SPAJANIE
Prof. dr hab. inż. Jurij Dobriański
Spajanie
1
Połączenia nierozłączne:
a) spajane,
w tym:
• spawane,
• zgrzewane,
• lutowane,
• klejone,
b) Odkształcane plastycznie:
• zawalcowane
• łapkowe,
• zagniatane,
• nitowe
c) wciskowe,
{kind=link}
2
METODY SPAJANIA
Spajanie, proces trwałego łączenia
materiału przez uzyskiwanie jego
ciągłości.
METODY SPAJANIA
• spawanie,
• zgrzewanie,
•lutowanie i
•klejenie.
Spajanie
3
Spawanie, trwałe połączenie części
przez
miejscowe roztopienie powierzchni
stykowych
z dodawaniem lub bez dodawania
spoiwa.
• gazowe,
• elektryczne (łukowe),
• termitowe,
rzadziej stosowane
• elektronowe,
• laserowe.
Spajanie
4
Zgrzewanie –
trwałe łączenie materiałów (metali, tworzyw
sztucznych)
przez silne dociśnięcie
do siebie łączonych części,
bez podgrzania lub z wcześniejszym
podgrzaniem miejsc łączonych
–oporowe (elektryczne),
–gazowe (za pomocą palników acetylenowo-tlenowych),
– termitowe,
–indukcyjne (elektryczne),
–tarciowe,
–dyfuzyjne
–zgniotowe
–ultradźwiękowe.
Spajanie
5
SPAWANIE
Spajanie
6
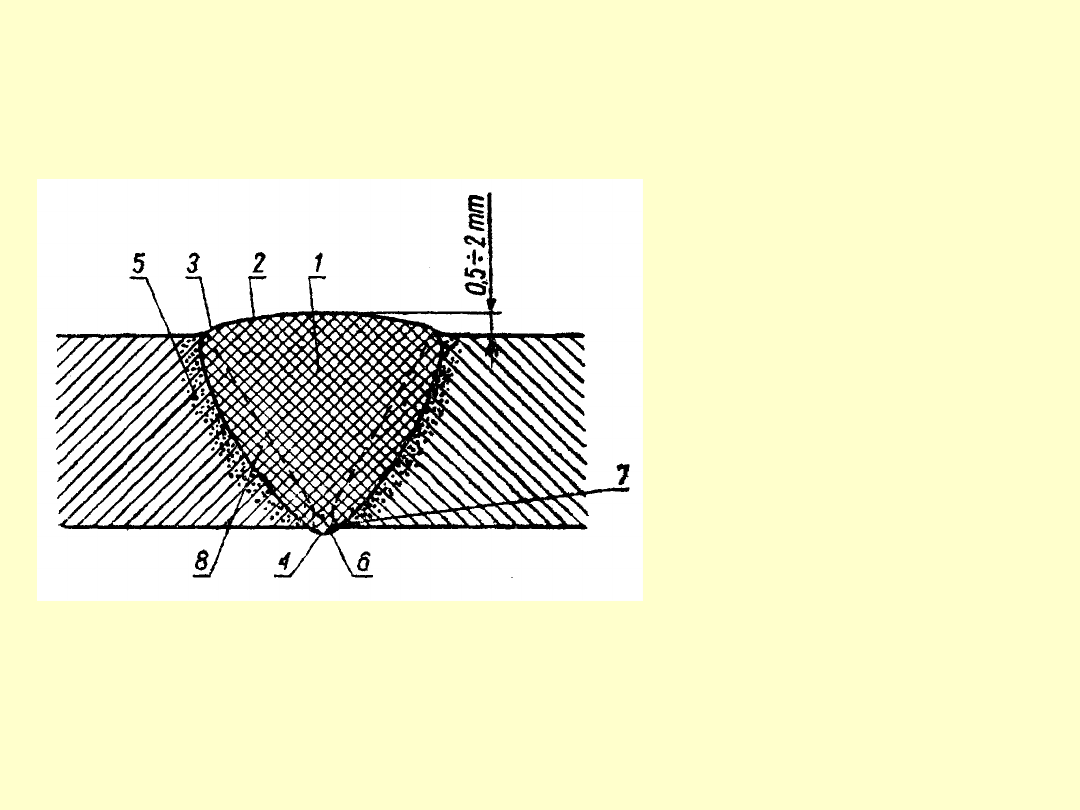
Spoina
1. spoina i rowek
dla spoiny,
2. lico spoiny,
3. brzeg lica,
4. grań spoiny,
5. strefa wpły
wów cieplnych,
6. gardziel row
ka,
7. rąbek (próg),
8. wtop
Spajanie
7
Przewagi spawania
• Zaoszczędzanie metalu w porównaniu z
– nitowaniem – ok. 20%,
– odlewami staliwnymi – do 30%,
– odlewami żeliwnymi – do 50%.
• Koszt spawania jest ok. 25% mniejszy od
kosztu nitowania lub odlewania.
Spajanie
8
Rodzaje wg źródła ciepła
• spawanie elektryczne
– lukowe,
– żużlowe (nie luk lecz prąd elektryczny, 50 mm –
2 m).
• gazowe (acetylenowo-tłenowe) do spawania:
– cienkościennych blach i rur,
– żeliwa,
– niektórych stopów nieżelaznych,
– w pracach naprawczych i montażowych, gdzie
spawanie elektryczne jest utrudnione
Spajanie
9
Rodzaje wg innych kryteriów
• Wg rodzaju elektrody:
– topliwa,
– nietopliwa (np. wolframowa, węglowa).
• Wg ukrycia metalu stopionego
(dlaczego
ukrycie?)
:
– łukiem nieosłoniętym (w atmosferze
powietrza),
– łukiem osłoniętym
•
za pomocą warstwy topnika,
•
w atmosferze gazu obojętnego (np. CO
2
– detowe),
•
lub gazu szlachetnego (np. Ar – argonowe).
Spajanie
10
Rodzaje spoin względem
pracy
• nośne
(powinny być obliczone
wytrzymałościowo)
,
• szczelne,
• sczepne.
