17
Mask Processing
Syed A. Rizvi
CONTENTS
17.1 Mask Processing: Introduction
17.2 Resists and Developers
17.3 Pattern Transfer: Etching of Chrome
17.3.1 Wet Etching of Chrome
17.3.2 Dry Etching of Chrome (or Other Underlying Material)
Plasma Applications and Processes
17.4 Resist Stripping and Cleaning
17.4.1 Wet and Dry Cleaning Processes
Cleaning with Semidry Processes
17.4.2 Cleaning of Embedded Attenuated Phase Shift Masks
17.1
Mask Processing: Introduction
The term ‘‘mask processing’’ relates to all steps starting from resist development down to
the final cleanup, until the pellicles are mounted on the mask.
For the conventional chrome-on-glass (CoG) structure, the mask processing involves
the following basic steps:
1. Developing the mask after exposure to laser or e-beam
2. Pattern transfer: etching the chrome that is now exposed after resist is developed out
3. Stripping the resist
4. Final cleanup
The CoG masks are also referred as binary masks or simply BIMs. In many cases, steps
(3) and (4) are carried out in one single operation.
Depending on the type of resists, some bake operations may be required during the
processing. Deviation from the above process can occur for masks with more complex
structures.
Typically, the CoG mask blanks are coated with chrome and resist film at the supplier’s
site before they are delivered to the mask shop. At the mask shop the blanks are exposed
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c017 Final Proof page 367 7.3.2005 6:27pm
© 2005 by Taylor & Francis Group.
on laser or e-beam writers and then run through the appropriate developer resulting in
the emergence of resist patterns on the plate.
Although the subject of resists and developers has been addressed in
for
the sake of continuity a very short review of the topic will be given here.
17.2
Resists and Developers
One of the criteria of resist classification is whether the resist is positive or negative.
Positive resist is the one where its exposed portion is developed out leaving behind the
unexposed resist. This step results in the emergence of a pattern of unexposed resist and
chrome film that is no longer covered by the resist. In case of a negative resist it is the
unexposed portion that is developed out leaving behind the exposed resist. Here also, a
pattern of resist and chrome emerges.
While specifics may differ, there is a set of specs that the resist is expected to meet as
shown in Tables 17.1 and
[1,2]. The values in these tables are for generic resist and
may vary from the norm as required by individual cases.
Although most mask blanks are received already coated from the supplier, there are
times when some of the resist coatings are to be done at the mask shop facility. The
procedure is called ‘‘spin-coat,’’ where the resist is delivered onto the surface of mask
mounted on a chuck that is then spun at a speed of a few thousand revolutions per
minute. The chuck when spun at a prescribed speed causes the resist to spread with the
formation of a uniform film thickness across the mask surface. A typical spec on resist
thickness is 300–450 nm with a uniformity of + 3 nm.
Before exposure the masks need to be baked to remove the solvents from the resist.
There are two techniques commonly employed for developing masks after exposure.
One technique is the immersion method where the mask is dipped into a tank of
developer where the chemical reaction takes place. An advantage of this method is that
it can readily be adapted to batch processing where several plates can simultaneously be
TABLE 17.1
Resist Material Properties Requirements [2] (Courtesy of John G. Skinner & Associates.)
Material Property
Requirements
Resist solution shelf life
>
6 months
Batch to batch reproducibility
<5% in composition and molecular weight
Resist film coating shelf life
>
3 months
Resist thermal properties
Glass transition temperature
a
Tg > 808C; decomposition
temperature Td >1208C
Wet etch Cr chemistry
No degradation or adhesion failure
Dry etch Cr chemistry
Minimum 1:1 selectivity in Cl
2
O
2
-based plasma
b
Solubility
Environmentally safe spin coating solvents and aqueous base
developers
Strippability
Removal in commercial amine-based stripping solutions or O
2
,
halogen-based plasma
a
Tg is the glass transition temperature. It is the temperature at which the resist changes from a glassy
amorphous state to rubbery state.
b
The plasma, used for ‘‘dry-etching’’ the chromium film, may change according to the chromium film
composition.
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c017 Final Proof page 368 7.3.2005 6:27pm
© 2005 by Taylor & Francis Group.
processed. This method, however, has a drawback of contaminating the mask that later
requires additional clean up actions.
