Mleko i przetwory
z mleka
Skład chemiczny mleka i jego
wartość odżywcza
Mleko to płynna wydzielina
wyspecjalizowanego gruczołu samic ssaków .
Zawiera ok. 80- 90 % wody oraz 10- 20%
suchej masy, która składa się głównie z
tłuszczu, białek, cukru mlekowego (laktozy) i
soli mineralnych.
Mleko jest dobrym źródłem
wysokowartościowych białek, łatwo
przyswajalnego tłuszczu, ważnych dla
organizmu soli mineralnych, witaminy A i
witamin z grupy B.
Popiół mleka ma odczyn alkaliczny co
przeciwdziała zakwaszaniu organizmu
człowieka.

Tłuszcze
Około 95% całości tłuszczowców mleka to
gricerydy kwasó tłuszczowych, natomiast
pozostałe to wolne kwasy tłuszczowe, fosfolipidy i
sterole (w tym choresterol).
Niewielką ilościowo pozycję stanowią karotenoidy
i witaminy rozpuszczalne w tłuszczach.

Białka
Białka stanowią 95% całości substancji
azotowych mleka.
Głównym białkiem jest kazeina a ponadto
białko serwatkowe, czyli albuminy,
globuliny, proteozy i peptozy.

Węglowodany
Najważniejszym węglowodanem jest laktoza,
która po spożyciu mleka jest wchłaniana, po
uprzedniej hydrolizie do cukrów prostych przy
udziale odpowiedniego enzymu wydzielanego w
jelicie cienkim.

Składniki mineralne
Ze składników mineralnych w mleku w
największej liczbie występują:
wapń
fosfor
potas

Witaminy
Wśród witamin znajdują się przede wszystkim
witaminy rozpuszczalne w tłuszczach:
A, D, E i K
Ale także rozpuszczalne w wodzie z grupy:
B, C, i H.
Mleko kozie
Jest jednym z najstarszych pokarmów
człowieka. Przekonanie o jego zaletach wynika
głównie z potocznego mniemania o wyższej w
porównaniu z mlekiem krowim zawartości
substancji odżywczych. W rzeczywistości skład
mleka koziego jest zbliżony do składu mleka
krowiego. Natomiast zaletą tłuszczu mleka
koziego na pewno jest to, że zwiera on
niezbędne w żywieniu dzieci ilości kwasów
linolowego i archidonowego.
Skład chemiczny i wartości energetyczne mleka krowiego i koziego.
Składnik
Jednostka
Mleko krowie pełne
3,4%
Mleko krowie
odtłuszczone 0.5%
Mleko kozie
Woda
%
87,8
91,0
86,8
Tłuszcz
%
3,4
0,5
4,0
Kazeina
%
2,5
2,6
2,9
Inne białka
%
0,7
0,7
0,7
Laktoza
%
4,6
4,7
4,6
Inne zw. Organiczne
%
0,2
0,2
0,2
Popiół
%
0,7
0,75
0,8
Wapń
g/l
1,20
1,12
Fosfor
g/l
1,45
1,0
Potas
g/l
0,95
1,9
Witaminy
A
mg/l
0,35
0,56
D
mg/l
0,0008
E
mg/l
1,5
K
µg/l
0,21
B1
mg/l
0,43
0,48
B2
mg/l
1,7
1,38
B12
mg/l
0,0045
0,00065
Kwas pantotenowy
mg/l
3,6
3,1
Kwas foliowy
mg/l
0,055
0,01
Niacyna
mg/l
0,95
2,77
Biotyna (H)
mg/l
0,04
C
mg/l
18.0
12,9
Wartość energetyczna
kcal/kg
660,6
345,0

Produkcja mleka spożywczego
pasteryzowanego
Mleko surowe otrzymywane nawet przy znacznych staraniach o jego
czystość, nie jest „bezpiecznym” pokarmem dla ludzi ze względu
na możliwość zakażeń drobnoustrojami chorobotwórczymi. Dlatego
też musi być ono poddane zabiegom przetwórczym.
Przetwórstwem mleka spożywczego zajmują się zakłady
mleczarskie. Mleko spożywcze to mleko przeznaczone do
bezpośredniej konsumpcji przez ludzi. Ze względu na jakość,
trwałość oraz związany z tym stopień przetworzenia, mleko
spożywcze można podzielić na spasteryzowane i sterylizowane.