Spajanie
11
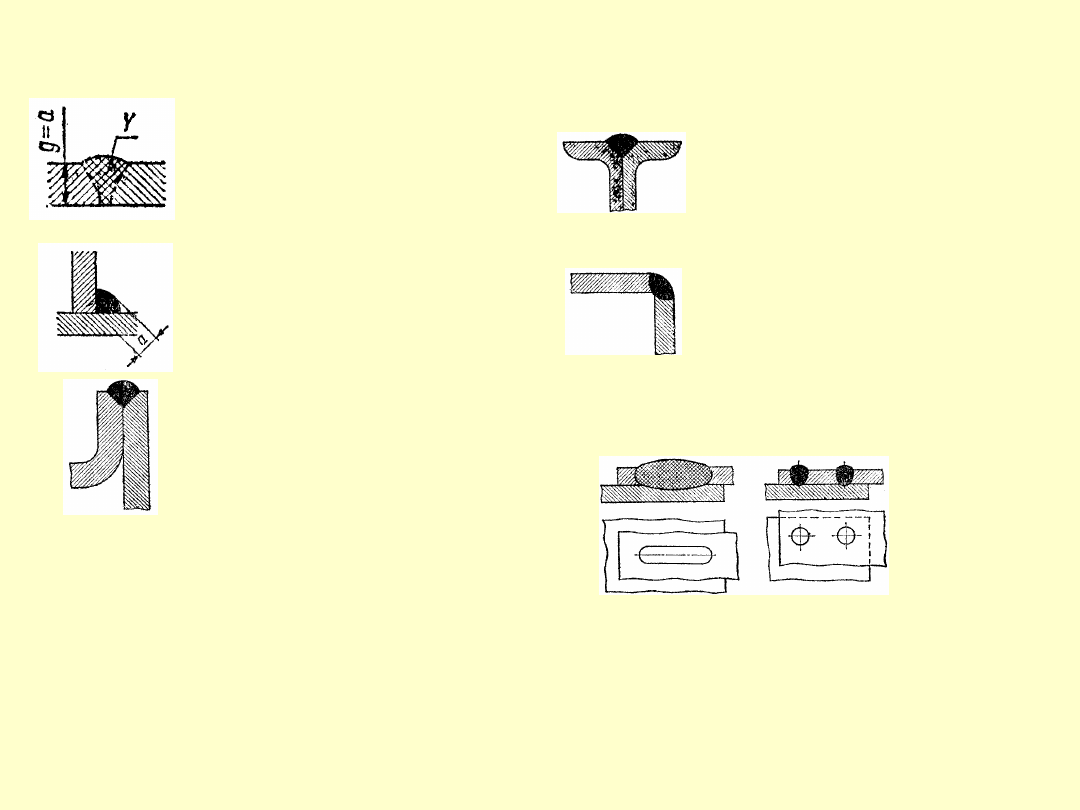
Rodzaje spoin względem kształtu i
ułożenia
• czołowe i
• pachwinowe
i
• krawędziowe
,
• grzbietowe,
• narożne,
• otworowe
– a – grubość obliczeniowa
– g – grubość części
łączonych
Spajanie
12
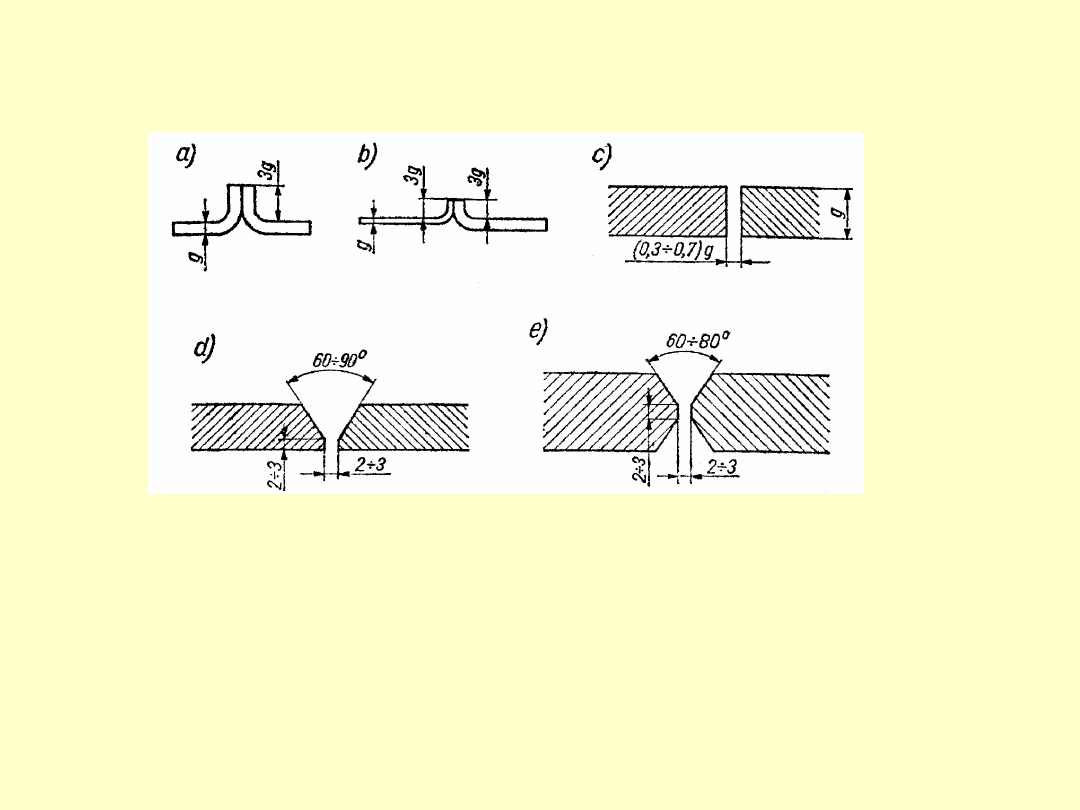
Przygotowanie (ukosowanie)
krawędzi
a), b) i c) – blachy o grubości do 4 mm przy spawaniu ręcznym i do 16 mm — przy automatycznym
– bez uprzedniego przygotowania krawędzi,
d) grubość do 25 mm,
e) grubość ponad 25 mm
Spajanie
13
Kształty ukosowania
• Jednostronne: 1/2 V, 1/2Y i K,
• Dwustronne: V, Y, X , U i X,
• Dla grubości do 25 mm – V, 1/2 V
• Dla grubości do 50 mm – X i K
• Ponad 50 mm – U, 2U, 2V
Spajanie
14
