OD KOT£A DO GRZEJNIKA
www.polskiinstalator.com.pl
Numer Specjalny PI 2006
2
INSTALACJE
Narzêdzia do systemów rurowych
z tworzyw sztucznych
Technika monta¿u przewodów z two-
rzyw sztucznych wesz³a ju¿ na sta³e
do kanonu prac montera, znacznie
gorzej wygl¹da sprawa u¿ywanych
narzêdzi. Nadal wielu instalatorów
u¿ywa do tego celu nieodpowied-
niego sprzêtu kalecz¹cego rury
i stwarzaj¹cego zagro¿enia dla
trwa³oœci przysz³ej instalacji.
W artykule omówiono mniej lub
bardziej znane rozwi¹zania narzêdzi
do obróbki tworzyw sztucznych, za-
równo dla monterów indywidual-
nych, jak i profesjonalistów.
Narzêdzia do ciêcia
Rury tworzywowe s¹ miêkkie, dlatego
bardzo czêsto do ich ciêcia wykorzysty-
wane bywaj¹ przypadkowe narzêdzia np.
brzeszczot, ostry nó¿. Tymczasem szczel-
noœæ wykonanego po³¹czenia w wielu
technologiach zale¿y od jakoœci bosego
koñca rury. Tote¿ brak p³aszczyzny, znie-
kszta³cenie przekroju lub jej „skaleczenie”
staje siê najczêstsz¹ przyczyn¹ przecieku.
No¿yce gilotynowe
Przeznaczone s¹ do ciêcia rur z PE, PE-X, PP,
PVC, CPVC, PB i wielowarstwowych. Wyko-
nywane s¹ w zakresie œrednic 6-63 mm.
Dla œrednic do 26 mm nie maj¹ zwykle
urz¹dzenia zapadkowego, ciêcie odbywa
siê jednym ruchem. Od œrednicy 32 do
63 mm maj¹ zapadkê, dziêki czemu nawet
podczas ciêcia wiêkszych przewodów wy-
si³ek ze strony montera jest minimalny.
Na no¿ycach nie warto oszczêdzaæ, profe-
