Organizacja systemów
produkcyjnych
Obliczenia projektu
organizacji systemu
Dr inż. Eugeniusz Neumann
2
Specyfikacja części
Specyfikacja części jest wykazem
wszystkich części (zespołów)
wchodzących w skład produktu. Zawiera:
Nr porządkowy
Nazwę części
Nr klasyfikacyjny (symbol)
Gabaryty części – wymiary zewnętrzne
Waga części
Informacje uzupełniające (część zamawiana)
3
Symbole identyfikacyjne
Kolejność chronologiczna. Części otrzymują
narastające wartości liczbowe od 1
Numeracja blokowa według wyrobów
Wyrób A ma części z przedziału 10 000 do 10 999
Wyrób B ma części z przedziału 11 000 do 11 999
Numeracja blokowa według rodzajów części
Wały mają numerację od 30 000 do 39 999
Śruby mają numerację od 40 000 do 49 999
Systemy klasyfikacyjne (nazwisko i imię)
4
Symbole klasyfikacyjne
Pierwsza cyfra
0 – organizacja lub operacja
1 – surowce
2 – części i podzespoły zakupione
3 – części własnej konstrukcji
4 – podzespoły i zespoły własnej konstrukcji
5 – narzędzia i sprzęt przenośny
6 – maszyny i urządzenia
7 – budynki, usługi, media energetyczne
8 – odpady i braki
9 – symbol zastrzeżony
5
Systemy klasyfikacyjne -
przykład
2614-853
2 – część zakupiona
6 – wyposażenie lub uchwyty (śruba)
1 – skręt (gwint)
4 – śruba z łbem okrągłym
8 – mosiądz niklowany
5 – średnica
3 – długość
6
Specyfikacja części do
zakupu
Specyfikacja części do zakupu powinna
zawierać:
Liczbę porządkową
Nazwę części
Nr klasyfikacyjny (symbol)
Dane techniczne
Oznaczenie handlowe
Minimalną ilość zakupu (np. odcinek 6 m)
Cena za jednostkę
Główny i najbliższy dostawca
7
Elementy organizacyjne gniazda
1.
Określenie rodzajów i ilości potrzebnych stanowisk
2.
Określenie wielkości serii produkcyjnych części
3.
Określenie okresu powtarzalności (Rytmy)
4.
Opracowanie planu pracy poszczególnych stanowisk i
określenie długości cyklu produkcyjnego
5.
Określenie ilości pracowników potrzebnych do
obsługi gniazda
6.
Opracowanie racjonalnego rozmieszczenia stanowisk
oraz dobór środków transportu wewnętrznego
7.
