„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Małgorzata Latek
Zdobienie i wykończanie wyrobów kaletniczych
744[01].Z3.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Marian Grabkowski
dr inż. Tadeusz Sadowski
Opracowanie redakcyjne:
mgr inż. Małgorzata Latek
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[01].Z3.02
„Zdobienie i wykończanie wyrobów kaletniczych”, zawartego w modułowym programie
nauczania dla zawodu Kaletnik 744[01].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Techniki zdobienia wyrobów kaletniczych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
18
4.1.3. Ćwiczenia
4.1.4. Sprawdzian postępów
4.2. Metody wykończania brzegów wyrobów kaletniczych
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
4.3. Okuwanie wyrobów kaletniczych
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4 .3.4. Sprawdzian postępów
19
22
23
23
25
26
28
29
29
35
35
38
4.4. Wykończanie wyrobów kaletniczych
39
4.4.1. Materiał nauczania
39
4.4.2. Pytania sprawdzające
39
4.4.3. Ćwiczenia
39
4.4.4. Sprawdzian postępów
5. Sprawdzian osiągnięć
6. Literatura
40
41
47

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy i opanowaniu umiejętności
z zakresu zdobienia i wykończania wyrobów kaletniczych ze szczególnym uwzględnieniem
technik zdobienia, maszyn i urządzeń stosowanych do tego celu
,
metod wykończania brzegów
i wyrobów oraz okuwania wyrobów kaletniczych.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej,
−
cele kształcenia tej jednostki modułowej,
−
materiał nauczania (rozdział 4) umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Do poszerzenia wiedzy wykorzystaj wskazaną
literaturę oraz inne źródła informacji,
−
zestawy pytań, które pomogą Ci sprawdzić stopień opanowania przez Ciebie treści
z materiału nauczania,
−
ćwiczenia, które umożliwią nabycie umiejętności praktycznych,
−
sprawdzian osiągnięć. Zaliczenie testu potwierdzi opanowanie materiału z zakresu całej
jednostki modułowej,
−
wykaz literatury, z jakiej możesz korzystać podczas nauki.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie czy dobrze wykonujesz daną czynność.
Jednostka modułowa: „Zdobienie i wykończanie wyrobów kaletniczych”, z której treścią
teraz się zapoznasz jest częścią materiału modułu 744[01].Z3 “Technologia wytwarzania
wyrobów kaletniczych ”.
.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp oraz
instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Przepisy te
poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
744[01].Z3
Technologia wytwarzania
wyrobów kaletniczych
744[01].Z3.01
Wykonywanie montażu wyrobów
744[01].Z3.02
Zdobienie i wykończanie
wyrobów kaletniczych
744[01].Z3.03
Ocenianie jakości wyrobów
kaletniczych
744[01].Z3.05
Cechowanie, pakowanie oraz
przechowywanie wyrobów
kaletniczych
744[01].Z3.04
Wykonywanie
napraw, renowacji i konserwacji
wyrobów kaletniczych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
posługiwać się terminologią dotyczącą wyrobów, części składowych, półproduktów
i dodatków kaletniczych,
−
rozróżniać rodzaje wyrobów kaletniczych,
−
rozróżniać elementy wyrobów kaletniczych,
−
rozpoznawać części składowe i dodatki w wyrobie kaletniczym,
−
określać techniki montażu i wykończenia wyrobów kaletniczych,
−
dokonać podziału wyrobów kaletniczych na grupy asortymentowe,
−
określać kryteria podziału wyrobów kaletniczych w aspekcie rozwiązań konstrukcyjnych
i materiałowych,
−
dokonywać analizy norm dotyczących wyrobów kaletniczych,
−
wymiarować na rysunkach części składowe wyrobów oraz proste części maszyn
i urządzeń,
−
odczytywać rysunki techniczne złożeniowe wyrobów kaletniczych,
−
przedstawiać w perspektywie zbieżnej figury, bryły i wyroby kaletnicze,
−
wykonywać odręczne rysunki brył i wyrobów kaletniczych,
−
stosować zasady kolorystyki i kompozycji w projektowaniu wyrobów kaletniczych,
−
dobierać barwy do projektowanych wyrobów,
−
zaprojektować ornamenty w wyrobach kaletniczych,
−
określać wielkości i proporcje wyrobów odpowiednio do przeznaczenia,
−
określać kierunki mody dotyczące wyrobów kaletniczych na podstawie analizy żurnali,
czasopism i pokazów,
−
stosować różne techniki kopiowania rysunków żurnalowych,
−
stosować techniki projektowania wyrobów kaletniczych,
−
wykonywać projekty wyrobów kaletniczych z uwzględnieniem aktualnej mody oraz
wzorów historycznych i ludowych,
−
rozróżniać maszyny i urządzenia stosowane w procesach technologicznych,
−
klasyfikować maszyny i urządzenia w zależności od budowy, zasady działania
i zastosowania praktycznego,
−
rozróżniać części maszyn,
−
wyjaśniać budowę i zasadę działania maszyn stosowanych w kaletnictwie,
−
określać podstawowe i specjalne wyposażenie maszyn,
−
dobierać parametry pracy maszyn i urządzeń kaletniczych,
−
określać zastosowanie mechanizmów maszyn,
−
określać rodzaj garbowania i sposób wykończania skór,
−
określać wymagania technologiczne dla poszczególnych rodzajów i gatunków skór,
−
rozpoznawć wady i uszkodzenia skór wyprawionych oraz określić ich wpływ na jakość
wyrobów kaletniczych,
−
dokonywać podziału skór gotowych ze względu na przeznaczenie asortymentowe,
−
określać przydatność tworzyw skóropodobnych w produkcji wyrobów kaletniczych,
−
charakteryzować sposoby wykończania tworzyw skóropodobnych,
−
określać zasady obsługi urządzeń i przyrządów pomiarowych,
−
posługiwać się instrukcjami obsługi maszyn i urządzeń,
–
posługiwać się dokumentacją techniczną i technologiczną,
–
korzystać z różnych źródeł informacji technicznej i technologicznej,
–
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
wymagania ergonomii.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
zorganizować stanowiska pracy do zdobienia i wykończania wyrobów kaletniczych,
−
określić metody i techniki zdobienia elementów wyrobów kaletniczych,
−
wyjaśnić budowę i zasadę działania deseniarek i perforowarek,
−
dobrać oprzyrządowanie deseniarki i perforowarki,
−
przygotować do pracy i obsłużyć maszynę do perforowania i deseniowania,
−
wykonać zdobienie elementów przez deseniowanie i perforowanie,
−
dokonać konserwacji perforowarki i deseniarki,
−
posłużyć się narzędziami stosowanymi w technice sitodruku,
−
wykonać zdobienie elementów i wyrobów techniką sitodruku,
−
wykonać marszczenie i fałdowanie do zdobienia elementów i wyrobów,
−
wykonać zdobienia elementów i wyrobów metodą przeplatania,
−
nałożyć aplikacje na elementy i wyroby,
−
wykonać szycie ozdobne i haftowanie,
−
wykonać zdobienia elementów i wyrobów techniką liniowania,
−
scharakteryzować narzędzia do liniowania,
−
dobrać techniki wykończania brzegów wyrobów,
−
zastosować ręczne i maszynowe techniki zawijania brzegów,
−
wszyć zamki błyskawiczne,
−
wykończyć brzegi wyrobów przy pomocy maszyny i urządzeń,
−
dobrać rodzaje lamowania w zależności od rodzaju wyrobu i materiału,
−
wykonać wypustki według określonej technologii,
−
dobrać okucia w zależności od rodzaju materiału, charakteru i konstrukcji wyrobu,
−
dobrać techniki montażu okuć,
−
dobrać narzędzia stosowane w procesie okuwania,
−
dobrać metody montażu okuć w zależności od rodzaju okucia i wyrobu,
−
zabezpieczyć okucia przed korozją i uszkodzeniem,
−
dobrać środki wykończalnicze w zależności od rodzaju materiału,
−
dobrać metody wykończania wyrobów,
−
wykonać retuszowanie, apreturowanie, nabłyszczanie i polerowanie do wykończania
powierzchni wyrobu,
−
posłużyć się dokumentacją techniczną oraz instrukcjami obsługi maszyn i urządzeń,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
wymagania ergonomii.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Techniki zdobienia wyrobów kaletniczych
4.1.1. Materiał nauczania
Przy produkcji wyrobów kaletniczych, szczególnie torebek damskich czy pasków,
wykonuje się wiele czynności mających na celu podniesienie estetyki i atrakcyjności wyrobu
przez wprowadzenie elementów zdobniczych. Dobór rozwiązań zdobniczych uzależniony jest
od wymagań mody, przeznaczenia wyrobu i jego konstrukcji, rodzaju zastosowanych
surowców do produkcji, płci, wieku użytkownika itp.
Do najczęściej stosowanych technik zdobniczych w wyrobach kaletniczych zaliczamy:
deseniowanie, perforowanie, liniowanie, sitodruk, stemplowanie tamponowe, marszczenie,
fałdowanie, przeplatanie, szycie ozdobne, haft.
Deseniowanie – nadanie licu sztucznych deseni poprzez wytłaczanie – stosuje się
w celach zdobniczych lub zamaskowania na powierzchni skóry różnych uszkodzeń, zadrapań,
skaleczeń, blizn itp. Deseniowanie skór przeprowadza się na maszynie zwanej deseniarką,
która jest wyposażona w specjalne matryce (imitujące naturalne uziarnienie lica skór gadów
i płazów, szwy ozdobne lub inne fantazyjne desenie) oraz urządzenie grzejne i regulujące siłę
nacisku, a także czas prasowania.
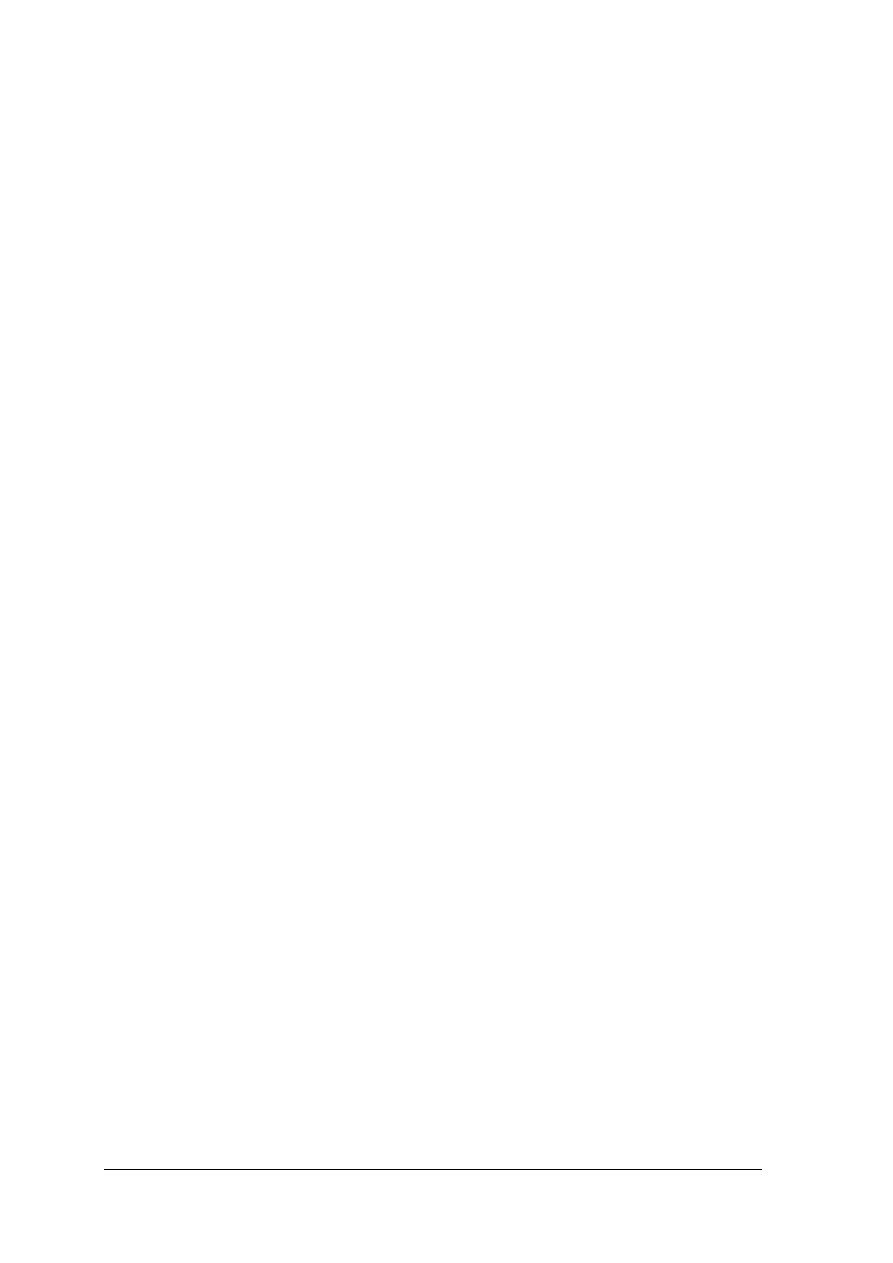
Hydrauliczna deseniarka (prasowarka) Svit typ 07591 (rys.1,2) jest przeznaczona do
prasowania i deseniowania licowej strony skór naturalnych garbowania chromowego
i roślinnego. Płyta prasująca lub deseniująca jest przytwierdzona do płyty grzejnej 3
nagrzewanej prądem elektrycznym lub strumieniem pary. Przy nagrzewaniu prądem
wysokość temperatury roboczej sygnalizuje i reguluje termometr stykowy, zaś dopływ pary
reguluje zawór. Suw (skok) stołu roboczego 5 jest na tyle duży, że zapewnia pracownikowi
swobodne manipulowanie skórą pod płytą grzejną przed, jak i po deseniowaniu. Długość
skoku prasy jest ograniczona pierścieniem odległościowym 6 wprowadzonym między
przegub soczewkowy 7 i stół roboczy 5. Ze względu na to, że stół roboczy spoczywa na
wahliwym łożysku, możliwe jest prasowanie lub deseniowanie skóry o zróżnicowanej
grubości (wynikającej z jej układu topograficznego). System hydrauliczny prasy jest
zaopatrzony w pompę tłokową napędzaną silnikiem elektrycznym za pośrednictwem paska
klinowego. Żądane parametry deseniowania ustala się przed rozpoczęciem pracy na
przyrządach sygnalizacyjnych: docisk stołu 5 na manometrze kontaktowym, temperaturę
płyty na termometrze kontaktowym, zaś czas prasowania (lub tłoczenia) sygnalizuje
przekaźnik czasowy.
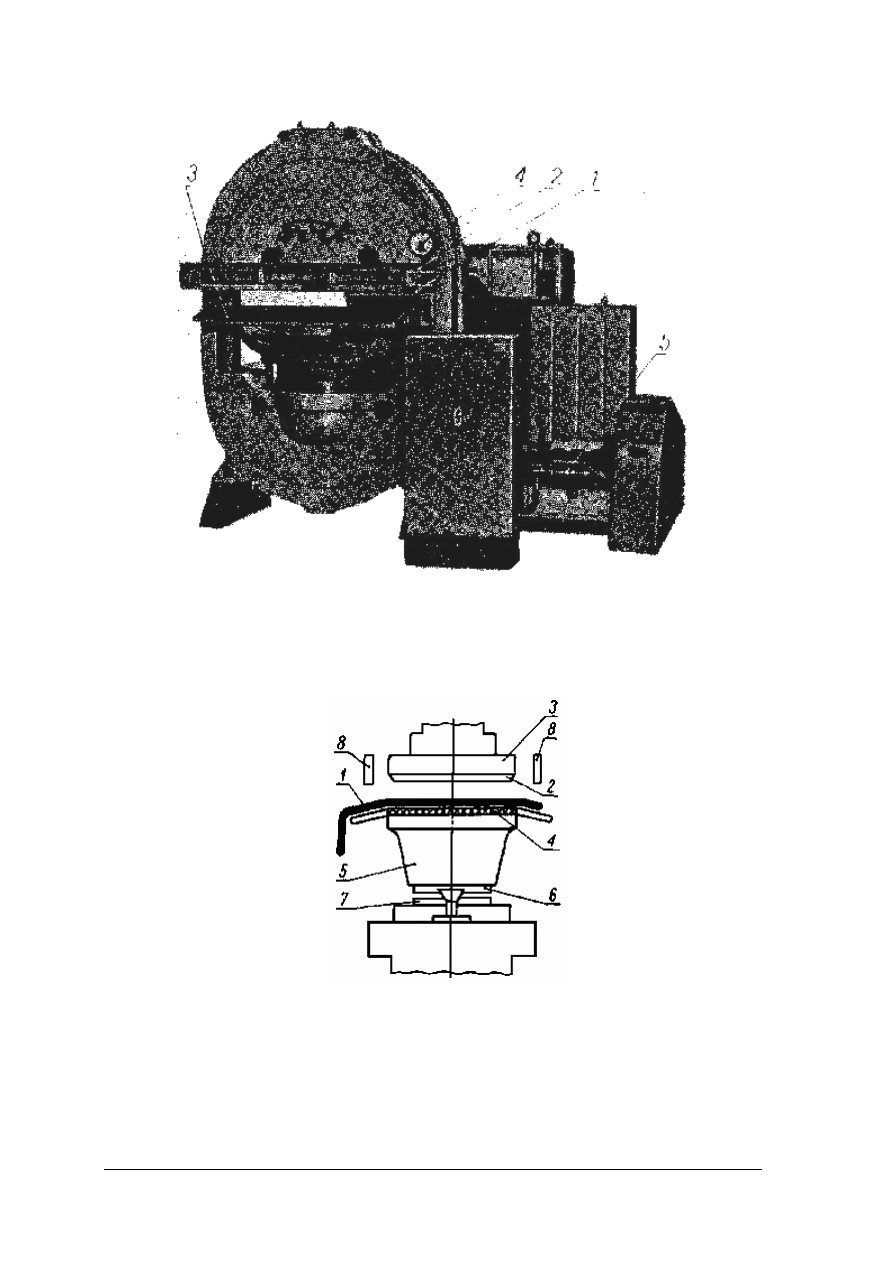
Przebieg pracy. Skórę 1 przeznaczoną do deseniowania rozkłada się na elastycznym
podkładzie 4 (najczęściej z filcu) stykającym się bezpośrednio z płytą stołu roboczego.
Opuszczenie bocznych osłon 8 wprawia mechanizmy automatyczne w cykl działania wg
uprzednio określonych parametrów. Osłony 8 uniemożliwiają pracownikowi dostęp
w zakresie niebezpiecznej przestrzeni, tj. między stół roboczy 5 i płytę grzejną 3.
Maksymalny nacisk prasy wynosi do 6,3 MN Podczas deseniowania skór garbowania
roślinnego temperatura nie powinna przekraczać 60
o
C, zaś skór garbowania chromowego 90
o
C.
