Porady dla praktyków.
Spawanie metodą TIG
Spis treści:
1. Gazy osłonowe
2. Źródło prądu spawania
3. Elektrody wolframowe
4. Wskazówki technologiczne
5. Zapobieganie występowaniu niezgodności spawalniczych
Zasada 3: Materiały wrażliwe na kontakt z powietrzem
Przy spawaniu materiałów szczególnie wrażliwych na kontakt
z powietrzem należy stosować dodatkową dyszę gazową
(dysza wleczona), zainstalowaną za podstawową dyszą gazu
osłonowego. Powoduje to wydłużenie czasu ochrony spoiny oraz
zapobiega zwiększeniu kruchości materiału.
Zasada 4: Typ i średnica elektrody wolframowej
Typ i średnicę elektrody wolframowej należy każdorazowo
dostosować do spawanego materiału, zakresu natężenia prądu
oraz składu gazu osłonowego.
Zasada 5: Szlifowanie elektrod wolframowych, wysokość
nierówności
Wierzchołek elektrody wolframowej powinien być zeszlifowany
w kierunku osiowym. Im mniejsza jest średnica wierzchołka, tym
stabilniejszy jest łuk i tym dłuższa jest trwałość elektrody.
Aby zapobiec wykruszeniu materiału, przy szlifowaniu elektrod
wolframowych należy prowadzić ściernicę w kierunku od
wierzchołka elektrody.
Zasada 6: Ilość gazu osłonowego, ochrona gazowa
Wydatek gazu osłonowego należy dostosować do wykonywanej
operacji spawalniczej i/lub wielkości dyszy gazowej. Po
zakończeniu spawania gaz musi wypływać przez dostatecznie
długi czas, aby ochronić krzepnące jeziorko spawalnicze oraz aby
zabezpieczyć elektrodę wolframową przed utlenianiem.
Prąd przemienny
Za mały
niestabilny łuk
Za duży
Stapianie wierzchołka
elektrody wolframowej
powoduje powstawanie
wtrąceń wolframu w spoinie
Prąd stały
Za mały
niestabilny łuk
Za duży
niszczenie wierzchołka
elektrody wolframowej
powoduje niestabilność łuku
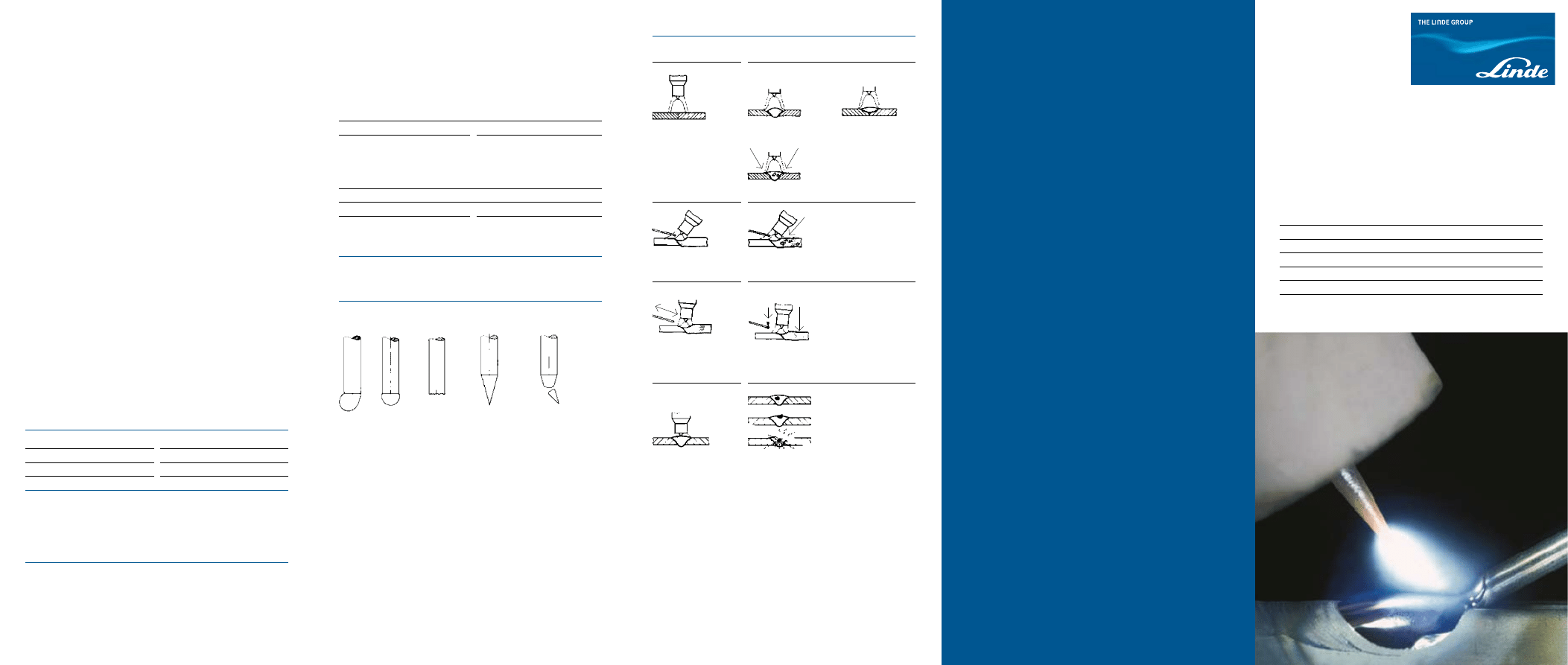
5. Zapobieganie występowaniu niezgodności
spawalniczych
Aby zapobiec niezgodnościom spawalniczym istotne jest
prawidłowe obciążenie elektrody wolframowej.
Przyczyną występowania niezgodności spawalniczych może być
