„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Maria Molendowska
Ocenianie jakości wyrobów kaletniczych
744[01].Z3.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
inż. Jolanta Górska
mgr inż. Małgorzata Smerda
Opracowanie redakcyjne:
mgr inż. Małgorzata Latek
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[01].Z3.03
„Ocenianie jakości wyrobów kaletniczych”, zawartego w modułowym programie nauczania
dla zawodu kaletnik 744[01].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Zadania Kontroli Jakości
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
8
4.1.3. Ćwiczenia
8
4.1.4. Sprawdzian postępów
9
4.2. Kontrola wstępna materiałów
10
4.2.1. Materiał nauczania
10
4.2.2. Pytania sprawdzające
11
4.2.3. Ćwiczenia
12
4.2.4. Sprawdzian postępów
13
4.3. Kontrola międzyoperacyjna
14
4.3.1. Materiał nauczania
14
4.3.2. Pytania sprawdzające
19
4.3.3. Ćwiczenia
19
4.3.4. Sprawdzian postępów
21
4.4. Metody oceny jakości wyrobów
22
4.4.1. Materiał nauczania
22
4.4.2. Pytania sprawdzające
27
4.4.3. Ćwiczenia
28
4.4.4. Sprawdzian postępów
29
5. Sprawdzian osiągnięć
30
6. Literatura
35

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w nabywaniu umiejętności teoretycznych i praktycznych
niezbędnych do przeprowadzania kontroli międzyoperacyjnej i oceniania jakości gotowych
wyrobów kaletniczych.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, czyli umiejętności, jakie osiągniesz podczas
pracy z poradnikiem.
3. Materiał nauczania, który umożliwi Ci samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Do poszerzenia wiedzy wykorzystaj wskazaną
literaturę oraz inne źródła informacji.
4. Pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia.
5. Ćwiczenia, które umożliwią Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne.
6. Sprawdzian postępów.
7. Zestaw pytań sprawdzających Twoje opanowanie wiedzy i umiejętności z zakresu całej
jednostki modułowej.
8. Literaturę.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: ocenianie jakości wyrobów, której treści teraz poznasz jest jedną
z jednostek koniecznych do zapoznania się ze sposobami oceny jakości surowców,
półwyrobów i gotowych wyrobów.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
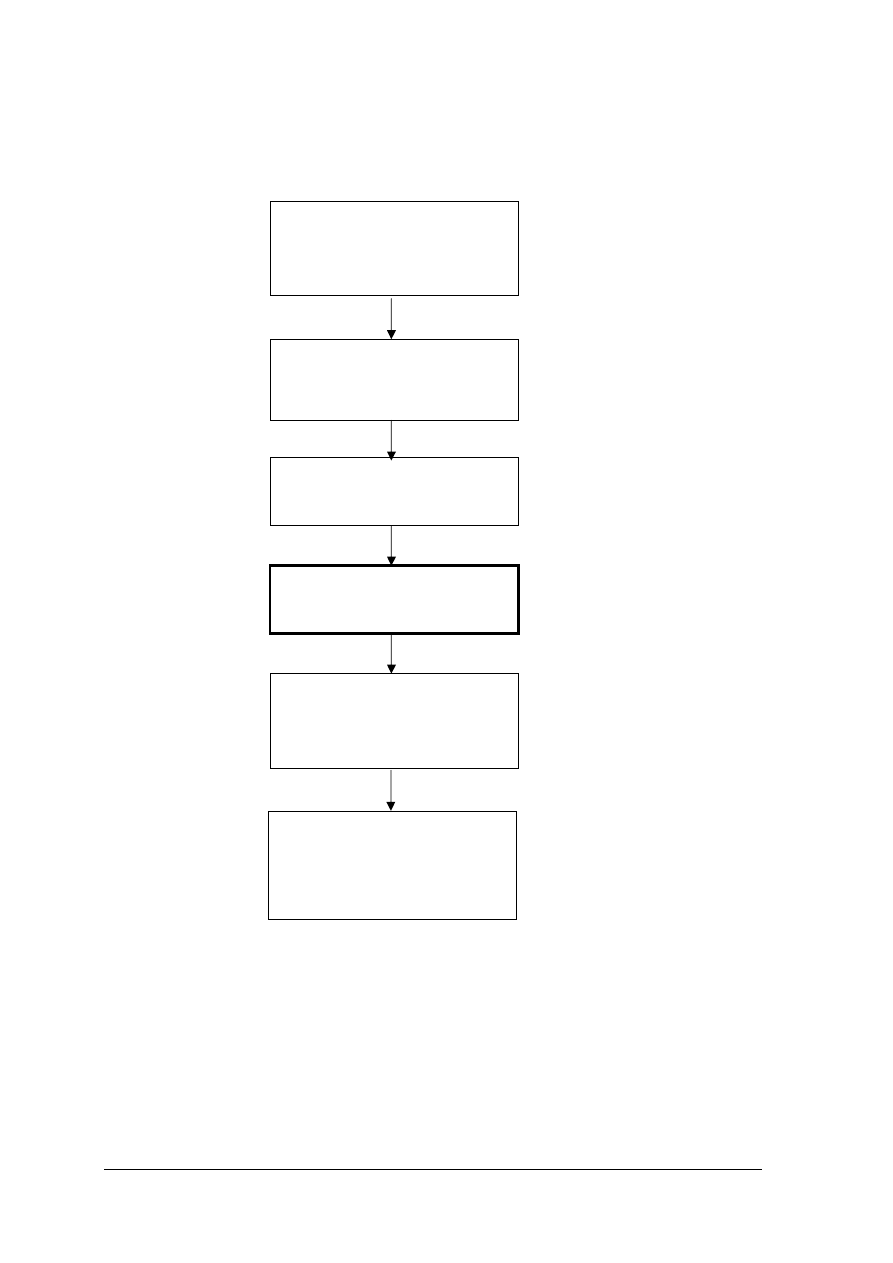
Schemat układu jednostek modułowych
744[01].Z3
Technologia wytwarzania wyrobów
kaletniczych
744[01].Z3.01
Wykonywanie montażu wyrobów
744[01].Z3.02
Zdobienie i wykończanie
wyrobów kaletniczych
744[01].Z3.03
Ocenianie
jakości
wyrobów
kaletniczych
744[01].Z3.05
Cechowanie, pakowanie oraz
przechowywanie wyrobów
kaletniczych
744[01].Z3.04
Wykonywanie
napraw, renowacji i konserwacji
wyrobów kaletniczych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
– posługiwać się dokumentacją technologiczną i techniczną stosowaną w produkcji
wyrobów kaletniczych,
– stosować podstawowe badania organoleptyczne do określania jakości materiałów użytych
do produkcji wyrobów kaletniczych,
– rozróżniać materiały podstawowe i pomocnicze stosowne w produkcji wyrobów
kaletniczych,
– rozróżniać maszyny, urządzenia, narzędzia i przyrządy pomiarowe stosowane w produkcji
wyrobów kaletniczych,
– posługiwać się przyrządami pomiarowymi,
– organizować stanowisko pracy zgodnie z wymogami ergonomii,
– korzystać z różnych źródeł informacji,
– przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
– posłużyć się przyrządami do pomiaru: długości, masy, powierzchni, grubości różnych
materiałów,
– wykonać badania kontrolno-pomiarowe,
– ocenić jakość wykonywanych szwów i ściegów,
– ocenić organoleptycznie elementy i półprodukty wyrobów,
– sprawdzić zgodność wytwarzanych wyrobów z normami oraz dokumentacją techniczną
i technologiczną na poszczególnych etapach produkcji,
– podzielić gotowe wyroby kaletnicze na grupy i rodzaje asortymentowe,
– ocenić dobór materiałów pod względem trwałości użytkowania,
– ocenić technikę wykonania wyrobu pod względem konstrukcji i montażu,
– określić sposób wykończenia wyrobu i ocenić jego estetykę,
– porównać wyrób z wzorcem produkcyjnym,
– zlokalizować i usunąć konstrukcyjne i technologiczne błędy wyrobów,
– sporządzić dokumentację przeprowadzonych badań,
– sklasyfikować wyroby kaletnicze na gatunki,
– zastosować zasady bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Zadania Kontroli jakości
4.1.1. Materiał nauczania
Najważniejszym zadaniem KJ w zakładzie jest:
−
podniesienie jakości produkcji,
−
wyeliminowanie braków,
−
niedopuszczenie do sprzedaży wyrobów nieestetycznych i o obniżonej jakości,
−
czuwanie nad prawidłowym przebiegiem procesu produkcyjnego oraz zapobieganie
błędom wszędzie tam gdzie mogą one powstać.
W celu poprawy pozycji firmy w stosunku do konkurencji oraz zwiększenia zysku
i podniesienia wiarygodności, niezbędne jest produkowanie wyrobów wysokiej jakości, które
zaspokoją wymagania odbiorców. Taką politykę przyjmuje Dyrekcja przedsiębiorstwa wraz
z pracownikami Działu Kontroli Jakości oraz wszystkimi zatrudnionymi.
Polityka jakości dotyczy:
−
wizerunku przedsiębiorstwa i opinii o nim, ze względu na poziom jakości,
−
roli personelu odpowiedzialnego za wdrażanie polityki jakości,
−
rozwoju i doskonalenia kadry,
−
rozwoju potencjału produkcyjnego przedsiębiorstwa.
Politykę jakości wdraża się poprzez:
−
planowy system szkolenia wszystkich pracowników,
−
doskonalenie procesu produkcyjnego i poprawę organizacji pracy,
−
odpowiedzialność finansową za poziom jakości wyrobów,
−
optymalizację kosztów jakości,
−
utrzymanie wymaganej organizacji pracy, zapewniającej wysoki poziom jakości
wykonania,
−
wspieranie i doskonalenie współpracy z dostawcami materiałów, półfabrykatów czy
elementów.
