PROCESY I TECHNIKI
PRODUKCYJNE
wykład
SPAJANIE 1
wprowadzenie
Dr inż. Tomasz Cisek
Politechnika Śląska
Wydział Organizacji i Zarządzania
Katedra Zarządzania Jakością Procesów i
Produktów
2007/2008
WPROWADZE
NIE
Za pomocą spajania
można łączyć metale i
ich stopy, tworzywa
sztuczne oraz
ceramikę.
Główne znaczenie
posiada jednak
spajanie jako
technologia łączenia
tworzyw metalicznych
w budowie maszyn i
konstrukcjach
budowlanych.
WPROWADZE
NIE
Praktycznie można
łączyć dowolne grubości
uzyskując często
połączenia o
własnościach nie
odbiegających od
własności łączonych
metali. Spajanie
prowadzi się na ziemi i
pod ziemią, pod wodą i
w kosmosie, w
powietrzu, w atmosferze
gazów oraz w próżni.
WPROWADZE
NIE
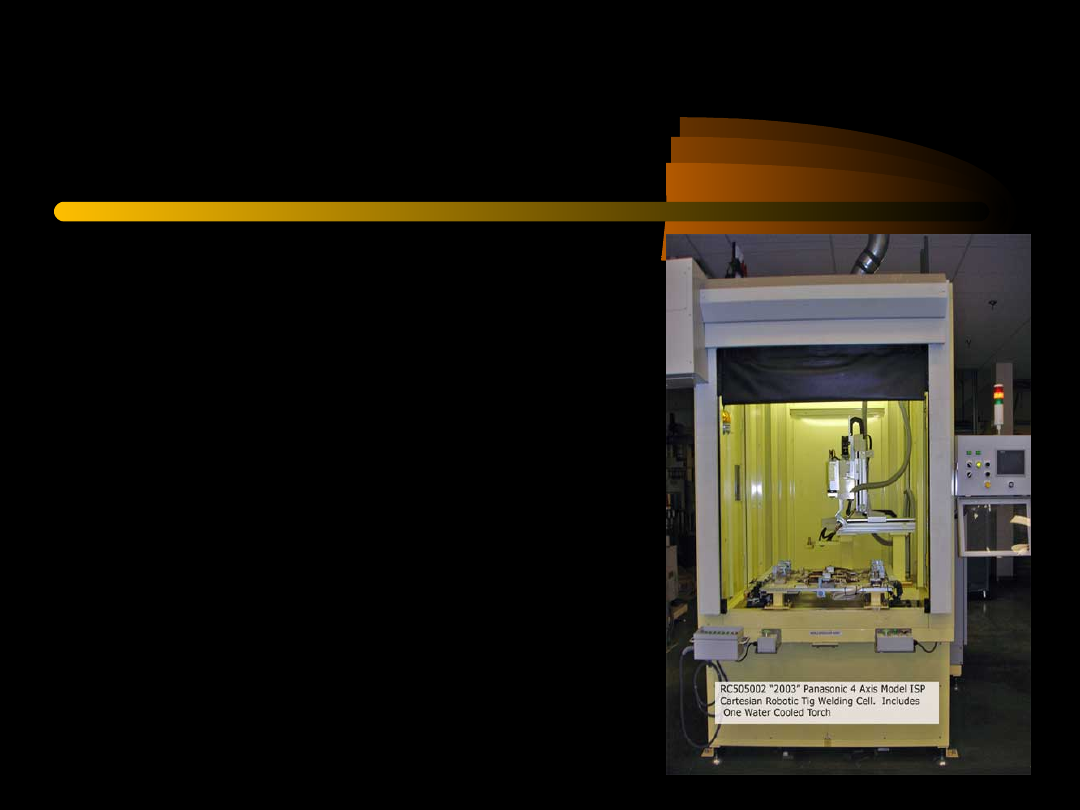
Głównie spajanie wykorzystywane jest jako
technologia spawania i zgrzewania do
wytwarzania konstrukcji stalowych oraz budowy
maszyn, co prowadzi do przetworzenia 60%
produkcji stali w mosty, budowle i różnego typu
maszyny. W budowie maszyn wykorzystuje się
prawie wszystkie z 70 odmian procesów
spawania, zgrzewania, lutowania i klejenia, które
mogą być realizowane jako procesy ręczne,
zmechanizowane, zautomatyzowane oraz
zrobotyzowane głównie w przemyśle
samochodowym.
