
2
MATERIAŁ ELWOM 25.
CHARAKTERYSTYKA MATERIAŁU
! ELWOM 25 jest dwufazowym materiałem kompozytowym wolfram-miedź, przeznaczonym do obróbki
elektroerozyjnej węglików spiekanych. Kompozyt ten jest wykonany z drobnoziarnistego proszku
wolframu i miedzi próżniowej, według procesu opracowanego w ITME.
Właściwości półfabrykatów z materiału ELWOM 25:
! twardość HRB: 90 - 94
! zawartość miedzi:25 %
±
2,5 % wag.
! jednorodna, drobnoziarnista struktura,
! kształt i wymiary: wałki
φ
6 mm -
φ
30 mm, długość do 110 mm.
ZASTOSOWANIE
Elektrody z materiału ELWOM 25 są przeznaczone do obróbki elektroerozyjnej węglików
spiekanych. Mogą być stosowane w drążarkach Charmilles.
Materiał ten jest również stosowany w plazmotronach na dysze o dużej trwałości.
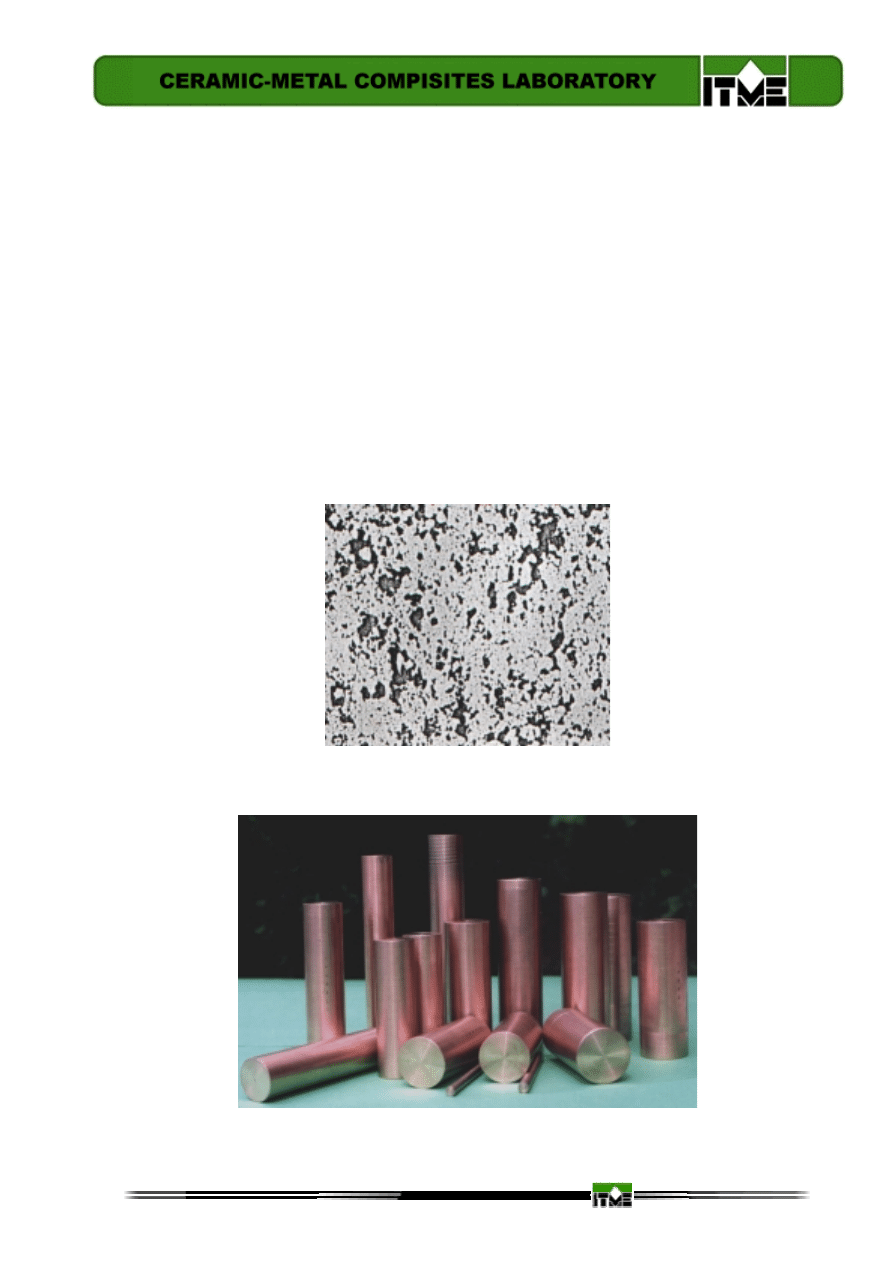
Mikrostruktura kompozytu W-Cu25: ciemne obszary miedzi na tle jasnego szkieletu wolframowego; pow.