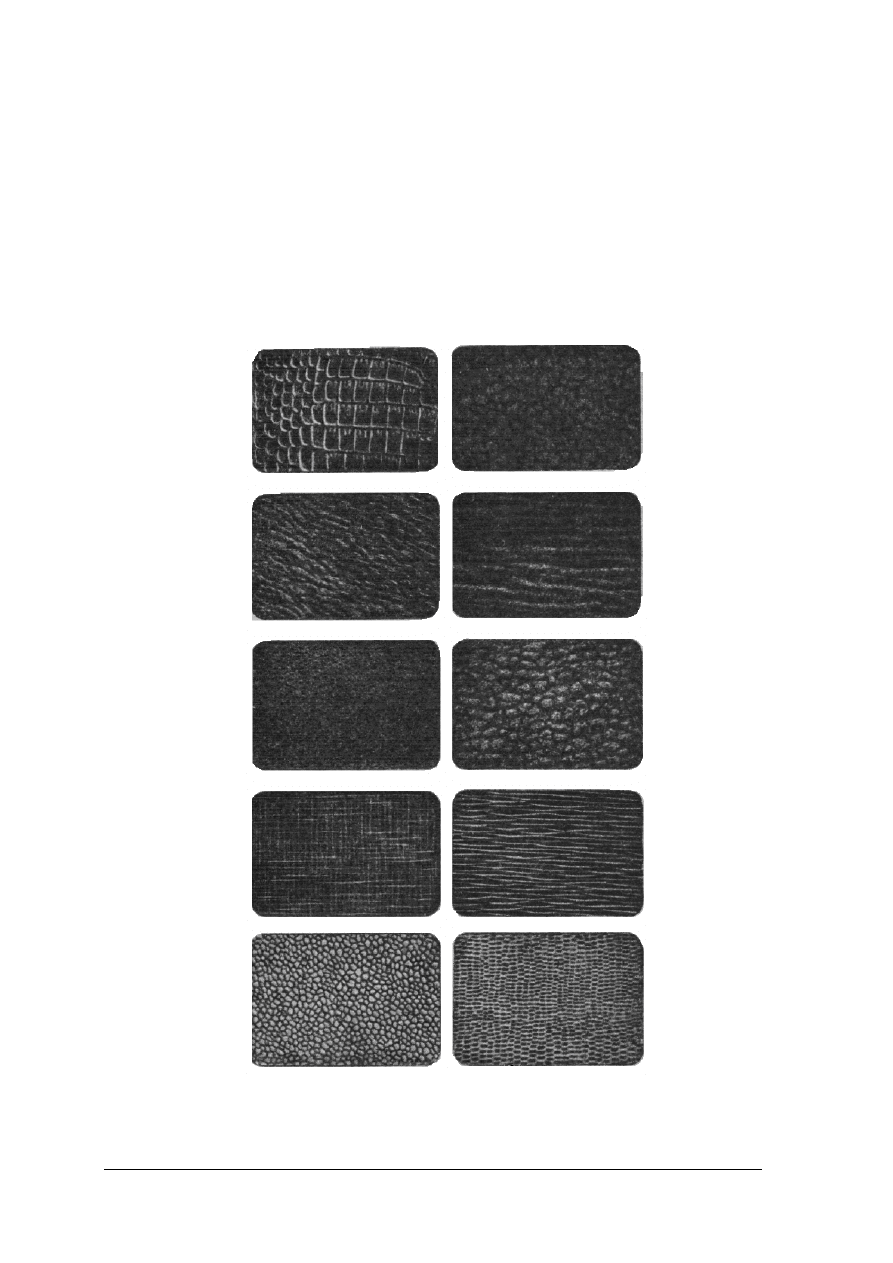
Negatywy płyt stalowych do wytłaczania deseni na skórach przedstawia rysunek 3.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys.1. Deseniarka Svit 07591/P1 [2 s. 81]
Rys. 2. Schemat działania deseniarki Svit typ 07591/P1 i P2 [2 s. 81]
Deseniowanie elementów z tworzyw skóropodobnych powleczonych PCW lub innymi
polimerami o dobrych właściwościach zgrzewalnych, odbywa się w lekkich prasach
„zgrzewarkach”, przy zastosowaniu prądu wielkiej częstotliwości. Materiały termoplastyczne
pod wpływem nagrzewania miękną i pod wpływem niedużego ciśnienia wywołują
odwzorowanie faktury, której negatywem jest forma silikonowa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Technika sporządzania matryc silikonowych w ogólnym zarysie jest następująca:
płynny kauczuk silikonowy, wymieszany ze środkami sieciującymi (utwardzaczami), wylewa
się na powierzchnię, której fakturę należy odwzorować na materiale syntetycznym, np. na licu
skóry z jaszczurki. Po utwardzeniu kauczuku, za pomocą odpowiednich operacji termicznych,
otrzymujemy gotową formę.
Podstawowym urządzeniem w tej metodzie jest prasa zgrzewająca o mocy 8–19 kW,
najczęściej o napędzie pneumatycznym.
Przed przystąpieniem do pracy należy ustalić parametry deseniowania takie, jak: docisk
stołu, temperaturę płyty, czas deseniowania, który zależy od gęstości materiału, temperatury
i siły nacisku, ostrości konturów płyty i kształtu deseni.
Rys. 3. Wzory płyt do wytłaczania deseni [2, s. 83]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Perforowanie – wycinanie w elementach dziurek różnego kształtu i wielkości
tworzących ozdobny wzór. Do perforowania używa się specjalnych matryc i pras zwanych
perforowarkami. Biorąc pod uwagę efekt zdobniczy perforacji czynność tę należy wykonać
wyjątkowo starannie. Rodzaje i wielkość perforacji zależą od rodzaju materiału i wyrobu.
Nieodpowiednia perforacja może spowodować osłabienie wyrobu. Przy perforacji elementów
z tworzyw skóropodobnych należy stosować dziurki okrągłe lub owalne. Należy unikać
perforacji o zbyt ostrych konturach, tj. dziurek trójkątnych, kwadratowych lub prostokątnych,
co może być powodem pękania lica materiałów podczas użytkowania. Dość często w celu
uzyskania efektu zdobniczego, pod otwory perforacji podkładamy materiał o odmiennym,
umiejętnie dobranym kolorze kontrastującym z barwą elementu perforowanego. Z budową
i działaniem maszyny do perforowania zostałeś zapoznany w jednostce modułowej
744[01].Z2.02 „ Dokonywanie rozkroju materiałów i przygotowanie elementów do montażu.
Liniowanie – jest to wyciskanie na brzegach wyrobów, najczęściej skórzanych, trwałych
linii w celu nadania wyrobowi estetycznego wyglądu, a także w celu wzmocnienia
zawiniętych, a nie przyszytych brzegów wyrobu. Liniowanie przeprowadza się :
−
„na zimno”– przy wyrobach ze skór garbowania roślinnego,
−
„na gorąco”– przy wyrobach ze skór garbowania chromowego, stosując temperaturę
80–90
°
C i niektórych gatunków skór garbowania roślinnego stosując temperaturę 55–69
°
C.
Liniowanie na zimno odbywa się przy użyciu liniarki drewnianej, zaś na gorąco przy użyciu
liniarek metalowych nagrzanych do odpowiedniej temperatury lub przy użyciu urządzeń do
liniowania.
Na przebieg liniowania duży wpływ mają właściwości lica skóry-kolor, skład farb
kryjących, sposób wykończenia itp. Przy liniowaniu materiałów o różnych kolorach
otrzymuje się różne wyniki, przy zastosowaniu jednakowej temperatury nagrzania liniarki.
Przy liniowaniu czarnego materiału otrzymuje się zawsze dobre wyniki, zaś przy liniowaniu
materiałów jasnych- ciemne linie niekiedy są przepalone lub też są o różnych odcieniach. Na
przebieg liniowania mają wpływ: temperatura, nacisk i właściwości lica skóry. Temperaturę
i nacisk należy ustalić przeprowadzając liniowanie próbne.
Do liniowania ręcznego używa się: liniarek różnej wielkości i o różnych promieniach
krzywizn, płyty marmurowej, urządzenia do ogrzewania liniarek. Przed przystąpieniem do
liniowania ustala się sposób wykonania liniowania, rodzaj linii, odległość linii od brzegu oraz
rodzaj liniarki i jej temperaturę.
Zależnie od kształtu i wielkości obrabianego wyrobu stosuje się przy liniowaniu ręcznym
różne promienie krzywizn roboczych liniarek. Do liniowania elementów dużych, o brzegach
prostoliniowych stosuje się liniarki o małym łuku, natomiast do wyrobów małych, o brzegach
krzywoliniowych – liniarek o dużym łuku.
Liniarka ręczna do liniowania na zimno (rys. 4) wykonana jest z drewna twardego.
Powierzchnia części roboczej ma kształt prostokąta o wymiarach 20÷30 x 10÷12 mm.
Środkowa część liniarki może mieć dowolny kształt, który powinien umożliwiać wygodne
i mocne trzymanie liniarki w czasie liniowania. Na powierzchni roboczej wzdłuż dłuższych
boków liniarki wycięte są dwa grzbiety równolegle w stosunku do siebie. Grzbiet skrajny
służy do prowadzenia jej w czasie liniowania przy boku części składowej wyrobu. Jest on
wyższy od sąsiedniego grzbietu przeznaczonego do liniowania o 1,5÷2,0 mm. Odległość
między grzbietami wynosi 1,0÷2,5 mm, zależnie od odległości wykonywanych linii od
krawędzi liniowanego przedmiotu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
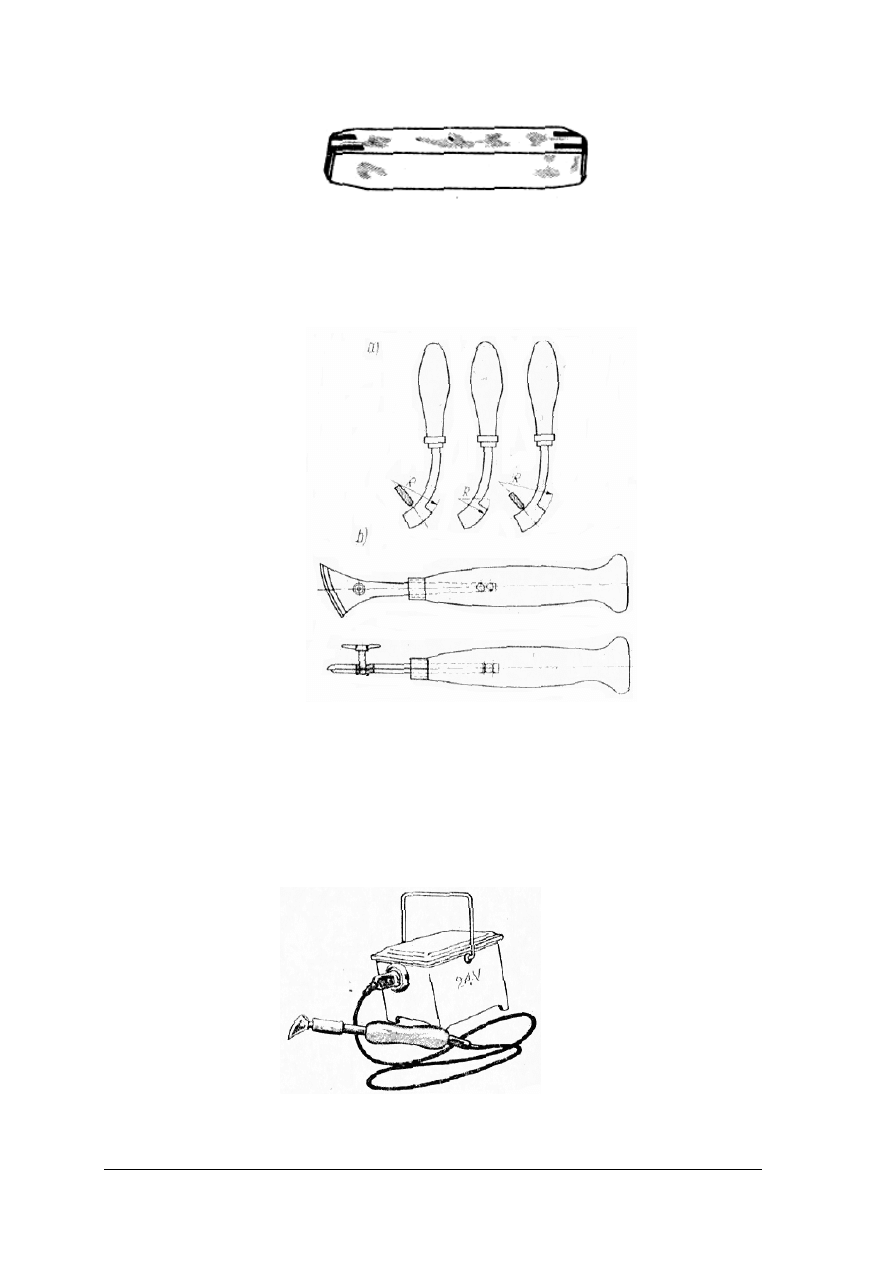
Rys. 4. Liniarki ręczne do liniowania na zimno, [2, s. 29 ]
Liniarka ręczna stalowa (rys. 5) służy do liniowania na gorąco. Składa się z części
roboczej wykonanej ze stali oraz z drewnianej rączki. Część robocza może mieć różny profil
i promień krzywizny.
Rys. 5. Liniarki ręczne stalowe [2, s. 30 ]
a) pojedyńcze o różnych łukach części roboczej, b) uniwersalne
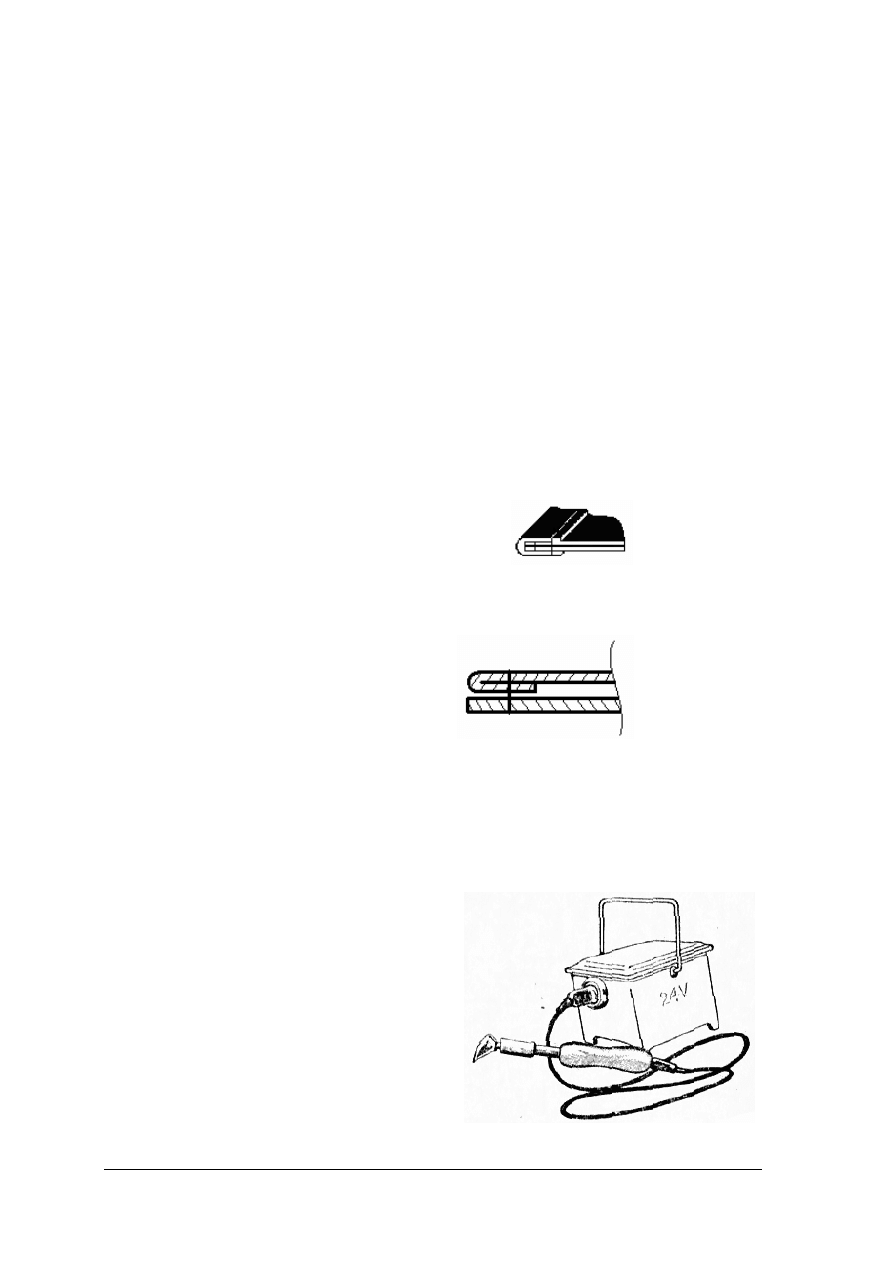
Do liniowania ręcznego dużych elementów stosuje się liniarkę ręczną elektryczną
(rys. 6).
Rys. 6. Liniarka ręczna elektryczna [2, s. 30 ]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Częścią pracującą jest stalowa końcówka ogrzewana spiralą grzejną zasilaną
z transformatora o napięciu 24V. Liniarka tego typu może zastąpić inne liniarki ręczne,
ponieważ jej końcówkę można dowolnie wymieniać. Dzięki stałemu zasilaniu końcówki
prądem elektrycznym likwiduje się przerwy na podgrzewanie liniarek tradycyjnych.
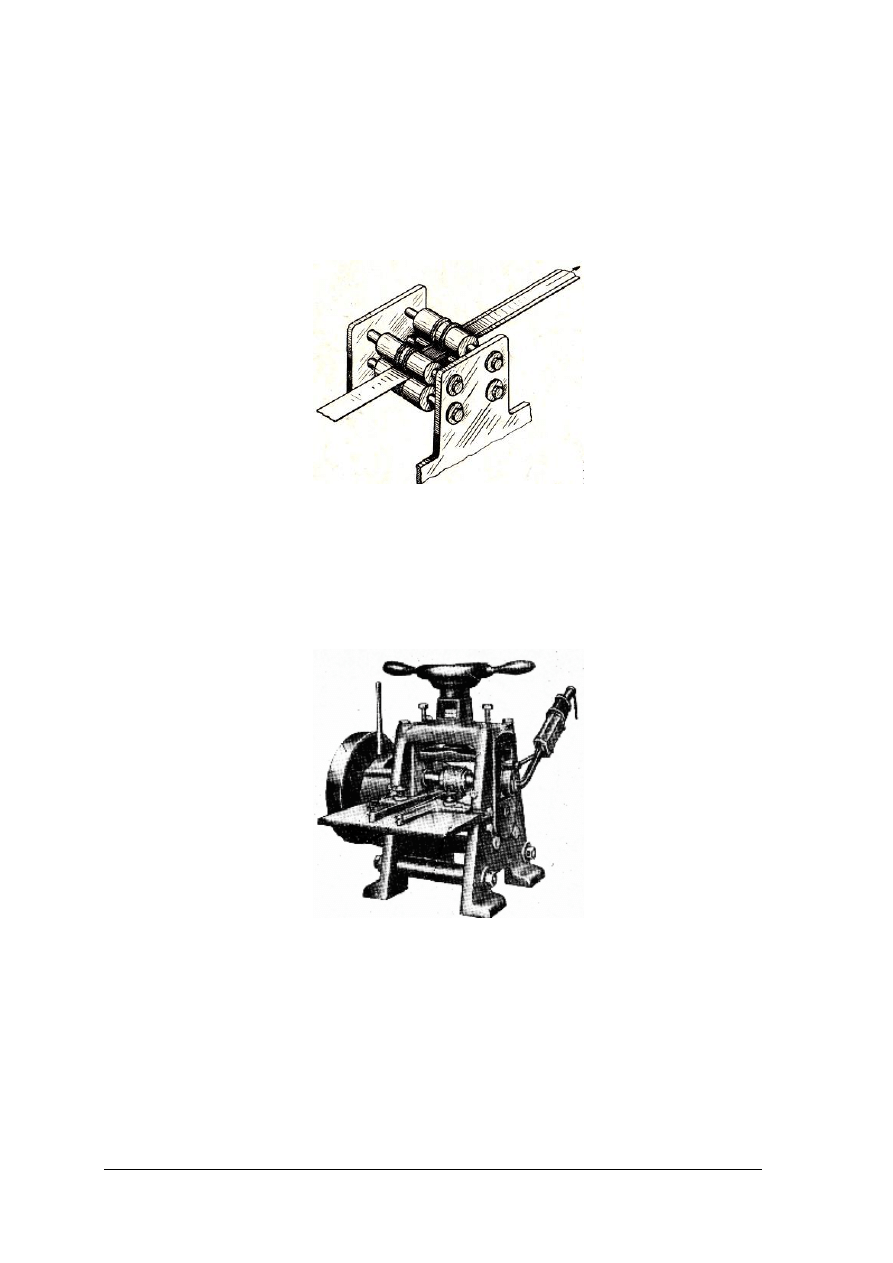
Elementy o brzegach prostych można liniować maszynowo. Mechanizm roboczy liniarki
(rys. 7) składa się z dwu par walców.