Za wysoką jakość wyrobów produkowanych w przedsiębiorstwie odpowiedzialni są wszyscy
zatrudnieni, a niejako z urzędu pracownicy Działu Kontroli Jakości.
Jednym z podstawowych czynników decydujących o pracy Działu Kontroli Jakości jest
właściwa optymalna w warunkach danego zakładu, organizacja służb kontroli jakości.
Pracowników tego działu powinny cechować wysokie kwalifikacje zawodowe oraz
obiektywne i rzeczowe podejście do ocenianych materiałów i wyrobów zgodnie
z obowiązującymi w tym zakresie normami. Dział kontroli jakości kontroluje cały proces
technologiczny od odbioru jakościowego wszystkich materiałów stosowanych do produkcji
poprzez kontrolę międzyoperacyjną aż do odbioru gotowego wyrobu. Dział Kontroli Jakości
zasięgiem swym obejmuje kontrolę w zakresie technicznego przygotowania produkcji,
a także rozpatrywanie wszelkich reklamacji. Kierownik Działu Kontroli Jakości podlega
organizacyjnie dyrektorowi zakładu produkcyjnego. W dziale kontroli jakości każdy wyrób
przed jego dopuszczeniem do sprzedaży ocenia się i klasyfikuje do odpowiedniego gatunku.
Gatunkowość jest tylko jednym z elementów jakości wyrobu, na który wpływ mają między
innymi nowoczesność, estetyka wzornictwa, zastosowane materiały czy wartości użytkowe.
Czynniki te są niewymierne i nie są ujęte w normach klasyfikacji jakościowej. Oceną jakości
wyrobów i półproduktów w zakładzie zajmują się pracownicy kontroli jakości.
Stanowisko pracy brakarza wyrobów gotowych powinno być usytuowane w końcowej
fazie procesu technologicznego lub przed stanowiskiem pakowania wyrobów. Stanowisko

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
pracy brakarza wymaga odpowiedniego wyposażenia w stół lub biurko, taśmę mierniczą,
linijkę, przybory do pisania, kredę, ściegomierz, grubościomierz, komplet wzorników,
dokumentację techniczno – technologiczną, aktualne normy i inne.
Kontrolowanie jakości wyrobów jedynie w końcowej fazie procesu produkcyjnego jest
działaniem spóźnionym, aby zapobiec wadom wykonania i usuwać błędy. Dlatego niezbędna
jest kontrola jakości we wszystkich ogniwach działalności produkcyjnej przedsiębiorstwa.
Dokładna analiza przebiegu produkcji umożliwia, bowiem wyciągnięcie wniosków
w zakresie: wykorzystania informacji o jakości wyrobów, poszerzenia obowiązków brakarzy
o losową kontrole międzyoperacyjną, zorganizowania stanowisk kontroli międzyoperacyjnej,
stosowania nagród i premii w celu zainteresowania pracowników wynikami dobrej pracy,
włączenia pionu produkcyjnego do ciągłego wykonywania wyrobów dobrej jakości itp.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są zadania kontroli jakości w zakładzie produkcyjnym?
2. Jakie czynniki wpływają na jakość wyrobu?
3. Co decyduje o wysokiej jakości wyrobów?
4. Jakimi cechami powinni charakteryzować się pracownicy DKJ?
5. Co podlega kontroli jakościowej w zakładzie wytwórczym?
4.1.3. Ćwiczenia
Ćwiczenie 1
Zaproponuj strukturę organizacyjną DKJ w małym zakładzie produkującym wyroby
kaletnicze zatrudniającym około 25 pracowników.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przedstawić w zeszycie ćwiczeń strukturę organizacyjną DKJ z uzasadnieniem.
Wyposażenie stanowiska pracy:
–
przybory do rysowania i pisania,
–
literatura z rozdziału 6.
Ćwiczenie 2
Przedstaw i uzasadnij cechy, jakimi powinien charakteryzować się pracownik kontroli
jakości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapisać w zeszycie ćwiczeń cechy kontrolera jakości z uzasadnieniem.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Ćwiczenie 3
Uzasadnij, potrzebę istnienia w zakładzie działu kontroli jakości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapisać w zeszycie ćwiczeń uzasadnienie istnienia DKJ.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić czynniki wpływające na podniesienie jakości
wyrobów?
¨
¨
2) wymienić zadania DKJ?
¨
¨
3) wymienić elementy wpływające na jakość wyrobu?
¨
¨
4) wymienić cechy pracownika DKJ?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.2. Kontrola wstępna materiałów
4.2.1. Materiał nauczania
Kontrola jakości w sferze przedprodukcyjnej obejmuje wstępną kontrolę narzędzi
pomiarowych, narzędzi i urządzeń produkcyjnych oraz surowców i półwyrobów użytych do
produkcji wyrobów kaletniczych.
Kontroli wstępnej podlegają wszystkie materiały podstawowe i pomocnicze. Przy ocenie
każdej partii dostawy należy przestrzegać zgodności materiału z zamówieniem, jakością
deklarowaną przez dostawcę, określaną normami przedmiotowymi oraz zgodności cech
charakterystycznych materiału z wymaganiami technologicznymi i z określonym wzorem.
Ocenę materiałów i surowców przeprowadza się metodą:
−
laboratoryjną – przeprowadzaną każdorazowo dla pierwszej partii dostarczonego
asortymentu towarowego, a dla niektórych materiałów (np. kleje) badaniom podlega
każda partia dostawy. Badania przeprowadza się w laboratorium zakładowym lub zleca
się ich wykonanie w laboratorium specjalistycznym.
−
organoleptyczną – polegającą na sprawdzeniu za pomocą naszych zmysłów wzroku,
dotyku, smaku czy powonienia jakości wyrobu. W niektórych przypadkach wykorzystuje
się proste przyrządy pomiarowe, jak: grubościomierz, suwmiarka, twardościomierz, taśma
miernicza i inne.
Kontrola polega również na porównaniu surowców z zatwierdzonym wzorem,
dokumentacją techniczno – technologiczną i wymaganiami norm.
Kontrola materiałów na elementy zewnętrzne wyrobu
Kontrola tych materiałów obejmuje odbiór jakościowy nie tylko wszystkich
asortymentów skór miękkich i twardych, lecz także materiałów skóropodobnych, tkanin
i tworzyw sztucznych. Jest ona przeprowadzania w głównym magazynie wejściowym zaraz
po dostawie materiału do zakładu. Badania odbiorcze obejmują: sprawdzenie asortymentu,
cechowanie, zgodność z wymaganiami fizycznymi i chemicznymi według załączonego przez
dostawcę świadectwa wyników badań laboratoryjnych. W niektórych przypadkach badania
kontrolne przeprowadza odbiorca, niezależnie od atestu dostawcy, dla każdej pierwszej partii
skór czy materiałów skóropodobnych. Dodatkowe badania odbiorcze obejmują sprawdzenie
koloru z uzgodnionym wzorem, stopień przydatności na dany wyrób, kontrolę wielkości
powierzchni i jej zgodność z cechą oznakowania na skórze, sprawdzenie grubości i jej
dopuszczalnego spadku oraz kontrolę prawidłowego ustalenia gatunku.
Odbioru jakościowego skór można dokonywać na zasadzie całkowitej 100% kontroli
w oparciu o porozumienie między zakładami. Przy takim odbiorze reklamacji podlegają tylko
sztuki wadliwe odrzucone w czasie kontroli. W innych przypadkach stosuje się metodę
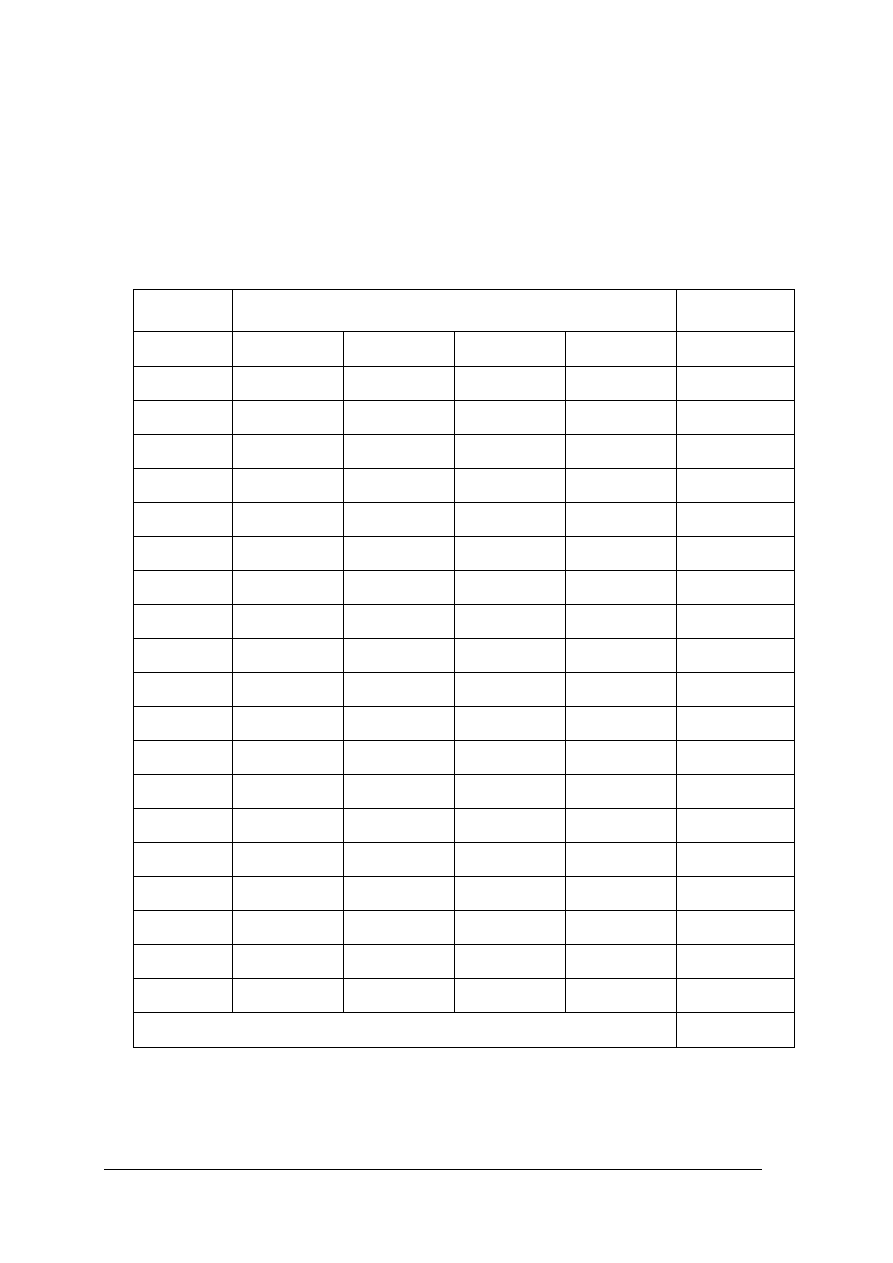
próbki reprezentatywnej. Partie skór uznaje się za zgodna z wymaganiami normy, jeśli liczba
sztuk wadliwie zakwalifikowanych do gatunku, przy zgodnych pozostałych badaniach, jest
mniejsza lub równa liczbie podanej w tabeli 1. Jeśli liczba sztuk jest większa, partia podlega
reklamacji w całości.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Tab.1 Liczba próbek reprezentatywnych do oceny skór wyprawionych [ 4, s. 252]
Skóry miękkie
Skóry twarde
Liczebność partii
liczność próbki
dopuszczalna liczba liczność próbki
dopuszczalna liczba
do 40
5
1
10
2
41–63
15
2
10
2
64–160
15
2
15
3
161–400
25
3
25
5
401–100
40
5
40
7
1001–2500
60
8
60
10
powyżej 2500
100
10
100
15
W tkaninach bada się między innymi jednolitość wybarwienia, trwałość połączenia
tkanin sklejanych oraz ich przydatność do produkcji określonego wzoru itp.