Określenie ilościowych zapasów międzyoperacyjnych
w toku dla stanowisk i dla gniazda. Zapas
magazynowy dla nieprzerwanej pracy gniazda.
8
Używane oznaczenia
Tj – suma czasów jednostkowych
Tpz – suma czasów przygotowawczo-zakończeniowych
w – przewidywany stopień wykonania norm
P – Plan produkcyjny (ilościowy) dla wybranego okresu
Z – zdolność produkcyjna
z – ilość zmian produkcyjnych
u – wskaźnik obsługi wielomaszynowej (1,1 oznacza, że 10% pracowników
obsługuje 2 maszyny)
Rs – rytm serii, okres powtarzalności
Is – ilość stanowisk roboczych
tmo – czas przerwy międzyoperacyjnej
b – wskaźnik liczbowy przewidywanych braków produkcyjnych
q – wskaźnik dopuszczalnego udziału przygotowawczo-zakończeniowego w
czasie roboczym (n x tj)
s – liczba stanowisk przeznaczonych do jednoczesnego wykonywania
operacji
f – współczynnik przezbrojeń maszyn (ilość operacji do ilości stanowisk)
tc - długość cyklu produkcyjnego serii
- wskaźnik przewidywanego wykorzystania stanowisk na seię
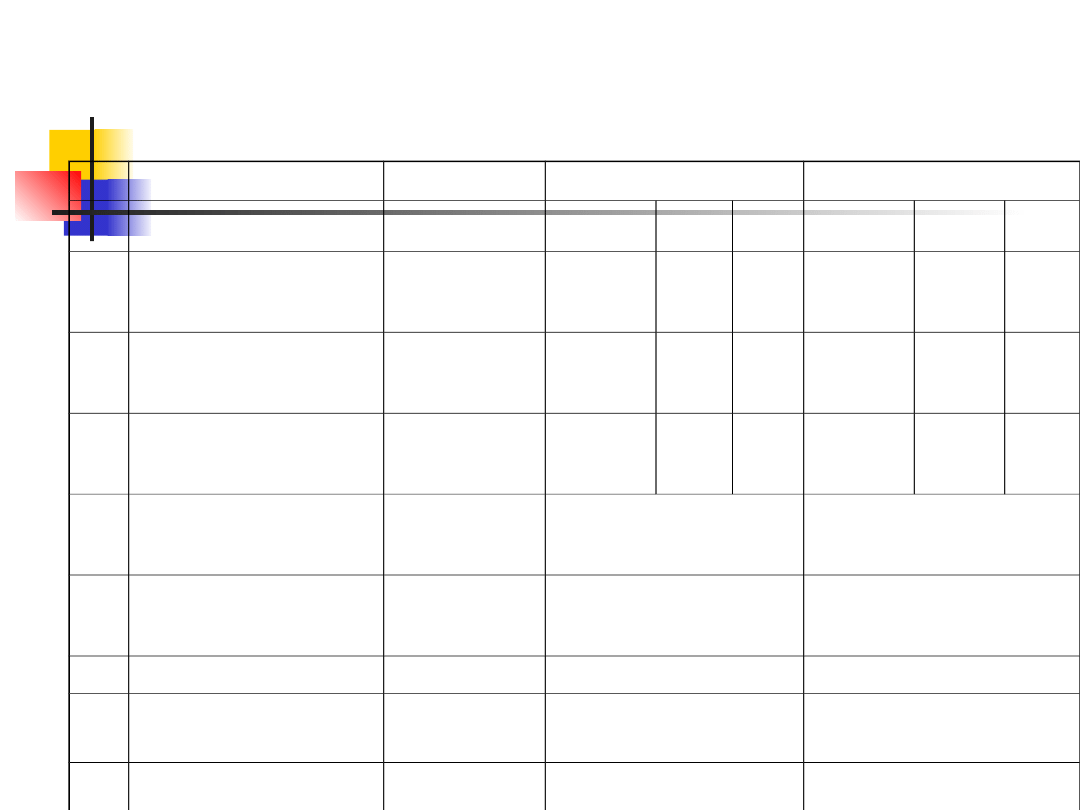
9
Przydział robót na stanowiska robocze.
Obliczenie ilości stanowisk.
L.P.
Wyszczególnienie
Symbol
Tokarki
Frezarki
Nr
operacji
Tpz
[rbg]
Tj
[rbg]
Nr
operacji
Tpz
[rbg]
Tj
[rbg]
1.
Tłoczysko
P1=220 szt. m-cznie
1234-567
10
0,5
0,1
-
-
-
2.
Korpus
P2=220 szt. m-cznie
1235-765
30
50
1,0
0,5
0,2
0,1
40
1,0
0,1
3.
Obciążenie
Suma czasów
0,5
1,5
0,1
0,3
1,0
0,1
4.
Obciążenie miesięczne
W rbg normowanych
P1xTj
P2xTj
Suma
22
66
88
22
22
5.
Przewidywany stopień
wykorzystania norm
w
0,9
0,9
6.
Obciążenie rzeczywiste
(Suma PxTj)/w
98
25
7.
Obliczeniowa ilość
stanowisk
Suma PxTj) /
(wx176)
0,56
0,15
8.
Przyjęta ilość stanowisk
Is
1
1
10
10
Obliczenie wielkości serii
produkcyjnych
Wielkość serii ekonomicznej dla 1234-
567
(u – wskaźnik obsługi wielomaszynowej, u=2,0 oznacza, że 100% pracowników
obsługuje 2 maszyny)
u
T
q
T
s
n
j
pz
ek
.
60
2
5
,
0
05
,
0
3
1
szt
n
ek
11
11
Program ilościowy
produkcji
Wielkość miesięcznej produkcji
)
1
(
.
.
b
u
T
Z
P
j
pmies
mies
)
1
(
12
.
b
u
T
w
z
F
I
P
j
em
S
mies
.
