„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Maria Molendowska
Ocenianie jakości wyrobów
311[35].Z3.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Tadeusz Sadowski
inż. Stanisław Pietryka
Opracowanie redakcyjne:
mgr inż. Maria Molendowska
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[35].Z3.06,
,,Ocenianie jakości wyrobów", zawartego w modułowym programie nauczania dla zawodu
technik technologii wyrobów skórzanych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Struktura organizacyjna Działu Kontroli Jakości
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2. Metoda organoleptyczna oceny jakości
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
16
4.2.4. Sprawdzian postępów
18
4.3. Metoda laboratoryjna oceny jakości wyrobów
19
4.3.1. Materiał nauczania
19
4.3.2. Pytania sprawdzające
23
4.3.3. Ćwiczenia
24
4.3.4. Sprawdzian postępów
25
5. Sprawdzian osiągnięć
26
6. Literatura
30

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny nabywaniu umiejętności teoretycznych i praktycznych
niezbędnych do oceniania jakości gotowych wyrobów skórzanych.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, czyli umiejętności, jakie osiągniesz podczas
pracy z poradnikiem.
3. Materiał nauczania, który umożliwi Ci samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Do poszerzenia wiedzy wykorzystaj wskazaną
literaturę oraz inne źródła informacji.
4. Pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia.
5. Ćwiczenia, które umożliwią Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne.
6. Sprawdzian postępów.
7. Zestaw pytań sprawdzających Twoje opanowanie wiedzy i umiejętności z zakresu całej
jednostki modułowej.
8. Literaturę.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: ocenianie jakości wyrobów, której treści teraz poznasz jest jedną
z jednostek koniecznych do zapoznania się z końcowym etapem wytwarzania wyrobów
skórzanych.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
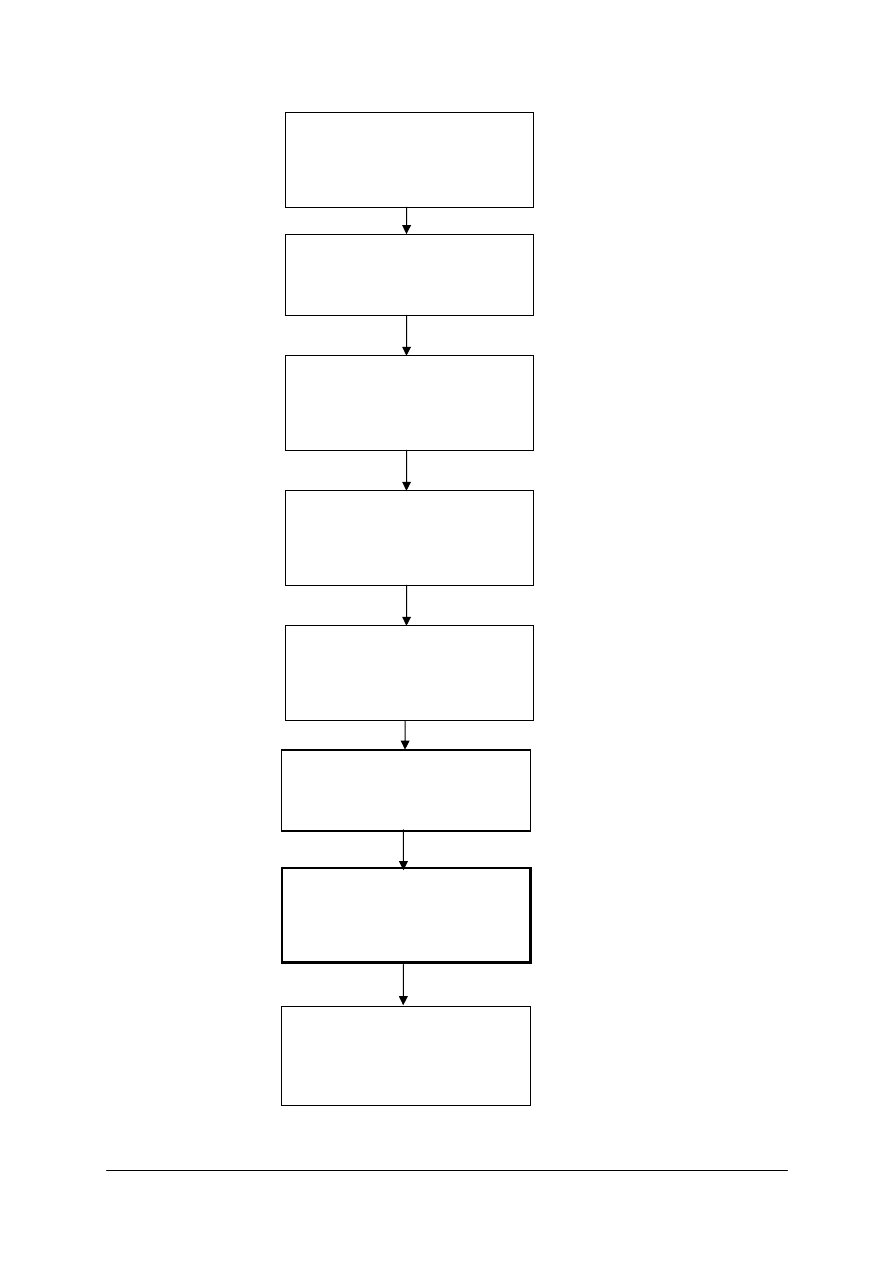
Schemat układu jednostek modułowych
311[35].Z3
Technologia wytwarzania
wyrobów skórzanych
311[35].Z3.02
Przygotowanie elementów wyrobów
skórzanych do montażu
311[35].Z3.03
Dokonywanie montażu wyrobów
skórzanych
311[35].Z3.04
Zdobienie i wykończanie wyrobów
skórzanych
311[35].Z3.01
Dokonywanie rozkroju materiałów
311[35].Z3.05
Wykonywanie międzyoperacyjnej
kontroli produkcji wyrobów skórzanych
311[35].Z3.06
Ocenianie jakości wyrobów
311[35].Z3.07
Przechowywanie i transport
wyrobów skórzanych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
– posługiwać się dokumentacją technologiczną i techniczną stosowaną w produkcji
wyrobów,
– stosować podstawowe badania organoleptyczne i oznaczenia laboratoryjne do określania
jakości materiałów użytych do produkcji wyrobów,
– rozróżniać materiały podstawowe i pomocnicze stosowne w produkcji wyrobów,
– rozróżniać maszyny, urządzenia, narzędzia i przyrządy pomiarowe stosowane w produkcji
wyrobów,
– posługiwać się przyrządami pomiarowymi,
– organizować stanowisko pracy zgodnie z wymogami ergonomii,
– korzystać z różnych źródeł informacji,
– przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
dokonać klasyfikacji wyrobów skórzanych do określonych grup i rodzajów
asortymentowych,
–
ocenić cechy użytkowe wyrobów skórzanych,
–
ocenić dobór materiałów i trwałość użytkowania wyrobów skórzanych,
–
ocenić jakość konstrukcji wykonanego wyrobu,
–
dokonać oceny jakości wykończenia wyrobu,
–
ocenić estetykę wykonania wyrobu,
–
określić gatunki wyrobów kaletniczych, rymarskich i rękawiczniczych,
–
ocechować sklasyfikowane wyroby zgodnie z obowiązującymi normami i umowami
handlowymi,
–
ocenić jakość i wartość użytkową wyrobów kaletniczych, rymarskich i rękawiczniczych
na podstawie badań organoleptycznych i laboratoryjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Struktura organizacyjna Działu Kontroli Jakości
4.1.1. Materiał nauczania
Problem jakości produkowanych wyrobów dotyczy całego przedsiębiorstwa. Wysoki
poziom jakości osiągany dzisiaj, gwarantuje dobrą perspektywę na przyszłość. W celu
poprawy pozycji firmy w stosunku do konkurencji oraz zwiększenia zysku i podniesienia
wiarygodności, niezbędne jest produkowanie wyrobów wysokiej jakości, które zaspokoją
wymagania odbiorców. Taką politykę przyjmuje Dyrekcja przedsiębiorstwa wraz
z pracownikami Działu Kontroli Jakości oraz wszystkimi zatrudnionymi.
