PRZETWÓRSTWO TWORZYW SZTUCZNYCH
OCENA WŁAŚCIWOŚCI PRZETWÓRCZYCH TWORZYW SZTUCZNYCH
Cel ćwiczenia.
Wyznaczenie masowego wskaźnika szybkości płynięcia (MFR) oraz krzywej lepkości.
Określenie właściwości technologicznych tworzywa sztucznego na MFR.
Opis metody wyznaczenia wskaźnika szybkości płynięcia.
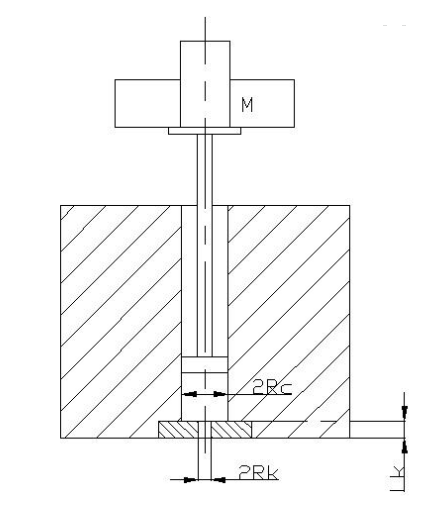
szkic przyrządu
M - obciążenie tłoka;
Rc - średnica cylindra;
Rk - średnica kapilary;
Pomiar MFR polega na wytłoczeniu w znormalizowanych warunkach próbki materiału i zważeniu jej. Wynik pomiaru podaje się w g/10min. Wskaźnik szybkości płynięcia jest miara płynności materiału, a więc odwrotności lepkości. Reprezentuje on jeden punkt na krzywej lepkości tego materiału, określonej w temperaturze pomiaru. Nie definiuje on jednoznacznie badanego materiału i może być taki sam dla tworzyw o różnych charakterystykach lepkości.
Warunki pomiaru MFR.
m - średnia masa wytłoczonych odcinków tworzywa,
tref - czas odniesienia, s,
t - odstęp czasu odniesienia, s,
To - temperatura próby (oznaczania),
M - nominalne obciążenie tłoka
Rodzaj tworzywa sztucznego |
Temperatura T [oC] |
Czas odniesienia Tref [min] |
Czas odcinania to [s] |
Moplen HP500N (polipropylen) |
190 |
10 |
30 |
Masy poszczególnych wytłoczek [g] |
|||||||||
0,5725 |
0,5003 |
0,5923 |
0,5543 |
0,4970 |
0,3795 |
0,4251 |
0,3748 |
0,4149 |
0,4002 |
Obliczenie MFR
mśr = 0,47109 g
MFR(To, M) = 9,4218 g/10min
Cel i znaczenie konstruowania krzywej lepkości tworzywa.
Krzywa lepkości to graficzne przedstawienie zależności lepkości od prędkości ścinania w logarytmicznym układzie współrzędnych (logη=f(log(dγ/dt))). Konstruowana jest w celu umożliwienia porównania lepkości tworzywa w różnych temperaturach oraz porównania charakteru zmian lepkości dla różnych tworzyw, a także jako podstawa do określenia spodziewanej lepkości tworzywa dla prędkości ścinania różnych od pomiarowych, co ma szczególne znaczenie w projektowaniu procesów przetwórczych.
Wyznaczanie krzywej lepkości na podstawie MFR przebiega wg następującego schematu:
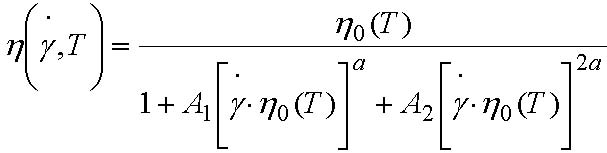
a) Wyznaczenie lepkości tworzywa η(γ*, T*), przy określonej szybkości ścinania γ i temperaturze T* na podstawie MFR wg wzorów:
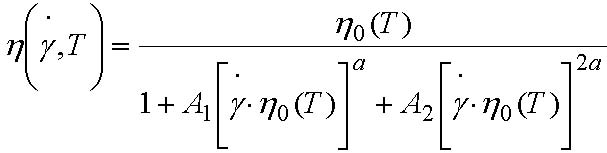
b) Wyznaczenie lepkości zerowej ηo(T*) z równania:
Gdzie: A1=1,386•10-2
A2=1,462•10-3
α=0,355
c) Obliczenie lepkości dla żądanego zakresu szybkości ścinania przy użyciu parametru ηo(T*) wg wzoru jak w punkcie b),
d) Dodatkowo istnieje możliwość określenia lepkości zerowej ηo(T), w odniesieniu do innej temperatury T na podstawie równania WLF:
![]()

Obliczenie krzywej lepkości.
