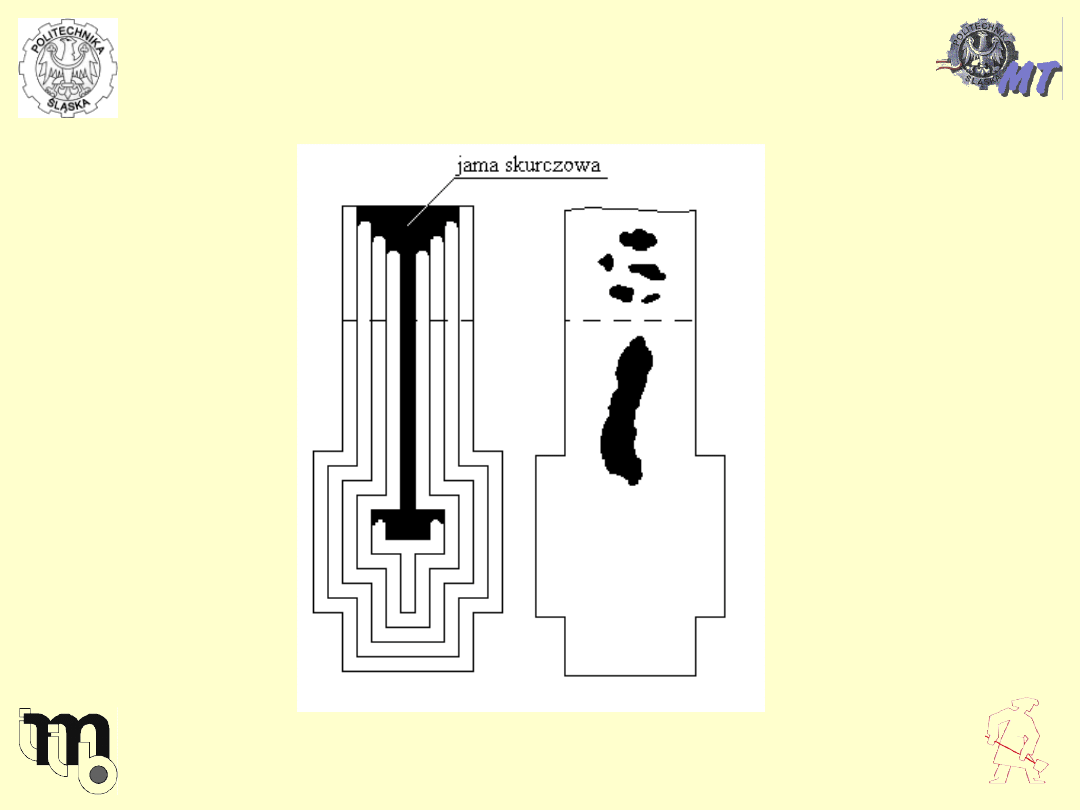
JAMY SKURCZOWE
MAKRORZADZIZNY
MIKRORZADZIZNY
Wady skurczowe powstają w wyniku
Wady skurczowe powstają w wyniku
różnicy objętości metalu w stanie
różnicy objętości metalu w stanie
ciekłym i stałym
ciekłym i stałym
5
DLACZEGO W ODLEWIE
POWSTAJE JAMA
SKURCZOWA?
JAMA SKURCZOWA
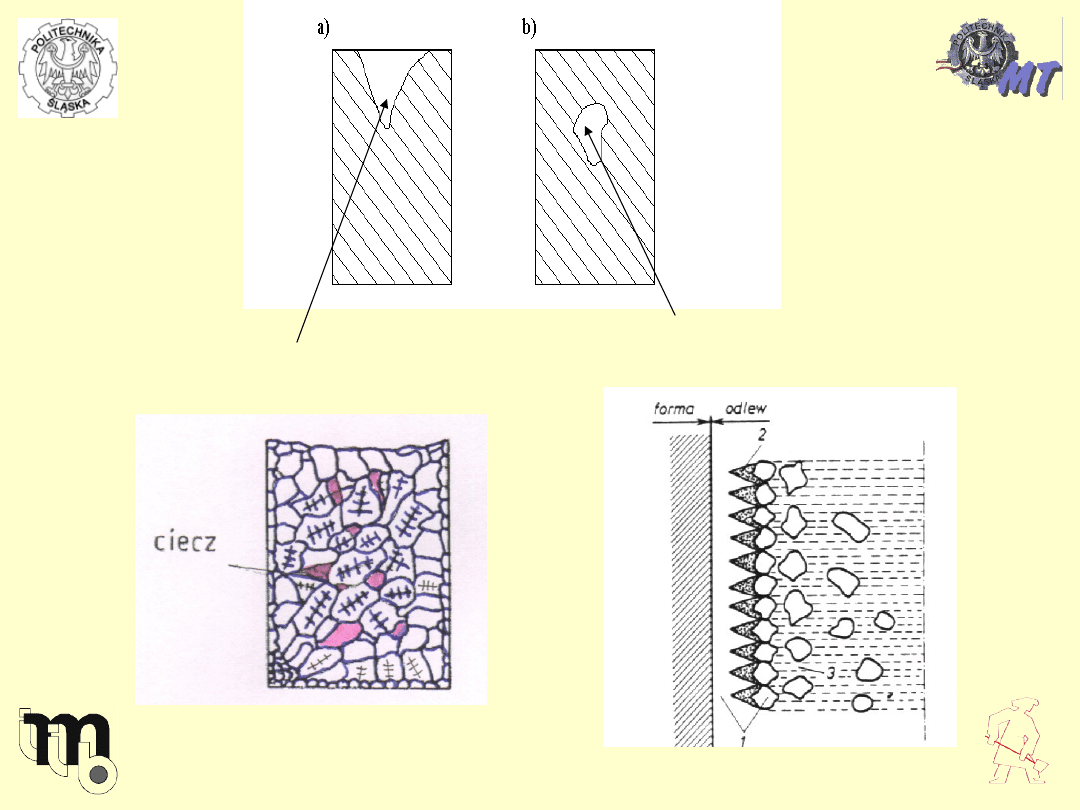
6
Jama skurczowa
otwarta
Jama skurczowa
zamknięta
(ukryta)
Makrorzadzizna
Mikrorzadzizna
7
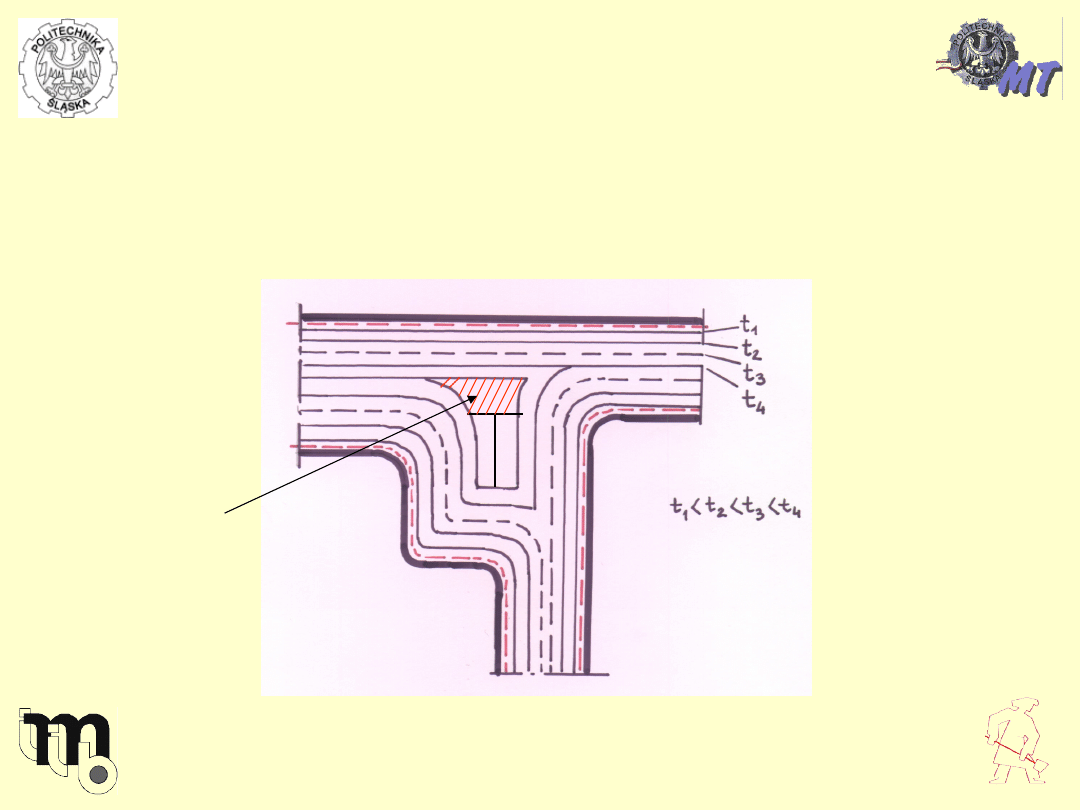
WĘZŁY CIEPLNE
• to miejscowe zgrubienia w odlewach lub
połączenia ścianek, które krzepną
ostatnie
i w nich mogą występować wady typu
skurczowego, np. jamy skurczowe.
