
Spawanie MIG, TIG i inne
Paweł Pawelec, 229116

Spawanie jest procesem trwałego
łączenia materiałów, polegającym na
stopieniu brzegów materiału
rodzimego (najczęściej z podaniem
materiału dodatkowego).
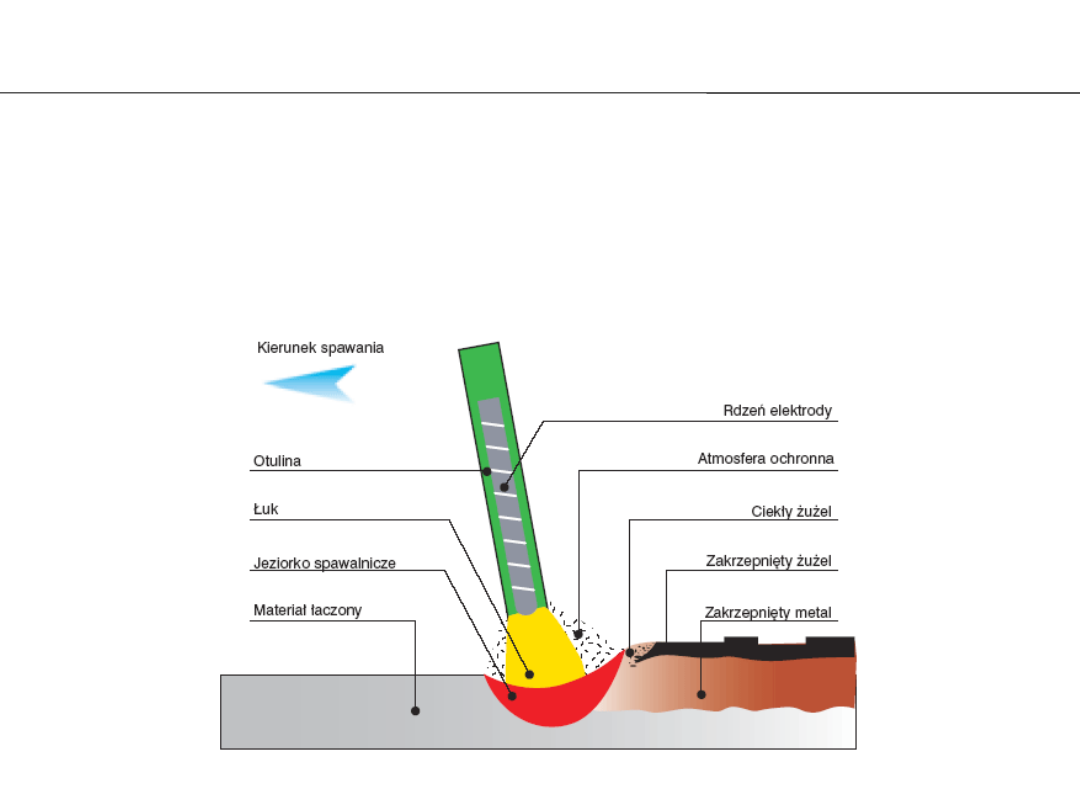
Spawanie ręczne elektrodą otuloną
Metoda spawania elektrodą otuloną jest
najstarsza i najbardziej uniwersalną metodą.
Polega na łączeniu materiałów za pomocą
topliwej elektrody pokrytej otuliną z
odpowiednio dobranych składników.
