
Zasady
Harmonogramowani
a Operacyjnego
Andrzej Wycisło
Piotr Malmon
Warszawa 2012
Plan prezentacji:
1.
Pojęcie harmonogramowania.
2.
Harmonogram w przypadku produkcji na magazyn -
MTS.
3.
Harmonogram w przypadku produkcji na zamówienie -
MTO.
4.
Problemy
harmonogramowania
oraz
pojęcie
heurystyki.
5.
Zasady harmonogramowania oparte o procedury
heurystyczne.
6.
Przykład harmonogramu operacyjnego dla jednej
operacji technologicznej.
7.
Obliczanie wskaźnika pilności.
8.
Podsumowanie.
HARMONOGRAMOWANIE
- jest to wykres lub opis
poszczególnych operacji (zadań) uwzględniający
jednostki terminowania, w których te operacje
(zadania) będą wykonywane. Jest podstawą
każdego procesu sprawnego i efektywnego
organizowania pracy produkcyjnej.
Harmonogramy
można
stosować
do
„rozmieszczenia
w czasie” wielu różnych operacji, zadań czy też
czynności,
a
horyzont
czasowy
takiego
harmonogramu
powinien
być
zgodny
z
horyzontem planistycznym.
W zarządzaniu produkcją szczególną rolę ogrywają plany
operacyjne
(krótkoterminowe)
i
związane
z
nimi
harmonogramy
operacyjne.
1. Harmonogram w przypadku produkcji na magazyn MTS:
•
Stały w określonym horyzoncie planistycznym.
•
Głównym problemem jest równoważenie przepływu materiału
(balansowanie).
•
Umożliwia zapewnienie zadowalającego obciążenia.
•
Harmonogram operacyjny zmienia się dopiero w kolejnym
okresie planistycznym.
•
Jest to harmonogram statyczny.
•
Powinien precyzować czas odbioru i przekazania do magazynu
określonej partii produktów.
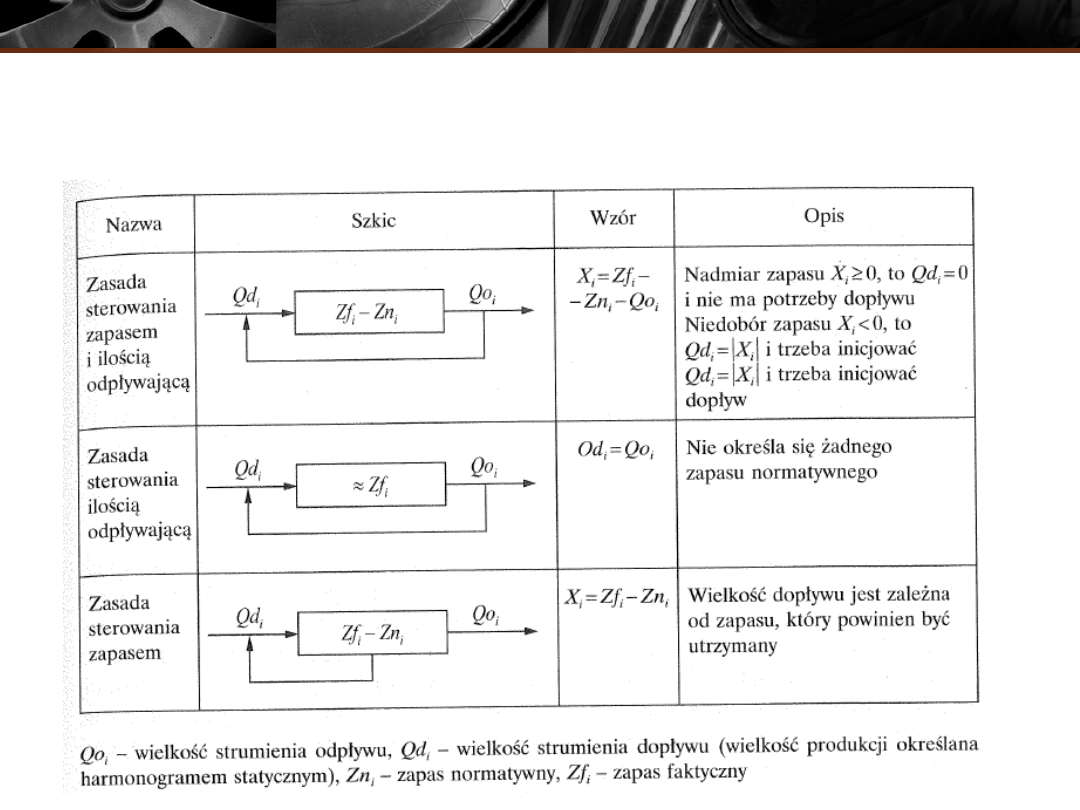
Podstawą budowy takich harmonogramów są modele
sterowania zapasem magazynowym, które przedstawione są
w tabeli poniżej:
2. Harmonogram w przypadku produkcji na zamówienie -
MTO:
•
Ulega częstym korektom z powodu konieczności zmian w
obciążeniu stanowisk.
