w w w. e l e k t r o . i n f o . p l
n r 4 / 2 0 0 6
p r e z e n t a c j a
S
tan instalacji odgromowych
w Polsce cią gle jeszcze pozosta-
wia wiele do ż yczenia (krzywe zwo-
dy, powyrywane lub powyginane
uchwyty, uszkodzone złą cza kontro-
lne, itp.). Często uszkodzenia instala-
cji odgromowej wskazują na wielolet-
nie zaniedbania, mimo ż e pełne
sprawdzenie i badanie powinno się
przeprowadzać pomię dzy drugim
a szóstym rokiem uż ytkowania (wg
PN-IEC 61024-1-2). Powinniś my też
dbać o ochronną warstwę cynku na
zwodach. Uż ywanie drutu 6 - 8 mm
wią ż e się z koniecznoś cią jego prosto-
wania, które przy uż yciu nieprofesjo-
nalnych narzę dzi moż e okazać się
błę dne i powodować odpadanie
ochronnej warstwy cynku.
W celu uniknię cia tego zjawiska,
w konsekwencji prowadzą cego do
miejscowej korozji drutu, a tym sa-
mym skrócenia okresu jego eksplo-
atacji, należ y posługiwać się specja-
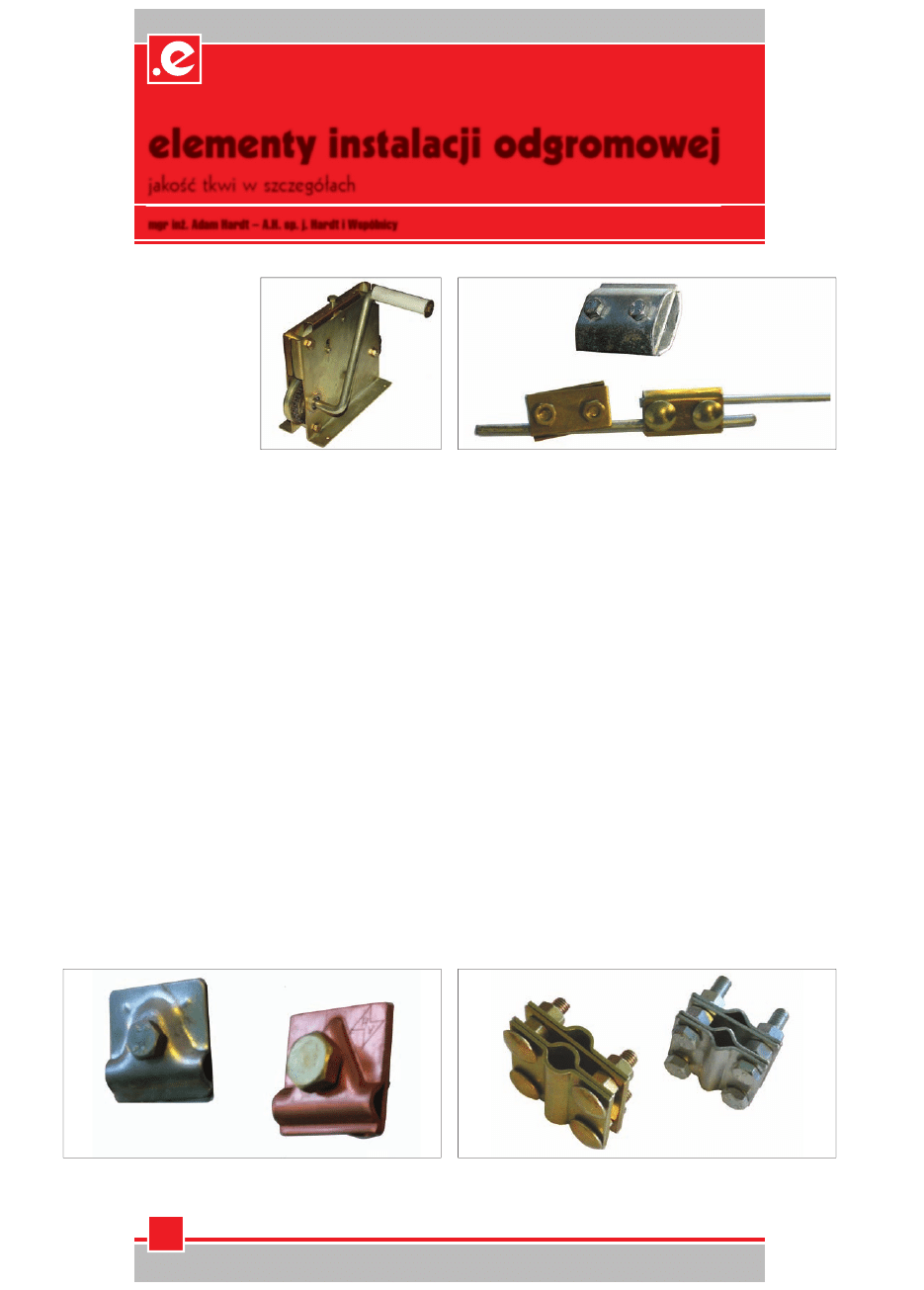
listyczną proś ciarką . Firma
A.Hardt
i Wspólnicy oferuje proś ciarki 5- i 9-
rolkowe, z napę dem lub bez
(fot. 1).