487
)
05
,
0
1
(
2
5
,
0
1
2
160
8
,
0
2
.
szt
P
mies
12
12
Rytm serii produkcyjnej
Rytm serii po opanowaniu produkcji
Należy przyjąć serie R
s
=20 x 0,123=
2,46 miesiąca czyli Rytm serii 3 dniowy.
.
mies
ek
s
P
n
R
123
,
0
487
60
s
R
13
13
Wielkość serii
powtarzalnych
Kryterium organizacyjne
.
mies
s
org
P
R
n
n
.
60
487
123
,
0
szt
n
n
org
14
14
Długość cyklu
produkcyjnego
Długość cyklu serii powtarzalnych
.
6
,
4
09
,
2
20
11
,
0
5
,
0
1
1
zm
t
R
f
i
s
m
I
d
R
c
mop
s
s
s
c
15
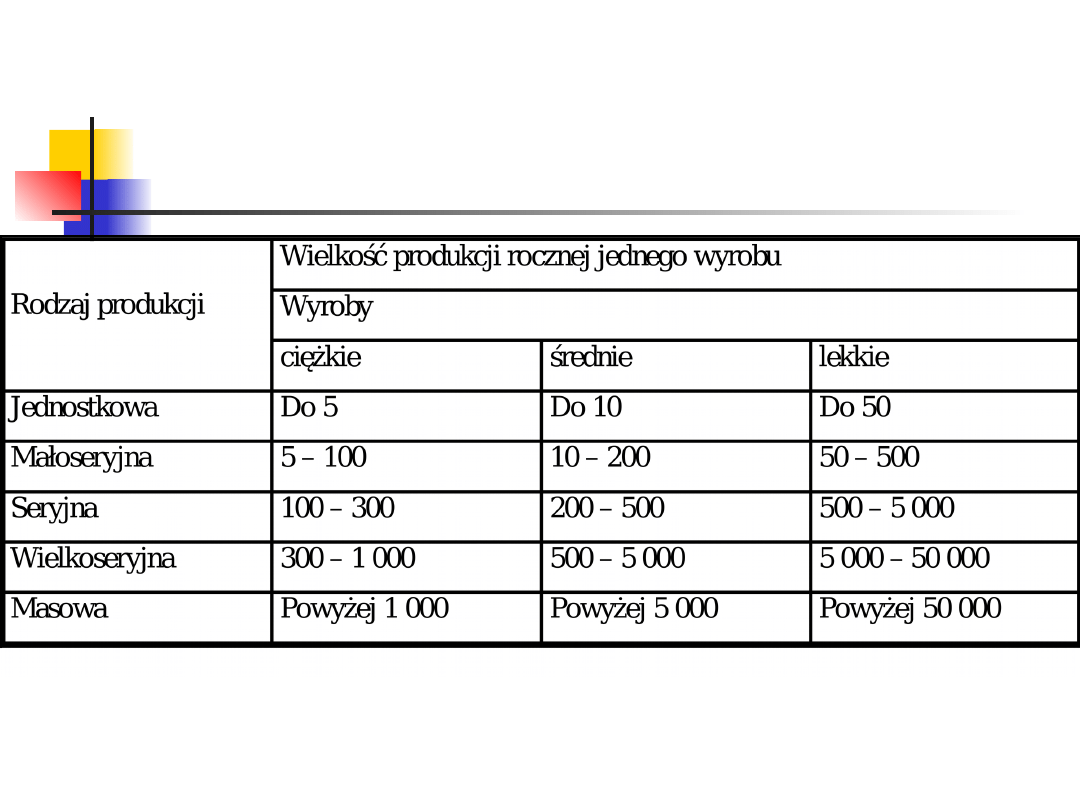
Roczne wielkości różnych
