MECHANIK NR 1/2008
41
* Dr hab. inż. Jerzy Z. Sobolewski – Wydział Samochodów
i Maszyn Roboczych Politechniki Warszawskiej
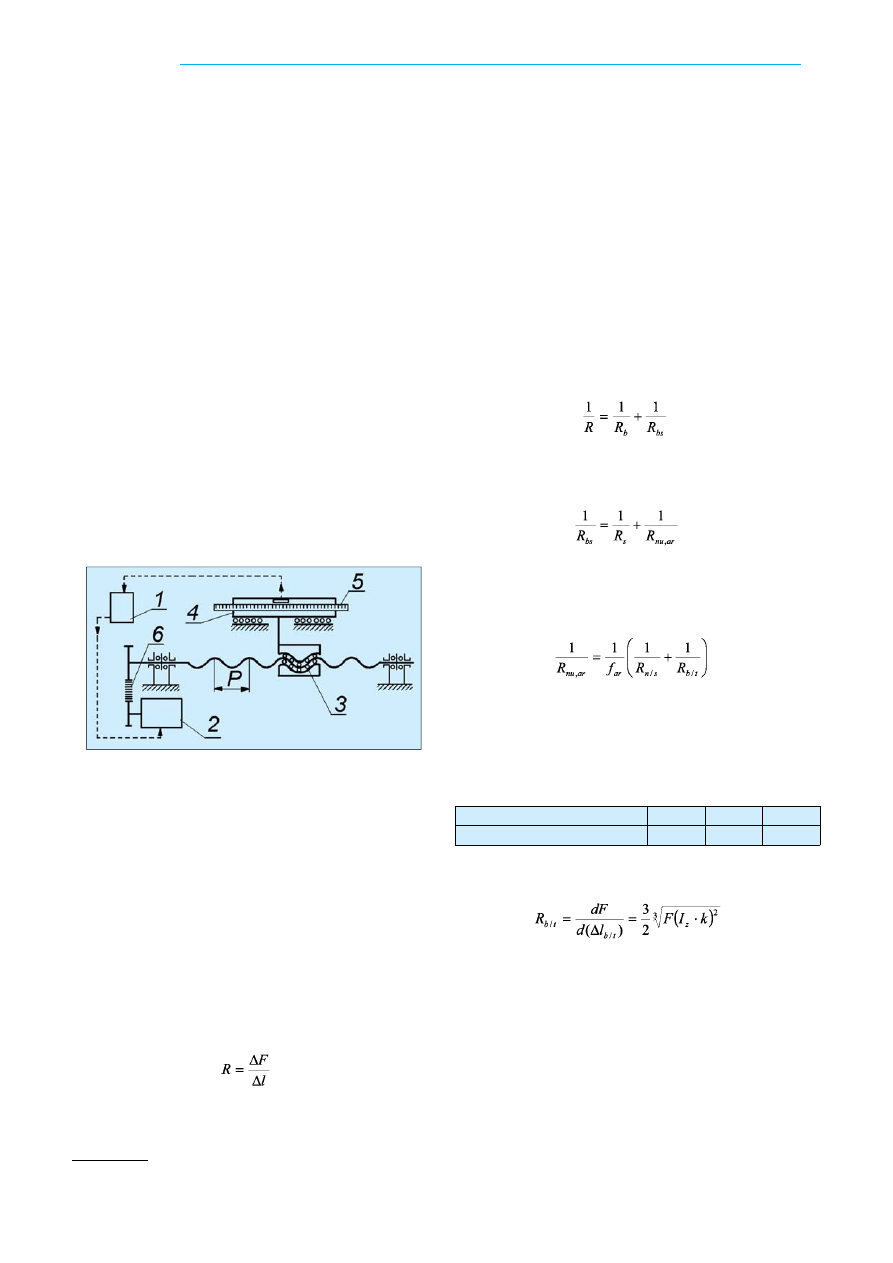
Rys. 1. Przykład zastosowania przekładni śrubowej tocznej w ob-
rabiarkach sterowanych numerycznie [1]: 1 – serwokontroler, 2 – ser-
womotor, 3 – przekładnia śrubowa kulkowa, 4 – stół, 5 - liniowy
pomiar położenia, 6 – pasek klinowy
TABLICA I. Współczynnik dokładności wykonania
f
ar
[6]
Klasa dokładności wg ISO
0,1
3
5
Współczynnik f
ar
0,6
0,55
0,5
Sztywność serwonapędów z gwintem kulkowym
JERZY Z. SOBOLEWSKI *
Opisano nową metodę obliczania sztywności osiowej
przekładni z gwintem kulkowym.