Polityka jakości dotyczy:
−
priorytetowego charakteru działań projakościowych,
−
wizerunku przedsiębiorstwa i opinii o nim, ze względu na poziom jakości,
−
roli personelu odpowiedzialnego za wdrażanie polityki jakości,
−
rozwoju i doskonalenia kadry,
−
rozwoju potencjału produkcyjnego przedsiębiorstwa.
Politykę jakości wdraża się poprzez:
−
planowy system szkolenia wszystkich pracowników,
−
doskonalenie procesu produkcyjnego i poprawę organizacji pracy,
−
odpowiedzialność finansową za poziom jakości wyrobów,
−
optymalizacje kosztów jakości,
−
utrzymanie wymaganej organizacji pracy, zapewniającej wysoki poziom jakości
wykonania,
−
podział odpowiedzialności i uprawnień w ramach organizacji działań projakościowych,
−
wspieranie i doskonalenie współpracy z dostawcami materiałów, półfabrykatów czy
elementów.
Za wysoką jakość wyrobów produkowanych w przedsiębiorstwie odpowiedzialni są wszyscy
zatrudnieni, a niejako z urzędu pracownicy Działu Kontroli Jakości.
Jednym z podstawowych czynników decydujących o pracy Działu Kontroli Jakości jest
właściwa optymalna w warunkach danego zakładu, organizacja służb kontroli jakości.
Pracowników tego działu powinny cechować wysokie kwalifikacje zawodowe oraz
obiektywne i rzeczowe podejście do ocenianych materiałów i wyrobów zgodnie
z obowiązującymi w tym zakresie normami. Dział kontroli jakości kontroluje cały proces
technologiczny od odbioru jakościowego wszystkich materiałów stosowanych do produkcji
poprzez kontrolę międzyoperacyjną aż do odbioru gotowego wyrobu. Dział Kontroli Jakości