Kontrola materiałów pomocniczych
Ocena nici polega na badaniu ich grubości i skrętu czy wybarwienia. W laboratorium
bada się ich wytrzymałość na rozciąganie oraz wydłużenie.
Zamki błyskawiczne ocenia się najczęściej organoleptycznie, kontrolując końcówki
i dokładność zamykania. Można je także, w miarę potrzeby, poddać badaniom
laboratoryjnym takim jak:
−
badanie oderwania cząstki z taśmy,
−
sprawdzanie wymagań ogólnych,
−
badanie osadzenia końcówek,
−
badanie suwliwości zamka,
−
badanie na rozerwanie poprzeczne w strefie łańcucha spinającego,
−
badanie zabezpieczenia zamka przed samoczynnym otwarciem,
−
badanie osadzenia łącznika stałego.
Tektury bada się pod względem grubości, łamliwości, przeprowadza się próby na
rozwarstwienie itp.
Okucia, które są ważnym elementem między innymi zdobniczym, bada się pod kątem
sprawności działania (zamki), należytego wypolerowania lub werniksowania powierzchni,
obecności śladów rdzy itp.
Ocena klejów polega na przeprowadzeniu badań laboratoryjnych i tylko one są podstawą
do oceny ich przydatności produkcyjnej. Do podstawowych badań zalicza się oznaczenie
lepkości, suchej pozostałości, wytrzymałości na rozwarstwienie oraz na ścinanie.
Z kontrolą wstępną materiałów dokładniej zostałeś zapoznany w jednostce modułowej
744[01].Z1.05 Ocenianie jakości surowców i materiałów do produkcji wyrobów kaletniczych.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są zadania kontroli jakości w sferze przedprodukcyjnej?
2. Jakie materiały podlegają kontroli przedprodukcyjnej?
3. Na
co zwracana jest uwaga w czasie kontroli materiałów pomocniczych?
4. Jakie są metody kontroli jakości materiałów podstawowych i pomocniczych?
5. Jak przebiega kontrola jakości skór miękkich?
6. Kiedy partia skór może zostać zwrócona producentowi?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny organoleptycznej okuć przedstawionych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dokonać oceny organoleptycznej okuć,
3) zapisać w zeszycie ćwiczeń uwagi i spostrzeżenia.
Wyposażenie stanowiska pracy:
−
okucia,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj oceny organoleptycznej tkaniny na elementy zewnętrzne wyrobu kaletniczego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dokonać oceny organoleptycznej tkaniny,
3) zapisać w zeszycie ćwiczeń uwagi i spostrzeżenia.
Wyposażenie stanowiska pracy:
−
tkanina,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj oceny organoleptycznej skóry miękkiej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dokonać oceny organoleptycznej skóry,
3) zapisać w zeszycie ćwiczeń uwagi i spostrzeżenia.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– zeszyt ćwiczeń,
– skóra miękka do kontroli organoleptycznej,
– skóra miękka zatwierdzona jako wzór,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) omówić sposób oceny jakości materiałów pomocniczych?
¨
¨
2) wymienić zadania DKJ w sferze przedprodukcyjnej?
¨
¨
3) wymienić metody oceny jakości materiałów w sferze
przedprodukcyjnej?
¨
¨
4) przedstawić sposób oceny jakości skór naturalnych miękkich
i twardych?
¨
¨
5) dokonać oceny organoleptycznej materiałów pomocniczych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.3. Kontrola międzyoperacyjna
4.3.1. Materiał nauczania
Kontrola jakościowa procesu produkcyjnego obejmuje kontrolę bezpośrednio przy
stanowiskach pracy, w końcowych operacjach poszczególnych etapów produkcji oraz
w magazynach podręcznych i przejściowych.
Kontrola międzyoperacyjna jest podstawową formą kontroli ciągłej wszelkich operacji
procesu produkcyjnego. W tej sferze kontrolę sprawują brakarze dwóch podstawowych
działów: rozkroju i montażu. Jednak głównym czynnikiem koordynującym czynności
w poszczególnych operacjach w systemie taśmowym może być każdy pracownik. Dlatego też
wprowadzono samokontrolę pracy własnej i poprzednich czynności. Samokontrola ma na celu
niedopuszczenie w poszczególnych etapach do odchyleń od obowiązujących parametrów i ma
ona charakter ciągły.
Kontrola międzyoperacyjna w fazie rozkroju dotyczy wyciętych elementów. Wycięte
elementy kontroluje się przez porównanie wymiarów elementów z wzornikami kontrolnymi
do rozkroju oraz pod kątem jednolitości wybarwienia, ewentualnych widocznych wad
i uszkodzeń powstałych w czasie rozkroju ręcznego lub mechanicznego. Na tym etapie
możemy usunąć element z widocznymi wadami i w ten sposób nie dopuścić, aby trafił on do
następnej fazy produkcji. Kontrolerzy powinni również dopilnować, aby odpowiednie
ilościowo komplety były w sposób widoczny oznaczone.
Kontrola międzyoperacyjna montażu wyrobów obejmuje wszystkie operacje i czynności
od nanoszenia oznaczeń montażowych, przez ścienianie, nanoszenie kleju, naklejanie
usztywnień, szycie, okuwanie aż do wykończania włącznie. Szczegółowe wymagania w tej
fazie wytwarzania określa dokumentacja technologiczna dla danego wzoru wyrobu.
Kontrola międzyoperacyjna montażu dotyczy:
−
doboru i jakości klejów,
−
kontroli jakości stosowanych materiałów pomocniczych np. nitów, oczek, nici, tektur itp.,
−
stosowania odpowiedniego rodzaju ściegu, jego długości, ułożenia i odległości od brzegu,
−
doboru grubości nici i igieł,
−
kontroli jakości i mocowania okuć,
−
stosowania elementów o odpowiedniej: grubości, barwie,
−
prawidłowości nanoszenia kleju,
−
parametrów ścieniania,
−
wykonania barwienia i zawinięcia,
−
łączenia części składowych w gotowy wyrób,
−
zastosowania odpowiedniego rodzaju montażu zgodnego z dokumentacją technologiczną,
−
stanu i przydatności narzędzi do pracy.
W kontroli wykończenia należy podkreślić konieczność usuwania końcówek nici, plam,
resztek kleju oraz retuszowania skaz i zadrapań. Dokładne i estetyczne wykończenie wyrobu
decyduje o ostatecznym wyglądzie wyrobu.
Sposoby oceny jakości półproduktów
W praktyce stosowane są dwie metody oceny jakości: organoleptyczna i laboratoryjna.