•
Jest to harmonogram dynamiczny.
•
Przewidywane są jego korekty.
•
Głównym problemem jest znalezienie najlepszej kombinacji
zleceń produkcyjnych i zasobów.
•
Najczęściej przedstawiany jest za pomocą wykresu Gantta.
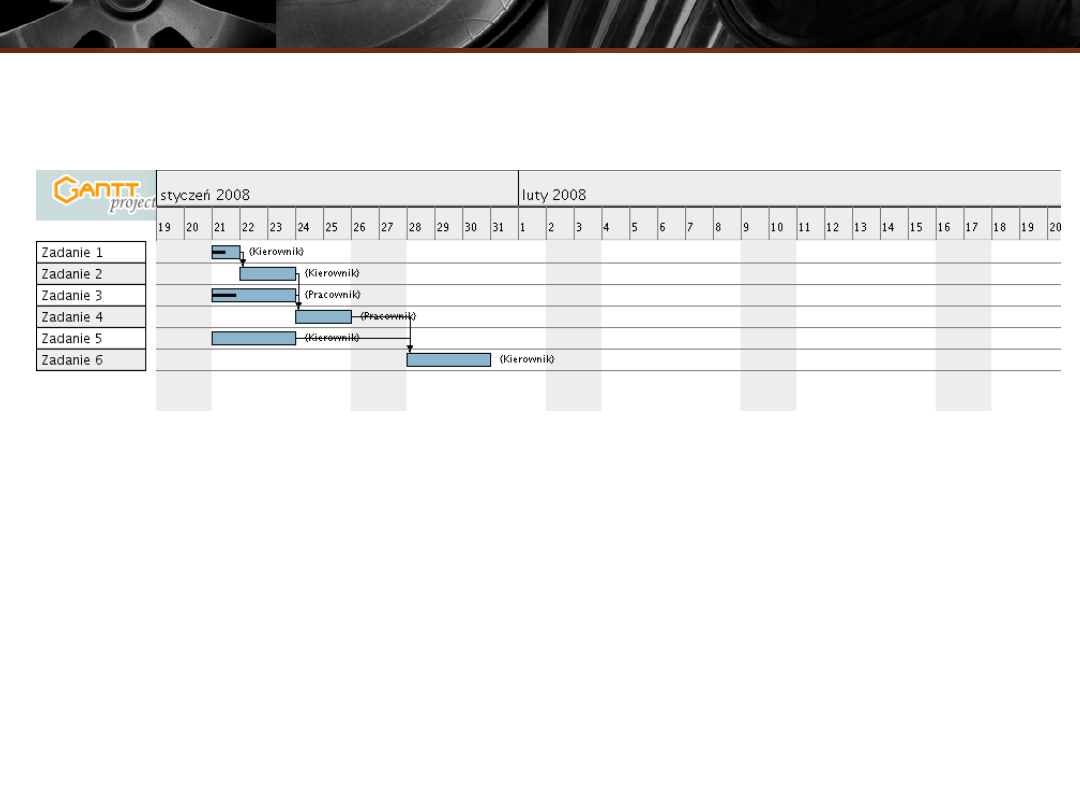
Przykładowy wykres Gantta:
•
Oś X jest osią czasu, na której zaznaczono jednostki
terminowania.