zasięgiem swym obejmuje kontrolę w zakresie technicznego przygotowania produkcji, a także
rozpatrywanie wszelkich reklamacji. Kierownik Działu Kontroli Jakości podlega
organizacyjnie dyrektorowi zakładu produkcyjnego. W dziale kontroli jakości każdy wyrób
przed jego dopuszczeniem do sprzedaży ocenia się i klasyfikuje do odpowiedniego gatunku.
Gatunkowość jest tylko jednym z elementów jakości wyrobu, na który wpływ mają między
innymi nowoczesność, estetyka wzornictwa, zastosowane materiały czy wartości użytkowe.
Czynniki te są niewymierne i nie są ujęte w normach klasyfikacji jakościowej. Oceną jakości
wyrobów i półproduktów w zakładzie zajmują się pracownicy kontroli jakości.
Stanowisko pracy brakarza wyrobów gotowych powinno być usytuowane w końcowej
fazie procesu technologicznego lub przed stanowiskiem pakowania wyrobów. Stanowisko
pracy brakarza wymaga odpowiedniego wyposażenia w stół lub biurko, taśmę mierniczą,
linijkę, przybory do pisania, kredę, ściegomierz, grubościomierz, komplet wzorników,
dokumentację techniczno-technologiczną, aktualne normy i inne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
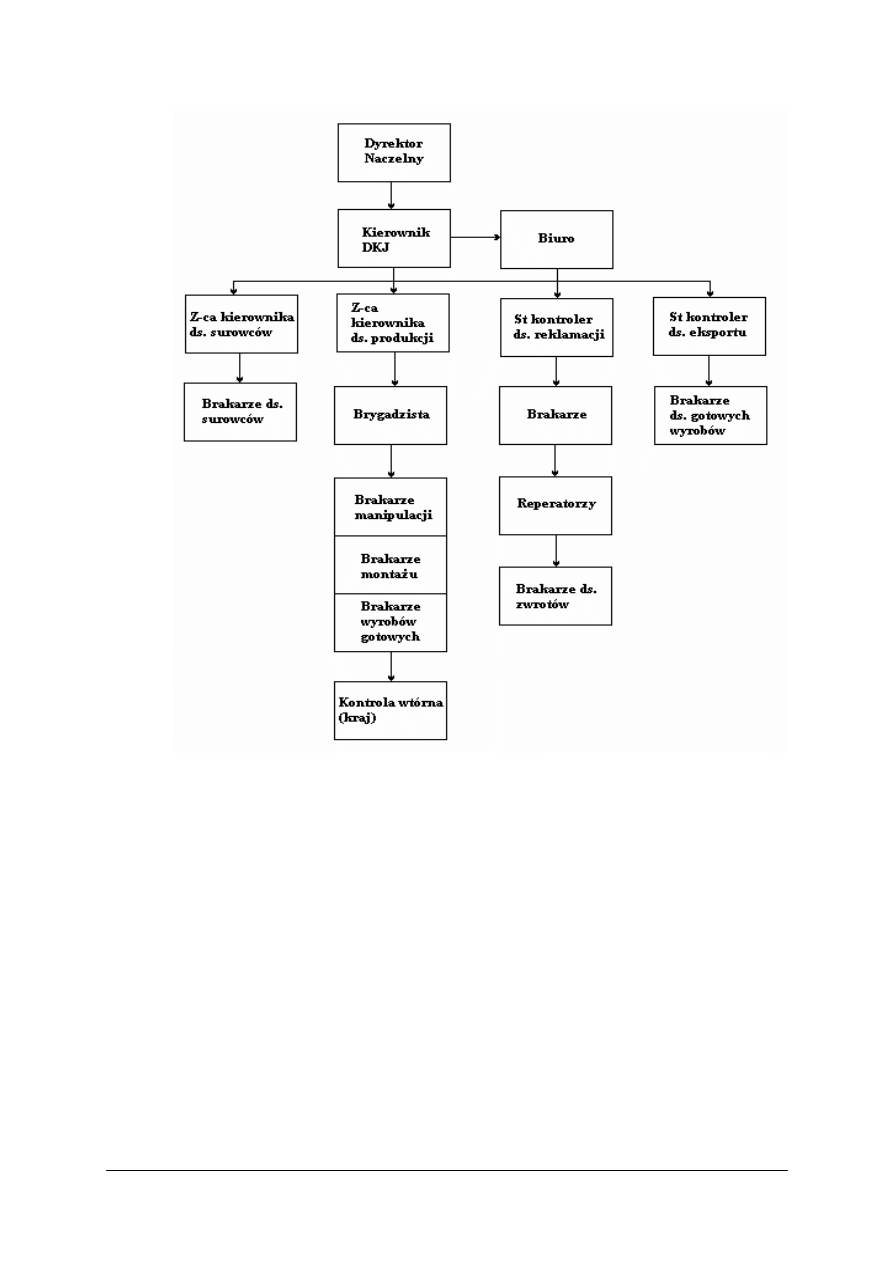
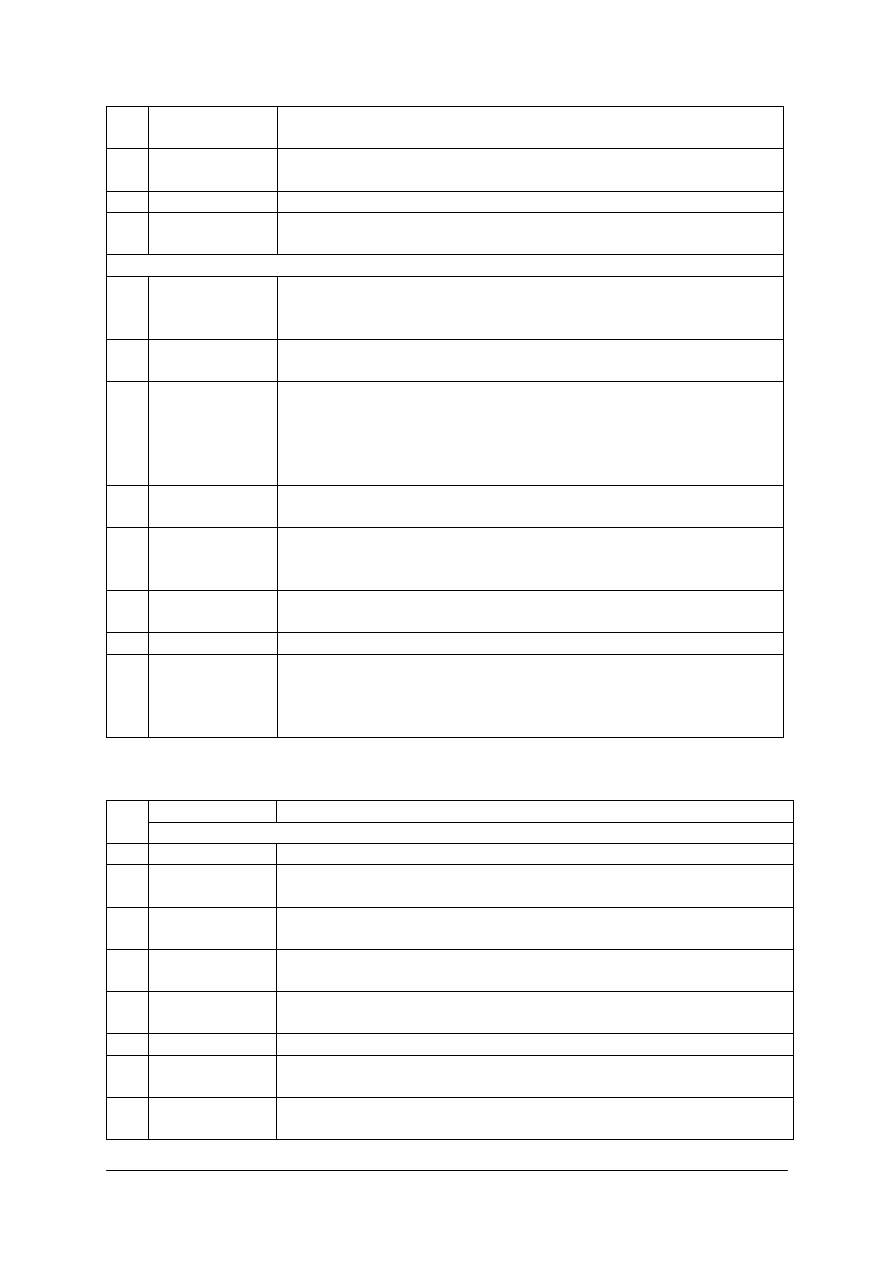
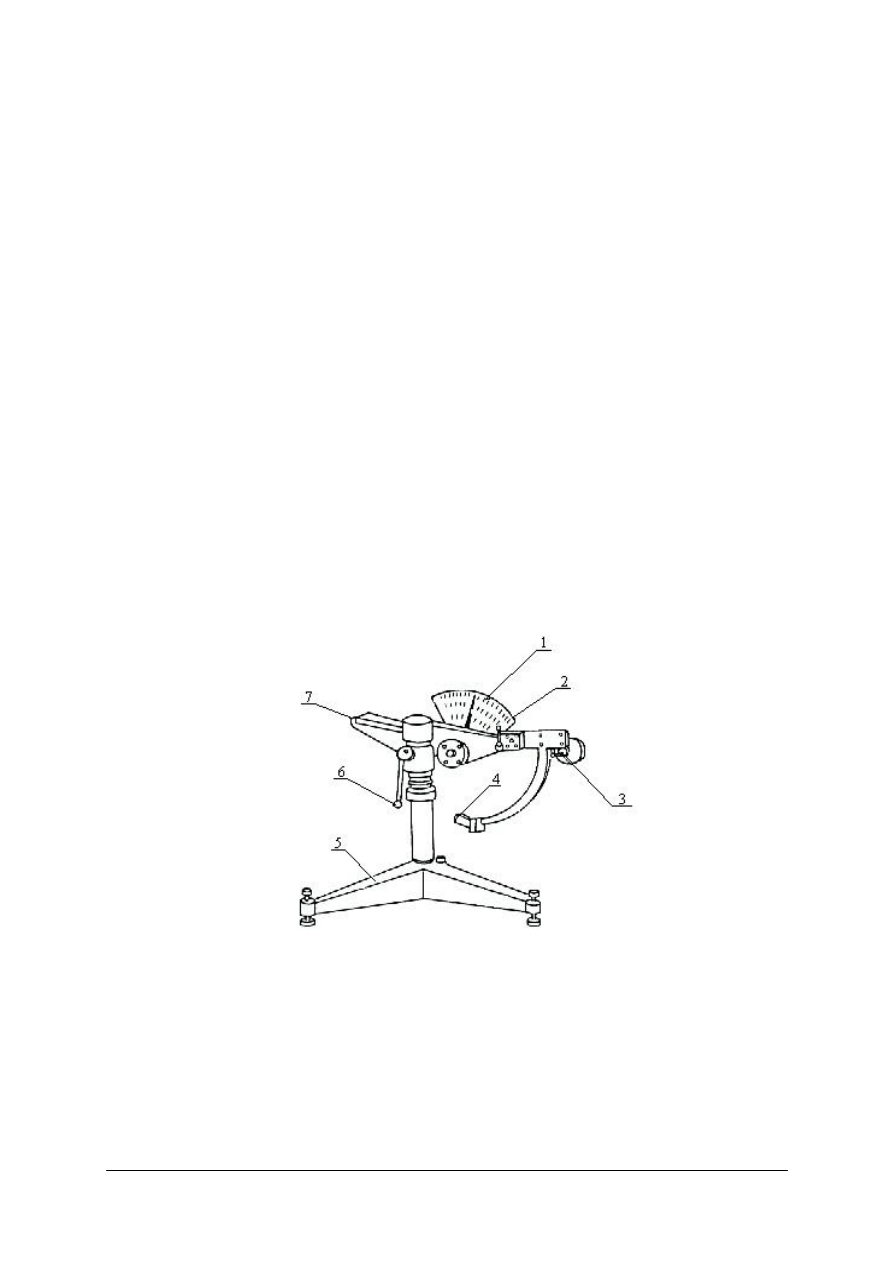
Rys. 1. Przykładowa struktura organizacyjna Działu Kontroli Jakości
Kontrolowanie jakości wyrobów jedynie w końcowej fazie procesu produkcyjnego jest
działaniem spóźnionym, aby zapobiec wadom wykonania i usuwać błędy. Dlatego niezbędna
jest kontrola jakości we wszystkich ogniwach działalności produkcyjnej przedsiębiorstwa.