W fazie montażu najczęściej będzie wykorzystywana metoda organoleptyczna oceny jakości
półproduktów. Metoda ta polega na sprawdzeniu za pomocą zmysłów wzroku i dotyku
powonienia itp., oraz przyrządów pomiarowych jakości półproduktu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
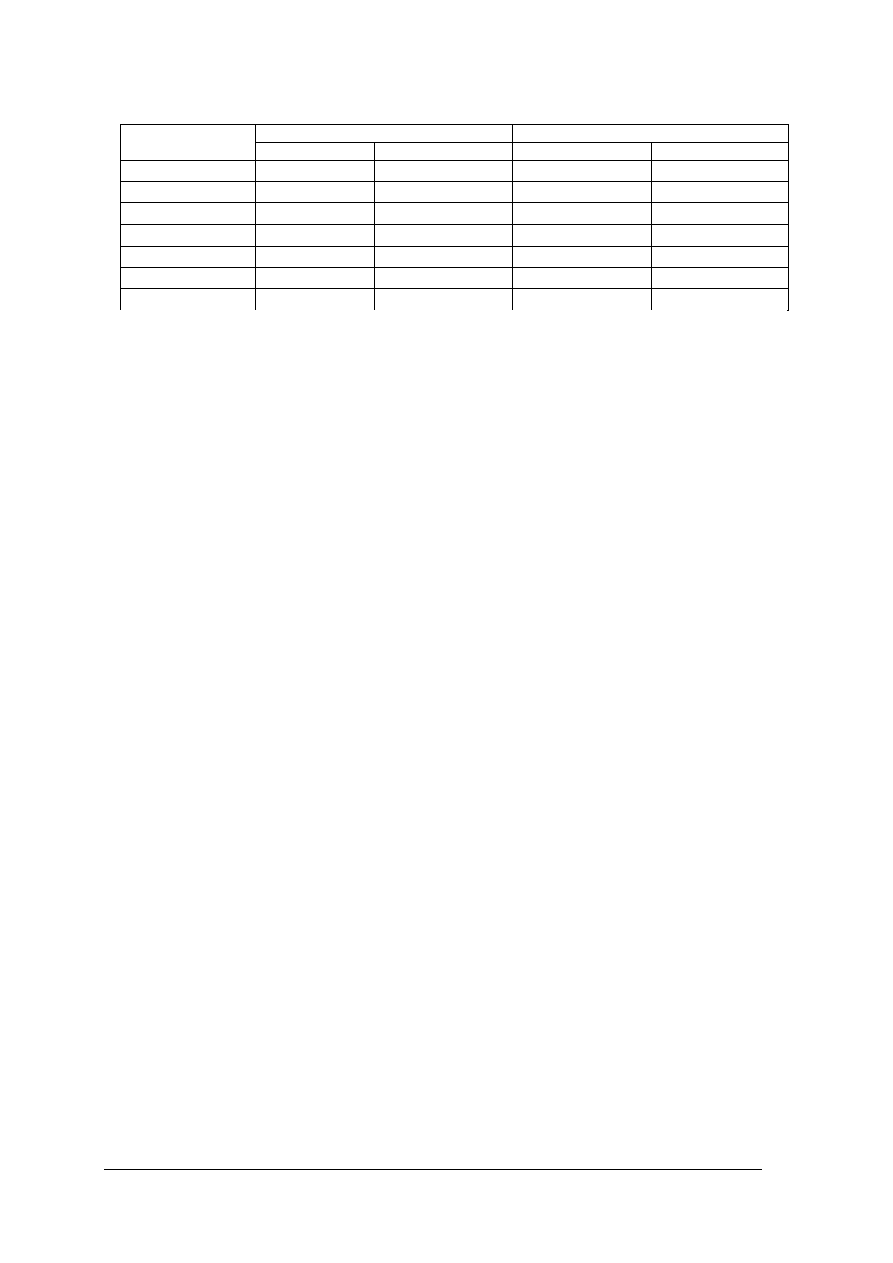
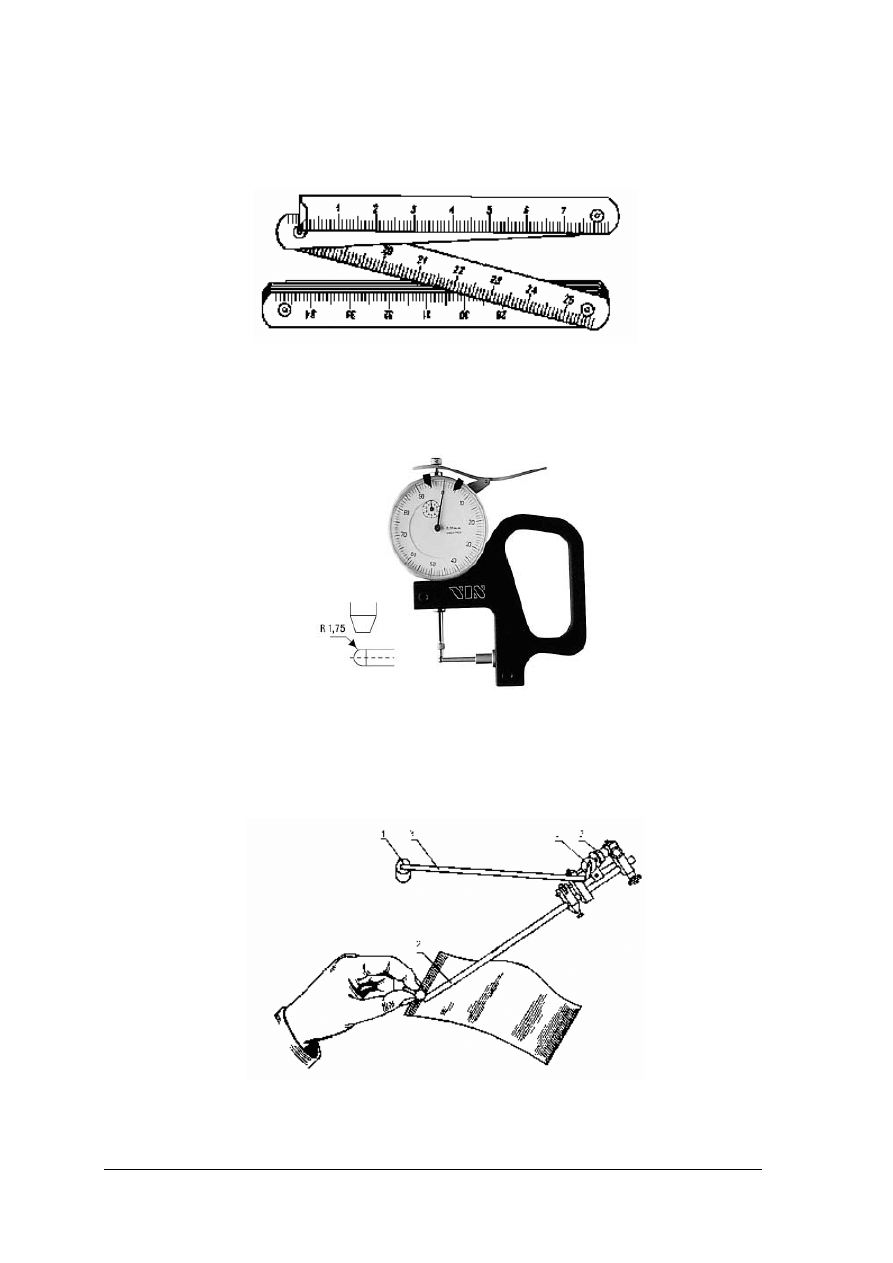
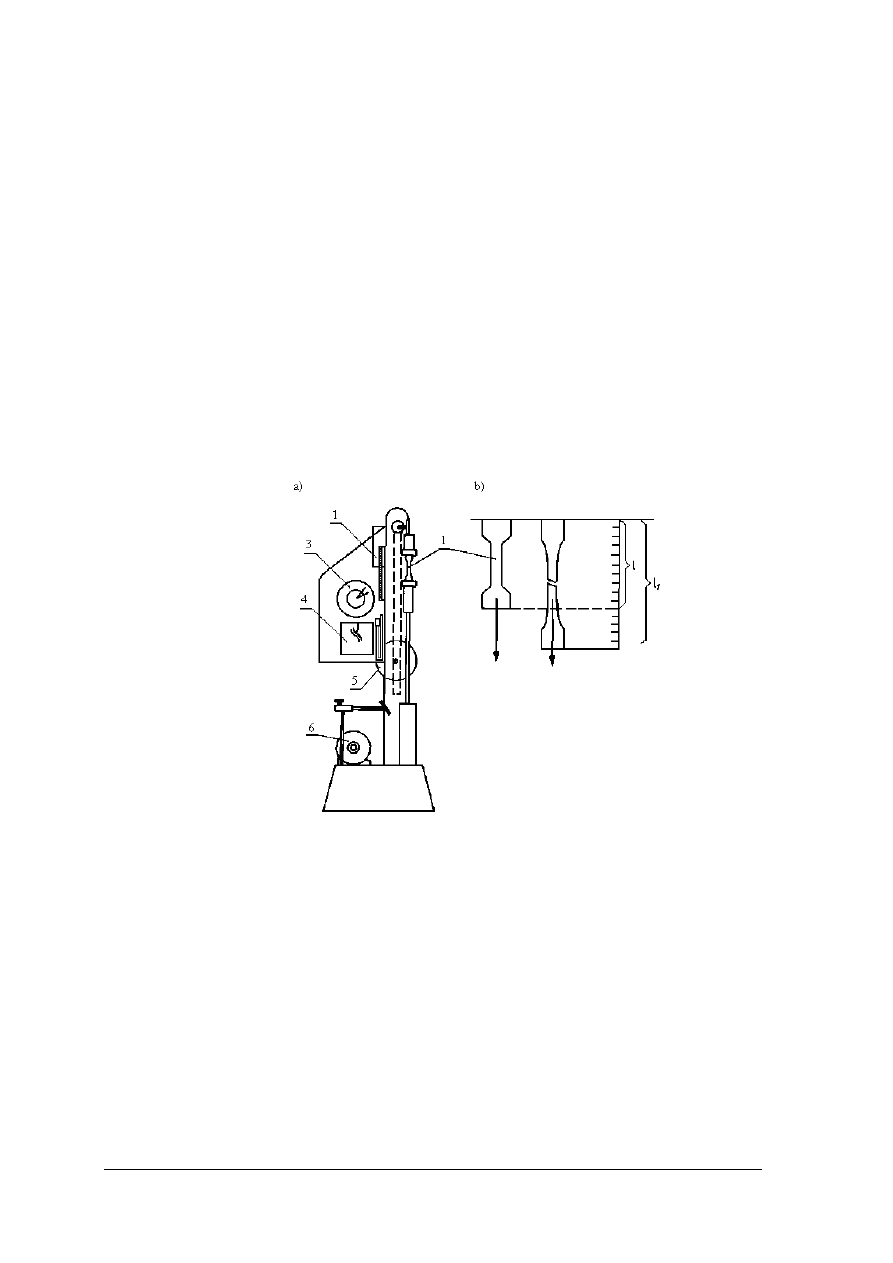
Te proste przyrządy stosowane w metodzie organoleptycznej to: miarka stalowa (rys.1),
grubościomierz (rys. 2), planimetr (rys. 3), termometr, ściegomierz czy suwmiarka.