•
Oś Y stanowią stanowiska lub pracownicy, którzy wykonują
określone operacje procesu wytwórczego.
•
Operacje oznaczone są „paskami” bądź liniami, których długość
odpowiada czasowi realizacji danej operacji.
Może wydawać się, że problem
harmonogramowania jest łatwy do rozwiązania
a metody są bardzo proste. Problem jednak
komplikuje się w sytuacjach rzeczywistych,
kiedy zwiększa się liczba realizowanych zleceń,
kiedy obciążenia poszczególnych stanowisk
determinują możliwość wykonania operacji,
kiedy nie ma możliwości zmiany kolejności
wykonywanych operacji, kiedy zmieniają się
kolejności wykonywania operacji itp. Tego typu
„zmiennych” i zakłóceń jest w rzeczywistości
bardzo wiele, dlatego opracowanie
„optymalnego” harmonogramu jest
zagadnieniem niezwykle złożonym.
W praktyce zasady harmonogramowania najczęściej
oparte są o metody heurystyczne.
HEURYSTYKA
- jest to umiejętność znajdywania
właściwych rozwiązań. Procedury heurystyczne
związane są z metodą prób i błędów, dzięki
czemu dochodzimy stopniowo do akceptowalnego
rozwiązania.
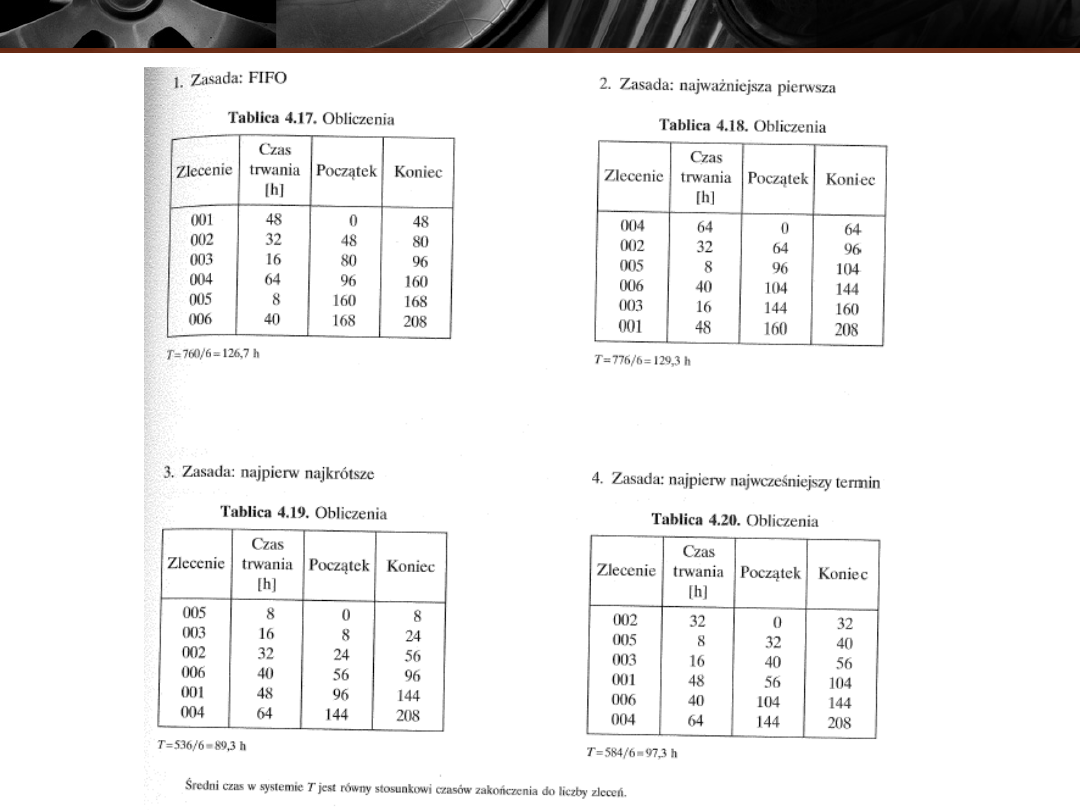
Zasada
FIFO
(First in First out),
pierwsze przyszło
- pierwsze wyszło
:
Opracowanie
harmonogramu
odbywa
się
z
uwzględnieniem
zasady,
że
pierwsze
w
harmonogramie
jest zlecenie, które pierwsze
przyszło, a następnie kolejne przygotowane przez
dział przygotowania produkcji; jest to zasada łatwa w
użyciu, jednakże stwarza możliwość opóźnienia prac
ważniejszych.