Rys. 7. Mechanizm roboczy mechanicznej liniarki do pasów [2, s. 129 ]
Po uruchomieniu maszyny walec górny, podgrzany do wymaganej temperatury, dociska
pasek do walca dolnego i wyciska na skórze odpowiednie linie, a druga para walców
transportuje pasek. Na powierzchni elementów można również wytłoczyć ozdobne desenie.
Do tego celu używa się tłoczarki (rys. 8), której działanie polega na tej samej zasadzie co
praca liniarki. Elementem wyciskającym deseń jest specjalnie grawerowany walec.
Rys. 8. Tłoczarka mechaniczna [2, s. 130 ]
Sitodruk – to technika zdobnicza polegająca na przecieraniu farby przez sita
z utrwalonymi wzorami. Miejsca drukujące siatki są zakryte warstwą nie przepuszczającą
farby, w miejscach drukujących oczka sita są otwarte, a więc zdolne do przepuszczani farby.
W technice sitodruku stosuje się siatki z włókien naturalnych (jedwab), z włókien
syntetycznych i siatki metalowe ( rys. 9). Siatki napina się na ramie z drewna lub metalowej
uzyskując tzw. sito (rys. 11). W celu uzyskania drukowań wielobarwnych stosuje się kolejno
kilka sit o różnym rozmieszczeniu wzorów przy czym, przez każde sito nakłada się farbę
w innym kolorze. Farby sitodrukowe dzielimy na cztery grupy:
−
wysychające przez odparowanie,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
−
wysychające przez utlenienie,
−
zestalające się przez polimeryzację,
−
wysychające przez wsiąkanie.
W druku sitowym wysychanie spoiwa jest niesłychanie ważne ze względu na specyfikę
budowy farby drukarskiej.
Urządzeniem do wykonywania odbitek ozdobnych jest prasa drukarska. Składa się ona
z następujących elementów:
−
ramy, na której napina się sito,
−
stołu, na którym wykonuje się odbitki,
−
ścieraka ( rys. 10) (rakla) przeciskającego farbę przez niezasklepione oczka sita,
−
zbieraka farby.
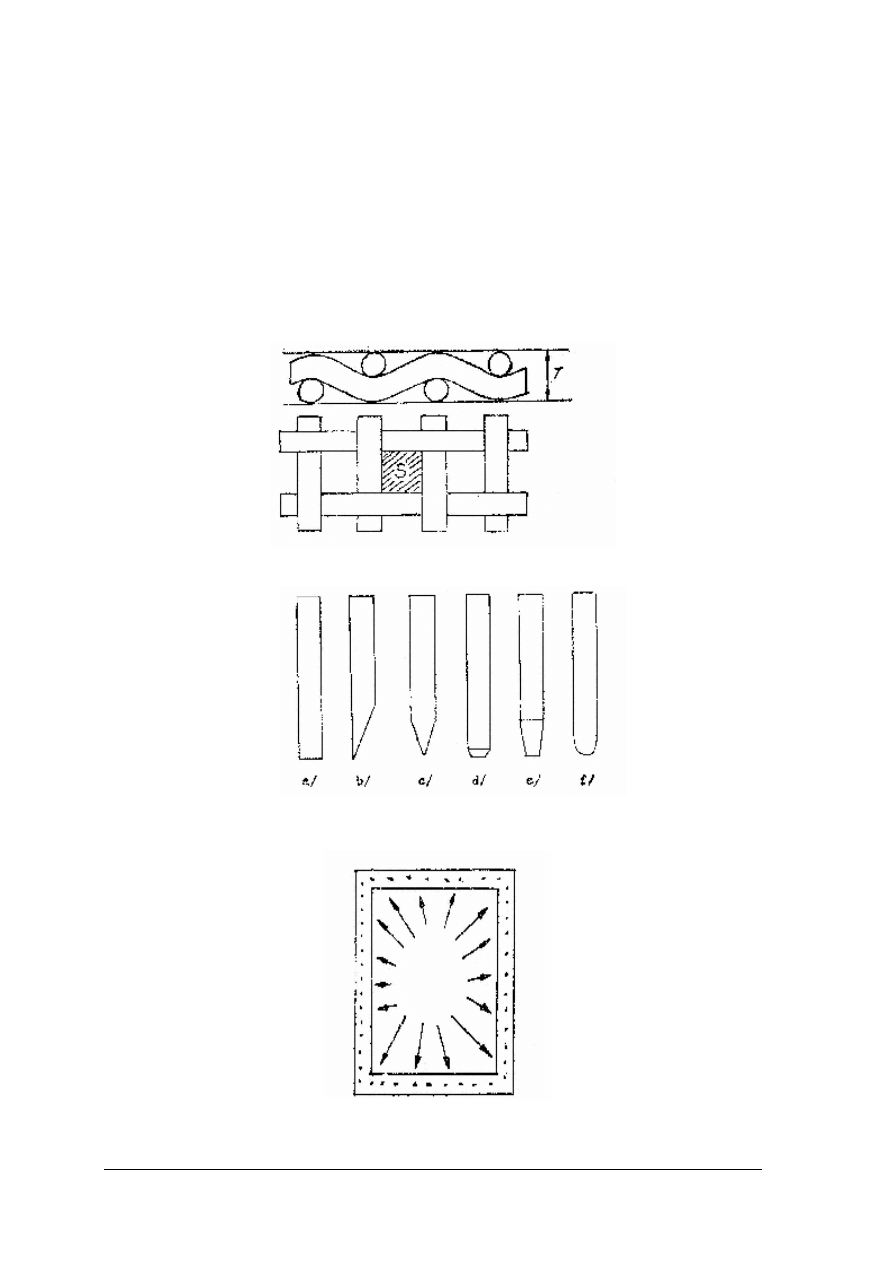
Rys. 9. Prosty splot tkaniny przeznaczonej na siatki do sitodruku: T- grubość tkaniny, S- oczko tkaniny.[14,s.15]
Rys. 10. Profile ścieraków [14,s.15]: a- o kącie 90
0
, b- 45
0
, c- 60
0
, d- spłaszczony, e- prosty, f- półokrągły
Rys. 11. Ręczne napinanie siatki [14, s. 15]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 12. Mechaniczne napinanie siatek [14, s. 15]
Technika stemplowania tamponowego przy zastosowaniu farb – jest to metoda
polegająca na automatycznym naniesieniu wzoru ozdoby za pomocą stempla (matrycy),
zamoczonego w farbie i wydrukowaniu na materiale. Stemplowania możemy dokonywać przy
użyciu automatycznych stemplowarek. Praca maszyny jest prawie całkowicie
zautomatyzowana. Obsługa maszyny przez pracownika ogranicza się do ułożenia elementów
na stanowisku pracy, uzupełnieniu zbiornika farbą i wymianie matryc. Maszyna wyposażona
jest w następujące urządzenia:
−
zbiornik farby,
−
kliszę (matrycę) drukarską,
−
mechanizm drukujący (nóż drukarski),
−
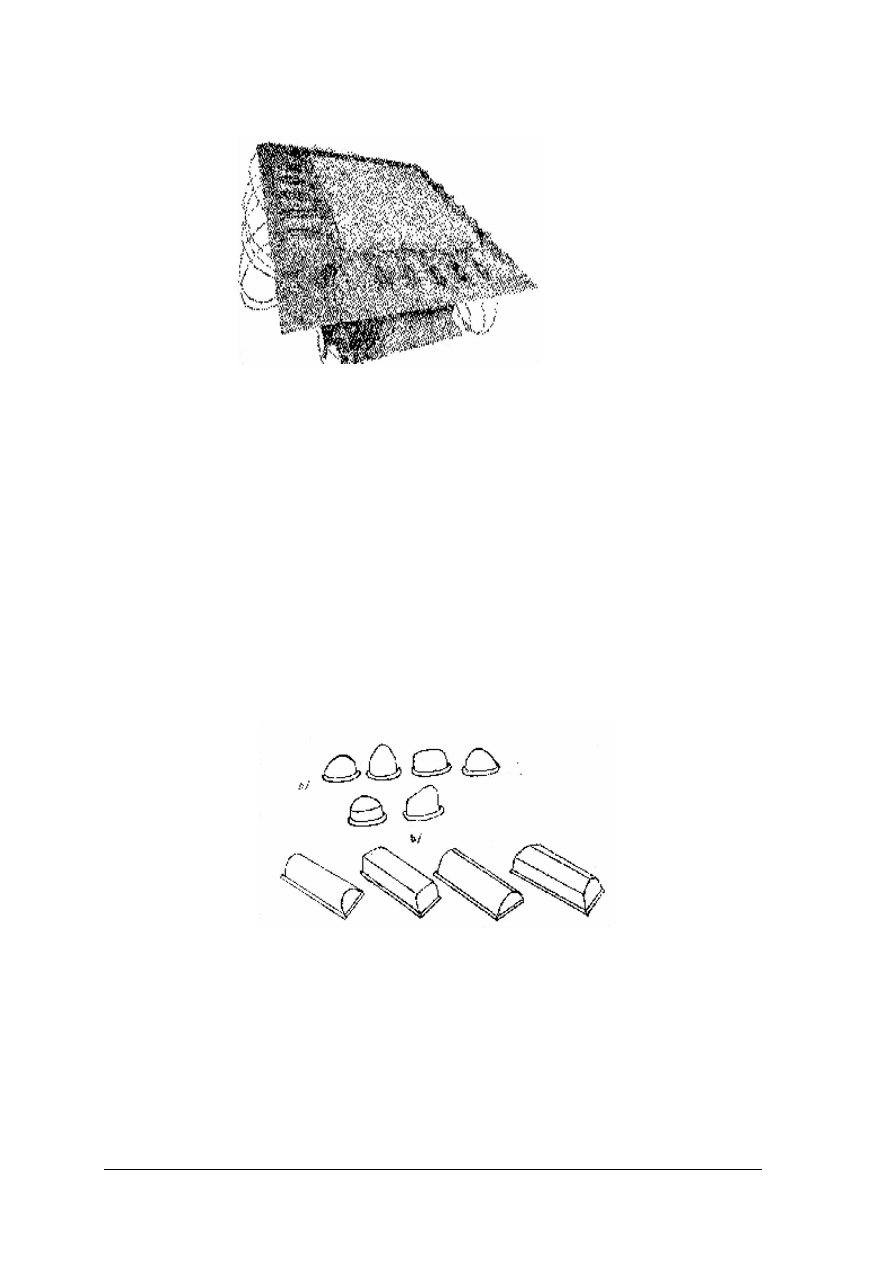
stempel gumowy (rys. 13) (tampon drukarski) o trzech różnych twardościach i o różnych
kształtach.
Rys.13. Kształty tamponów [ 14,s. 10]: a- okrągłe, b- podłużne.
Do podstawowych oprzyrządowań stosowanych w technice stemplowania zalicza się
stempel (matrycę). Matryca może być wykonana z blachy cynkowej metodą trawienia.
Matryca powinna dokładnie reprodukować wszystkie szczegóły zdobnicze (dekoracyjne).
Drugim bardzo ważnym elementem jest tampon drukarski (stempel). Tampony produkowane
są w różnych kształtach i w trzech twardościach: miękki, średniotwardy i twardy. O twardości
tamponu decyduje wykonanie obrazu drukarskiego i rodzaj drukowanego materiału, np.
miękkie tampony zaleca się do drukowania większych pism i powierzchni oraz nierównych
płaszczyzn, a twarde tampony używa się do drukowania drobnego pisma. Wielkość tamponu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
dobieramy tak, aby stempel drukarski dobrze przykrywał obraz drukarski przy przyjmowaniu
farby. Przygotowanie rysunku do druku odbywa się analogicznie jak przy druku sitowym,
w sposób kopiowania fotograficznego. Nóż drukarski zamocowany jest do oprawy rakli w ten
sposób, że wystaje z niej około 4÷5 mm. Zbiornik farby jest wbudowany w maszynę.
Zdobienie przez marszczenie – do tego celu używa się taśmy gumowej lub nici.
Marszczenie taśmą gumową o szerokości 8÷10 mm stosuje się w stosunku do elementów
z boksów cielęcych, nubuków, welurów oraz cieńszych materiałów z PCW. W tym celu
rozciągniętą odpowiednio taśmę gumową naszywa się na brzeg materiału. W kaletnictwie
marszczenie takie używa się, np. w stosunku do ścianek, które będą umocowane w zamkach
biglowych. Elementy z grubszych i twardszych materiałów marszczy się przy użyciu taśmy
gumowej o szerokości 20 mm. Taśmę rozciąga się na długość wzornika i przybija szydłami
lub teksami do deski tak, aby jej końce wystawały po 10 mm poza długość elementu
marszczonego. Ścieniony brzeg elementu skleja się z taśmą gumową i po usunięciu szydeł
element marszczy się do odpowiedniej długości. W celu zapewnienia symetrycznego ułożenia
się fałd, miejsca w których są przewidziane można ścienić od strony mizdry i delikatnie
sklepać na płycie marmurowej.
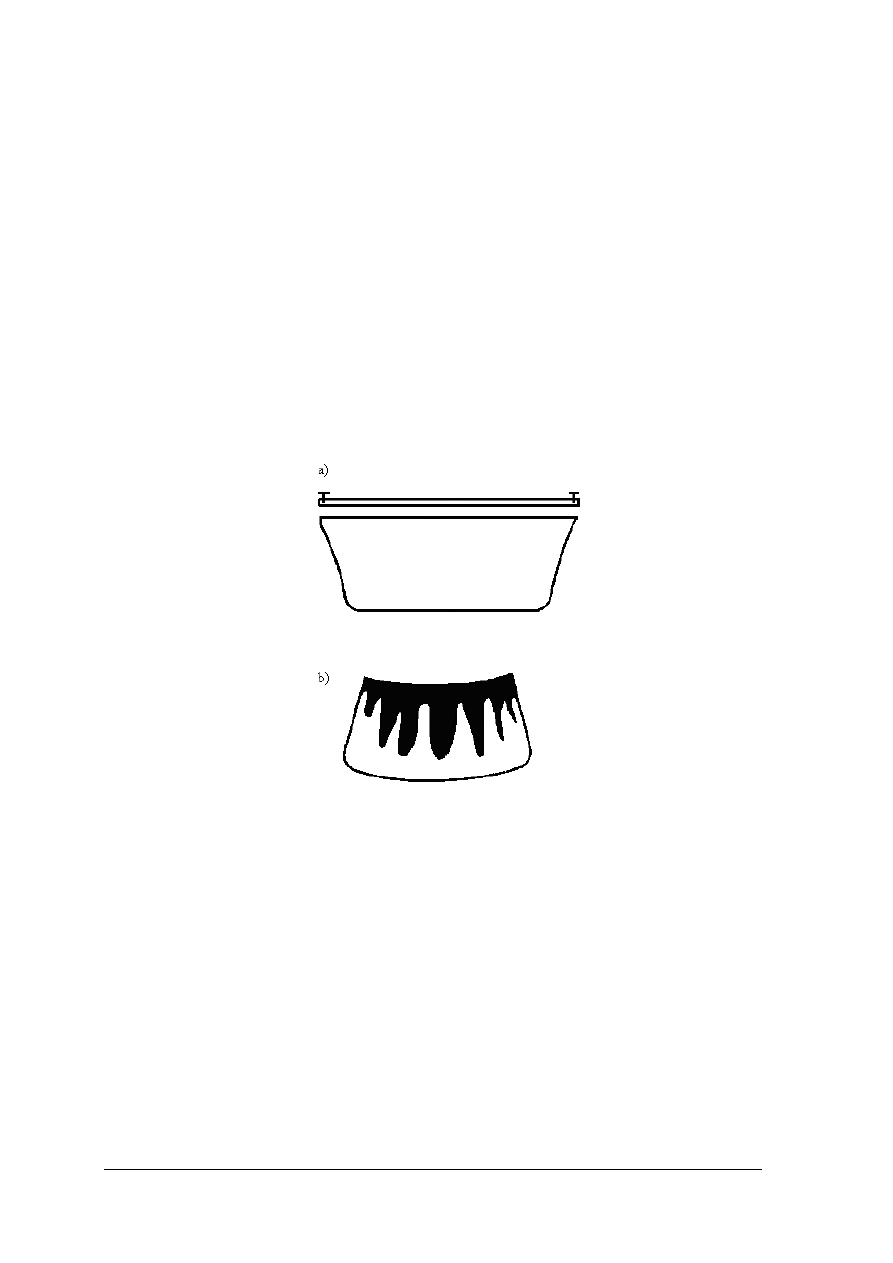
Rys. 14.
Marszczenie przy użyciu taśmy gumowej[2, s. 131]:
a) przygotowanie taśmy gumowej, b) ścianka korpusu po zmarszczeniu
Marszczenie nicią stosuje się w stosunku do cienkich materiałów. Można
przeprowadzić je ręcznie lub maszynowo. Przy ręcznym marszczeniu brzeg elementu
przeszywa się mocną nicią dwoma lub trzema rzędami ściegów w odstępach 4–5 mm.