MIEJSCOWE ZGRUBIENIE
Jama
skurczow
a
8
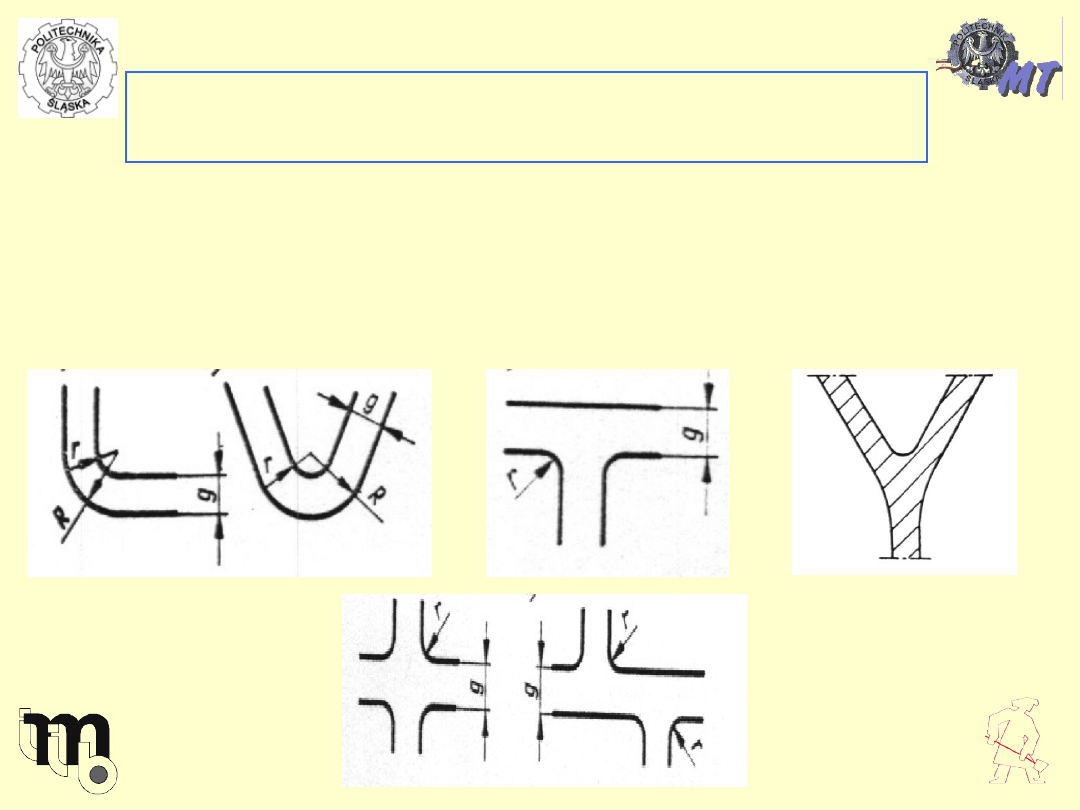
RODZAJE WĘZŁÓW
CIEPLNYCH
W odlewach mogą występować węzły cieplne typu:
„L, V, T, Y, X, Z”
9
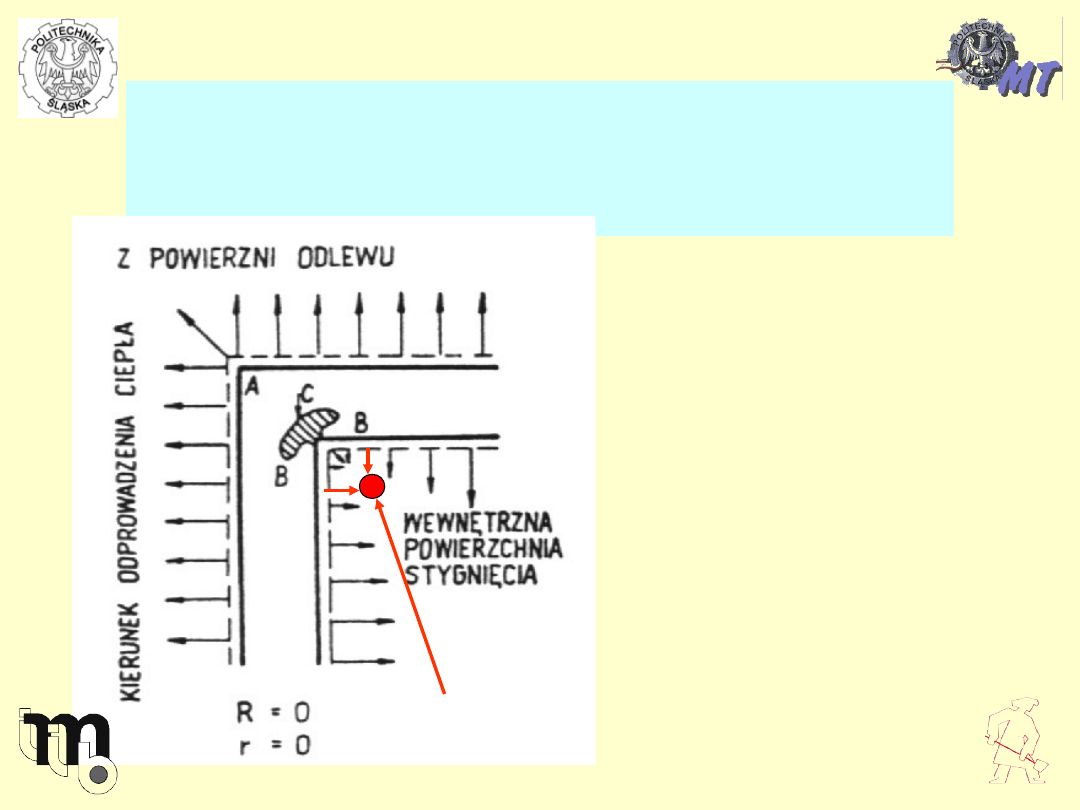
POJĘCIE WĘZŁA CIEPLNEGO W ODLEWIE
WIĄŻE SIĘ Z WIĘKSZĄ ILOŚCIĄ CIEPŁA
ZAKUMULOWANEGO
W NIM I UTRUDNIONYM JEGO ODPŁYWEM
C - JAMA SKURCZOWA Ą
A - DUŻA SZYBKOŚĆ KRZEPNIĘCIA
B - MAŁA SZYBKOŚĆ KRZEPNIĘCIA
UTRUDNIONY ODPŁYW CIEPŁA
10
SPOSOBY WYZNACZANIA
WĘZŁA CIEPLNEGO
1. METODA KÓŁ WPISANYCH
1. METODA KÓŁ WPISANYCH
2. METODA IZOTERM-
2. METODA IZOTERM-
IZOSOLIDUSÓW
IZOSOLIDUSÓW
3. METODA MODUŁÓW
3. METODA MODUŁÓW
4. METODY KOMPUTEROWE