również nieprawidłowe prowadzenie palnika spawalniczego oraz
niewłaściwe podawanie spoiwa.
Poniżej przedstawiono niektóre typowe błędy występujące przy
spawaniu metodą TIG oraz możliwy ich wpływ na jakość spoiny.
Linde Gaz Polska Sp. z o.o., al. Jana Pawła II 41a, 31-864 Kraków
Telefon: +48 12 643 92 00, Fax: +48 12 643 93 00; www.linde-gaz.pl
00
77 0
61
0 – 1
.0 m
m
ds
Rodzaj błędu
Możliwy wpływ
Wtrącenia wolframu
Działanie karbu
(korozja)
Promieniuje
Po bombardowaniu
neutronami (reaktor)
Za duże pochylenie
palnika
Powietrze
Tlenki
Doprowadzanie gazu
Tlenki Tlenki
Wyjście rozgrzanego
końca drutu poza obszar
osłony
Karby
Zbyt długi łuk
Tlenki Pory
Mniejszy wtop
Typowe błędy oraz ich wpływ na jakość spoiny
Obciążenie prądowe elektrod wolframowych
Prąd przemienny
Prąd stały
zbyt duży
prawidłowy
prawidłowy
zbyt mały
zbyt duży
Rodzaj gazu obojętnego
Współczynnik korekcyjny*
VARIGOn® He 30
1,17
VARIGOn® He 50
1,35
VARIGOn® He 70
1,70
* Przy stosowaniu mieszaniny argonowo-helowej jako osłony gazowej należy
uwzględnić korektę wielkości wydatku gazu. Dla zapewnienia skuteczności
osłony wartość natężenia przepływu gazu typowego dla ochrony argonowej
należy przemnożyć przez współczynnik korekcyjny.
Przykład: Jeśli dla osłony argonowej natężenie przepływu wynosi 10 l/min
to na reduktorze na butli z gazem VARIGOn® He 70 należy ustawić przepływ
gazu: 10 l/min x 1,70 = 17,0 l/min
Dla gazów osłonowych VARIGON
®
obowiązują następujące
parametry:
Powietrze
Wybór rodzaju prądu zależy od rodzaju materiału
1. Gazy osłonowe
Argon (I1 według Pn-En ISO 14175), o minimalnym stopniu
czystości 4.0 (99,99 % obj.) jest standardowym gazem osłonowym
znajdując zastosowanie przy spawaniu wszystkich materiałów. Do
spawania materiałów aktywnych (tj. tytan, tantal itd.) zalecany
jest gaz o stopniu czystości 5.0. Właściwości argonu można
modyfikować przez dodatek np. helu, wodoru lub azotu.
należy wówczas wziąć pod uwagę możliwość wejścia w reakcję
składników mieszaniny gazowej z łączonymi materiałami.
