Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Chapter 19
Forming and Shaping Plastics and
Composite Materials
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
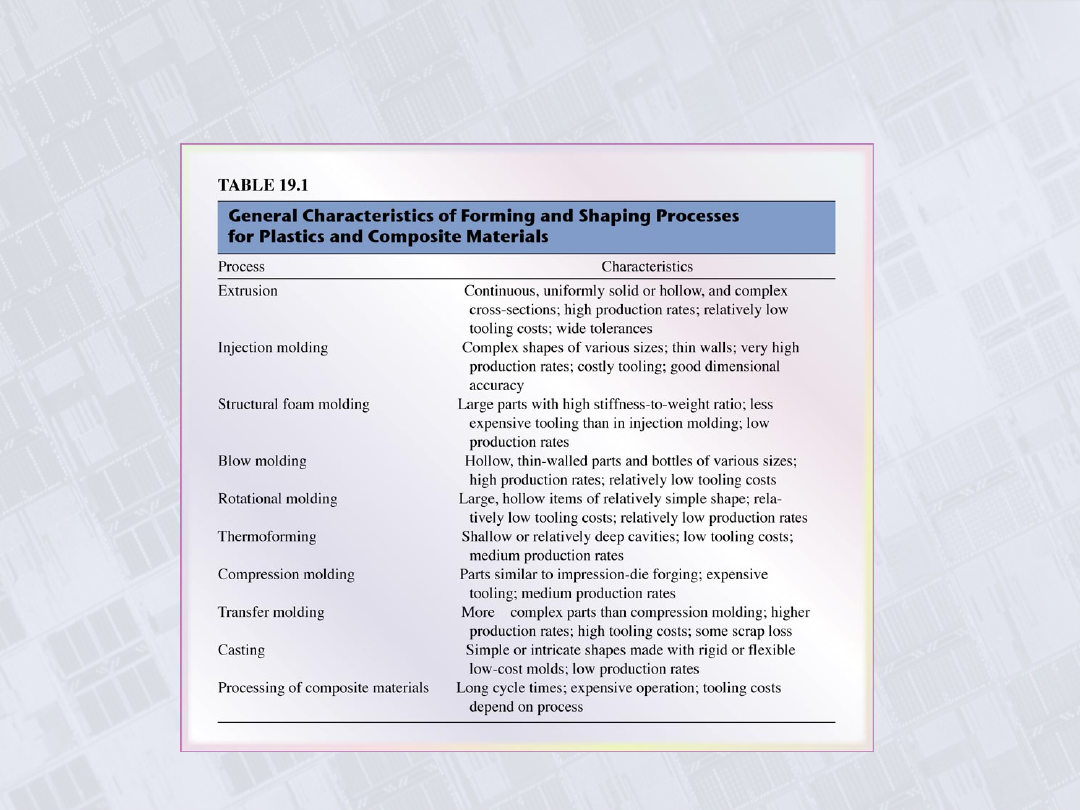
Characteristics of Forming and Shaping
Processes for Plastics and Composite
Materials
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
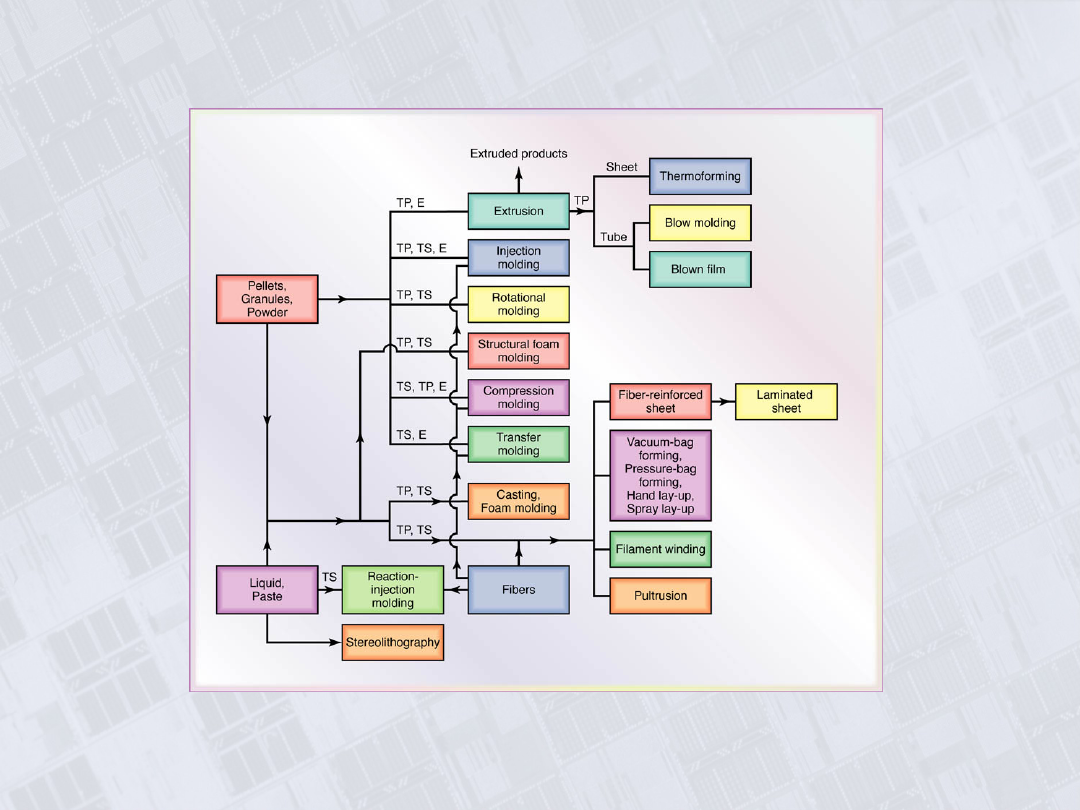
Forming and Shaping Processes for Plastics, Elastomers,
and Composite Materials
Figure 19.1 Outline of forming and shaping processes for plastics, elastomers, and
composite materials. (TP = Thermoplastics; TS = Thermoset; E = Elastomer.)
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
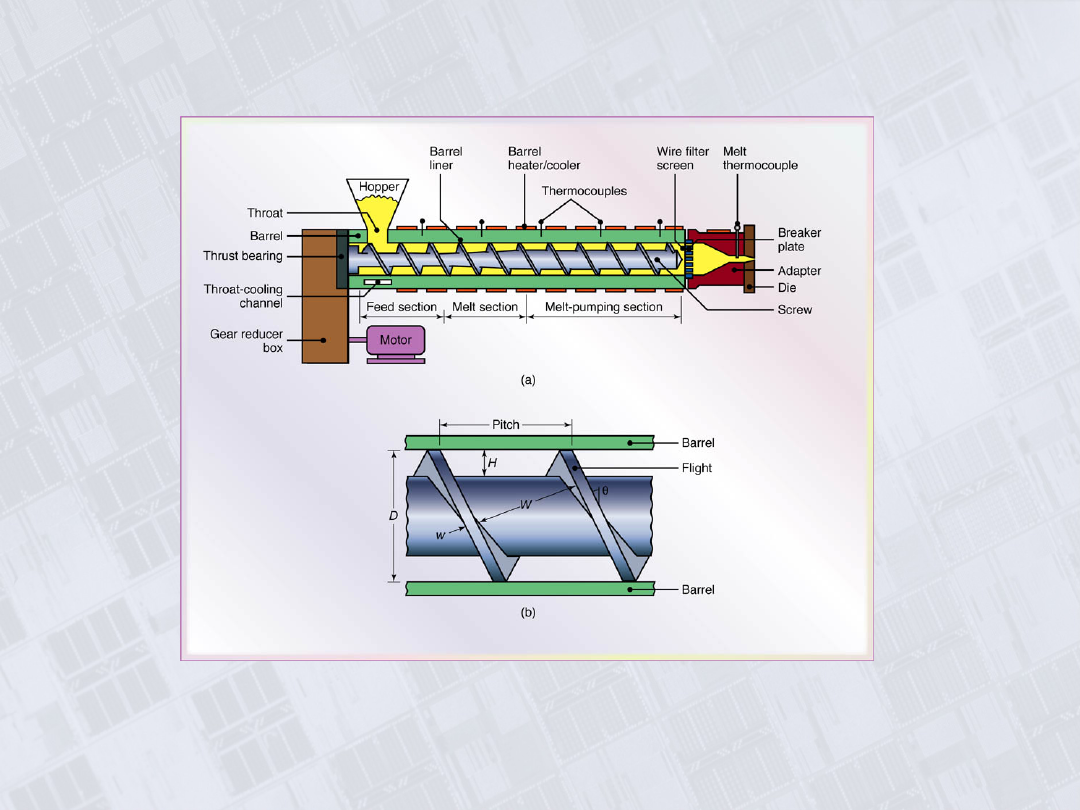
Extruder Schematic
Figure 19.2 (a) Schematic illustration of a typical screw extruder. (b) Geometry
of an extruder screw. Complex shapes can be extruded with relatively simple and
inexpensive dies.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
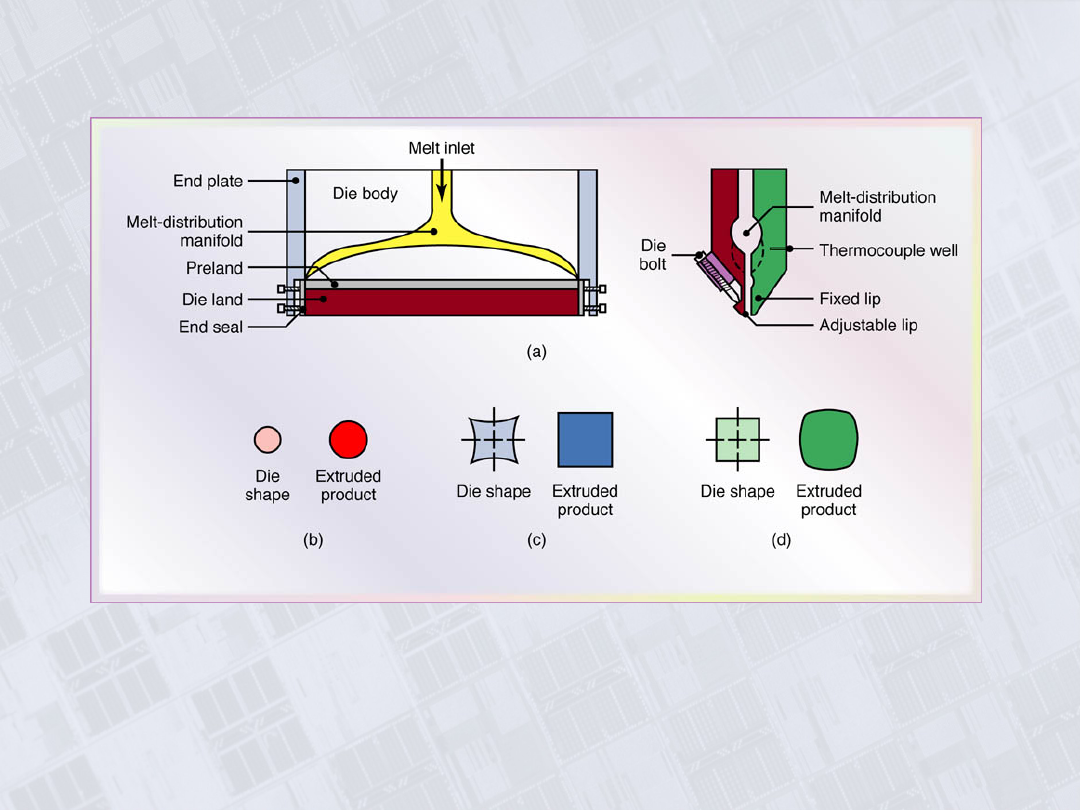
Extrusion Die Geometries
Figure 19.3 Common extrusion die geometries: (a) coat-hanger die for
extruding sheet; (b) round die for producing rods; and (c) dies for producing
square cross-sections. Note the nonuniform recovery of the part after it exits
the die. Source: (a) Encyclopedia of Polymer Science and Engineering (2
nd