250x.
Półfabrykaty z materiału ELWOM 25.
3
NAKŁADKI STYKOWE Z KOMPOZYTU W-Ag
CHARAKTERYSTYKA MATERIAŁU
Nakładki stykowe wykonywane są z materiału kompozytowego wolfram-srebro,
otrzymywanego metodą nasycan
i
a szkieletu wolframowego srebrem. Materiał ten
charakteryzu
j
e się dobrym przewodnictwem e
l
ektrycznym
,
niską erozyjnością łukową i bardzo
niską rezystancją zestykową. Nakładki produkowane są według oryginalnej
technologii
opracowanej w ITME,
zapewniającej jednorodność i stabilność struktury materiału
,
co
gwarantuje stałość parametrów eksploatacyjnych.
Struktura kompozytu jest dwufazowa. Tworzy ją drobnoziarn
i
sty szkielet wolframowy o
odpowiednio dobranych właściwościach mechanicznych, nasycony srebrem. Zawartość srebra
wynosi 25-55% wagowo i zale
ż
na jest od warunków pracy nakładki. Zastosowana technologia
kompozytu oraz drobnoziarnista i jednorodna struktura, gwarantują stabilność bardzo niskiego
spadku napięcia na zestyku
,
nawet po zwarciowej pracy łącznika.
Nakładki stykowe mogą być dostarczane z nałożoną na powierzchnię montażową warstwą
beztopikowego spoiwa
,
ułatw
i
ającego zautomatyzowany montaż.
ZASTOSOWANIE
Nakładki stykowe z kompozytu wolfram-srebro przeznaczone są do pracy w
powietrznych wyłącznikach zwarciowych. Stosowany w nich kompozyt W-Ag został opracowany
stosownie do wymagań tych wyłączników.
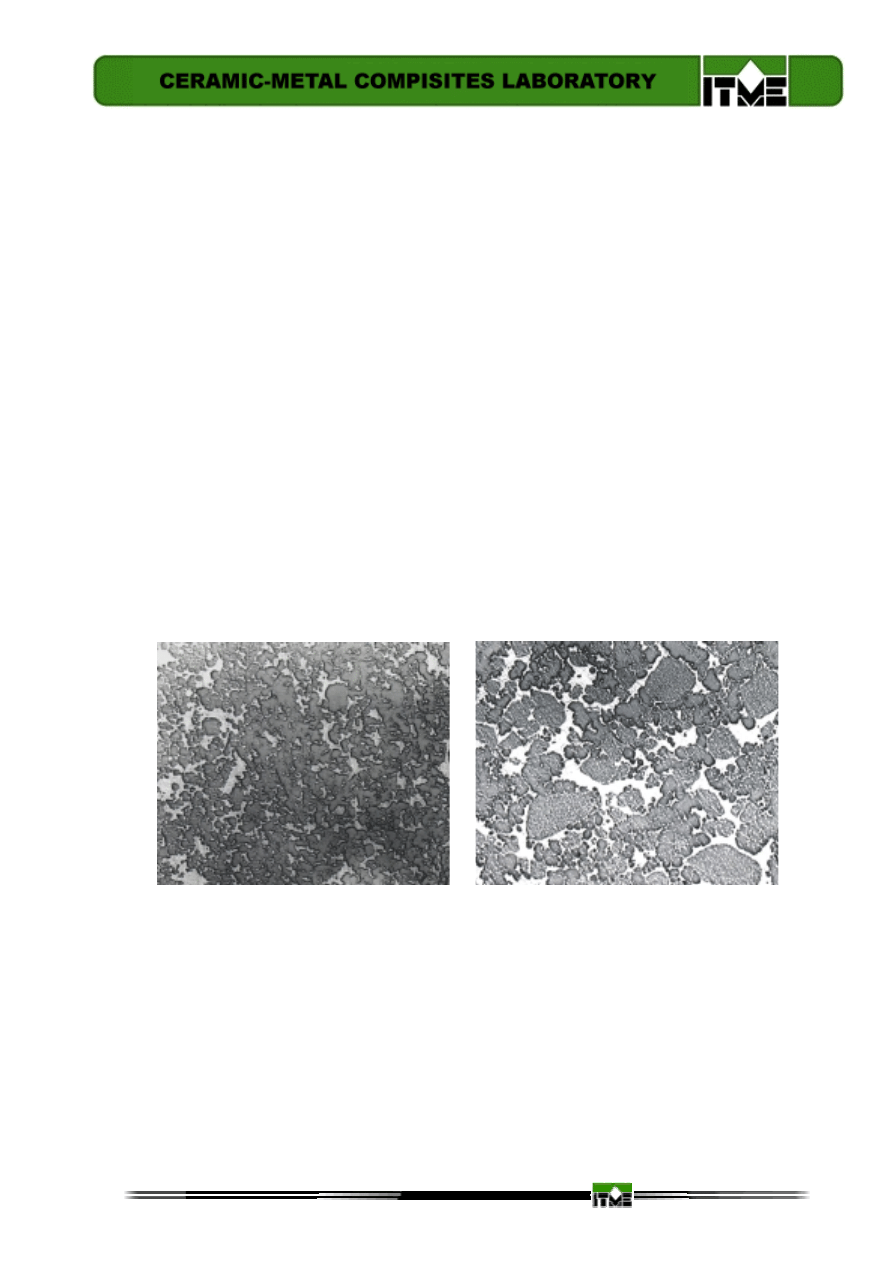
a)
b)