Proces produkcji mleka
spożywczego- pasteryzowanego
Odbiór surowca i wstępne magazynowanie
Oczyszczenie mleka w wiórkach czyszczących
lub odtłuszczająco- czyszczących
Standaryzacja (normalizacja) zawartości
tłuszczu
Homogenizacja
Magazynowanie i rozlew do opakowań
handlowych

Czyszczenie mleka polega na usunięciu zanieczyszczeń mechanicznych,
elementów komórkowych, np. leukocytów, oraz drobnoustrojów, w tym
prawie całości drożdży i pleśni oraz bakterii w postaci przetrwalników.
Proces normalizacji dotyczy ustalenia w mleku spożywczym
odpowiedniej zawartości tłuszczu np. 0,5%; 1,5%; 2%; 3,2%. Przy
występującej przeciętnie wyższej zawartości tłuszczu w mleku surowym,
istnieje konieczność odjęcia części tłuszczu za pomocą wirowania w
specjalnych wiórkach
Homogenizacja jest procesem, którego celem jest rozdrobnienie
większych kuleczek tłuszczowych do średnicy poniżej 2 µm aby w ten
sposób wyeliminować zjawisko gromadzenia się śmietanki w mleku.
Proces ten przeprowadza się w homogenizatorach w temperaturze 70-
75°C
Pasteryzacja jest operacją polegającą na ogrzewaniu mleka w
temperaturze nie przekraczającej 100°C, w czasie potrzebnym do
całkowitego zniszczenia mikroflory chorobotwórczej i w stopniu
maksymalnym mikroflory saprofitycznej oraz istotnego obniżenia
aktywności obecnych w mleku enzymów. Właściwie przeprowadzona
pasteryzacja powinna zniszczyć całkowicie formy drobnoustrojów
chorobotwórczych i 99% mikroflory saprofitycznej.
Produkcja mleka sterylizowanego
Mleko sterylizowane to mleko homogenizowane o
znormalizowanej ilość tłuszczu lub mleko odtłuszczone,
poddane działaniu temperatury powyżej 100°C w czasie
gwarantującym całkowite zniszczenie wegetatywnych form
wszystkich rodzajów drobnoustrojów oraz przetrwalników, a
następnie schłodzenie i zapakowanie w sposób
uniemożliwiający zakażenie mikrobiologiczne.
Obecnie przy produkcji mleka sterylizowanego, jest stosowana
sterylizacja momentalna z ang. Ultra- high- temperature w
skrócie UHT, polegająca na ogrzewaniu przepływającego
mleka w temperaturze 130- 150°C, w ciągu kilku sekund (2-
10) i szybkim schłodzeniu do temperatury ok. 20°C.

Mleko UHT
Mleko UHT charakteryzuje się wartością
odżywczą i smakową podobną do mleka
pasteryzowanego, lecz znacznie dłuższym
okresem przydatności do spożycia. Oprócz tego
składniki mleka są znacznie lepiej przyswajalne,
ze względu na rozluźnione struktury białek na
skutek działania wysokiej temperatury i
homogenizacji. Proces UHT jest bardzo krótki i
dlatego nie powoduje znaczącego obniżenia
zawartości witamin i innych substancji
odżywczych w stosunku do mleka świeżego. W
czasie przechowywania w mleku UHT następuje
spadek zawartości witamin z grupy B (10-15%),
kwasu foliowego i witaminy C.

Mleczne napoje fermentowane
Produkuje się je z mleka normalizowanego lub odtłuszczonego,
pasteryzowanego, poddaego fermentacji mlekowej wywołanej
przez swoiste drobnoustroje, z dodatkami smakowymi lub bez
dodatków .
Fermentacja mleka jest procesem, w którym pod wpływem działanie
bakterii występujących w mleku lub celowo do niego
wprowadzonych, powstaje pewna ilość kwasu mlekowego (0,6-
2,0%), będącego czynnikiem konserwującym. Podwyższona
kwasowość (pH ok. 4.0) uniemożliwia rozwój bakterii gnilnych i
psucie się mleka. Środowisko kwaśne nie hamuje jednak rozwoju
pleśni i drożdży, które po dłuższym przetrzymaniu ukwaszonych
produktów mlecznych (szczególnie przy dostępie tlenu) w
temperaturze pokojowej mogą spowodować zepsucie się mleka.
Bakterie do produkcji mlecznych napojów fermentowanych są
przygotowywane w postaci tzw. szczepionek czystych kultur,
złożonych najczęściej z mieszaniny kilku gatunków bakterii. W
laboratoriach zakładowych prowadzi się dalszą hodowlę
namnażanie bakterii w formie tzw. zakwasów macierzystych, a
następnie roboczych, używane są one do dalszej produkcji.