Dokładna analiza przebiegu produkcji umożliwia, bowiem wyciągnięcie wniosków
w zakresie:
−
obiegu i wykorzystania informacji o jakości wyrobów,
−
poszerzenia obowiązków brakarzy o losową kontrole międzyoperacyjną,
−
zorganizowania stanowisk kontroli międzyoperacyjnej,
−
zorganizowania odpowiedniej struktury działów wpływających na jakość półproduktów,
−
stosowania nagród i premii w celu zainteresowania pracowników wynikami dobrej pracy,
−
włączenia pionu produkcyjnego do ciągłego wykonywania wyrobów dobrej jakości przy
ścisłej współpracy z brakarzami i Działem Kontroli Jakości,
−
rozszerzenia produkcji pierwszej klasy jakości.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Najważniejszym zadaniem KJ w zakładzie jest:
−
podniesienie jakości produkcji,
−
wyeliminowanie braków,
−
niedopuszczenie do sprzedaży wyrobów nieestetycznych i o obniżonej jakości,
−
czuwanie nad prawidłowym przebiegiem procesu produkcyjnego oraz zapobieganie
błędom wszędzie tam gdzie mogą one powstać.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są zadania kontroli jakości w zakładzie produkcyjnym?
2. Jakie czynniki wpływają na jakość wyrobu?
3. Jak przedstawia się struktura organizacyjna DKJ?
4. Jakimi cechami powinni charakteryzować się pracownicy DKJ?
5. Co podlega kontroli jakościowej w zakładzie wytwórczym?
6. Komu podlega kierownik DKJ?
4.1.3. Ćwiczenia
Ćwiczenie 1
Zaproponuj strukturę organizacyjną DKJ w małym zakładzie produkującym wyroby
skórzane zatrudniającym około 20 pracowników.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przedstawić w zeszycie ćwiczeń strukturę organizacyjną DKJ z uzasadnieniem.
Wyposażenie stanowiska pracy:
–
przybory do rysowania i pisania,
–
literatura z rozdziału 6.
Ćwiczenie 2
Kto może zostać pracownikiem DKJ, a kto nie i dlaczego?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapisać w zeszycie ćwiczeń uwagi i spostrzeżenia.
Wyposażenie stanowiska pracy:
– przybory do rysowania i pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) omówić strukturę organizacyjną DKJ?
¨
¨
2) wymienić zadania DKJ?
¨
¨
3) wymienić elementy wpływające na jakość wyrobu?
¨
¨
4) wymienić cechy pracownika DKJ?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Metoda organoleptyczna oceny jakości wyrobów
4.2.1. Materiał nauczania
Rozróżniamy dwie metody oceny jakości wyrobów:
1. Metodę laboratoryjną – polegającą na sprawdzeniu zgodności zakwalifikowanej partii
wyrobów z wymaganiami jakościowymi. Dokonuje się szczegółowej analizy lub części
parametrów fizykomechanicznych produkowanego wyrobu. Metodę tę stosuje się podczas
sporządzania atestów niezbędnych przy przekazywaniu dużych partii wyrobów jednego
wzoru odbiorcom krajowym i zagranicznym.
2. Metodę organoleptyczną – polegającą na sprawdzeniu za pomocą naszych zmysłów
wzroku, dotyku, smaku czy powonienia jakości wyrobu. W niektórych przypadkach
wykorzystuje się proste przyrządy pomiarowe lub wzorniki kontrolne elementów
zewnętrznych i wewnętrznych badanego wyrobu. Kontrola polega również na porównaniu
wyrobu
z
zatwierdzonym
wzorem,
dokumentacją
techniczno
technologiczną
i wymaganiami norm.
Metoda organoleptyczna
Kontrola jakości wyrobów gotowych ma na celu sprawdzenie prawidłowości montażu,
wymiarów zewnętrznych i wewnętrznych, a także ostateczne stwierdzenie przydatności
wyrobu do użytku oraz klasyfikację wyrobu pod względem użytkowym i estetycznym.
Korzystając z dokumentacji techniczno technologicznej pracownik kontroli jakości stwierdza
prawidłowość zastosowanych materiałów podstawowych, pomocniczych, rozwiązań
konstrukcyjnych czy zastosowanych technik montażu.
Podstawą oceny jakości wyrobów są aktualne obowiązujące normy określające wady
materiałowe i błędy wykonania oraz wskazanie wad niedopuszczalnych i dopuszczalnych dla
gotowego wyrobu.
W wyrobach kaletniczych i rymarskich powszechnego użytku możemy wyróżnić błędy
dopuszczalne i niedopuszczalne dotyczące zarówno błędów materiałowych jak i wykonania.
Błędy niedopuszczalne
Nazwa błędu
Opis błędu
Lp.
Błędy materiałowe
1
2
3
1
blizna
wada powierzchni w postaci wgłębienia lub uwypuklenia
o różnych kształtach; w tkaninach brak nitki w osnowie lub wątku
2
lepkość
powłoki
kleistość powłoki kryjącej, powodująca sklejenia materiałów
składanych licem do lica
3
nietrwałość
barwy
mała odporność na suche i mokre tarcie powodujące zabarwienie
środka trącego w stopniu przekraczającym wymagania określone w
normie przedmiotowej
4
wykwit
nieusuwalny nalot na powierzchni barwnika, pigmentu, a także
innych substancji
5
plamy trwałe
różnego pochodzenia nieusuwalne plamy, naloty i zabrudzenia
występujące na elementach zewnętrznych (widocznych)
6
rozwarstwienie brak przyczepności między poszczególnymi warstwami materiału
7
pękanie
wyraźnie widoczne na płaszczyznach rysy, szpary i szczeliny
powstające na skutek pękania warstwy wykończeniowej
8
odstawanie
lica
oddzielanie się warstwy licowej od podłoża, widoczne przy
zginaniu materiału licem do wewnątrz
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
9
zgniecenie
trwałe
mechaniczne
załamanie
surowca,
nie
dające
się
rozprostować
10
wadliwe
okucia
okucia nie spełniające swojej funkcji zgodnie
z przeznaczeniem
11
rdza
brunatne plamy na powierzchni okuć spowodowane korozją
12
wżer w
okuciach
zniszczenie na skutek korozji występujące w postaci wgłębienia lub
wąskiego kanalika sięgającego w głąb metalu
Błędy wykonania
13
uszkodzenia
częściowe zniszczenie powierzchni wyrobu, dziury, przecięcia,
przebicia, wyrwy, znaki od wypalania i skaleczenia na stronie
zewnętrznej
14
rozklejenie
częściowe lub całkowite oddzielenie się sklejonych elementów
wyrobu
15
wadliwe
rozmieszczenie
elementów
podstawowych
i okuć
rozmieszczenie elementów podstawowych i okuć w wyrobie
niezgodne z zatwierdzonym wzorem
16
wadliwe
zgrzewanie
rozwarstwianie się elementów w miejscu łączenia oraz oparzenia
spowodowane iskrzeniem
17
wadliwie
umocowane
okucia
nietrwałe przymocowanie okuć
18
pokaleczone
okucia
wyraźnie widoczne w częściach zewnętrznych skaleczenia lub
pogniecenia okuć w trakcie montażu
19
wadliwe ściegi
przerwy w ściegach, brak zakończenia linii szycia
20
pomarszczenie
i ściągnięcia
materiału
niezamierzone
pomarszczenia
i
ściągnięcia
materiału
spowodowane
nieodpowiednim szyciem, klejeniem, zgrzewaniem
i zawijaniem
Błędy dopuszczalne
Nazwa błędu
Opis błędu
Lp.