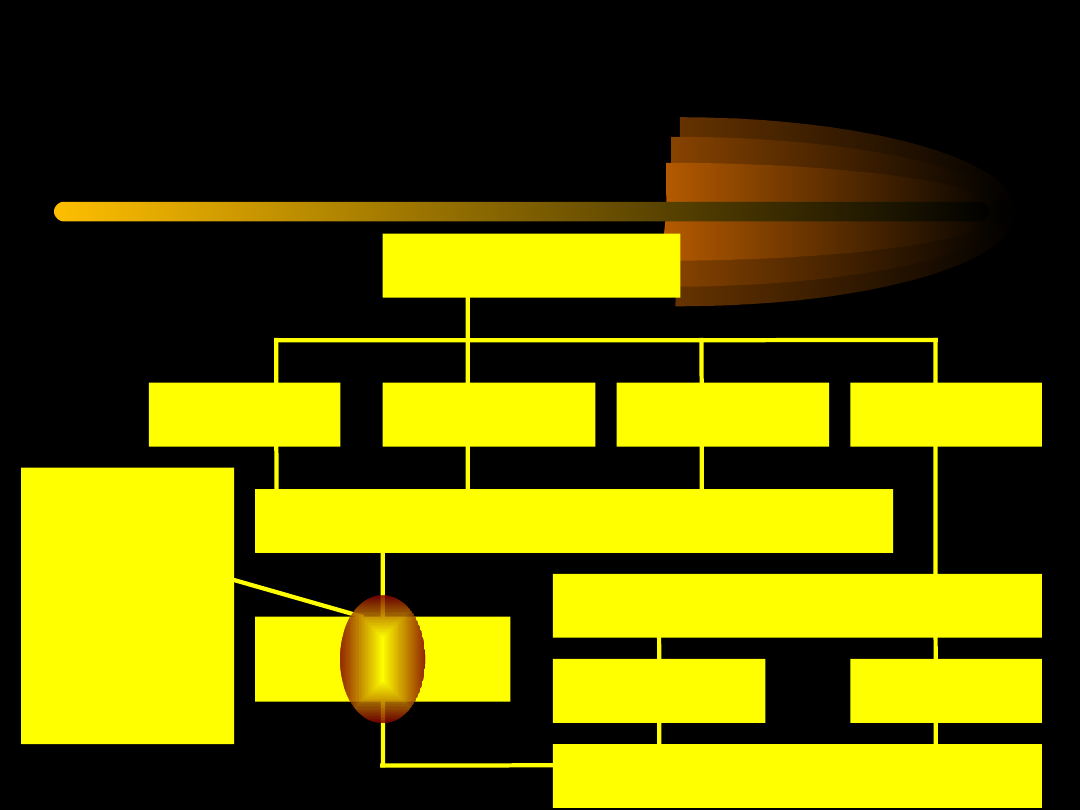
Rodzaje spajania i schemat tworzenia trwałego
połączenia
SPAWANIE
LUTOWANI
E
ZGRZEWAN
IE
KLEJENIE
ENERGIA
WIĄZANIA ATOMOWO-
CZĄSTECZ.
DYFUZJA
ADHEZJA
TRWAŁE POŁĄCZENIE
MATERIAŁY
DODATKOW
E:
ELEKTROD
Y
DRUTY
TOPNIKI
LUTY
SPAJANIE
Fizyczne podstawy spawania i
zgrzewania
Spawanie stanowi proces łączenia ciał
stałych siłami międzyatomowymi i
międzycząsteczkowymi. Wewnątrz tych
ciał siły wiązania są w równowadze,
natomiast powierzchnia cechuje się pewną
energią wynikającą z nierównowagi tych
sił na powierzchni.
Fizyczne podstawy spawania i
zgrzewania
Ta energia, nazywana powierzchniową, umożliwia
uzyskiwanie trwałych połączeń. W celu uzyskania takich
połączeń należy zbliżyć atomy lub cząsteczki
powierzchniowe na odległość parametru sieci
krystalicznej, tj. około 4 * 10
-10
m. W przypadku cieczy
zbliżenie takie nie stanowi problemu. Zapewniają je
ruchliwość atomu i cząsteczek cieczy oraz właściwości
zwilżania powierzchni. W przypadku ciał stałych zbliżenie
takie Jest utrudnione ze względu na gładkość
(chropowatość) powierzchni oraz obecność
zanieczyszczeń, np. tlenkowych. Do uzyskania zbliżenia
atomów dwóch ciał na odległość parametrów sieci
krystalicznej należy wykorzystać siłę lub podgrzanie do
określonej temperatury.
Fizyczne podstawy spawania i
zgrzewania
Te parametry, tzn. siła i temperatura, wyznaczają
obszar
technicznych
możliwości
uzyskania
połączenia dwóch ciał stałych. Podgrzewanie
łączonych
powierzchni
osłabia
wiązania
międzyatomowe i międzycząsteczkowe, powoduje
obniżenie twardości oraz zwiększenie plastyczności.