4. METODY KOMPUTEROWE
(SYMULACJA PROCESU
(SYMULACJA PROCESU
KRZEPNIĘCIA - laboratorium)
KRZEPNIĘCIA - laboratorium)
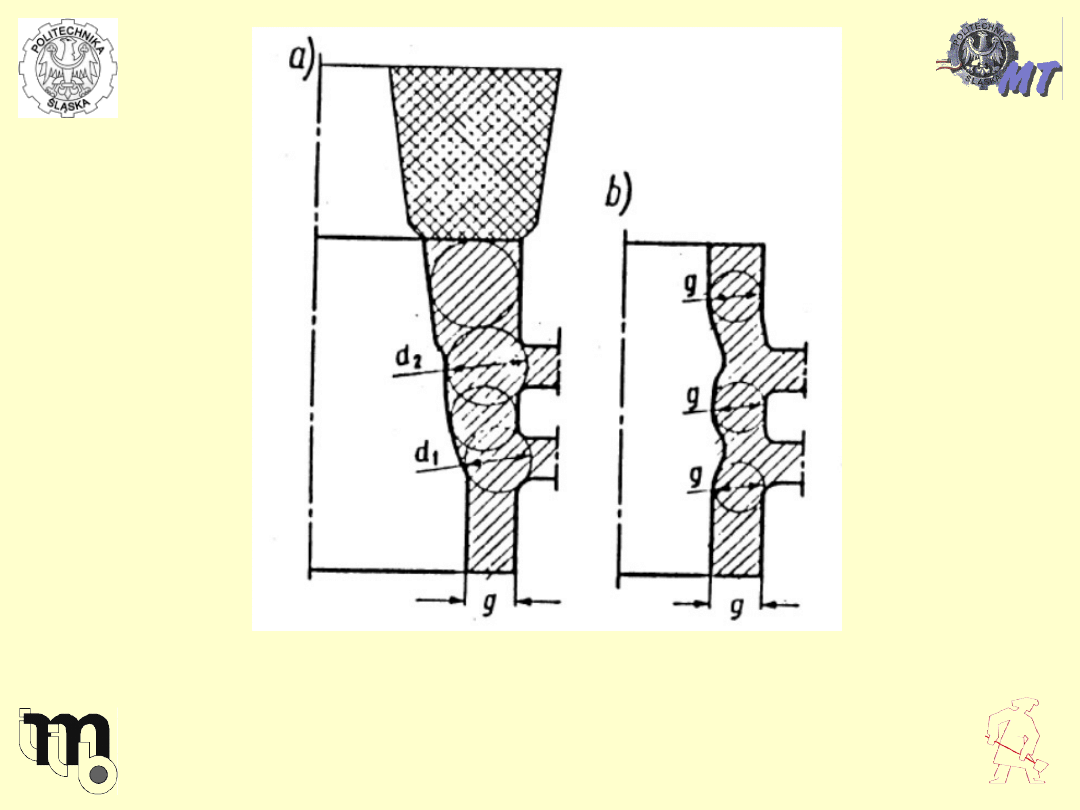
11
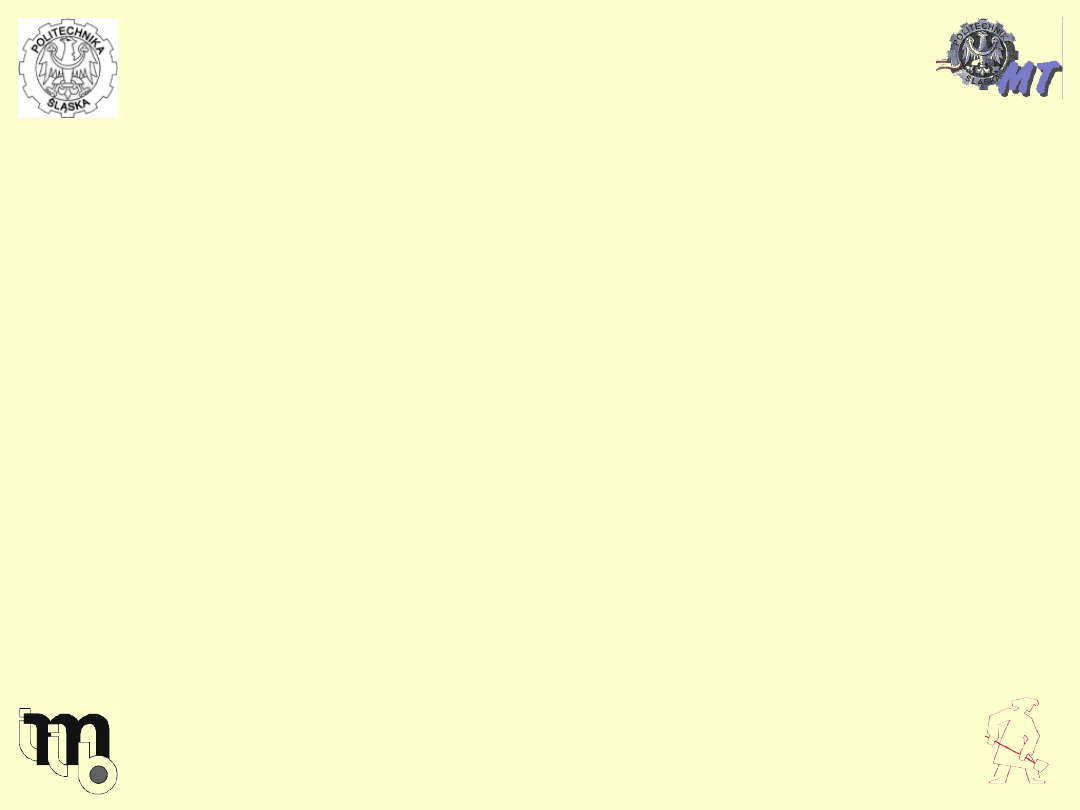
METODA KÓŁ WPISANY CH
D
W
= 1,2 D
1
GDZIE:
D
W
– ŚREDNICA KOŁA WPISANEGO W WĘZEŁ CIEPLNY ,
D
1
- ŚREDNICA KOŁA WPISANEGO W NAJGRUBSZĄ ŚCIANKĘ
PRZY LEGAJĄCĄ DO WĘZŁA
D
1
> D
2
12
Względny wzrost objętości
Względny wzrost objętości
węzła
węzła
125
125
%
%
270
270
%
%
13
Metoda izoterm -
Metoda izoterm -
izosolidusów
izosolidusów
14
Metoda
Metoda
modułów
modułów
M
o
d
l
e
w
u
–
m
o
d
u
ł
o
d
l
e
w
u
M
o
d
l
e
w
u
=
V
o
/
F
s
t
y
g
.