ed.). Copyright © 1985. Reprinted by permission of John Wiley & Sons, Inc.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
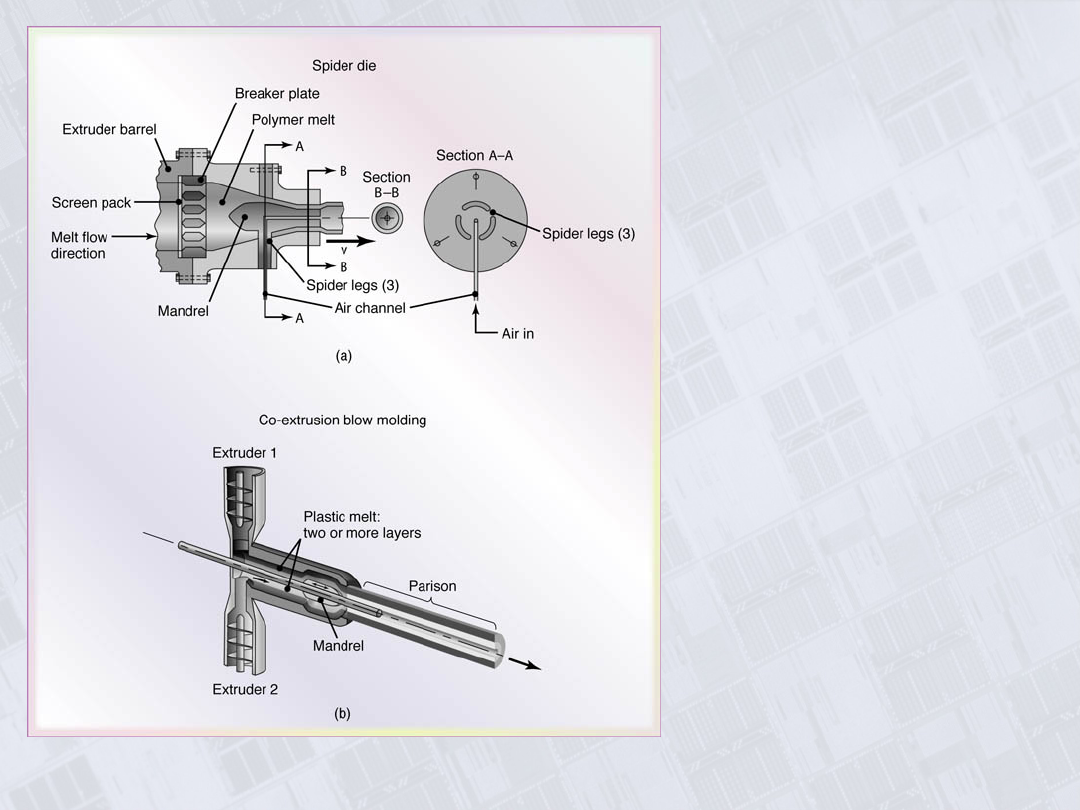
Extrusion of
Tubes
Figure 19.4 Extrusion of
tubes. (a) Extrusion using a
spider die (see also Fig. 15.8)
and pressurized air. (b)
Coextrusion for producing a
bottle.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
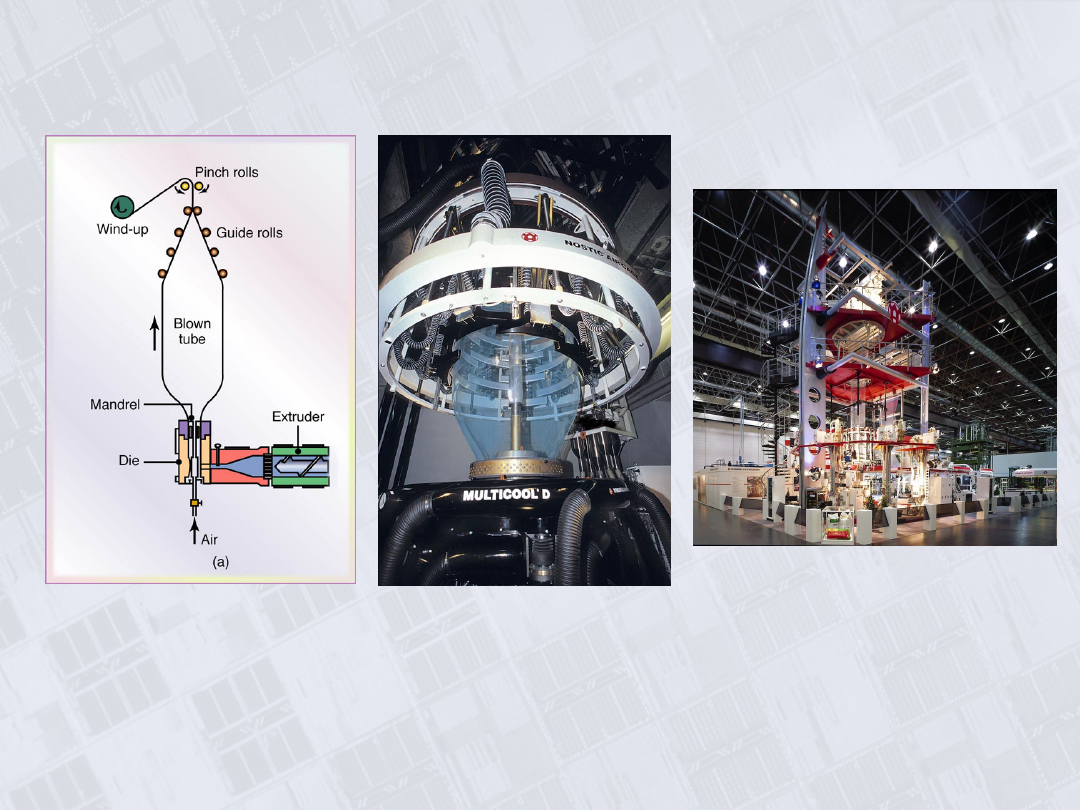
Production of Plastic Film and Bags
Figure 19.5 (a) Schematic illustration of the production of thin film and plastic
bags from tube – first produced by an extruder and then blown by air. (b) A
blown-film operation. This process is well developed, producing inexpensive and
very large quantities of plastic film and shopping bags. Source: Courtesy of
Windmoeller & Hoelscher.
(b)
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
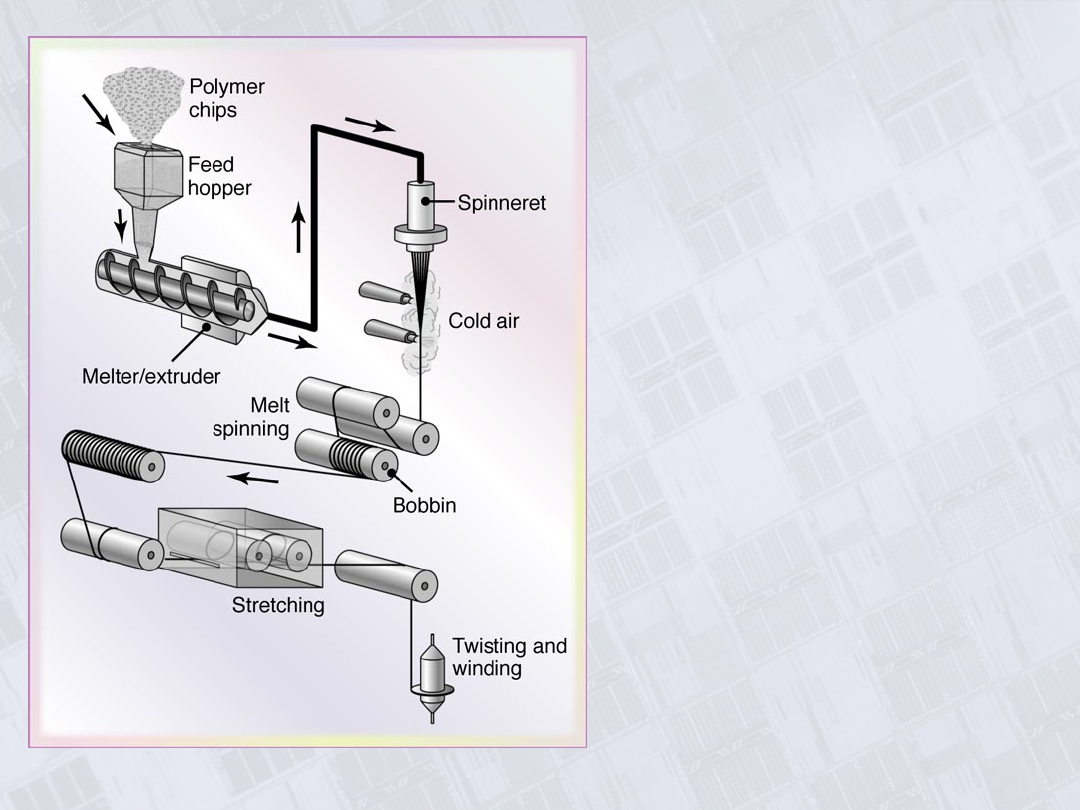
Melt-Spinning
Process
Figure 19.6 The melt-spinning
process for producing polymer
fibers. The fibers are then used in
a variety of applications, including
fabrics and as reinforcements for
composite materials.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
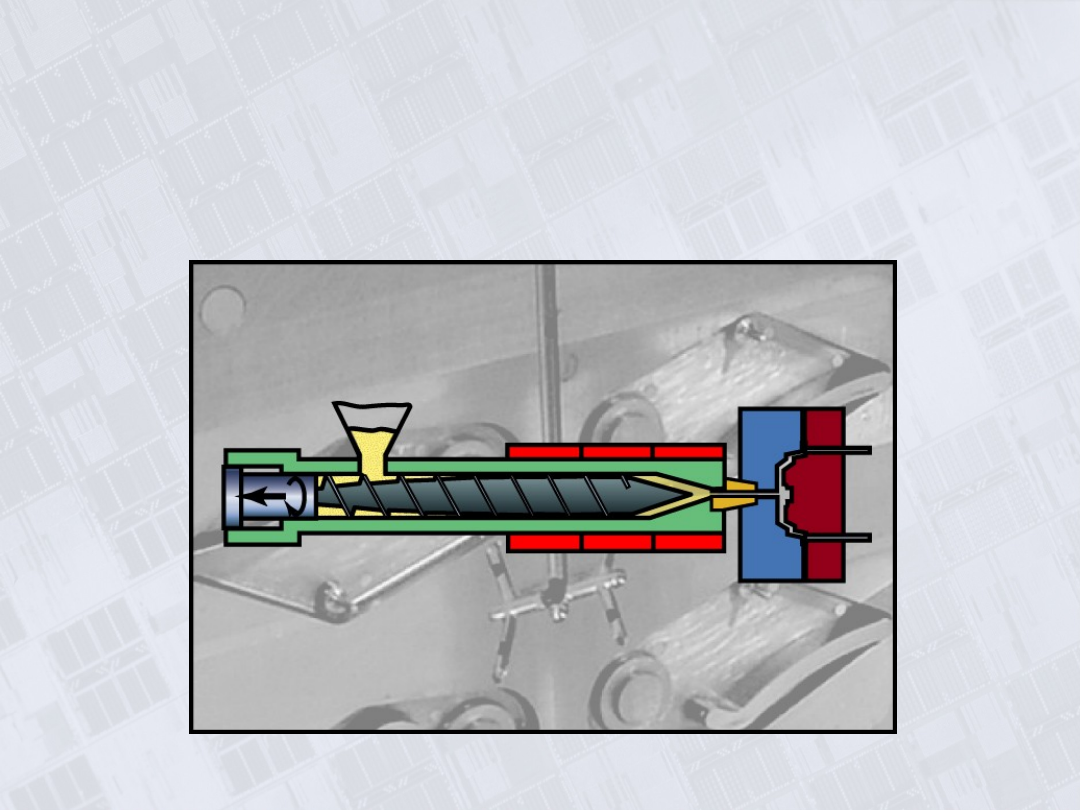
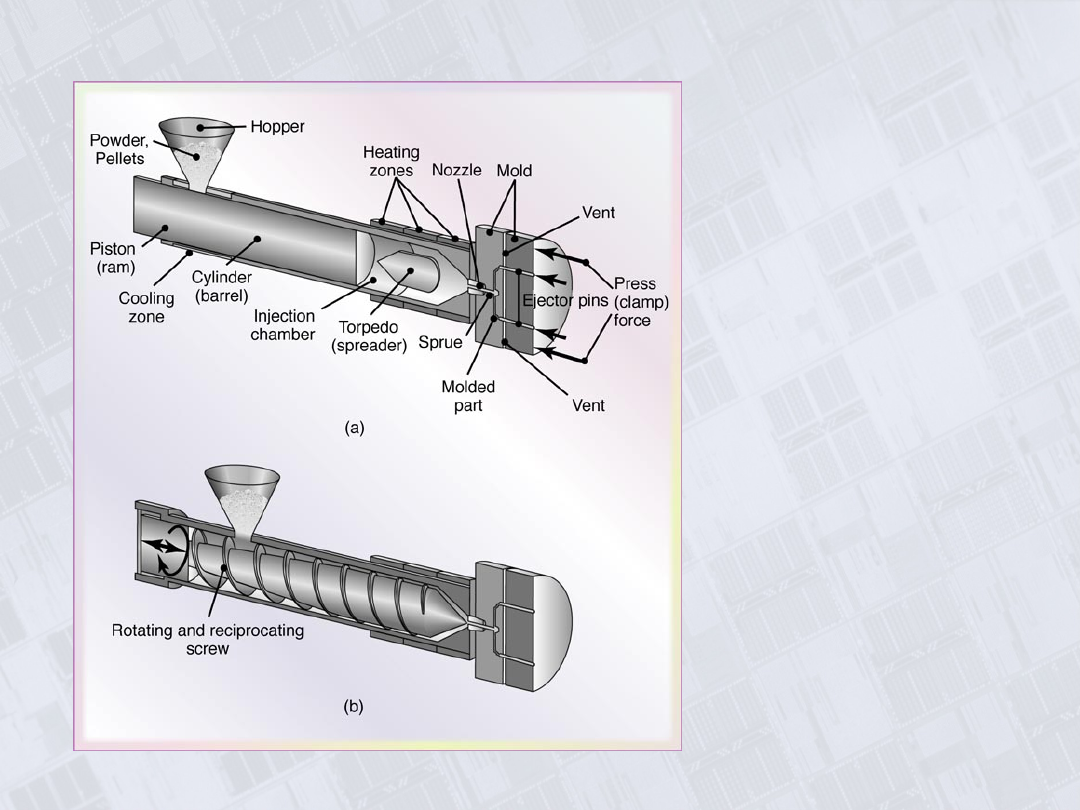
Injection
Molding
Figure 19.7 Schematic
illustration of injection
molding with (a) plunger
and (b) reciprocating
rotating screw.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