Wzrost siły prowadzi do dużych odkształceń, rozbija
tlenki i usuwa zanieczyszczenia, a tym samym
umożliwia wzajemne zbliżenie atomów i cząstek.
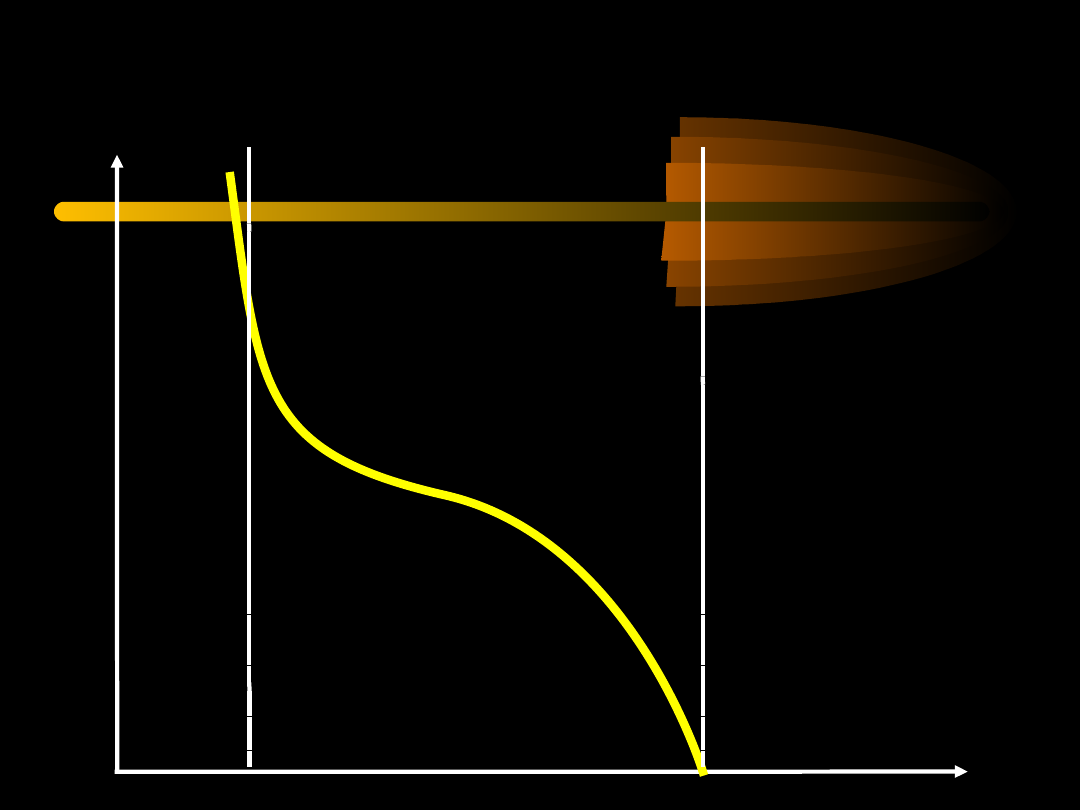
Fizyczne podstawy
spawania i zgrzewania
OBSZAR
ZGRZEWANI
A
OBSZAR
SPAWANIA
BRAK
MOŻLIWOŚCI
SPAJANIA
[
O
C]
P[MPa
]
50
10
20
30
40
200
150
0
t
T
Zjawiska cieplne w procesach
spawalniczych
Ciepło przy łączeniu metali jest wykorzystywane
do nagrzewania i topienia łączonych krawędzi
oraz
materiału
dodatkowego.
Ilość
wprowadzonego
ciepła
decyduje
przede
wszystkim o:
- głębokości wtopienia,
- wielkości jeziorka spawalniczego,
- temperaturze kąpieli metalowej,
- ilości nadtopionego i stopionego metalu,
- czasach reakcji metalurgicznych.
Zjawiska cieplne w
procesach spawalniczych
Jako podstawowe źródło ciepła przy
spawaniu należy wymienić:
-
łuk elektryczny
stanowiący
wyładowania w atmosferze
znacznie z jonizowanych gazów i
par metali,
-
łuk plazmowy
uzyskany
przez zawężenie łuku elektrycznego
i zjonizowanie dodatkowego gazu
plazmowego,
-
prąd elektryczny
przepływający przez
stopione żużle
,
-
wiązkę elektronów
skoncentrowaną w miejscu
spawania,
-
promienie laserowe
,
- reakcje chemiczne spalonych
gazów i metali.

Zjawiska cieplne w
procesach spawalniczych
Przy zgrzewaniu źródłem ciepła
jest przede wszystkim:
- prąd elektryczny normalnej i
wysokiej częstotliwości.
- procesy tarcia,
- ultradźwięki,
- reakcje chemiczne spalanych
gazów i metali.