Umoż liwiają one wyprostowanie dru-
tu bez obawy, ż e pozbawimy go war-
stwy cynku. Wymiary proś ciarek
i prostota uż ytkowania pozwalają na
stosowanie ich bezpoś rednio na da-
chu, co znacznie ułatwia pracę insta-
latorowi. W złą czach przewodzą cych
drut powinien być zaciś niety mocno i
trwale. Eliminuje to stosowanie złącz
uniwersalnych skrę canych dwiema
śrubami M6
(fot. 2a) oraz złą cz uni-
wersalnych skrę canych jedną ś rubą
M8
(fot. 3a). Stosowanie do produk-
cji tego typu złą cz blachy o gruboś ci
mniejszej niż 2 mm również jest błę d-
ne. Jest ona bowiem zbyt elastyczna
i przy docisku ś ruby moż e być przy-
czyną słabego kontaktu z drutem. Na
złą czach krzyż owych przetłoczenie na
drut powinno odpowiadać ś rednicy
drutu 6 - 8 mm, a nie mieć przekrój
trójką tny
(fot. 4b). W tym przypad-
ku również powinniśmy stosować bla-
chę o gruboś ci minimum 2 mm. Taka
blacha powinna być wykorzystywana
w róż nych uchwytach gą siorowych,
dachowych czy wbijanych. Elementy
podtrzymują ce z blachy cień szej niż
2 mm nie powinny być produkowa-
ne, ponieważ są za wiotkie. Gwinty
uż yte w blasze o takiej gruboś ci po-
winny być wykonywane metodą wal-
cowania, a nie skrawania. Gwint M6
w 2 mm blasze to 1 zwój w otworze,
co uniemoż liwia uzyskanie właś ci-
wej siły docisku przy skrę caniu. Jesz-
cze lepsze byłoby zastosowanie grub-
szej blachy, np. 2,5 mm, która pozwa-
la na uzyskanie co najmniej trzech
pełnych zwojów gwintu M5 w otwo-
rze. Przy gwintach wygniatanych M5
sprawdza się najlepiej. Producenci
stosują też nowe rozwią zanie, któ-
re ułatwia montaż i skraca czas po-
trzebny do jego wykonania. Polega
ono na wykorzystaniu ś rub zamko-
wych samoblokują cych się w kwadra-
towych otworach i wymagają cych tyl-
ko jednego klucza do skrę cania. Naj-
lepiej, abyś my nie musieli też rozkrę-
cać np. złą cza przelotowego, aby wło-
ż yć drut do ś rodka
(fot. 2b). Temu sa-
memu służ y zastosowanie uchwytów
wbijanych z blachą mocują cą
(fot. 5).
Wystarczy też porównać uchwyt z ję-
zyczkiem zaciskowym
(fot. 6a), do
którego moż emy bez problemu wło-
ż yć drut, z uchwytem pokazanym
obok
(fot. 6b). Stosowanie przy na-
cią gach ś rub kabłą kowych, przy któ-
rych nie tworzy się pę tla z drutu, po-
winno być zasadą , inne ś ruby wyma-
gają pę tli, a to błą d.