Jogurty
Jogurt jest to napój uzyskiwany w wyniku fermentacji mleka
znormalizowanego, pasteryzowanego i zagęszczonego (poprzez
dodatek mleka w proszku lub odparowanie części wody). Gotowy
produkt zawiera 0,7- 1,7% kwasu mlekowego. Na cechy smakowo-
zapachowe składają się zarówno kwas mlekowy, jak i substancje
lotne. Jogurt jest ceniony za walory smakowe i dietetyczne.
Produkowane są zarówno jogurty naturalne, jak i smakowe , z
dodatkami substancji smakowych: dżem, pulp owocowych,
aromatu waniliowego, etylowaniliny i innych
Mleko jogurtowe lub napój jogurtowy produkuje się podobnie jak
jogurty, jednak bez zagęszczenia. Ma więc konsystencję płynną.
Może być wytwarzany z dodatkami i bez dodatków smakowych.
Biogurt, nazywany inaczej jogurtem zreformowanym, jest
produkowany z dodatkiem pałeczki Lactobacillus acidophilus.
Bakterie te występują w przewodzie pokarmowy człowieka, a w
prowadzone wraz z jogurtem umiejscawiają się w jelicie cienkim,
hamując rozwój bakterii gnilnych i gazujących. Produkt ten jest
łagodniejszy w smaku niż jogurt i nie przekwasza się.

Mleko acidofilne jest wytwarzane z mleka ukwaszanego przy udziale
pałeczki Lactobacillus acidophilus. Może być produkowane z dodatkami
smakowymi. Polecane jest w zaburzeniach jelitowych na tle bakteryjnym
i po kuracjach antybiotykowych, naruszających normalny układ
mikroflory jelita grubego.
Kefir jest napojem otrzymywanym z mleka normalizowanego lub
odtłuszczonego, pasteryzowanego, poddanego fermentacji alkoholowo-
kwasowej przez dodanie zakwasu, uzyskanego z grzybków kefirowych
lub szczepionek czystych kultur. Grzybki kefirowe stanowią symbiotyczny
układ paciorkowców mlekowych, pałeczek mlekowych i drożdży. Kefir
zawiera ok. 1% kwasu mlekowego , znaczne ilości dwutlenku węgla oraz
0,1- 0,8% alkoholu etylowego. Znane są także odmiany smakowe kefiru.
Maślanka spożywcza jest napojem uzyskiwanym przy wyrobie masła ze
śmietany pasteryzowanej, ukwaszonej zakwasem z czystych kultur
maślarskich, bez dodatku wody z ewentualnym dodatkiem śmietany. Z
maślanki są wytwarzane różne napoje smakowe.
Zakwasy są napojami uzyskiwanymi w wyniku fermentacji mleka za
pomocą czystych kultur maślarskich. Znane są odmiany naturalne i
owocowe.
Obecnie produkuje się także napoje z serwatki (produkt uboczny-
powstający przy produkcji serów. Wytwarza się je z dodatkiem soków lub
esencji owocowych.

Napoje mleczne nie fermentowane
Nie fermentowane napoje mleczne są produkowane z mleka
normalizowanego lub odtłuszczonego, pasteryzowanego, z
dodatkiem cukru oraz dodatkami smakowymi i
zapachowymi, np. kawy, kakao, syropów owocowych,
esencji owocowych i innych. Wyroby te najczęściej noszą
nazwę mleko smakowe, np. czekoladowe lub owocowe.
Niskotłuszczowa o zawartości 9% i 12% tłuszczu
Tłusta o zawartości 18% i 20% tłuszczu
Kremowa o zawartości 10% tłuszczu
Tortowa o zawartości 36% tłuszczu.