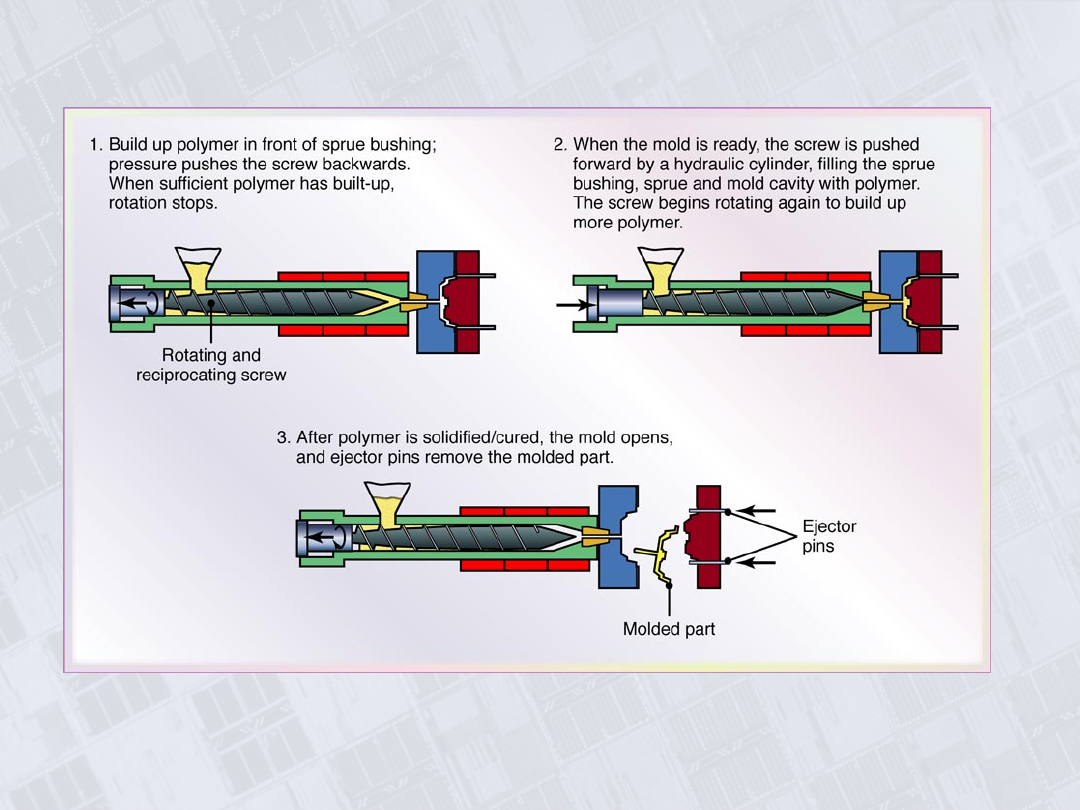
Injection Molding Sequence
Figure 19.8 Sequence of operations in the injection molding of a part with a
reciprocating screw. This process is used widely for numerous consumer and
commericial products, such as toys, containers, knobs, and electrical equipment
(see Fig. 19.9).

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Products Made by Injection Molding
Figure 19.9 Typical products made by injection molding, including examples of
insert molding. Source: (a) Courtesy of Plainfield Molding, Inc. (b) Courtesy of
Rayco Mold and Mfg. LLC.
(b
)
(a)
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
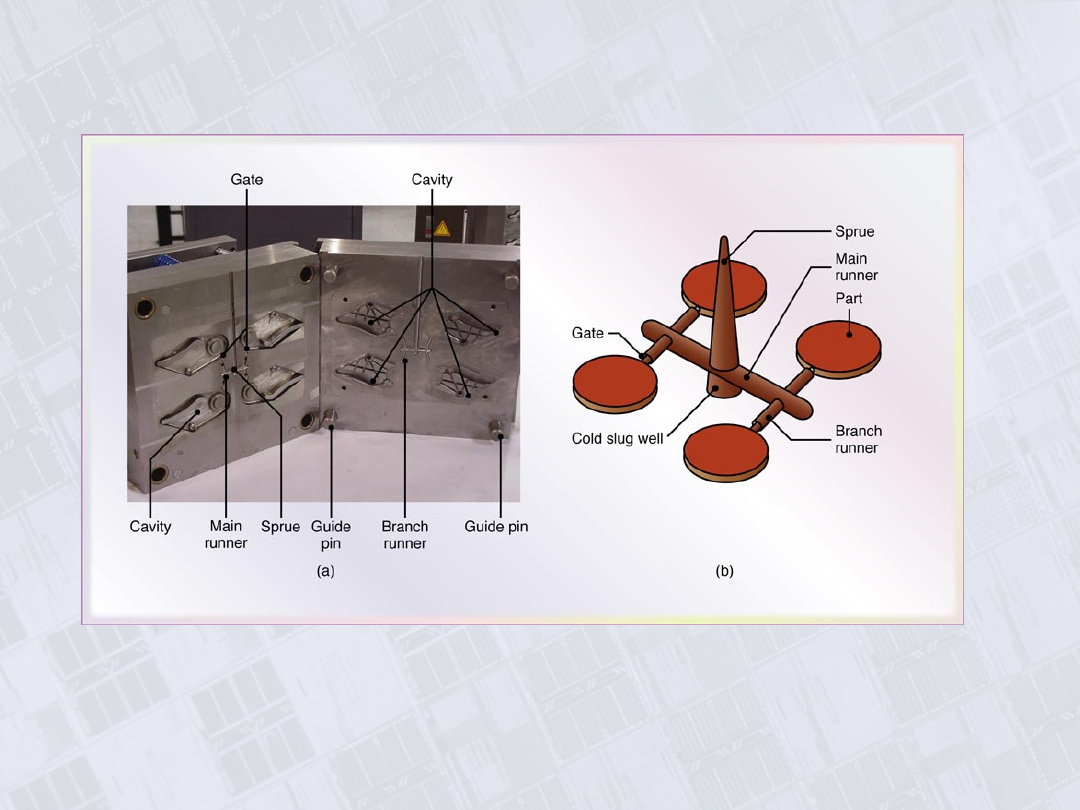
Mold Features for Injection Molding
Figure 19.10 Illustration of mold features for injection molding. (a)
Two-plate mold with important features identified. (b) Four parts
showing details and the volume of material involved. Source:
Courtesy of Tooling Molds West. Inc.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
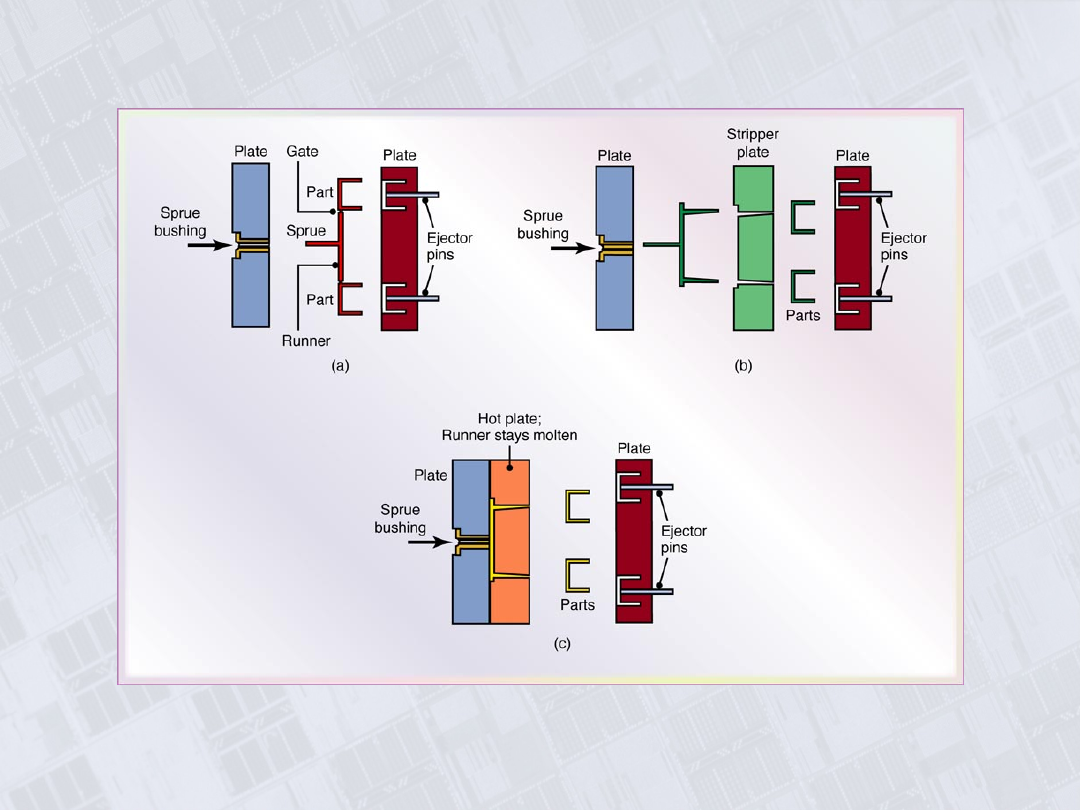
Types of Molds used in Injection Molding
Figure 19.11 Types of molds used in injection molding: (a) two-plate mold; (b)
three-plate mold; and (c) hot-runner mold.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
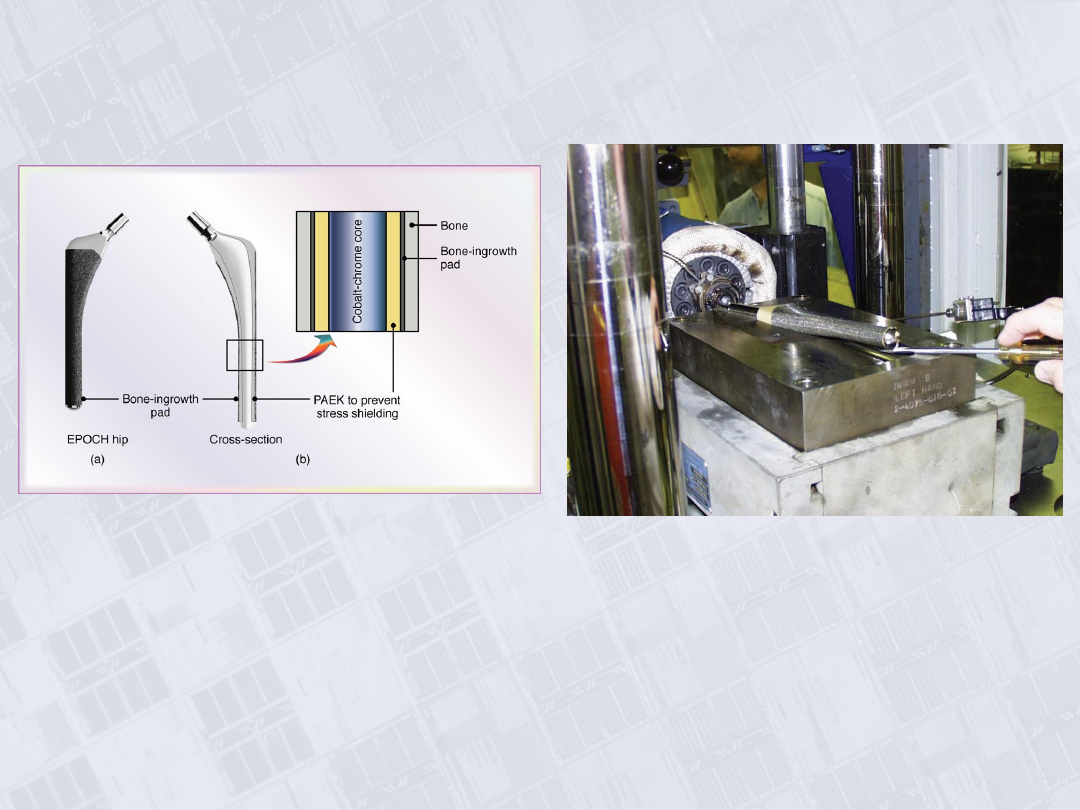
EPOCH Hip Stem
Figure 19.12 The EPOCH hip stem.