Błędy materiałowe
1
2
3
1
chropowatość
lica
szorstkość powłoki kryjącej wyczuwalna dotykiem
2
jarzmowatość
wada strukturalna skóry w postaci widocznych i wyczuwalnych fałd
w części karkowej
3
wiotkość
miejscowa
wyraźnie wyczuwalne rozluźnienia części skóry w porównaniu z
pozostałą powierzchnią sztuki
4
łysina
miejscowy brak podniesionych włókien w skórach, tworzywach
sztucznych lub w tkaninach drapanych
5
matowość
miejscowy, niezamierzony brak połysku
6
nierównomier
ność deseniu
wyraźnie widoczna niezamierzona nierównomierność faktury
7
niejednolitość
barwy
niezamierzony brak jednolitości odcienia barwy w materiale
jednobarwnym
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
8
Pękanie
mało widoczne rysy, szpary i szczeliny w miejscach zawinięcia lub
zagięcia, powstające na skutek pękania warstwy wykończeniowej
9
zgrubienie
miejscowe zgrubienie powłoki kryjącej
10
plamy trwałe
różnego rodzaju nieusuwalne plamy, naloty i zabrudzenia
występujące na elementach wewnętrznych lub mało widocznych
11
smuga
plama w postaci wydłużonej, przypominająca wstęgę lub pasmo
powstające na skutek niewłaściwego nabłyszczania, prasowana lub
deseniowania
Błędy wykonania
12
skaleczenie
mechaniczne
uszkodzenia
powierzchni
wyrobu
po
stronie
wewnętrznej do 1/3 grubości
13
niewłaściwe
nici
różnica w grubości lub odcieniu barwy nici występujących
w wyrobie od zastosowanym w zatwierdzonym wzorze
14
niewłaściwie
rozmieszczone
elementy
wyraźnie widoczne rozmieszczenie elementów pomocniczych
i okuć w wyrobie, niezgodne z zatwierdzonym wzorem
15
nierówne
zawinięcie
brzegów
wyraźnie widoczne krzywe lub różne szerokości zawinięć brzegów
16
pokaleczone
okucia
pokaleczone lub pogniecione w trakcie montażu okucia
w częściach wewnętrznych
17
skrzywienie
linii szycia
wyraźne odchylenie ściegów od linii szycia
18
wadliwe
liniowanie
wyraźne odchylenia śladu liniowania od krawędzi wyrobu lub zanik
liniowania
19
wytopy
nadmierne wytopy surowca w wyrobach zgrzewanych
20
pomarszczenia
i ściągnięcia
materiału
niezamierzone
pomarszczenia
i
ściągnięcia
materiału
spowodowane
nieodpowiednim
szyciem,
klejeniem,
zgrzewaniem
i zawijaniem
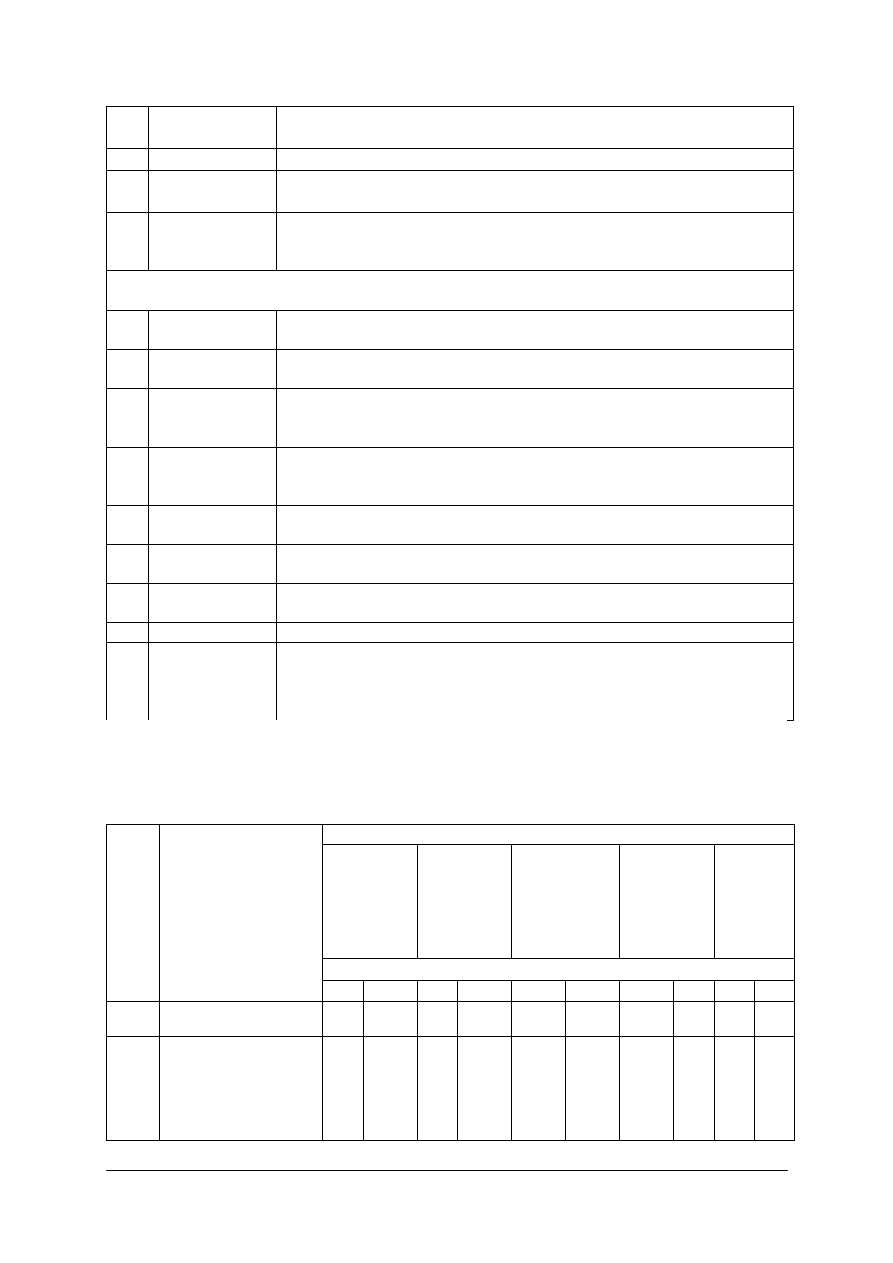
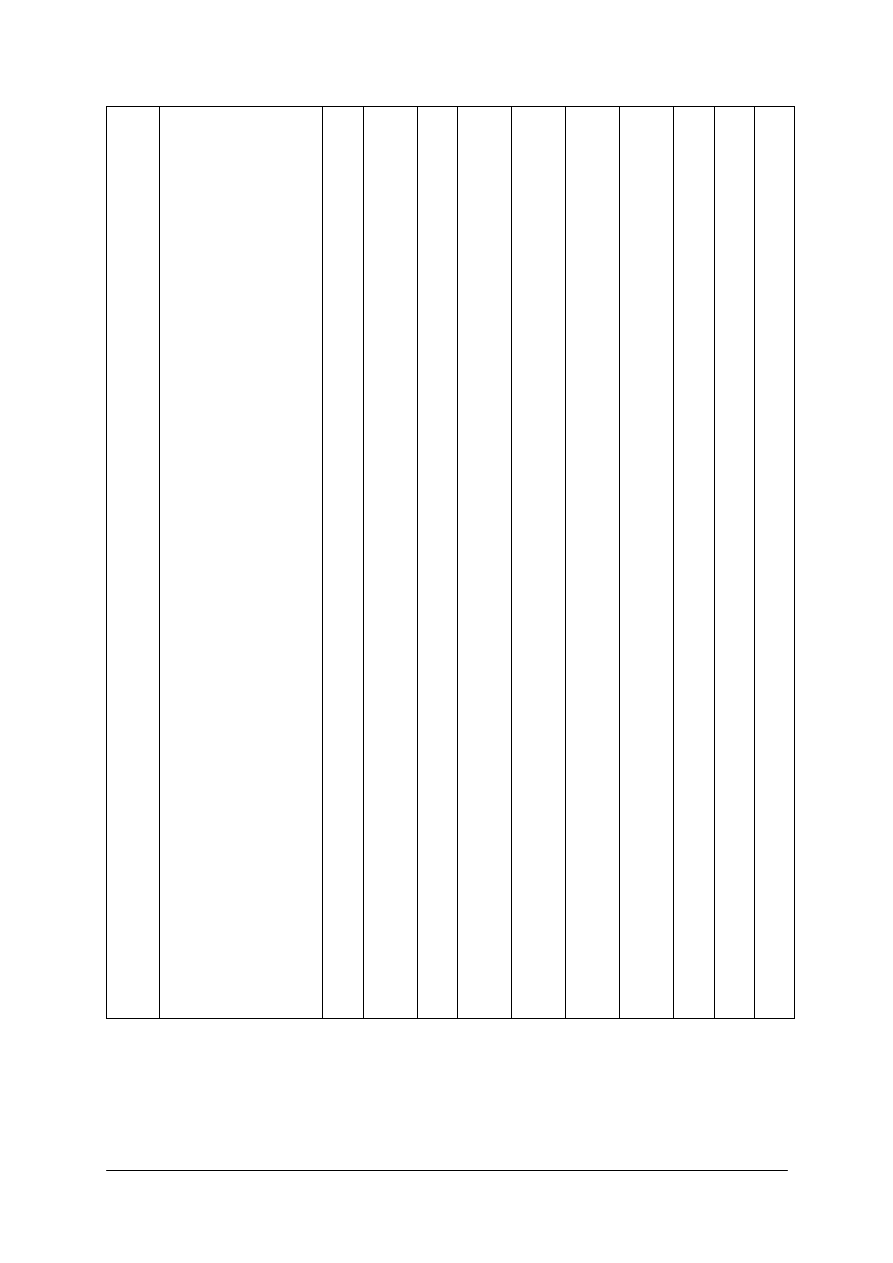
Wielkość oraz punktacja błędów dopuszczalnych w częściach zewnętrznych