M
o
d
l
e
w
u
=
P
o
w
i
e
r
z
c
h
n
i
a
p
r
z
e
k
r
o
j
u
/
O
b
w
ó
d
p
r
z
e
k
r
o
j
u
g
d
z
i
e
:
V
o
–
o
b
j
ę
t
o
ś
ć
o
d
l
e
w
u
F
s
t
y
g
.
–
p
o
w
i
e
r
z
c
h
n
i
a
s
t
y
g
n
i
ę
c
i
a
J
e
ż
e
l
i
:
M
p
e
w
n
e
j
c
z
ę
ś
c
i
o
d
l
e
w
u
1
,
2
M
n
a
j
g
r
u
b
s
z
e
j
ś
c
i
a
n
k
i
p
r
z
y
l
e
g
ł
e
j
d
o
t
e
g
o
m
i
e
j
s
c
a
t
o
w
t
e
j
c
z
ę
ś
c
i
o
d
l
e
w
u
w
y
s
t
ę
p
u
j
e
w
ę
z
e
ł
c
i
e
p
l
n
y
15
SPOSOBY ZAPOBIEGANIA
WADOM SKURCZOWYM W
ODLEWACH
(w węzłach cieplnych)
to takie kształtowanie odlewu, aby
proces krzepnięcia odbywał się:
JEDNOCZEŚNIE
JEDNOCZEŚNIE
lub
KIERUNKOWO
KIERUNKOWO
16
• REALIZACJA KRZEPNIĘCIA JEDNOCZESNEGO
KRZEPNIĘCIA JEDNOCZESNEGO
dotyczy odlewów cienkościennych i o mało
zróżnicowanej grubości ścianki, ze stopów o małym
skurczu (żeliwo szare). Ciekły metal do wnęki