rodzajów produkcji
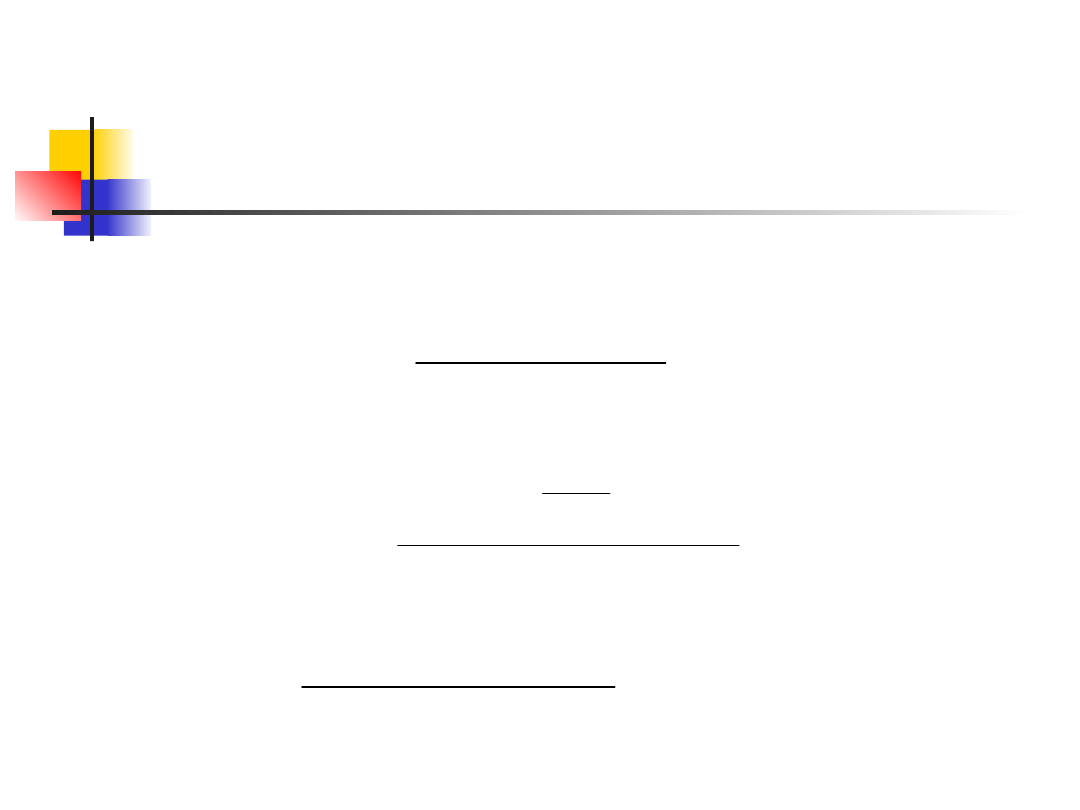
16
16
Orientacyjna wartość
współczynnika wydłużenia γ
(i=6)
L
P
.
T
y
p
p
r
o
d
u
k
c
j
i
f
ś
r
1
J
e
d
n
o
s
t
k
o
w
a
-
2
,
4
5
2
D
r
o
b
n
o
s
e
r
y
j
n
a
1
0
0
5
,
4
5
3
M
a
ł
o
s
e
r
y
j
n
a
4
0
2
,
8
0
4
Ś
r
e
d
n
i
o
s
e
r
y
j
n
a
1
6
2
,
0
9
5
W
i
e
l
k
o
s
e
r
y
j
n
a
4
2
,
6
6
6
M
a
s
o
w
a
1
6
,
0
0
1
7
M
a
s
o
w
a
p
o
t
o
k
o
w
a
1
6
,
0
0
17
17
Wielkość kolejnych serii
produkcyjnych
Zdolność produkcyjna dla określonego
R
s
Okres powtarzalności [w dniach]
.