Mikrostruktura kompozytu W-Ag: a) W-Ag35%, b) W-Ag55%.
4
NAKŁADKI STYKOWE Z KOMPOZYTU WC-Ag
CHARAKTERYSTYKA MATERIAŁU
Nakładki stykowe wykonywane są z materiału kompozytowego węglik wolframu-srebro,
otrzymywanego metodą nasycania srebrem szkieletu z węglika wolframu. Materiał ten
charakteryzuje się dobrym przewodnictwem elektrycznym, niskim prądem ucięcia, dużą
odpornością na erozję łukową oraz dużą odpornością na sczepianie zarówno w warunkach
zestyku zamkniętego (sczepianie statyczne) jak i w czasie odskoków (sczepianie dynamiczne).
Nakładki wytwarzane są według oryginalnej technologii opracowanej w ITME,
zapewniającej jednorodność i stabilność struktury materiału, co gwarantuje stałość parametrów
eksploatacyjnych.
Struktura kompozytu jest dwufazowa. Tworzy ją drobnoziarnisty szkielet z węglika wolframu
wypełniony srebrem. Zawartość srebra wynosi 40% wagowo.
Nakładki stykowe o kształcie, wymiarach wynikających z zamówienia klienta
,
mogą być
dostarczane odb
i
orcy w stanie obrobionym
,
( według uzgodnionego rysunku ) lub w postaci
półfabrykatów.
ZASTOSOWANIA
Nakładki stykowe są stosowane w próżniowych komorach gaszeniowych aparatów
łączeniowych, przeznaczonych do pracy w środowiskach zagrożonych pożarem lub wybuchem
ze względu na obecność gazów i pyłów ( na przykład w górnictwie ). Nakładki stykowe z
kompozytu WC-Ag stosowane są w komorach gaszeniowych styczników próżniowych średnich i
wysokich napięć.