Śmietanka i śmietana spożywcza
Śmietanka jest to produkt o zwiększonej zawartości tłuszczu,
uzyskany w wyniku wirowania mleka, poddany następnie
homogenizacji i pasteryzacji. Pasteryzację śmietanki
przeprowadza się w temperaturze 93-95°C sposobem
momentalnym lub w temperaturze 85°C w czasie kilkunastu
sekund. Wytwarzane są następujące rodzaje śmietanki:

Śmietana jest produktem uzyskanym w wyniku ukwaszania
śmietanki czystymi kulturami maślarskimi.
Pasteryzację śmietanki, przeznaczonej do produkcji śmietany,
przeprowadza się sposobem momentalnym w temperaturze
ok. 95°C, w celu dokładniejszego wyjałowienia pożądanych
zmian białkowych i zahamowania utleniania tłuszczów.
Rozróżnia się następujące śmietany:
Niskotłuszczowa o zawartości 9% i 12% tłuszczu
Tłusta o zawartości 18% i 20% tłuszczu

Koncentraty mleczne
Produkcja koncentratów mlecznych polega na częściowym lub
całkowitym usunięciu wody z mleka, przy jednoczesnym utrzymaniu
jego wartości odżywczych i smakowych. Zależnie od stopnia
usunięcia wody otrzymuje się mleko zagęszczone lub mleko w
proszku.
Mleko zagęszczone jest produktem otrzymanym przez częściowe
odparowanie wody. Zagęszczeniu (2,5- lub 4- krotnemu) poddaje się
zarówno mleko pełne, jak i odtłuszczone. Mleko zagęszczane jest
produkowane jako nie słodzone i słodzone. Proces produkcji mleka
zagęszczonego nie słodzonego składa się z następujących etapów:
Oczyszczanie mleka
Normalizacja zawartości tłuszczu
Ogrzewanie wstępne mleka, w celu zniszczenia drobnoustrojów i
enzymów, odgazowania i zahartowania mleka
Zagęszczenie mleka w wyparkach próżniowych w temperaturze 55-
60°C
Homogenizacja mleka zagęszczonego
Oziębianie
Rozlew do opakowań

Mleko zagęszczone otrzymuje się przez częściowe odparowanie
wody z mleka, do którego dodano cukru. Z powodu małej
zawartości wody (27,5%) i znacznego stężenia cukru, mleko to
nie ulega zepsuciu i dlatego nie jest poddawane sterylizacji.
Mleko zagęszczone słodzone charakteryzuje się co najmniej
28% zawartością suchej masy, 8% zawartością tłuszczu i
dodatkiem cukru.
Mleko w proszku uzyskuje się w procesie dwustopniowego
usuwania wody: przez zagęszczanie, a następnie suszenie. Do
suszenia mleka używa się głównie suszarek rozpyłowych.
Produkuje się mleko w proszku pełne (o zawartości wody nie
wiecej niż 4% i tłuszczu nie mniej niż 25%) oraz mleko w
proszku odtłuszczone (o zawartości wody nie więcej niż 5% i
tłuszczu nie więcej niż 1,5%). Wyższa zawartość wody sprzyja
powstawaniu wad: obniżaniu się rozpuszczalności i wartości
biologicznej mleka w proszku.
Mleko instant to proszek mleczny łatwo rozpuszczający się w
wodzie. Dzięki tej właściwości, produkt ten ma wszechstronne
zastosowanie zarówno w gospodarstwie domowym,
gastronomii oraz przemyśle spożywczym.

Mleko instant składa się z aglomeratów, czyli ziarenek o
rozmiarach 100- 400 µm, uzyskiwanych w wyniku zlepiania
się nawilgoconych , małych ziarenek proszku. Produkcja
proszku typu instant polega najczęściej na podwójnym
suszeniu. Po pierwszym suszeniu stosuje się nawilżanie
powstałych ziarenek proszku i łączenie ich w duże ziarna-
aglomeraty, które następnie są ponownie suszone.
Śmietanka w proszku, np. śmietanka do kawy, jest
przykładem suszonego produktu mlecznego, typu instant.
Produkuje się ją z naturalnej śmietanki z dodatkiem białek
mleka, syropu skrobiowego, lecytyny i regulatora
kwasowości.