Napędy z gwintem kulkowym, zwane także przekład-
niami śrubowymi kulkowymi, charakteryzuje duża sztyw-
ność, duża precyzja i łatwość kontroli ruchu. Ze względu
na te zalety są one powszechnie stosowane w obrabiar-
kach sterowanych numerycznie (OSN), centrach obrób-
kowych do napędu suportów (rys. 1), z jednoczesnym
pomiarem położenia, i w członach napędowych (przegu-
bowo-teleskopowych) wykorzystywanych w urządzeniach
z kinematyką równoległą [1, 3]. Wysoka sprawność, osią-
gająca nawet 98%, skłania konstruktorów do stosowania
tych napędów w różnych urządzeniach: prasach i pod-
nośnikach, manipulatorach i robotach przemysłowych,
urządzeniach pomiarowych, serwomechanizmach ukła-
dów kierowniczych pojazdów, napędach lotniczych ukła-
dów sterowania itp.
Rys. 1 przedstawia przykład konstrukcji napędu OSN.
Przekładnie śrubowe kulkowe są wprzęgnięte w łańcuch
kinematyczny i służą do pomiaru przemieszczenia stołu
obrabiarki. Podczas projektowania serwonapędów, zwła-
szcza w OSN, należy przestrzegać kilku podstawowych
kryteriów konstrukcyjnych. Najważniejsze z nich to:
a) kryterium częstotliwości rezonansowej,
b) kryterium strefy nieczułości napędu,
c) kryterium stateczności (wyboczenie śruby tocznej).
Obliczenie sztywności zespołu napędzającego.
W kryteriach a) i b) istotną rolę odgrywa wskaźnik sztyw-
ności statycznej wzdłużnej serwonapędu, który jest zdefi-
niowany następująco:
(1)
gdzie:
∆F – przyrost siły działającej na zespół napędzany, N,
∆l – przemieszczenie zespołu napędzanego, µm.
Odkształcenie
∆l jest sumą odkształceń śruby ∆l
s
, kor-
pusu nakrętki i rdzenia śruby w obszarze wypełnionym
kulkami
∆l
n/s
, łożyskowania śruby
∆l
b
, zamocowania na-
krętki
∆l
m
, oraz odkształcenia węzła kulkowego
∆l
b/t
, które
wynika z hertzowskiego odkształcenia kulek i bieżni śruby
oraz nakrętki pod wpływem sił osiowych F działających
na układ.
Sztywność zespołu oblicza się [6]:
(2)
gdzie: R
b
– sztywność łożyskowania, R
bs
– sztywność
całkowita napędu ze śrubą toczną.
Sztywność całkowitą można znaleźć [6]:
(3)
gdzie: R
s
– sztywność trzpienia śruby, R
nu,ar
– sztywność
nakrętki wypełnionej kulkami; ar – uwzględnienie wpływu
dokładności wykonania.
Sztywność nakrętki R
nu,ar
oblicza się z [6]:
(4)
gdzie: R
n/s
– sztywność cylindra nakrętki, R
b/t
– sztywność
obszaru styku kulek z bieżniami śruby i nakrętki, f
ar
–
współczynnik uwzględniający dokładność wykonania we-
dług norm ISO [6] (tabl. I).
Sztywność obszaru styku oblicza się z zależności [6]:
(5)
gdzie: k – współczynnik sztywności jednego zwoju [N/
µm
3/2
],
I
z
– liczba zwojów wypełniona kulkami.
Ocena wpływu odchyłek wykonania na sztyw-
ność przekładni.