sjonalne narzêdzia s¹ wprawdzie doœæ dro-
gie, ale oferuj¹ no¿e ze stali wysokiej jako-
œci i wiele dodatkowych pomocnych funk-
cji. Tanie podróbki zaœ s¹ zwykle emaliowa-
ne, po zdarciu emalii ostrze szybko pokry-
wa siê rdz¹ i wymaga czêstego ostrzenia.
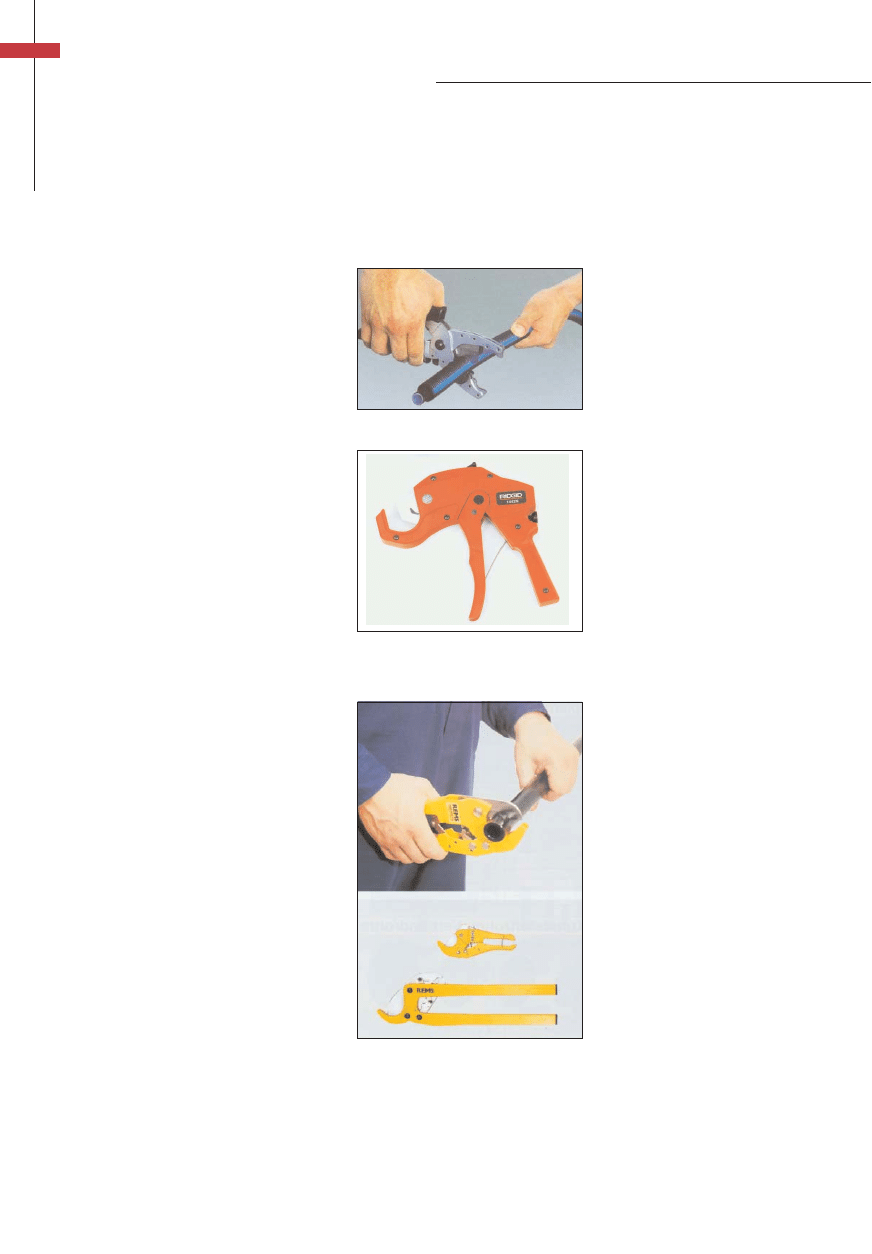
Do ciêcia rur wielowarstwowych i PE
o œrednicy do 20 mm polecam no¿yce fir-
my Geberit (fot. 1). Znajdziemy w nich trzy
funkcje: ciêcia, gratowania (dwie œrednice
16 i 20 mm) oraz ucinania Peschla.
No¿yce zapadkowe
Do wiêkszych œrednic bardziej odpowied-
nie bêd¹ no¿yce zapadkowe (fot. 2). Na-
le¿y zwróciæ uwagê na wielkoœæ rozwarcia
szczêk i sposób przekazywania si³y, w nie-
których konstrukcjach szczêki nie rozwie-
raj¹ siê do koñca – mo¿na przez to skale-
czyæ rurê ju¿ podczas wk³adania jej do no-
¿yc. No¿yce zapadkowe mog¹ ci¹æ ru-
chem orbitalnym (po ³uku) lub prostym.
Nó¿ w ruchu orbitalnym ustawia siê w po-
³o¿eniu rozwartym rêcznie, podczas ciêcia
prostego (fot. 3), po naciœniêciu guzika
nó¿ powraca w pozycjê wyjœciow¹ auto-
matycznie. No¿yce zapadkowe nadaj¹ siê
szczególnie do ciêcia rur PP, PVC-U i CPVC,
a tak¿e PE, PE-X, PB i PVDF. Nie zaleca siê
natomiast stosowaæ ich do ciêcia rur wie-
lowarstwowych PE-X/Al/PE-X z uwagi na
mo¿liwoœæ zniekszta³cenia koñca rury.
Wykonywane s¹ w trzech podstawowych
rozmiarach: do œrednicy 35, 42 i 63 mm.
Na rynku znajdziemy te¿ no¿yce do
75 mm (np. model REMS ROS P75).