Desery mleczne
Obecnie w Polsce produkuje się różnorodne desery mleczne.
Technologie ich wytwarzania są opracowane najczęściej w
poszczególnych zakładach mleczarskich. Ogólnie desery
mleczne można podzielić na:
desery mleczne nie ubijane (desery typu pudding, desery
jogurtowe, galaretki mleczne, desery twarożkowe)
desery mleczne ubijane (desery typu mus, koktajle, lody,
kremy owocowe)
ubijane kremy dekoracyjne, mrożone i oziębłe
desery instant

Desery typu pudding są wytwarzane z mleka, śmietanki, cukru
z dodatkiem żelatyny i substancji emulgujących (mono- i
diglicerydów kwasów tłuszczowych). Zastosowane dodatki
smakowe, jak: kakao, wanilia czy proszek owocowy decydują
o charakterze wyrobu gotowego.
Desery jogurtowe wytwarza się podobnie jak jogurty, z tym że
w celu nadania im odpowiedniej konsystencji stosuje się
substancję zagęszczające, np. skrobię.
Koktajle mleczne wytwarza się zwykle z mleka UHT, nie są
konserwowane chemicznie, z dodatkiem owoców lub kakao.
Znane są także koktajle mleczno-owocowe produkowane z
mleka ukwaszonego zakwasem jogurtowym z dodatkiem
stabilizatora i soków owocowych wysokosłodzonych.
Desery twarogowe produkuje się z serków twarogowych
termizowanych z różnymi (cukier, żelatyna spożywcza,
dodatki smakowe, najczęściej owocowe lub kawa i kakao).
Proces technologiczny tych deserów polega na wymieszaniu
twarogu z dodatkami, rozlaniu do opakowań jednostkowych i
pozostawieniu do stężenia masy.

Lody są produktem otrzymywanym przez zamrożenie
pasteryzowanej i schłodzonej (ewentualnie
homogenizowanej) płynnej mieszanki, w której skład mogą
wchodzić: mleko, przyprawy smakowo-aromatyczne, np.
kawa, kakao.

Sery
Sery są produktem mlecznym uzyskanym z mleka pełnego,
odtłuszczonego lub ich mieszaniny. Produkuje się je głównie z
mleka krowiego, rzadziej z mleka owczego i koziego.
U podstaw wyrobów sera leży otrzymywanie i odpowiednia
mechaniczno-termiczna obróbka skrzepu mleka. Skrzep
powstaje z głównego białka mleka – kazeina, która koraguje pod
wpływem działania:
podpuszczki – preparatu enzymatycznego (sery
podpuszczkowe)
zakwaszania do pH odpowiadającego wartości jej punktu
izoelektrycznego (sery twarogowe)
obydwu tych czynników łącznie (np. twarożki homogenizowane
lub „Cottage Cheese”)
Podpuszczka jest to kompleks enzymów występujących w tylnej
części żołądka cieląt. Najważniejszym enzymem jest hymozyna,
która powoduje powstanie słodkiego skrzepu z mleka. Sery
podpuszczkowe i twarogowe mogą być oddawane dojrzewaniu
lub przeznaczone do spożycia bez dojrzewania

Sery podpuszczkowe uzyskiwane z mleka poddanego krzepnięciu pod
wpływem podpuszczki dzieli się na sery twarde, zawierające mniej niż 50%
wody i sery miękkie o zawartości powyżej 50% wody.
Proces produkcji serów podpuszczkowych , dojrzewających składa się z
następujących operacji:
przygotowani mleka do przerobu (pasteryzacja i normalizacja)
wprowadzania do mleka dodatków (barwiących i wspomagających
krzepnięcie)
zaprawienie mleka podpuszczką
obróbki skrzepu (krajanie i rozdrabnianie skrzepu, osuszanie ziarna,
odebranie części serwatki, dogrzewanie i dosuszanie gęstwy serowej)
formowanie masy serowej
prasownie serów
solenia
dojrzewania i pielęgnacji serów
oceny i przygotowania serów do wysyłki
przechowywanie serów
Oddzielną grupę wśród serów podpuszczkowych stanowią sery solankowe,
zawierające większą ilość soli. Otrzymuje się je dzięki dojrzewaniu w zalewie
solankowej. Produkowane są z mleka owczego, krowiego lub mieszanego

Twarogi są wyrabiane z mleka o znormalizowanej zawartości
tłuszczu i z mleka odtłuszczonego, ukwaszonego z
dodatkiem podpuszczki lub bez jej dodatku, przy czym
pierwszy nosi nazwę twarogu kwasowo-podpuszczkowego a
drugi twarogu kwasowego. Twarogi są stosowane do
bezpośredniego spożycia lub do dalszego przerobu. Etapami
produkcji twarogów kwasowych są:
przygotowanie mleka
obróbka mleka kulturą kwaszącą (zakwasem)
obróbka skrzepu (ogrzewanie)
ociekanie u prasownia twarogu
chłodzenie, pakownie twarogu
Do produkcji serów kwasowo-podpuszczkowych używa się
zarówno kultu kwaszących, jak i podpuszczki