Waż ną kwestią jest takż e zabezpie
-
czenie przed korozją . Norma PN-EN
12329, załącznik B, podaje odpowied-
nie oznaczenia powłok, które powinny
być dobrane stosownie do warunków
uż ytkowania. W grę wchodzą tylko wa-
runki 3. i 4., a wię c uż ytkowanie na ze-
wną trz w warunkach umiarkowanych
i o silnym działaniu korozyjnym. Warto
pamię tać, że odpowiadają ca tym warun
-
kom powłoka powinna mieć minimum
12 µm grubości i co najmniej ż ółtą po-
włokę chromianową. Lepszym rozwią-
zaniem jest zastosowanie oliwkowej po-
włoki chromianowej lub zwię kszenie jej
grubości do 25 µm, przy której każ da po-
włoka chromianowa jest dobra, nawet
bezbarwna (biała). Dla grubości mniej-
szych lub równych 12 µm oraz dla białej
powłoki chromianowej norma określa
uż ytkowanie detali wewną trz pomiesz-
czeń w atmosferach ciepłych i suchych
oraz takich, gdzie moż e pojawić się kon-
densacja. Wyklucza zatem stosowanie
Fot. 1
Fot. 2
a)
b)
Fot. 3
a)
b)
Fot. 4
a)
b)
38
p r e z e n t a c j a
elementy instalacji odgromowej
jakość tkwi w szczegółach
mgr inż . Adam Hardt – A.H. sp. j. Hardt i Wspólnicy

w w w. e l e k t r o . i n f o . p l
n r 4 / 2 0 0 6
elementów złącznych ogólnie dostęp-
nych, cynkowanych na grubość 5 µm
(warstwa dekorozyjna) lub 8 µm z białą
pasywacją, ponieważ są one przeznaczo-
ne do użytkowania wewnątrz pomiesz-
czeń. Z kolei załącznik A tej normy zale-
ca, w celu lepszej ochrony przed koro-
zją, dodatkową obróbkę uszczelniającą,
której powinna być poddana powłoka
chromianowa, polegającą na wprowa-
dzeniu związków organicznych do chro-
mianowej warstewki, najczęściej stosu-
jąc natrysk lub zanurzając w wodnym
roztworze polimeru. Tak oznaczona po-
włoka będzie miała dodatkowe ozna-
czenie T2.
Osoba kupująca osprzęt odgromowy
powinna wiedzieć, jak producent zabez-
piecza swoje wyroby przed korozją. Spo-
sób zabezpieczenia producenci opisują
w warunkach technologicznych do cer-
tyfikacji na znak „B”. Obowiązujące mi-
nimum to Fe/Zn12/C (pokrycie warstwą
minimum 12 µm – również w otworach
i na wewnętrznych promieniach, co
wymusza pokrycie warstwą o grubo-
ści 15 µm na płaskich powierzchniach
– oraz żółtą powłoką chrominaową).
Warto jeszcze wspomnieć o estetyce wy-
konania, o której normy nic nie mówią,
a której wymagają inwestorzy. Na
foto‑
grafii 7 widać, jak niechlujnie wykona-
no instalację odgromową znajdującą się
na budynku Świątyni Diany w Parku Ła-
zienkowskim w Warszawie.
literatura
1. PN‑EN 12329:2002 „Ochrona meta-
li przed korozją. Elektrolityczne po-
włoki cynkowe z dodatkową obrób-
ką na żelazie i stali”.
2. PN‑IEC 61024‑1‑2:2002 „Ochrona
odgromowa obiektów budowla-
nych Część 1‑2: Zasady ogólne. Prze-
wodnik B. Projektowanie, montaż,
konserwacja i sprawdzenie urzą-
dzeń piorunochronnych.
reklama
A.H. sp. j. Hardt i Wspólnicy
30‑ 668 Kraków
ul. Polonijna 1
tel. (0‑12) 658 66 88, 658 66 77
faks (0‑12) 650 04 90
www.ah.com.pl
Fot. 5
a)
b)
Fot. 6
a)
b)
Fot. 7
reklama
3
Wyszukiwarka
Podobne podstrony:
ei 2005 04 s038
2006 04 17
ei 2005 04 s025
ei 2005 04 s060 id 154155 Nieznany
kolokwium 2006 04 25
2006 04 Trzykanałowy mikser ze wzmacniaczem
2006 04 Wózki inwalidzkie
2006 04 Zegar matrycowy
ei 2005 04 s085
2006 04 Indeks chodzenia po urazie rdzenia kregowego
ei 2005 04 s043
2006 04 Bezpieczenstwo ruchu dr Nieznany
ei 2005 04 s080
ei 2005 04 s064
2006 04 Nowoczesne wózki inwalidzkie
2006 04 Szkoła konstruktorów klasa II
2006 04 11 Uchwala ZG OSP syste Nieznany
ei 2005 04 s081
ei 2005 04 s024
więcej podobnych podstron