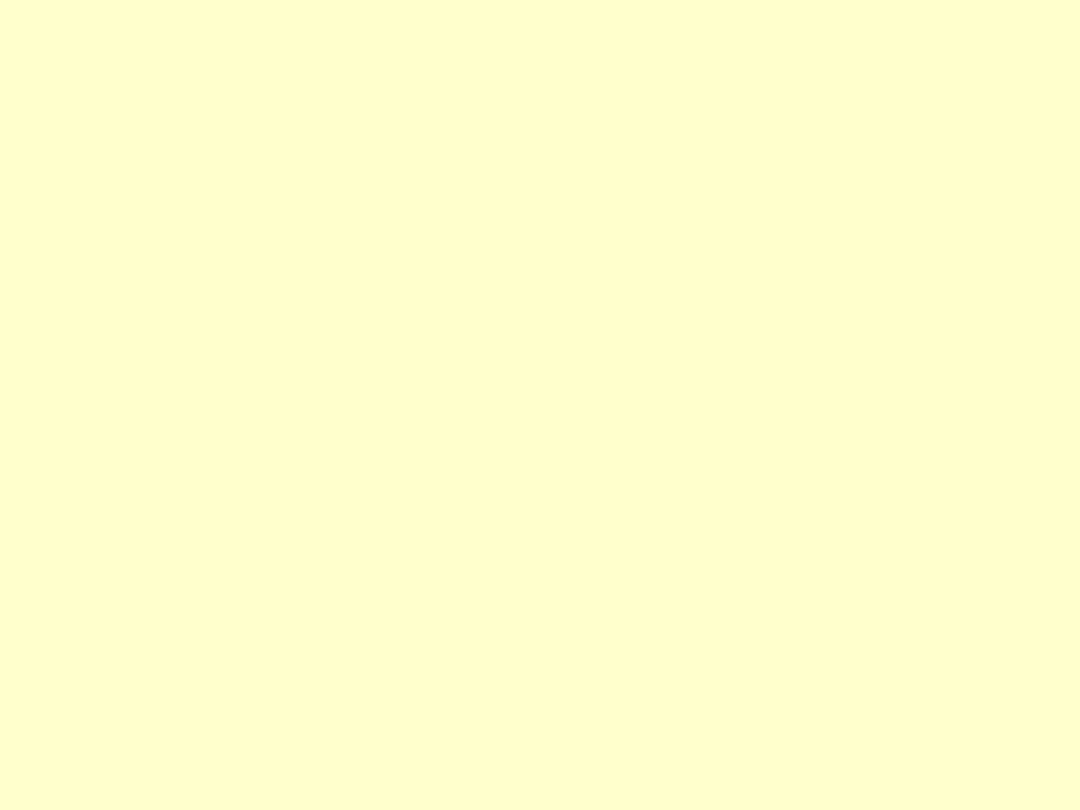
Klasyfikacja szwów
• wg usytuowania w
przestrzeni
:
a. dolne – najmocniejsze
b. pionowe
c. poziome
d. sufitowe – najsłabsze
• wytrzymałości są w
stosunku jak:
1 : 0,85 : 0,9 :
0,8.
Spajanie
15
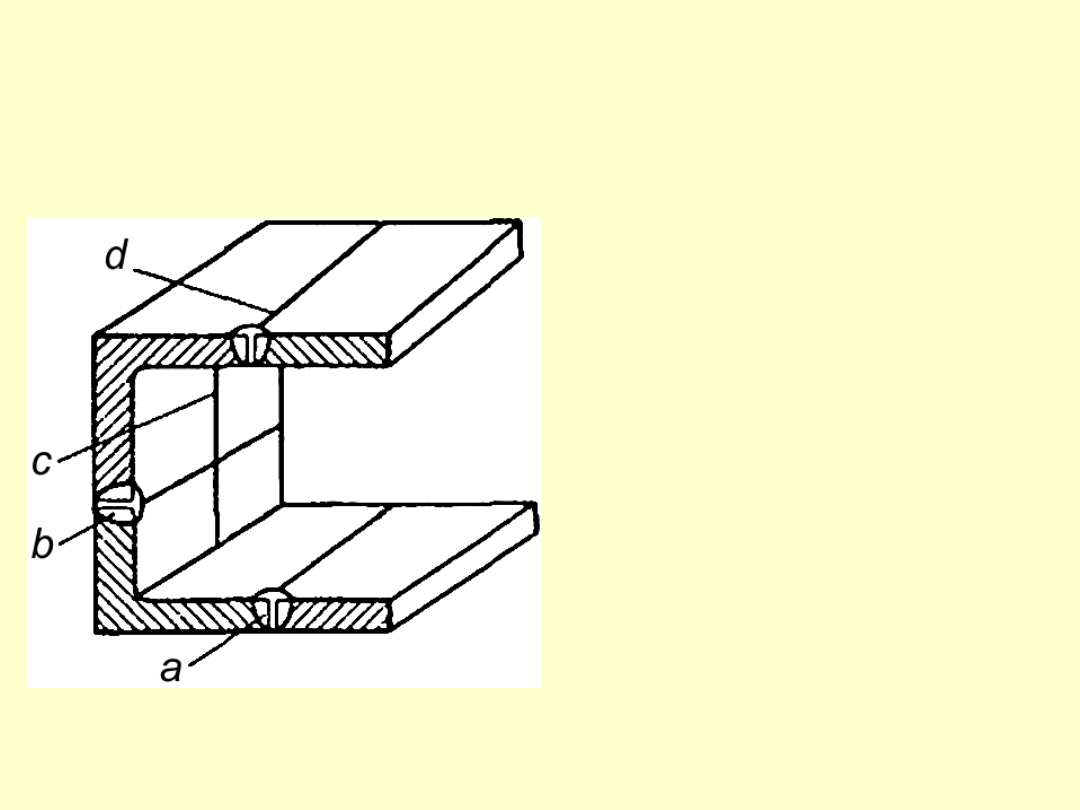
Ułożenia
spoin
• a) szwy wzdłużne 1,
poprzeczne 2, skośne 3,
• b) szwy pachwinowe
łańcuchowe,
• c) — przestawne,
• d) połączenie doczołowe,
• e) połączenie
zakładkowe,
• f) połączenie
nakładkowe,
• g) połączenie
przykładkowe
(przylgowej,
• h) połączenie „na zamek",
• i) kątowe połączenie
stykowe narożne,
• j, k) — teowe,
• I) krzyżowe,
• ł) kątowe połączenie
stykowe wpustowe
Spajanie
16
Spawalność metali i stopów
• łatwo spawalne – stałe niskowęglowe (do ok.