formy doprowadza się do najcieńszych ścianek
(wlewy doprowadzające) .
•
Przy krzepnięciu jednoczesnym różnice
Przy krzepnięciu jednoczesnym różnice
czasów krzepnięcia poszczególnych
czasów krzepnięcia poszczególnych
części odlewu nie mogą być większe od
części odlewu nie mogą być większe od
20%.
20%.
17
REALIZACJA KRZEPNIĘCIA
REALIZACJA KRZEPNIĘCIA
JEDNOCZESNEGO
JEDNOCZESNEGO
odbywa się poprzez :
odbywa się poprzez :
1.
Zmianę kształtu odlewu
(zmniejszenie węzła cieplnego)
2.
Stosowanie ochładzalników
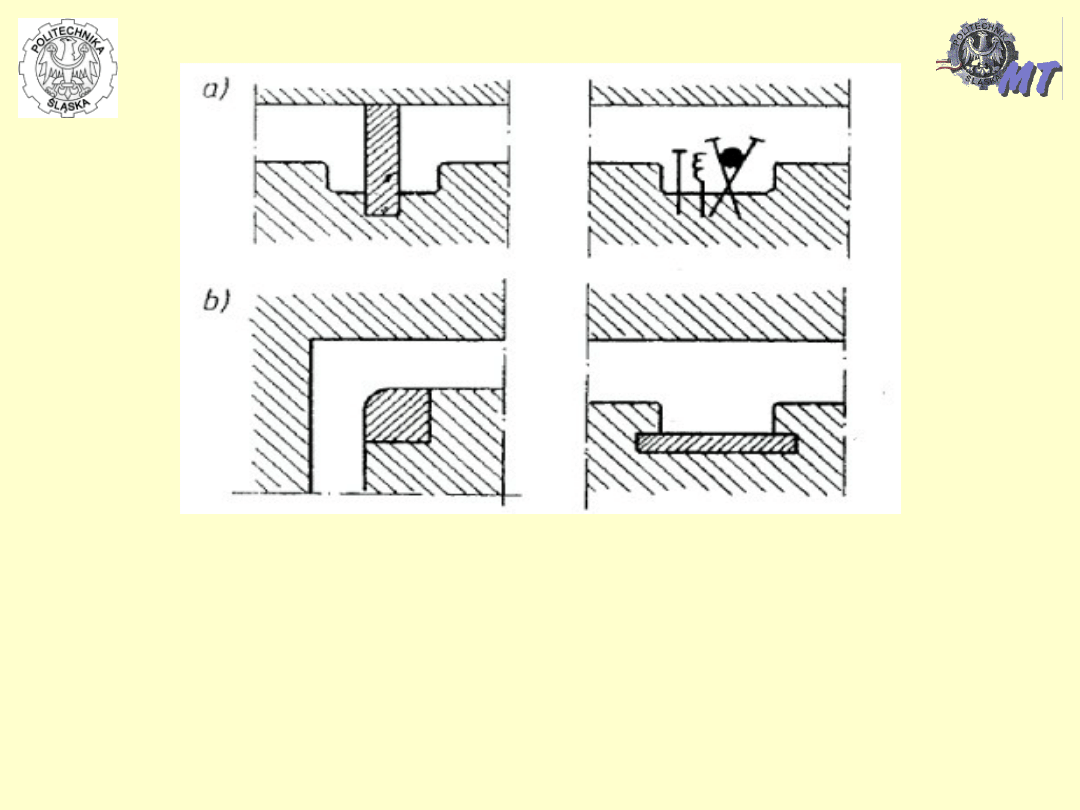
18
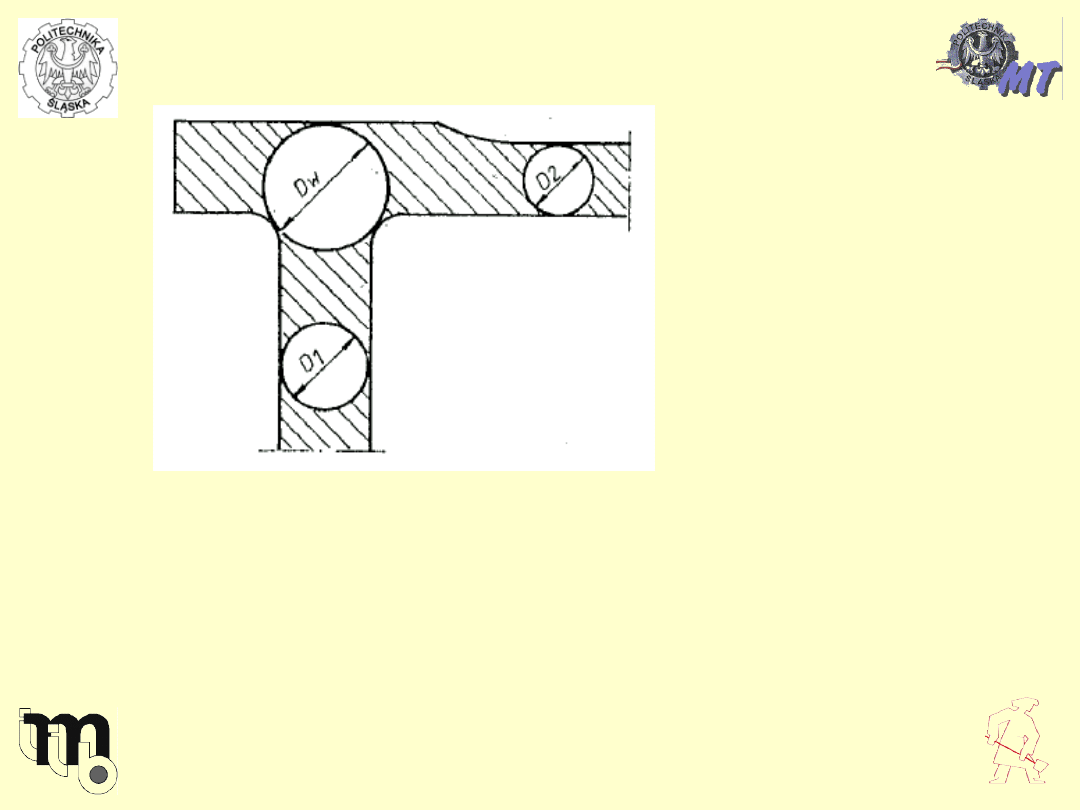
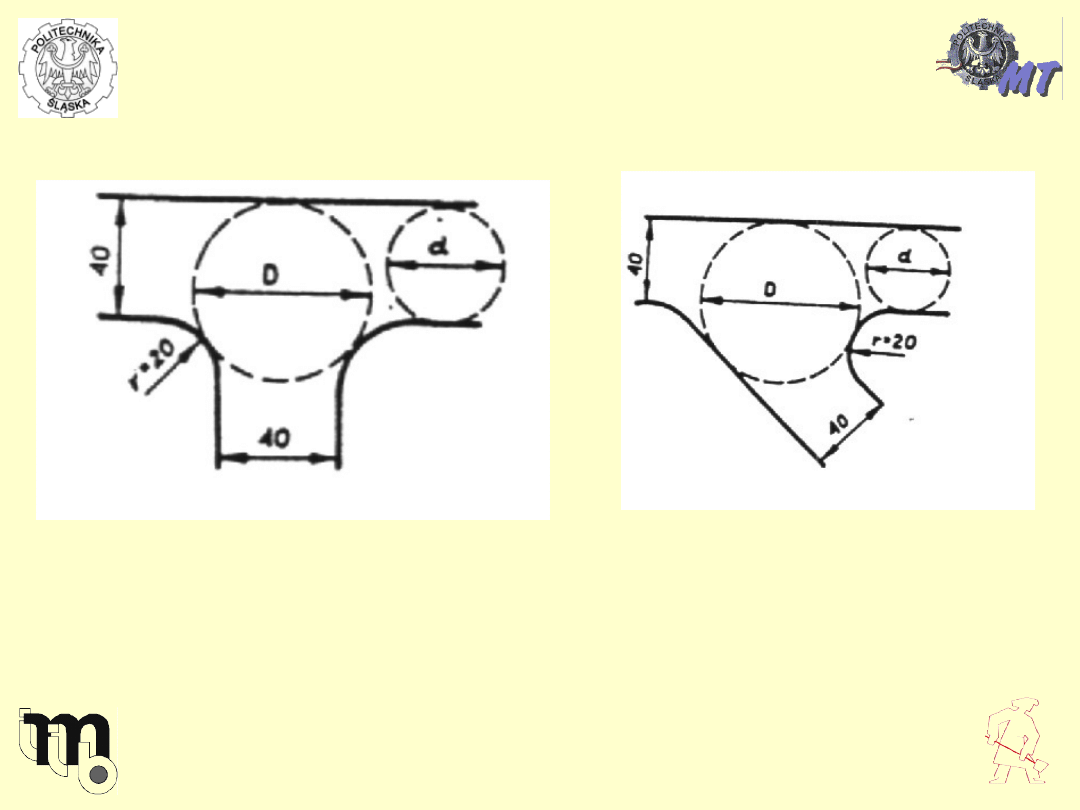
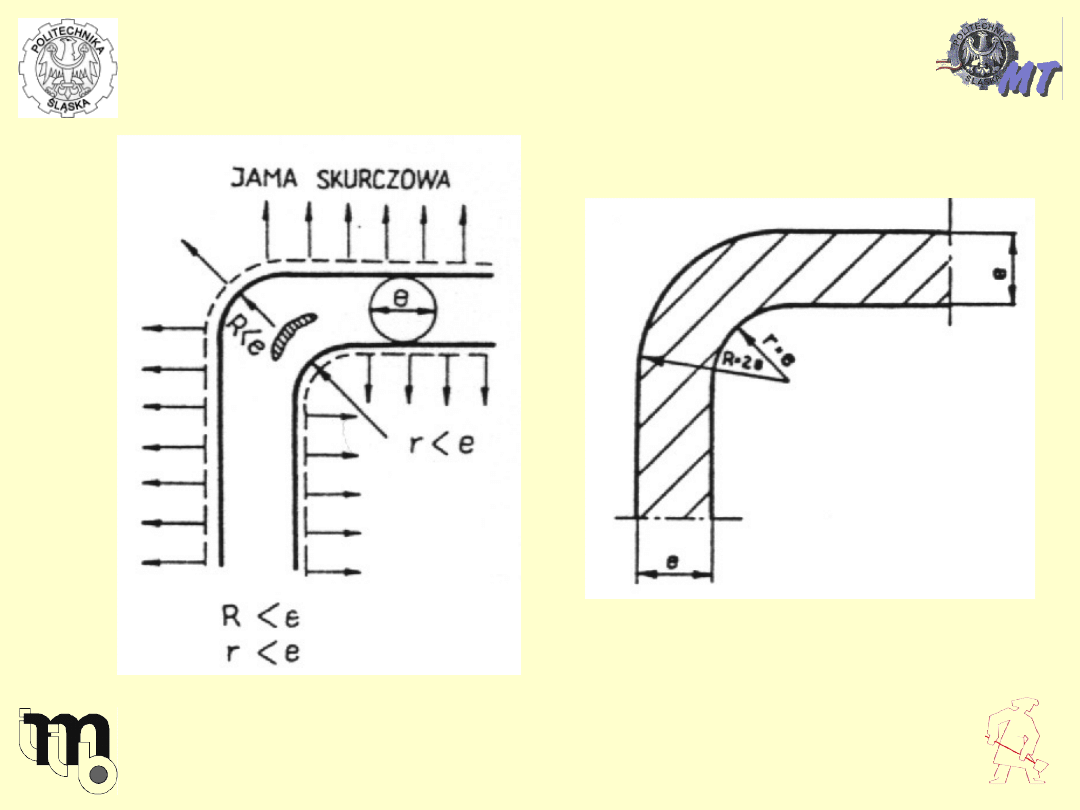
Zmniejszenie objętości węzła
Zmniejszenie objętości węzła
cieplnego
cieplnego
źl
źl
e
e
dobrz
dobrz
e
e
19
źl
źl
e
e
dobrz
dobrz
e
e
źl
źl
