
PROJEKT
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO KOŁA ZĘBATEGO
(projekt I zad nr 9)
Wykonanie:
Marcin Piela (gr II, sekcja B, MTA)
Błażej Krentusz (gr II, sekcja A, MTA)
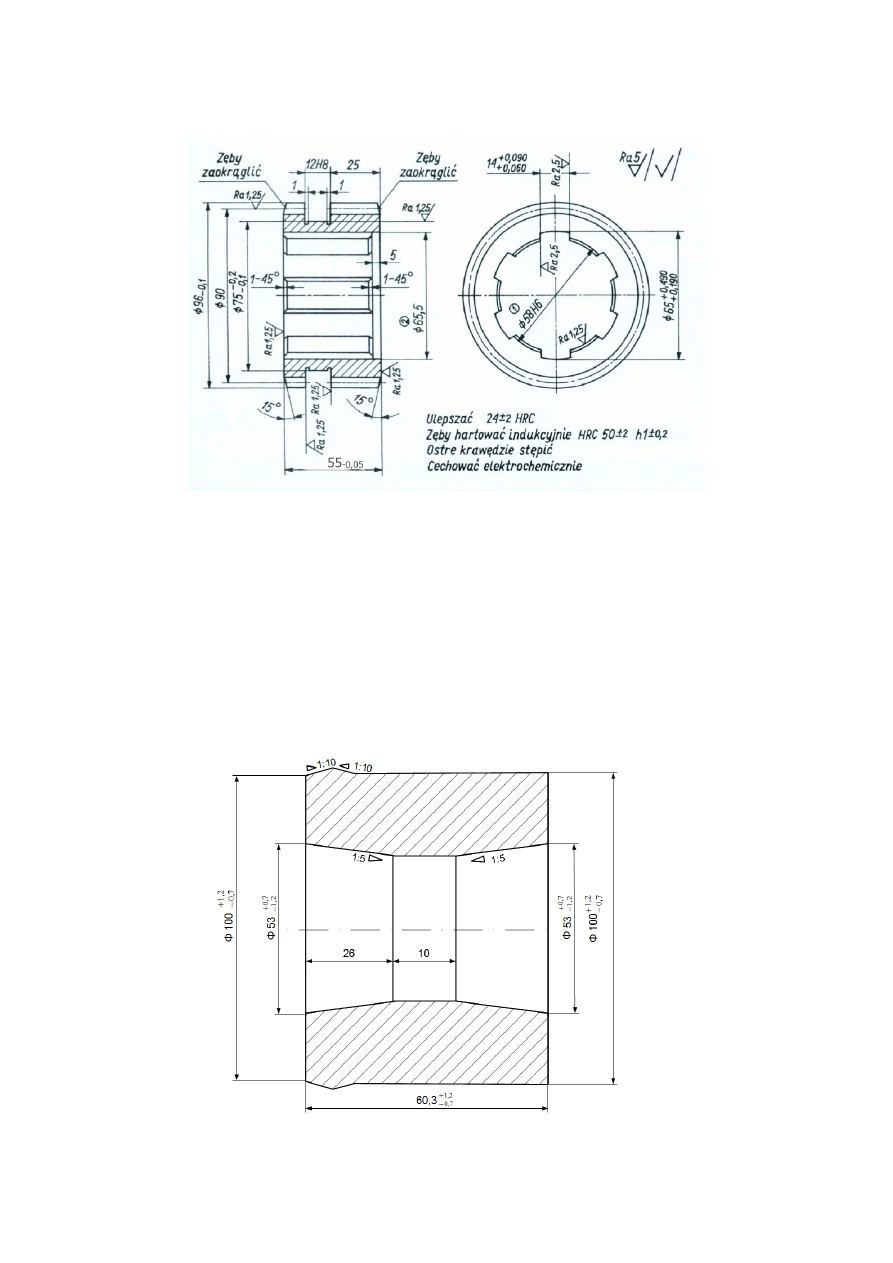
1. Treść projektu
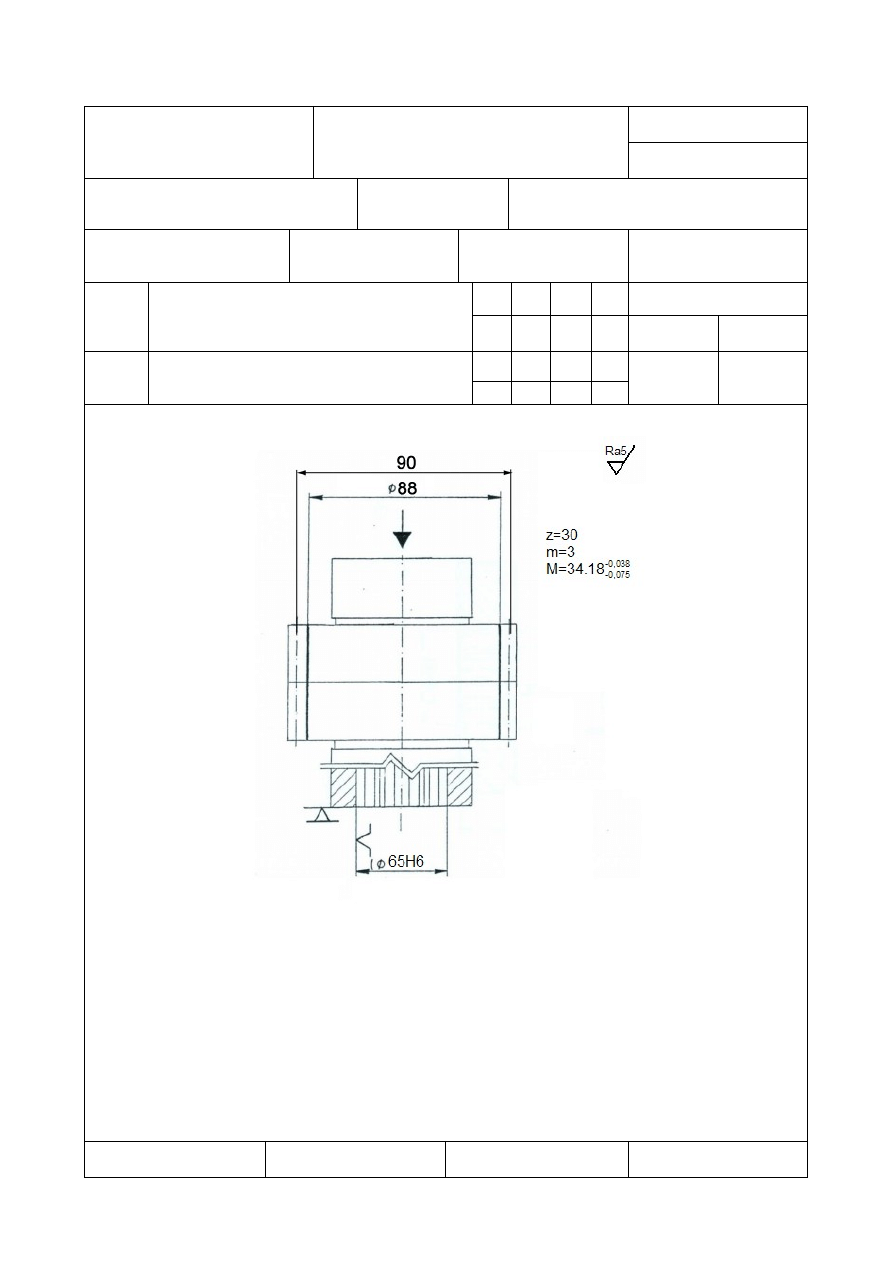
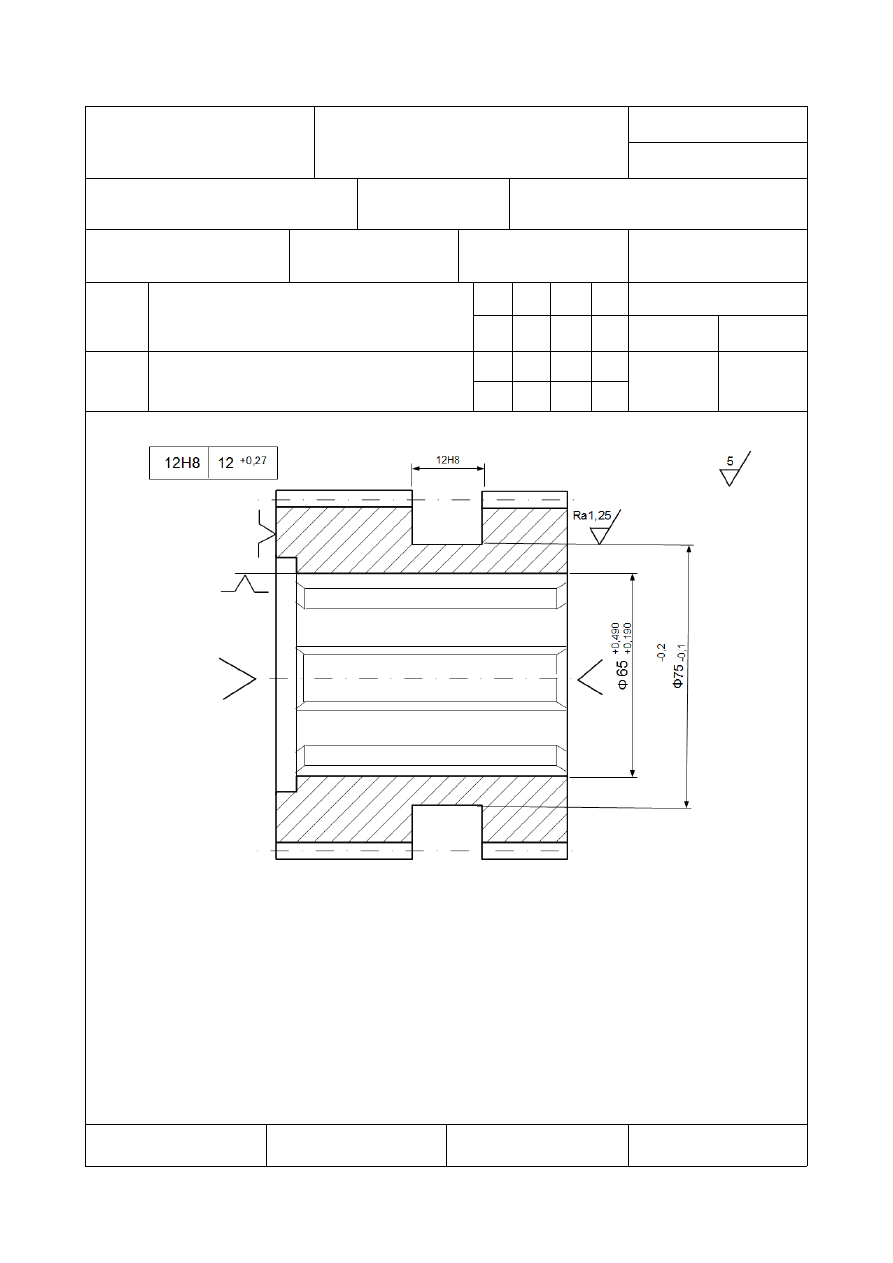