This design uses a PAEK
(polyaryletherketone) layer and bone-
ingrowth pad around a cobalt-chrome
core in order to maximize bone
ingrowth. Source: Courtesy of Zimmer,
Inc.
Figure 19.13 An EPOCH hip is
removed from the mold after an
insert injection-molding
operation. Source: Courtesy of
Zimmer, Inc.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
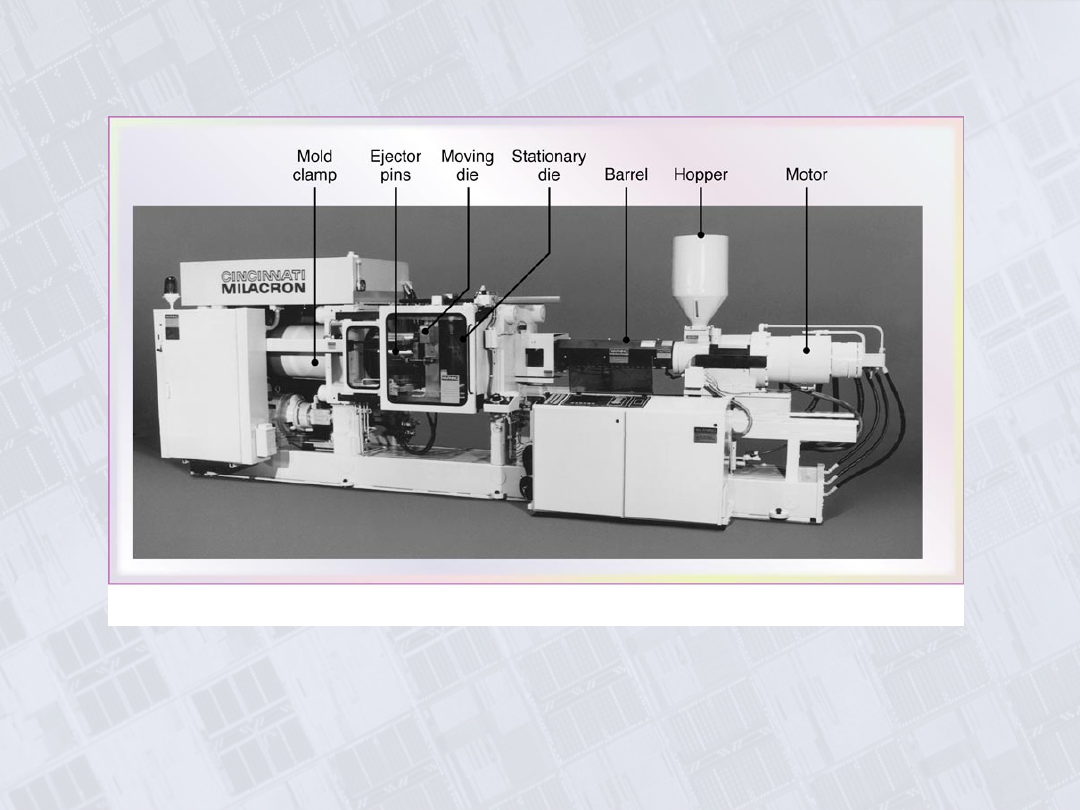
Injection-Molding Machine
Figure 19.14 A 2.2-MN (250-ton) injection molding machine. The tonnage
is the force applied to keep the dies closed during the injection of molten
plastic into the mold cavities and hold it there until the parts are cool and
stiff enough to be removed from the die. Source: Courtesy of Cincinnati
Milacron, Plastics Machinery Division.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
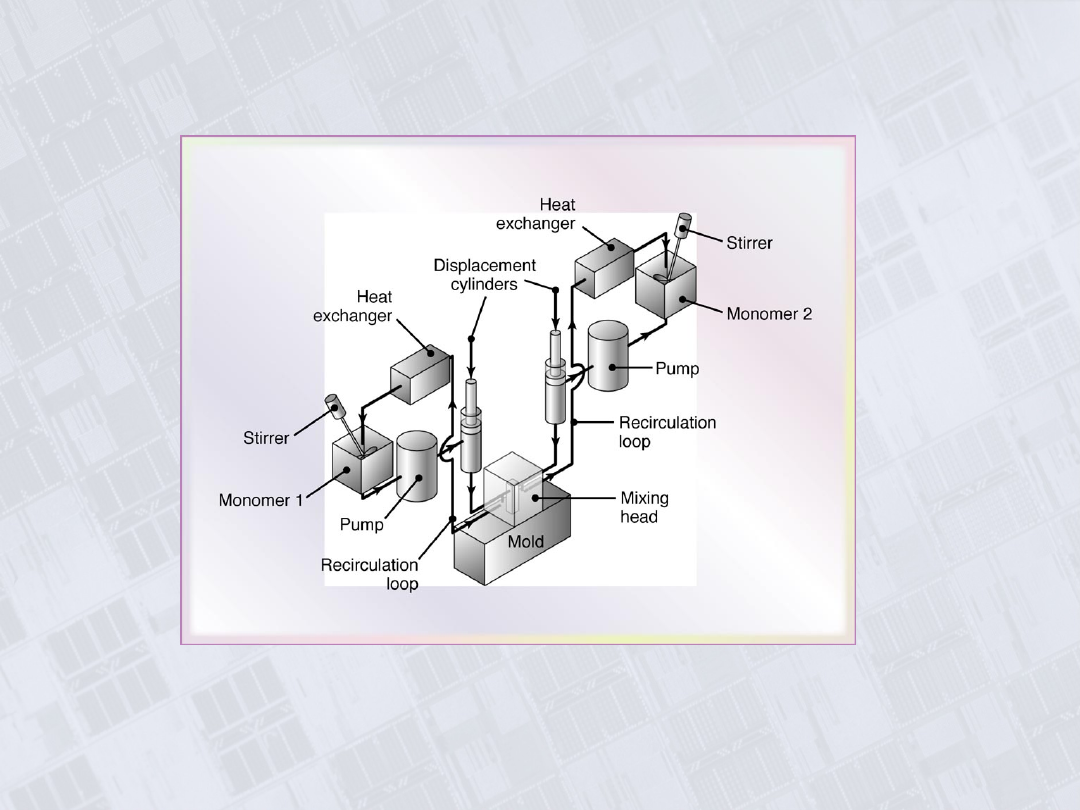
Reaction-Injection Molding Process
Figure 19.15 Schematic illustration of the reaction-injection
molding process. Typical parts made are automotive-body
panels, water skis, and thermal insulation for refrigerators and
freezers.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
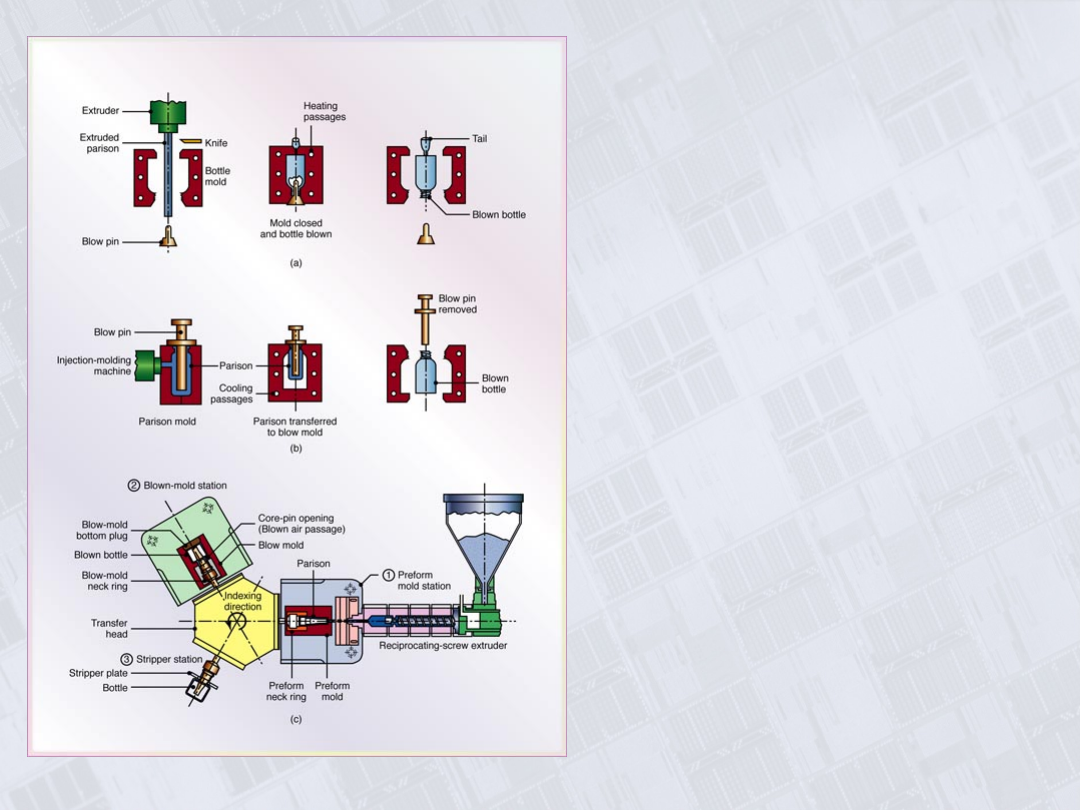
Blow-Molding
Figure 19.16 Schematic
illustrations of (a) the extrusion
blow-molding process for making
plastic beverage bottles; (b) the
injection blow-molding process;
and (c) a three-station injection