Rys. 1. Linijka - do sprawdzenia wymiarów elementów czy długości ściegu [2, s. 31]
Rys. 2. Grubościomierz [7]
Rys. 3. Planimetr - do sprawdzenia wyciętych elementów, 1 – mechanizm licznika, 2 – ramię wiodące,
3 – ramię biegunowe, 4 – ciężarek, 5 – koło sumujące. [2, s. 33]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Zgodność stwierdzonych parametrów w ocenie organoleptycznej kontroler jakości
porównuje z dokumentacją techniczno – technologiczną.
W celu uniknięcia błędów konstrukcyjnych i technologicznych przy dużej produkcji
wskazane jest wykonanie próbnej serii danego wyrobu. Dzięki temu zlokalizujemy i w porę
usuniemy ewentualne błędy konstrukcyjne i technologiczne. Pozwoli to na uniknięcie strat
materiałowych i ekonomicznych.
Badania laboratoryjne półproduktów
W kontroli międzyoperacyjnej do badań laboratoryjnych, które będą wskazane do oceny
jakości półproduktów między innymi należą:
−
oznaczenie siły rozdzierania szwu imitującego szycie,
−
oznaczenie wytrzymałości spoiny klejowej na ścinanie,
−
oznaczanie spoiny klejowej na rozwarstwienie.
Do wykonywania badań wytrzymałościowych służy zrywarka (rys. 4).
Próbki do badań laboratoryjnych należy pobrać i przygotować zgodnie z obowiązującą
normą.
Rys. 4. Dynamometr (zrywarka) do mierzenia wytrzymałości na rozciąganie i wydłużenie skór,
materiałów skóropodobnych i innych: a) przyrząd, b) schemat działania [7, s. 99]
1 – skala do odczytywania wydłużeń, 2 – próbka skóry, 3 – skala do odczytywania wytrzymałości na
rozciąganie,4 – skala do określania rozciągliwości,5 – obciążnik dźwigni, 6 - silnik.
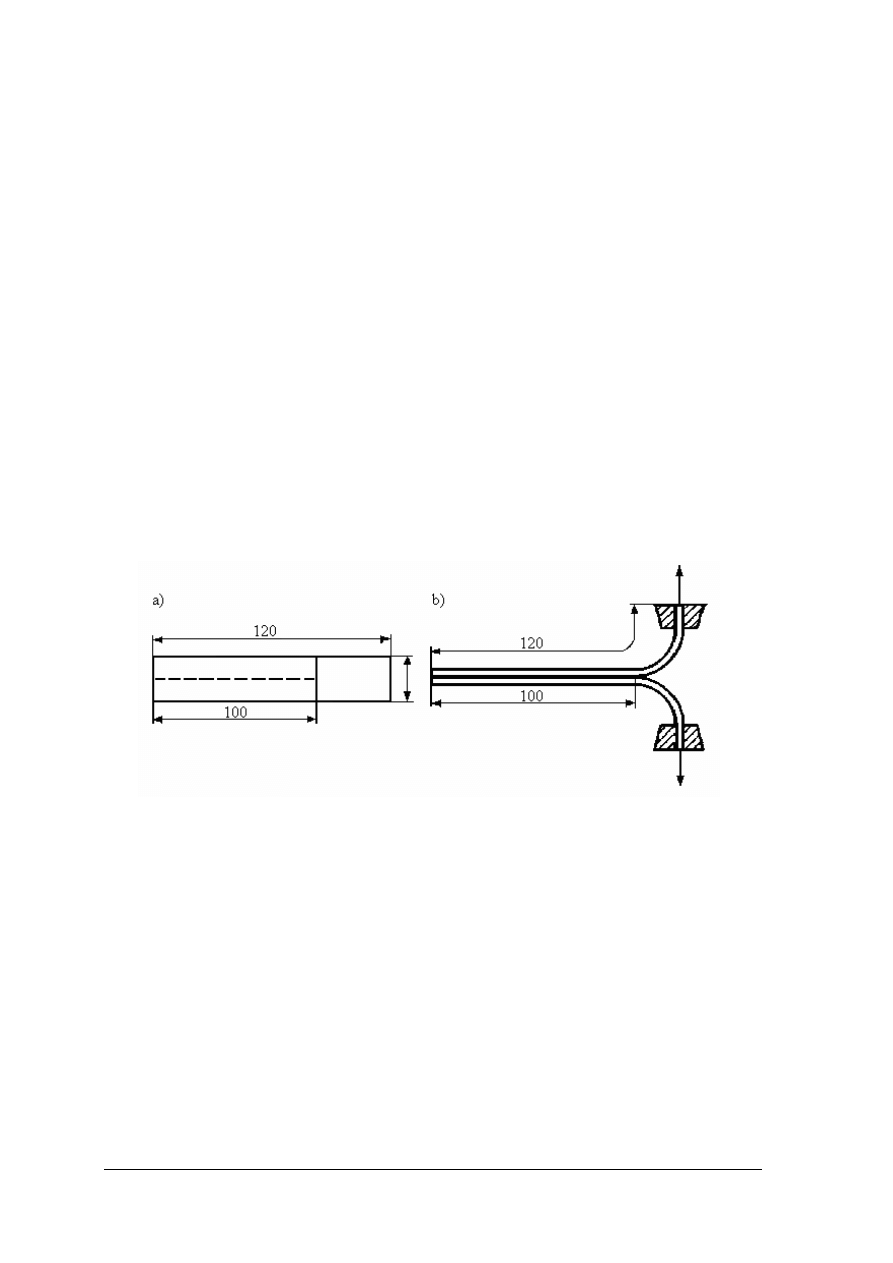
Wytrzymałość szwu na rozerwanie
Próbki do tego oznaczenia przygotowywane są na dwa sposoby, do wykonania badania
wytrzymałości szwu na ścinanie i rozwarstwienie.
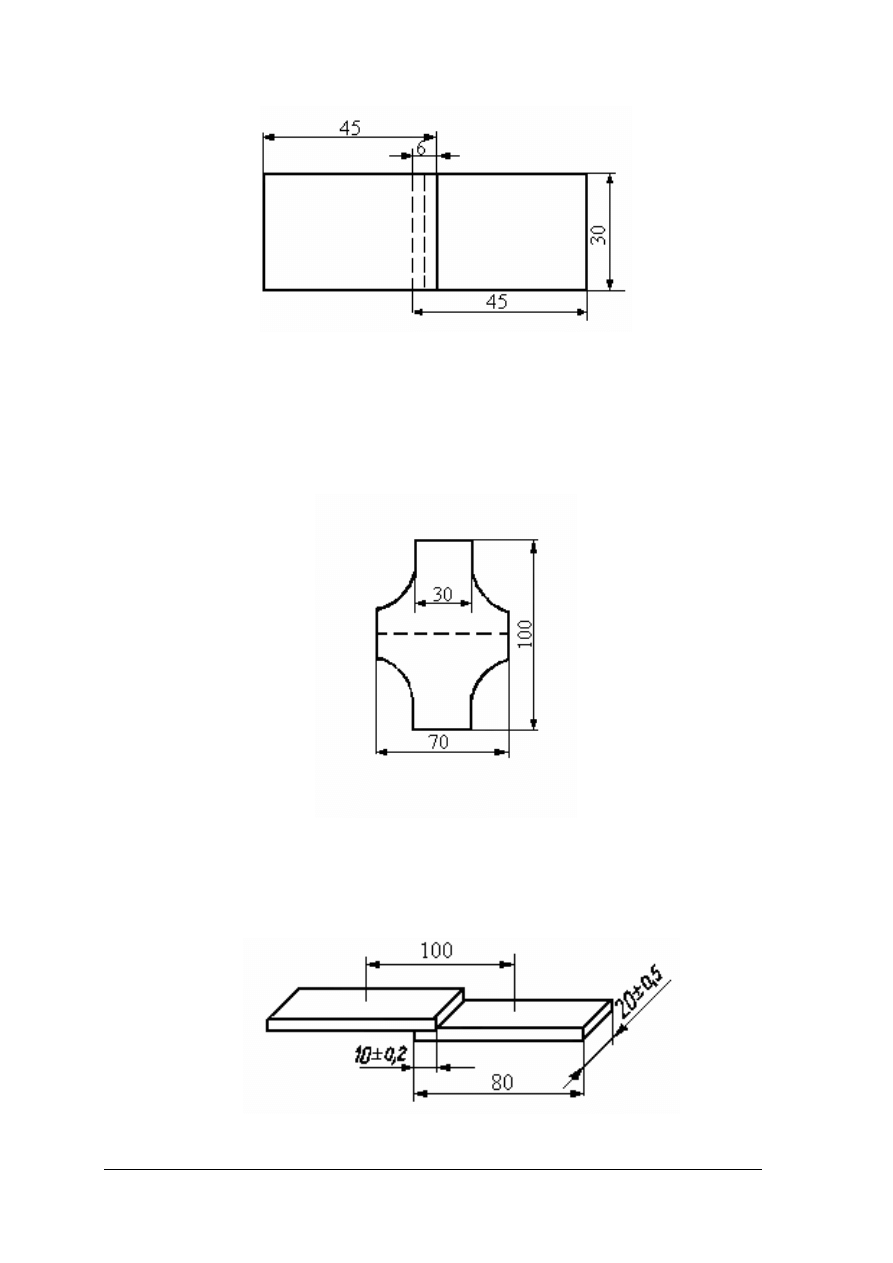
Wymiary próbki do oznaczenia wytrzymałości szwu na ścinanie przedstawia rysunek 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 5. Próbka do oznaczania wytrzymałości szwu na ścinanie [9, s. 183]
Oznaczenie będzie polegało na oznaczeniu siły zrywającej nitkę, w tym celu próbkę
należy umieścić w uchwytach zrywarki i poddać działaniu siły. Oznaczenie prowadzić do
momentu rozerwania nitki. Wynik wskazuje tarcza zrywarki w momencie zerwania próbki.