i wewnętrznych wyrobów kaletniczych i rymarskich powszechnego użytku podaje poniższa
tabela.
Nazwa wyrobu
walizy,
torby,
worki
nesesery,
teczki,
tornistry
torebki
portfele
portmonetki
pasy
i
paski,
etui,
futerały,
wyroby
drobne
miejsce występowania błędu
Nr
błędu
Wielkość
błędu
Z
W
Z
W
Z
W
Z
W
Z
W
1
2
3
4
5
6
7
8
9
10
11
12
1
2
3
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
3
2
1
0
0
0
3
2
3
0
0
0
5
3
2
0
0
0
1
2
5
0
0
0
1
1
4
0
0
0
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
za każdy 1 cm
2
lub
cm bieżący
za odchylenia o 1
numer lub 1 stopień
odcienia barwy
za jeden element
za każdy 1 cm
długości
za skaleczenie lub
zgniecenie
do ± 1mm od linii
wyznaczonej
ponad 1mm
odchylenia od linii
wyznaczonej
za jeden wytop lub 1
cm
2
za 1cm
2
Z - w częściach
zewnętrznych
W - w częściach
wewnętrznych
3
5
3
1
2
2
1
2
0
4
4
3
0
2
1
2
1
0
0
0
0
2
0
0
1
2
0
1
1
1
1
0
0
0
2
2
2
1
2
2
1
2
0
4
4
3
0
2
1
2
1
0
0
0
0
2
0
0
1
2
0
1
1
1
1
0
0
0
3
2
3
2
2
5
3
3
0
4
4
3
0
3
3
2
3
0
0
0
0
2
0
0
3
2
0
1
1
1
1
0
0
3
3
3
2
1
2
5
3
5
0
2
4
3
0
4
3
2
5
0
0
0
0
2
0
0
3
2
0
1
0
1
1
0
0
0
2
1
2
1
2
4
2
3
0
2
4
3
0
2
2
2
3
0
0
0
0
2
0
0
2
2
0
1
1
1
1
0
0
0
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Podział na gatunki
Wymagania ogólne:
1. Podziałowi
na
gatunki
podlegają
wszystkie
wyroby
niemające
błędów
niedopuszczalnych.
2. Wyroby, w których stwierdzono błędy niedopuszczalne lub dopuszczalne, lecz
występujące w większym nasileniu niż przyjęto dla gatunku II zalicza się do wyrobów
pozagatunkowych.
3. Ustalenia gatunku dokonuje się przez stwierdzenie błędów nieuzbrojonym okiem, przy
rozproszonym świetle i bez użycia siły.
4. W przypadku występowania w tym samym miejscu więcej niż jednego błędu, liczy się
tylko błąd najwyżej punktowany.
5. Błędy niewymienione w normie i nie ujęte w normach przedmiotowych, oraz wielkość
błędów dopuszczalnych występująca w mniejszym nasileniu, uważa się za dopuszczalne
w wyrobie i nie podlegające punktacji.
6. W przypadku stwierdzenia błędu niewymienionego w normie o istotnym znaczeniu dla
wartości użytkowej lub wyglądu estetycznego wyrobu, błąd należy ocenić na podstawie
porozumienia między producentem i odbiorcą.
Gatunki
Rozróżnia się dwa gatunki — I i II w zależności od zgodności wyrobu z wymaganiami
ogólnymi oraz sumy punktów błędów dopuszczalnych, które podaje tabela.
