UNIWERSYTET SZCZECIŃSKI |
|||||
Katedra Edukacji Technicznej |
Laboratorium technologii wytwarzania |
||||
Temat ćwiczenia: Ostrzenie narzędzi do obróbki metali. Ostrzenie wierteł i noży tokarskich. Ostrzenie narzędzi ślusarskich |
Ocena: |
||||
Imię i nazwisko: Gnat Andrzej Linke Norbert Głuszek Anna Gajek Artur Szczepański Tomasz |
Rok: II WT Semestr: zimowy Grupa: II Zespół: B
|
Sprawdzający:
Dr inż. J.Frąś |
Data: 12.01.2002 |
|
|
Cel ćwiczenia.
Ćwiczenie ma na celu zapoznać ucznia z budową narzędzi do obróbki metali, z ich specyficznym kształtem oraz kątami występującymi w części roboczej. Celem ćwiczenia jest również przygotowanie do pracy z narzędziami i ich eksploatacją, naprawą oraz ostrzeniem.
Część teoretyczna.
Ostrzenie narzędzi do obróbki metali jest podstawowym procesem nieodłącznym od samej obróbki metali. W miarę ich używania krawędzie skrawające tępią się. W celu przywrócenia im wartości użytkowych, można je ostrzyć np. na szlifierce stołowej.
Wiertło
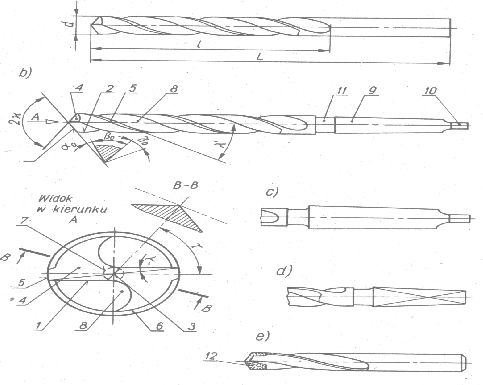
Obserwując wiertło od strony czołowej widzimy krawędzie skrawające. W celu naostrzenia wiertła należy zeszlifować całe powierzchnie na polach czołowych. Szlifowanie takie nie jest trudne jednak należy przy nim zachować określone warunki. Pola czołowe tworzą wycinek stożka. Wiertło należy szlifować jedynie od strony pól powierzchni czołowych do momentu gdy znikną szczerby i zaokrąglenia krawędzi ostrza. Poza tym by wiertło mogło być dobrze naostrzone niezbędna jest znajomość kątów ostrza. Kąty oraz podstawowe wymiary przedstawiłem na poniższym rysunku.

Nóż tokarski
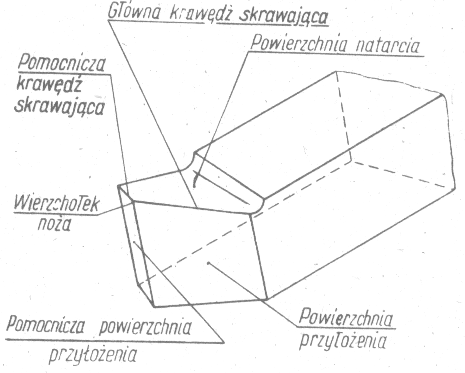
Nóż tokarski składa się z części roboczej i trzonka. Część robocza służy do skrawania materiału i obejmuje elementy konstrukcyjne związane bezpośrednio z pracą narzędzia
Powierzchnia natarcia jest to ta, po której spływają wióry, powierzchnia przyłożenia jest zwrócona do płaszczyzny obrabianej przedmiotu, pomocnicza powierzchnia przyłożenia jest zwrócona do powierzchni obrobionej. Główna krawędź tnąca jest to linia przecięcia się powierzchni natarcia i powierzchni przyłożenia. Pomocnicza krawędź tnąca jest to linia przecięcia się powierzchni natarcia i pomocniczej powierzchni przyłożenia. Wierzchołek noża jest punktem przecięcia się głównej krawędzi tnącej i pomocniczej krawędzi tnącej.
Elementy geometryczne ostrza narzędzia rozpatruje się w dwóch podstawowych układach odniesienia ostrza narzędzia:
w układzie wymiarowania, który określa geometrię niezbędnych do wykonania narzędzia.
w układzie ustawienia narzędzia, zwanym układem roboczym.
Aby nóż tokarski poddać obróbce ostrzenia należy dokładnie znać rozkład krawędzi skrawających i kąt pod jakim ma on być naostrzony. Poniżej przedstawiłem główne krawędzie noża tokarskiego.
Na szlifierce możemy ustawić kąt pod jakim chcemy by powierzchnie przyłożenia były naostrzone. Ostrząc noże na ściernicy, podpórkę szlifierki ustawia się pod kątem zapewniającym uzyskanie kąta ostrza równego 25 - 30 stopni. Ostrząc noże płaskie, półokrągłe, wykonuje się narzędziem ruch wahadłowy. Należy pamiętać o częstym chłodzeniu ostrza, łatwo bowiem można je przypalić.
Podczas ostrzenia noża żłobkowego wykonuje się ruch obrotowy wokół osi narzędzia.
Przecinak podczas ostrzenia przesuwa się w poprzek ściernicy, lekko dotykając szlifowaną powierzchnię.