Zasada
najpierw najważniejsze prace
:
Przypisuje się poszczególnym zleceniom (klientom)
określone wagi; zleceniom ważniejszym nadaje się
wyższy priorytet, a prace o niższym priorytecie mogą
niekiedy długo oczekiwać na wykonanie.
Zasada
najpierw najkrótsze prace
:
Ujmuje się w harmonogramie najpierw zlecenia o
najkrótszym czasie wykonania; powoduje to
minimalizację przeciętnego czasu zlecenia, przy
czym możliwe jest długie oczekiwanie na
wykonanie prac czasochłonnych.
Zasada
najpierw prace o wcześniejszym
terminie realizacji
:
Podstawą
przygotowania
harmonogramu
jest
termin realizacji zlecenia; zlecenia z wcześniejszym
terminem realizacji wykonywane są jako pierwsze;
zasada ta może jednak powodować powstanie
opóźnień w realizacji niektórych zleceń.
Przedstawione sposoby tworzenia harmonogramów mogą być ze
sobą łączone.
PRZYKŁAD
Harmonogram operacyjny dla jednej operacji
technologicznej.
Na centrum obróbkowym M30 Millturn wykonywane są w jednej
operacji
wszystkie zabiegi dotyczące 6 różnych zleceń wykonania części
zamiennych (zlecenia od 001 do 006). Obliczony czas
wykonania
poszczególnych zleceń przedstawiono w poniższej tabeli:
Czas wykonania zleceń
Nu
mer
zlec
eni
a
00
1
00
2
00
3
00
4
00
5
00
6
Cza
s
[h]
48 32 16 64 8 40
Korzystając z zasad stosowanych podczas budowy
harmonogramu stanowiskowego, wyznaczyć taką kolejność
realizacji zleceń, dla której średni czas przebywania zlecenia na
stanowisku roboczym jest najkrótszy.
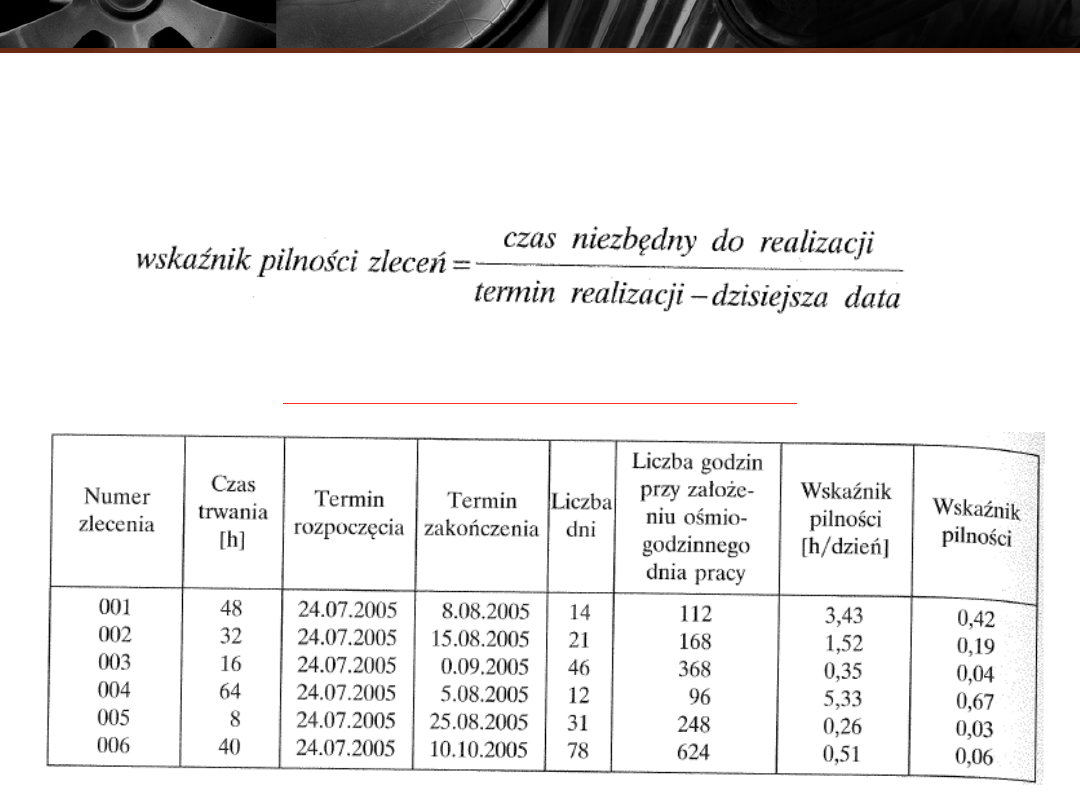
Przy ustalaniu kolejności zleceń celowe jest w wielu
przypadkach określenie wskaźnika pilności i kierowanie się nim
podczas budowy harmonogramu:
Obliczenia wskaźnika pilności:
PODSUMOWANIE:
•Harmonogram pozwala podjąć decyzje dotyczące wykonania
odpowiednich operacji jakiegoś procesu w określonym czasie.
Stanowi on podstawę organizowania produkcji.
•W przypadku produkcji na magazyn - MTS harmonogram jest
stały
w danym okresie planistycznym - jest to harmonogram
statyczny.
W przypadku produkcji na zamówienie - MTO harmonogram
ulega zmianom, między innymi ze względu na ciągłe zmiany