Oznaczenie wytrzymałości szwu na rozwarstwienie wykonywane będzie identycznie jak
oznaczenie szwu na ścinanie z tym, że próbki będą inaczej przygotowane (rys. 6).
Rys. 6. Próbka do badań na ścinanie i rozerwanie [9, s. 183]
Prowadząc powyższe oznaczenia może zdarzyć się, że dochodzi do zniszczenia
materiału, a niełączącej je nici, dlatego wyniki uzyskane w większości przypadków są
nieporównywalne w serii wykonanych badań.
Rys. 7. Oznaczenie spoiny klejowej na ścinanie. [9, s. 246]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Próbka do badania wytrzymałości spoiny klejowej (rys.7) składa się z dwóch sklejonych
na zakładkę pasków materiałów. Powierzchnie przeznaczone do sklejenia należy
z obu pasków zdrapać papierem ściernym oraz oczyści z pyłu. Paski smaruje się klejem. Przy
materiałach chłonnych, klej należy nanieść dwukrotnie, następnie paski skleić na zakładkę.
Sklejone próbki klimatyzuje się w temperaturze pokojowej przez 72 godz., przy wilgotności
nieprzekraczającej70%. Próbkę mocuje się w uchwytach zrywarki tak, aby odległość miedzy
szczękami wynosiła 50mm, a sklejone miejsca znajdowały się w równych odległościach od
szczęk. Po uruchomieniu zrywarki stopniowo zwiększamy obciążenie aż do całkowitego
oddzielenia się pasków. Wynik odczytujemy z tarczy zrywarki. Wytrzymałość na ścinanie
oblicza się dzieląc siłę rozciągającą odczytaną z dynamometru przez powierzchnię sklejenia.
Do oznaczenia przygotowuje się minimum 10 próbek i jako wynik podaje się średnią
arytmetyczną.
Oznaczenie spoiny klejowej na rozwarstwienie
Próbka składa się z dwóch sklejonych do połowy długości pasków (rys. 8). Powierzchnie
obu pasków przeznaczonych do sklejenia należy odpowiednio przygotować (zdrapać,
oczyścić). Do oznaczenia przygotowuje się 10 próbek. Próbki należy klimatyzować.
Niesklejone końce pasków zamocowuje się w uchwytach zrywarki następnie próbkę poddaje
się stopniowo rozciąganiu aż do całkowitego oderwania się sklejonych części próbki.
Wytrzymałość spoiny klejowej na rozwarstwienie oblicza się dzieląc siłę rozwarstwiającą
przez szerokość sklejenia. Jako wynik podaje się średnią arytmetyczną z 10 oznaczeń.
Rys. 8. Schemat oznaczania wytrzymałości złącza klejowego na rozwarstwianie. [6, s. 305]
Dokonując analizy badań organoleptycznych i laboratoryjnych, kontrolerzy jakości mogą
zapobiec ewentualnym błędom w kolejnej produkcji.
Badania organoleptyczne i laboratoryjne wykonywane są zgodnie z normami
przedmiotowymi i czynnościowymi.
Normy przedmiotowe dotyczą przedmiotów materialnych i określają ich cechy
zewnętrzne, wymagania ogólne oraz szczegółowe. Normy te określają wymiary, barwę,
oznakowanie, kształty, wymagania techniczne itp.
Normy czynnościowe dotyczą zasad, którymi należy się kierować podczas wykonywania
czynności określonych w przedmiocie normy. Normy te obejmują sposoby badań różnych
wskaźników oceny materiałów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są metody oceny jakości półproduktów?
2. Co jest potrzebne kontrolerowi w czasie oceny organoleptycznej półproduktów w fazie
rozkroju, montażu i wykończenia?
3. Jak wykonać oznaczenie wytrzymałości spoiny klejowej?
4. Jak przeprowadzamy oznaczenia wytrzymałościowe szwów?
5. Na czym polega samokontrola w zakładzie produkcyjnym?
6. Czego dotyczy kontrola jakości w fazie rozkroju, montażu i wykończenia wyrobu?
7. Dlaczego kontrolerowi jakości potrzebna jest dokumentacja techniczno- technologiczna?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny organoleptycznej jakości wyciętych elementów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokonać oceny jakości wyciętych elementów,
4) zapisać w zeszycie ćwiczeń spostrzeżenia dotyczące jakości elementów,
5) podzielić się uwagami z innymi.
Wyposażenie stanowiska pracy:
– wycięte elementy,
– grubościomierz,
– wzorniki do rozkroju,
– dokumentacja techniczno – technologiczna,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 2
Zaproponuj zakres pracy kontrolera jakości w dziale rozkroju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zaproponować zakres pracy pracownika kontroli jakości,
3) zapisać zakres pracy w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– zeszyt ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Ćwiczenie 3
Dokonaj oceny organoleptycznej montażu okuć w wyrobie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dokonać oceny jakości zamontowanych okuć,
3) zapisać spostrzeżenia w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
−
wyrób z zamontowanymi okuciami,
−
linijka,
−
cyrkiel,
−
dokumentacja techniczno-technologiczna,
– zeszyt ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 4
Przygotuj próbki do badania wytrzymałości spoiny klejowej na ścinanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wyciąć próbki,
3) zetrzeć końce próbek papierem ściernym na szerokości 10 mm,
4) usunąć pył,
5) nanieść klej jedno lub dwukrotnie,
6) połączyć próbki,
7) zastosować docisk.
Wyposażenie stanowiska pracy:
−
próbki skóry do sklejenia,
−
klej,
−
wzornik,
−
nóż,
−
pędzel,
−
papier ścierny,
−
podkład,
−
linijka,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić przyrządy pomiarowe stosowane w kontroli?
¨
¨
2)
wskazać zadania kontroli jakości w fazie rozkroju i montażu?
¨
¨
3)
wymienić zadania kontroli jakości w fazie wykończenia?
¨
¨
4)
określić pojęcie samokontroli?
¨
¨
5)
dokonać kontroli jakości w fazie rozkroju, montażu
i wykończenia?
¨
¨
6)
wymienić
badania
przeprowadzane
w
czasie
kontroli
międzyoperacyjnej ?
¨
¨
7)
wymienić, co jest potrzebne kontrolerowi w czasie dokonywania
kontroli organoleptycznej ?
¨
¨
8)
przedstawić badania wytrzymałości spoiny klejowej ?
¨
¨
9)
przedstawić oznaczenie wytrzymałości szwów?
¨
¨
10) dokonać oceny organoleptycznej półproduktów w fazie montaż?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.4. Metody oceny jakości wyrobów
4.4.1. Materiał nauczania
Rozróżniamy dwie metody oceny jakości wyrobów:
1. Metodę laboratoryjną – polegającą na sprawdzeniu zgodności zakwalifikowanej partii
wyrobów z wymaganiami jakościowymi. Dokonuje się szczegółowej analizy lub części
parametrów fizykomechanicznych produkowanego wyrobu. Metodę tę stosuje się podczas
sporządzania atestów niezbędnych przy przekazywaniu dużych partii wyrobów jednego
wzoru odbiorcom krajowym i zagranicznym.
2. Metodę organoleptyczną – polegającą na sprawdzeniu za pomocą naszych zmysłów
wzroku, dotyku, smaku czy powonienia jakości wyrobu. W niektórych przypadkach
wykorzystuje się proste przyrządy pomiarowe lub wzorniki kontrolne elementów
zewnętrznych i wewnętrznych badanego wyrobu. Kontrola polega również na porównaniu
wyrobu
z
zatwierdzonym
wzorem,
dokumentacją
techniczno
technologiczną
i wymaganiami norm.
Metoda organoleptyczna
Kontrola jakości wyrobów gotowych ma na celu sprawdzenie prawidłowości podziału na
grupy i rodzaje asortymentowe, (które zostały omówione w jednostce modułowej
744[01].O1.02), prawidłowości montażu, wymiarów zewnętrznych i wewnętrznych, a także
ostateczne stwierdzenie przydatności wyrobu do użytku oraz klasyfikację wyrobu pod
względem użytkowym i estetycznym. Korzystając z dokumentacji techniczno technologicznej
pracownik
kontroli
jakości
stwierdza
prawidłowość
zastosowanych
materiałów
podstawowych, pomocniczych, rozwiązań konstrukcyjnych czy zastosowanych technik
montażu.
Podstawą oceny jakości wyrobów są aktualne obowiązujące normy określające wady
materiałowe i błędy wykonania oraz wskazanie wad niedopuszczalnych i dopuszczalnych dla
gotowego wyrobu.
W wyrobach kaletniczych powszechnego użytku możemy wyróżnić błędy dopuszczalne
(tab.2) i niedopuszczalne (tab.3) dotyczące zarówno błędów materiałowych jak i wykonania,
zamieszczone w Branżowej Normie
01
8509
76
−
−
BN
Tab. 2 Błędy niedopuszczalne [BN]
Nazwa błędu
Opis błędu
lp.