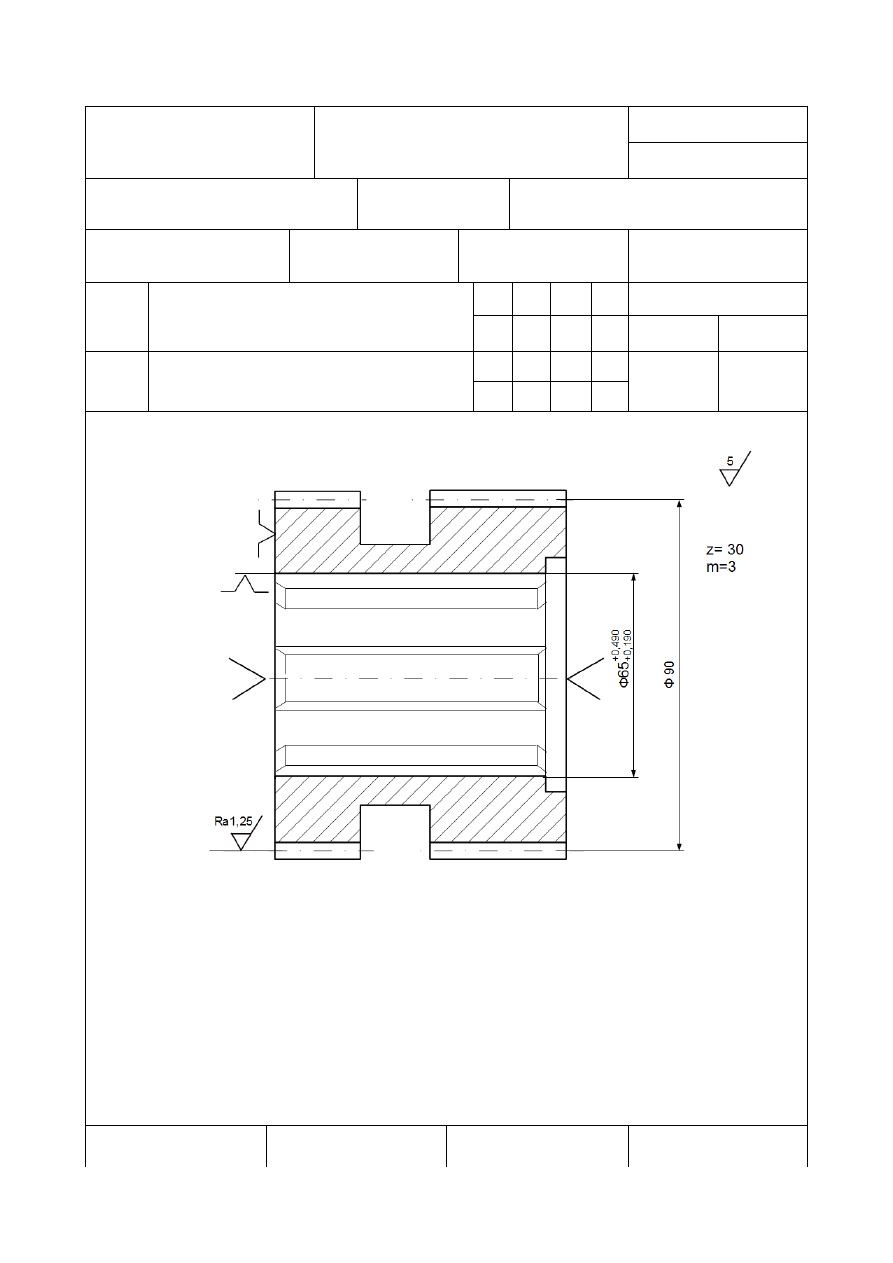
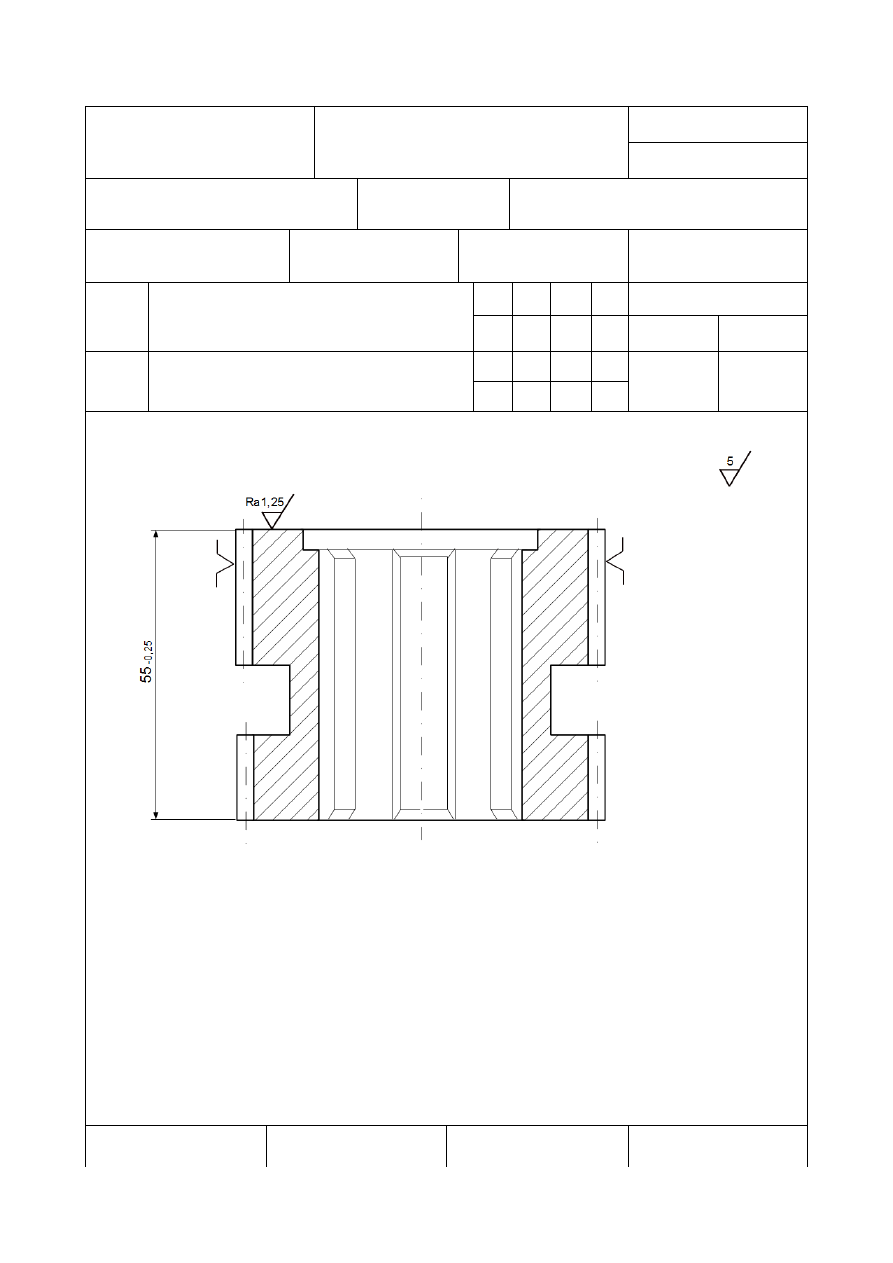
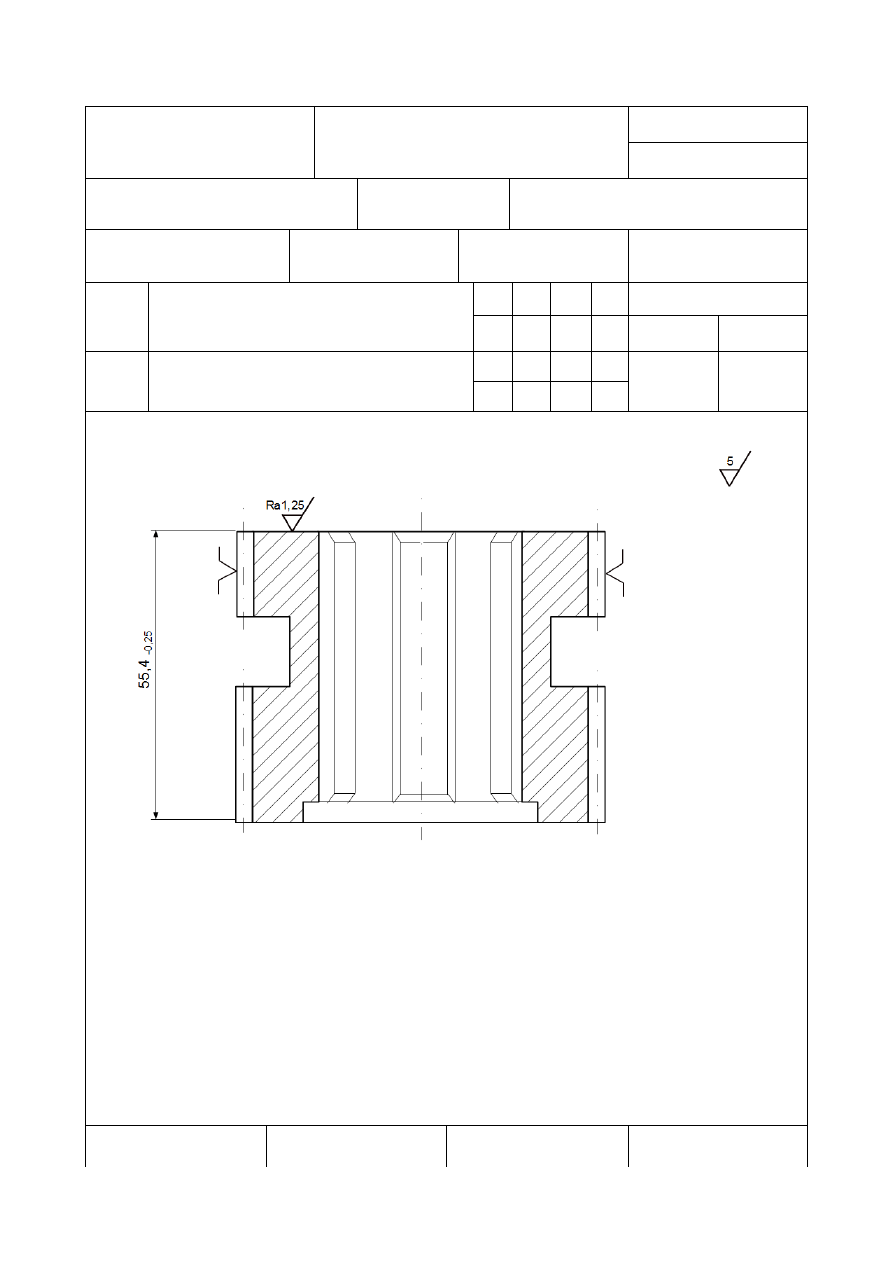
Zaprojektować proces technologiczny poniższego koła zębatego:
α = 20
o
m = 3
z = 30
i = 7
Materiał: Żeliwo, HB=190
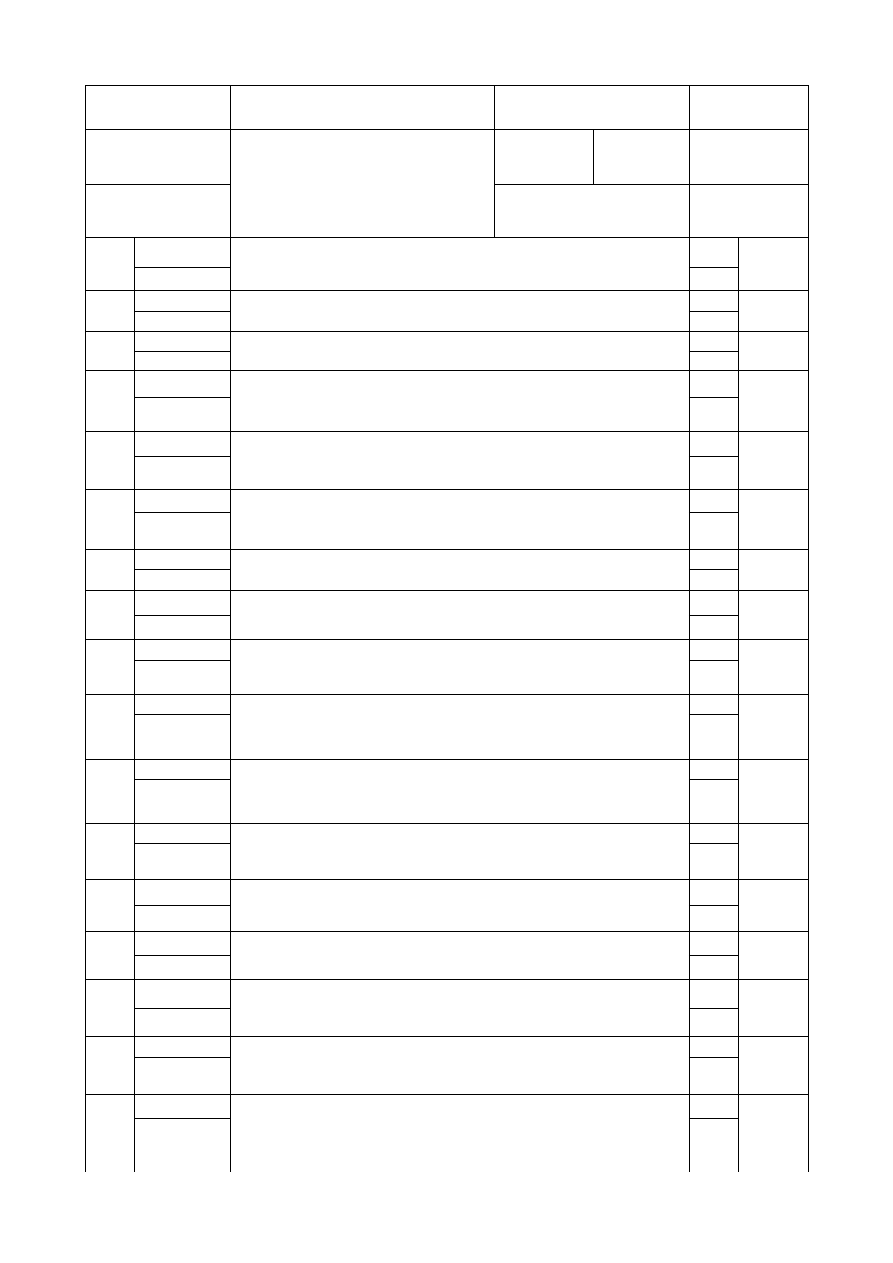
2. Dobór odkuwki matrycowej:
Przyjęto odkuwkę wykonaną w klasie Z na młocie. Naddatki i tolerancje dobrano według normy
PN-86/H-94301
Wytwór
A 55
Nazwa części
Koło zębate
Symbol, Nr rysunku nr poz,
A 55.120.31
Nr zlecenia:
1300.108/99
Gatunek i stan materiału:
Żeliwo
Postać i wymiary materiału wejściowego:
Odkuwka
Sztuk/Wyrób
2
KG/1 szt.
netto
1,65
Sztuk na
zlecenie
1000
Indeks materiałowy
Norma
mater.
KG/1 szt. 2,22
Materiał
kG/Zlecenie
22,20
Nr
oper.
Wydział
O p i s o p e r a c j i
Tpz
T=Tp+
n x tj
Stanowisko
tj
5
WOC
Hartować i odpuszczać do twardości 24±2 HRC wg instrukcji TGM-18.
Obróbka Cieplna
10
WOC
Kontrola twardości wg TGM-18.