Spawanie ręczne elektrodą otuloną
Zalety:
• duża uniwersalność
• mały koszt materiałów i urządzeń spawalniczych
• „mobilność” metody – spawać można praktycznie
wszędzie, gdzie jest źródło prądu
Wady:
• jakość spoiny zależy od umiejętności spawacza
• konieczność wymiany elektrod
• duża wrażliwość na wilgotność
• brak osłony przed działaniem atmosfery
• mała wydajność spawania
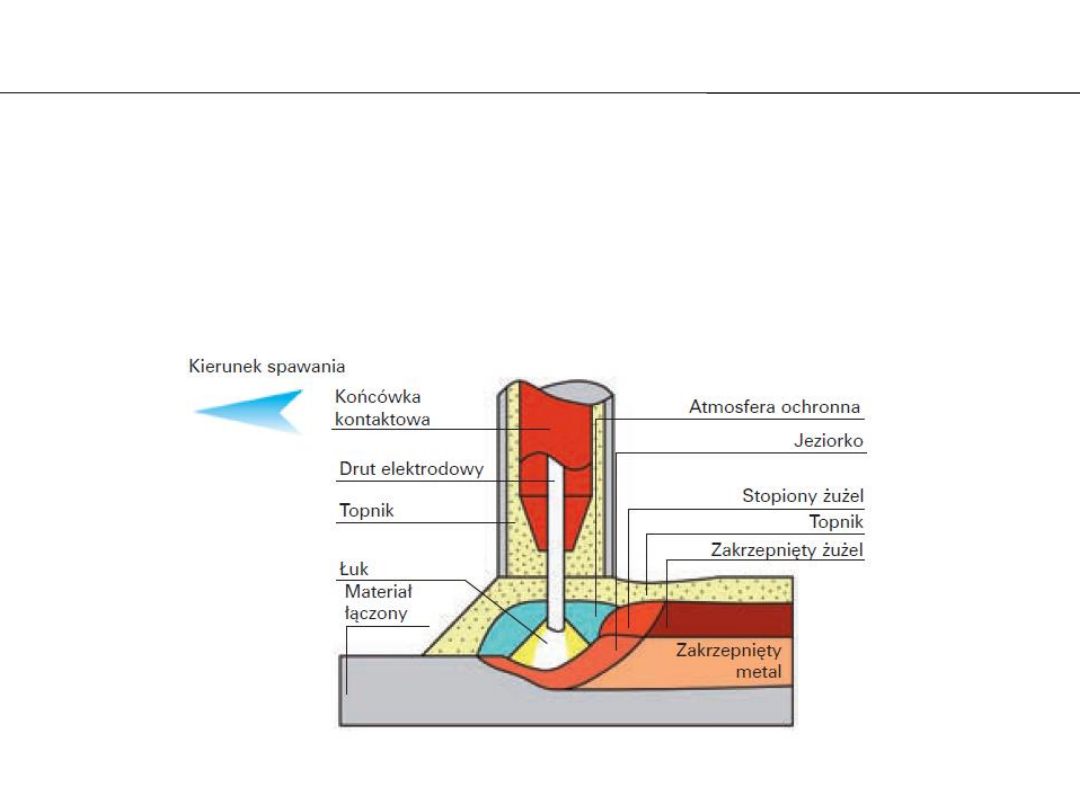
Spawanie łukiem krytym
Metoda spawania łukiem krytym (pod
topnikiem) polega na topieniu brzegów
łączonych materiałów za pomocą łuku
elektrycznego, jarzącego się pod warstwą
specjalnego proszku – topnika.
Spawanie łukiem krytym
Zalety:
• duża sprawność procesu
• duża wydajność spawania (3-6 razy wyższa niż elektrodą
otuloną)
• dobra jakość spoiny – topnik zapewnia jej skuteczną ochronę
przed powietrzem, jednorodność jej składu chemicznego oraz
powolne stygnięcie
Wady:
• brak możliwości obserwowania procesu spawania
• konieczność zbierania i suszenia topnika, a także usuwania
żużlu z spoiny
Zastosowanie:
• spoina czołowa i pachwinowa
• grubość łączonych materiałów: 3 – 100mm
• spawane materiały: - przeważnie stale niskostopowe,
niskowęglowe oraz wysokostopowe
- metale nieżelazne – miedź, aluminium, tytan
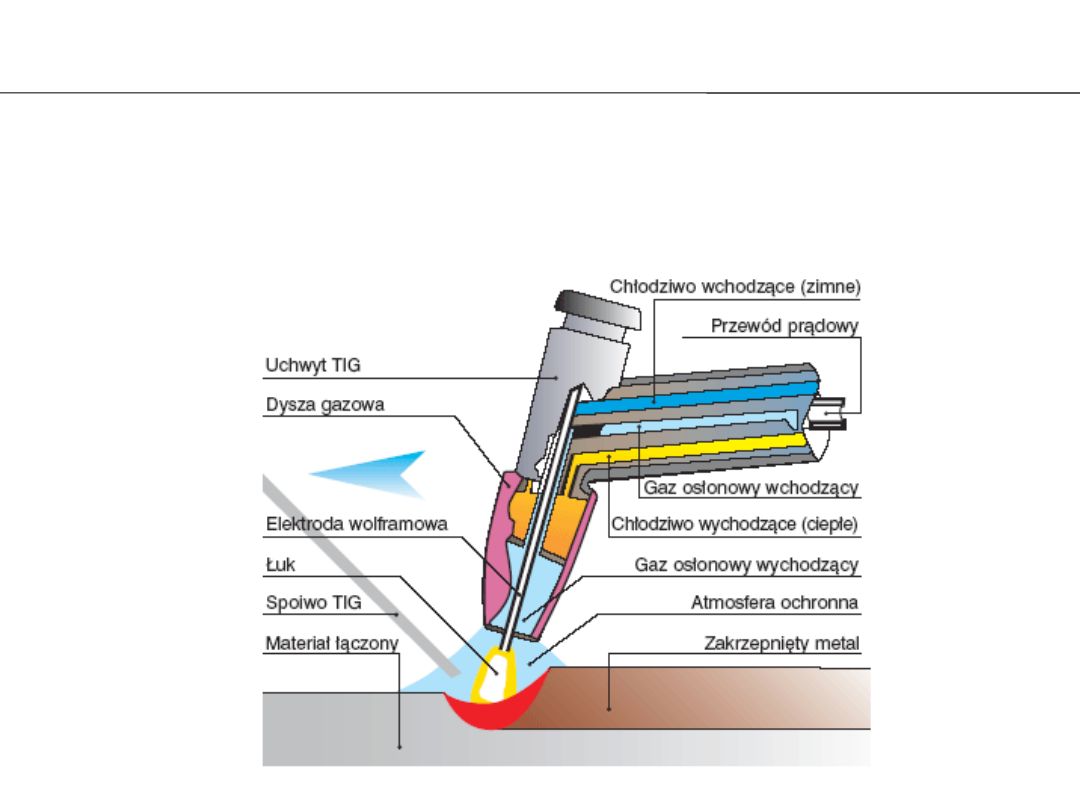
Spawanie metodą TIG
Metoda TIG (Tungsten Inert Gas) to spawanie
elektrodą nietopliwą (wolframową) w osłonie
gazu obojętnego – argonu lub helu.