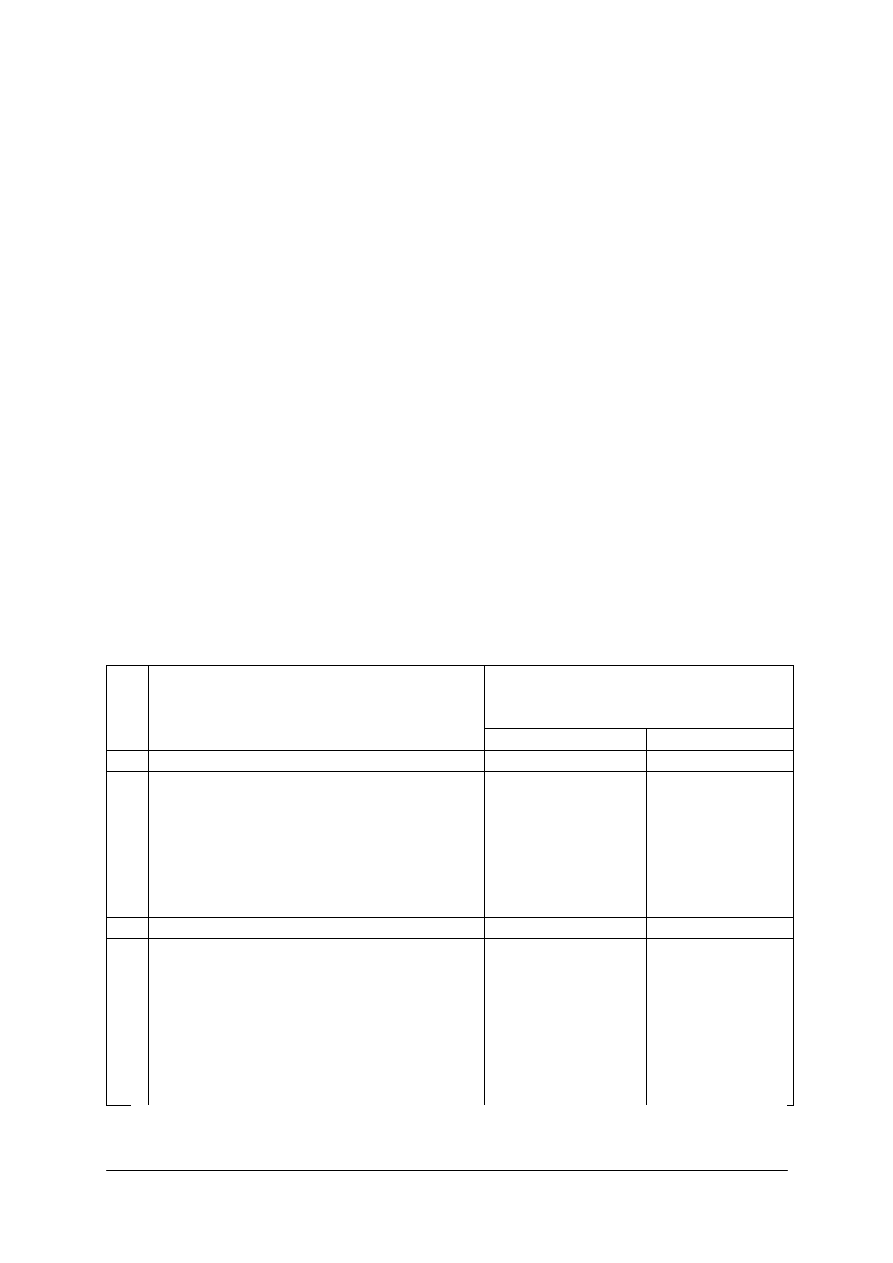
Ustalenia gatunku
W zależności od liczby stwierdzonych punktów za błędy dopuszczalne, wyroby zalicza się do
właściwego gatunku według poniższej tabeli.
Największa dopuszczalna
liczba punktów
Lp.
Grupy wyrobów
gatunek I
gatunek II
1
2
3
4
1
2
3
4
5
6
walizy
torby
worki
teczki
tornistry
nesesery
10
16
7
torebki
8
12
8
9
10
11
12
13
14
portfele
portmonetki
pasy i paski
etui
futerały
szelki
wyroby kaletnicze i rymarskie drobne
5
9

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są metody oceny jakości wyrobów?
2. Na czym polega ocena wyrobów metodą organoleptyczną?
3. Na czym polega ocena jakości wyrobów metodą laboratoryjną?
4. Kiedy stosowana jest metoda laboratoryjna oceny jakości wyrobów?
5. Jaki jest cel kontroli jakości wyrobów gotowych?
6. Co jest podstawą oceny jakości wyrobów?
7. Jakie znasz błędy dopuszczalne?
8. Jakie znasz błędy niedopuszczalne?
9. Czego dotyczą błędy dopuszczalne i niedopuszczalne?
10. Jak dzielimy błędy dopuszczalne?
11. Czego dotyczy punktacja błędów dopuszczalnych?
12. Od czego zależy klasyfikacja wyrobów na gatunki?
13. Jakie to są wyroby pozagatunkowe?
14. W jaki sposób dokonuje się ustalenia gatunku?
15. Jakie mamy gatunki wyrobów?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny organoleptycznej danego wyrobu, wskaż i nazwij występujące błędy
dopuszczalne i niedopuszczalne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokonać oceny organoleptyczne wyrobu,
4) zapisać zaobserwowane błędy,
5) pogrupować błędy,
6) nazwać błędy.
Wyposażenie stanowiska pracy:
−
wyrób gotowy,
−
stół,
−
przyrządy pomiarowe,
−
zatwierdzony wzór wyrobu,
−
dokumentacja techniczno technologiczna,
−
wzorniki,
−
przybory do pisania,
−
zeszyt ćwiczeń,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Ćwiczenie 2
Znając wielkość błędów dopuszczalnych zaklasyfikuj dany wyrób do odpowiedniego
gatunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dobrać punktację do wskazanych błędów dopuszczalnych,
4) zsumować punktację,
5) na podstawie tabeli zaklasyfikować wyrób do gatunku,
6) zapisać wnioski w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– wykaz błędów dopuszczalnych i ich wielkości,
– wyrób,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 3
Na podstawie danego wyrobu wskaż błędy materiałowe dopuszczalne i niedopuszczalne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dokonać oceny użytych do produkcji wyrobów materiałów,
4) wypisać zauważone błędy materiałowe,
5) pogrupować błędy materiałowe,
6) zapisać wyniki w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– wykaz błędów dopuszczalnych niedopuszczalnych materiałowych,
– wyrób,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
przeprowadzić ocenę organoleptyczną jakości wyrobów?
¨
¨
2)
rozróżnić błędy dopuszczalne i niedopuszczalne?
¨
¨
3)
wymienić metody oceny jakości wyrobów?
¨
¨
4)
wymienić gatunki wyrobów?
¨
¨
5)
scharakteryzować metodę organoleptyczną oceny jakości
wyrobów?
¨
¨
6)
scharakteryzować metodę laboratoryjną oceny wyrobów?
¨
¨
7)
dokonać klasyfikacji wyrobów do odpowiedniego gatunku?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.3. Metoda laboratoryjna oceny jakości wyrobów
4.3.1. Materiał nauczania
Metoda laboratoryjna oceny jakości gotowego wyrobu obejmuje przede wszystkim
określenie parametrów fizycznych. Zakres i sposoby badań laboratoryjnych są ustalone
odpowiednimi normami przedmiotowymi. W przemyśle dokonuje się wielu rodzajów badań
laboratoryjnych, umożliwiających ocenę użytkową gotowego wyrobu. Podstawową grupę
stanowią badania wytrzymałościowe, które mogą być określane w cyfrach wymiernych,
pozwalających wyciągnąć wnioski technologiczne. Badania laboratoryjne są częściowo
związane z kontrolą międzyoperacyjną, którą przeprowadza się w zależności od potrzeb, np.
w zakresie wytrzymałości szwu łączącego poszczególne elementy lub wytrzymałości spoiny
klejowej. Poza tym ważna jest estetyka i trwałość użytkowa wyrobu. Wszystkie materiały
użyte do produkcji np. skóry naturalne, tworzywa sztuczne, tworzywa skóropodobne, nici,
kleje, tektury itp. podlegają badaniom laboratoryjnym, a uzyskane wyniki świadczą o ich
przydatności do produkcji różnego asortymentu wyrobów. Badania wytrzymałościowe dla
różnych materiałów zostały omówione w odpowiednich jednostkach modułowych, które
zostały już zrealizowane.