KT
15
M 01
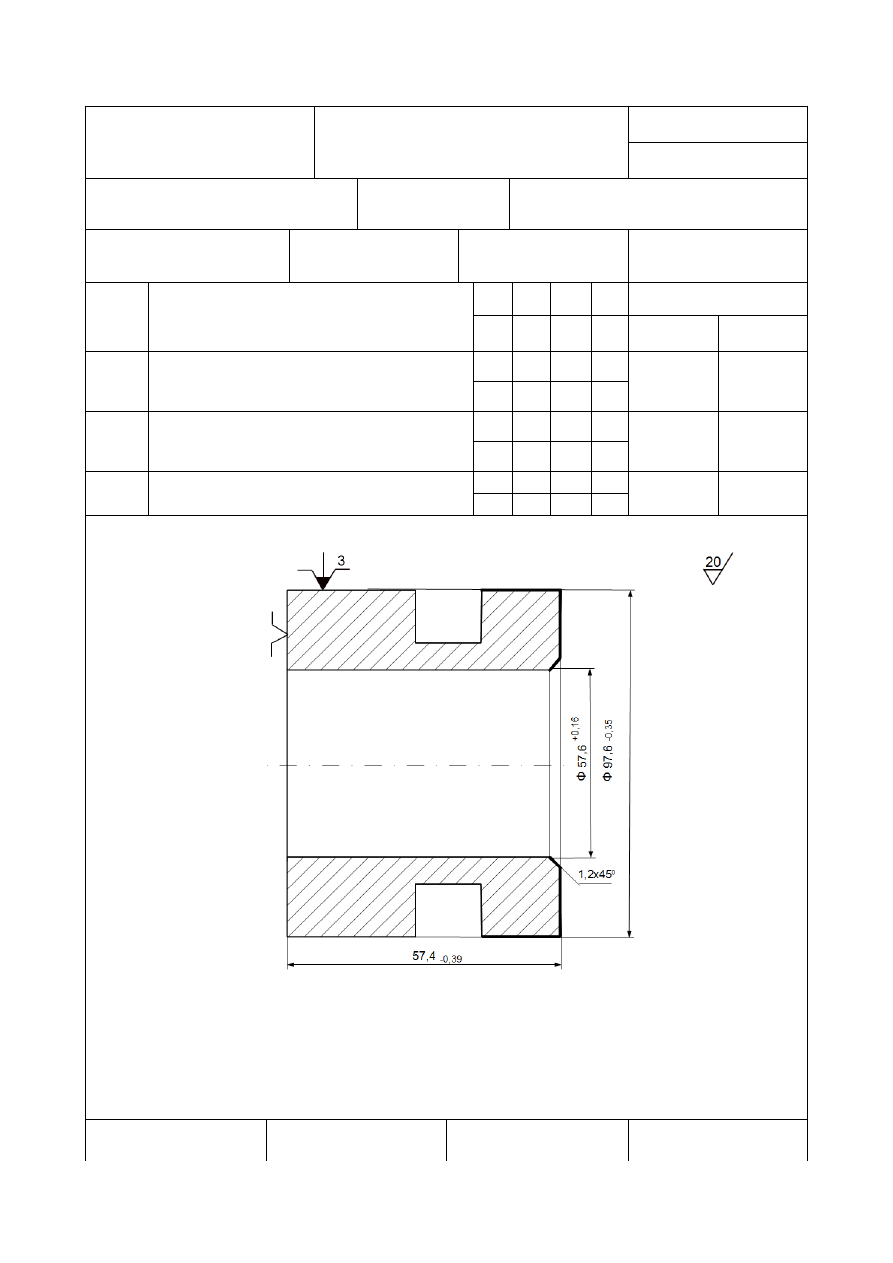
Toczyć powierzchnię zewnętrzną i czoło zgrubnie, powiercać i roztaczać otwór, wcinanie
rowka zgodnie z instrukcją.
Tokarka
rewolwerowa
20
M 03
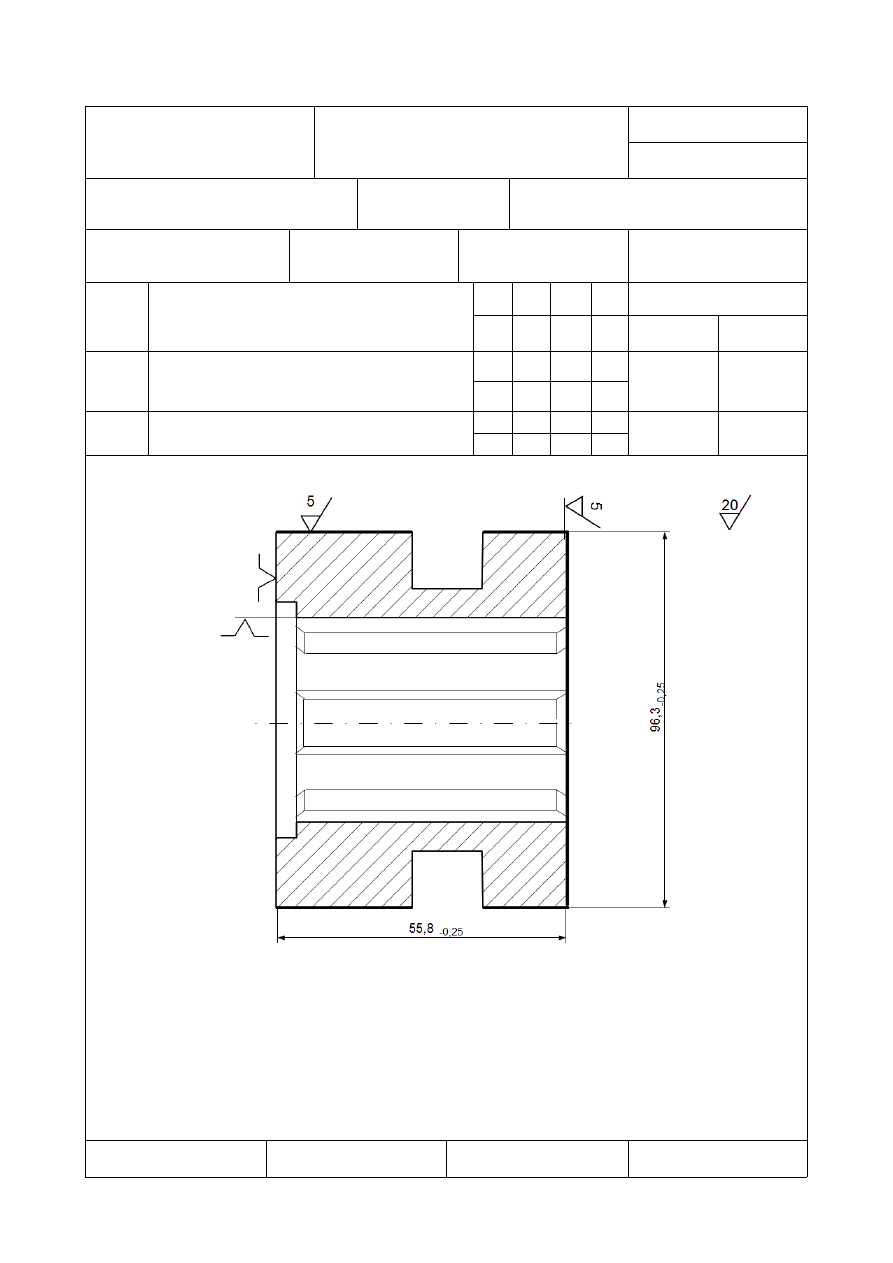
Toczyć czoło i powierzchnie zewnętrzną zgrubnie wg instrukcji.