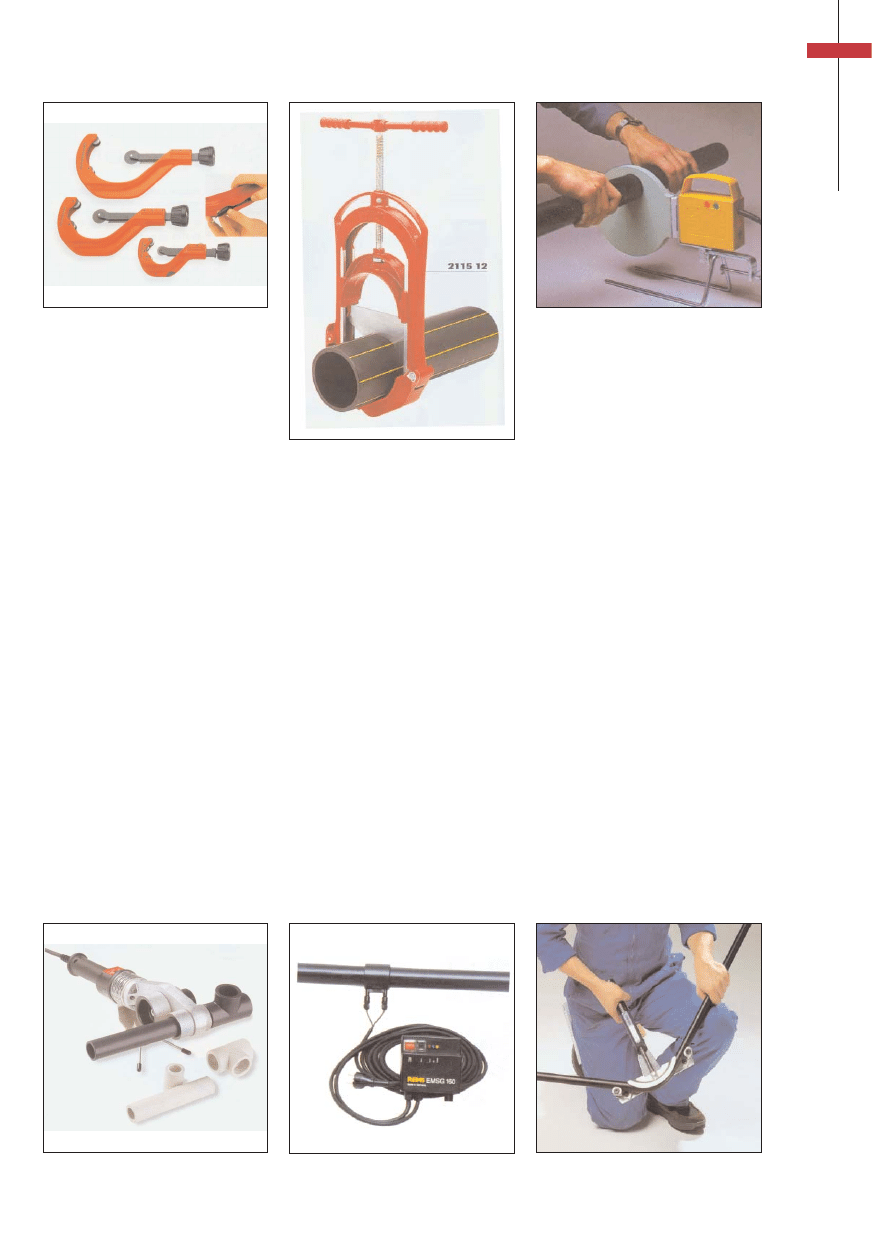
Obcinaki kó³kowe, jednono¿owe
Dla tworzyw sztucznych maj¹ specjalne,
mniej masywne wykonanie (np. rama
z aluminium) i bardzo ostre kó³ko tn¹ce
o du¿ej œrednicy (fot. 4), ale o ma³ej gru-
boœci, co pozwala na bezpieczne ciêcie
rur wielowarstwowych, a tak¿e z PE, PP,
PVC, PB i PVDF. Szeroki zakres ciêtych
œrednic umo¿liwia skuteczne stosowanie
obcinaków kó³kowych do ciêcia rur kana-
lizacyjnych, podczas monta¿u zarówno
kanalizacji sanitarnej, jak i deszczowej. Na
rynku obcinaki jednono¿owe do rur two-
rzywowych dostêpne s¹ w nastêpuj¹cych
zakresach: ma³e do 40 lub 50 mm, œred-
nie do 63-67 mm, du¿e do 125-160 mm,
specjalnego przeznaczenia do 315 mm.