Badania [2, 4] wykazały, że współczyn-
nik dokładności wykonania nie uwzględnia w stopniu
wystarczającym wpływu odchyłek wykonania na sztyw-
ność obszaru styku kulek z bieżniami (rys. 2). Wykonano
model matematyczny zależności odkształceń kontakto-
wych w
i
od wymiarów i odchyłek wykonania bieżni śruby
i nakrętki [5]. Odkształcenie w
i
traktowane jako wymiar
jest funkcją wymiarów konstrukcyjnych, z których każdy
ma pewną tolerancję wykonania. Jest on wymiarem za-
leżnym w łańcuchu wymiarowym. Odkształcenie to jest
wartością przypadkową dla i-tej kulki. Zbudowano pro-
42
MECHANIK NR 1/2008
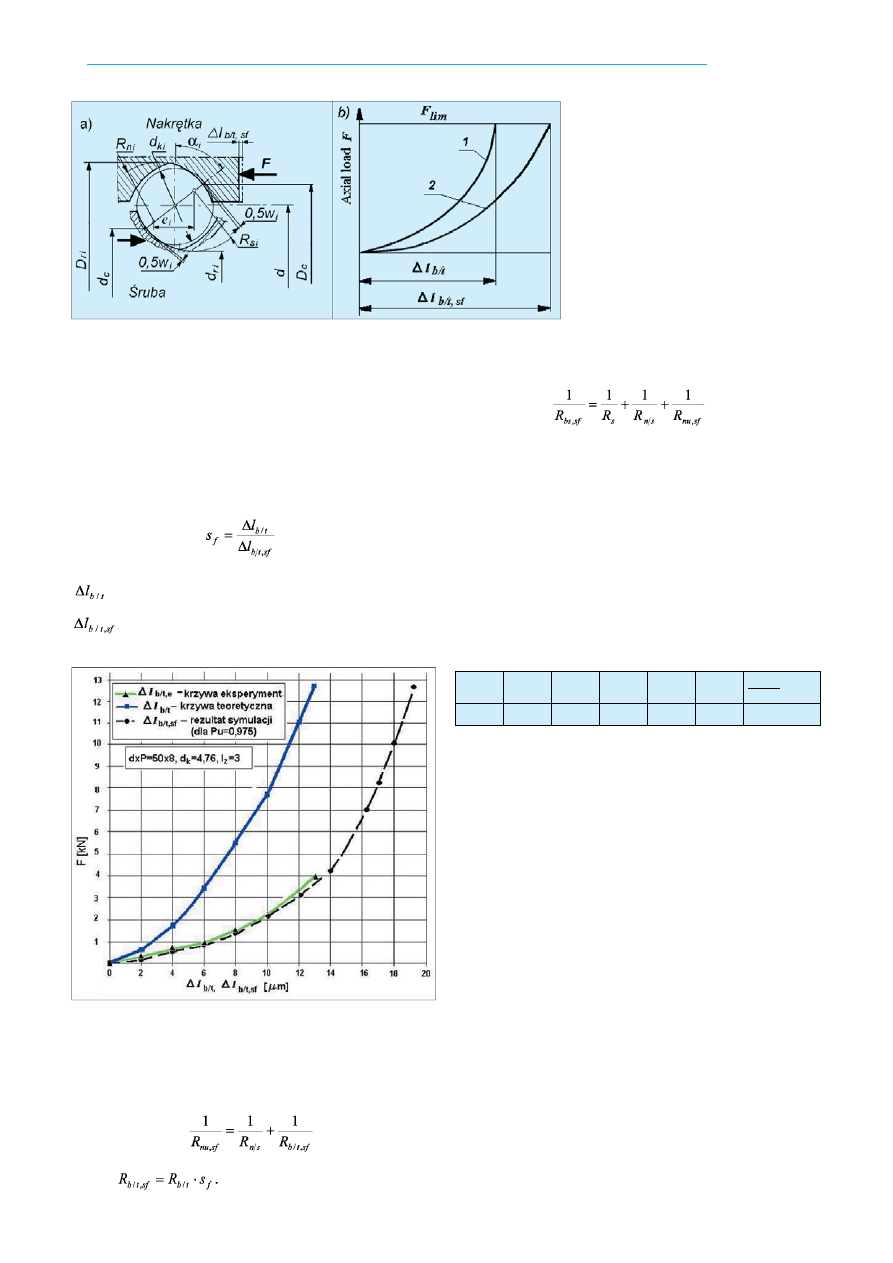
Rys. 2. a) Parametry geometryczne gwintu
kulkowego (dla i-tej kulki): d – średnica
nominalna, R
s,n
– promień łuku zarysu bie-
żni gwintu śruby (indeks s) i nakrętki (in-
deks n), d
k
– średnica kulki,
α
– kąt działa-
nia, k
s,n
– współrzędne punktów zaczepie-
nia promieni R
s,n
,
∆
l
k/b.sf
– odkształcenie
węzła kulkowego uwzględniające odchyłki
wykonania, w
i
– odkształcenie kontaktowe
i-tej kulki, b) odkształcenia węzła kulkowe-
go
Rys. 3. Pomierzone odkształcenie węzła kulkowego
∆
l
b/t,e
, odkształ-
cenie teoretyczne
∆
l
b/t
i rezultaty symulacji komputerowej
∆
l
b/t,sf
(dla poziomu ufności Pu = 0,975)
TABLICA II. Porównanie wyników obliczeń sztywności dla
f
ar
= 0,55
i s
f
= 0,7
R
b/t
wg (5)
R
nu,ar
wg (4)
R
bs
wg (3)
R
b/t,sf
wg (7)
R
nu,sf
wg (7)
R
bs,sf
wg (8)
R
nu, ar
· 100%
R
nu,sf
936
820
339
655
596
404
137%
gram symulacyjny NAK1 liczący odkształcenia teoretycz-
ne i odkształcenia uwzględniające odchyłki wykonania.