Tokarka
produkcyjna
25
M 03
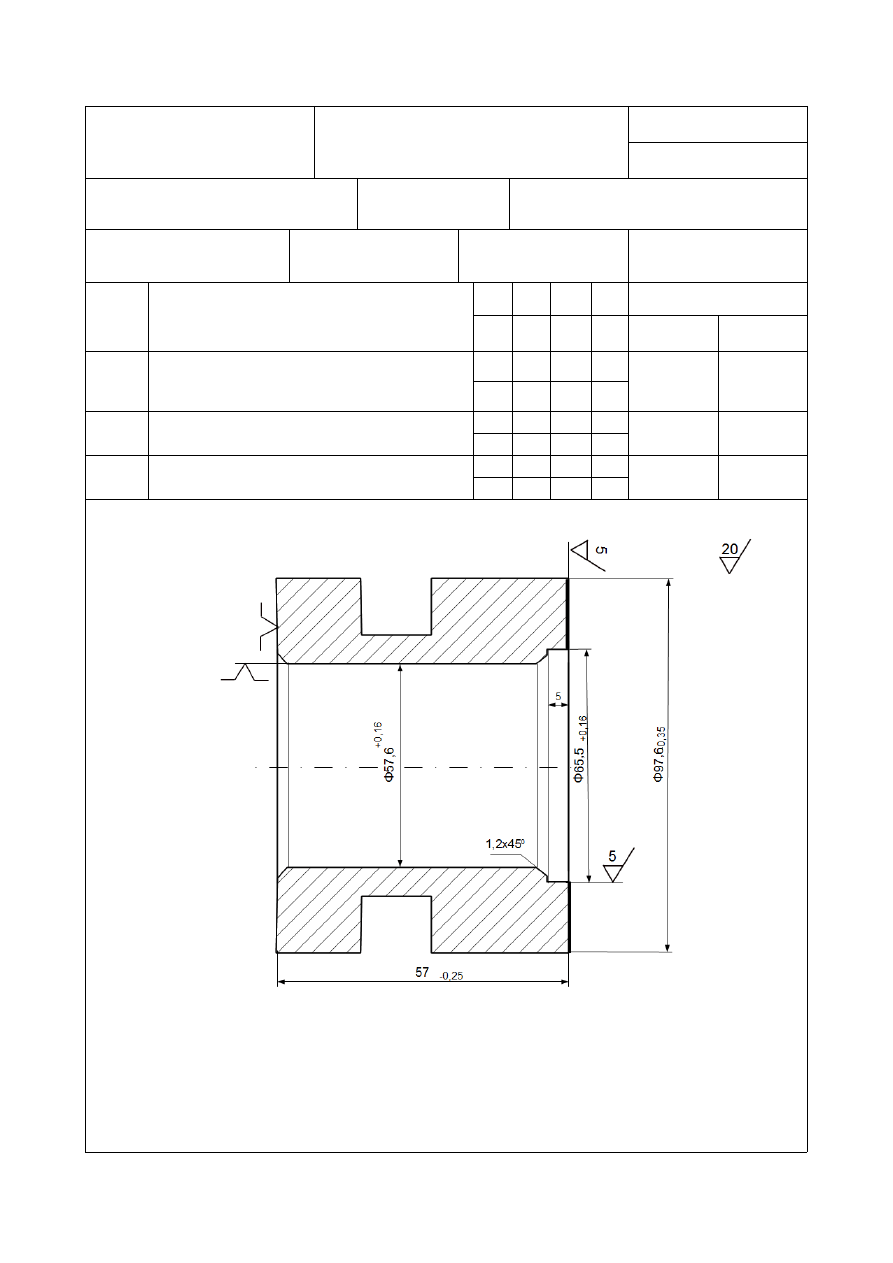
Wytaczanie powierzchni wewnętrznej i toczenie kształtujące czoła.
Tokarka
rewolwerowa
30
M 03
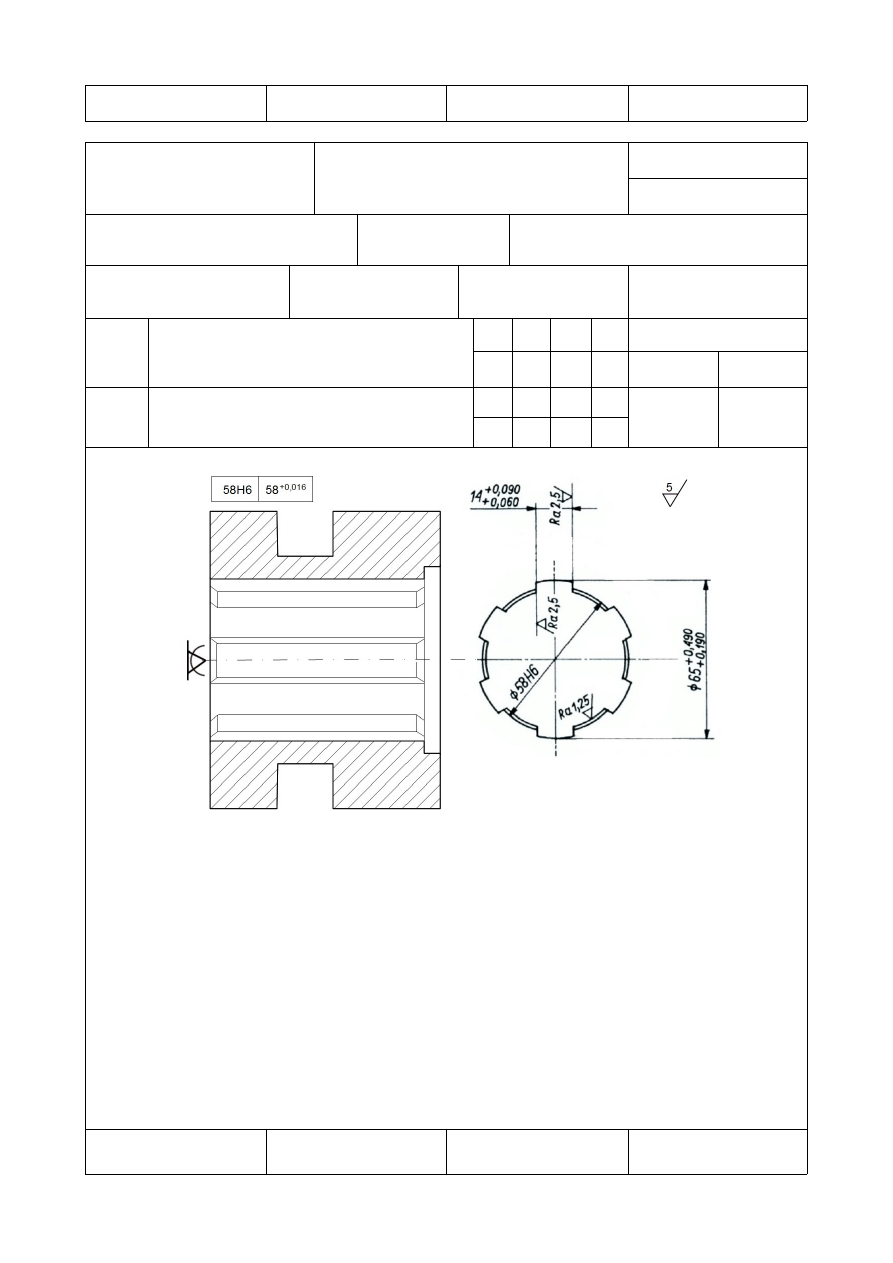
Przeciągać otwór zgodnie z instrukcją.
Przeciągarka
35
M 04
Usunąć zadziory, załamać ostre krawędzie wg instrukcji TT-136.
Ślusarskie
40
M 03
Toczyć powierzchnie czołową i zewnętrzną kształtująco wg instrukcji.
Tokarka
Wielonożowa
45
M 03
Szlifowanie powierzchni czołowej wg instrukcji
Szlifierka
do płaszczyzn
50
M 03
Szlifowanie powierzchni czołowej wg instrukcji
Szlifierka
do płaszczyzn
55
M 03
Dłutować uzębienie wg instrukcji.
Dłutownica
Maaga
60
M 03
Zaokrąglenie zębów z obydwu stron.
Zaokrąg
65
M 04
Załamać ostre krawędzie na bokach zębów wg instrukcji TGS-02.
Ślusarskie
70
WOC
Hartowanie powierzchniowe zębów zachowując twardość 50±2 HRC wg instrukcji TGM-
23.
Obróbka Cieplna
75
M 03
Szlifowanie wykańczające rowka wg instrukcji.
Szlifierka do
wałków
80
M 03
Szlifowanie wykańczające zębów wg instrukcji.