e
e
dobrz
dobrz
e
e
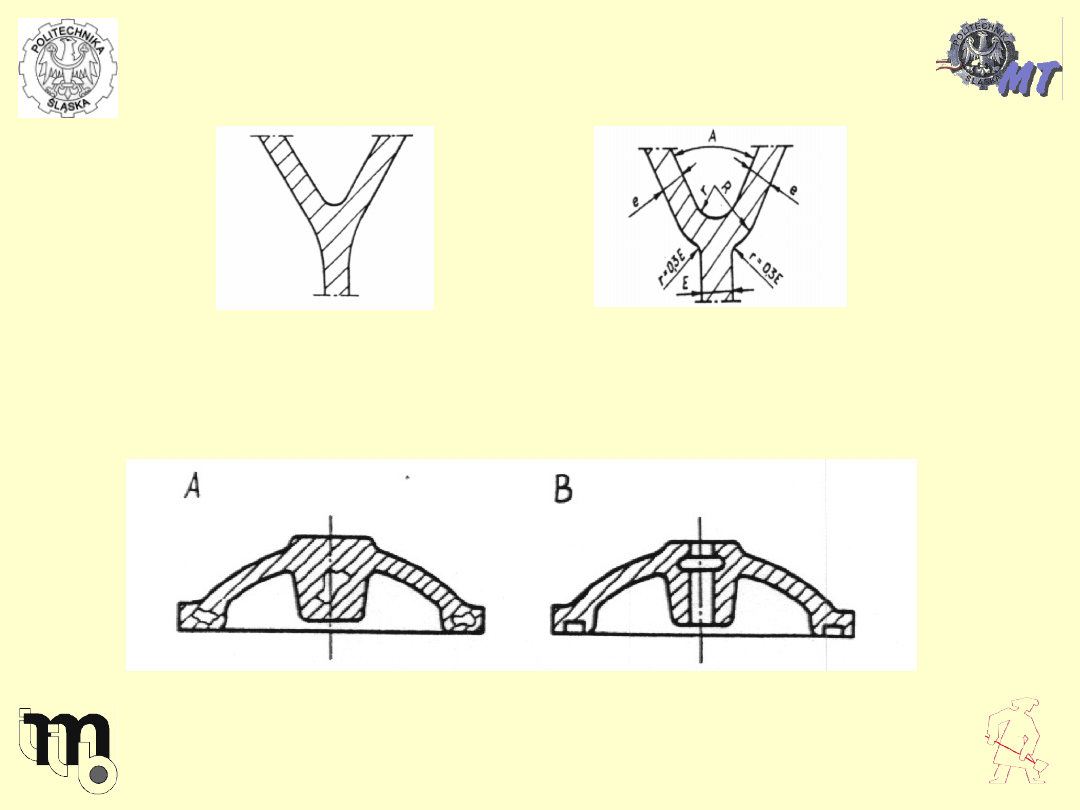
Zmniejszenie objętości węzła
Zmniejszenie objętości węzła
cieplnego
cieplnego
20
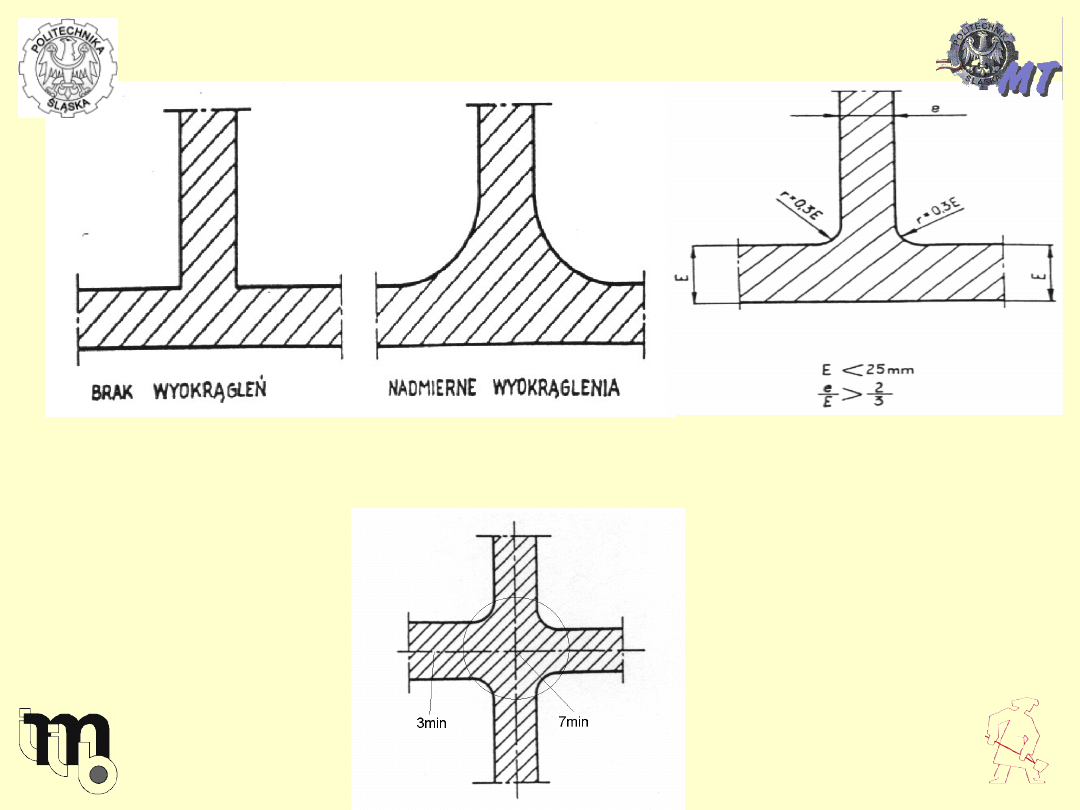
Zmniejszenie objętości węzła
Zmniejszenie objętości węzła
cieplnego
cieplnego
źl
źl
e
e
źl
źl
e
e
dobrz
dobrz
e
e
21
Zastosowanie ochładzalników
Zastosowanie ochładzalników
Ochładzalniki: a) wewnętrzne, b)
Ochładzalniki: a) wewnętrzne, b)
zewnętrzne
zewnętrzne
Celem ochładzalników jest przejęcie ciepła z
Celem ochładzalników jest przejęcie ciepła z
węzła cieplnego
węzła cieplnego
i wyrównanie czasu krzepnięcia
i wyrównanie czasu krzepnięcia
poszczególnych części odlewu
poszczególnych części odlewu
22
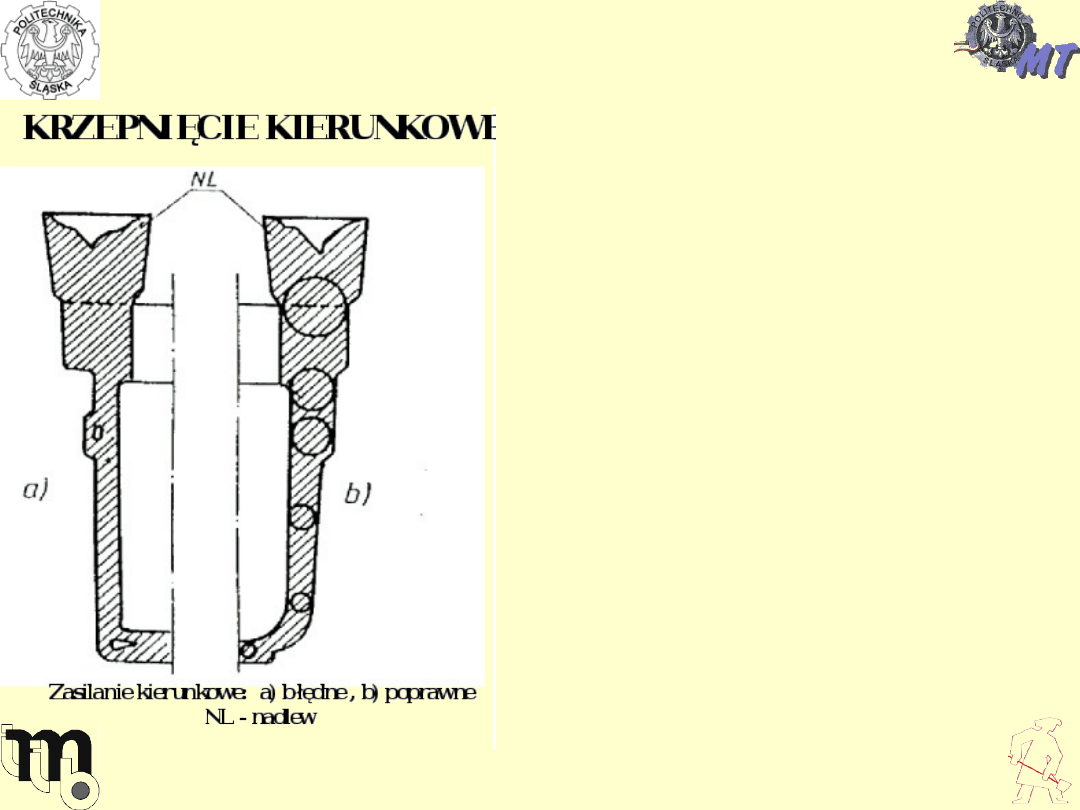
• REALIZACJA
KRZEPNIĘCIA
KIERUNKOWEGO
odlew tak kształtujemy,
aby krzepnięcie rozpoczynało się w