Następnie nitki ściąga się na długość wzornika, a końce ich zakończa węzłami, aby zapobiec
rozsuwaniu się materiału.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
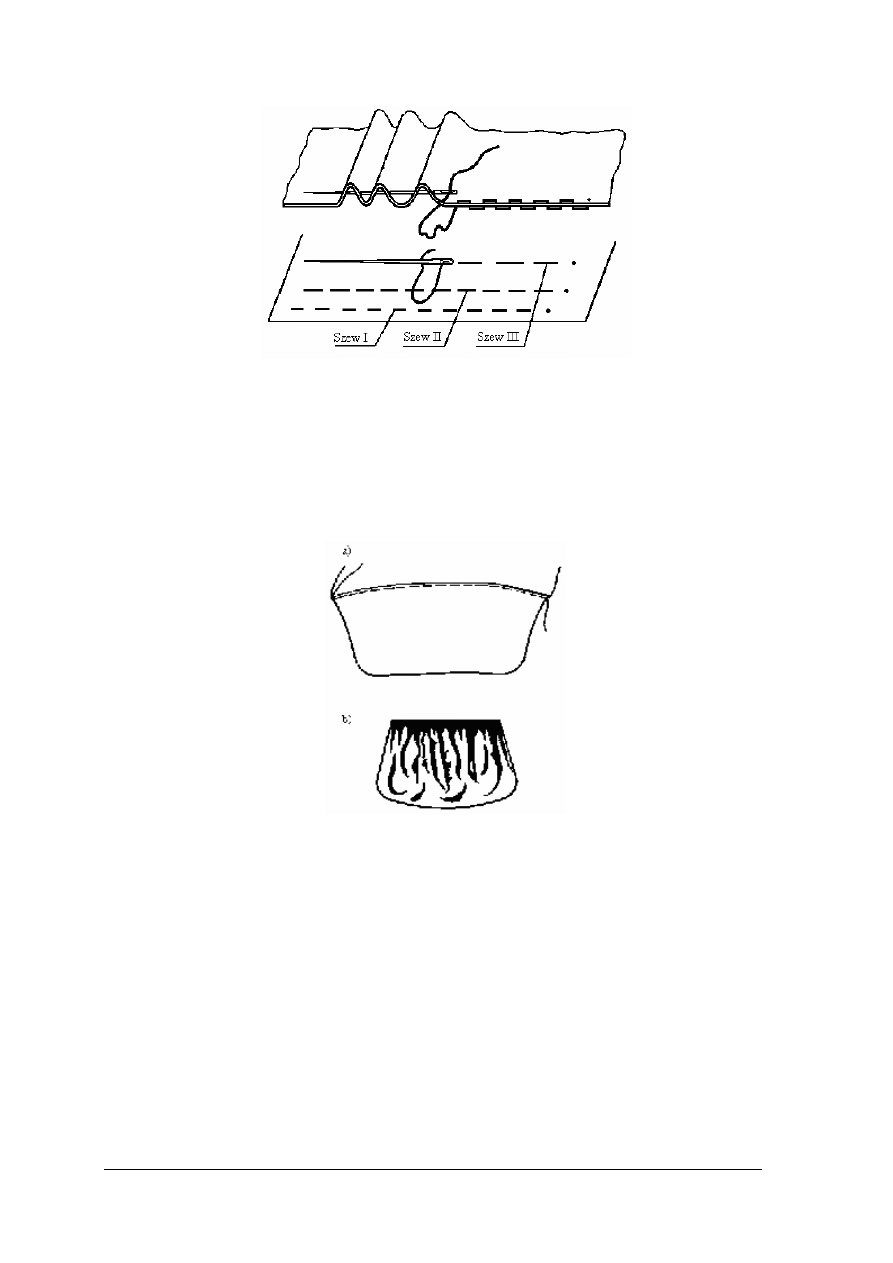
Rys. 15. Marszczenie brzegów torby ściegiem ręcznym [2 ,s. 132 ]
Przy marszczeniu maszynowym nić wychodzącą z bębenka należy odpowiednio
zwolnić, tak aby podczas szycia była ona wyciągana bez trudu przez nić górną. Po
zmarszczeniu elementu nitki zakończa się węzłami. Marszczenie brzegu szwem maszynowym
możemy dokonać na maszynie praworamiennej, wyposażonej w prowadnik umożliwiający
marszczenie (np. maszyna firmy Adler 105 RM – 25).
Rys. 16. Marszczenie brzegów szwem maszynowym [2, s.132]:
a) ścianka przed marszczeniem, b) ścianka zmarszczona
Fałdowanie – stosuje się zwykle w kaletnictwie w stosunku do ścianek torebek
z grubszych czy sztywniejszych materiałów, których nie można marszczyć. Najpierw
wykonuje się wzorniki, na których oznacza się długości i odstępy fałd. W przypadku skór
cieńszych, ślady załamań oznacza się kostką, natomiast na skórach grubszych należy miejsca
fałd ścienić na ścieniarce. Poukładane fałdy sklepuje się lekko młotkiem, a następnie na górny
brzeg ścianki nakleja się pasek papieru. Klej należy nanieść na taką szerokość, jaka będzie
później zakryta innymi elementami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
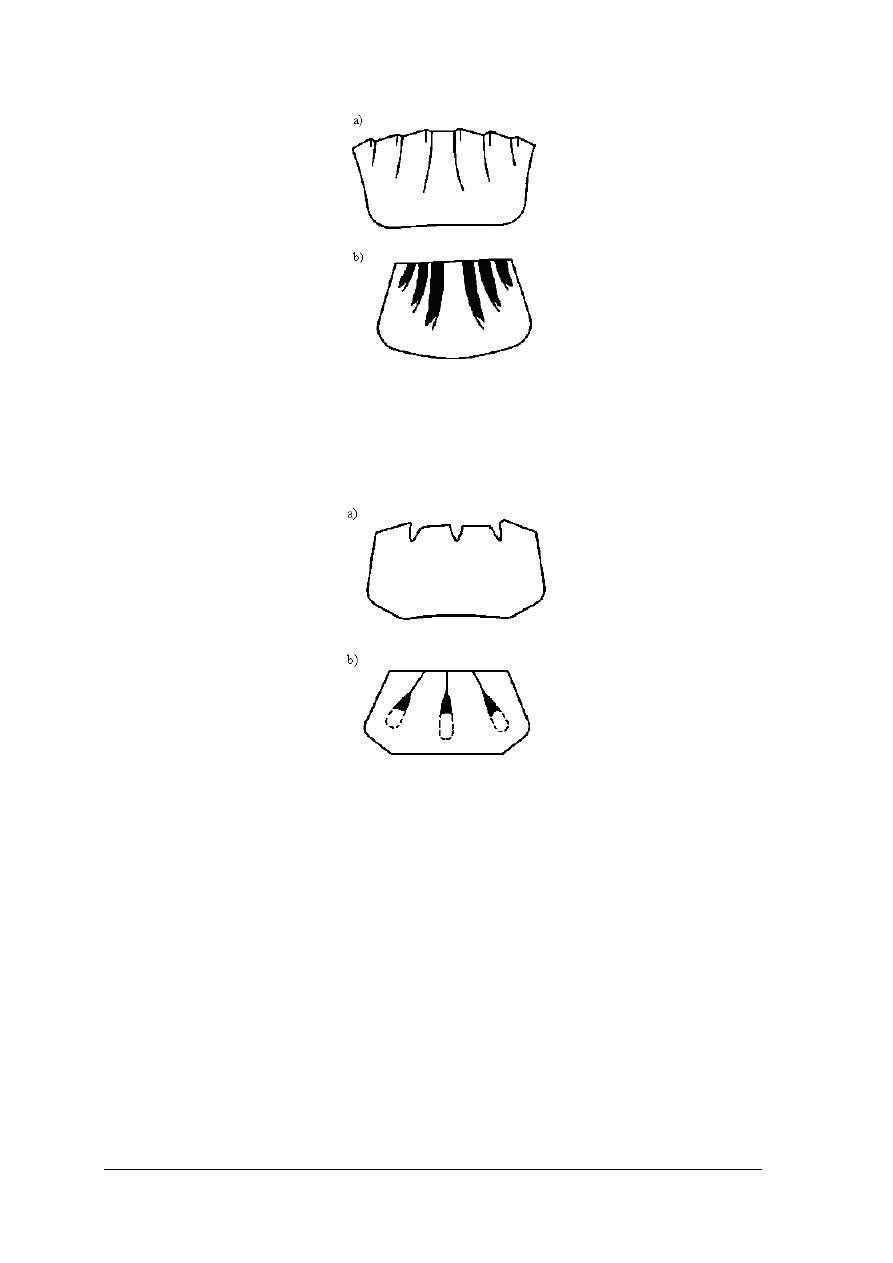
Rys. 17. Sklepywanie fałd [2, s. 133]: a) ścianka torebki po oznaczeniu załamań,
b) ścianka torebki po sklepaniu fałd
W przypadku grubych lub sprężystych materiałów fałdy można po prostu zszywać.
Rys. 18. Zszywanie fałd [2, s. 133]:
a) ścianka torebki przed zszyciem, b) ścianka po zszyciu
Przeplatanie – może mieć miejsce wyłącznie po uprzednim nacięciu materiału. Jest
logicznym następstwem tej czynności. Poprzez nacięcia przetykane bywają paski skóry
różnych szerokości i kolorów, tworząc zaplanowany deseń plecionki. Drogą przeplatania
uzyskuje się wiele efektów zdobniczych, zmieniających w zasadniczy sposób zewnętrzny
wygląd wyrobu. Z chwilą wejścia do produkcji wyrobów materiałów tworzywowych – zdarza
się, że wchodzą one do przeplatań jako podstawowy materiał. Jeśli projekt wzorniczy planuje
wykonanie przeplatania całej powierzchni zewnętrznej - można na to tło zużyć skórę o niższej
jakości, przy czym końcowy efekt nie zostaje pomniejszony. Plecionki i przeplatania
wykonuje się z różnych surowców, wśród których znajdują się: rafia, słoma, wiórki
drewniane itp.
Szycie ozdobne – ponieważ ma na celu upiększenie wyrobu, dlatego powinno być
wykonane szczególnie starannie i dokładnie. Istnieje wiele szwów ozdobnych, które zależą od
inwencji twórczej projektantów modelarzy. Mogą być jedno- lub wielorzędowe,
z zastosowaniem wszystkich znanych rodzajów szwów i ściegów. Bardzo często szwy
ozdobne wykonuje się kontrastowymi, kolorowymi nićmi lub też nićmi grubymi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Haft – jest rodzajem szycia ozdobnego. Może być wykonywany ręcznie lub maszynowo.
Polega na wyszywaniu elementów wyrobu według nakreślonego wzoru. Ręczne haftowanie
jest metodą bardzo pracochłonną. Metoda haftowania maszynowego realizowana jest na
automatach szyjących, sterowanych komputerowo. Ten sposób zdobienia jest bardzo
ekonomiczny i efektowny, ale wymaga dużego wkładu pracy w przygotowanie odpowiednich
matryc i programów.
W wyrobach skórzanych można zastosować ponadto takie zdobienia, jak:
−
kontrastowe połączenia,
−
okucia ozdobne,
−
plisowania,
−
aplikacje i inne.
Organizacja stanowiska pracy do zdobienia i wykończania wyrobów
Stanowisko pracy to część powierzchni produkcyjnej, przestrzennie ograniczonej,
wyposażonej w przyrządy, narzędzia, urządzenia i maszyny, na której pracownik wykonuje
swoje zadania produkcyjne. Rozplanowanie i wyposażenie stanowiska pracy zależy od
poziomu specjalizacji i procesu technologicznego. Stanowiska pracy mogą być ręczne
i maszynowe. Na stanowiskach maszynowych zakres pracy musi być ograniczony do
obsługiwania maszyn i czynności bezpośrednio z tym związanych. Do podstawowych
urządzeń stanowiska pracy tak ręcznego jak i częściowo zmechanizowanego należą: stół
roboczy, krzesło oraz urządzenia do składania półfabrykatów.
Stół roboczy dla czynności zdobienia i wykończania wyrobów w zasadzie nie różni się od
typowych stołów kaletniczych dla innych stanowisk ręcznych. Musi on być przydatny do
zmiany warunków produkcji, jakie powszechnie występują w produkcji wyrobów
kaletniczych. Na nim często mogą być instalowane urządzenia do wykonywania określonych
zadań produkcyjnych. Przy każdym stole należy wydzielić miejsca na:
−
powierzchnię roboczą, której wielkość uzależniona jest od rozmiarów przedmiotów pracy,
−
powierzchnię do podręcznego składowania przedmiotów pracy,
−
przechowywanie narzędzi i pomocy warsztatowej.
Krzesło – nie powinno różnić się od stosowanych przy innych stanowiskach roboczych.
Powinno posiadać regulowana wysokość, być miękkie i posiadać podpórki pod nogi. Każde
stanowisko pracy powinno być wyposażone w stołek lub krzesło, niezależnie od tego, czy
praca wymaga pozycji stojącej czy siedzącej.
Urządzenia do składowania półfabrykatów to wszelkiego rodzaju regały, półki czy
pojemniki. Wielkość ich powinna być dostosowana do potrzeb stanowiska wynikających
z rodzaju zadań produkcyjnych. Wielkość i odległość tych urządzeń od stanowiska zdobienia
i wykańczania powinna zapewnić pracownikowi wygodne pobieranie przedmiotów pracy bez
narażania go na wykonywanie dodatkowych lub utrudnionych czynności.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz metody zdobienia elementów w wyrobie?
2. Jaki jest cel deseniowania ?
3. Jakie parametry charakteryzują deseniowanie?
4. Na czym polega perforowanie?
5. Jak należy perforować elementy z tworzyw skóropodobnych?
6. Jak można uzyskać efekt dwubarwny przy perforowaniu?
7. Co to jest liniowanie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
8. Od czego zależy efekt liniowania?
9. Jakie znasz techniki liniowania?
10. Jakie narzędzia stosuje się do liniowania?
11. Jakie jest wyposażenie stanowiska pracy przy liniowaniu ręcznym?
12. Na czym polega technika druku sitowego?
13. Jak wykonane są sita w technice sitodruku?
14. Jak dzielimy farby stosowane w sitodruku?
15. Na czym polega technika stemplowania tamponowego?
16. Jakie znasz rodzaje tamponów drukarskich?
17. Jak dobieramy twardość tamponów?
18. Jakie materiały stosujemy do marszczenia elementów?
19. Co wpływa na dobór sposobu marszczenia?
20. Jak przebiega czynność marszczenia taśmą gumową?
21. Jak przebiega ręczne marszczenie elementów?
22. Jak przebiega maszynowe marszczenie elementów?
23. Kiedy stosujemy zdobienie przez fałdowanie?
24. Jak przebiega fałdowanie elementów ze skór cieńszych?
25. Jak przebiega fałdowanie elementów z materiałów grubych lub sprężystych?
26. Co wykorzystujemy w szyciu ozdobnym?
4.1.3. Ćwiczenia
Ćwiczenie 1
Przyporządkuj właściwą nazwę przedstawionym metodom zdobienia wyrobów
kaletniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat metod zdobień,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokonać obserwacji przedstawionych metod zdobienia zastosowanych w kolekcji
wyrobów,
4) nadać właściwe nazwy przedstawionym metodom zdobienia,
5) zapisać na paskach samoprzylepnych nazwy metod zdobienia,
6) przykleić samoprzylepny pasek z właściwą nazwą zdobienia do wyrobu.
Wyposażenie stanowiska pracy:
–
kolekcja wyrobów zdobionych różnymi metodami,
–
samoprzylepne papierowe paski,
–
przybory do pisania,
–
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj marszczenia elementu przy użyciu nici ściegiem ręcznym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat marszczenia przy użyciu
nici,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dobrać odpowiednie elementy do marszczenia ściegiem ręcznym,
4) przygotować igłę z nitką,
5) oznaczyć linie i ilość rzędów szycia,
6) przeszyć element zgodnie z oznaczeniami,
7) ściągnąć nitki, a końce zakończyć węzłami,
8) zaprezentować wykonaną pracę i uzasadnić dobór elementu,
9) wnioski zapisać w zeszycie.
Wyposażenie stanowiska pracy:
– zestaw próbek elementów z różnych materiałów przeznaczonych do zdobienia,
– przybory do rysowania i pisania,
– igły i nici,
– zeszyt,
– literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj zdobienia elementu przez marszczenie, przy użyciu urządzenia marszczącego
zamocowanego do maszyny szyjącej praworamiennej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości
na temat marszczenia
maszynowego,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przygotować maszynę szyjącą poprzez odpowiednie zwolnienie nici wychodzącej
z bębenka,
4) przeszyć górny brzeg elementu,
5) zmarszczyć materiał,
6) zakończyć nitki węzełkami,
7) zaprezentować wykonaną pracę i uzasadnić dobór elementu,
8) zapisać wnioski w zeszycie.
Wyposażenie stanowiska pracy:
–
zestaw elementów z różnych materiałów przeznaczonych do zdobienia,
–
maszyna szyjąca praworamienna z urządzeniem marszczącym,
–
nici,
–
zeszyt,
–
literatura z rozdziału 6.
Ćwiczenie 4
Dobierz metodę zdobienia paska odzieżowego damskiego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat metod zdobień,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokonać obserwacji przedstawionych metod zdobienia,
4) dobrać odpowiednie metody zdobienia,
5) naszkicować pasek z uwzględnieniem dobranych zdobień,
6) zapisać wnioski w zeszycie.
Wyposażenie stanowiska pracy:
–
kolekcja zdobień,
–
prospekty i żurnale z wyrobami kaletniczymi dla mężczyzn,
–
blok rysunkowy,
–
przybory do pisania i rysowania,
–
zeszyt,
–
literatura z rozdziału 6.
Ćwiczenie 5
Dobierz metodę zdobienia tornistra szkolnego dla dzieci w wieku 7–9 lat.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat metod zdobień,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zaproponować zdobienia tornistra,
4) naszkicować tornister z zaproponowanymi zdobieniami,
5) uzasadnić dobór zdobień,
6) wnioski zapisać w zeszycie.
Wyposażenie stanowiska pracy:
–
kolekcja zdobień,
–
prospekty i żurnale z wyrobami kaletniczymi dla dzieci,
–
przybory do rysowania i pisania,
–
blok rysunkowy,
–
zeszyt,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić metody zdobienia wyrobów?
¨
¨
2) rozpoznać metody zdobienia?
¨
¨
3) scharakteryzować perforowanie?
¨
¨
4) scharakteryzować liniowanie?
¨
¨
5) dobrać techniki liniowania w zależności od rodzaju materiału?
¨
¨
6) wyjaśnić technikę sitodruku?
¨
¨
7) wyjaśnić technikę stemplowania tamponowego?
¨
¨
8) omówić zdobienie przez marszczenie?
¨
¨
9) dokonać marszczenia taśmą gumową?
¨
¨
10) dokonać zdobienia przez fałdowanie?
¨
¨
11) dokonać zdobienia przez przeplatanie ?
¨
¨
12)
rozpoznać i scharakteryzować urządzenia i narzędzia stosowane do
zdobienia wyrobów?
¨
¨
13) scharakteryzować deseniowanie?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.2. Metody wykończania brzegów wyrobów kaletniczych
4.2.1. Materiał nauczania
Odpowiednie wykończenie brzegów wyrobów wpływa na jego estetyczny wygląd
i trwałość. Istnieje wiele metod wykończania, których wybór zależy od rodzaju materiału,
konstrukcji wyrobu czy jego przeznaczenia. Najczęściej stosowane metody to: barwienie,
opalanie, frezowanie, polerowanie, zawijanie, lamowanie i duolastik.