Spawanie metodą TIG
Zalety:
• uniwersalność metody
• możliwość spawania cienkich blach
• dobra jakość i czystość spoiny
• możliwość kontroli łuku i jeziorka spawalniczego, brak
rozprysku
Wady:
• niewielka prędkość spawania
• mała wydajność przy spawaniu grubszych materiałów
• jakość spoiny zależy od umiejętności spawacza
Zastosowanie:
• grubość łączonych materiałów: 1 – 10mm
• spawane materiały: - aluminium i jego stopy
- miedź i jego stopy
- stale stopowe, szczególnie przy łączeniu rur
- inne metale: ołów, nikiel, tytan

Spawanie metodą MIG/MAG
Metoda MAG (Metal Active Gas) to spawanie
elektrodą topliwą, odwijaną z bębna ze stałą
szybkością, w osłonie gazu aktywnego
(najczęściej dwutlenku węgla). W metoda
MIG (Metal Inert Gas) używany jest gaz
obojętny (argon, hel lub ich mieszanki).
Spawanie metodą MAG
Zalety:
• duża wydajność spawania (4 razy wyższa niż
elektrodą otuloną)
• relatywnie nisko koszt materiałów spawalniczych
(w porównaniu ze spawaniem elektrodą otuloną)
• dobra jakość spoin
Wady:
• jakość spoiny zależy od umiejętności spawacza
• występuje skłonność to powstawania przyklejeń
oraz porowatości spoin
Zastosowanie:
• spawane materiały: - przeważnie stale
niskowęglowe i niskostopowe
Spawanie metodą MIG
Zalety:
• duża wydajność spawania
• uniwersalność metody
• relatywnie nisko koszt materiałów spawalniczych (w
porównaniu ze spawaniem elektrodą otuloną)
• dobra jakość spoin dzięki osłonie gazu obojętnego
• możliwość spawania metali nieżelaznych
Wady:
• jakość spoiny zależy od umiejętności spawacza
• konieczność stosowania drutu dostosowanego do
materiału
Zastosowanie:
• spawane materiały: - praktycznie wszystkie metale,
które
da się spawać
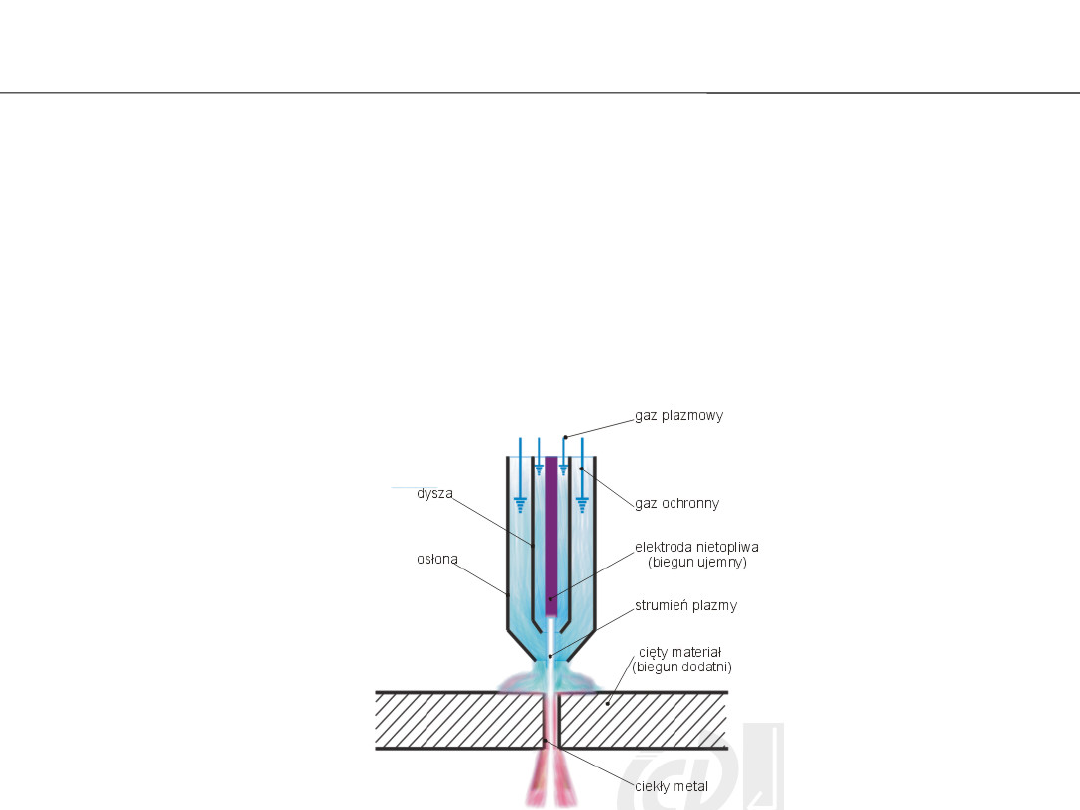
Spawanie plazmowe
Spawanie plazmowe jest rozwinięciem metody
TIG. Polega na mechanicznym zogniskowaniu
łuku elektrycznego i doprowadzeniu gazu
plazmotwórczego, co pozwala na uzyskanie
plazmy (strumienia zjonizowanego gazu o