Przeprowadzone badania symulacyjne wykazały dla
tych samych wartości siły F, że rzeczywiste odkształcenia
są o wiele większe od teoretycznych (rys. 3). Przeprowa-
dzone pomiary przekładni rzeczywistych potwierdziły za-
sadność rozważań teoretycznych. W celu oceny wpływu
odchyłek wykonania sztywności nakrętki wprowadzono
współczynnik dokładności geometrycznej, który został
zdefiniowany następująco [2]:
(6)
gdzie:
– teoretyczne odkształcenie hertzowskie obszaru
styku,
– odkształcenie
rzeczywiste
lub
symulowane
(rys. 2).
Sztywność nakrętki rzeczywistej można teraz obliczyć
z następującego równania:
(7)
gdzie:
Analogicznie do (3) sztywność całkowitą przekładni
rzeczywistej R
bs,sf
można znaleźć z równania:
(8)
W tabl. II pokazano wyniki obliczeń sztywności dla
przekładni o następujących wymiarach: średnica d = 50,
skok P = 8, średnica kulki d
k
= 4,76, liczba zwojów wy-
pełnionych kulkami I
z
= 3 (łączna liczba kulek w obie-
gu n
k
= 85), promienie zarysu bieżni śruby i nakrętki
R
n,s
= 2,48. Tolerancje maszynowe (odpowiadające 3 kla-
sie dokładności wykonania wg ISO) są następujące: tole-
rancja rdzenia śruby T
dr
= 0,01, rdzenia nakrętki T
dr
= 0,01,
promieni śruby i nakrętki T
Rs,n
= 0,02, tolerancja skoku
śruby T
Ps
= 0,005, skoku nakrętki T
Pn
= 0,004. Przyjęto
długość śruby l = 1000 i łożyskowanie dwustronne.
Dla siły zewnętrznej F = 0,45C
a
= 12551 [N] wartość
współczynnika dokładności geometrycznej wg (6) s
f
= 0,7,
natomiast wartość współczynnika dokładności wykonania
wg ISO f
ar
= 0,55. Wyliczenie wszystkich składników szty-
wności podano w [4].
Tak duża różnica obliczeń sztywności wymaga dal-
szych badań w celu oceny zasadności stosowania norm
ISO.
Dobór przekładni do napędów posuwów OSN.
Dalsza droga obliczeń zależy od warunków wytrzymałoś-
ciowych i od przyjętego w obrabiarce układu pomiaru
położenia. Najczęściej stosowane są dwa podstawowe
rodzaje pomiaru [1]: a) z pośrednim pomiarem położenia,
b) z bezpośrednim pomiarem położenia stołu za pomocą
liniowego układu pomiarowego (rys. 1).
Średnica śruby kulkowej jest wyliczana z warunków
wytrzymałościowych i jest wielkością podstawową do ob-
liczeń systemu doboru serwonapędu. Dopuszczalna siła
osiowa (siła skrawania) działająca na śrubę nie może
przekroczyć maksymalnej siły wyboczeniowej (warunek
Eulera). Siła ta zależy od średnicy śruby, jej długości
i typu łożyskowania.
Dla pośredniego systemu pomiaru głównym kryterium
doboru śrub kulkowych jest odpowiednia sztywność na-
pędu a dla bezpośredniego – średnicę śruby dobiera się
z warunku częstotliwości rezonansowej zespołu stół –
śruba.