Sery topione otrzymuje się procesie stopienia rozdrobnionej masy serowej z
dodatkiem 24% topnik, np. soli fosforanowych i cytrynianu sodu. Noszą
one najczęściej nazwę tego sera, który stanowi co najmniej 80% mieszanki
poddawanej topnieniu.
Wszystkie sery można podzielić na następujące grupy:
dojrzewające podpuszczkowe twarde – pełnotłuste, tłuste i półtłuste:
ementalski, cheddar, tylżycki, salami, myśliwski, mazurski, gouda, edamski,
warmiński
dojrzewające podpuszczkowe miękkie – pełnotłuste, tłuste i półtłuste:
limburski, romadur, brynza
dojrzewające podpuszczkowe miękkie pleśniowe – pełnotłuste i półtłuste:
rokpol, camembert, brie
podpuszczkowe, miękkie solankowe: typu „Feta”
dojrzewające twarogowe – chude: herceński
niedojrzewające twarogowe kwasowe - pełnotłuste, tłuste, półtłuste i chude:
krajanka, klinki, kazeinowy, homogenizowane
twarogowe niedojrzewające, kwasowo-podpuszczkowe – śmietankowe,
pełnotłuste, tłuste i chude: homogenizowane, ziarniste, typu „Cottage
Cheese”, z dodatkami i bez dodatków
twarogowe niedojrzewające – chude: z maślanki, z maślanki i mleka, z
dodatkami i bez dodatków
smażone – półtłuste i chudy
topione – kremowe, tłuste, półtłuste: ementalski, chedar, podhalański,
mazurski, wędzone
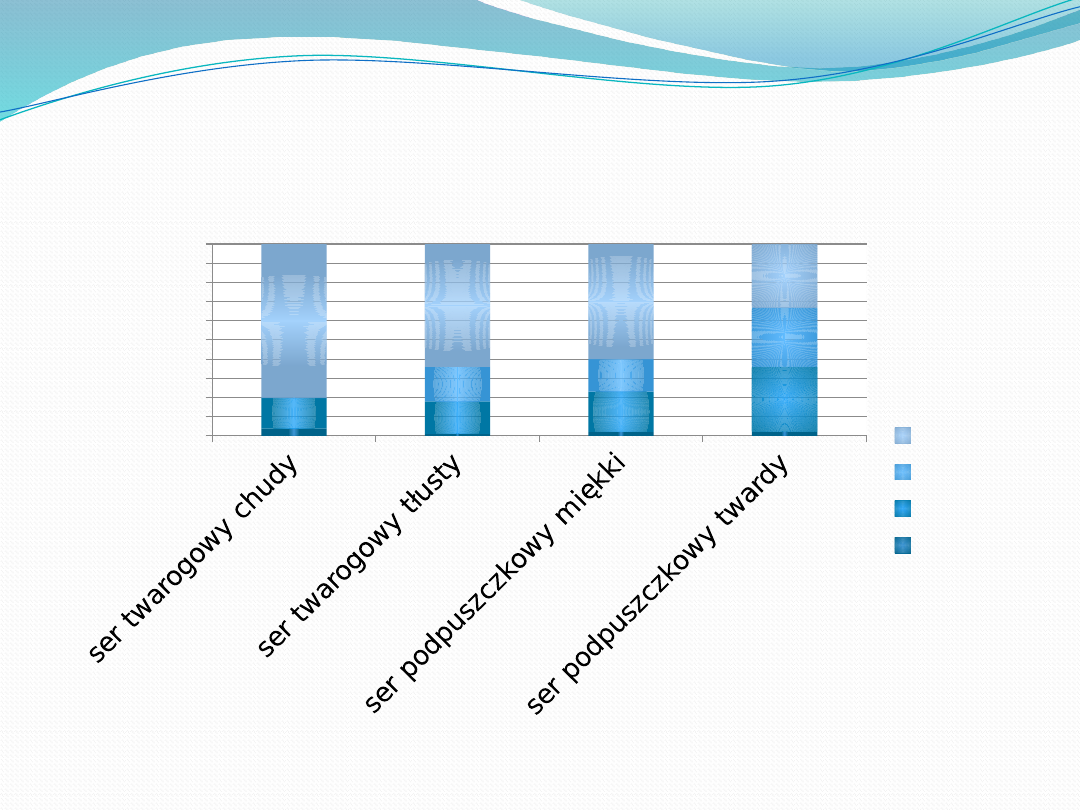
Skład chemiczny niektórych typów serów.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
woda
tłuszcz
białko
sól