wysokiej energii i temperaturze). Spawanie
odbywa się w atmosferze gazu ochronnego.

Spawanie plazmowe
Zalety:
• większa wydajność niż w metodzie TIG (do 80%)
• możliwość spawania bardzo cienkich blach (0,1 mm)
• korzystny – ,,punktowy” rozkład ciepła – uzyskanie małych
naprężeń i odkształceń spawalniczych
• możliwość wykonania spoin o grubości do 15mm w jednym
przejściu
• dobra jakość spoin
Wady:
• cena urządzeń do spawania plazmą
• konieczność bardzo dokładnego spasowania materiałów
łączonych
Zastosowanie:
• grubość łączonych materiałów: od 0,1 do 15mm
• spawane materiały: - praktycznie wszystkie metale, które można
spawać

Bibliografia:
1. Podstawy spawalnictwa, Marceli Mazur,
Wydawnictwo Politechniki Śląskiej, 1993
2. Spawalnictwo, Kazimierz Ferenc, Wydawnictwo
naukowo-techniczne
3. www.netspaw.pl
4. www.spawanie-24.pl
Document Outline
- Slide 1
- Slide 2
- Spawanie ręczne elektrodą otuloną
- Spawanie ręczne elektrodą otuloną
- Spawanie łukiem krytym
- Spawanie łukiem krytym
- Spawanie metodą TIG
- Spawanie metodą TIG
- Spawanie metodą MIG/MAG
- Spawanie metodą MAG
- Spawanie metodą MIG
- Spawanie plazmowe
- Spawanie plazmowe
- Slide 14
Wyszukiwarka
Podobne podstrony:
janus,procesy i techniki wytwarzania I, spawanie MIG MAG TIG
Jaki wybrać gaz osłonowy do spawania TIG a jaki do spawania MIG MAG
spawanie mig
spawanie mig
Spawanie MIG
Spawanie MIG, różne
Spawanie MIG
SPAWANIE I CIĘCIE, ORZ inne, ROZPORZĄDZENIA, ROZPORZĄDZENIA, SPAWALNICTWO
SPAWANIE METODĄ TIG
09 Urządzenia i osprzęt do spawania metoda TIG
Spawanie MIG, Zajęcia praktyczne
Spawanie to jeden z najbardziej znanych i rozpowszechnionych procesów technologicznych, Mechanika, S
Spawanie Mig Mag itp druk instrukcja mig cw15
mechanizacja spawania metodÄ… TIG
Spawanie met. TIG, Politechnika Lubelska, Studia, Studia, III rok Mech PL
Parametry spawania MIG MAG podstawy Spawara
Spawanie MIG MAG Krótkie wprowadzenie
więcej podobnych podstron