Gazy osłonowe i materiały
Wybór sposobu zasilania (np. z butli, wiązek butli lub zbiornika
kriogenicznego) zależy od wielkości zużycia gazu. W zależności
od natężenia prądu, rodzaju materiału i gazu osłonowego,
w celu uzyskania właściwej ochrony należy zapewnić wydatek
gazu na poziomie 5-12 l/min. Poprawę skuteczności ochrony
i ułatwienie dostępu do miejsca spawania można uzyskać poprzez
zastosowanie soczewek gazowych.
Prawidłowy dobór elektrod wolframowych i sposób ich ostrzenia
wpływa na właściwości łuku oraz geometrię spoiny.
Charakterystyka zajarzania i trwałość
Powyższe parametry możemy poprawić poprzez dodatki tlenków
oraz zeszlifowanie elektrody w kierunku wzdłużnym. Szlifowanie
należy wykonać przy użyciu specjalnych urządzeń i przyrządów.
Gaz osłonowy
Materiał
Uwagi
Argon
Wszystkie
metale
spawalne
• najczęstsze zastosowanie
• w przypadku stali CrNi
zalecana dodatkowo
ochrona grani spoiny
MISOn
®
Metale
reaktywne
(np. tytan)
• chronić spoinę oraz strefę
oddziaływania ciepła po
stronie lica i grani spoiny
VARIGOn
®
He 30
VARIGOn
®
He 50
VARIGOn
®
He 70
Al i stopy Al
• zwiększona stabilność
łuku i zajarzania łuku
przy spawaniu prądem
przemiennym
VARIGOn
®
He30
VARIGOn
®
He50
VARIGOn
®
He70
Al i stopy Al
Cu i stopy Cu
• lepsze wtopienie, dzięki
wyższej temperaturze łuku
• większa prędkość spawania
• możliwość zmniejszenia
porowatości spoiny
Hel
Cu i stopy Cu
• utrudnione zajarzanie łuku
VARIGOn
®
H2
VARIGOn
®
H6
nierdzewne
stale
austenityczne
ni i stopy ni
Dodatek H2 powoduje
w porównaniu
z argonem:
• podobne wtopienie
wprowadzając mniejszą
ilość ciepła w złącze,
• większą prędkość
spawania,
• czystszą powierzchnię
spoin
MISOn
®
n2
VARIGOn
®
nHe
Stale Duplex
i Superduplex
• wspomaganie procesu
wydzielania się ferrytu
w spoinie
• zapobieganie utracie azotu
3. Elektrody wolframowe
W zależności od rodzaju prądu, stosuje się elektrody z czystego
wolframu lub z dodatkiem tlenków (En 26848). Tlenki mają
korzystny wpływ na stabilność łuku i charakterystykę zajarzania.
Poza tym wpływają na zwiększenie trwałości i pozwalają na
większe obciążenie elektrod. Dzięki temu, przy takim samym
natężeniu prądu można zastosować cieńszą elektrodę i dodatkowo
uzyskać skoncentrowane wtopienie oraz mniejsze odkształcenia.
Tlenek toru zastępuje się innymi tlenkami albo mieszankami
tlenków, ponieważ tor jest pierwiastkiem o niewielkiej
radioaktywności i wymaga stosowania dodatkowych środków.