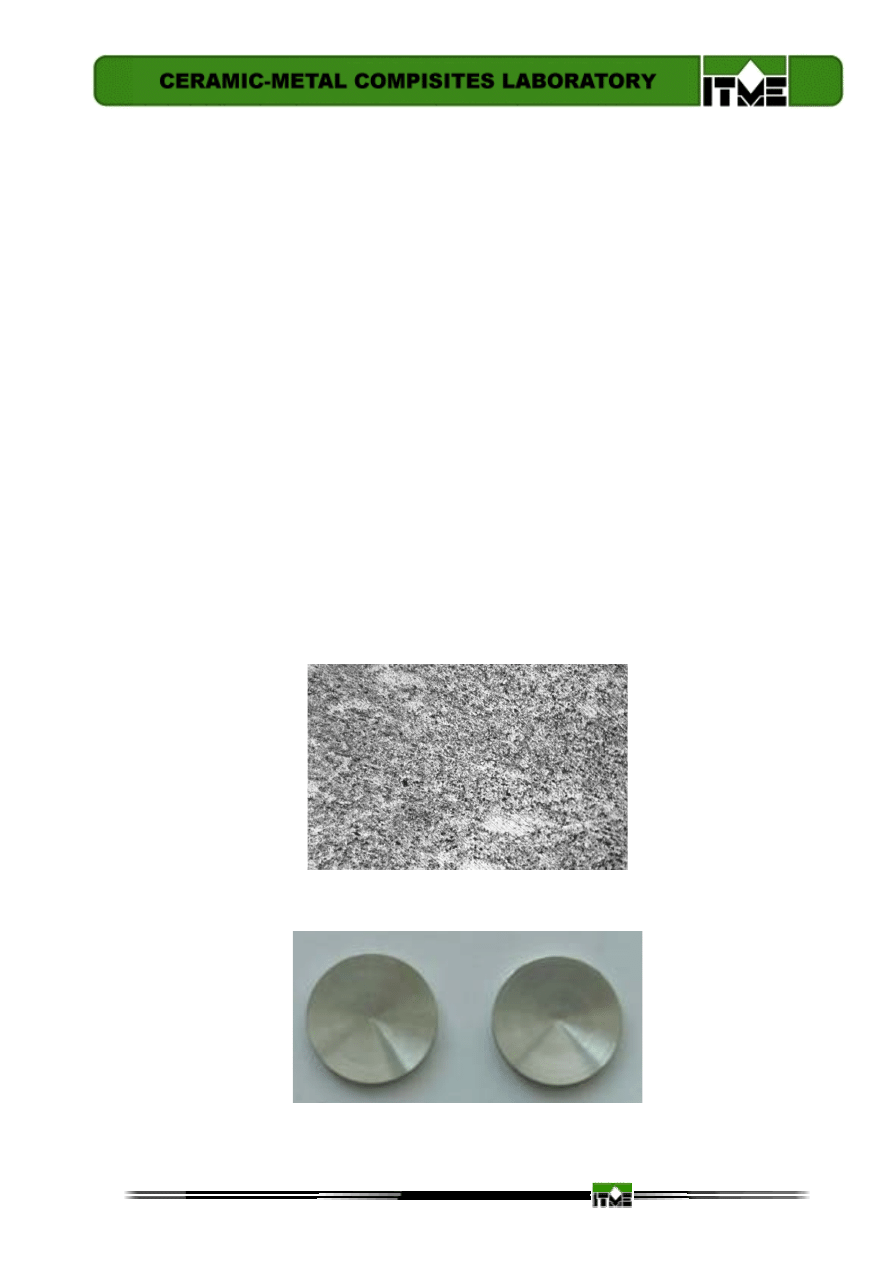
Mikrostruktura kompozytu WC-Ag40, pow. 250x.
Nakładki z kompozytu W-Cu.