Gilotyny
Ciêcie obcinakiem kó³kowym wymaga ob-
rotu narzêdzia wokó³ rury. Na rurze ju¿
zamontowanej jest to trudne lub wrêcz
niemo¿liwe, wtedy wygodniejsze s¹ no¿y-
ce. No¿yce maj¹ zaœ ograniczony zakres
œrednic, jeœli ciêcia wymaga rura kanaliza-
cyjna z HDPE lub PP (powy¿ej 75 mm)
nieodzownym narzêdziem bêdzie gilotyna
(fot. 5). Gilotyny mog¹ byæ zak³adane na
rury le¿¹ce nawet blisko œciany. Przestrzeñ
monta¿owa nie przekracza kilku centyme-
trów, a samo ciêcie odbywa siê ruchem
Alfred Adamczewski
Fot. 3 Ciêcie no¿ycami zapadkowymi
– ruch orbitalny
F
ot. Rems
Fot. 2 Nowoczesne no¿yce zapadkowe
z ruchem ostrza prostym. Wygoda ciêcia –
minimalny wysi³ek
F
ot. Ridgid
Fot. 1 No¿yce gilotynowe
F
o
t. Geberit
OD KOT£A DO GRZEJNIKA
Numer Specjalny PI 2006
3
INSTALACJE
prostopad³ym do rury. Model gilotyny fir-
my Virax dostêpny jest w trzech wymia-
rach, dla rur o œrednicy zewnêtrznej do
125, 225 lub 323,8 mm.
Ciêcie i frezowanie
W niektórych systemach instalacyjnych
(np. kanalizacji) koniec uciêtej rury musi
byæ dodatkowo fazowany dla u³atwienia
po³¹czenia kielichowego. Fazowanie rur
gruboœciennych lub o znacznej twardo-
œci i œrednicy jest trudne i pracoch³onne,
dlatego firmy zajmuj¹ce siê monta¿em
kanalizacji powinny zwróciæ uwagê na
profesjonalny obcinak do rur z frezem
(fot.6). Urz¹dzenia dostêpne na rynku
krajowym produkowane s¹ dla zakresu
œrednic do 110 lub 160 mm, nadaj¹ siê
wiêc doskonale dla wiêkszoœci instalacji
kanalizacyjnych wewnêtrznych wykona-
nych z rur HDPE, PS2 (Geberit dB20),
PVC-U, PP, jak te¿ instalacji z rur nisko-
szumowych o zwiêkszonej gruboœci œcia-
nek (np. systemy Astolan, Friaphon). Ob-
cinaki z frezami pozwalaj¹ na profesjo-
nalne, prostopad³e uciêcie rury i precy-
zyjne sfazowanie jej pod ró¿nymi k¹tami.
Mog¹ byæ mocowane w imadle równole-
g³ym lub bezpoœrednio na rurze.
Urz¹dzenia do zgrzewania
W zale¿noœci od typu po³¹czeñ, zgrzewar-
ki do rur tworzywowych mo¿na ogólnie
podzieliæ na:
- doczo³owe,
- kielichowe.
Oba typy mo¿na dodatkowo dzieliæ na
przenoœne i stacjonarne. Osobn¹ grupê
stanowi¹ zgrzewarki do elektroz³¹czek.