32
,
56
11
,
0
1
2
160
8
,
0
2
12
max
max
szt
Z
R
w
z
F
I
Z
P
s
em
s
P
2
,
2
20
11
,
0
s
R
18
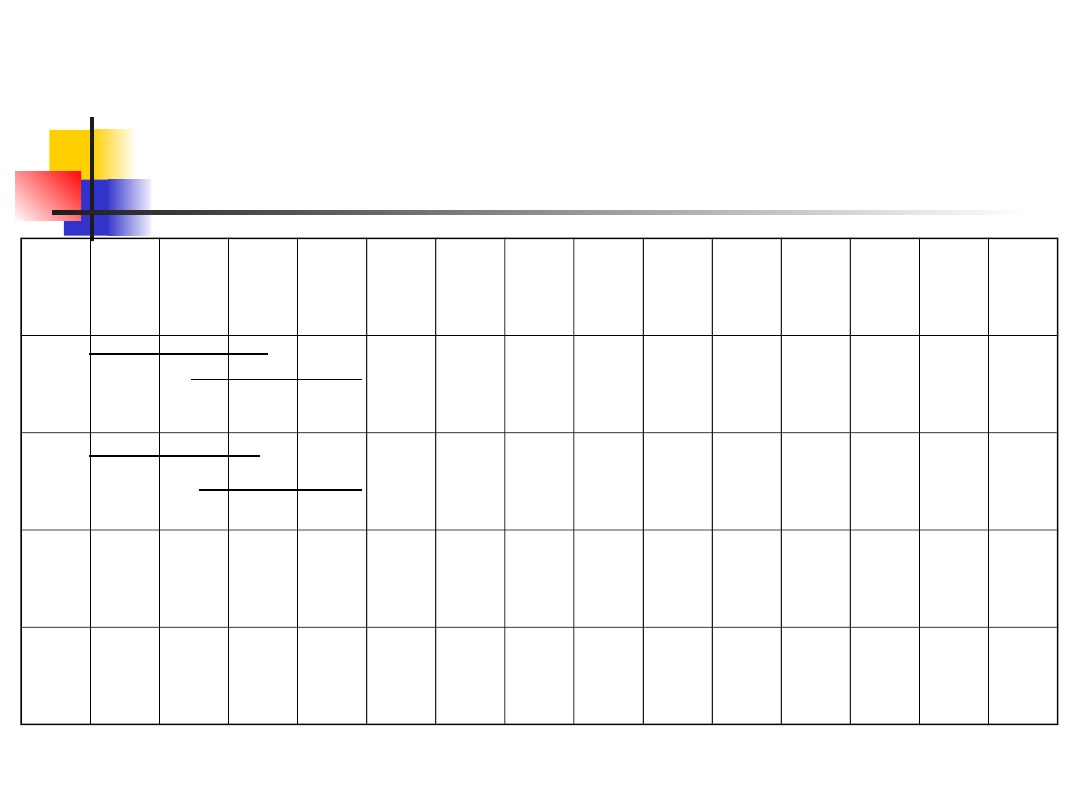
Harmonogram – plan pracy na
poszczególnych stanowiskach
02.0
1
05.0
1
07.0
1
08.0
1
09.0
1
09.0
1
12.0
1
13.0
1
14.0
1
15.0
1
16.0
1
19.0
1
20.0
1
21.0
1
ST1.
ST2
19
Obliczenie ilości pracowników
Obliczenie ilości pracowników:
Gdzie:
Fn – efektywny roczny fundusz czasu pracy
tjR – pracochłonność robót ręcznych (jeśli
praca wymaga ciągłej obecności
pracownika to Tri=Tj)
Wn – wskaźnik nieobecności spowodowany
urlopem, chorobą
n
n
n
jR
pr
W
x
F
t
l
1
20
20
Uruchomienie produkcji seryjnej.