najcieńszych miejscach i przesuwając się w
jednym kierunku, kończyło w miejscach o
największej objętości (najgrubszych), przy
których umieszcza się naddatki technologiczne
zwane
NADLEWAMI
.
• Stosuje się w odlewach wykonywanych ze
stopów
o dużym skurczu (np. staliwo), grubościennych
i o zróżnicowanej grubości ścianki. Ciekły
metal doprowadza się do najgrubszych miejsc.
23
Krzepnięcie kierunkowe w
odlewach realizowane jest
poprzez:
zmianę kształtu odlewu i stosowanie nadlewów
stosowanie nadlewów i ochładzalników
24
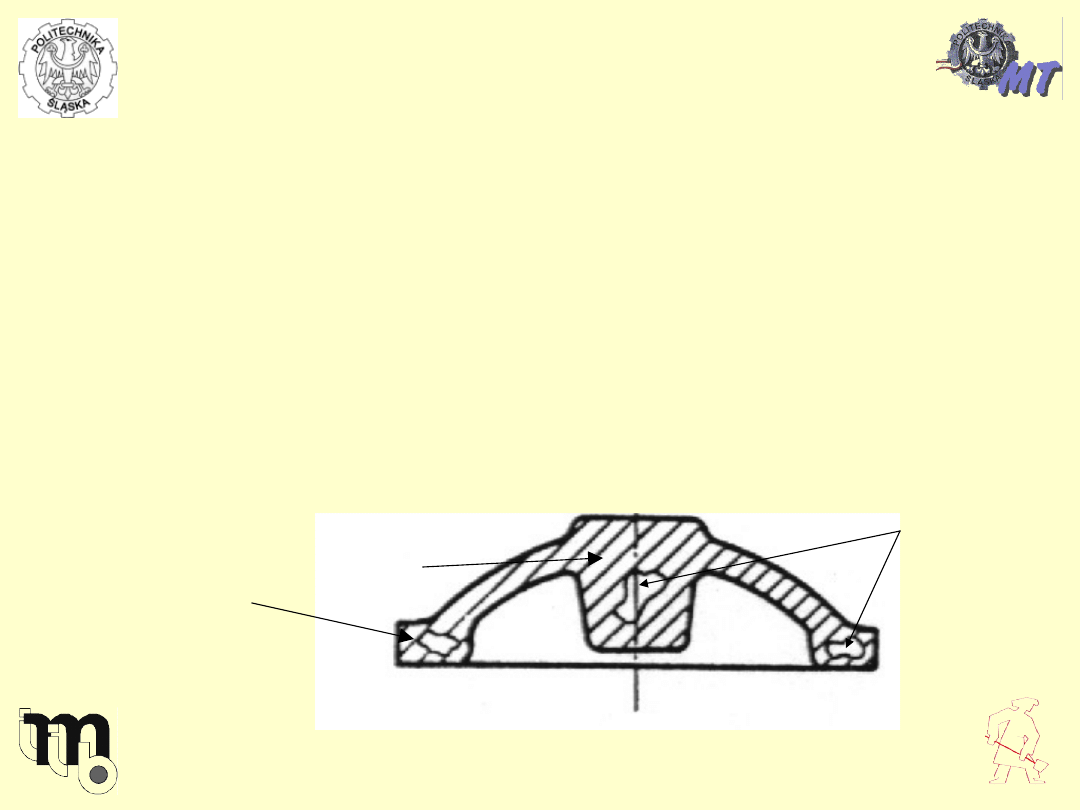
Ukształtowanie staliwnego odlewu pierścienia z
punktu widzenia:
a) krzepnięcia jednokierunkowego, b) krzepnięcia
jednoczesnego
25
CZAS KRZEPNIĘCIA NADLEWU MUSI
BYĆ WIĘKSZY O CONAJMNIEJ 20% OD
CZASU KRZEPNIĘCIA WĘZŁA
CIEPLNEGO (ODLEWU)!!