0,25% C)
• niespawalne – stale o zawartości powyżej 0,4%
C
• średnio spawalne – stale niskostopowe o
niewielkiej zawartości węgla
• trudno spawalne – Stale wysokostopowe,
żeliwo szare, stopy miedzi, aluminium i jego
stopy
Spajanie
17
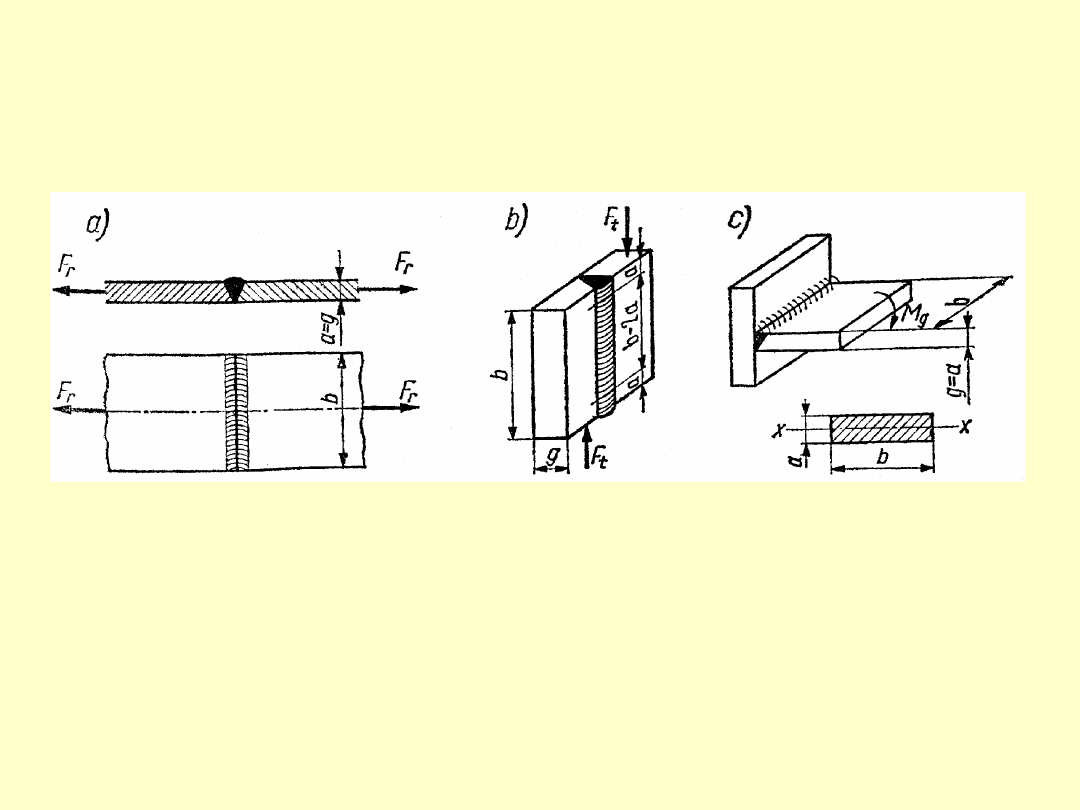
Obliczenie spoin czołowych
a)
rozciąganie (ściskanie),
b)
ścinanie,
c)
zginanie
Spajanie
18
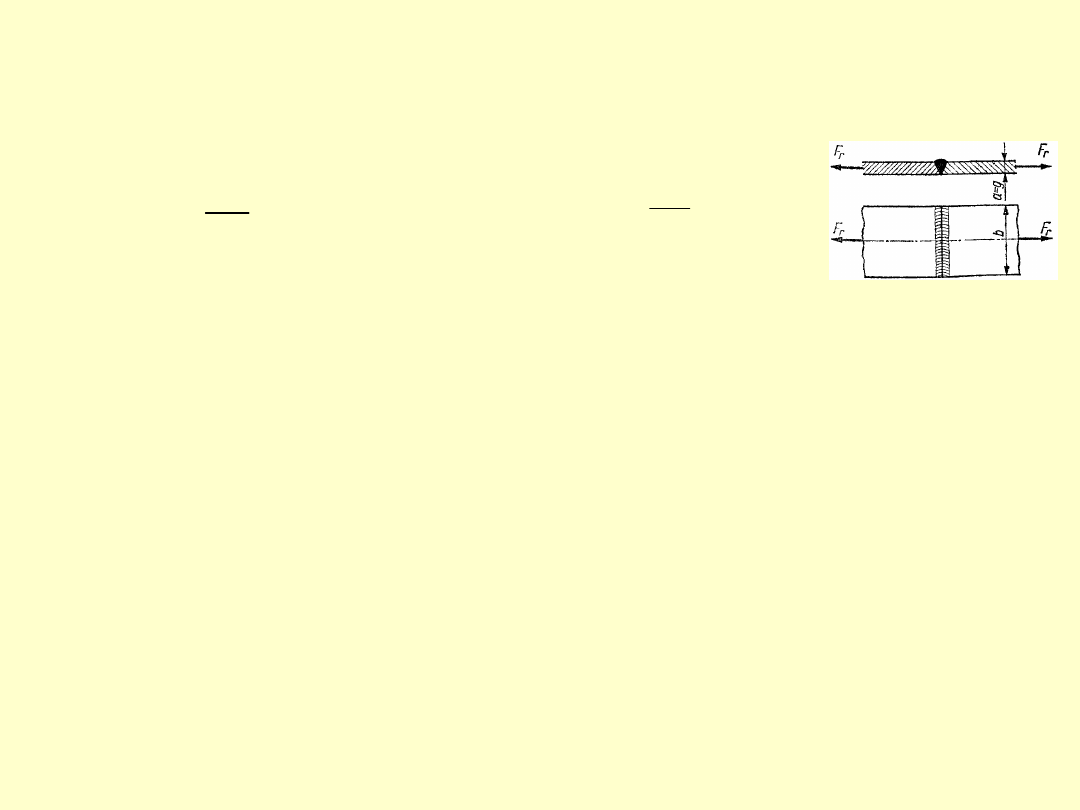
Rozciąganie spoin
czołowych
F
r
, F
c
— siła rozciągająca (ściskająca) spoinę
S — przekrój obliczeniowy spoiny (S = a·l); przyjmuje się tu przekrój
geometryczny bez uwzględnienia wypukłości spoiny
a — grubość obliczeniowa spoiny; w przypadku spoiny czołowej a = g,
gdzie g — grubość cieńszej z łączonych części
l — długość obliczeniowa szwu spawanego; można przyjmować l = b