Błędy materiałowe
1
2
3
1
blizna
wada powierzchni w postaci wgłębienia lub uwypuklenia
o różnych kształtach; w tkaninach brak nitki w osnowie lub
wątku
2
lepkość powłoki
kleistość powłoki kryjącej, powodująca sklejenia materiałów
składanych licem do lica
3
nietrwałość
barwy
mała odporność na suche i mokre tarcie powodujące zabarwienie
środka trącego w stopniu przekraczającym wymagania określone
w normie przedmiotowej
4
wykwit
nieusuwalny nalot na powierzchni barwnika, pigmentu, a także
innych substancji
5
plamy trwałe
różnego pochodzenia nieusuwalne plamy, naloty i zabrudzenia
występujące na elementach zewnętrznych (widocznych)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
6
rozwarstwienie
brak
przyczepności
między
poszczególnymi
warstwami
materiału
7
pękanie
wyraźnie widoczne na płaszczyznach rysy, szpary i szczeliny
powstające na skutek pękania warstwy wykończeniowej
8
odstawanie lica
oddzielanie się warstwy licowej od podłoża, widoczne przy
zginaniu materiału licem do wewnątrz
9
zgniecenie
trwałe mechaniczne załamanie surowca, nie dające się
rozprostować
10 wadliwe okucia
okucia nie spełniające swojej funkcji zgodnie
z przeznaczeniem
11 rdza
brunatne plamy na powierzchni okuć spowodowane korozją
12 wżer w okuciach
zniszczenie na skutek korozji występujące w postaci wgłębienia
lub wąskiego kanalika sięgającego w głąb metalu
Błędy wykonania
13 uszkodzenia
częściowe zniszczenie powierzchni wyrobu, dziury, przecięcia,
przebicia, wyrwy, znaki od wypalania i skaleczenia na stronie
zewnętrznej
14 rozklejenie
częściowe lub całkowite oddzielenie się sklejonych elementów
wyrobu
15 wadliwe
rozmieszczenie
elementów
podstawowych
i okuć
rozmieszczenie elementów podstawowych i okuć w wyrobie
niezgodne z zatwierdzonym wzorem
16 wadliwe
zgrzewanie
rozwarstwianie się elementów w miejscu łączenia oraz oparzenia
spowodowane iskrzeniem
17 wadliwie
umocowane
okucia
nietrwałe przymocowanie okuć
18 pokaleczone
okucia
wyraźnie widoczne w częściach zewnętrznych skaleczenia lub
pogniecenia okuć w trakcie montażu
19 wadliwe ściegi
przerwy w ściegach, brak zakończenia linii szycia
20 pomarszczenie
i ściągnięcia
materiału
niezamierzone
pomarszczenia
i
ściągnięcia
materiału
spowodowane
nieodpowiednim szyciem, klejeniem, zgrzewaniem
i zawijaniem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Tab. 3 Błędy dopuszczalne [BN]
Nazwa błędu
Opis błędu
lp
Błędy materiałowe
1
2
3
1
chropowatość lica
szorstkość powłoki kryjącej wyczuwalna dotykiem
2
jarzmowatość
wada strukturalna skóry w postaci widocznych i wyczuwalnych
fałd w części karkowej
3
wiotkość
miejscowa
wyraźnie wyczuwalne rozluźnienia części skóry w porównaniu
z pozostałą powierzchnią sztuki
4
łysina
miejscowy brak podniesionych włókien w skórach, tworzywach
sztucznych lub w tkaninach drapanych
5
matowość
miejscowy, niezamierzony brak połysku
6
nierównomierność
deseniu
wyraźnie widoczna niezamierzona nierównomierność faktury
7
niejednolitość
barwy
niezamierzony brak jednolitości odcienia barwy w materiale
jednobarwnym
8
pękanie
mało widoczne rysy, szpary i szczeliny w miejscach zawinięcia
lub zagięcia, powstające na skutek pękania warstwy
wykończeniowej
9
zgrubienie
miejscowe zgrubienie powłoki kryjącej
10
plamy trwałe
różnego rodzaju nieusuwalne plamy, naloty i zabrudzenia
występujące
na
elementach
wewnętrznych
lub
mało
widocznych
11
smuga
plama w postaci wydłużonej, przypominająca wstęgę lub
pasmo powstające na skutek niewłaściwego nabłyszczania,
prasowana lub deseniowania
Błędy wykonania
12
skaleczenie
mechaniczne uszkodzenia powierzchni wyrobu po stronie
wewnętrznej do 1/3 grubości
13
niewłaściwe nici
różnica w grubości lub odcieniu barwy nici występujących
w wyrobie od zastosowanych w zatwierdzonym wzorze
14
niewłaściwie
rozmieszczone
elementy
wyraźnie widoczne rozmieszczenie elementów pomocniczych
i okuć w wyrobie, niezgodne z zatwierdzonym wzorem
15
nierówne
zawinięcie
brzegów
wyraźnie widoczne krzywe lub różne szerokości zawinięć
brzegów
16
pokaleczone
okucia
pokaleczone lub pogniecione w trakcie montażu okucia
w częściach wewnętrznych
17
skrzywienie linii
szycia
wyraźne odchylenie ściegów od linii szycia
18
wadliwe
liniowanie
wyraźne odchylenia śladu liniowania od krawędzi wyrobu lub
zanik liniowania
19
wytopy
nadmierne wytopy surowca w wyrobach zgrzewanych
20
pomarszczenia
i ściągnięcia
materiału
niezamierzone
pomarszczenia
i
ściągnięcia
materiału
spowodowane
nieodpowiednim
szyciem,
klejeniem,
zgrzewaniem
i zawijaniem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wielkość oraz punktacja błędów dopuszczalnych w częściach zewnętrznych i wewnętrznych
wyrobów kaletniczych i rymarskich powszechnego użytku podaje tabela 4.
Tab. 4 Wielkość oraz punktacja błędów [ BN]
Nazwa wyrobu
walizy,
torby,
worki
nesesery,
teczki,
tornistry
torebki
portfele
portmonet
ki
pasy
i paski,
etui,
futerały,
wyroby
drobne
miejsce występowania błędu
Nr
bł
ęd
u
Wielkość
błędu
Z
W
Z
W
Z
W
Z
W
Z
W
1
2
3
4
5
6
7
8
9
10
11
12
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
lub
cm bieżący
za odchylenia o 1
numer lub 1 stopień
odcienia barwy
za jeden element
za każdy 1 cm
długości
za skaleczenie lub
zgniecenie
do ± 1mm od linii
3
2
1
3
5
3
1
2
2
1
2
0
4
4
3
0
0
0
0
0
0
0
0
2
0
0
1
2
0
1
1
1
3
2
3
2
2
2
1
2
2
1
2
0
4
4
3
0
0
0
0
0
0
0
0
2
0
0
1
2
0
1
1
1
5
3
2
3
2
3
2
2
5
3
3
0
4
4
3
0
0
0
0
0
0
0
0
2
0
0
3
2
0
1
1
1
1
2
5
3
3
2
1
2
5
3
5
0
2
4
3
0
0
0
0
0
0
0
0
2
0
0
3
2
0
1
0
1
1
1
4
2
1
2
1
2
4
2
3
0
2
4
3
0
0
0
0
0
0
0
0
2
0
0
2
2
0
1
1
1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
18
19
20
wyznaczonej
ponad 1mm
odchylenia od linii
wyznaczonej
za jeden wytop lub 1
cm
2
za 1cm
2
Z - w częściach
zewnętrznych
W - w częściach
wewnętrznych
2
1
2
1
1
0
0
0
2
1
2
1
1
0
0
0
3
3
2
3
1
0
0
3
4
3
2
5
1
0
0
0
2
2
2
3
1
0
0
0
Podział na gatunki
Wymagania ogólne:
1. Podziałowi na gatunki podlegają wszystkie wyroby niemające błędów niedopuszczalnych.
2. Wyroby, w których stwierdzono błędy niedopuszczalne lub dopuszczalne, lecz występujące
w większym nasileniu niż przyjęto dla gatunku II zalicza się do wyrobów pozagatunkowych.
3. Ustalenia gatunku dokonuje się przez stwierdzenie błędów nieuzbrojonym okiem, przy
rozproszonym świetle i bez użycia siły.
4. W przypadku występowania w tym samym miejscu więcej niż jednego błędu, liczy się tylko
błąd najwyżej punktowany.
5. Błędy niewymienione w normie i nie ujęte w normach przedmiotowych, oraz wielkość błędów
dopuszczalnych występująca w mniejszym nasileniu, uważa się za dopuszczalne w wyrobie
i niepodlegające punktacji.
6. W przypadku stwierdzenia błędu niewymienionego w normie o istotnym znaczeniu dla wartości
użytkowej lub wyglądu estetycznego wyrobu, błąd należy ocenić na podstawie porozumienia
między producentem i odbiorcą.
Gatunki
Rozróżnia się dwa gatunki — I i II w zależności od zgodności wyrobu z wymaganiami
ogólnymi oraz sumy punktów błędów dopuszczalnych, które podaje tabela 5.
Ustalenia gatunku
W zależności od liczby stwierdzonych punktów za błędy dopuszczalne, wyroby zalicza się do
właściwego gatunku według tabeli 5.
Tab. 5 Ustalenia gatunku [BN]
Największa dopuszczalna
liczba punktów
Lp.
Grupy wyrobów
gatunek I
gatunek II
1
2
3
4
1
2
3
4
5
6
walizy
torby
worki
teczki
tornistry
nesesery
10
16
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
7
torebki
8
12
8
9
10
11
12
13
14
portfele
portmonetki
pasy i paski
etui
futerały
szelki
wyroby kaletnicze i rymarskie drobne
5
9
Metoda laboratoryjna oceny jakości gotowego wyrobu obejmuje przede wszystkim
określenie parametrów fizycznych. Zakres i sposoby badań laboratoryjnych są ustalone
odpowiednimi normami czynnościowymi. W przemyśle dokonuje się wielu rodzajów badań
laboratoryjnych, umożliwiających ocenę użytkową gotowego wyrobu. Podstawową grupę
stanowią badania wytrzymałościowe, które mogą być określane w cyfrach wymiernych,
pozwalających wyciągnąć wnioski technologiczne.
Badania wytrzymałościowe
Przed przystąpieniem do badań wytrzymałościowych należy odpowiednio pobrać
i przygotować próbki wyrobów kaletniczych.