OBJĘTOŚĆ NADLEWU DOBIERA SIĘ
WG
M
nadlewu
= (1,2 1,3)
M
odlewu
26
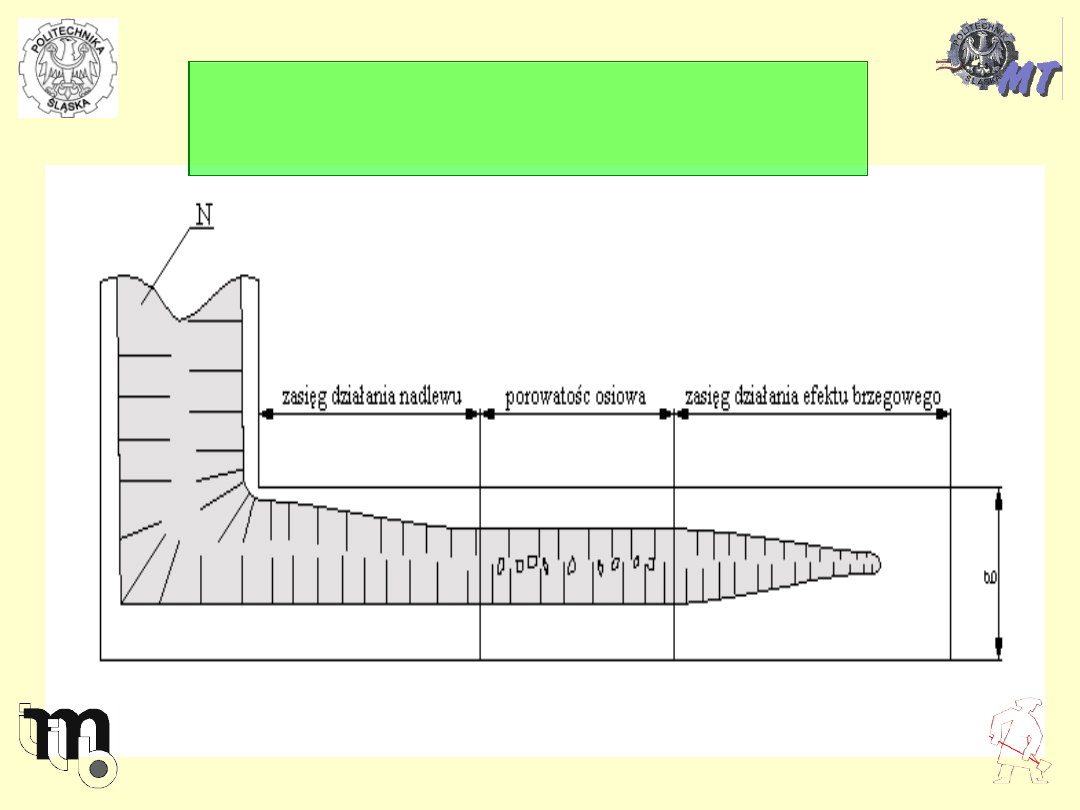
ZASIĘG DZIAŁANIA NADLEWÓW
w ściankach poziomych
27
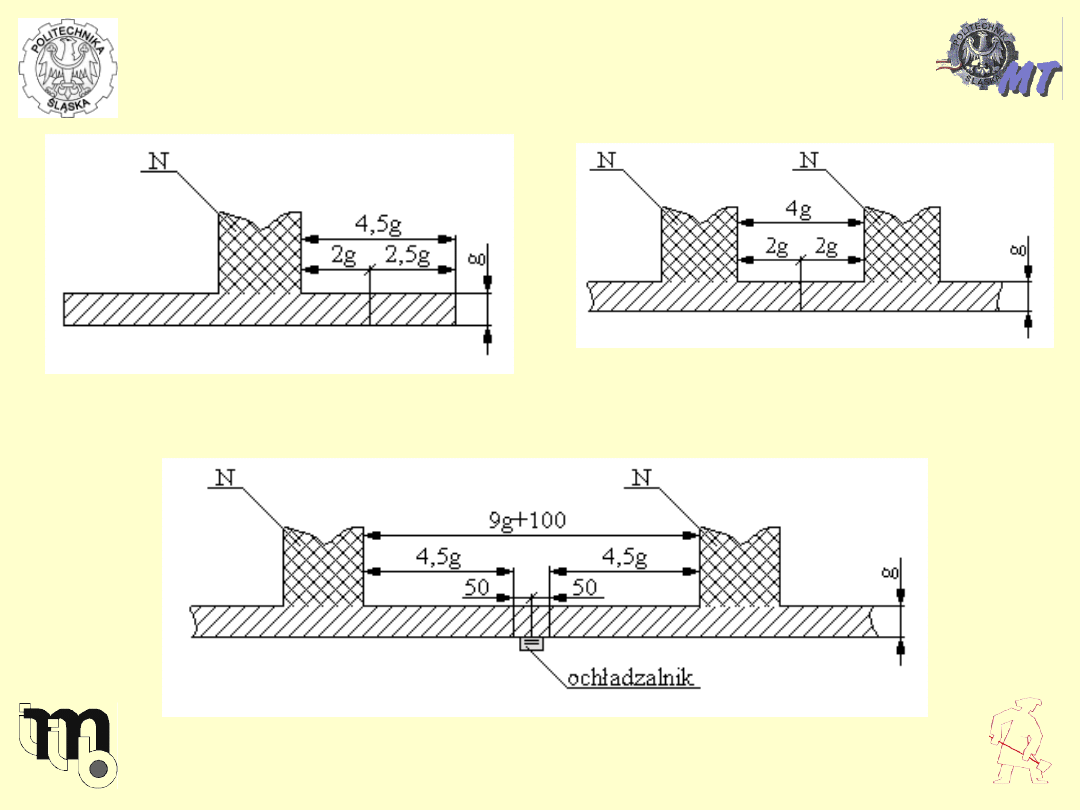
Zasięg działania
Zasięg działania
nadlewów
nadlewów
Z wykorzystaniem „efektu
brzegowego”
Między
nadlewami
Z
ochładzalnikie
m
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
Wyszukiwarka
Podobne podstrony:
opracowanie zerowego z MiO, Politechnika Poznańska (PP), Metalurgia i Odlewnictwo, Wykłady
Odlewnictwo wykład 1
Odlewnictwo wykład 3
Pytania kontrolne dla IMM Mechatron, Politechnika Poznańska, Mechatronika, Semestr 01, Metalurgia i
Opracowanie3, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Inżynierskie, Sem
Odlewnictwo wykład I i II
MATERIAŁY PRODUKCYJNE ODLEWNICTWO WYKŁAD
mio-test, Politechnika Poznańska (PP), Metalurgia i Odlewnictwo, Wykłady
Pytania kontrolne, Politechnika Poznańska, Mechatronika, Semestr 01, Metalurgia i odlewnictwo - wykł
Odlewnictwo wykłady, Studia, pomoc studialna, odlewnictwo i spawalnictwo, spawalnictwo odlewnictwo,
Odlewnictwo wykład 2
Odlewnictwo wykład 8
Wykład MO 21.11.10, Mechatronika, Metalurgia i Odlewnictwo, Wykłady
Odlewnictwo wykład
więcej podobnych podstron