Barwienie – przy zastosowaniu na elementy skór grubszych, brzegi elementu, które
w dalszych procesach technologicznych nie będą wykończone innymi metodami i pozostają
z widocznym przekrojem skóry należy barwić. Przy skórach garbowania roślinnego, którego
kolor przekroju jest identyczny albo zbliżony do powierzchni lica, wykończenie brzegów nie
jest konieczne. W przypadku skór garbowania chromowego brzegi cięte do kantu wymagają
barwienia. Zwykle stosuje się do tego celu farb kryjących jakimi skóry zostały pokryte
w garbarni. Brzegi elementu barwi się ręcznie za pomocą pędzla lub przez natrysk elementów
równo ułożonych w stos. Stos należy układać ściśle, aby nie powstały zacieki.
Opalanie – jest jednym ze sposobów wykończenia skór grubszych. Przed opaleniem
krawędzie elementu należy stępić. Opalanie wykonuje się na maszynie zwanej opalarką.
Istota opalania polega na tym, że skóra pod wpływem temperatury kurczy się, a przy
jednoczesnym usunięci wilgoci ścieniony brzeg staje się podatny na przegięcie. Właściwe
opalenie brzegu do złudzenia przypomina brzegi zawinięte.
Frezowanie – obróbka polegająca na wyrównywaniu brzegów elementów. Istota
frezowania polega na oddzieleniu materiału w kształcie strużyn, które zmieniają swój
przekrój od minimum do maksimum lub odwrotnie w zależności od zastosowania. Metoda ta
nie jest dominującą wśród metod wykończania brzegów w kaletnictwie .
Polerowanie brzegów – ma na celu podniesienie estetyki wyrobu oraz zabezpieczenie
przed wilgocią. Stosuje się przy brzegach ciętych do kantu z grubszych skór naturalnych. Na
powierzchnię brzegu nanosi się odpowiednio dobrany środek, np. wosk, a następnie poleruje
się na szczotkarce z włosia. Wosk może być również nanoszony przy użyciu specjalnych
szczotek nawoskowanych, które wcierają go, a następnie poleruje się szczotką z włosia.
Metoda ta nie znajduje większego zastosowania.
Zawijanie – czynność ta jest skomplikowana, nie tylko z uwagi na warunki techniczno-
produkcyjne, lecz i przez różnorodne właściwości materiałów i substancji klejowych.
W kaletnictwie stosuje się:
−
zawijanie ręczne,
−
zawijanie maszynowe.
Zawijanie może być:
−
niewidoczne (kryte) – zawinięte brzegi w następnych fazach obróbki będą zakryte inną
częścią wyrobu najczęściej ciętą do kantu,
−
widoczne (odkryte) - krawędź zawiniętego elementu jest widoczna.
Zawijanie może przebiegać po linii prostej, łamanej lub krzywej (wklęsłej i wypukłej).
W miejscach łuków wklęsłych wykonuje się nacięcia na brzegu elementu.
Ze względu na sposób wykonania zawijanie ręczne dzieli się na:
−
zawijanie bezpośrednie - stosuje się przy skórach grubszych i szerokim brzegu zawijania,
brzegi elementu należy przygotować, tj. ścienić go, nanieść klej i następnie zawinąć, po
zawinięciu brzeg należy lekko zaklepać,
−
zawijanie pośrednie (na wzornik) – stosuje się przy elementach ze skór cienkich
i delikatnych o wąskim do zawinięcia brzegu, na przygotowany element (ścieniony)
nakłada się wzornik z cienkiej blachy cynkowej, następnie na brzeg nanosi się klej
i zawija kostką na wzornik, po zawinięciu sprawdza się szerokość zawiniętego brzegu,
wyrównuje go, a następnie wzornik lekko się podnosi i wyjmuje, a brzegi doklepuje
się młoteczkiem. Po zawinięciu brzegi w miarę potrzeby, wyrównuje się nożykiem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Do zawijania brzegów służy maszyna zwana zawijarką. Maszyna nanosi klej na brzeg
elementu, nacina go na krzywiznach, zawija i oklepuje.
Przy zawijaniu obowiązują następujące wymagania technologiczne:
−
szerokość zawijania brzegów zależy od grubości materiału i konstrukcji wyrobu,
wymagania te określa każdorazowo dokumentacja technologiczna,
−
szerokości zawinięcia brzegów elementów skórzanych muszą być uwzględnione już
podczas rozkroju,
−
powlekanie klejem brzegów przeznaczonych do zawijania powinno być równomierne
i niezbyt obfite, aby klej po dociśnięciu materiału nie wydostawał się spod zawinięcia,
−
po zawinięciu, bez względu na kształt konturów, na materiale nie mogą występować
fałdy, zmarszczki, rozdarcia itp.,
−
zewnętrzne brzegi zawinięcia powinny być równo obcięte na wymaganą szerokość.
Parametry zawijania dobierane w zależności od rodzaju wyrobu i konstrukcji
poszczególnych części zawarte są w literaturze fachowej bądź instrukcjach wykonania.
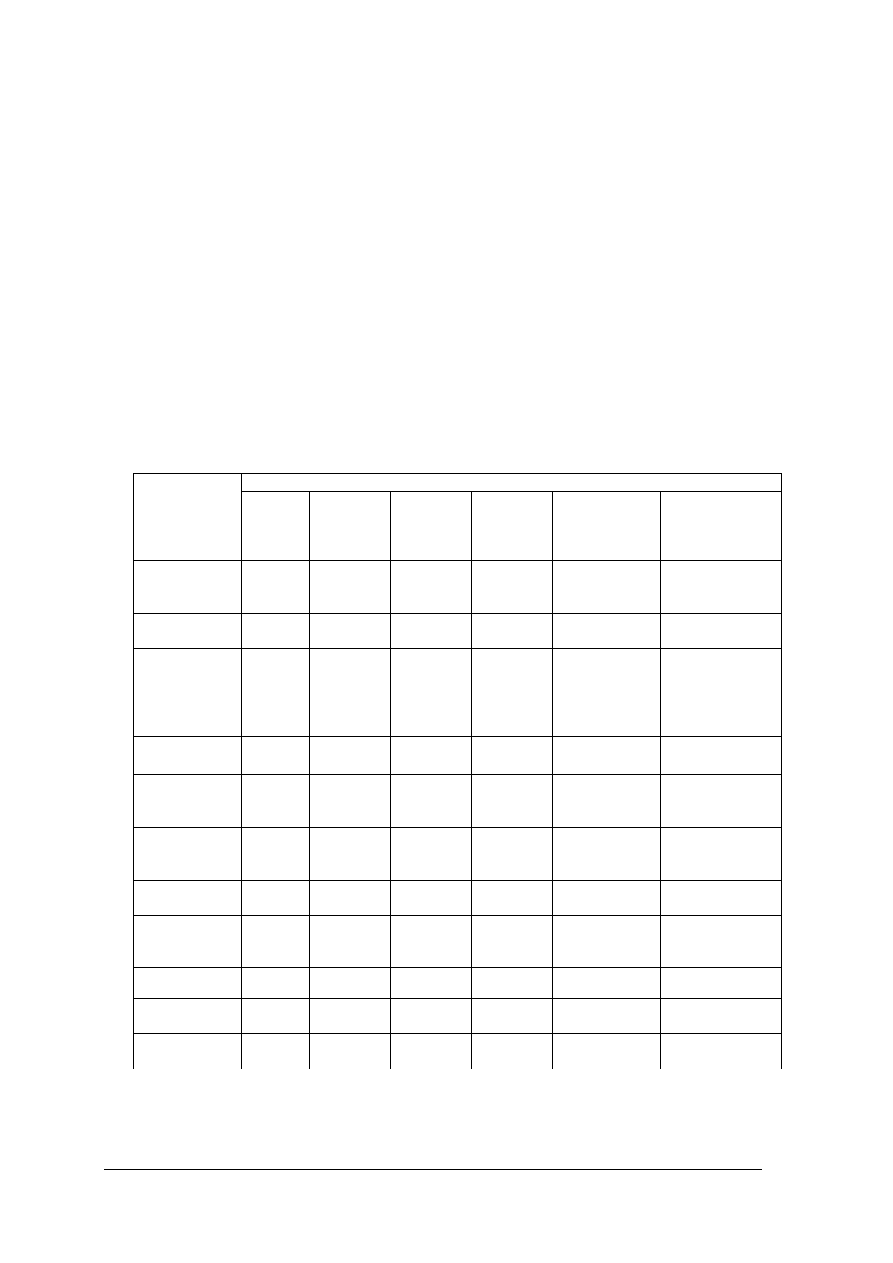
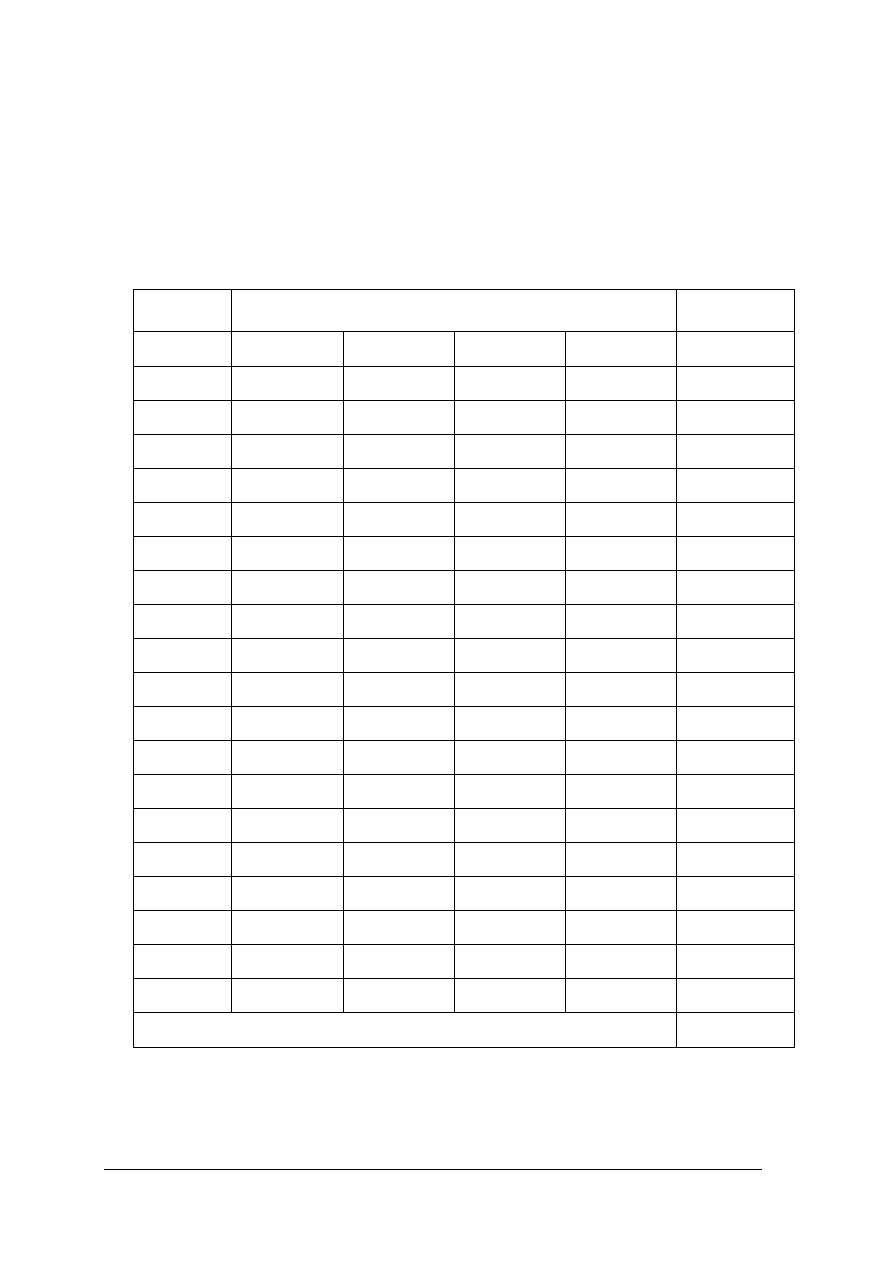
Przykładowe szerokości zawinięć w gotowym wyrobie podano w tabeli 1.
Tabela 1. Szerokości zawinięcia w gotowych wyrobach ze skóry w mm [24,s.75].
Wyroby
Rodzaje
zawijania
części
składowych
wyrobu
Teczka
męska
zwykła
Teczka
męska
bankowa
Torebka
damska z
zamkiem
Torebka
damska
kopertowa
Portfele
podwójne
składane
Portmonetka
męska
Zawijanie
korpusu dokoła
bez tektury
-
-
-
-
4,5-5
-
Zawijanie
przegródki
4,5-5
5-7
4-5
4-5
4,0-4,5
4-5
Zawijanie
brzegu górnego
przedniej
ścianki na
tekturze
4,5-5
5-7
-
4,5-5
-
4-5
To samo bez
tektury
4,5-5
-
-
4-5
-
4-5
Zawijanie
górnej części
mieszka
10
20
4-5
4-5
4-5
4-4,5
Zawijanie na
mieszek z
tekturą
6
7-8
5-6
5-6
-
4-5
To samo bez
tektury
5
-
-
4-5
4-5
4-5
Zawijanie
kieszeni i
półkieszonek
6
7-8
5-6
5-6
4,5-5
4,5
Zawijanie klap
4,5-5
5-7
-
5-6
-
4-5
Zawijanie
klapek
4,5-5
5-7
-
4-5
-
4-4,5
Przegródka na
puderniczkę
-
-
4-5
4-5
-
-
Lamowanie – jest to wzmocnienie zszytych brzegów wyrobu, zabezpieczenie ich przed
strzępieniem oraz w przypadku lamowania widocznego, nadanie wyrobowi estetycznego
wyglądu. Rozróżniamy lamowanie zwykłe i ozdobne (tzw. francuskie).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Lamowanie brzegów zwykłe polega na łączeniu i naszyciu na brzeg elementów paska
materiału (lamówki). Lamówkę składa się na pół wzdłuż długości i zawija nią brzegi
elementów, a następnie zszywa jednym rzędem ściegów zwartych.
Rys. 19. Lamowanie brzegów lamówką zwykłą [2, s. 124]
Lamowanie ozdobne – brzegi elementów i lamówkę składa się stronami zewnętrznymi do
siebie, przeszywa jednym rzędem ściegów zwartych, następnie odwraca i ponownie
przeszywa takim samym rzędem ściegów.
Rys. 20. Naszywanie lamówki ozdobnej [2, s. 126]
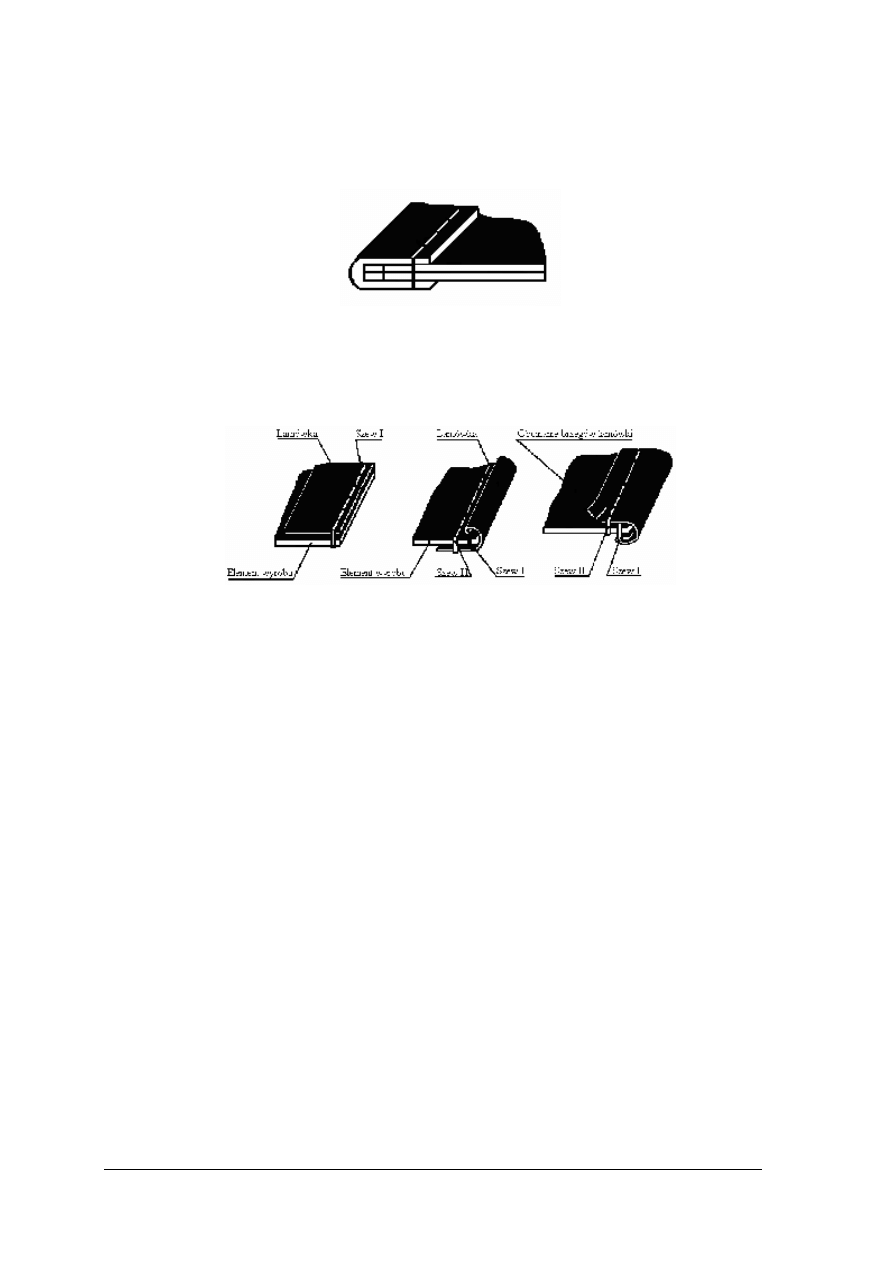
Wykończanie metodą Duolastic – stosowane jest w przypadku stosowania skór
grubszych. Brzeg elementu rozdwaja się na nacinarce (poziome nacięcie do głębokości
30mm i 10mm na krzywiznach). Następnie zewnętrzną cześć brzegów zawija się, zaś
wewnętrzną obcina przy obszywaniu. Tak wykończony brzeg sprawia wrażenie, że element
ma podszewkę. W rozdwojony brzeg można wszyć, np. zamek błyskawiczny lub bizę
uzyskując ciekawy efekt wzorniczy.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz metody wykończania brzegów?
2. Jak przebiega wykończanie przez barwienie?
3. W stosunku do jakich skór stosujemy opalanie?
4. Jakimi technikami wykonujemy zawijanie?
5. Jakie znasz rodzaje zawijania ręcznego?
6. Dlaczego w miejscach wklęsłych krzywizn brzegi przed zawijaniem powinny być
nacięte?
7. Jakie wymagania technologiczne obowiązują przy zawijaniu?
8. Od czego zależą parametry zawijania?
9. Jakie znasz rodzaje lamowania?
10. Jak wykonujemy lamowanie zwykle?
11. Jak przebiega lamowanie ozdobne?
12. Do jakich skór stosujemy wykończanie metodę Duolastic?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.2.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj przedstawione metody wykończania brzegów w wyrobach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat metod wykończania
brzegów,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokonać obserwacji przedstawionych metod wykończania brzegów w wyrobach,
4) nadać właściwe nazwy przedstawionym metodom wykończenia brzegów,
5) zapisać na paskach samoprzylepnych nazwy metod wykończania,
6) przykleić samoprzylepny pasek z właściwą nazwą wykończenia brzegu do wyrobu.