molding machine for making
plastic bottles.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
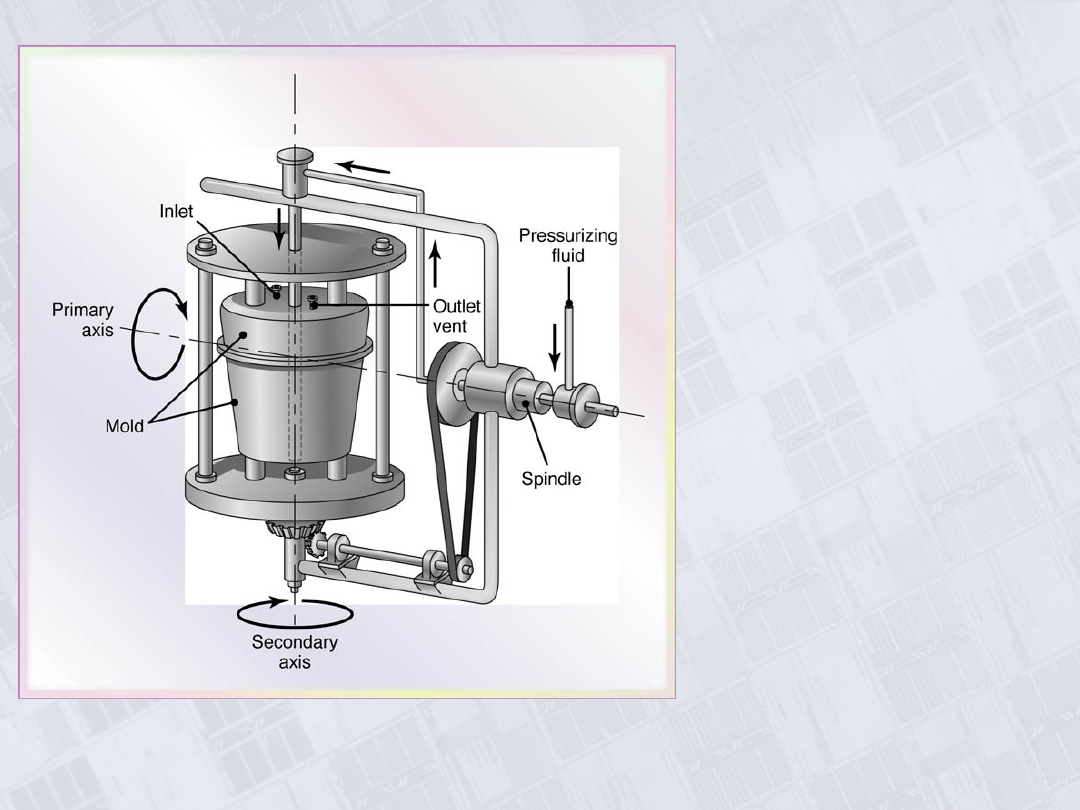
Rotational
Molding
Process
Figure 9.17 The rotational
molding (rotomolding or
rotocasting) process. Trash
cans, buckets, and plastic
footballs can be made by this
process.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
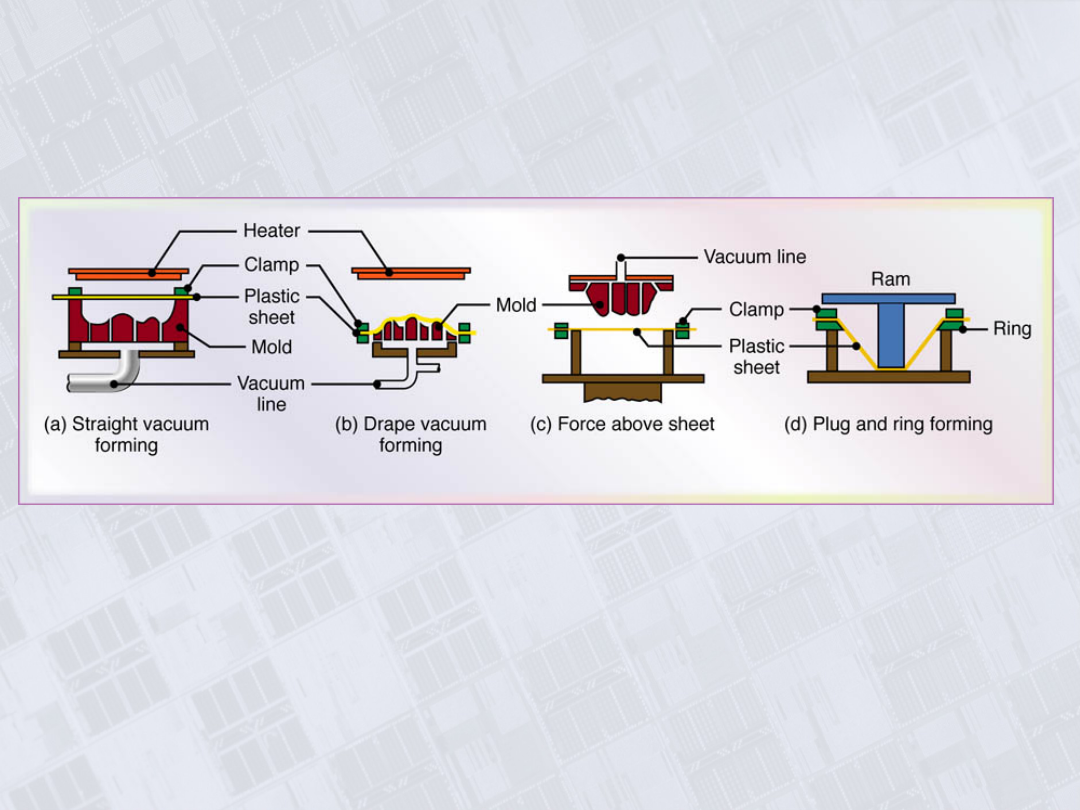
Thermoforming Process
Figure 19.18 Various thermoforming processes for a thermoplastic sheet. These
processes commonly are used in making advertising signs, cookie and candy trays,
panels for shower stall, and packaging.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
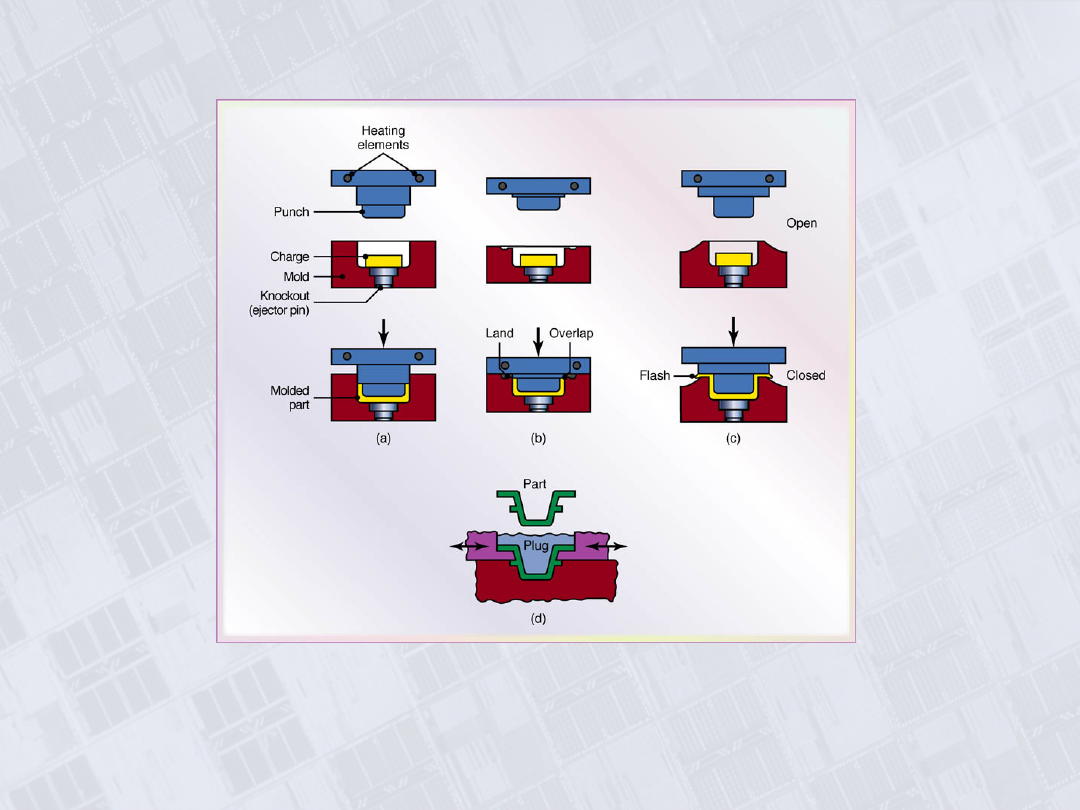
Compression Molding
Figure 19.19 Types of compression molding – a process similar to forging: (a)
positive, (b) semipositive, and (c) flash, which is later trimmed off. (d) Die
design for making a compression-molded part with external undercuts.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
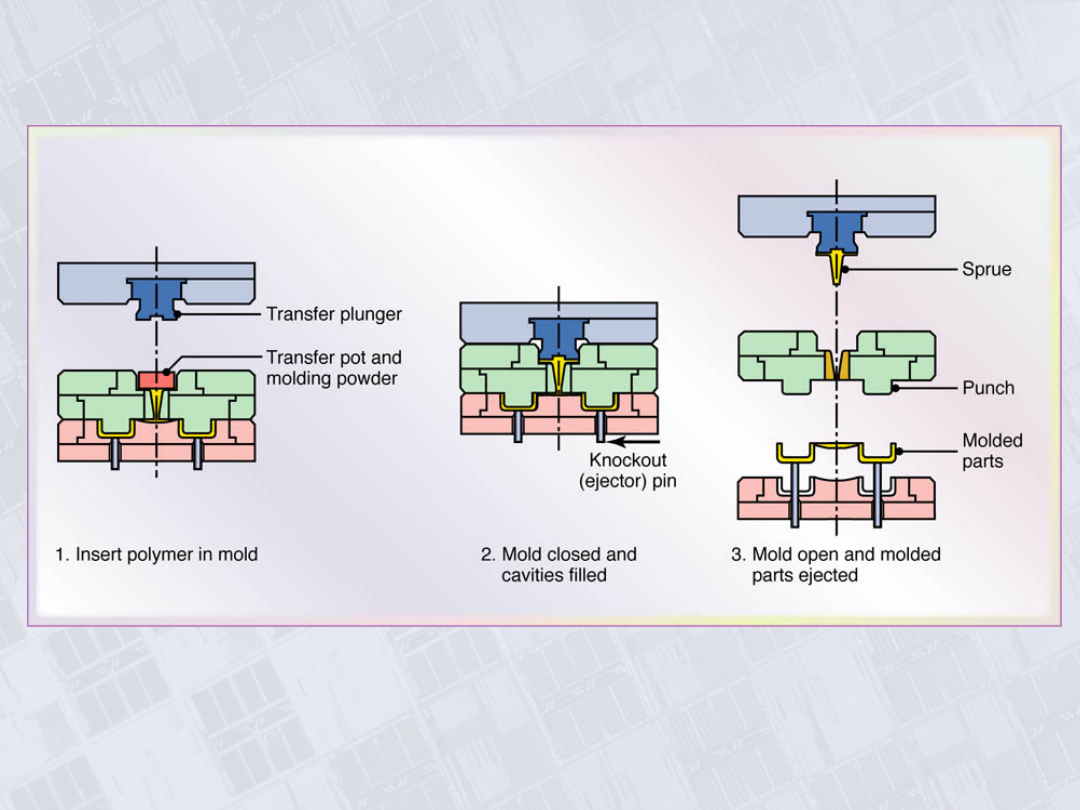
Transfer Molding
Figure 19.20 Sequence of operations in transfer molding for thermosetting
plastics. This process is suitable particularly for intricate parts with
varying wall thickness.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
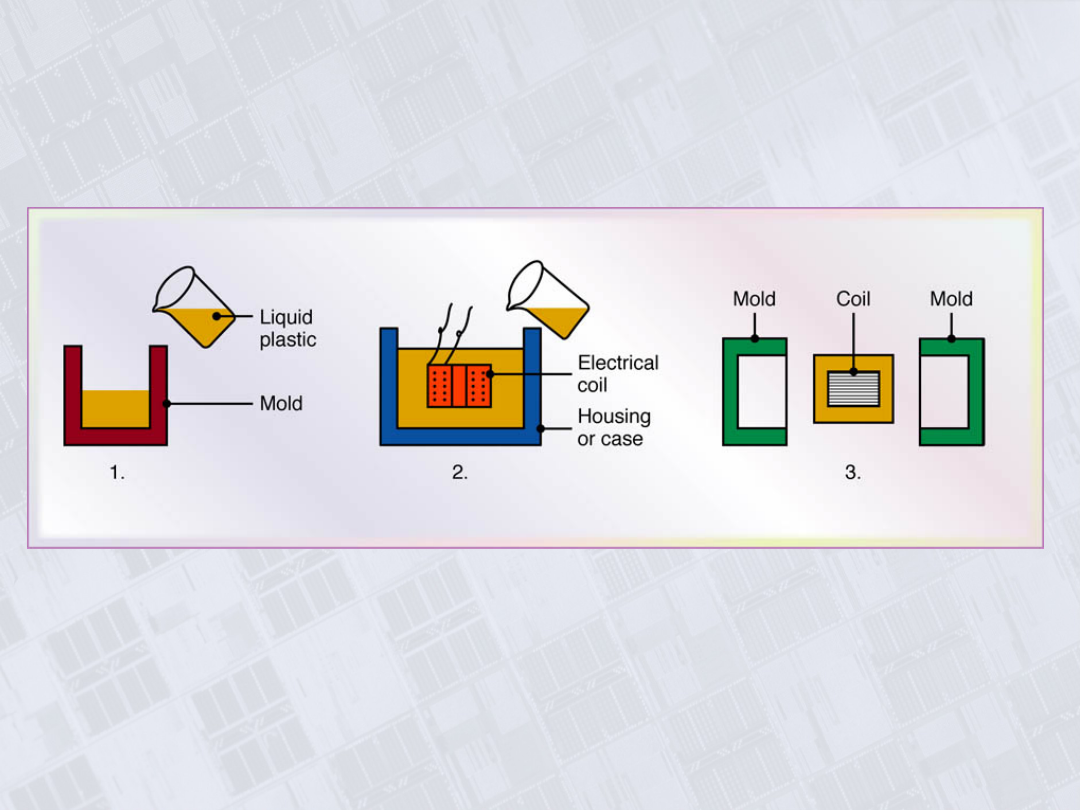