Nóż płaski skośny ostrzy się z obu stron płaszczyzn ostrza, przesuwając go w poprzek ściernicy. Pojawiający się na ostrzonej krawędzi drut zeszlifowuje się osełką zwilżoną wodą lub olejem. W pierwszej kolejności wygładza się powierzchnię przyłożenia, a następnie natarcia.
Noże ostrzy się za pomocą ściernicy lub na osełce, ten ostatni sposób jest jednak bardzo pracochłonny i jakościowo gorszy (stosuje się go jedynie do podostrzenia noży).
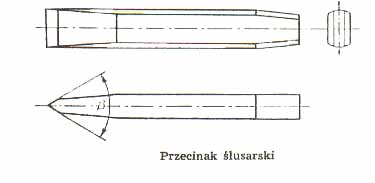
Ostrzenia różnych narzędzi ślusarskich.
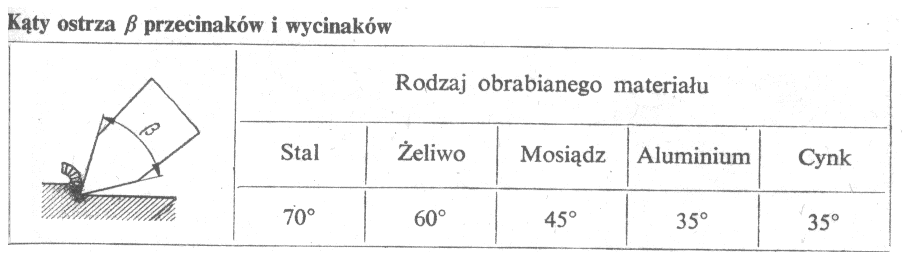
Przecinaki, wcinaki są to narzędzia do ręcznego ścinania i przecinania metali, wycinania rowków i wgłębień, kąt ostrza tych narzędzi jest zależny od twardości metalu i powinien wynosić:
- 70° do obróbki żeliwa i brązu,
- 60° do obróbki stali,
- 45° do obróbki mosiądzu i miedzi,
- 35° do obróbki cynku i aluminium.
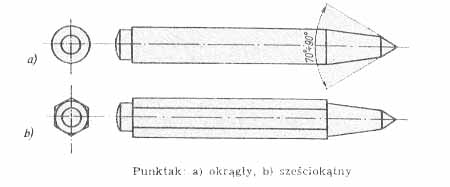
Rysiki służą do wyznaczania linii w pracach traserskich, a punktaki do punktowania wytrasowanych linii w celu ich utrwalenia a także ułatwienia początkowej fazy wiercenia. Narzędzia te wykonuje się ze stali węglowej narzędziowej N8E. Składają się z części roboczej i chwytowej, twardość części roboczej wynosi 53 - 56 HRC.
3. Część praktyczna.
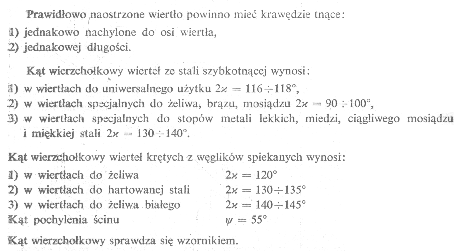
Na zajęciach praktycznych należało zaostrzyć wiertło pod kątem 120° na ostrzarce ręcznej oraz nóż tokarski pod kątem 600
Niestety nie udało się sprostać temu zadaniu z przyczyn manualnych i braku wprawy w tego typu pracy.
Jednakże wiertło zostało naostrzone pod kątem ok.122°
Ostrzenie noża tokarskiego zostało wykonane poprawnie.
Na zajęciach praktycznych należało zaostrzyć rysik pod kątem 500, oraz zaostrzyć przecinak pod katem 600. Ostrzenie zostało wykonane poprawnie.
4. Wnioski.
Aby prawidłowo naostrzyć podane wyżej narzędzia należy dokładnie zaznajomić się z kątami i powierzchniami ostrzenia tych narzędzi, które są odpowiednio dobrane dla przeznaczenia narzędzia.
1
6
Wyszukiwarka
Podobne podstrony:
Ostrzenie narzędzi do obróbki metali
narzędzia do obróbki drewna
Ogólne wymagania dotyczące stanowisk pracy do obróbki metali, bhp, BHP ogólne
Narzedzia do obróbki recznej drewna, BHP
Obróbka i ciecze do obróbki metali
Opracowanie Maszyny i narzedzia do obróbki plastycznej, Zarządzanie i Inżynieria Produkcji Politechn
Tokarka do obróbki metali, Instrukcje-Bezpiecznej Pracy
klasa-5-narzedzia-do-obrobki-drewna, Ukw, II Lic, Drewno
220 723304 mechanik maszyn i urzadzen do obrobki metali
13 Narzędzia do obróbki gwintów
Szkolenie maszyny do obróbki metali
13 Narzędzia do obróbki gwintów
Wymagania dotyczące pomieszczeń i stanowisk pracy do obróbki metali
220 723304 mechanik maszyn i urzadzen do obrobki metali
Oferta narzędzi SUMITOMO i LI HSING do obróbki aluminium i jego stopów, oraz innych stopów metali ni
Obrobka cieplna stali narzedziowych do pracy na goraco, Księgozbiór, Studia, Materiałoznastwo
więcej podobnych podstron