(gdzie b — szerokość pasa), pod warunkiem wyprowadzenia spoiny
na podkładki; w przeciwnym przypadku uwzględnia się długość 2c
dwóch kraterów, przyjmując l = b - 2c ≈ b - 2a;
k‘
r
i k'
c
— naprężenia dopuszczalne przy rozciąganiu (ściskaniu)
spoiny
r
r
r
k
S
F
c
r
c
k
S
F
Spajanie
19
Naprężenie dopuszczalne
(przy obciążeniach statycznych)
k‘ = z
0
z
k
r
k
r
– naprężenie dopuszczalne przy
rozciąganiu materiału rodzimego części
łączonych
z
0
– współczynnik statycznej
wytrzymałości spoiny, zależny od
rodzaju obciążenia i warunków spawania
z – współczynnik jakości spoiny
Spajanie
20
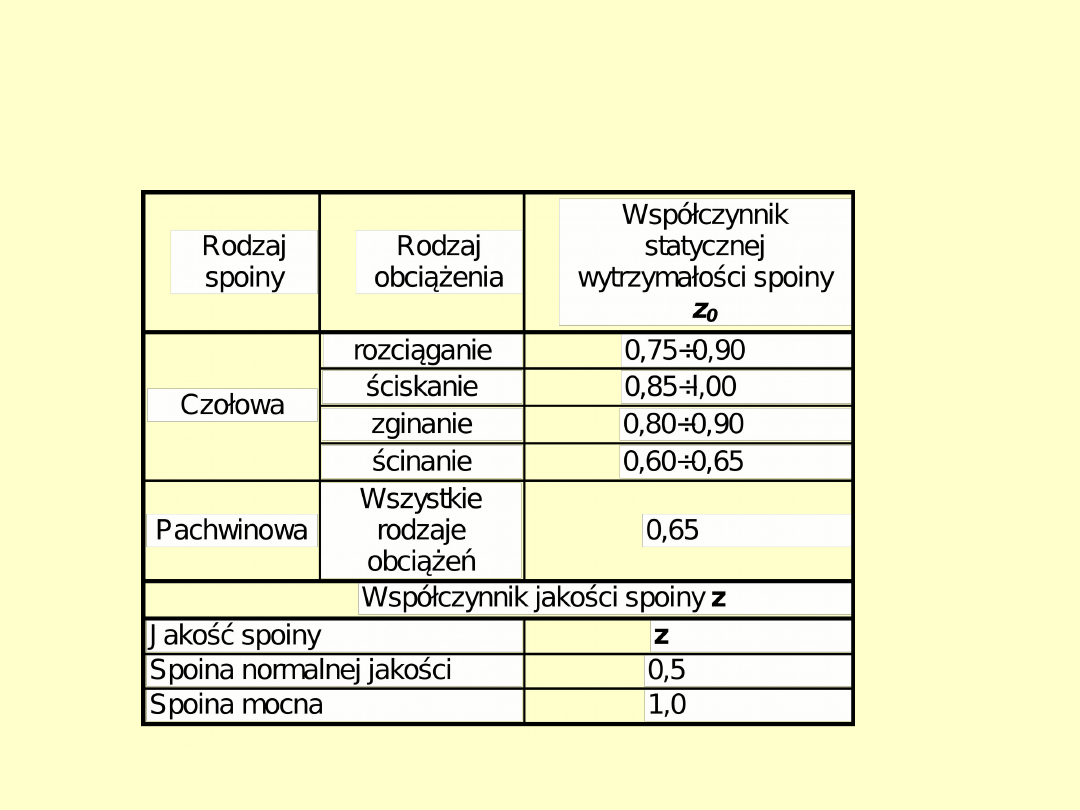
Współczynniki wytrzymałości i
jakości spoin
(przy obciążeniach statycznych)
Spajanie
21
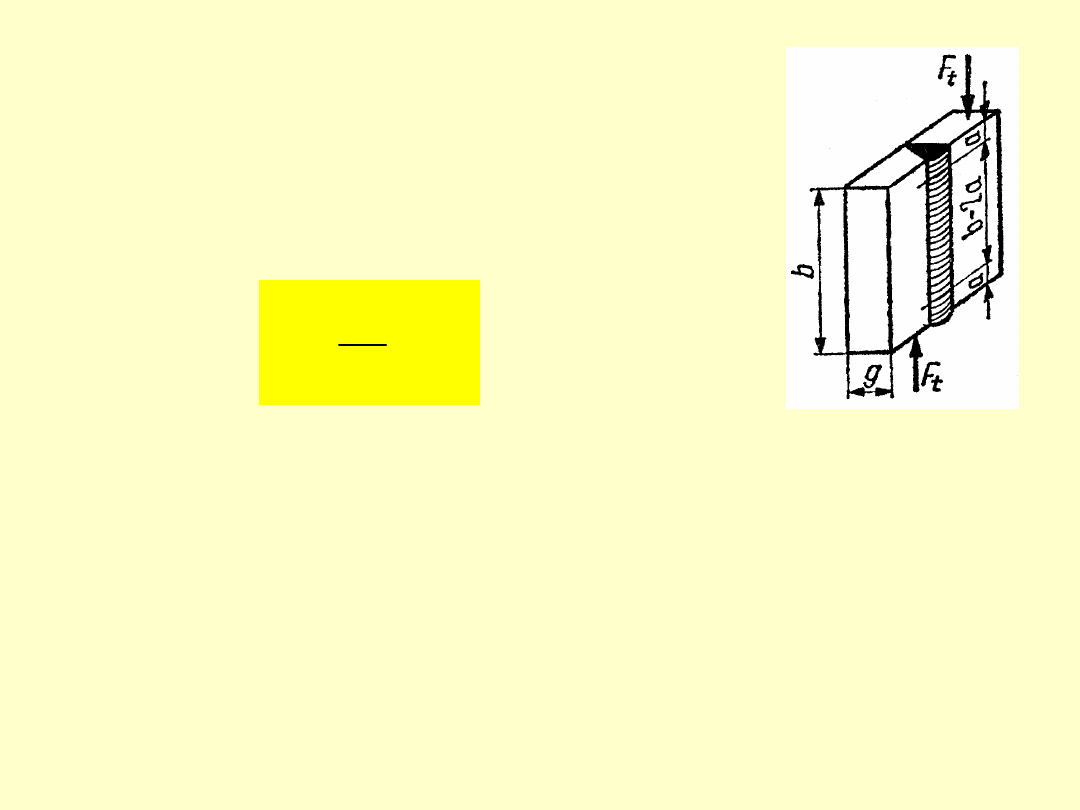