The other more commonly practiced technique is ‘‘spin-develop’’ with mechanism
similar to ‘‘spin-coat’’ mentioned earlier. Here the plate is always immersed in fresh
developer at the beginning of each cycle and hence is less prone to contamination.
The uniformity of development across the plate can have an effect on CD uniformity;
and hence due to the nature of spin-develop a degree of radial CD variation on the plate is
possible.
A number of modifications in spin-develop have been introduced to improve the CD
uniformity. Some of such methods employ single spray nozzle, multi-spray nozzle, and
puddle development techniques. In the puddle development technique, the plate is
slowly spun, while the developer is sprayed from the nozzle (or nozzles).
In all cases the developer is spray-rinsed and spin-dried. Table 17.3 [2,3] shows the
effects of various techniques on CD uniformity.
17.3
Pattern Transfer: Etching of Chrome
After the resist has been developed, the next step is to transfer the resist pattern on to the
underlying chrome film that now becomes uncovered by the removal of resist. This is
done by the etching of the exposed chrome. However, at this point it is important to
examine the plate to make sure that the resist is completely developed out. With certain
types of resists, an iterative process of CD-measurement and redevelopment may be
necessary until the required CD is achieved.
In some cases, traces of resist known as ‘‘scum’’ are left behind in the open windows
that can interfere with the etching of chrome. These scums can be removed by a quick
exposure to oxygen plasmas. The process is called ‘‘descum.’’
TABLE 17.2
Resist Lithographic Properties Requirements [2] (Cour-
tesy of John G. Skinner & Associates.)
Lithographic Property
Requirements
Sensitivity
E-beam
2.0 mC/cm
2
at the rate of 10 keV
Laser
100 mJ/cm
2
at wavelength 365 nm
Contrast (g)
>
4 for 858 feature wall slope
Resolution
<0.3 mm (for OPC features)
TABLE 17.3
CD Uniformity over 6-in. Mask [2,3]
Dev. Method
3 Sigma (nm)
Radial Error (nm)
Side Error (nm)
Single Spray Nozzle
32
23
12
Dual Spray Nozzle
16
18
10
Puddle
11
7
4
Dip
19
11
8
© 2005 by Taylor & Francis Group.

The etching of chrome has historically been carried out with wet chemicals that are
regarded as a part of wet processing. In recent years, due to increased demands on the
tolerance of shrinking features, many plasma etch processes known as dry etch processes
are introduced onto the manufacturing lines for photomasks.
17.3.1 Wet Etching of Chrome
The processing stations for wet etch can be similar to those of develop stations, namely,
immersion tanks or spin stations.
The chemicals commonly used for chrome etch are cerric ammonium nitrate and
certain acids that include perchloric acid, acetic acid, nitric acid, and hydrochloric acid [2].
Due to the liquid nature of the chemicals, the wet process tends to be isotropic and
causes certain degree of under-cuts. These under-cuts, however, turn out to be helpful in
minimizing the effect of slope that the resist profile exhibits towards its edges.
17.3.2 Dry Etching of Chrome (or Other Underlying Material)
As the feature sizes are getting smaller and the tolerance of their size are getting more
stringent, the industry is moving towards dry etch, which is more or less of an anisotropic
process and requires very little or zero bias in the transferring image form resist to chrome
film. Dry etch can also meet the stringent tolerance required by the state-of-the-art
designs.
Considering a 100-nm technology node it would seem that the mask feature would be
400 nm. However, when OPCs are involved, the 4:1 rules breakdown, and in such cases
mask feature needs to be significantly below 200 nm. At present, 100-nm or even smaller
features (on mask) are pursued.
Dry etching involves use of plasma (a mixture of electrons, ions, and various neutral
species). In today’s vocabulary, dry etch has become synonymous with plasma etch.
17.3.2.1 Plasma Reactors
There are various types of reactors for the creation and application of plasma that are used
for the etching of chrome or whatever underlying material is there to be etched. Some of
such examples of the etching systems are given in the following:
Ion milling: Here ions are accelerated towards the target, where it is the mechanical
impact of the ions rather than any sort of chemical reaction that does the etching of the
chrome film.
Reactive ion etching (RIE) and magnetic enhanced RIE (MERIE): In this case a reactive
species in the plasma chemically reacts with the target to increase etching rate. The
composition of chrome etching is CH
2
Cl
2
þ O
2
[2].