MECHANIK NR 1/2008
43
Rezonans osiowy oblicza się z następującej zależności
[1]:
(9)
gdzie: m
s
– masa stołu, m
po
– masa przedmiotu ob-
rabianego, f
cr
– wartość kryterialna częstotliwości drgań
własnych układu mechanicznego serwonapędu (zależy
od częstotliwości rezonansowej napędu).
Kryterium rezonansu jest jednym z najważniejszych
kryteriów projektowania serwonapędów.
Maksymalna prędkość kątowa śruby powinna być zna-
cznie mniejsza od prędkości krytycznej, przy której mogą
wystąpić rezonansowe drgania poprzeczne, co ostatecz-
nie prowadzi do następującego warunku na średnicę
śruby [4]:
(10)
gdzie: l
s
– długość śruby.
Dla obu typów pomiaru pozycjonowania niezbędne jest
wyznaczenie kryterium strefy nieczułości napędu S
n
[1]:
(11)
gdzie: T – siła tarcia napędzanego zespołu (siła tarcia
w prowadnicach),
(S
n
)
cr
– wartość kryterialna, wynikająca z dokładności
pozycjonowania
Dla obrabiarek średniodokładnych (S
n
)
cr
= 10
µm, a dla
dokładnych (S
n
)
cr
= 1
µm [1].
Sztywność osiowa jest głównym czynnikiem określenia
jakości układu napędowego, wpływa bowiem na dokład-
ność pozycjonowania. Badania wykazały, że znaczna
część odkształceń systemu jest powodowana przez od-
kształcenia hertzowskie na styku bieżnia śruby – kulki
– bieżnia nakrętki. Odkształcenia te ulegają znacznemu
zwiększeniu na skutek odchyłek wykonania gwintu kul-
kowego. Zaproponowany współczynnik dokładności geo-
metrycznej jest głównym kryterium oceny jakości wykona-
nia gwintu kulkowego. Z przeprowadzonej analizy ob-
liczeń sztywności wynika duża różnica między metodą
obliczania sztywności układu zalecanego przez ISO i me-
todą zaproponowaną. Nowa metoda obliczeń jest bar-
dziej dokładna i umożliwia przy tym symulacyjne badanie
sztywności przekładni śrubowych kulkowych we wstępnej
fazie projektu technicznego.
LITERATURA
1. J. KOSMOL: Serwonapędy obrabiarek sterowanych numerycznie.
WNT Warszawa 1998.
2. J. MAŁKIŃSKI: Ocena jakości wykonania przekładni śrubowych
kulkowych. Rozprawa doktorska. Oficyna Wydawnicza Politech-
niki Warszawskiej Warszawa 2006.
3. K. E. OCZOŚ, E. WEISS: Kinematyki równoległe w budowie
obrabiarek, robotów i manipulatorów (część I). Mechanik 5-6
(2002), 323
÷ 333.
4. J. Z. SOBOLEWSKI: Criteria of Ball Screws Selection for CNC
Machines. Journal of Machine Engineering, Vol. 7, 1, 2007,
Wrocław 2007, 42
÷ 50.
5. J. Z. SOBOLEWSKI: Symulacyjne badanie właściwości przekładni
śrubowych kulkowych. Mechanik 10 (2002), 678
÷ 681.
6. ISO/DIS 3408-4:1992 Ball screws – Part 4: Static axial rigidity.
Wyszukiwarka
Podobne podstrony:
dodatkowy artykul 2
ARTYKUL
laboratorium artykul 2010 01 28 Nieznany
Fizjologia snu Artykul
energoefekt artykul transmisja danych GPRS NiS[1]
Komunikacja interpersonalna Artykul 4 id 243558
artykul profilaktyka cz2 id 695 Nieznany (2)
kryteria oceny podręczników artykuł
Artykul (2015 International Jou Nieznany
ARTYKUL Mieszanki niezwiazane na podbud
artykul bromy id 69542 (2)
archetypy w reklamie artykul ma Nieznany (2)
Medyczny artykuł naukowy Zasady dobrej praktyki publikacyjnej [J E Zejda]
artyku Smoli skiej o kol dowaniu
2006 samobojstwu artykul
Gniew jako przyjaciel Artykul
artykul393 8 89 07 04 2008
Artykuł moduł 3
więcej podobnych podstron