Rodzaj materiału
Rodzaj prądu
Biegunowość prądu
Stale niestopowe i stopowe,
miedź i stopy Cu, nikiel i stopy
ni, tytan i stopy Ti, cyrkon,
tantal
= (-)*
Aluminium i stopy Al
= (-)*
~ = (-)*
z helem
Magnez i stopy Mg
~
* Informacja = (-) oznacza prąd stały elektrodę wolframową podłączać do
bieguna ujemnego
W poniższej tabeli (wyciąg z EN 26848) przedstawiono
dopuszczalne obciążenie prądem
Średnica
elektrod
(mm)
Prąd spawania (A)
Prąd przemienny*
Prąd stały = (-)
Elektrody
z czystego
wolframu
Elektrody
z dodatkiem
tlenków
Elektrody
z dodatkiem
tlenków
1,0
15-55
15-70
10-75
1,6
45-90
60-125
60-150
2,4 (2,5)
80-140
120-210
170-250
3,2
150- 190
150-250
225-330
4,0
180-260
240-350
350-480
4,8 (5,0)
240-350
330-460
500-675
* przy jednakowych udziałach plusowych i minusowych
4. Wskazówki technologiczne
Oprócz prawidłowego doboru parametrów spawania, wielkości
dysz gazowych i wydatku gazu, należy również zwrócić uwagę na
sposób prowadzenia palnika, a w razie konieczności na sposób
podawania stopiwa. Palnik powinien być prowadzony w kierunku
spawania pod kątem ostrym, około 15
°-40°.
Najważniejsze zasady zapewniające bezpieczeństwo
oraz wyeliminowanie niezgodności przy spawaniu
metodą TIG:
Zasada 1: Czystość
Materiał spawany w obszarze spoiny nie może być pokryty
tłuszczem, olejem i innymi zanieczyszczeniami. należy również
zwracać uwagę na czystość spoiwa i rękawic spawacza.
Dotyczy to zapobiegania tworzeniu się porów np. przy spawaniu
aluminium. Krawędzie od strony grani powinny być sfazowane.
Zasada 2: Prowadzenie spoiwa
W celu uniknięcia utlenienia spoiny, rozgrzany koniec drutu
spawalniczego musi być zawsze prowadzony w płaszczu gazu
osłonowego. Spoiwo należy prowadzić pod niewielkim kątem
względem powierzchni spawanego przedmiotu.
15
°-40°
10
°-30°
10
°-30°
20
°-30°
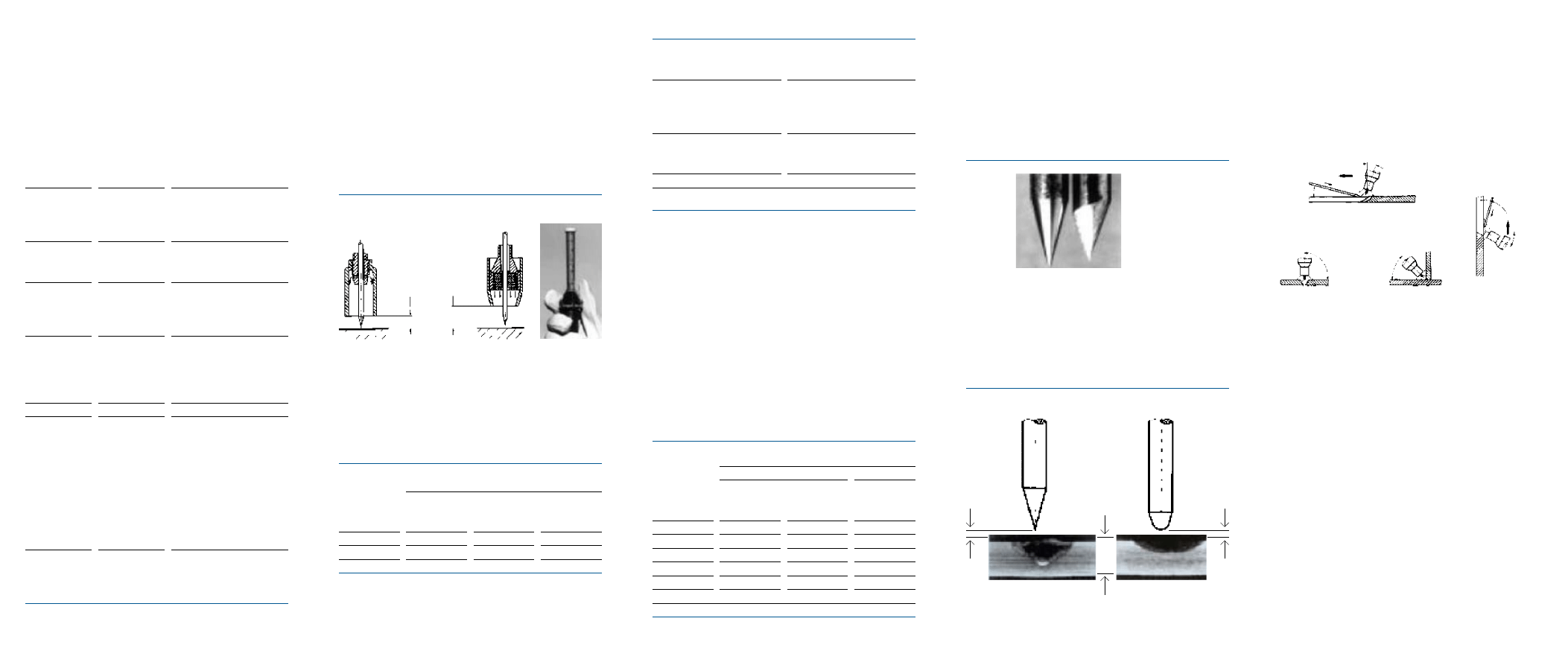