Inductive coupled plasma (ICP): This is a low-pressure high-density plasma. It improves
CD control and uniformity. ICP is also good for low defect counts.
17.3.2.2 Plasma Applications and Processes
In the case of CoG or binary masks only the chrome film needs to be etched, but with the
emergence of phase shift masks new processes are fashioned that can etch other materials
also, such as molybdenum silicon (MoSiON). There are also chromeless masks, where
features are etched into quartz, which is now being done with plasmas.
In one example of MERIE, the etch parameters for Cr and MoSiON have been cited as
the Cl
2
/O
2
with gas-assisted etching (GAE).
© 2005 by Taylor & Francis Group.
For Cr the composition involved is Cl
2
/O
2
with GAE, and for MoSiON the composition
is CF
4
/O
2
. The GAE increases the etch selectivity 1.8 times higher than without GAE [4].
There are a number of factors that affect the plasma etching and need to be addressed.
An important factor is chrome loading, that is, the amount of chrome on the mask,
it affects several plasma etch responses, e.g., resist selectivity, Cr etch rate, overall CD
uniformity, and uniformity within mask [5].
During the dry etch of chrome a certain amount of resist is lost and appears as
redeposited polymers and debris on mask surface adding to increased defect counts.
The resist lost can also affect the CD uniformity and etch bias. The phenomena of resist
loss are related to poor selectivity. The objective is then to minimize this resist loss by
improving the selectivity.
The CD control in uniformity and etch bias show opposite trend lines with standard
chemistry of He/Cl
2
/O
2
. Increasing the oxygen flow can improve the uniformity, but it
also decreases the selectivity.
In order to overcome the limitations of the two opposite trends, what is needed is to
develop a process with improved selectivity to photoresist and with reduced dependence
on O
2
flow. There have been chemistries proposed that could provide this benefit.
Hydrogen and carbon containing gases are considered as the promising alternatives.
Several gases proposed are H
2
, HCl, and NH
3
, and carbon containing gases to promote
selectivity are C
2
F
6
, CCl
4
, C
3
F
8
, CHF
3
, CH
4
, and CF
4
–H
2
, etc. [6].
Another work, also on chrome etch, reports on achieving 90-nm features on masks
using ICP reactor. Features of this small require a number of process optimization other
than just plasma, such as the type of resist, processing, and the writing scheme [7].
Unaxis, another major supplier of plasma etch systems, has its Generation-4 ICP
introduced into the market in 2004 that will be addressing the 65-nm technology node [8].
As mentioned earlier, there are phase shift masks that require etching of the quartz to
the right depth. Here, after the opening of chrome windows, it is the glass (quartz) that is
to be etched. In the case of quartz etching, there is no under-layer that can be used as etch
stop. In such cases, the technique is to etch for a predetermined time that can be
guaranteed for the desired depth.
The work referred here utilized ICP source with gas composition as CHF
3
/CF
4
[9].
17.4
Resist Stripping and Cleaning
Cleaning of photomask starts from the stripping operation where the unwanted resist
after chrome etch is to be removed.
However, simply stripping of the resist does not result in perfectly clean mask. There
can be defects arising from various sources where some may be as common as water
marks whereas others may be subtler and extremely small in size. These defects and other
contaminants can adhere to mask surface by either van der Waals force or electrostatic
force and can be detected only by sophisticated techniques.
17.4.1 Wet and Dry Cleaning Processes
In general, the cleaning operations fall under the class of wet processes where masks are
cleaned with a specific type of solution; or it can fall under the dry process where the
mask is exposed to a plasma environment or subjected to high-energy photons for its
© 2005 by Taylor & Francis Group.

cleaning. At present, most operations are carried out using wet processes although dry
processes are beginning to emerge at many facilities.
17.4.1.1 Cleaning with Wet Processes
The wet process where the mask is subjected to some form of liquid treatment can be
further classified as mechanical or purely chemical by its nature.
Example of mechanical treatment is the scrubbing of masks with specially designed
brush or sponge, whereas in the other case the mask is immersed into a tank of chemicals
where the reactions between the contaminants and chemicals clean the mask.
There are also techniques that employ high-pressure spray cleanup that can be used to
take the advantage of mechanical impact of the spray, as well as reactions with the
chemicals, to dislodge the contaminants from the mask surfaces.