Wyposażenie stanowiska pracy:
– kolekcja wyrobów o różnych metodach wykończenia brzegów,
– samoprzylepne papierowe paski,
– przybory do pisania,
–
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj lamowania brzegów lamówką zwykłą, uprzednio zszytych elementów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat lamowania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dobrać lamówkę,
4) dobrać i przygotować maszynę do lamowania zwykłego,
5) wykonać lamowanie brzegów,
6) zaprezentować wykonaną pracę,
7) ocenić poprawność wykonania ćwiczenia,
8) zapisać wnioski w zeszycie.
Wyposażenie stanowiska pracy:
– zszyte dowolne dwa elementy,
– lamówki z różnych materiałów i o różnej szerokości,
– maszyny szyjące wraz z oprzyrządowaniem,
– literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj wykończania brzegów paska męskiego ze skóry czarnej garbowania
chromowego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat metod wykończania
brzegów,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokonać oględzin wyciętego paska, zwracając szczególną uwagę na przekrój skóry,
4) zaproponować metodę wykończenia brzegów,
5) wykończyć brzegi paska zaproponowaną metodą,
6) zaprezentować wykończone brzegi i uzasadnić dobór metody,
7) ocenić wykonane prace,
8) zapisać wnioski w zeszycie.
Wyposażenie stanowiska pracy:
– pasek ze skóry garbowania chromowego o brzegach niewykończonych,
– zestaw materiałów, środków, narzędzi i maszyn do wykończania brzegów elementów,
– literatura z rozdziału 6.
Ćwiczenie 4
Dokonaj zawijania bezpośredniego brzegów elementu ze skóry.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat metod wykończania
brzegów przez zawijanie,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokonać zawinięcia brzegu w następującej kolejności:
−
nanieść klej na brzegi elementu,
−
zawinąć brzegi kostką,
−
zaklepać zawinięty brzeg,
−
dokonać oceny zawiniętego brzegu,
4) zapisać wnioski i uwagi w zeszycie.
Wyposażenie stanowiska pracy:
– elementy wyrobu kaletniczego ze skóry,
– klej,
– pędzel do nanoszenia kleju,
– kostka,
– młotek cholewkarski,
– płytka marmurowa,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować metody wykończenia brzegów w wyrobach?
¨
¨
2)
scharakteryzować rodzaje lamowania ?
¨
¨
3)
scharakteryzować i wykonać opalanie brzegów?
¨
¨
4)
scharakteryzować i wykonać zawijanie ręczne, i maszynowe?
¨
¨
5)
dobrać parametry zawijania?
¨
¨
6)
dokonać lamowania zwykłego?
¨
¨
7)
dokonać lamowania francuskiego?
¨
¨
8)
wszyć zamek błyskawiczny z jednoczesnym wykończeniem
brzegu metodą Duolastic?
¨
¨
9)
scharakteryzować i wykonać barwienie brzegów?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3. Okuwanie wyrobów kaletniczych
4.3.1. Materiał nauczania
Okuwanie polega na trwałym umocowaniu części metalowych na elementach wyrobu
lub na gotowym wyrobie. W wyrobach kaletniczych okucia stosuje się :
−
ze względów konstrukcyjnych jako wzmocnienie,
−
do połączenia ze sobą określonych części składowych,
−
jako ochronę wyrobu przed przedwczesnym zużyciem,
−
ze względów estetycznych w celu upiększenia wyrobu,
−
jako zamknięcie wyrobu.
Do okuwania zalicza się montaż zamków błyskawicznych, mimo, że nie są one zaliczane
do okuć.
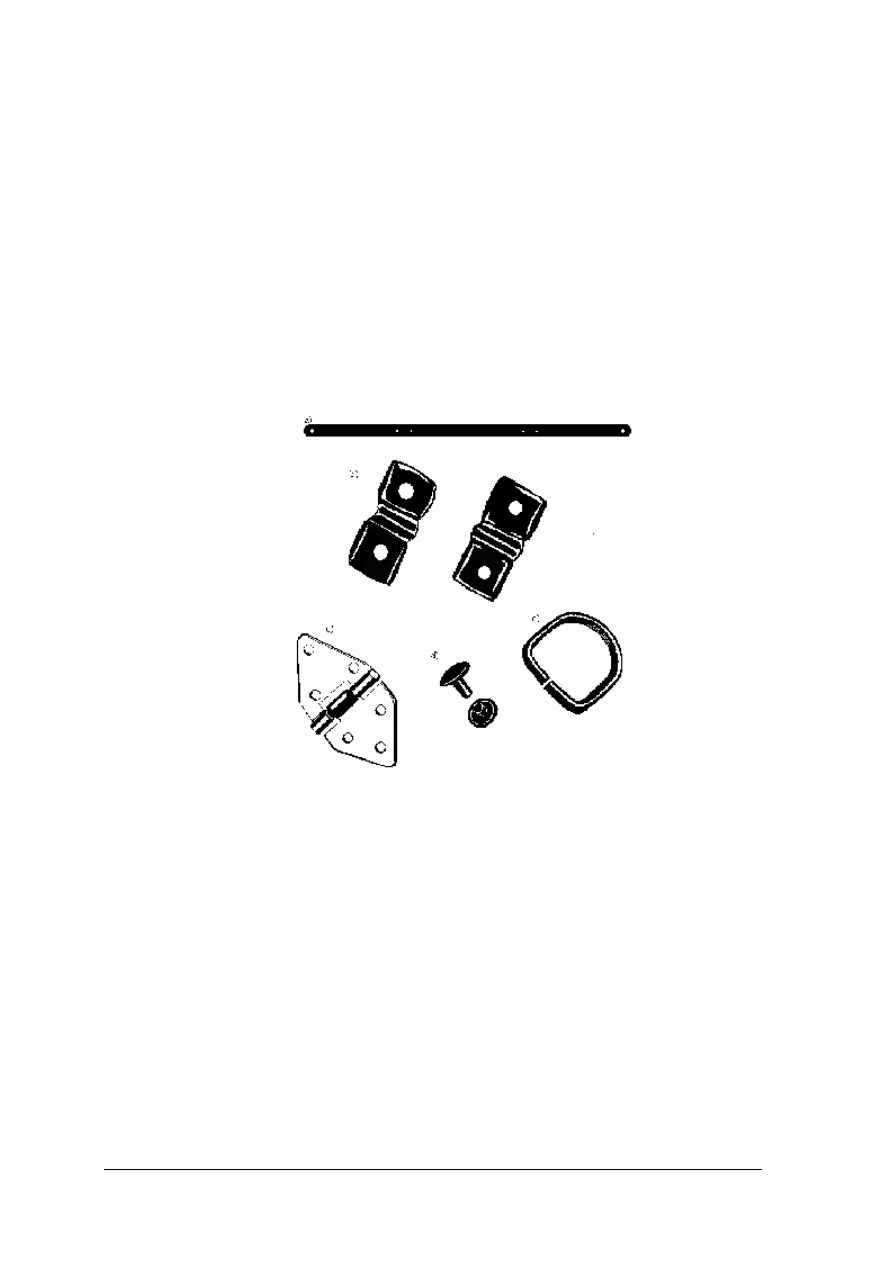
Rys. 21. Przykładowe rodzaje okuć [2. s. 135]:
a – szyna do teczki, b – antabki, c – zawias do walizy,
d – nit typu zbitka, e – półkółko.
Pod względem jakości i wyglądu okucia można podzielić na dwa rodzaje:
−
okucia białe bez połysku (srebrne lub platerowe), białe z połyskiem (niklowane lub
chromowane),
−
okucia imitujące złoto (złocone lub powlekane mosiądzem).
Przy doborze okuć należy zwracać uwagę nie tylko na odpowiedni ich wygląd i jakość,
ale również na ich kształt. Przy wyrobach luksusowych okucia powinny być wysokiej jakości
i bardzo efektowne, natomiast przy wyrobach z tańszych surowców należy stosować okucia
estetyczne, ale skromniejsze. Jeżeli okucie pełni funkcję konstrukcyjną szczególną uwagę
należy zwrócić na jego wytrzymałość.
Montaż okuć
Okucia przymocowuje się do wyrobu ręcznie lub maszynowo.
W zależności od konstrukcji wyrobu, okucia łączy się z wyrobem w czasie montażu jego
poszczególnych części lub w końcowej fazie obróbki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
W zależności od konstrukcji okuć i wyrobu, okucia przymocowuje się przez:
−
nitowanie,
−
zaciskanie,
−
przyszycie,
−
rozginanie.
Nitowanie ( rys.22) odbywa się w czasie montowania wyrobu lub w czasie wykończenia.
Do nitowania używa się nitów zwykłych lub nitów – zbitek. Niezbędne narzędzia przy
nitowaniu ręcznym to: kowadełko, płyta stalowa, płytka ołowiana, szczypce do obcinania
nitów lub gwoździ, dziurkacze, młotki do rozklepywania nitów, nagłowniak.
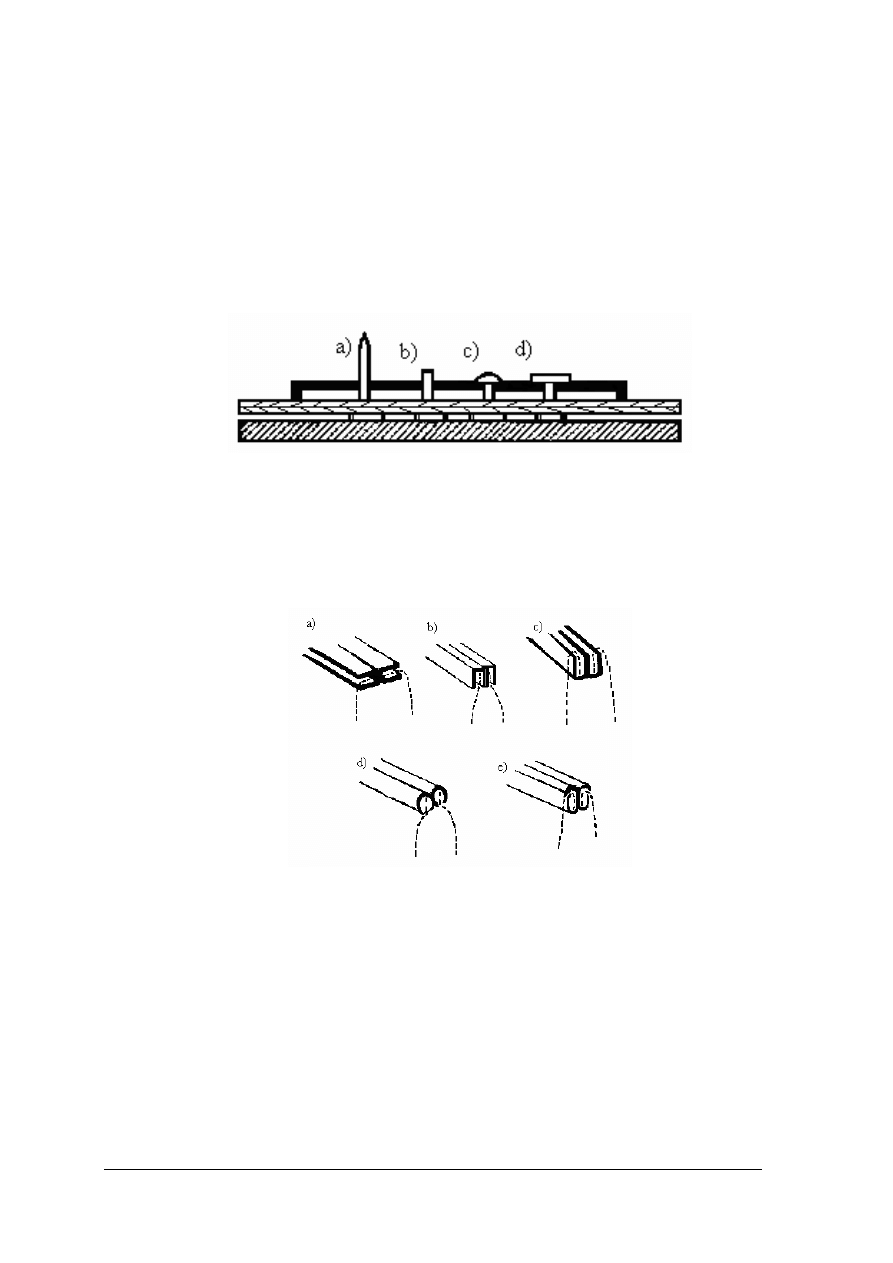
Rys. 22. Nity w elementach wyrobu [9. s. 111]:
a-za długi nit, b- nit obcięty, c-formowanie łepka półokrągłe, d-formowanie łepka płaskie.
Typowym przykładem montażu okuć przez zaciskanie jest montaż zamknięć oprawek,
narożników i ozdobnych uchwytów. Przy zakładaniu tego rodzaju okuć używa się
specjalnych szczypców do rozwierania i zaciskania, łopatek do wsuwania brzegów wyrobu,
cęgi.
Rys. 23. Zamknięcie metalowe proste zaciskane na brzegach [2. s.140]:
a, b, c- o profilu płaskim, d- o profilach okrągłych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
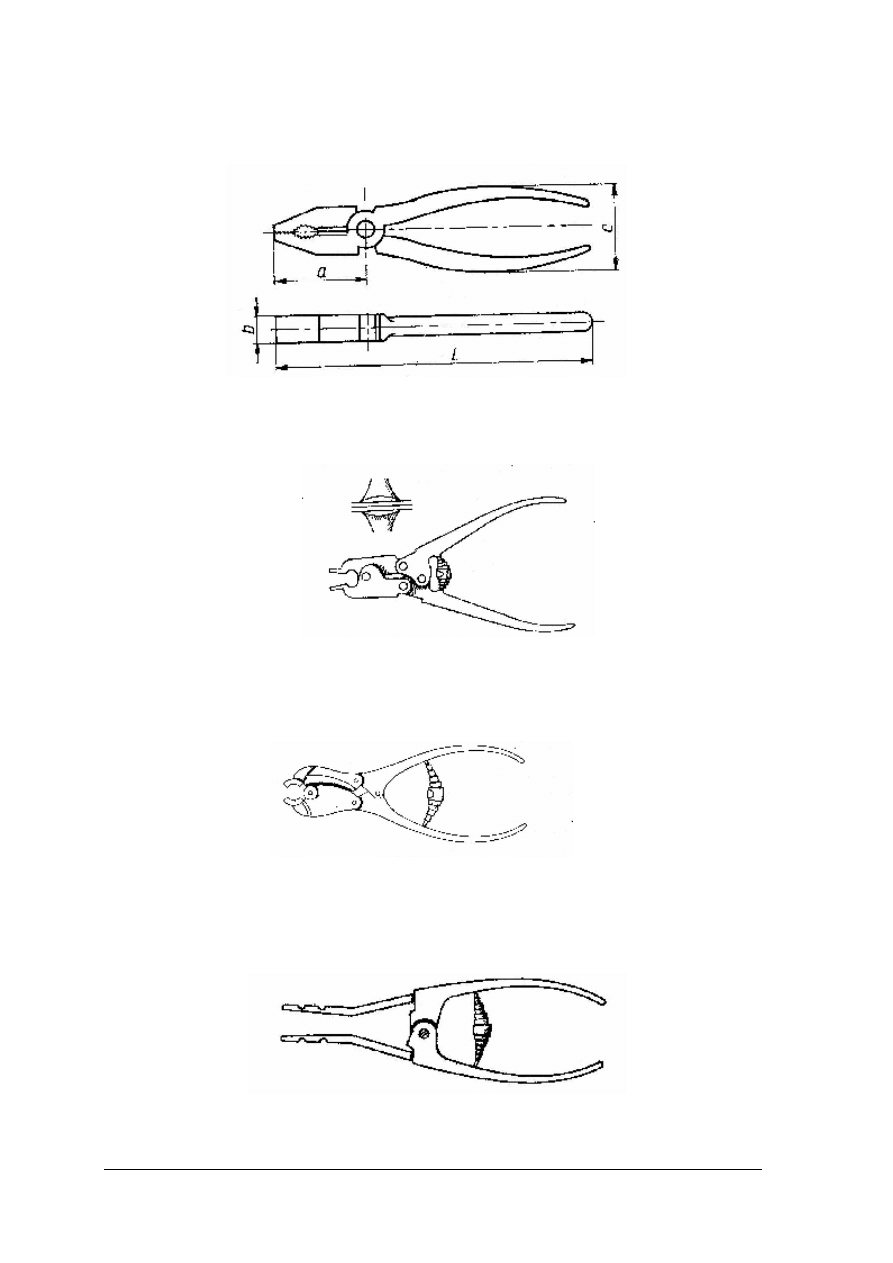
Rys. 24. Szczypce uniwersalne [2, s. 26]
Rys. 25. Cęgi płaskie do zaciskania zamów ramkowych [2,s. 27]
Rys. 26. Cęgi do zaciskania zamów ramkowych o przekroju kulistym [2, s. 27]
Rys.27. Cęgi do rozwierania antabek [ 2, s. 28]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 28. Cęgi do zaciskania antabek [2, s. 28]
Rys. 29. Cęgi do wprowadzania sznurka w zamek ramkowy [2, s. 28]
Rys. 30. Cęgi do rozszerzania przekroju zamka ramkowego [2, s. 28]
Rys. 31. Łopatka do wciskania brzegów w zamek ramkowy [2, s. 28]
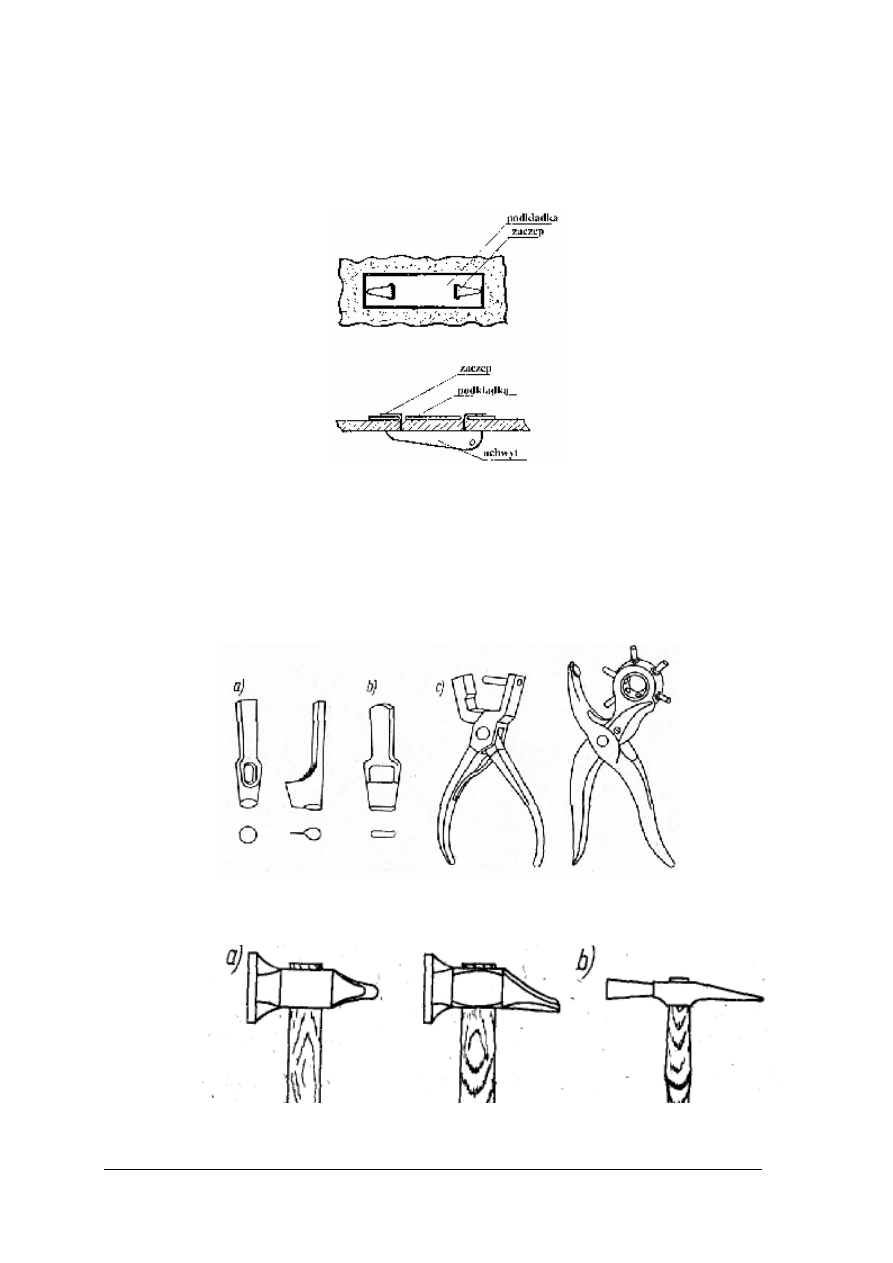
Rozginanie stosowane jest przy okuciach posiadających specjalne zaczepy zwane
„wąsami”. Okucia te mocowane są w elementach wyrobu. Do takich okuć należą: zamki do
waliz, neseserów, teczek, klipsy do torebek damskich, antabki, pukle, okucia zdobnicze.