„portfela zleceń”. Taki harmonogram, w którym następują
próby bieżącego dostosowania harmonogramu do sytuacji w
systemie
produkcyjnym
nazwano
harmonogramem
dynamicznym.
•Istotą harmonogramowania jest znalezienie najlepszej
kombinacji zleceń produkcyjnych i zasobów.
–
Pająk E.: Zarządzanie produkcją. Produkt, technologia,
organizacja. Warszawa: Wydawnictwo Naukowe PWN SA 2006;
–
Durlik I.: Inżynieria zarządzania. Cz. II. Warszawa: Placet
2007;
–
Pasternak K.: Zarys zarządzania produkcją. Warszawa:
PWE 2005;
–
Internet: http://mfiles.pl
Bibliografia:
Dziękuję
za
uwagę
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
Wyszukiwarka
Podobne podstrony:
rachunkowość zasady ewidencji operacji gospodarczych (8 str)(1), Rachunkowość finansowa, Rachunkowos
Zasady ewidencji operacji gospodarczych
Zasady ustalania operacji, Ukw, II Lic, Drewno
Blok operacyjny zasady postÄTpowania , wyglÄ d
zasady grupy, java, javascript, oprogramowanie biurowe, programowanie, programowanie 2, UTK, systemy
zasady ewidencji działalności operacji gospodarczych, rachunkowość
39. Zasady zabezpieczen lokalnych, Sytemy Operacyjne i Sieci Komputerowe
Zasady bezpieczeństwa w Windows, Szkoła, Systemy Operacyjnie i sieci komputerowe, systemy, semestr I
Harmonogram zadań umożliwia planowanie automatycznie wykonywanych zadań, Sytemy operacyjne i sieci k
Zasady aplikowania o środki w ramach Programu Operacyjnego Kapitał Ludzki, Pedagogika, zakładanie pr
CPM i harmonogram, Zarządzanie i inżynieria produkcji - IE - UE Wroc, 4 rok, Badania operacyjne
zasady operacjonalizacji celow ksztalcenia, Pedagogika
chrobot,operacyjne sterowanie wytwarzaniem, łączenie zaawansowanego harmonogramowania z symulacją
Zasady wydawania poleceń systemu operacyjnego DOS., edukacja i nauka, Informatyka
zasady-zal wso2-06, wisisz, wydzial informatyki, studia zaoczne inzynierskie, wielodostepne systemy
Blok operacyjny zasady postÄTpowania , wyglÄ d
zasady grupy, java, javascript, oprogramowanie biurowe, programowanie, programowanie 2, UTK, systemy
więcej podobnych podstron