Ścinanie spoin
czołowych
S przekrój obliczeniowy spoiny; S = g ∙ l =
a (b 2a),
k'
t
naprężenie dopuszczalne; k'
t
≈ 0,65 k
r
t
t
k
S
F
Spajanie
22
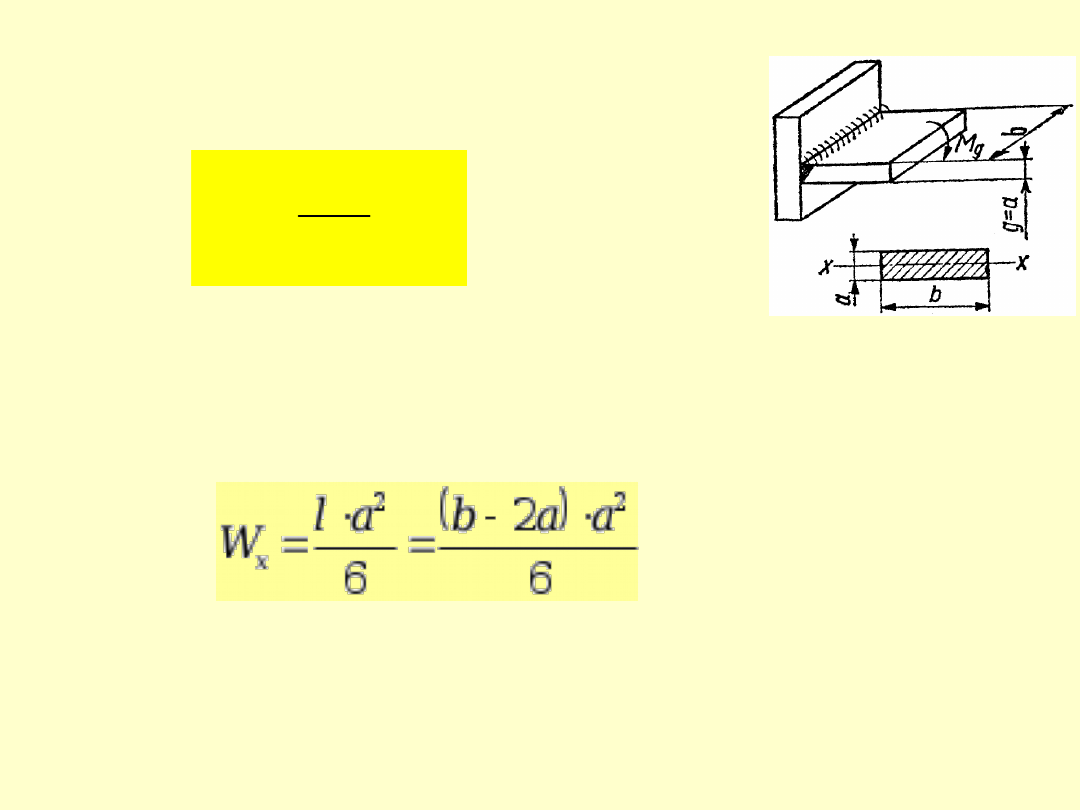
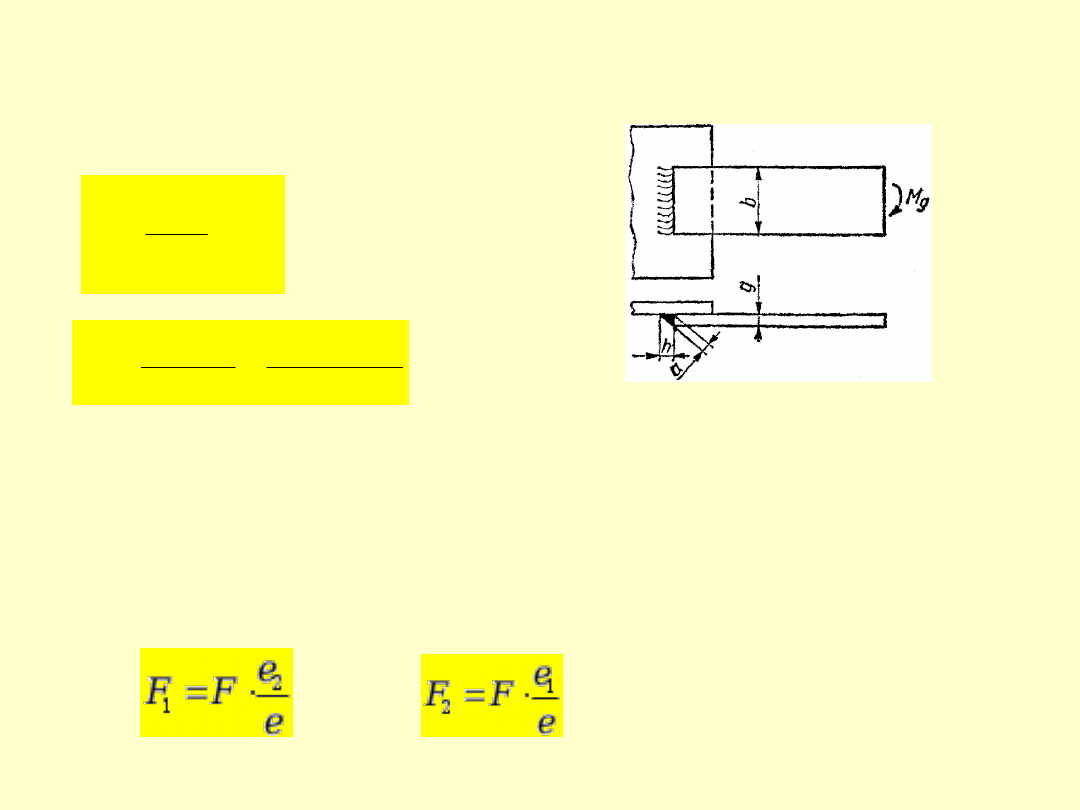
Ścinanie spoin
czołowych
• M
g
moment zginający,
• W
x
wskaźnik przekroju na zginanie:
• k'
g
naprężenie dopuszczalne; k'
g
≈ 0,9
k
r
g
x
g
g
k
W
M
Spajanie
23
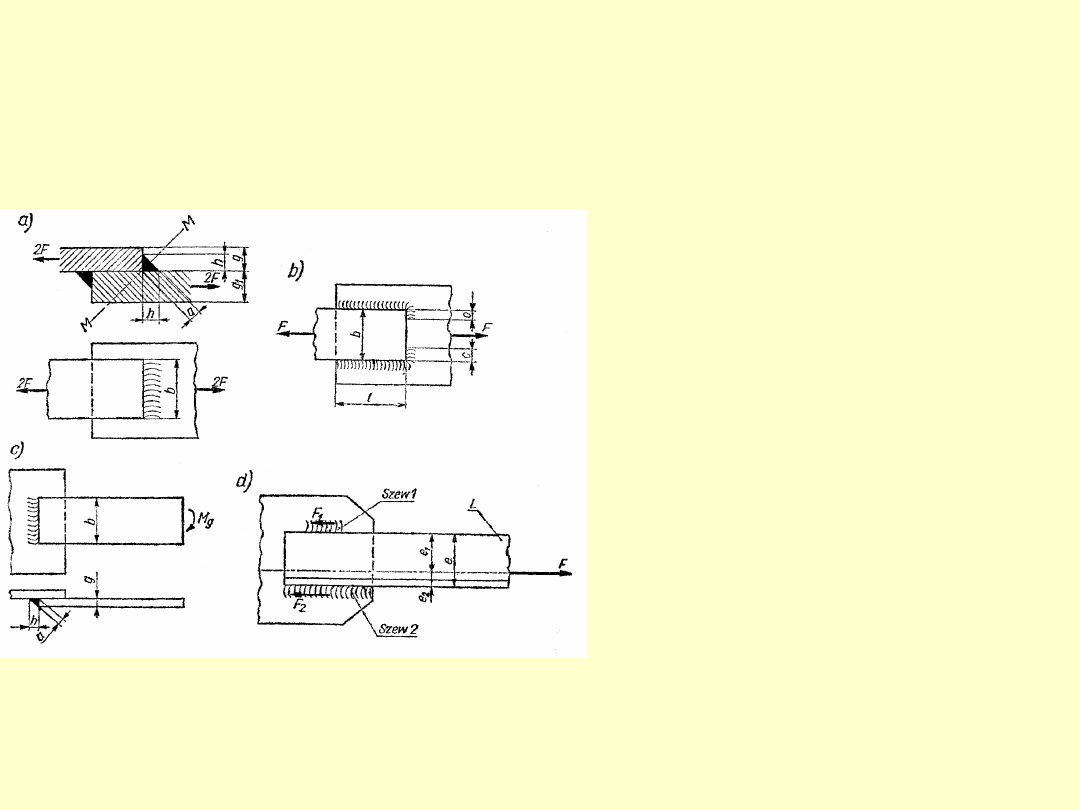
Spoiny pachwinowe
a)poprzeczny szew podwójny
połączenia zakładkowego,
b)przeciąganie szwów i
wyprowadzanie kraterów
poza naroża,
c)zginanie spoiny pachwinowe
położonej,
d)spoiny pachwinowe
położone niesymetrycznie
względem linii działania
obciążenia
Spajanie
24
Obliczenie spoin
pachwinowych
na
ścinanie
Spajanie
25
• F – siła przypadająca na jeden szew połączenia