Badania wytrzymałościowe stosuje się w przypadkach:
−
ustalenia parametrów wytrzymałościowych dla nowych wzorów wprowadzanych do
produkcji,
−
badań kontrolnych na zgodność z parametrami określonymi w normach przedmiotowych.
Badania użytkowe obejmują swym zakresem badania na:
−
zmęczenie dynamiczne,
−
uderzenie przy swobodnym spadku,
−
przebicie udarowe,
−
nacisk statyczny,
−
natrysk wodą.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są metody oceny jakości wyrobów?
2. Na czym polega ocena wyrobów metodą organoleptyczną?
3. Na czym polega ocena jakości wyrobów metodą laboratoryjną?
4. Kiedy stosowana jest metoda laboratoryjna oceny jakości wyrobów?
5. Jaki jest cel kontroli jakości wyrobów gotowych?
6. Co jest podstawą oceny jakości wyrobów?
7. Czego dotyczą błędy dopuszczalne i niedopuszczalne?
8. Jak dzielimy błędy dopuszczalne?
9. Czego dotyczy punktacja błędów dopuszczalnych?
10. Od czego zależy klasyfikacja wyrobów na gatunki?
11. Jakie to są wyroby pozagatunkowe?
12. W jaki sposób dokonuje się ustalenia gatunku?
13. Jakie mamy gatunki wyrobów?
14. Kiedy dokonujemy oceny laboratoryjnej wyrobów?
15. Jakie znasz badania wytrzymałościowe wyrobów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny organoleptycznej paska męskiego, rozróżnij błędy dopuszczalne
i niedopuszczalne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dokonać oceny organoleptycznej wyrobu,
3) zapisać zaobserwowane błędy,
4) nazwać błędy.
Wyposażenie stanowiska pracy:
−
wyrób gotowy – pasek męski,
−
stół,
−
przyrządy pomiarowe,
−
zatwierdzony wzór wyrobu,
−
dokumentacja techniczno technologiczna,
−
wzorniki,
−
przybory do pisania,
−
zeszyt ćwiczeń,
−
literatura z rozdziału 6.
Ćwiczenie 2
Znając wielkość błędów dopuszczalnych zaklasyfikuj dany wyrób do odpowiedniego
gatunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dobrać punktację do wskazanych błędów dopuszczalnych,
3) zsumować punktację,
4) zaklasyfikować wyrób do gatunku na podstawie tabeli ,
5) zapisać wnioski w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– wykaz błędów dopuszczalnych i ich wielkości,
– wyrób,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 3
Na podstawie danego wyrobu wskaż błędy wykonania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dokonać oceny wykonania wyrobu,
3) wypisać zauważone błędy wykonania,
4) zapisać wyniki w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– wykaz błędów wykonania,
– wyrób,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 4
Dokonaj oceny jakości wykończenia gotowego wyrobu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dokonać oceny wykończenia wyrobu,
3) zapisać wyniki w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– wyrób,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
przeprowadzić ocenę organoleptyczną jakości wyrobów?
¨
¨
2)
rozróżnić błędy dopuszczalne i niedopuszczalne?
¨
¨
3)
wymienić metody oceny jakości wyrobów?
¨
¨
4)
wymienić gatunki wyrobów?
¨
¨
5)
scharakteryzować metodę organoleptyczną oceny jakości
wyrobów?
¨
¨
6)
scharakteryzować metodę laboratoryjną oceny wyrobów?
¨
¨
7)
dokonać klasyfikacji wyrobów do odpowiedniego gatunku?
¨
¨
8)
wymienić badania wytrzymałościowe wyrobów?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących oceniania jakości wyrobów kaletniczych. Wszystkie
pytania są pytaniami wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
–
w pytaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie
zakreślić odpowiedź prawidłową).
6. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania.
7. Trudności mogą przysporzyć Ci pytania: 1, 2, 19, 20 gdyż są one na poziomie
trudniejszym niż pozostałe.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 60 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
ZESTAW ZADAŃ TESTOWYCH
1. Badania wytrzymałościowe dla połączeń klejowych wykonywane są za pomocą
a) zrywarki.
b) twardościomierza.
c) planimetru.
d) suwmiarki.
2. Poprawność naszycia kieszeni na ściankę przednią kontroler sprawdza za pomocą
a) karty wymiarów.
b) wzornika krojenia.
c) wzornika montażowego.
d) rozkładki do rozkroju.
3. Podstawą oceny jakości kleju są badania
a) laboratoryjne.
b) organoleptyczne.
c) higieniczne.
d) chemiczne.
4. Kontrola międzyoperacyjna ma na celu
a) kontrolę ciągłą wszystkich operacji procesu produkcyjnego.
b) kontrolę materiałów podstawowych.
c) kontrolę materiałów pomocniczych.
d) kontrolę klejów stosowanych w fazie produkcji.
5. Dla waliz największa dopuszczalna liczba punktów kwalifikująca je do I gatunku to
a) 5.
b) 10.
c) 12.
d) 16.
6. Dla portfeli największa liczba błędów dopuszczalnych kwalifikująca wyroby do I gatunku to
a) 2.
b) 5.
c) 8.
d) 9.
7. Kształt wyciętych elementów sprawdzany jest za pomocą
a) planimetru.
b) grubościomierza.
c) wzorników do rozkroju.
d) norm przedmiotowych.
8. Do niedopuszczalnych błędów wykonania zaliczamy
a) wadliwe ściegi.
b) wadliwe liniowanie.
c) niewłaściwe nici.
d) wytopy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
9. Rozwarstwienie to
a) trwałe mechaniczne załamanie surowca.
b) kleistość powłoki kryjącej.
c) brak przyczepności między warstwami materiału.
d) mała odporność na tarcie mokre i suche.
10. Ocenę organoleptyczną i laboratoryjną półproduktów wykonujemy, aby
a) zmniejszyć zużycie materiałów.
b) zapobiec błędom w kolejnych etapach produkcji.
c) poprawić organizację produkcji.
d) usprawnić pracę działu zaopatrzenia.
11. Planimetr służy do mierzenia
a) powierzchni elementów.
b) temperatury.
c) wilgotności.
d) gęstości cieczy.
12. O zakwalifikowaniu wyrobu do pierwszego gatunku decyduje
a) liczba błędów niedopuszczalnych.
b) liczba błędów dopuszczalnych.
c) liczba niedopuszczalnych błędów materiałowych.
d) liczba niedopuszczalnych błędów wykonania.
13. Tektury w kontroli przedprodukcyjnej bada się pod kątem
a) przetłuszczenia.
b) zabarwienia.
c) przebarwienia.
d) rozwarstwiania.
14. Kontrola międzyoperacyjna montażu dotyczy
a) jakości nici i igieł.
b) jakości materiałów pomocniczych.
c) jakości materiałów podstawowych.
d) łączenia części składowych w gotowy wyrób.
15. W ocenie organoleptycznej wyrobów kontroler wykorzystuje przede wszystkim
a) wzrok i dotyk.
b) normy materiałowe.
c) analizy laboratoryjne.
d) dokumentacje techniczno–technologiczną.
16. Kierownik DKJ w zakładzie podlega bezpośrednio
a) kierownikowi produkcji.
b) dyrektorowi zakładu.
c) kierownikowi do spraw ekonomicznych.
d) kierownikowi do spraw marketingu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
17. O zaklasyfikowaniu wyrobu do odpowiedniego gatunku decyduje ilość błędów
dopuszczalnych, które określa
a) dokumentacja.
b) branżowa norma.
c) dyrektor zakładu.
d) kierownik DKJ.
18. W sferze przedprodukcyjnej kontroli jakości podlegają
a) surowce.
b) półprodukty.
c) wycięte elementy.
d) gotowy wyrób.
19. Próbka reprezentatywna oznacza liczbę
a) skór dostarczoną do zakładu produkcyjnego.
b) skór wadliwych.
c) pobranych skór do oceny jakościowej.
d) skór zwróconych do garbarni.
20. Laboratoryjne badanie nici polega na oznaczeniu ich
a) grubości.
b) koloru.
c) wydłużenia.
d) połysku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Ocenianie jakości wyrobów kaletniczych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
6. LITERATURA
1. Christ J. W. Kaletnictwo. WSiP, Warszawa 1987
2. Czyżewski H.: Krawiectwo. WSiP, Warszawa 1996
3. Giera K., Werpachowski W.: Księga jakości. MCNEMT, Radom 1994
4. Persz T.: Obuwnictwo przemysłowe Cz. II. WSiP, Warszawa 1986
5. Persz T.: Materiałoznawstwo dla techników przemysłu skórzanego. WSiP, Warszawa 1992
6. Aktualne normy dotyczące oceny jakości wyrobów skórzanych
7. http://www.lepla.edu.pl/pl/modules/Activities/p04/images/wpe7.gif
{kind=link}
Wyszukiwarka
Podobne podstrony:
16 Ocenianie jakości wyrobów kaletniczych
15 Ocenianie jakosci wyrobowid Nieznany (2)
15 Ocenianie jakosci wyrobow fu Nieznany (2)
15 Ocenianie jakości wyrobów futrzarskich
15 Ocenianie jakości wyrobów
Ocenianie jakości surowców i materiałów do produkcji wyrobów kaletniczych
Ocenianie jakości surowców, materiałów i wyrobów gotowych
10 Ocenianie jakości surowców, materiałów i wyrobów
10 Ocenianie jakości surowców, materiałów i wyrobów
12 Kontrolowanie jakosci wyrobo Nieznany (2)
Kontroler jakosci wyrobow elekt Nieznany
27 Kardas Prusak Gajek Analiza jakosci wyrobow
Kontroler jakosci wyrobow mecha Nieznany
Skarga z powodu złej jakości wyrobów
10 Wykonywanie modeli wyrobów kaletniczych
Właściwości reologiczne półprod. ciastkarskich i ich wpływ na jakośc wyrobów
Skarga z powodu złej jakości wyrobów
więcej podobnych podstron