Szlifierka Nielsa
85
M 03
Kontrola Ostateczna.
Kontrola
Ostateczna
90
M 03
Konserwować antykorozyjnie.
Konserwacja
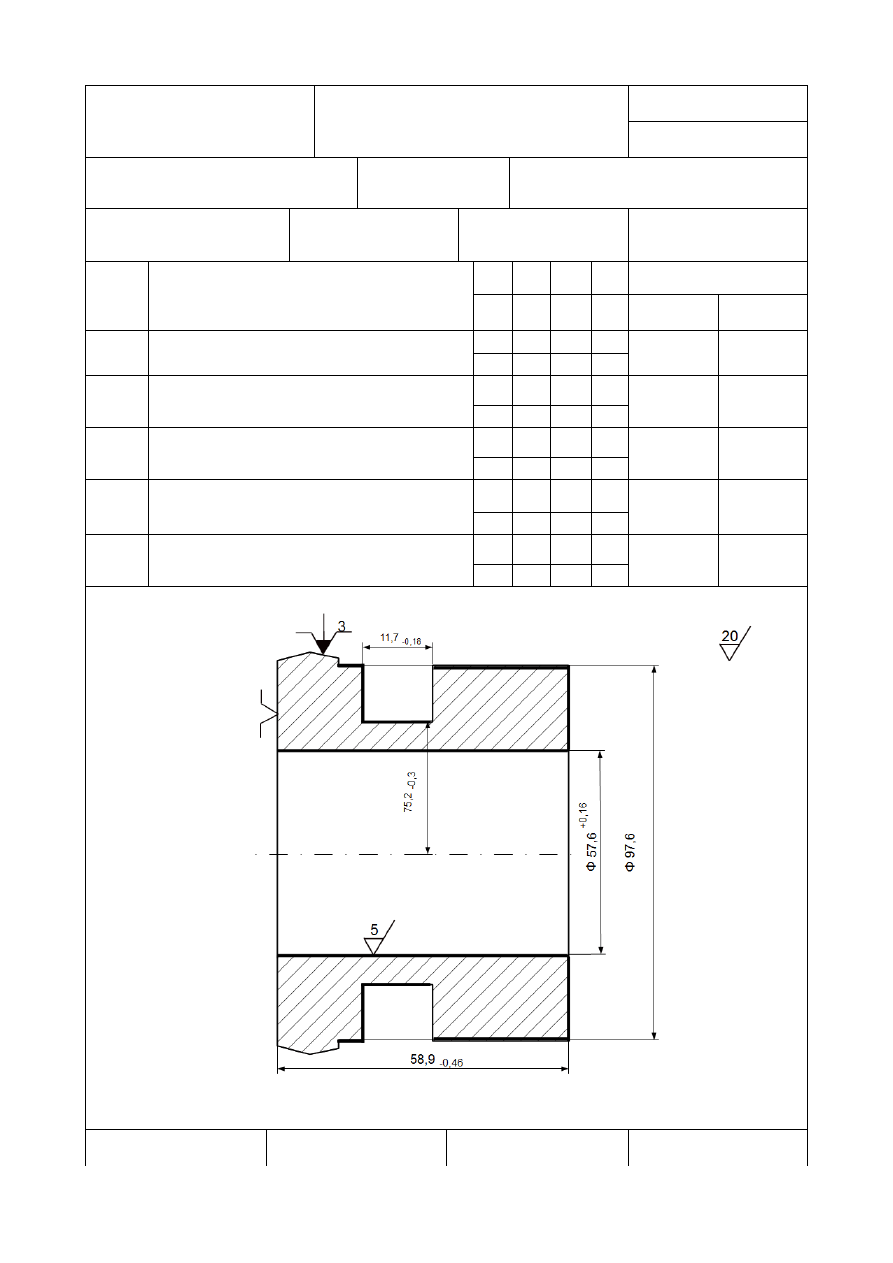
KARTA INSTRUKCYJNA
OBRÓBKI
Nazwa części:
Koło zębate
Nr rysunku:
A 55.120.31
Gatunek i stan materiału wejściowego:
Żeliwo
Indeks:
Postać i wymiary materiału wejściowego:
Odkuwka
Stanowisko robocze:
Tokarka rewolwerowa
Operacja:
15
Zabieg:
1+5
Przyrządy uchwytowe:
Wyposażenie obrabiarki
Nr
zab.
Treść zabiegu
D,B
l
i
Pomoce warsztatowe:
v
n
p
g
Narzędzia
Sprawdziany
i narz. pomiar.
1
Wiercić otwór Φ 56
56
1
NWKc
1
3
2
Roztaczać otwór Φ 57,6
57,6
1
NWKc
MAUa
1,6
4
Toczyć powierzchnie zewnętrzną Φ 97,6
97,6
1
NNZa
MAUa
2
5
Toczyć powierzchnię czołową Φ 97,6
97,6
1
3,4
NNZb
MAUa
6
Wcinać rowek na wymiary Φ75,2 i 11,7
75,2
11,7
4
NNZb
MAUa
3
Opracowali:
Piela, Krentusz
Sprawdził:
Zatwierdził:
Arkusz/Arkuszy:
1/1
KARTA INSTRUKCYJNA
OBRÓBKI
Nazwa części:
Koło zębate
Nr rysunku:
A 55.120.31
Gatunek i stan materiału wejściowego:
Żeliwo
Indeks:
Postać i wymiary materiału wejściowego:
Odkuwka
Stanowisko robocze:
Tokarka produkcyjna
Operacja:
20
Zabieg:
1+3
Przyrządy uchwytowe:
Wyposażenie obrabiarki
Nr
zab.
Treść zabiegu
D,B
l
i
Pomoce warsztatowe:
v
n
p
g
Narzędzia
Sprawdziany
i narz. pomiar.
1
Toczyć powierzchnie czołowe
97,6
1
NNZb
MAUa
2
2
Toczyć powierzchnie zewnętrzną Φ 97,6
97,6
1
NNZa
MAUa
1,5
3
Toczyć fazkę
58
1
NNPc
MAUa
1,2
Opracowali:
Piela, Krentusz
Sprawdził:
Zatwierdził:
Arkusz/Arkuszy:
1/1
KARTA INSTRUKCYJNA
OBRÓBKI
Nazwa części:
Koło zębate
Nr rysunku:
A 55.120.31
Gatunek i stan materiału wejściowego:
Żeliwo
Indeks:
Postać i wymiary materiału wejściowego:
Odkuwka
Stanowisko robocze:
Tokarka rewolwerowa
Operacja:
25
Zabieg:
1+3
Przyrządy uchwytowe:
Wyposażenie obrabiarki
Nr
zab.
Treść zabiegu
D,B
l
i
Pomoce warsztatowe:
v
n
p
g
Narzędzia
Sprawdziany
i narz. pomiar.