5
NAKŁADKI STYKOWE Z KOMPOZYTU W-Cu i W-CuSb
CHARAKTERYSTYKA MATERIAŁU
Nakładki stykowe wykonywane są z materiału kompozytowego wolfram-stop miedzi z
antymonem, otrzymywanego metodą nasycania szkieletu wolframowego miedzią antymonową.
Materiał ten charakteryzuje się dobrym przewodnictwem elektrycznym, niskim prądem ucięcia,
niską zawartością gazów, dobrą odpornością na erozję łukową.
Nakładki wytwarzane są według oryginalnej technologii opracowanej w ITME, zapewniającej
jednorodność i stabilność struktury materiału, co gwarantuje stałość parametrów
eksploatacyjnych.
Struktura kompozytu jest dwufazowa. Tworzy ją drobnoziarnisty szkielet wolframowy
wypełniony stopem miedzi z antymonem. Zawartość miedzi może wynosić 20-40% wagowo, a
antymonu 0.25-1,0% wagowo w zależności od warunków pracy aparatu łączeniowego, w
którym będą zastosowane nakładki kompozytowe.
Nakładk
i
stykowe o kształcie, wymiarach
i
składzie chemicznym wynikającym z zamówienia
klienta, mogą być dostarczane odbiorcy w stanie obrobionym, według uzgodn
i
onego rysunku
lub w postaci półfabrykatów do obróbki.
ZASTOSOWANIA
Nakładki stykowe są stosowane w próżniowych komorach gaszeniowych aparatów
łączeniowych przeznaczonych do pracy w środowiskach zagrożonych pożarem lub wybuchem
ze względu na obecność gazów i pyłów (na przykład w górnictwie). Nakładki stykowe z
kompozytu W-Cu mają zastosowanie w komorach gaszeniowych średnich napięć, a W-CuSb -
w komorach gaszeniowych niskich napięć próżniowych styczników przeznaczonych do
sterowania silnikami elektrycznymi w warunkach pracy ciągłej, przerywanej lub dorywczej.