Processes for Plastics and Electrical
Assemblies
Figure 19.21 Schematic illustration of (a) casting, (b) potting, and (c)
encapsulation processes for plastics and electrical assemblies, where the
surrounding plastic serves as a dielectric.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
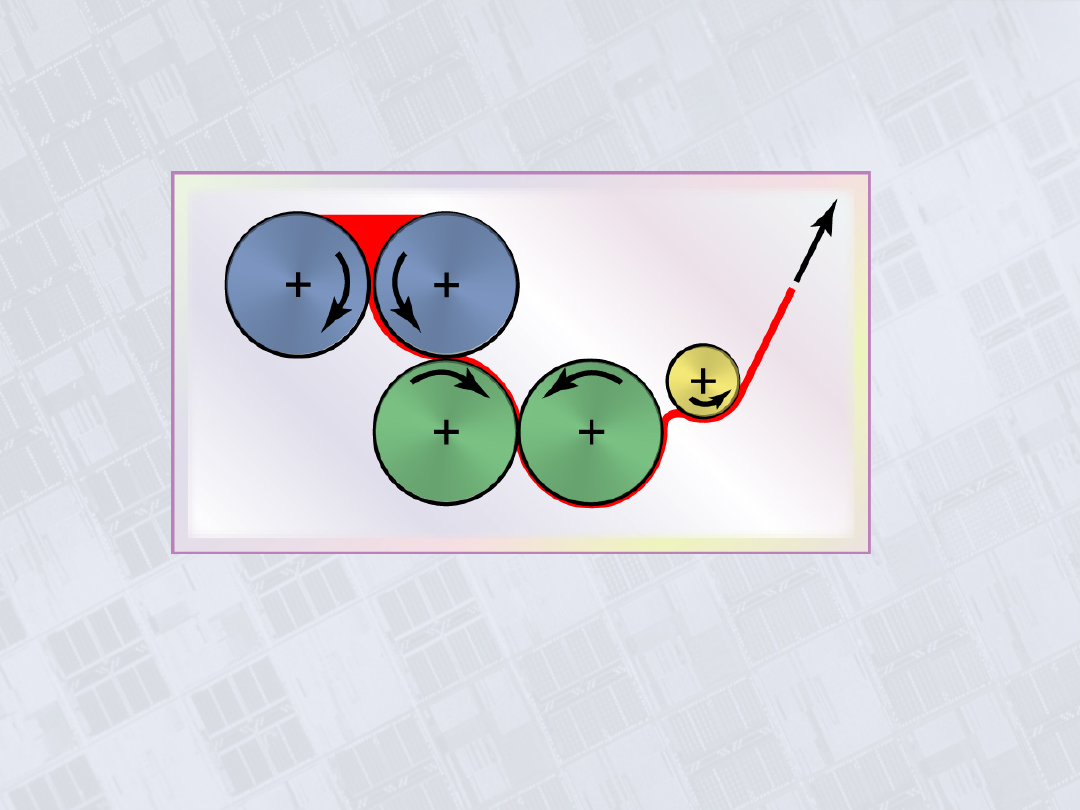
Calendering
Figure 19.22 Schematic illustration of calendering. Sheets produced
by this process subsequently are used in thermoforming. The process
also is used in the production of various elastomer and rubber
products.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
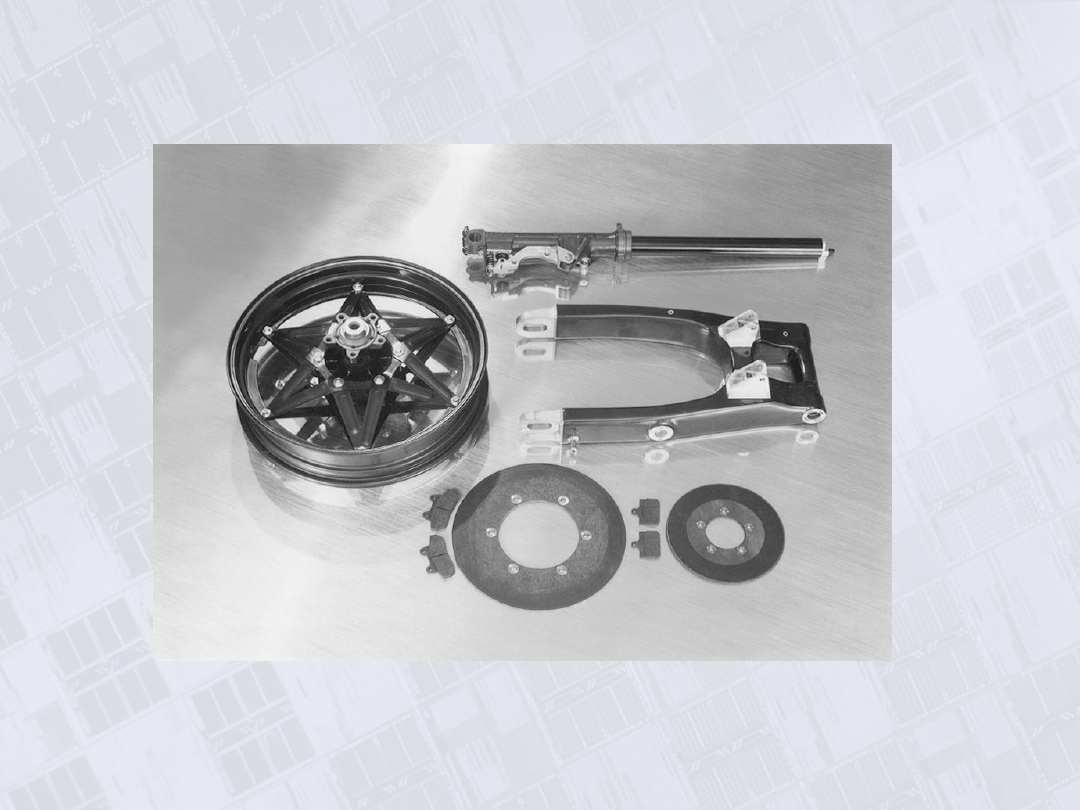
Motorcycle Components
Figure 19.23 Reinforced plastic components for a Honda motorcycle.
The parts shown are front and rear forks, rear swing-arm, wheel, and
brake disks.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
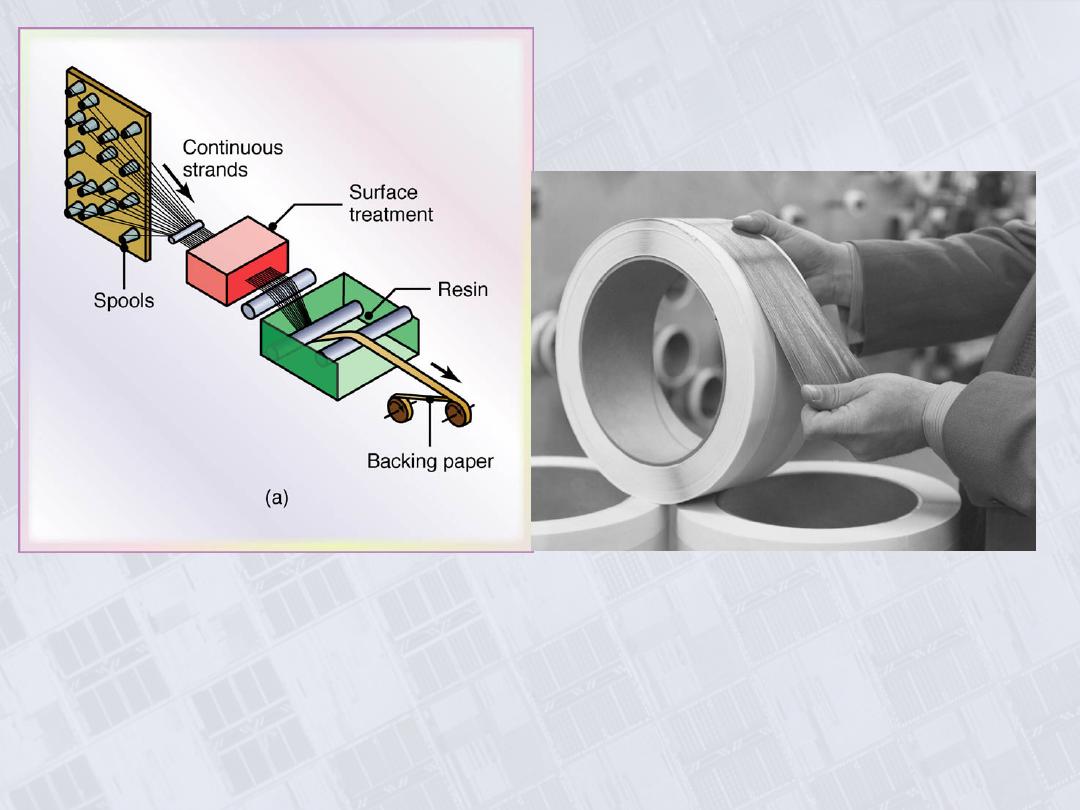
Tapes used in Making
Reinforced Plastic
Parts
Figure 19.24 (a) Manufacturing process for polymer-matrix composite tape. (b)
Boron-epoxy prepreg tape. These tapes are then used in making reinforced
plastic parts and components with high strength-to-weight ratios, particularly
important for aircraft and aerospace applications and sports equipment. Source:
(a) Courtesy of T. W. Chou, R. L. McCullough, and R. B. Pipes. (b) Courtesy of
Avco Specialty Materials/Textron.