1
Wytaczać wzdłużnie Φ 65,5 na długość 5mm
65,5
5
2
NWKc
MAUa
4
2
Toczyć czoło kształtująco
97,6
1
NNBc
NNPa
MAUa
0,4
3
Toczyć fazkę
58
1
NNPe
MAUa
1,2
Opracowali:
Piela, Krentusz
Sprawdził:
Zatwierdził:
Arkusz/Arkuszy:
1/1
KARTA INSTRUKCYJNA
OBRÓBKI
Nazwa części:
Koło zębate
Nr rysunku:
A 55.120.31
Gatunek i stan materiału wejściowego:
Żeliwo
Indeks:
Postać i wymiary materiału wejściowego:
Odkuwka
Stanowisko robocze:
Tokarka produkcyjna
Operacja:
30
Zabieg:
1
Przyrządy uchwytowe:
Wyposażenie obrabiarki
Nr
zab.
Treść zabiegu
D,B
l
i
Pomoce warsztatowe:
v
n
p
g
Narzędzia
Sprawdziany
i narz. pomiar.
1
Przeciągać otwór wielorowkowy
58
52
1
NPWw
58H6
SW1112
SW2132
3,2
0,06
3,7
Opracowali:
Piela, Krentusz
Sprawdził:
Zatwierdził:
Arkusz/Arkuszy:
1/1
KARTA INSTRUKCYJNA
OBRÓBKI
Nazwa części:
Koło zębate
Nr rysunku:
A 55.120.31
Gatunek i stan materiału wejściowego:
Żeliwo
Indeks:
Postać i wymiary materiału wejściowego:
Odkuwka
Stanowisko robocze:
Tokarka Wielonożowa
Operacja:
40
Zabieg:
1+2
Przyrządy uchwytowe:
Wyposażenie obrabiarki
Nr
zab.
Treść zabiegu
D,B
l
i
Pomoce warsztatowe:
v
n
p
g
Narzędzia
Sprawdziany
i narz. pomiar.
1
Toczyć czoło kształtująco
96,3
1
NWKc
MAUa
1,2
2
Toczyć powierzchnię zewnętrzną
96,3
1
NWKc
MAUa
1,1
Opracowali:
Piela, Krentusz
Sprawdził:
Zatwierdził:
Arkusz/Arkuszy:
1/1
KARTA INSTRUKCYJNA
OBRÓBKI
Nazwa części:
Koło zębate
Nr rysunku:
A 55.120.31
Gatunek i stan materiału wejściowego:
Żeliwo
Indeks:
Postać i wymiary materiału wejściowego:
Odkuwka
Stanowisko robocze:
Dłutownica maaga
Operacja:
55
Zabieg:
1
Przyrządy uchwytowe:
Wyposażenie obrabiarki
Nr
zab.
Treść zabiegu
D,B
l
i
Pomoce warsztatowe:
v
n
p
g
Narzędzia
Sprawdziany
i narz. pomiar.
1
Dłutować uzębienie
96
55
1
Nóż zębatkowy
MMSw
24
210
0,25
6
Opracowali:
Piela, Krentusz
Sprawdził:
Zatwierdził:
Arkusz/Arkuszy:
1/1
KARTA INSTRUKCYJNA
OBRÓBKI
Nazwa części:
Koło zębate
Nr rysunku:
A 55.120.31
Gatunek i stan materiału wejściowego:
Żeliwo
Indeks:
Postać i wymiary materiału wejściowego:
Odkuwka
Stanowisko robocze:
Szlifierka do wałków
Operacja:
75
Zabieg:
1
Przyrządy uchwytowe:
Wyposażenie obrabiarki
Nr
zab.
Treść zabiegu
D,B
l
i
Pomoce warsztatowe:
v
n
p
g
Narzędzia
Sprawdziany
i narz. pomiar.
1
Szlifować rowek 12H8
75
40
9
30A80H8
VK157
MMZb
2,6
150
0,03
0,2
Opracowali:
Piela, Krentusz
Sprawdził:
Zatwierdził:
Arkusz/Arkuszy:
1/1
KARTA INSTRUKCYJNA
OBRÓBKI
Nazwa części:
Koło zębate
Nr rysunku:
A 55.120.31
Gatunek i stan materiału wejściowego:
Żeliwo
Indeks:
Postać i wymiary materiału wejściowego:
Odkuwka
Stanowisko robocze:
Szlifierka Nilse'a
Operacja:
80
Zabieg:
1
Przyrządy uchwytowe:
Wyposażenie obrabiarki
Nr
zab.
Treść zabiegu
D,B
l
i
Pomoce warsztatowe:
v
n
p
g
Narzędzia
Sprawdziany
i narz. pomiar.
1
Szlifować uzębienie
90
55
18
30A80H8
VK157
MMS
0,03
0,1
Opracowali:
Piela, Krentusz
Sprawdził:
Zatwierdził:
Arkusz/Arkuszy:
1/1
KARTA INSTRUKCYJNA
OBRÓBKI
Nazwa części:
Koło zębate
Nr rysunku:
A 55.120.31
Gatunek i stan materiału wejściowego:
Żeliwo
Indeks:
Postać i wymiary materiału wejściowego:
Odkuwka
Stanowisko robocze:
Szlifierka do Powierzchni
Operacja:
50
Zabieg:
1
Przyrządy uchwytowe:
Wyposażenie obrabiarki
Nr
zab.
Treść zabiegu
D,B
l
i
Pomoce warsztatowe:
v
n
p
g
Narzędzia
Sprawdziany
i narz. pomiar.
1
Szlifować powierzchnie
96
9
30A80H8
VK157
MMZb
0,03
0,4
Opracowali:
Piela, Krentusz
Sprawdził:
Zatwierdził:
Arkusz/Arkuszy:
1/1
KARTA INSTRUKCYJNA
OBRÓBKI
Nazwa części:
Koło zębate
Nr rysunku:
A 55.120.31
Gatunek i stan materiału wejściowego:
Żeliwo
Indeks:
Postać i wymiary materiału wejściowego:
Odkuwka
Stanowisko robocze:
Szlifierka do Powierzchni
Operacja:
45
Zabieg:
1
Przyrządy uchwytowe:
Wyposażenie obrabiarki
Nr
zab.
Treść zabiegu
D,B
l
i
Pomoce warsztatowe:
v
n
p
g
Narzędzia
Sprawdziany
i narz. pomiar.
1
Szlifować powierzchnie
96
9
30A80H8
VK157
MMZb
0,03
0,4
Opracowali:
Piela, Krentusz
Sprawdził:
Zatwierdził:
Arkusz/Arkuszy:
1/1

Wyszukiwarka
Podobne podstrony:
Proces Technologiczny Ko+éa Z¦Öbatego
ge water process technologies españa sl
7 1 KO przyklad walek, Inżynierskie, Semestr IV, Podstawy procesów technologicznych
19 Mikroinżynieria przestrzenna procesy technologiczne,
projektowanie procesów technologicznych F
Proces Technologiczny ropy
PROCES TECHNOLOGICZNY 2
Analizowanie procesow technolog Nieznany (2)
Proces technologiczny do podyktowania, TM - Technologia Maszyn, O procesie technologicznym
kim, Inżynierskie, Semestr IV, Podstawy procesów technologicznych
Cwiczenie - F OKSYALKILENOWANIE ALKOHOLI, Technologia INZ PWR, Semestr 5, Technologia Chemiczna - su
Proces technologiczny
Proces technologiczny buta ortopedycznego
Ramowy proces technologiczny2
13 Organizowanie procesów technologicznych
PROCES TECHNOLOGICZNY BLOCZKA BETONOWEGO
Proces technologiczny
więcej podobnych podstron