Wszystkie wyżej wymienione okucia posiadają również podkładki, na które rozgina się
zaczepy zapewniając trwałe zamocowanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Przy mocowaniu okuć przez rozginanie zaczepów występują następujące czynności:
−
wykonanie otworów w elemencie,
−
włożenie zaczepów okucia w otwory,
−
założenie podkładki,
−
rozgięcie zaczepów.
Rys. 32. Montaż okuć przez rozginanie.
Za pomocą szycia ręcznego można przymocować do wyrobu sprzączki, półkółka, ramki,
kółka, zaś za pomocą szycia maszynowego zamki błyskawiczne. Z techniką szycia
maszynowego i ręcznego zostałeś zapoznany w jednostce modułowej 744[01].Z3.01
„Wykonywanie montażu wyrobów”.
Czynności okuwania można wykonywać ręcznie przy pomocy prostych narzędzi takich
jak wycinaki na dziurki (rys.33), młotki (rys. 34) i nagłowniki do wyrównywania główek
nitów po ich rozklepaniu (rys. 35).
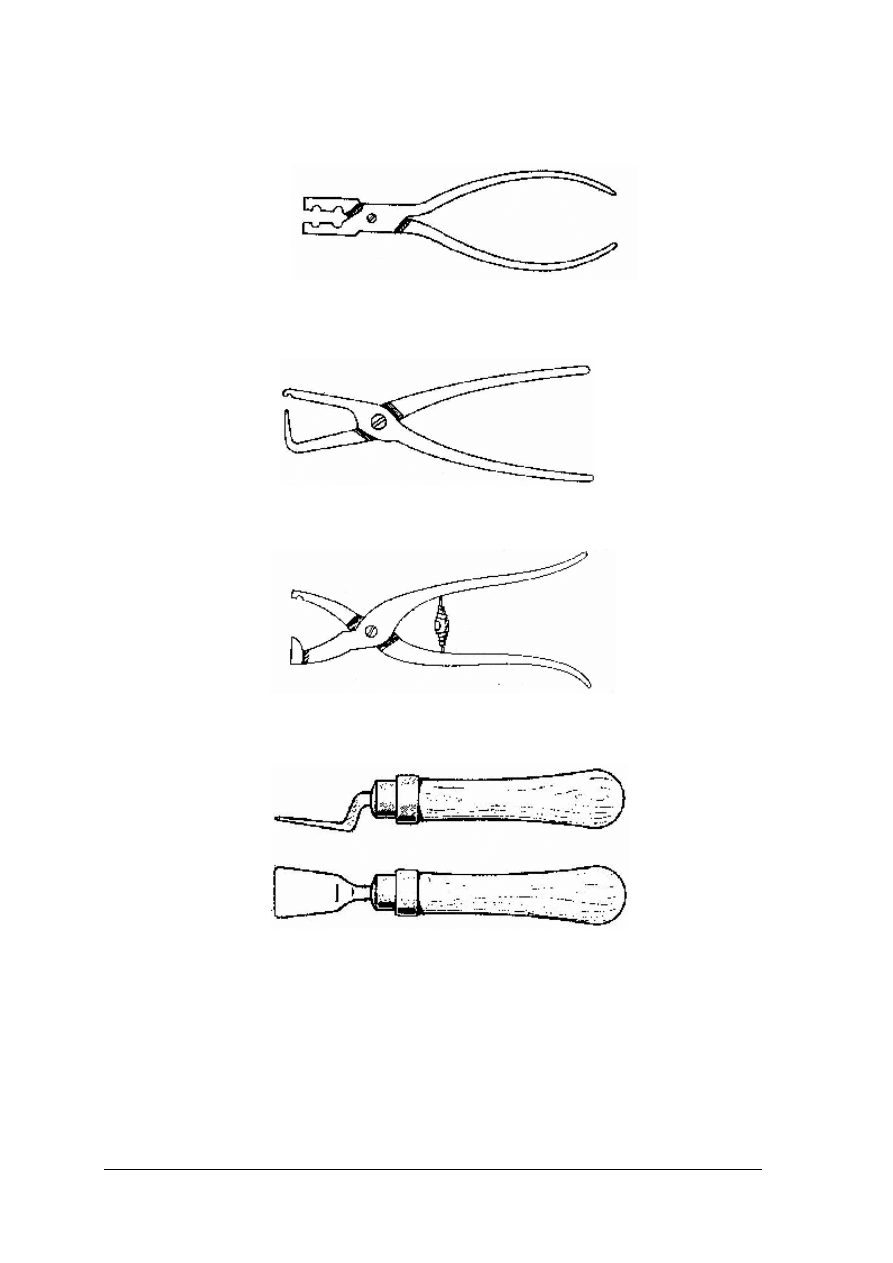
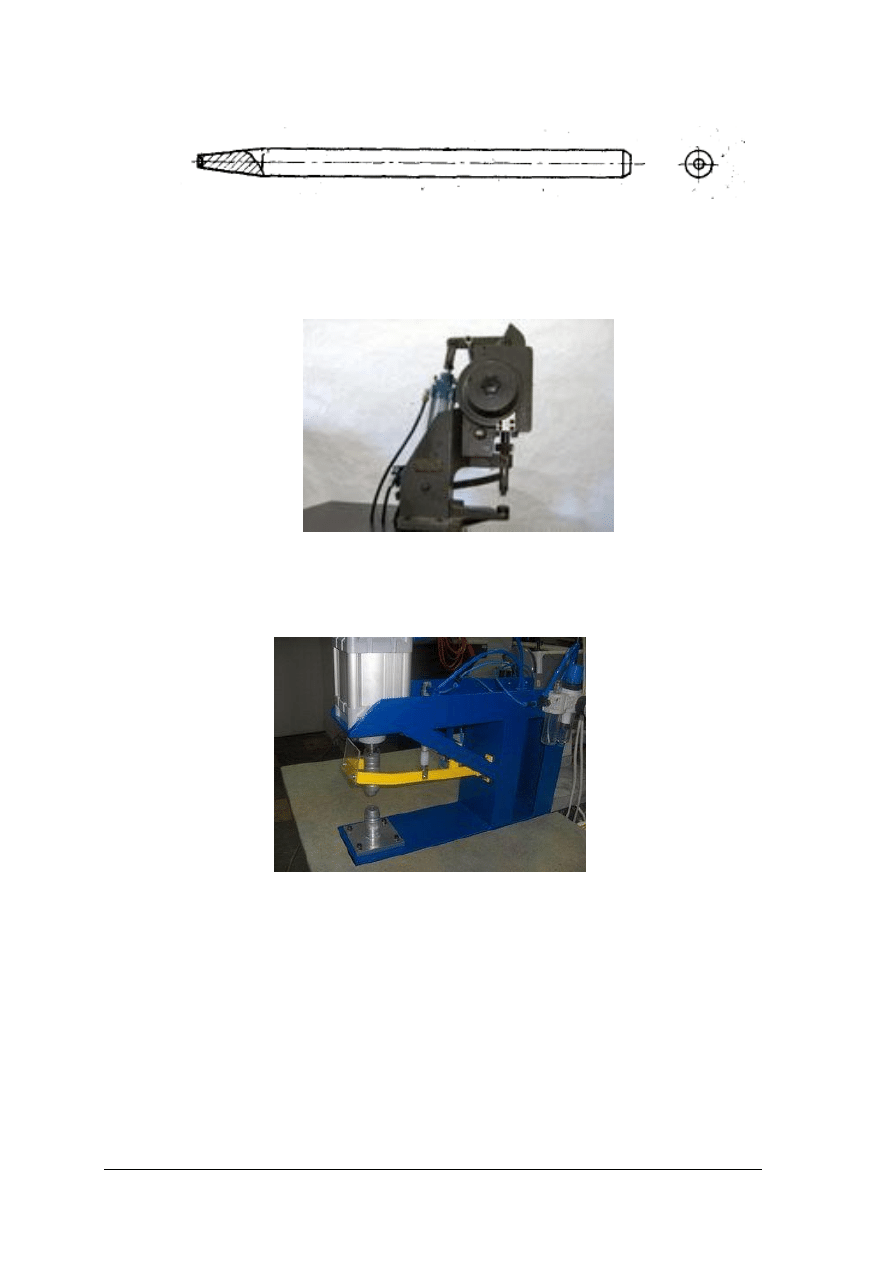
Rys. 33. Wycinaki na dziurki[2, s. 24]
a) o okrągłym przekroju ostrza, b) o przekroju eliptycznym, c) kleszcze z wmontowanymi wycinakami.
Rys. 34. Młotki [ 2, s.25]:
a) do nitowania, b) do rozklepywania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 35. Nagłowniak [ 3, s.25]
Nitowanie i zakładanie nap można wykonać stosując specjalne przyrządy takie jak prasy
do nitów lub nap (rys. 36).
Rys. 36. Napownica [18]
Stosowane mogą być również urządzenia pneumatyczne, które w zależności od
zastosowanego oprzyrządowania mogą rozgniatać oczka, dziurkować, zaginać klamry
(rys. 37).
Rys. 37. Rozgniatacz [19]
Wszywanie zamków błyskawicznych.
Wszywanie zamka błyskawicznego w element przedstawia rysunek 38:
−
w miejscu przeznaczonym na wszycie zamka rysuje się prostokąt o długości i szerokości
zamka,
−
materiał w ramach prostokąta przecina się,
−
brzegi przecięć zawija się,
−
do zawiniętych brzegów przykleja się zamek błyskawiczny.
Po wykonaniu wymienionych czynności następuje wszycie zamka po obwodzie
prostokąta.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rys. 38. Wszywanie zamka błyskawicznego [2. s. 137]
Wszelkie czynności związane z montażem wyrobów należy wykonywać zgodnie z kartą
technologiczną wyrobu dokumentacji technicznej, która została omówiona w jednostce
modułowej 744[01].Z2.04 „Prowadzenie dokumentacji technologicznej”.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega czynność okuwania?
2. Jakie znasz rodzaje okuć?
3. Jakie znasz sposoby montażu okuć?
4. Jakie znasz narzędzia i przyrządy stosowane do okuwania?
5. Jak przebiega montaż okuć przy użyciu nitów?
6. Jak wszywamy zamki błyskawiczne?
7. Jak przebiega montaż okuć przez rozginanie?
8. Jak przebiega montaż okuć przez zaciskanie?
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj i nazwij przedstawione narzędzia stosowane przy okuwaniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat okuwania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokonać obserwacji przedstawionych narzędzi do okuwania,
4) nadać właściwe nazwy przedstawionym narzędziom,
5) zapisać na paskach samoprzylepnych nazwy narzędzi,
6) przykleić samoprzylepne paski z właściwą nazwą na poszczególnych narzędziach.
Wyposażenie stanowiska pracy:
– kolekcja narzędzi do okuwania,
– samoprzylepne papierowe paski,
– przybory do pisania,
–
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj montażu sprzączki w pasku stosując metodę nitowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat nitowania,
2) stosować instrukcję bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie gdzie
będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) zapoznać się z zasadami i instrukcją bezpiecznej pracy na stanowisku,
5) zorganizować stanowisko pracy do wykonania ćwiczenia,
6) wykonać otwory w pasku,
7) założyć sprzączkę,
8) przeprowadzić nit przez otwory,
9) rozklepać i ukształtować nit.
Wyposażenie stanowiska pracy:
−
płytka ołowiana,
−
płytka stalowa,
−
dziurkacz,
−
wycinak,
−
nagłowniak,
−
młotek,
−
nity,
−
stół roboczy,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj montażu narożników przez zaciskanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat montażu okuć przez
zaciskanie,
2) stosować instrukcję bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie gdzie
będzie realizowane ćwiczenie,
3) założyć odzież ochroną,
4) zapoznać się z zasadami i instrukcją bezpiecznej pracy na stanowisku,
5) zorganizować stanowisko pracy,
6) dobrać narzędzia,
7) umieścić brzeg wyrobu w narożniku za pomocą łopatki,
8) wyrównać powstałe fałdki i zmarszczki,
9) zacisnąć brzegi narożnika.
Wyposażenie stanowiska pracy:
−
stół roboczy,
−
łopatka do montażu narożników,
−
szczypce,
−
przybory do pisania,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Ćwiczenie 4
Dokonaj montaż pukli przez rozginanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat montażu okuć przez
rozginanie,
2) stosować instrukcję bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie gdzie
będzie realizowane ćwiczenie, założyć odzież ochroną,
3) zapoznać się z zasadami i instrukcją bezpiecznej pracy na stanowisku,
4) zorganizować stanowisko pracy,
5) dobrać narzędzia,
6) zaznaczyć miejsca montażu pukli,
7) wykonać otwory,
8) przełożyć przez otwory zaczepy,
9) założyć podkładkę,
10) rozgiąć na podkładce zaczepy pukla.
Wyposażenie stanowiska pracy:
−
stół roboczy,
−
linijka,
−
ołówek,
−
pukle,
−
dziurkacz,
−
podkładka,
−
młotek,
−
płytka do wycinania otworów,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 5
Dokonaj montażu zamka błyskawicznego bezpośrednio do grzbietu torby gospodarczej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat montażu zamków
błyskawicznych,
2) stosować instrukcję bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie gdzie
będzie realizowane ćwiczenie,
3) założyć odzież ochroną,
4) zapoznać się z zasadami i instrukcją bezpiecznej pracy na stanowisku,
5) zorganizować stanowisko pracy,
6) dobrać narzędzia,
7) zawinąć górny brzeg wyrobu stosując klej pomocniczy,
8) nanieść klej pomocniczy na zawinięte brzegi wyrobu,
9) przykleić zamek błyskawiczny,
10) wszyć zamek błyskawiczny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Wyposażenie stanowiska pracy:
−
stół roboczy,
−
klej kauczukowy,
−
pędzel,
−
młoteczek,
−
dygestorium,
−
zamek błyskawiczny,
−
maszyna szyjąca leworamienna,
−
przybory do pisania,
−
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić cel stosowania okuć w wyrobach kaletniczy?
¨
¨
2)
dokonać podziału i scharakteryzować okucia?
¨
¨
3)
rozróżnić i scharakteryzować narzędzia i przyrządy do
okuwania?
¨
¨
4)
scharakteryzować metody montażu okuć?
¨
¨
5)
dobrać narzędzia do okuwania?
¨
¨
6)
wykonać okuwanie elementów dowolnie wybraną metodą?
¨
¨
8)
wszyć zamek błyskawiczny?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.4. Wykończanie wyrobów kaletniczych
4.4.1. Materiał nauczania
Wykończanie jako ostatni etap procesu produkcji wyrobów kaletniczych wpływa na jego
końcowy efekt. Do wykończania wyrobów kaletniczych stosuje się woski, środki
nabłyszczające i apretury. Oprócz tego stosuje się farby do barwienia brzegów i retuszowania
oraz środki zmywające.
Z podziałem i charakterystyką środków wykończalniczych zostałeś zapoznany
w jednostce modułowej 744[01].Z1.04 „Stosowanie materiałów pomocniczych do produkcji
wyrobów kaletniczych”
Nabłyszczanie powierzchni – jeżeli przecieranie powierzchni wyrobu czystą flanelą nie
wystarczy, odtworzenie naturalnego połysku uzyskujemy przez nabłyszczanie. Do
nabłyszczania stosuje się odpowiednio dobrane apretury.
Apreturowania możemy dokonać ręcznie przy użyciu gąbki naturalnej o drobnych
porach. Apreturowanie mechaniczne jest wykonywane pistoletem, który pod ciśnieniem
sprężonego powietrza rozpyla apreturę i nanosi ją na powierzchnię wyrobu. Apreturowanie
mechaniczne nie może być stosowane w przypadku wyrobów z okuciami.
Wykończanie wyrobów ze skór welurowych i nubukowych -– w przypadku uszkodzeń
tych skór stosuje się pudry retuszerskie, czyli sproszkowane pigmenty. Służą one przeważnie
do wyrównywania różnic odcieni między elementami. Przed ich zastosowaniem powierzchnię
należy dokładnie oczyścić szczotką.
Drobne uszkodzenia skóry – powstałe, np. przy nitowaniu czy montażu okuć możemy
zatuszować barwnymi ołówkami woskowymi.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie mamy sposoby wykończania powierzchni wyrobów?
2. Jak możemy przeprowadzić apreturowanie?
3. Jak możemy wyrównać różnice odcieni w wyrobach ze skór welurowych i nubukowych?
4. Jak retuszujemy drobne uszkodzenia?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj retuszowania drobnych uszkodzeń powstałych na skórze licowej przy montażu
zamka na elemencie wyrobu kaletniczego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat retuszowania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dobrać ołówek do retuszowania zgodnie z barwą skóry,
4) zretuszować uszkodzenie,
5) zapisać obserwacje w zeszycie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Wyposażenie stanowiska pracy:
–
uszkodzony element skórzany z zamontowanym zamkiem,
–
kolorowe ołówki do retuszowania,
–
przybory do pisania,
–
zeszyt,
–
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj apreturowania ręcznego wyrobu kaletniczego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych wiadomości na temat apreturowania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zidentyfikować rodzaj skóry w wyrobie kaletniczym,
4) dobrać apreturę zgodnie z rodzajem wykończenia skóry,
5) wykonać apreturowanie,
6) zapisać obserwacje w zeszycie.