(b)

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Tape and Tape-Laying System
(b)
(a)
Figure 19.25 (a) Single-ply layup of boron-epoxy tape for the horizontal
stabilizer for an F-14 fighter aircraft. (b) A 10-axis computer-numerical-
controlled tape-laying system. This machine is capable of laying up 75- and
150-mm (3- and 6-in.) wide tapes on contours of up to +/- 30 degrees and at
speeds of up to 0.5m/s (1.7 ft/s). Source: (a) Courtesy of Grumman Aircraft
Corporation. (b) Courtesy of The Ingersoll Milling Machine Company.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
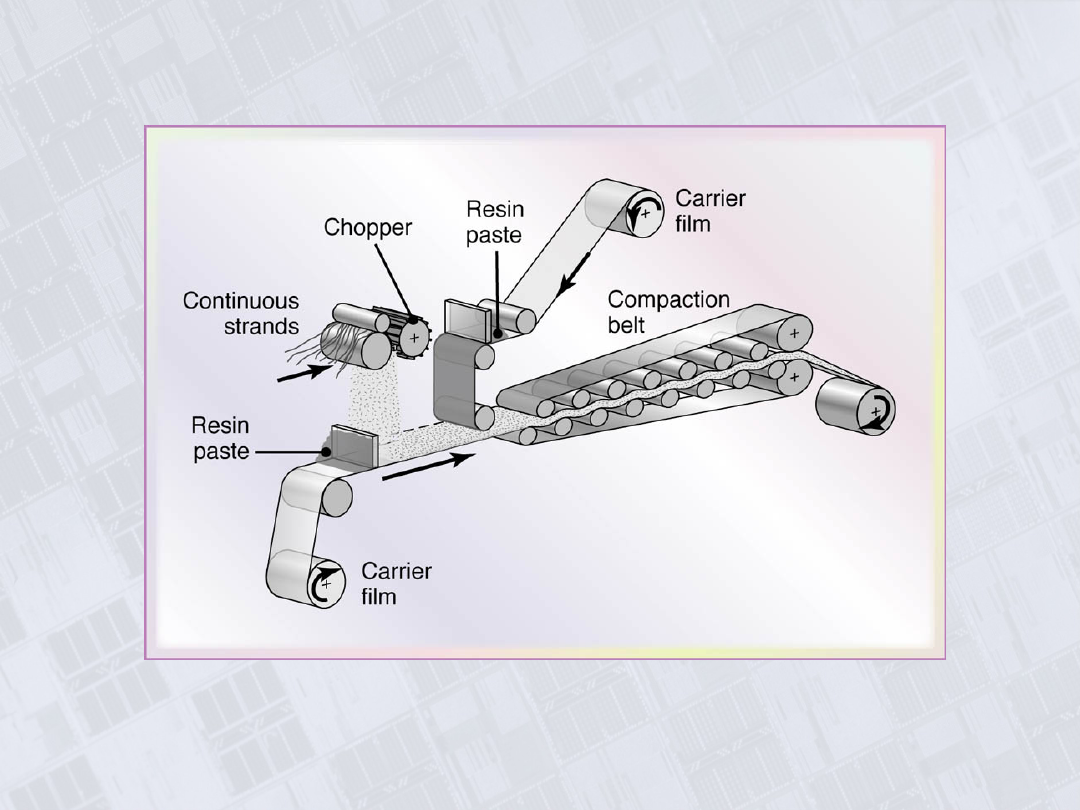
Production of Fiber-Reinforced Plastic Sheets
Figure 19.26 Schematic illustration of the manufacturing process for
producing fiber-reinforced plastic sheets. The sheet still is viscous at this
stage and later can be shped into various products. Source: After T. W.
Chou, R. L. McCullough, and R. B. Pipes.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
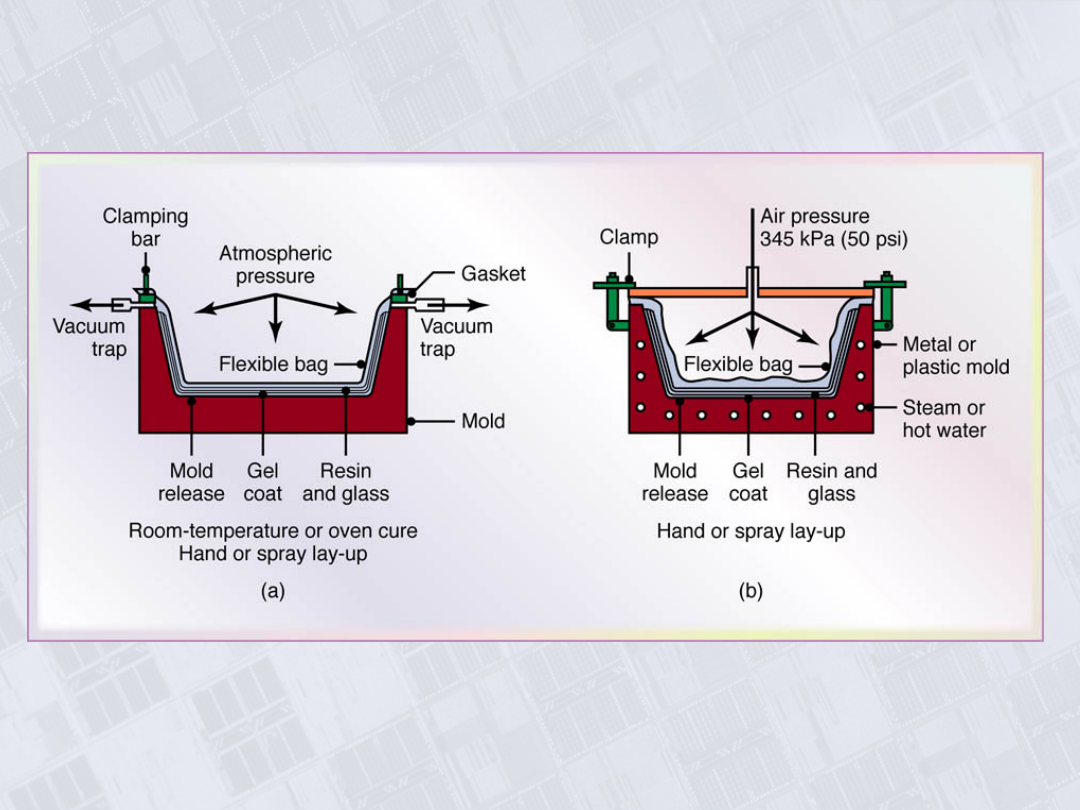
Vacuum-Bag Forming and Pressure-Bag
Forming
Figure 19.27 Schematic illustration of (a) vacuum-bag forming, and (b) pressure-
bag forming. These processes are used in making discrete reinforced plastic
parts. Source: After T. H. Meister.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
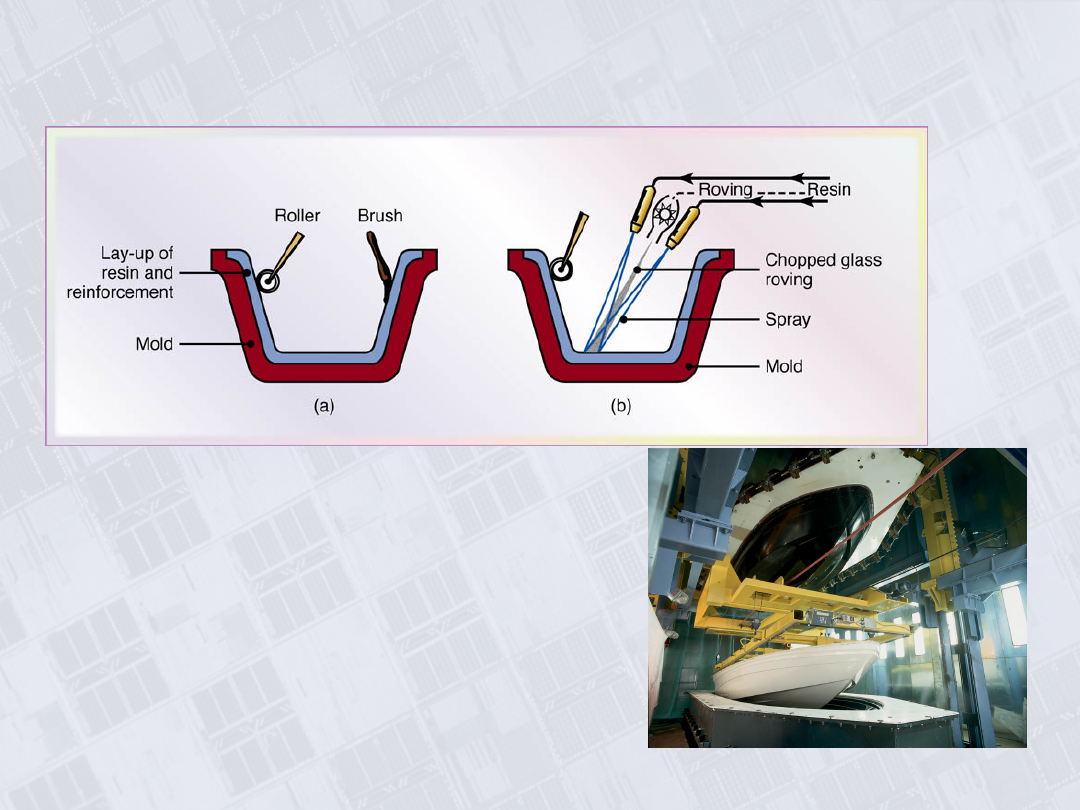
Open-Mold Processing
Figure 19.28 Manual methods of
processing reinforced plastics: (a) hand
lay-up, and (b) spray lay-up. Note that,
even though the process is slow, only
one mold is required. The figures show
a female mold, but male molds also are
used. These methods also are called
open-mold processing. (c) A boat hull
made by these processes.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
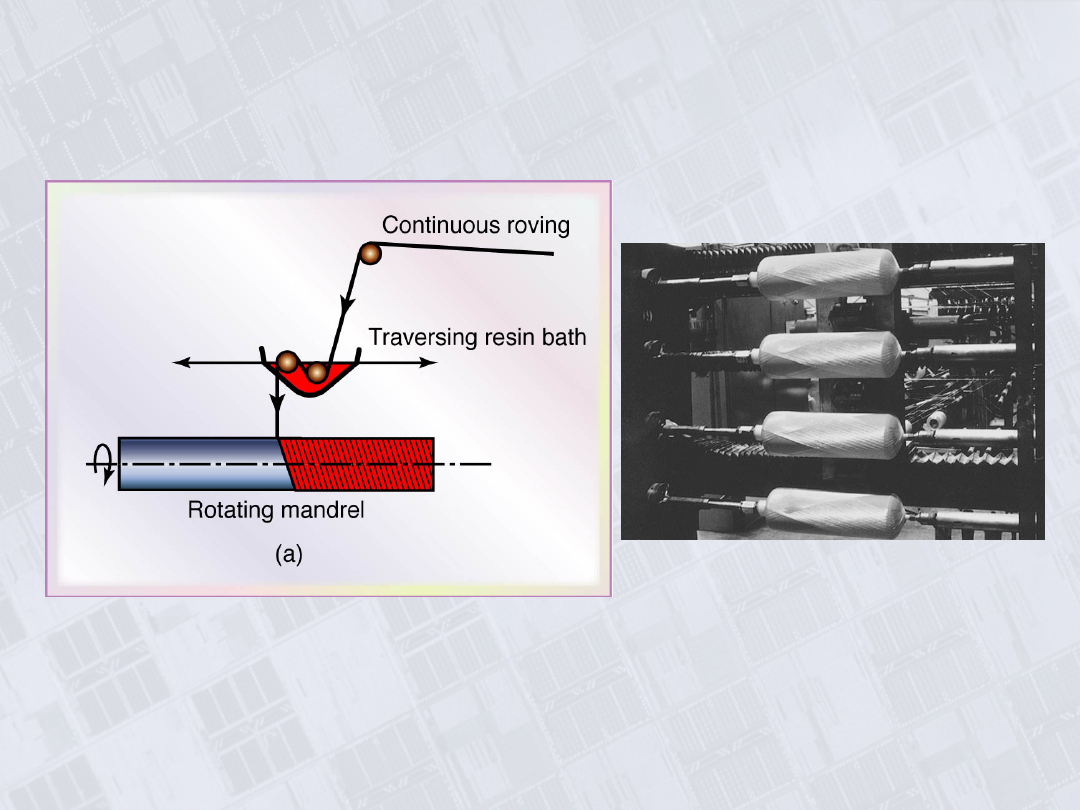
Filament-Winding
(b)
Figure 19.29 (a) Schematic illustration of the filament-winding process; (b)
fiberglass being wound over aluminum liners for slide-raft inflation vessels for
the Boeing 767 aircraft. The products made by this process have high strength-
to-weight ratio and also serve as lightweight pressure vessels. Source: Courtesy
of Brunswick Corporation.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
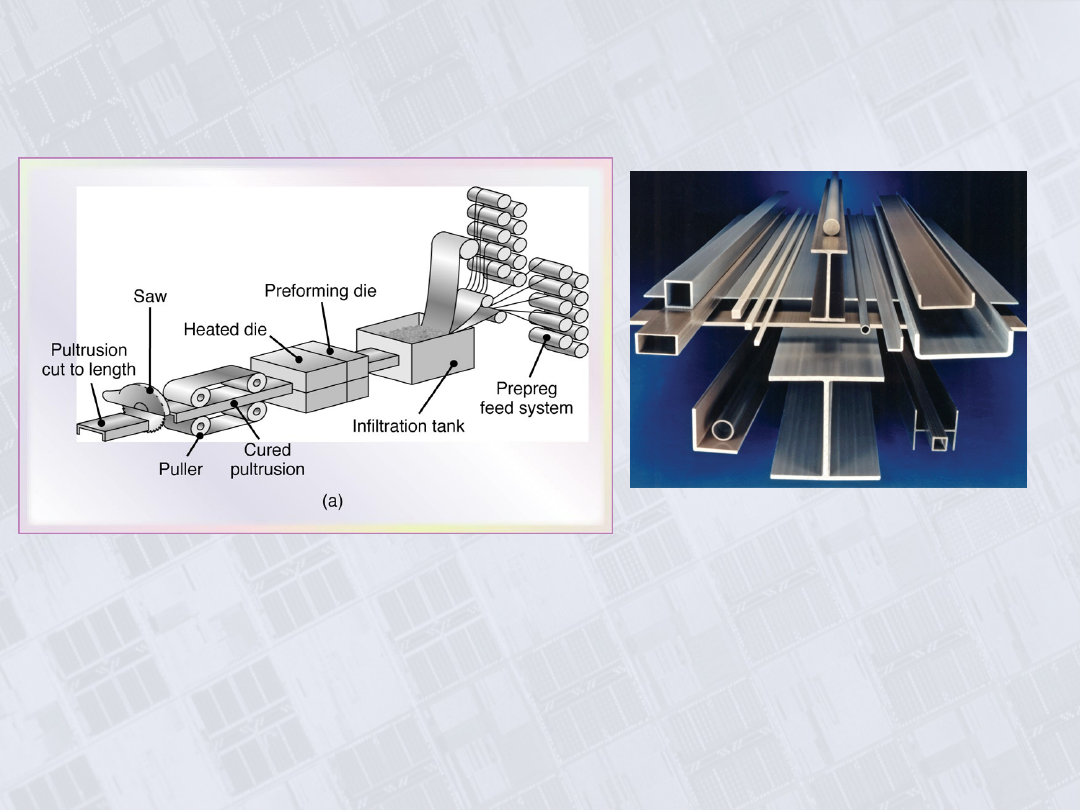
Pultrusion
Figure 19.30 (a) Schematic illustration of the pultrusion process. (b)
Examples of parts made by pultrusion. The major components of fiberglass
ladders (used especially by electricians) are made by this process. Unlike
aluminum ladders, they are available in different colors but are heavier
because of the presence of glass fibers. Source: Courtesy of Strongwell
Corporation.
(b)