17.4.1.1.1
Chemistry of Wet Process
Most of the wet processes involve a mixture of H
2
SO
4
and H
2
O
2
in the ratio of 4:1 used at
908C, commonly know as Piranha Clean, and is primarily used for removing the resist
and heavy organic material. It works as an oxidant and attacks the hydrocarbons [1].
Also, another material used for mask cleaning is a mixture of H
2
O, H
2
O
2
, and NH
4
OH
in the ratio of 5:1:1 used at room temperature, known as RCA Standard Clean-1 or simply
SC-1. This chemistry was designed for removing traces of organic impurities from the
mask surface by (1) solvating action of NH
4
OH and the oxidation capability of the H
2
O
2
.
The NH
4
OH also serves as a complexant for many metallic contaminants. In this case the
peroxide in the solution oxidizes the surface, and then the ammonium hydroxide dis-
solves this oxide. Although this sequential growth and etching of the surface help in the
removal of particles, it also results in the undesired micro-roughening of substrate. Recent
research has shown that lowering the NH
4
OH concentration ratio to 0.01–0.25 greatly
reduces the micro-roughening while retaining the particle removal efficiency of the
SC-1 [1].
17.4.1.1.2
Application of the Wet Chemistry
Two common practices for the application of chemicals to the mask are:
(a) Immersing the mask into a tank of chemicals
(b) Spraying chemicals on mask while it is spun on a chuck
The use of immersion tanks allows batch processing of masks and has been in practice
since the early days of mask making. The spinning processes because of their superior
cleaning results are more frequently employed, although this is a single mask processing
technique and could result in a lower throughput compared to batch processing.
After wet cleaning, the plates need to be run through final rinse and dried.
Newer techniques like ultrasonic cleaning and megasonic cleaning are becoming quite
prevalent. Also, technique of scrubbing the masks with brushes or sponges using ‘‘tank’’
or ‘‘spinners’’ are commonly employed.
Two major issues with chemical cleaning are disposition of used chemicals and rede-
position of particles especially in case of immersion cleaning.
17.4.1.2 Cleaning with Dry Processes
Dry cleaning is mainly associated with use of plasma that reacts with the contamination
resulting in a by-product, which is then flushed out by the flowing gas. There is also
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c017 Final Proof page 372 7.3.2005 6:28pm
© 2005 by Taylor & Francis Group.

another area of dry processing known as laser-assisted-cleaning, developed by Radiance
Services Company [10,11], which uses high-energy photons that can break bonds that
hold particles to surface without affecting the surface. Another dry cleaning system
utilizes flowing gas that sweeps the particles away from the mask area. Since the process
is dry and uses no water or toxic chemicals, the benefits of this technique may include a
reduced need for deionized water, chemical handlers, and waste treatment systems in
semiconductor facilities.
The gas flow characteristics must be optimized to avoid turbulence otherwise redeposi-
tion of particles could occur.
The use of UV radiation has also been known to help strip resist from mask by
weakening the bonds of remaining particles after the first strip process.
There is also an on-line in-situ dry cleaning process known as plasma mechanical
activation and extraction of particle contamination (PLASMAX). This system, jointly
developed by Beta Squared and Los Alamos National Labs (LANL), employs resonant
spherical harmonic vibration to lift particles from surface, which then suspends, traps,
and channels these particles down the vacuum port, thus preventing the particle
deposition on the mask surface. The technique is capable of cleaning a mask substrate
within 25 s.
This dry cleaning technology can be directly integrated into the exposure system, which
can serve as an in-situ mask cleaning process, very effective for NGL masks where pellicle
cannot be employed.
17.4.1.3 Cleaning with Semi-dry Processes
In addition to the wet and dry cleaning processes there are processes that can be classified
as semi-dry process.
In one case, by employing vapor of some liquid (water, isopropanol, and ethanol),
a layer of water is deposited on the mask, after which the particle is ‘‘hit’’ with a laser
beam. The heated water turns into steam and lifts the particle off the mask surface, and
the particle then carried away by a stream of gas flow across the mask surface [12].
17.4.2 Cleaning of Embedded Attenuated Phase Shift Masks
The above paragraphs mainly dealt with the conventional CoG masks, but the structure of
some of the advanced masks may differ from the conventional masks and new methods
for their cleanup are constantly being developed and implemented. One such example is
the case of embedded attenuated phase shift masks (EAPSM), which are MoSiON-based
masks. The structure of EAPSM is considerably different from that of the CoG masks.