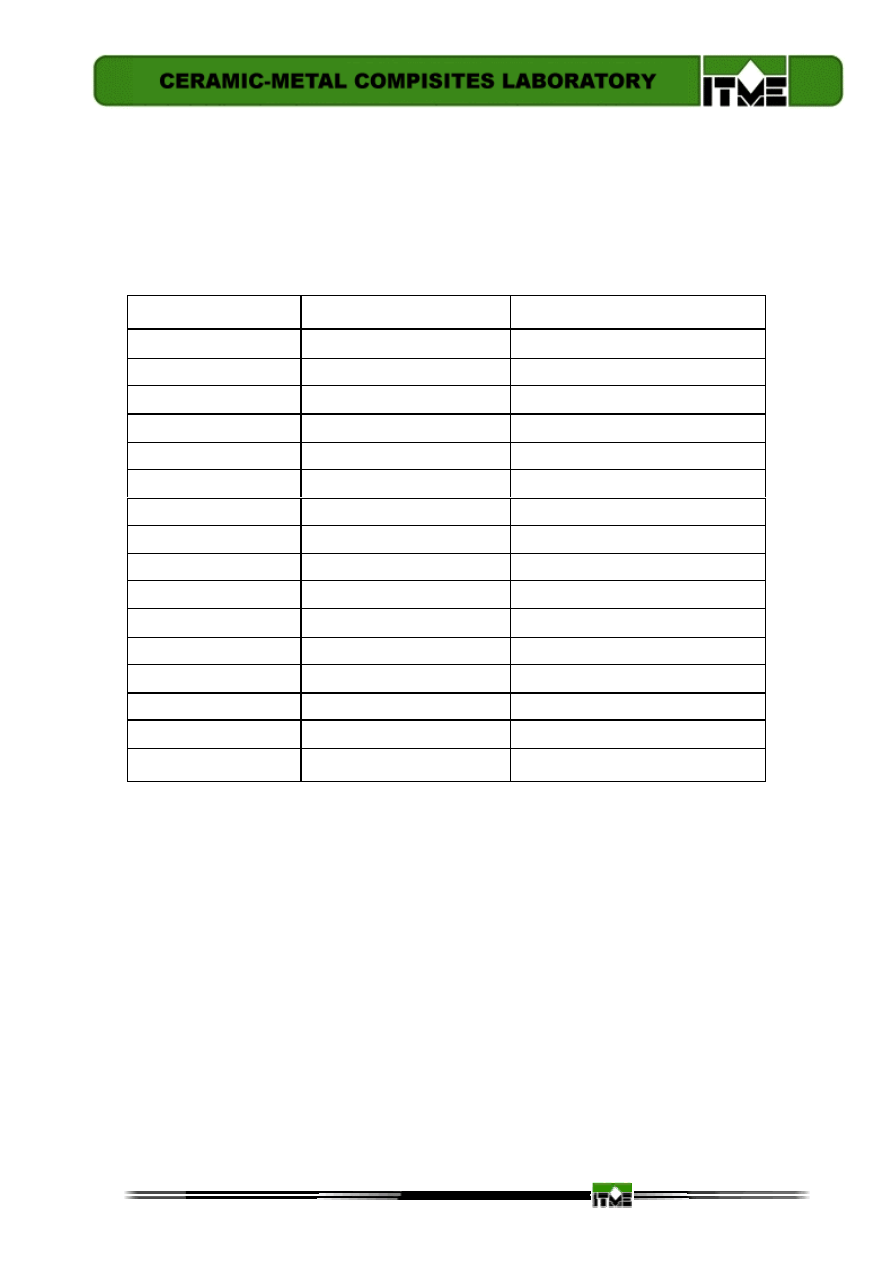
a)
b)
Nakładki: a) z kompozytu W-CuSb, b) z kompozytu W-Cu.
6
SPOIWA MIĘKKIE
l STOPY NISKOTOPLIWE
CHARAKTERYSTYKA MATERIAŁU
Spoiwa miękkie i inne stopy niskotopliwe (o temperaturze topnienia poniżej 450°C) o żądanym
składzie i poziomie zawartości zanieczyszczeń wykonywane są w postaci wlewków, prętów, drutów i
taśm. W tabeli podano przykłady spoiw miękkich i stopów niskotopliwych. Stopy o innym składzie
chemicznym do uzgodnienia między Zamawiającym a Wykonawcą.
Stop
Zakres topnienia [
o
C]
Uwagi
BiPb23ln19Sn8Cd
47
BiPb39Cd81n2Sn
81
÷
85
lnSn48
117
SnIn50
117
÷
127
do lutowania szkła z metalem
SnPb40Bi10
120
÷
166
lnSn37Pb37
138
lnPb15Ag5
157
SnPb46Ag4
178
÷
210
SnPb35Ag3
179
÷
248
SnPb47Ag3
179
÷
260
SnAg3,5Cu
221
Si na podłożach
SnSb10
246
÷
260
Si na podłożach
PbAg2
304
lutowanie Si pokrytego Au
PbAg5
304
÷
370
PbAg3
305
w elektrotechnice
PbSn8In5
307
÷
380
7
SPOIWA TWARDE
CHARAKTERYSTYKA MATERIAŁU
Spoiwa twarde (o temperaturze solidusu powyżej 450°C) na bazie srebra, miedzi, i innych metali,
wytapiane w próżni lub gazach ochronnych, mogą być wykonywane w postaci drutów lub taśm, z
przeznaczeniem do lutowania w próżni, w atmosferach redukujących lub obojętnych.
Skład chemiczny spoiwa, zawartość zanieczyszczeń, postać i wymiary do uzgodnienia z
Zamawiającym.
ZASTOSOWANIE
Spoiwa twarde przeznaczone są dla przemysłu elektronicznego i elektrotechnicznego, ale mogą
być użyte w innych zastosowaniach, gdzie właściwości handlowych spoiw twardych nie są odpowiednie
lub wystarczające, np. do lutozgrzewania bez topników nakładek stykowych.