Wpływ chropowatości i centryczności stożka na trwałość
elektrod wolframowych
Charakterystyka wtopienia i szerokość spoiny
Dla uzyskania właściwego wtopienia zaleca się kąt wierzchołkowy
30
°-60°.
• ogólna zasada: mniejszy kąt wierzchołkowy = głębsze wtopienie
• większy kąt wierzchołkowy = większa szerokość spoiny
Trwałość:
17 godzin
Trwałość:
5 godzin
Ø elektrod: 3,2 mm
Prąd spawania 150 A
Materiał: stal
Parametry geometryczne przy spawaniu stali metodą TIG
Ø elektrod wolframowych: 4mm; Prąd = (-): 300 A; V
w
24 cm/min
6
Spoina czołowa
Spoina pachwinowa
Położenie: w (PA)
h (PB)
s (PF)
90
°
45
°
2. Źródło prądu spawania
W zależności od rodzaju materiału należy ustawić natężenie prądu
w zakresie od 30 do 50 A/mm. na podstawie tej zależności dobiera
się źródło prądu o właściwej mocy.
bez soczewki gazowej
z soczewką gazową
Prawidłową ilość gazu na wylocie dyszy gazowej kontroluje się
za pomocą przepływomierzy
Parametry źródła prądu
Grubość
ścianki
mm
Rodzaj materiału
Stale
niestopowe
i stopowe
Aluminium
i stopy Al
Miedź
i stopy Cu
do 2
120 A
120 A
200 A
do 4
200 A
200 A
250 A
do 6
250 A
250 A
300 A
2
2
Wyszukiwarka
Podobne podstrony:
AC TIG Welding Output Inverter Design Basics an 1045b
Free How to do TIG Welding Guide
EC08 FPC NTISR Strike TIG Outbrief (9May08)
EC08 FPC PS TIG FPC Outbrief (9May08)
Corrax tig weld
Paralleling Arc Welding Power Sources
Guidelines for Shielded Metal Arc (Stick) Welding (SMAW)
Spawanie TIG piotrek, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictw
TiG pytania kolokwium, Geodezja i Geoinformatyka UWM, III rok, TiG
mig,mag,tig
Spawanie TIG?rtek
1650 SMC TIG
SPAWANIE METODĄ TIG
TIG ST GiG, pytania powtórzeniowe (semestr letni)
EC08 FPC MDA TIG Overview FPC Outbrief (9 May 08)
5 Spawanie w gazach ochronnych TIG (141)
206 721206 spawacz metoda tig
więcej podobnych podstron