Zgrzewarki doczo³owe
Przeznaczone g³ównie do zgrzewania
gruboœciennych rur z PE, HDPE, PB wyko-
nywane s¹ w postaci patelni grzewczej
pokrytej teflonem z elementem steruj¹-
cym termostatycznym. Moc grzewcza za-
le¿y od œrednicy patelni, temperatura
elementu grzejnego zazwyczaj daje siê
regulowaæ w szerokim zakresie, co umo¿-
liwia indywidualne dopasowanie urz¹dze-
nia do materia³u zgrzewanej rury. W wer-
sji przenoœnej patelnie mocowane s¹ na
stojaku (fot. 7), w wersji stacjonarnej
w specjalnym uchwycie sto³u grzewcze-
go. Urz¹dzenia stacjonarne s¹ wielofunk-
cyjne, wyposa¿one w wygodny frez do
precyzyjnego wyrównania powierzchni
zgrzewanych rur. Maj¹ te¿ standardowo
dynamometr pozwalaj¹cy na ustawienie
si³y docisku zgodnie z wymogami danej
technologii.
Zgrzewarka kielichowa
W odró¿nieniu do zgrzewarki doczo³owej
wyposa¿ona jest w dwie odmiennej kon-
strukcji koñcówki grzewcze, tzw. „mêsk¹”
i „¿eñsk¹”. Teflonem pokryte s¹ tylko te
koñcówki (mocowane do patelni grzew-
czej za pomoc¹ œrub). W zale¿noœci od
ceny i producenta patelnia grzewcza po-
zwala na zamocowanie od dwóch do piê-
ciu koñcówek, nale¿y na to zwróciæ uwa-
gê podczas zakupu. Zgrzewanie rur ró¿-
nej œrednicy nie wymaga wtedy wymiany
elementów. Zgrzewarki kielichowe prze-
noœne wykonywane s¹ z elementami
grzejnymi do œrednicy 63 mm, powy¿ej
tej œrednicy si³a docisku podczas nagrze-
wania i zgrzewania, a tak¿e koniecznoœæ
zapewnienia osiowoœci zgrzewu wymaga
zgrzewarki stacjonarnej.
pi@polskiinstalator.com.pl
▼
Fot. 5 Gilotyna do rur tworzywowych
cienko- i gruboœciennych
F
ot. Virax
Fot. 7 Zgrzewarka mufowa z dwoma g³o-
wicami
F
o
t. Rothenberger
Fot. 8 Uniwersalna zgrzewarka elektrycz-
na do po³¹czeñ na elektromufê
F
ot. Rems
Fot. 4 Obcinaki kó³kowe o ró¿nych wiel-
koœciach
F
ot. Rothenberger
Fot. 6 Zgrzewarka doczo³owa w wersji rêcz-
nej umo¿liwia bezpieczne grzanie rur do 2"
F
o
t. Geberit
Fot. 9 Giêcie rur wielowarstwowych giê-
tark¹ hydrauliczn¹ rêczn¹
F
o
t. Geberit

Numer Specjalny PI 2006
4
INSTALACJE
Zgrzewarka do elektromuf
Elementy grzewcze w postaci elektromu-
fek s¹ nieod³¹czn¹ czêœci¹ wszystkich syste-
mów zgrzewanych z PE i PP, pozwalaj¹c na:
- monta¿ instalacji w trudno dostêpnych
miejscach,
- prefabrykacjê ca³ych elementów insta-
lacji i ³¹czenie ich za pomoc¹ elektro-
muf na budowie,
- naprawê uszkodzonych elementów.
Wiêkszoœæ dystrybutorów systemów insta-
lacyjnych z rur PP lub PE ma w ofercie
w³asne konstrukcje zgrzewarek. S¹ to jed-
nak bardzo czêsto drogie urz¹dzenia, wy-
po¿yczanie zgrzewarek w zak³adzie serwi-
sowym zaœ to z kolei koszt rzêdu 20-30 z³
za dobê. Warto w tej sytuacji przyjrzeæ siê
modelowi firmy REMS EMSG 160 (fot. 8).