Rk=1,0475mm
Rc=4,715mm
Lk=8mm
F=2,12kg=20,7972N
![]()
τw=0,019018 N/mm2
=19,77 1/s ![]()
![]()
=0,01784cm3/s=17,84mm3/s
![]()
=961,957N*s/m2 T=190oC
T=190oC
![]()
= 1187N*s/m2
|
η( |
1 |
851,615 |
10 |
469,2068 |
100 |
153,435 |
1000 |
35,93223 |
10000 |
7,437274 |
100000 |
1,4809 |
1000000 |
0,2911 |

Tg= -20oC
ηo(T=200oC)=1045,75N*s/m2
ηo(T=220oC)=833,11N*s/m2
Dla temp. 200oC
|
η( |
1 |
764,92 |
10 |
433,1145 |
100 |
145,3727 |
1000 |
34,44 |
10000 |
7,155 |
100000 |
1,4265 |
1000000 |
0,2805 |
Dla temp. 220oC
|
η( |
1 |
629,1837 |
10 |
373,5666 |
100 |
131,6041 |
1000 |
31,8934 |
10000 |
6,6744 |
100000 |
1,3336 |
1000000 |
0,2624 |
Zestawienie krzywych lepkości
WNIOSKI:
Wyznaczanie krzywej lepkości na podstawie masowego wskaźnika szybkości płynięcia MFR jest metodą wymagającą wykonania minimalnej liczby pomiarów (w przeciwieństwie do metod dokładnych wyznaczania krzywej na podstawie pomiarów szybkości płynięcia), zapewniającą jednak dostateczną dokładność w zastosowaniach przemysłowych,
Dokładnie opracowany model Winogradowa-Małkina pozwala na stosunkowo proste opracowanie programu komputerowego służącego do wyznaczania krzywej lepkości tylko na podstawie masowego wskaźnika szybkości płynięcia MFR,
Wyznaczony przez nas współczynnik jest miara przydatności tworzywa do dalszej przeróbki i przybliża nam jego własności.
1
Wyszukiwarka
Podobne podstrony:
plastiki sprawko id 362078 Nieznany
3 OCENA SKURCZU WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzyw sztucznych, Plastiki sprawka
plastiki sprawko wypraski
SCIAGA TWORZYWA SZTUCZ, Studia, Przetwórstwo Tworzyw sztucznych, Plastiki sprawka
5 WPŁYW PARAMETRÓW TECHNOLOGICZNYCH NA WŁAŚCIWOŚCI WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzy
2 Dokładność kształtowo wymiarowa wyrobów z tworzyw sztucznych, Studia, Przetwórstwo Tworzyw sztuczn
Plastiki sprawka, dokladnosc
Plastiki sprawka, Systemy CAE
sprawko 34 kamil mrozek, MIBM WIP PW, fizyka 2, sprawka fiza 2
plastiki sprawko 2, Materiały polibuda, Semestr IV, Przetwórstwo tworzyw sztucznych
4 wpływ parametrów wtryskiwania na jakość formowanych wyprasek, Studia, Przetwórstwo Tworzyw sztuczn
Plastiki sprawka, spraw, Nazwisko:
plastiki sprawko id 362078 Nieznany
sprawko z praktyk, aaa, studia 22.10.2014, Materiały od Piotra cukrownika, materialy Kamil, płytkas
więcej podobnych podstron