• S – przekrój obliczeniowy spoiny: S=a·l
• a, l — grubość, długość obliczeniowa spoiny
• a = h·cos 45° ≈ 0,7 h (dla blach h=g, więc a ≈ 0,7
g)
• k‘
t
– naprężenie dopuszczalne: k‘
t
= 0,65 k
r
t
k
S
F
oblicza się w przekroju niebezpiecznym (o
najmniejszym polu) MM, leżącym w
płaszczyźnie dwusiecznej kąta prostego
pachwiny spoinowej (rys).
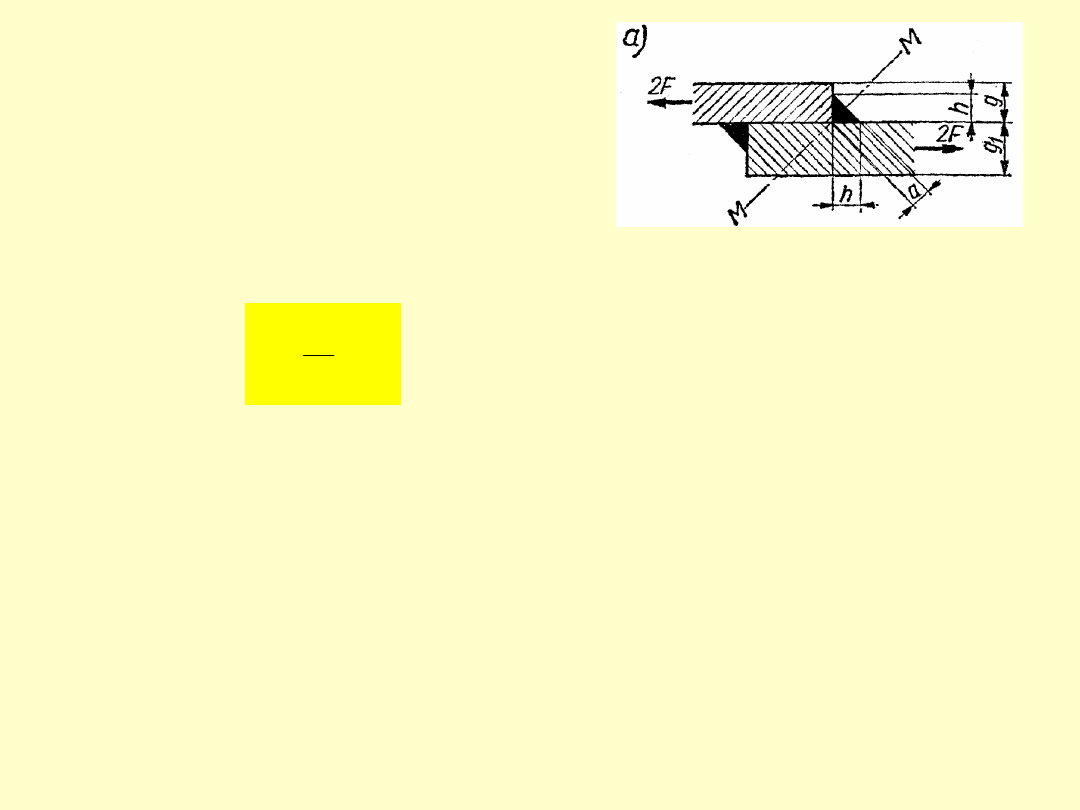
Zginanie spoin
pachwinowych
Przy projektowaniu połączeń części (np. kątowników) o spoinach leżących
niesymetrycznie względem linii działania siły przyjmuje się, że rozkład
naprężeń w przekroju jest równomierny, więc ich wypadkowa przechodzi
przez środek ciężkości przekroju. Obciążenie poszczególnych szwów
znajdziemy zatem na podstawie równości momentów statycznych po obu