MoSiON can react differently with some of the chemicals used in CoG cleaning. Dry
process is more commonly used for MoSiON-based masks because of the ease of plasma
etching, but the process also leaves the surface with polymer residues and plasma debris,
the removal of which requires due care not to alter the phase and transmitivity of the
MoSiON film.
Traditionally, H
2
SO
4
–H
2
O
2
mixture (SPM) followed by NH
4
OH–H
2
O
2
mixture
(APM) has been used for removing photoresists and organic residues from previous
processes.
SPM has been seen to cause variations in phase and transmittance compared to other
oxidizing chemistries. Hence, ozone-involved chemistries, namely, H
2
SO
4
–O
3
mixture
(SOM) and Ozonated DI Water (DIO3
1
) from Akrion are introduced to replace SPM
[12].
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c017 Final Proof page 373 7.3.2005 6:28pm
© 2005 by Taylor & Francis Group.
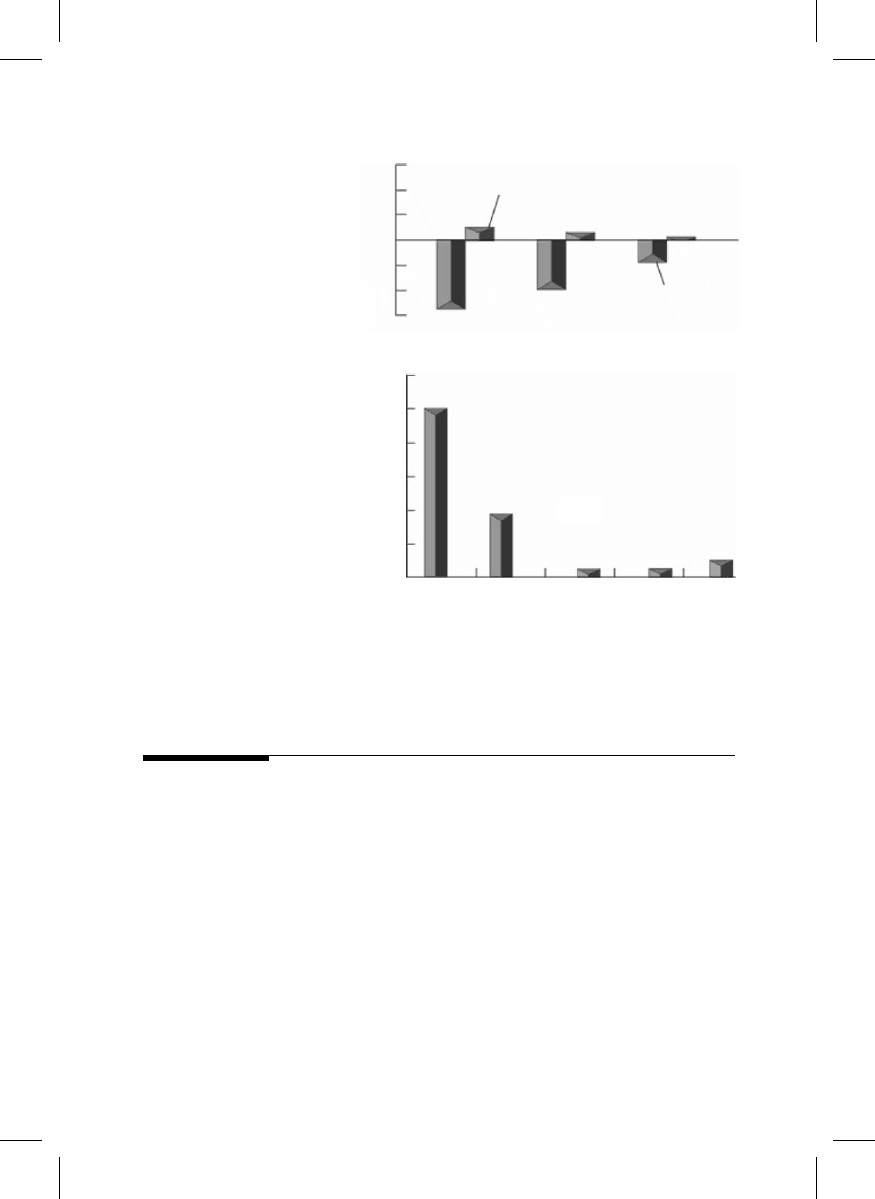
The efficiencies of SOM and DIO3 for heavy polymer removal, such as stripping
photoresists, can be limited. However, by incorporating megasonic technology resist
removal has been enhanced as shown in Figure 17.2 [12].