Zgrzewarka wa¿y zaledwie 0,7 kg, ma
w pe³ni automatyczne sterowanie wraz
z samodzielnym dobieraniem wielkoœci
napiêcia i czasu zgrzewania w zale¿noœci
od œrednicy rury. Sama te¿ kompensuje
czas zgrzewania w zale¿noœci od tempera-
tury otoczenia. Proces zgrzewania sygna-
lizowany jest optycznie i akustycznie.
Urz¹dzenia przeznaczone jest dla rur PE
o œrednicy 40-160 mm i kompatybilne
z systemami Geberit, Valsir, Waviduo, Aka-
therm-Euro, Coes, Vulcathene-Euro.
Narzêdzia do giêcia
Giêcie rur tworzywowych ma miejsce
tylko w odniesieniu do rur wielowar-
stwowych z przek³adk¹ aluminiow¹ (np.
PE-X/Al/PE-X). Teoretycznie rury o œred-
nicach nie przekraczaj¹cych 20 mm
mo¿na gi¹æ rêcznie np. na kolanie, za-
chowuj¹c wymagany minimalny pro-
mieñ giêcia, trudno jednak o jego po-
wtarzalnoœæ. Precyzja giêcia zale¿y od
sprawnoœci montera, dlatego w instala-
cjach, w których wystêpuje du¿a liczba
³uków, a tak¿e dla przewodów prowa-
dzonych natynkowo, korzystniejsze bê-
dzie u¿ycie giêtarki. Giêtarki do rur wie-
lowarstwowych nie ró¿ni¹ siê generalnie
od urz¹dzeñ dla rur miedzianych. Dla
œrednic przewodów do 32 mm s¹ to naj-
czêœciej giêtarki rêczne hydrauliczne
(fot. 9). Wiêksze œrednice rur wielowar-
stwowych, wymagaj¹ce du¿ej si³y pod-
czas giêcia mo¿na profilowaæ giêtarkami
sto³owymi dŸwigniowymi lub elektrycz-
nymi. Te ostatnie maj¹ zwykle mo¿li-
woœæ giêcia przewodów pod wiêkszym
k¹tem do 180°, s¹ jednak du¿o dro¿sze.
Do ma³ych œrednic przewodów rynek
oferuje te¿ sprê¿yny gn¹ce, skrêcone
z wysokiej jakoœci stali. Sprê¿yny wyko-
nywane s¹ w dwóch wersjach:
- wewnêtrznej, do profilowania tylko za-
koñczeñ przewodów (np. podejœæ pod
grzejniki),
- zewnêtrznej, do przesuwania po prze-
wodzie i profilowania rury w dowolnym
miejscu (idealne rozwi¹zanie dla ogrze-
wañ pod³ogowych pêtlicowych).
www.polskiinstalator.com.pl
OD KOT£A DO GRZEJNIKA
Wyszukiwarka
Podobne podstrony:
narzędzia do rur tworzywowych 2
Narzędzia do glazury i terakoty 4
narzędzia do badania, Funder Riverside Qsort
Narzedzie do PCV
TOP 5 najlepszych narzędzi do klonowania dysków
Ostrzenie narzędzi do obróbki metali
narzędzia do obróbki drewna
narzędzia do wiercenia w?ramice
Ostrzenie narzędzi do obróbki metali
narzędzia do badania, Little tabele, PERSONAL PROJECTS ANALYSIS©
Dobor narzedzi do rysowania, Wykonaj ćwiczenia:
Obrobka cieplna stali narzedziowych do pracy na goraco, Księgozbiór, Studia, Materiałoznastwo
narzędzia do badania, normy MPQ
narzędzia do badania Q-sort
narzędzia do badania normy MPQ
Narzędzia do malowania 2
Narzędzia do zarządzania dyskami, Sytemy operacyjne i sieci komputerowe
Narzędzie do badania dziecka, praca
więcej podobnych podstron