Wyposażenie stanowiska pracy:
–
wyrób kaletniczy ze skóry,
–
zestaw apretur,
–
narzędzia do apreturowania,
–
przybory do pisania,
–
zeszyt,
–
literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować sposoby wykończania wyrobów?
¨
¨
2)
opisać i scharakteryzować sposoby apreturowania wyrobów
kaletniczych ?
¨
¨
3)
uzasadnić dlaczego wyroby zaopatrzone w okucia nie można
apreturować mechanicznie?
¨
¨
4)
wyjaśnić celowość i zasady wyrównywania odcieni w skórach
welurowych i nubukowych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań dotyczących zdobienia i wykończania wyrobów skórzanych.
Wszystkie zadania są zadaniami wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
–
w zadaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X
(w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową).
6. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 45 minut.
Powodzenia!
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
ZESTAW ZADAŃ TESTOWYCH
1. Do wytłaczania rysunku sztucznego lica na elementach wyrobu należy zastosować
a) perforowarkę.
b) krążkowarkę.
c) wycinarkę.
d) deseniarkę.
2. Brzegi połączonych ścianek korpusu plecaka turystycznego wykonanego z tkaniny
impregnowanej, w celu wzmocnienia połączeń i nadania estetycznego wyglądu,
dodatkowo wykończono przez
a) lamowanie francuskie.
b) barwienie.
c) opalanie.
d) perforowanie.
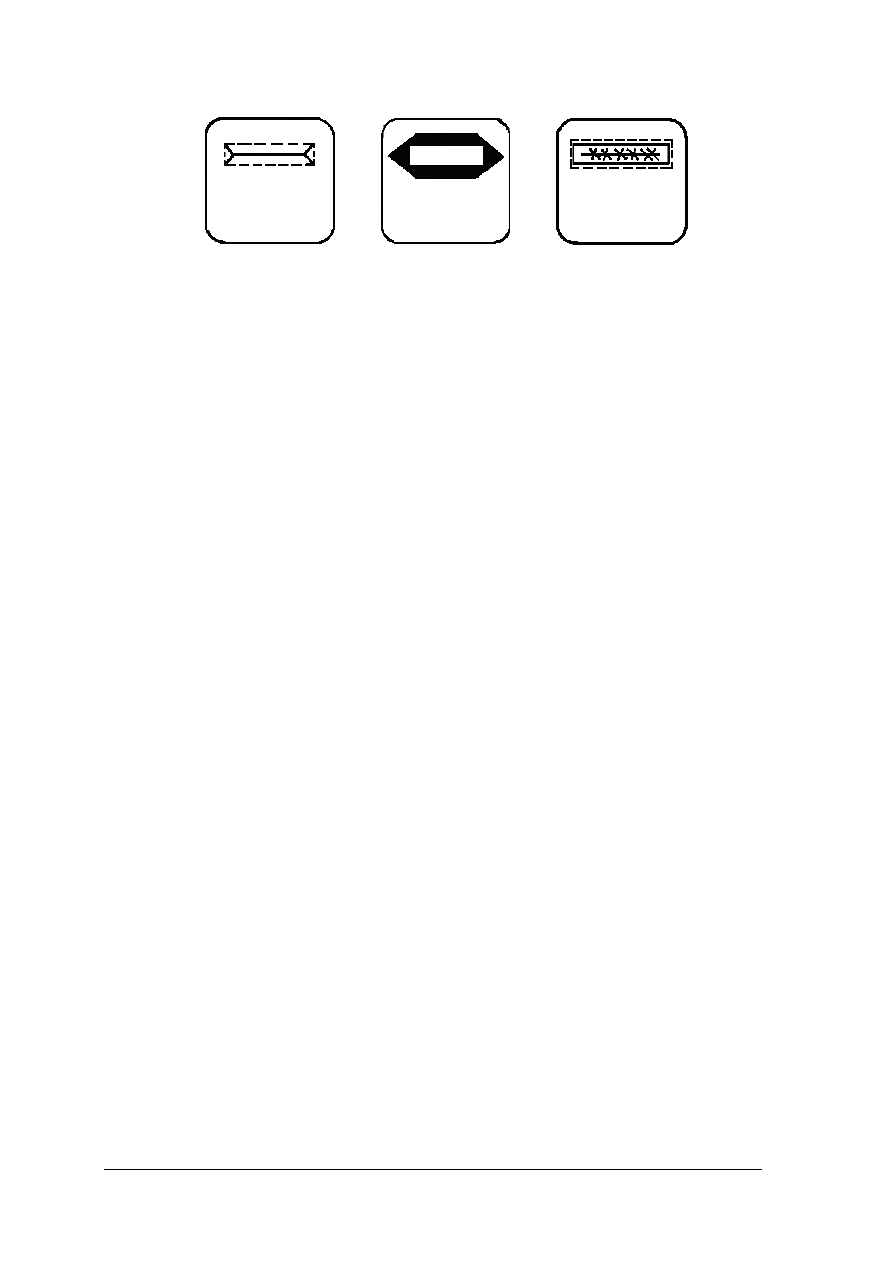
3. Na rysunku obok przedstawiono jedną z metod wykończania brzegów elementów za
pomocą wąskiego paska złożonego w kształcie litery U. Ten sposób wykończania
uzyskano stosując
a) zawijanie brzegu.
b) ścienianie brzeg.
c) lamowanie zwykle.
d) kiedrowanie.
4. Brzeg klapy torebki damskiej ukazany na schemacie obok poddano wykończeniu przez
zawijanie. Jest to rodzaj zawijania
a) krytego.
b) odkrytego.
c) bezpośredniego.
d) pośredniego.
5. W wyrobach z grubszych skór, brzegi elementów ciętych do kantu wykończa się przez
a) apreturowanie.
b) barwienie.
c) zawijanie na wzornik.
d) wypustkowanie.
6. Narzędzie przedstawione na rysunku to
a) tłoczarka ręczna.
b) zgrzewarka ręczna.
c) spawarka ultradźwiękowa.
d) liniarka ręczna elektryczna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
7. Do wyciskania na brzegach wyrobu trwałych linii służą
a) tłoczarki.
b) liniarki.
c) nagłowniaki.
d) żłobniki.
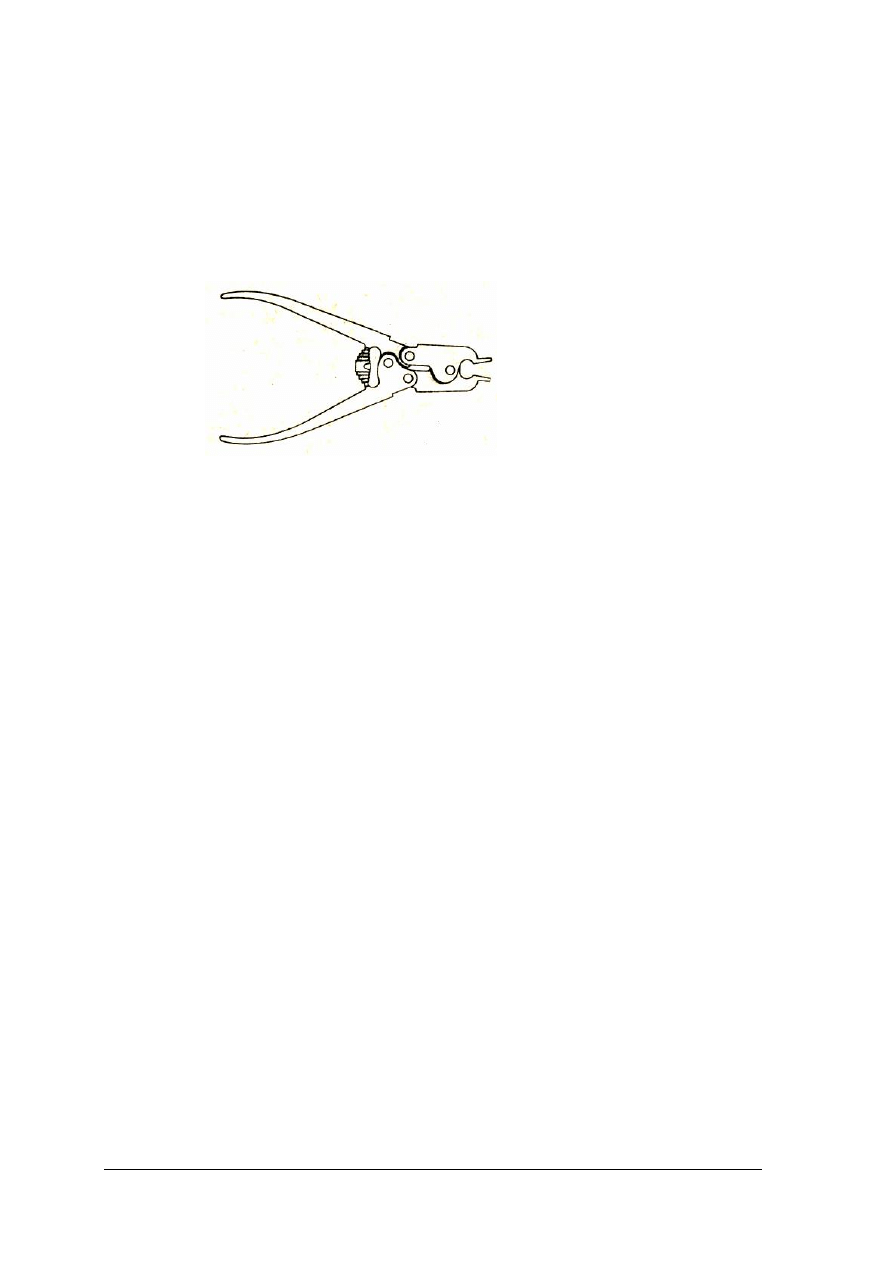
8. Cęgi płaskie przedstawione na rysunku służą do
a) rozszerzania antabek.
b) rozszerzania zamków ramkowych.
c) zaciskania antabek.
d) zaciskania zamków ramkowych.
9. Narożniki w wyrobach kaletniczych montuje się przez
a) zaciskanie.
b) rozginanie.
c) szycie ręczne.
d) szycie maszynowe.
10. W procesie wytwarzania wyrobów skórzanych ich licowe płaszczyzny mogą ulec
zmatowieniu. Jeżeli przecieranie czystą flanelą nie wystarczy do odtworzenia naturalnego
połysku, powierzchnię wyrobu wykończa się stosując
a) barwienie.
b) czyszczenie i barwienie.
c) apreturowanie.
d) pastowanie i barwienie.
11. W wyrobach kaletniczych marszczenie nicią stosuje się w stosunku do elementów
z materiałów
a) cienkich.
b) grubych.
c) grubych i sprężystych.
d) grubych i sztywnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
12. Barwne woskowe ołówki stosuje się do tuszowania
a) pofałdowanego lica skóry.
b) przekrojów skóry.
c) drobnych uszkodzeń lica skóry.
d) wiotkości skóry.
13. Do wyrównywania różnic odcieni między elementami ze skór welurowych i nubukowych
stosuje się
a) apretury.
b) pudry retuszerskie.
c) farby kazeinowych.
d) farby lakierowane.
14. Perforowanie jest to
a) wytłaczanie na licu skóry dowolnego wzoru.
b) wycinanie dziurek różnego kształtu i wielkości tworzących ozdobny wzór.
c) oznaczanie miejsc naszycia aplikacji.
d) wykończenie brzegu farbą.
15. W zdobieniu wyrobów kaletniczych techniką stemplowania tamponowego stosuje się
tampony o różnych stopniach twardości. Do drukowania większych pism i płaszczyzn
stosuje się tampony
a) twarde.
b) średniotwarde.
c) miękkie.
d) średniomiękkie.
16. Do wykonania zdobienia metodą druku sitowego niezbędnie potrzeba m.in.
a) noża i dziurkacza.
b) ramy z sitem i ścierakiem.
c) młotka.
d) kostki.
17. Jedną z metod wykończania brzegów jest opalanie. Metodę tę stosuje się w przypadku
elementów
a) z tkanin.
b) ze skór cienkich.
c) ze skór grubych.
d) z tworzyw skóropodobnych.
18. Do deseniowania wykrojonych elementów zastosujemy
a) nożyce stołowe.
b) gilotynę.
c) matrycę.
d) sito.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
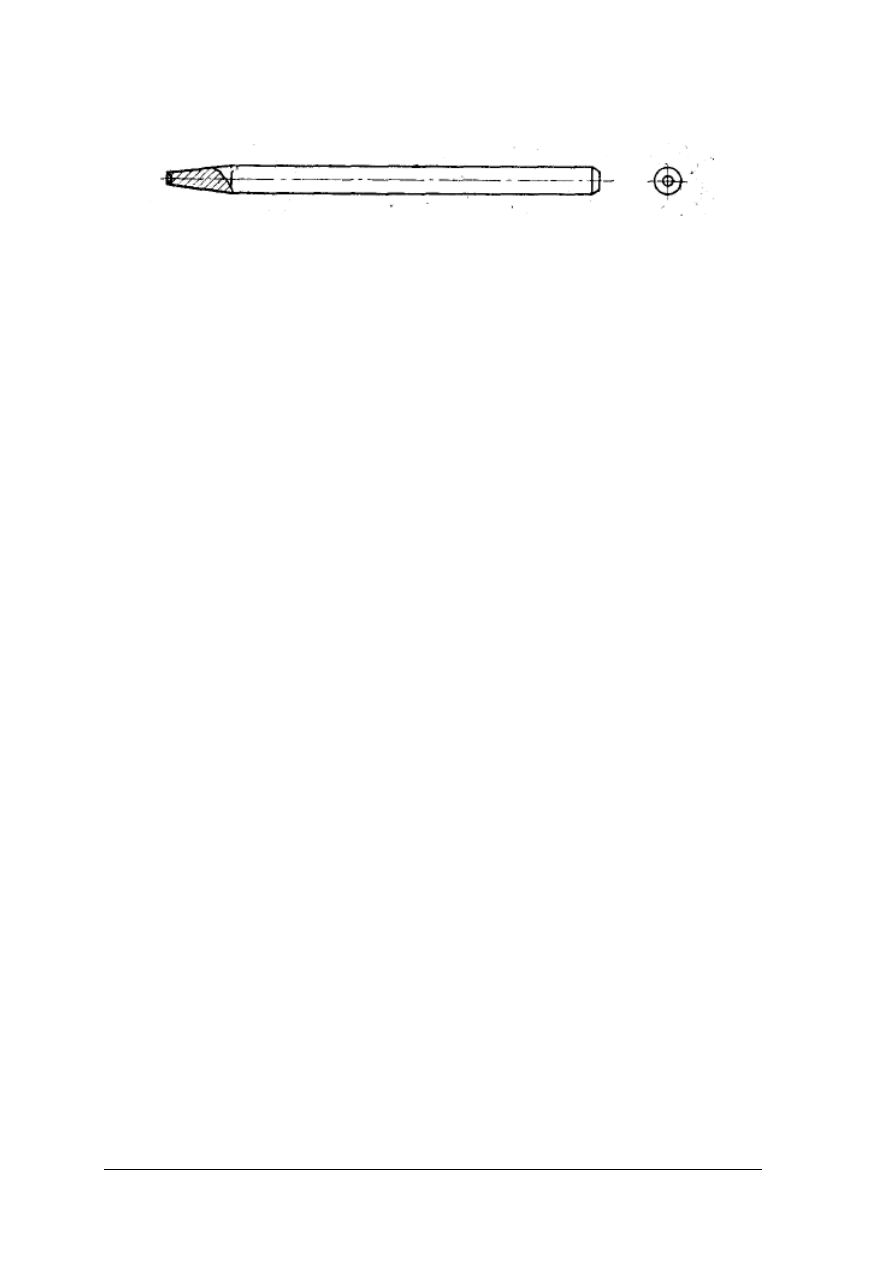
19. Narzędzie przedstawione na rysunku to
a) dziurkacz.
b) nagłowniak.
c) cęgi do zaciskania.
d) liniarka.
20. Liniowanie polegające na wyciskaniu na brzegach wyrobu trwałych linii może odbywać
się na zimno i na gorąco. W przypadku liniowania skór garbowania roślinnego liniarkę
należy nagrzać do
a) 80 – 90
o
C.
b) 55 – 60
o
C.
c) 90 – 100
o
C.
d) 100 – 120
o
C.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Zdobienie i wykończanie wyrobów kaletniczych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
6. LITERATURA
1. Brzozowski Cz., Kałuża B., Kosior Z.: Technologie kierunek skórzany. Podstawowe
studium zawodowe, WSiP, Warszawa 1993
2. Christ J. W.: Kaletnictwo – Podręcznik technologii dla ZSZ. WSiP, Warszawa 1991
3. Encyklopedia techniki. Przemysł lekki. WTN, Warszawa 1986
4. Epsztejn M.: Rękawicznictwo. WPLiS, Warszawa1960
5. Grabkowski M.: Obuwnictwo Podręcznik dla zasadniczej szkoły zawodowej. WSiP,
Warszawa 1992
6. Hansen A.: Bezpieczeństwo i higiena pracy. WSiP, Warszawa 1998
7. Instrukcje obsługi i konserwacji maszyn i urządzeń
8. Moda skórzana – kwartalnik Wyd. TWiL Warszawa
9. Napora S.: Galanteria ze skóry i tworzyw sztucznych. WPLiS, Warszawa 1962
10. Napora S.: Technologia galanterii skórzanej. WPLiS, 1957
11. Odzież – miesięcznik Wyd. SIGMA NOT. Warszawa
12. Persz
T.:
Materiałoznawstwo
dla
zasadniczych
szkół
zawodowych.
WSiP,
Warszawa 1997
13. Rerutkiewicz J., Tobiszewski A.: Rymarstwo. WPLiS, Warszawa 1956
14. Przegląd Skórzany – miesięcznik, egzemplarze archiwalne, Wyd. Skórimpex, Łódź
15. Przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej
16. http://www.optimasz.com.pl/index.php?op=20
17. http://www.nikta.pl/foto_maszyny/49rozgniatacz.jpg
{kind=link}
Wyszukiwarka
Podobne podstrony:
15 Zdobienie i wykończanie wyrobów kaletniczych
13 Zdobienie i wykończanie wyrobów skórzanych
13 Zdobienie i wykonczanie wyro Nieznany (2)
10 Wykonywanie modeli wyrobów kaletniczych
13 Zdobienie i wykonczanie wyro Nieznany (2)
02 Charakteryzowanie wyrobów kaletniczych
13 Uszlachetnianie i wykończanie wyrobów papierniczych
Charakteryzowanie wyrobów kaletniczych
16 Ocenianie jakości wyrobów kaletniczych
Ocenianie jakości wyrobów kaletniczych
Cechowanie, pakowanie oraz przechowywanie wyrobów kaletniczych
Ocenianie jakości surowców i materiałów do produkcji wyrobów kaletniczych
Wykonywanie napraw, renowacji i konserwacji wyrobów kaletniczych
Klasyfikacja technik zdobienia wyrobow polime1024/9444
10 Wykonywanie zdobień wyrobów dziewiarskich
12 Kontrolowanie jakosci wyrobo Nieznany (2)
7 Prace wykonczeniowe id 44930 Nieznany
więcej podobnych podstron