stronach linii działania sił. Otrzymamy
6
3
6
7
,
0
2
2
a
b
a
l
h
W
x
t
x
g
k
W
M
wskaźnik przekroju na
zginanie
Spajanie
26
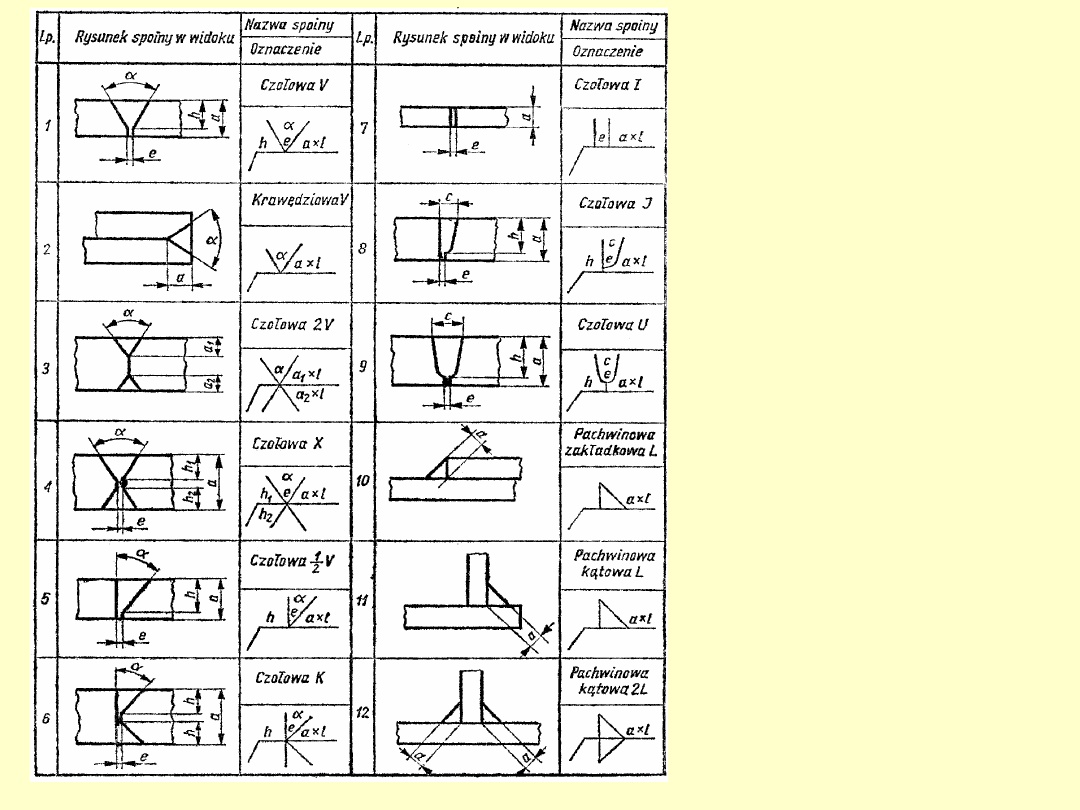
Nazwy i
znormalizo
wane
oznaczenia
spoin
Spajanie
27
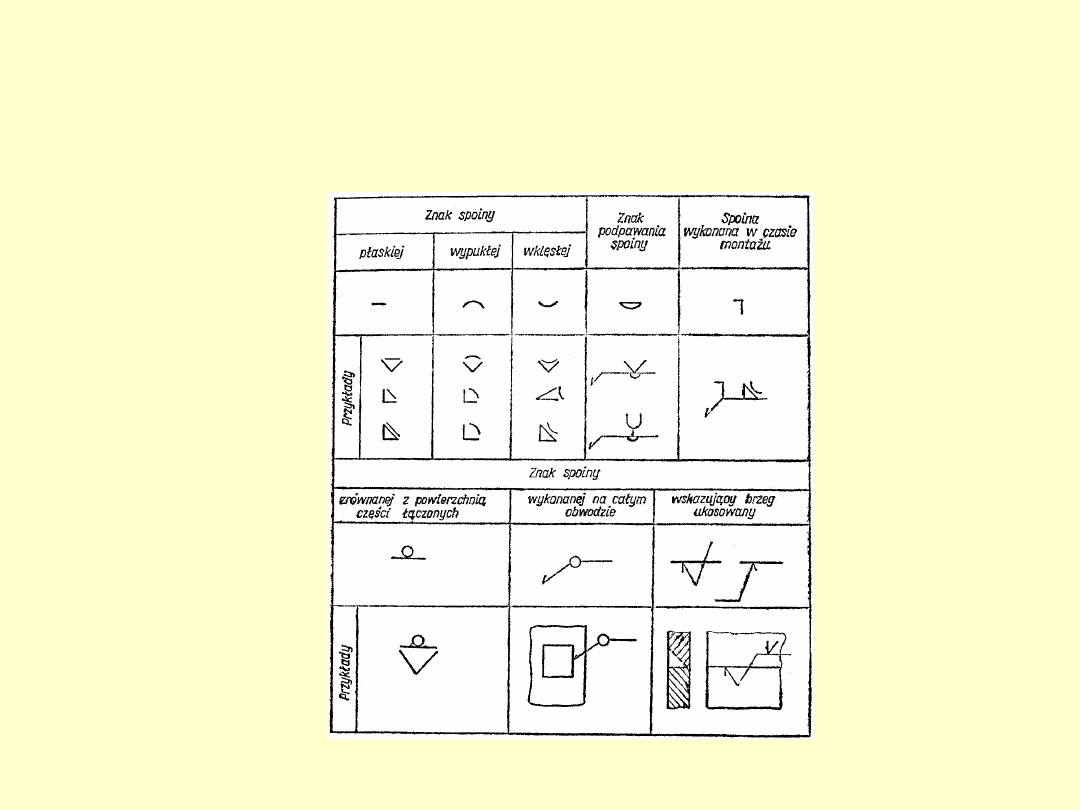
Dodatkowe oznaczenia
spoin
Spajanie
28
Spajanie
29
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
Wyszukiwarka
Podobne podstrony:
wykl 8 Mechanizmy
Stomatologia czesc wykl 12
Wykł 1 Omówienie standardów
Wykl 1
(9) Naucz i ucz problemoweid 1209 ppt
KOMPLEKSY POLAKOW wykl 29 03 2012
Wykł 1B wstępny i kinematyka
Ger wykł II
Wykł BADANIA KLINICZNO KONTROLNE I PRZEKROJOWE
Wykł 05 Ruch drgający
SPAJANIE
podstawy prawa wykl, Prawo dz 9
łuszczyca wykł
Proj syst log wykl 6
więcej podobnych podstron