Wielkość kolejnych serii produkcyjnych
Wielkość kolejnych serii
i
j
Pi
i
x
u
T
Z
n
21
21
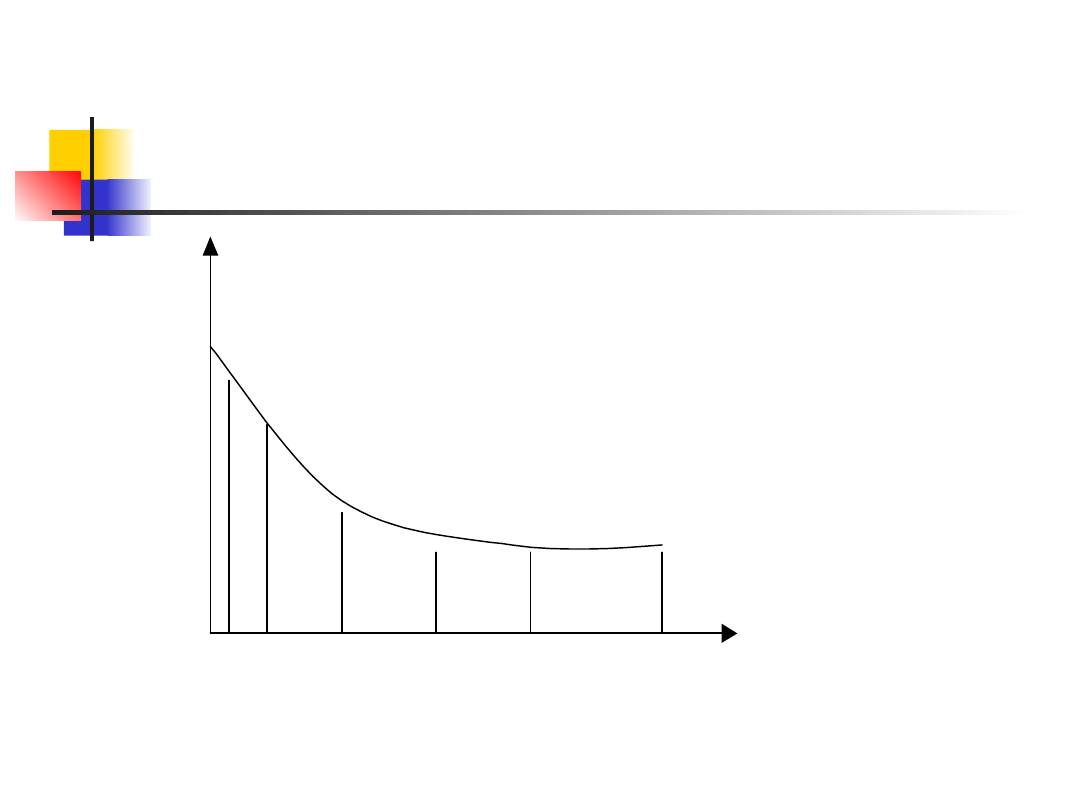
Krzywa uczenia się
T
N
: T
j
4
1
350 N
22
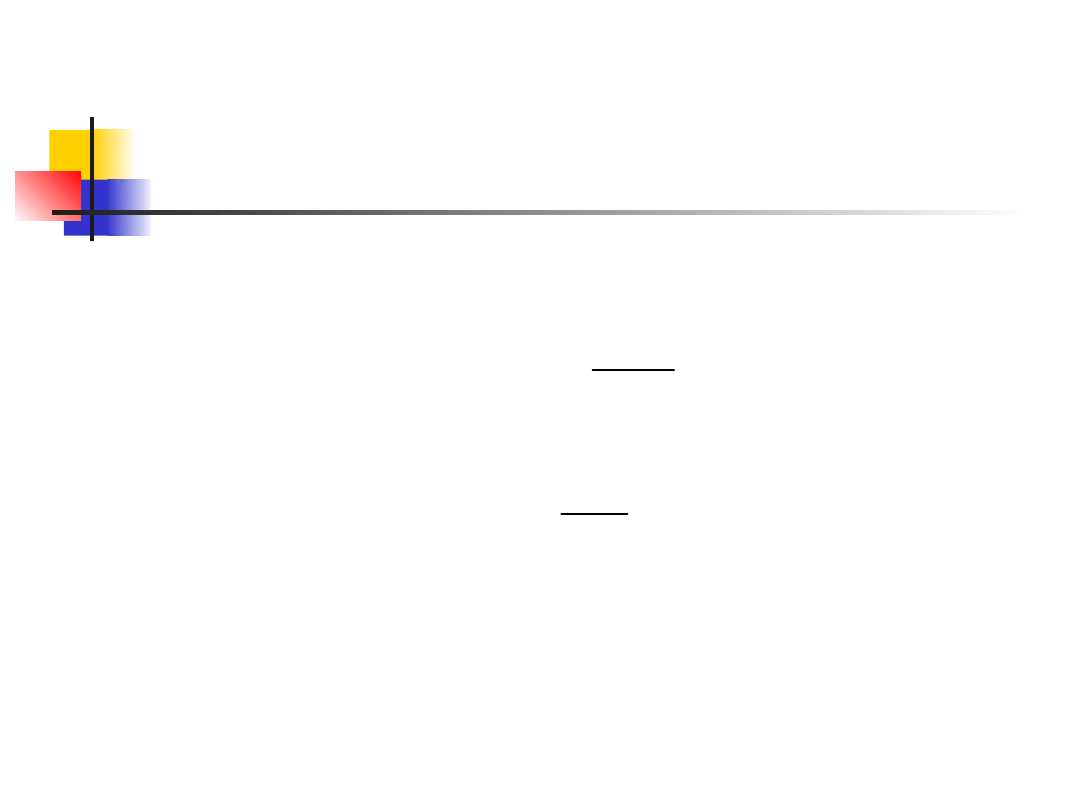
22
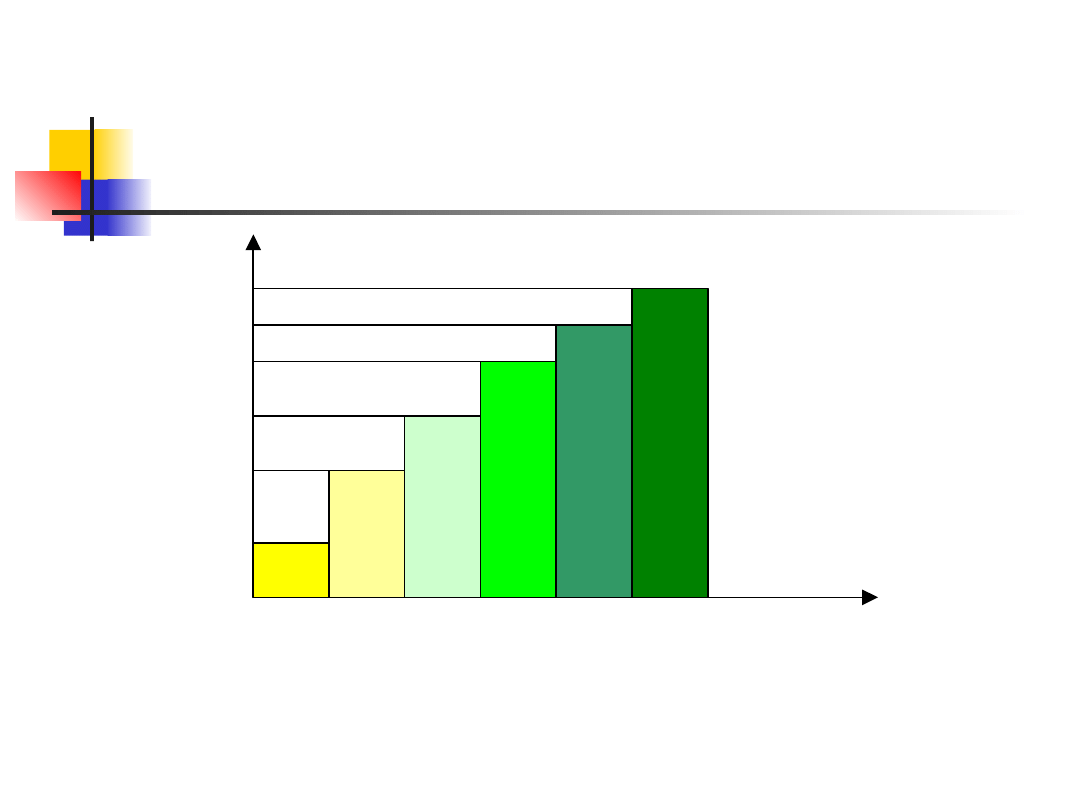
Wykorzystanie stanowisk
pracy
Z
pi
100 %
90 %
80 %
60 %
40 %
20 %
1 2 3 4 5 6 Nr serii
23
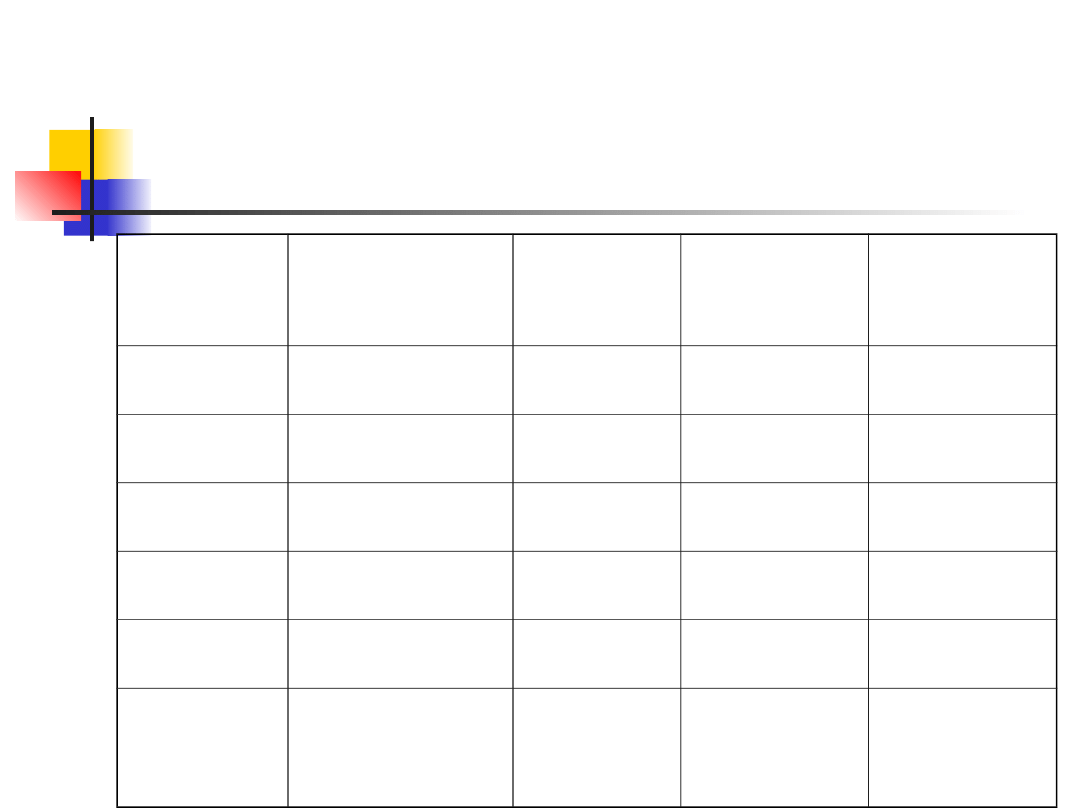
23
Tabela uruchomieniowa
Nr
serii
Z
p
x
i
T
j
x u
n
obl
1
20%xZ
p
3,9
2
40%xZ
p
3,0
3
60%xZ
p
2,2
38,5
34
4
80%xZ
p
1,9
38,5
52
5
90%xZ
p
1,1
6
100%xZ
p
1,0
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
Wyszukiwarka
Podobne podstrony:
wytyczne do organizacji systemu naboru oceny i wyboru projektow konkursowych w ramach iiiv, Fundusze
Gostomczyk Organizacja systemu logistycznego
66 251103 projektant architekt systemow teleinformatycznych
06 Projektowanie i organizowani Nieznany (2)
Ćwiczenie projektowe z Organizacji Produkcji Budowlanej, █► BUDOWLANE
PODSTAWY OBLICZE , Projekt budynku wilorodzinnego w technologii tradycyjnej
obudowa łukowo podatna obliczenia projektowe
iżykowski,ORGANIZACJA SYSTEMÓW PRODUKCYJNYCH, RODZAJE PRCEOSÓW PRODYKCYJNYCH
teoria organizacji a system nauk organizacyjnych TMGAHWBXMQQOMXO7ZSE6H3OQCHEOTHWF5GMODPA
PN 90 B 03200 Konstrukcje stalowe obliczenia i projektowanie
projekt z organizacji i ekonomiki 6TC56Y2EEQRTYSVGZ7VUZH374CQB4RU37J5FUTQ
Projekt wdrożenia systemu zarządzania jakością
oczyszczanie wody podziemnej projekt Madlen systemy oczyszczania wody podziemnej Madlen projek
ajczęściej popełniane błędy przy projektowaniu i montażu systemów ociepleniowych część I, Budownictw
Projektowanie organizacji (10 stron)
Labolatorium projektowania układów i systemów sterowania, Narzędzia komputerowego wspomagania projek
makroekonomia wyklad nr1, Wspolczesnie powszechna metoda zalecana przez ONZ przy obliczaniu pkb jest
więcej podobnych podstron