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
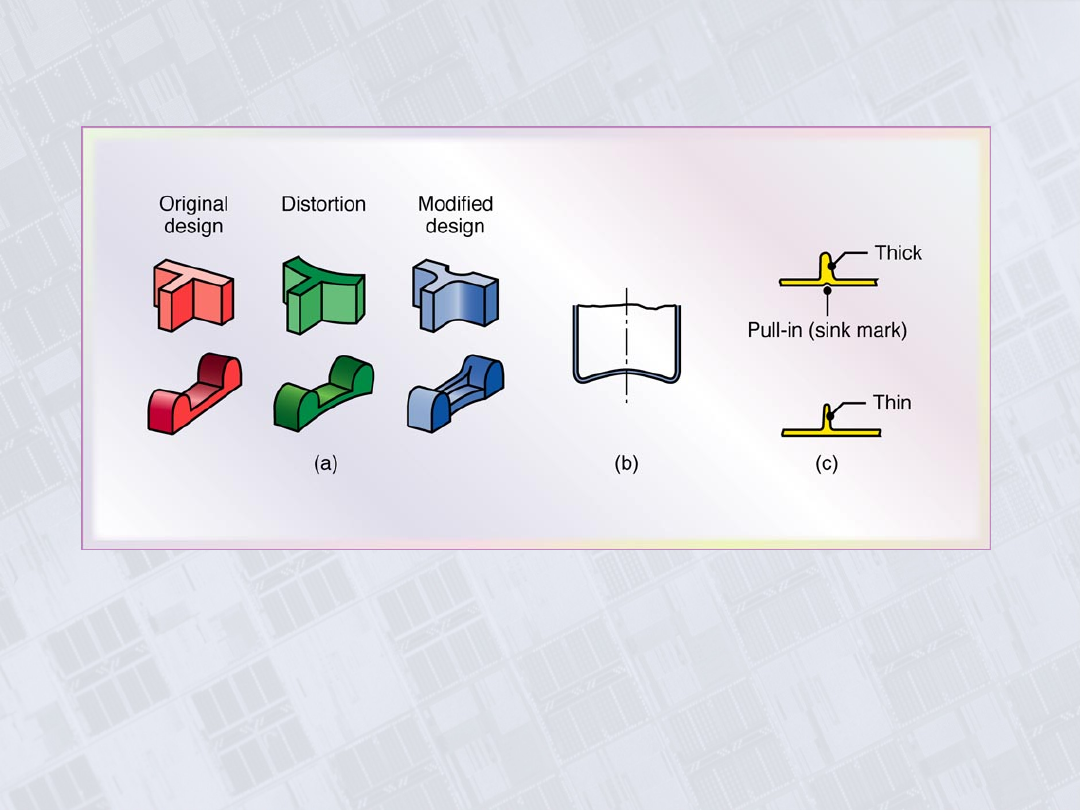
Design Modifications to Minimize Distortion in Plastic Parts
Figure 19.31 Examples of design modifications to eliminate or minimize
distortion in plastic parts: (a) suggested design changes to minimize
distortion; (b) stiffening the bottoms of thin plastic containers by doming –
a technique similar to the process used to shape the bottoms of aluminum
beverage cans; and (c) design change in a rib to minimize pull-in (sink
mark) caused by shrinkage during the cooling of thick sections in molded
parts.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
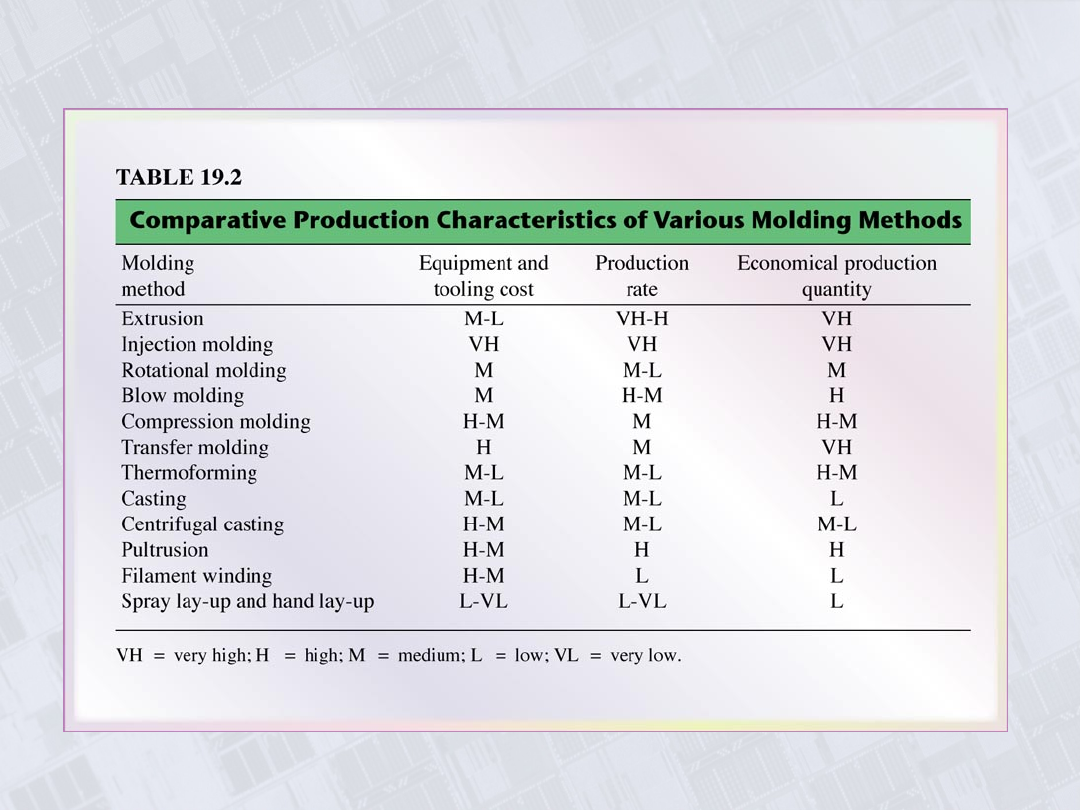
Production Characteristics of Molding
Methods
Document Outline
- Chapter 19
- Characteristics of Forming and Shaping Processes for Plastics and Composite Materials
- Forming and Shaping Processes for Plastics, Elastomers, and Composite Materials
- Extruder Schematic
- Extrusion Die Geometries
- Extrusion of Tubes
- Production of Plastic Film and Bags
- Melt-Spinning Process
- Injection Molding
- Injection Molding Sequence
- Products Made by Injection Molding
- Mold Features for Injection Molding
- Types of Molds used in Injection Molding
- EPOCH Hip Stem
- Injection-Molding Machine
- Reaction-Injection Molding Process
- Blow-Molding
- Rotational Molding Process
- Thermoforming Process
- Compression Molding
- Transfer Molding
- Processes for Plastics and Electrical Assemblies
- Calendering
- Motorcycle Components
- Tapes used in Making Reinforced Plastic Parts
- Tape and Tape-Laying System
- Production of Fiber-Reinforced Plastic Sheets
- Vacuum-Bag Forming and Pressure-Bag Forming
- Open-Mold Processing
- Filament-Winding
- Pultrusion
- Design Modifications to Minimize Distortion in Plastic Parts
- Production Characteristics of Molding Methods
Wyszukiwarka
Podobne podstrony:
Degradable Polymers and Plastics in Landfill Sites
PLASTIKI ODPOWIEDZI
ZX50 cap 12 (plastiche)
plastiki sprawko id 362078 Nieznany
3 OCENA SKURCZU WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzyw sztucznych, Plastiki sprawka
plastik 1
plastiki sprawko wypraski
Déchet plastiques en classe
Polyamides, Plastics
zabawa z inspirander.pl, Łódka z plastikowej butelki , Witraże
Plastics Eng extrusion
Genomes3e ppt ch19
Plastics Steel Brochure
Microcellular Plastics
SCIAGA TWORZYWA SZTUCZ, Studia, Przetwórstwo Tworzyw sztucznych, Plastiki sprawka
Plastiki w samochodach
PLASTIKI ODPOWIEDZI
Plastiki sprawka, MFRi, Kamil Mrozowski
5 WPŁYW PARAMETRÓW TECHNOLOGICZNYCH NA WŁAŚCIWOŚCI WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzy
więcej podobnych podstron