SPAWALNOŚĆ
METALI
Spawalność metali jest to
właściwość umożliwiająca
uzyskanie połączeń metodami
spawalniczymi o własnościach
fizycznych i chemicznych
spełniających warunki odbioru
towarzystw kwalifikacyjnych.
SPAWALNOŚĆ
METALI
Definicja ta jako jedna z wielu podobnych jest
bardzo ogólna i uzależnia możliwość łączenia metali
metodami spawalniczymi od szeregu czynników,
które można podzielić na:
- czynniki metalurgiczne określające
spawalność metalurgiczną, takie jak:
skład
chemiczny,
struktura,
naprężenie wewnętrzne, zawartość
gazów i stopień zanieczyszczenia
wtrąceniami itp.,
SPAWALNOŚĆ
METALI
- czynniki technologiczne określające
spawalność technologiczną, takie jak:
metoda łączenia, parametry i warunki
spawania, obróbka przed i po spawaniu,
materiały dodatkowe itp.,
-
czynniki
konstrukcyjne
określające
spawalność konstrukcyjną, takie jak:
grubość i kształt łączonych elementów,
rodzaj połączenia, stopień usztywnienia,
rodzaj i warunki obciążenia itp.
SPAWALNOŚĆ
METALI
Wszystkie te czynniki w pewnym
stopniu określają skłonność połączeń
do pękania i ogólnie można przyjąć,
że podstawowym kryterium oceny
spawalności metali jest skłonność do
pękania, przy równoczesnym
zachowaniu wymaganych własności.
SPAWALNICZE ŹRÓDŁA
PRĄDU
Zadaniem spawalniczych źródeł prądu jest wytworzenie i
stabilne utrzymanie łuku elektrycznego w procesie spawania
łukowego. Urządzenia te cechują się m. in.:
- ograniczonym napięciem biegu jałowego, które wynosi: dla
prądu stałego 100 V, natomiast dla prądu zmiennego 80 V. W
przypadku konieczności spawania prądem zmiennym w
warunkach stwarzających podwyższone niebezpieczeństwo
porażenia prądem (np. spawanie w zbiornikach, rurociągach)
napięcie biegu jałowego jest ograniczone do 42 V,
- płaską lub opadającą charakterystyką statyczną: U
S
= f(I
S
),
- możliwością wyboru odpowiedniej charakterystyki statycznej
źródła prądu U
S
= f(I
S
), gdzie U
S
- napięcie spawania, V, I
S
prąd
spawania. A,
- odpornością na występujący przepływ prądu zwarcia.
- możliwością regulacji prądu spawania lub napięcia łuku.

SPAWARKI PRĄDOWE
Zalety i wady spawalniczych
źródeł prądu
Wady
Zalety
Sprawność
[%]
Rodzaj źródła
prądu
- możliwość
uginania łuku
- możliwość
spawania "+" i "-"
na elektrodzie
55
Spawarka
wirująca
- wysokie koszty
urządzenia
- bardzo dobre
zajarzenie łuku i
jego stabi1ność
75
Prostownik
spawalniczy
- niższe napięcie
biegu jałowego,
80/42 V
- zadowalające
zajarzenie łuku i
jego stabi1ność
-
niskie koszty
urządzenia
-
brak ugięcia łuku
> 85
Transformator
spawalniczy
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
Wyszukiwarka
Podobne podstrony:
2 25 Spajanie różnorodnych materiałów
TECHNOLOGIA SPAJANIA ŚCIĄGA
Zagadnienia egzaminacyjne z przedmiotu Technologie spajania i cięcia
Technologia spajania notatki
metody termicznego spajania metali metody spajania metali
wykl 2' spajanie ucz
Obróbka ubytkowa i spajanie - Zgrzewanie, Obróbka Ubytkowa, Obróbka
Obróbka ubytkowa i spajanie Tasak
Obróbka ubytkowa i spajanie Tasak
karta labor 2014 15 Mechatronika, Mechatronika PG, semestr I, Technologia i Spajanie Metali oraz Odl
Spawalnicze zrodla pradu - sprawko, Uczelnia, Technologia Spajania
Obróbka ubytkowa i spajanie - ściąga, Obróbka Ubytkowa, Ściągi
Łuk kryty, Technologie spajania i cięcia
Spajalnosc stali 20G2AY - Sprawko, Uczelnia, Technologia Spajania
311[15] Z1 02 Wykonywanie podstawowych zabiegów obróbki i spajania materiałów
spajane nitowe ksztaltowe wciskane ksztaltowe gwintowe, PKM, PKM, PKM - Podstawy Konstrukcji Maszyn,
SPAJANIE, Ukw, II Lic, Drewno
Technologia spajania
więcej podobnych podstron