Poniżej w tabeli podano niektóre przykłady spoiw twardych. Oprócz spoiw twardych mogą by również
wytwarzane inne stopy na bazie Cu, Ag, Ni, Fe o określonych właściwościach.
Stop
Zakres temperatur topnienia
o
C
Zastosowanie
AISi12
575
÷
680
Al i stopy Al
AgCu22Zn17Sn5
619
÷
652
stale nierdzewne, stopy Cu
AgCd20Zn18Cu17
620
÷
635
stale, Cu i stopy Cu, Ni i stopy Ni
AgCu23Zn14Sn2
620
÷
685
Ag i stopy Ag
AgCd24Zn16Cu15
627
÷
635
Lutowanie połączeń odpornych na korozję
AgCu24ln15
630
÷
685
FeNi, FeNiCo, stale, Ni, Cu
AgCu11Zn11Cd10
635
÷
720
Ag i stopy Ag
AgCu27P1
645
÷
795
Cu, stopy Ag, stopy Cu, kompozyt W-Ag. Bez topników.
CuAg15P5
650
÷
800
Cu, bez topników
AgCu27ln10
660
÷
780
FeNi. FeNiCo, stale, Ni, Cu
AgCu22Zn11
693
÷
716
Ag i stopy Ag
AgCu26Zn14
695
÷
730
Ag i stopy Ag
AgCu23Zn9
700
÷
730
Ag i stopy Ag
AgCu20Zn10
723
÷
754
Ag i stopy Ag
AgCu26Sn5Zn4
743
÷
760
Cu i stopy Cu
AgSn1O
770
÷
885
Cu (w lampach elektronowych)
AgCu28
779
stale, Ni i stopy Ni, Cu, FeNi, FeNiCo
AgCu24Ni5
779
÷
802
Cu i stopy Cu, Ni i stopy Ni
AgCu20
779
÷
810
Cu (długie czasy lutowania)
AgCu40
779
÷
830
Cu i stopy Cu, Ni i stopy Ni
AgCu21Ni2
779
÷
830
stal, FeNi, FeNiCo, Cu, ceramika metalizowana
AgCu30Pd10
824
÷
832
Fe, FeNiCo, Cu, stale nierdzewne. Nie wywołuje korozji
i d k
t li
j
óż i
l
Agln10
860
÷
887
Cu (lampy elektronowe)
AgCu5
860
÷
915
FeNi, FeNiCo, Mo, Ni i stopy Ni
AgPd25Cu21
900
÷
950
Fe, FeNiCo, Cu. Stale nierdzewne. Nie wywołuje korozji
i d k
t li
j
CuAg5
1000
÷
1060
Ni i stopy Ni. stale, Mo
AgPd1O
1002
÷
1066
stopy Ni, stale, Mo, W, Ti
CuNi7
1130
÷
1200
W, Mo, Ni i stopy Ni, Cu
Wyszukiwarka
Podobne podstrony:
Kompozyty ceramiczno metalowe
Kompozyty ceramika polimer id 2 Nieznany
Materiały kompozytowe o osnowie metalowej
Kompozyty o osnowie metalowej tekst
Materiały kompozytowe o osnowie metalowej
Kompozyty ceramiczne, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Inżyniers
OPRACOWANIE Materiały Kompozytowe w Osnowie Metalowej
Kompozyty ceramika polimer id 2 Nieznany
porównanie kompozytowych i ceramicznych wkładów koronowych
Materiały kompozytowe w osnowie metalowej
Konstrukcyjne materiały metalowe, ceramiczne i kompozytowe
Sprawko badanie twardosci, Studia, WIP PW, I rok, MATERIAŁY METALOWE I CERAMICZNE, SPRAWOZDANIA
CERAMIKA, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznastwo
Badania makro i mikrostruktury metali i stopów, WIP zarządzanie i inżynieria produkcji, sesja 1, Mat
odpowiedzi pytania, Studia, WIP PW, I rok, MATERIAŁY METALOWE I CERAMICZNE, SESJA
ceramika i kompozyty
kompozyty metalowe
więcej podobnych podstron