Przeciętny tłusty ser podpuszczkowy zawiera ok.. 33% wody, 31% tłuszczu,
34% białek łącznie z produktami ich degradacji. Mniej twarde sery
charakteryzują się większą ilością wody i odpowiednio niższą zawartością
pozostałych składników. Sery miękkie zawierają zwykle 5065% wody, a
sery twarogowe 6480% wody.
W czasie dojrzewania zachodzą w serach złożone procesy biochemiczne
rozkładu laktozy, białek, tłuszczów, prowadzące do powstania
charakterystycznej dla każdego gatunku sera konsystencji, oczkowania
oraz smaku i zapachu.
Część białek mleka występuje w stanie rozpuszczonym i ewentualnie
zhydrolizownym aż do aminokwasów, które z kolei mogą podlegać
dalszym przemianom. W serach dojrzewających podpuszczkowych
najwcześniejszym przemianom podlega laktoza: na kwas mlekowy, a
następnie kwas propionowy i inne związki. Zakres i kierunek degradacji
białek jest głównym kryterium stopnia dojrzałości sera. Dzięki
zhydrolizowaniu białek, sery dojrzewające charakteryzują się wysoką
strawnością, jednak wartość NPU ich białka, zwłaszcza w serach głębokiej
dojrzewających, jak ementalski lub camembert, jest na poziomie tylko
5356%. Dla porównania – wartość NPU białka twarogu wynosi ok.72%, a
białka proszku mlecznego – ok. 75%.
W serach podpuszczkowych zawarta jest duża ilość wapnia np. 0,32% w
roquefort, 0,87% w serze ementalskim i 1,15% w parmezanie, na ogół
znacznie większa niż w innych artykułach spożywczych.

Źródła:
„Chemia żywności” tom I Zdzisław Sikorski
„Towaroznawstwo żywności” podręcznik dla szkół handlowych
Danuta Kołożyn-Krajewska i Tadeusz Sikora
„Nowa powszechna encyklopedia PWN”
Document Outline
- Slide 1
- Skład chemiczny mleka i jego wartość odżywcza
- Tłuszcze
- Białka
- Węglowodany
- Składniki mineralne
- Witaminy
- Mleko kozie
- Slide 9
- Produkcja mleka spożywczego pasteryzowanego
- Proces produkcji mleka spożywczego- pasteryzowanego
- Slide 12
- Produkcja mleka sterylizowanego
- Mleko UHT
- Mleczne napoje fermentowane
- Jogurty
- Slide 17
- Napoje mleczne nie fermentowane
- Śmietanka i śmietana spożywcza
- Slide 20
- Koncentraty mleczne
- Slide 22
- Slide 23
- Desery mleczne
- Slide 25
- Slide 26
- Sery
- Slide 28
- Slide 29
- Slide 30
- Skład chemiczny niektórych typów serów.
- Slide 32
- Slide 33
Wyszukiwarka
Podobne podstrony:
mleko egzamin, Zootechnika, Technologia przetwarzania mleka
MLEKO I PRZETWORY MLECZNE (2)
Przetwarzanie mleka koziego
Jarzębowski Struktura łańcucha dostaw przetwórstwa mleka
SCIAGA Z MLEKA, Zootechnika, Technologia przetwarzania mleka
mleko i przetwory mleczne id 30 Nieznany
Mleko i przetwory mleczne
Procesy membranowe w przetworstwie mleka
27 Przetwarzanie mleka
PN Mleko i przetwory mleczarskie - Badania mikrobiologiczne ogólne zasady
Mleko i przetwory mleczne – mleko i napoje Towaroznawstwo żywności wykład
Mleko i przetwory mleczne? Towaroznawstwo wykład
MLEKO I PRZETWORY MLECZNE (2)
Przetwarzanie mleka koziego
27 Przetwarzanie mleka
więcej podobnych podstron