References
1. P. Rai Choudhury, Handbook of Microlithography, Micromachining and Microfabrication, vol. 1, SPIE
Optical Engineering Press, 1997, pp. 377–474. Bellingham, WA, USA.
2. John G. Skinner, Photomask Fabrication for Today and Tomorrow, SPIE Short Course, SC122, 2001,
pp. 104–105.
3. Seong-Yong Moon, Won-Tai Ki, Byung-Cheol Cha, Seong-Woon Choi, Hee-Sun Yoon, and Jung-
Min Sohn, 19th Annual Symposium on Photomask Technology, vol. 3873, 1999, pp. 573–576.
4. H. Handa, S. Yamauchi, K. Hosono, and Y. Miyahara, Dry etching technology of Cr films to
produce fine pattern reticles under 720 nm with ZEP-7000, in: 19th Annual Symposium of Photo-
mask Technology, vol. 3873, 1999, pp. 98–106.
5. C. Constantine, R. Westremann, and J. Plumhoff, Plasma etch of binary Cr mask, in: 19th Annual
Symposium of Photomask Technology, vol. 3873, 1999, pp. 93–97.
6. M.J. Buie, B. Stoehr, and Y.C. Huang, Chrome etch for <0.13 micron, in: 21st Annual BACUS
Symposium of Photomask Technology, vol. 4562, 2001, pp. 633–640.
7. M. Mueller, S. Komarov, and K.H. Baik, Dry etching of chrome for photomasks for 100 nm
technology using CAR, Photomask Japan, 350–360 (2002).
8. Unaxis Website: http://semiconductors.unaxis.com/en/download/65%20nm%20Dry%20Etch.pdf.
FIGURE 17.1
The effect of different cleaning chem-
istries on phase and transmittance of
EAPSM [11]. (Courtesy of Akrion.)
Delta trans
SPM + APM
SOM + APM
DIO3 + APM
Delta phase
2
0
Arbitrary unit
−
4
FIGURE 17.2
The effect of megasonic on photo-
resist removal efficiency of SOM
chemistry [11]. (Courtesy of Akrion.)
0.37
SOM w/o
Meg
Relative particle count @ >0.2
µ
m
SOM w/o
Meg
SOM w/
Meg
SOM w/
Meg
SOM w/
Meg
0.05
0.05
0.1
Five Cr blanks
coated with photoresist
were stripped with
SOM at 80
⬚
C in 3 min.
1
1
0.8
0.6
0.4
0.2
1.2
0
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c017 Final Proof page 374 7.3.2005 6:28pm
© 2005 by Taylor & Francis Group.

9. S.A. Anderson, R.B. Anderson, M.J. Buie, M. Chnadrachood, J.S. Clevenger, Y. Lee, N. Sandlin,
and J. Ding, Optimization of a 65 nm alternating phase shift quartz etch process, in: 23rd Annual
BACUS Symposium on Photomask Technology, 5256, 66–75 (2003).
10. Semiconductor
International
Website:
http://www.reed-electronics.com/semiconductor/article/
CA163977.
11. Radiance Services Website:
http://www.radianceprocess.com/rad.html.
12. R. Novak, I. Kashkoush, and G.S. Chen, Today’s binary and EAPSMs need advanced mask
cleaning methods, Solid State Technol., February, 45–46 (2004).
© 2005 by Taylor & Francis Group.
Document Outline
- Contents
- Section V Mask Processing, Materials, and Pellicles
Wyszukiwarka
Podobne podstrony:
Ch17 Screw Connections
CH17
ch17
ch17
BW ch17
Genomes3e ppt ch17
Ch17 Screws
Ch17 Combine Parts
Ch17 Screw Connections
Essentials of Biology mad86161 ch17
DK2192 CH9
Ch17 Screws
From NY 3 16 05 Sauter Ch17 18 MBW
DK2192 CH28
DK2192 CH20
DK2192 CH1
DK2192 CH13
DK2192 CH7
DK2192 CH26
więcej podobnych podstron