Badania wytrzymałościowe
Przed przystąpieniem do badań wytrzymałościowych należy odpowiednio pobrać
i przygotować próbki wyrobów kaletniczych, rymarskich czy rękawiczniczych.
Badania wytrzymałościowe stosuje się w przypadkach:
−
ustalenia parametrów wytrzymałościowych dla nowych wzorów wprowadzanych do
produkcji,
−
badań kontrolnych na zgodność z parametrami określonymi w normach przedmiotowych.
Badania kompleksowe obejmują swym zakresem badania na:
−
zmęczenie dynamiczne,
−
uderzenie przy swobodnym spadku,
−
przebicie udarowe,
−
nacisk statyczny,
−
natrysk wodą.
Każdy wyrób pobrany do badań powinien być oznaczony w sposób trwały.
Oznaczanie
powierzchni
w
wyrobach
prostopadłościennych
lub
zbliżonych
do
prostopadłościanu obejmuje: wieko, dno, naroże.
Oznaczanie płaszczyzn wyrobów o podstawie kołowej obejmuje: płaszczyznę z zamknięciem,
spód, szwy boczne.
Do badań odporności na zmęczenie dynamiczne, uderzenie przy swobodnym spadku,
nacisk statyczny i natrysk wodą należy pobrać wyroby sposobem losowym o liczbie: do
badań kompleksowych 3 sztuki, do badań cząstkowych ( z pominięciem badań na nacisk
statyczny i natrysk wodą) 2 sztuki.
Pobieranie próbek do badań wytrzymałościowych na przebicie udarowe - należy pobrać
po 2 próbki o wymiarach 200 × 200 mm z materiałów, z których wykonane są boki wyrobu.
W przypadku ścianek wielowarstwowych próbki należy pobrać z materiałów tworzących
ściankę.
Klimatyzacja próbek polega na umieszczeniu ich, na co najmniej 48 godzin w pomieszczeniu
o normalnych warunkach tj. 20 ± 2
0
C i wilgotności względnej powietrza 65 ± 2%.
W celu przeprowadzenia badań na zmęczenie dynamiczne i uderzenie przy swobodnym
spadku wyrób przed klimatyzacją należy obciążyć masą ustalona w normach. Wyroby
obciążamy woreczkami płóciennymi wypełnionymi piaskiem lub granulatem z tworzyw
sztucznych. Obciążenie w wyrobie powinno być rozłożone równomiernie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Badanie wytrzymałości na zmęczenie dynamiczne
Badanie wytrzymałości na zmęczenie dynamiczne dla wyrobów ze skóry i materiałów
skóropodobnych BN-90/8509-04, polega na podnoszeniu i opuszczaniu wyrobu
za przeznaczone do tego części wyrobu ( rączki, paski, uchwyty) określona liczbę cykli
i stwierdzeniu, czy wyrób uległ deformacji lub uszkodzeniu. Przyrząd do wykonania tego
oznaczenia powinien posiadać zaczep, na którym zawieszamy wyrób, licznik cykli badania
oraz urządzenie umożliwiające podnoszenie i opuszczanie na wysokość 80 ± 10mm
z prędkością 30 cykli na minutę. Próbki pobierane są według BN-90/8501-20.
Przed badaniem wyrób należy obciążyć woreczkami wypełnionymi piaskiem lub granulatem
tworzywa sztucznego o średnicy granulek około 5 mm i ciężarze właściwym 0,5 kg/dm
3
,
masa obciążająca powinna być rozłożona równomierni. Dopuszcza się obciążenie badanego
wyrobu granulatem wsypanym bezpośrednio do wyrobu. Norma obciążenia wynosi0,5 kg na
każdy dm
3
wyrobu o pojemności do 12 dm
3
i 0,33 kg na każdy dm
3
wyrobu plus 2kg dla
wyrobu o pojemności powyżej 12 dm
3
. Obciążony wyrób należy zamknąć w sposób przyjęty
dla tego wyrobu, zabezpieczając masę obciążającą przed wysypaniem.
Wykonania badania.
Badany wyrób odpowiednio obciążony należy zawiesić na zaczepie przyrządu, następnie
należy uruchomić przyrząd i obserwować okresowo zachowanie się wyrobu w czasie badania.
Badanie należy prowadzić aż do osiągnięcia liczby cykli wg wymagań normy przedmiotowej
lub do momentu uszkodzenia się uchwytu wyrobu. Jako wynik badania należy podać liczbę
cykli oraz opis uszkodzeń w przypadku ich powstania.
Badanie wytrzymałości na przebicie udarowe
Badanie wytrzymałości na przebicie udarowe dla wyrobów ze skóry i materiałów
skóropodobnych BN-90/8509-06, polega na pomiarze energii potrzebnej do przebicia ścianki
wyrobu ostrosłupowym przebijakiem w znormalizowanych warunkach.
Rys. 2. Przyrząd do badania wytrzymałości na przebicie udarowe
1 - tarcz ze skalami,
2 - zaczep zwalniający,
3 - oś do nakładania obciążników o masie:
A-1350 g,
B-3355 g,
C-5365 g - z nakrętką mocującą,
4 - głowica przebijająca,
5 - korpus,
6 - dźwignia do zamocowania próbki,
7 - uchwyt do zamocowania próbki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Próbki do oznaczenia pobierane są wg BN-90/8501-20. Należy pobrać po trzy próbki
o wymiarach 200 ×200 mm z materiałów, z których wykonane są ścianki boczne wyrobu.
W przypadku ścianek wielowarstwowych próbki należy wyciąć z całego układu
materiałowego. Zaleca się wykonanie badania na próbkach materiałów lub układów
materiałowych w sferze przedprodukcyjnej, albo na próbkach dołączonych do wyrobów
przedstawionych do oceny.
Wykonanie badania.
W celu określenia obciążenia właściwego dla badanego materiału, należy przeprowadzić
próbne oznaczenie na jednej sztuce próbki dobierając obciążenie tak, aby wynik pomiaru
mieścił się pomiędzy 20 a 80 % zakresu danej skali. Po przeprowadzeniu wstępnego
oznaczenia należy dźwignię urządzenia obciążyć właściwą masą, a badaną próbkę
zamocować w uchwycie, tak, aby zewnętrzna strona próbki była skierowana w stronę głowicy
przebijającej. Następnie należy zwolnić zaczep, powodując cofnięcie dźwigni i przebicie
próbki oraz odczytać wynik ze skali właściwej dla użytego obciążenia.
Zależność zakresu skali od obciążenia podaje tabela
Nr
skali
Zakres skali
J
Masa obciążenia
1
0 ÷ 6,5
bez obciążenia
2
2,0 ÷ 11,0
A = 1350 g
3
6,0 ÷ 21,0
A + B =4705 g
4
10,0 ÷ 38,0
A + B + C = 10070 g
Jako wynik podać średnią arytmetyczną wielkości energii (w J) potrzebnej do oznaczenia
wytrzymałości na przebicie udarowe dla określonej liczby próbek oraz opis w przypadku, gdy
w wyrobie zastosowano różne materiały lub układy materiałowe na wykonanie części
wyrobu, z którego pobrano próbki do badań.
Badania wytrzymałości zamków błyskawicznych
Zamki błyskawiczne stosowane bardzo często między innymi do zamykania wyrobów
poddawane są szeregowi badań stwierdzających ich wytrzymałość w warunkach użytkowania
wyrobu. Do takich badań zaliczamy:
−
badanie oderwania cząstki z taśmy BN-80/8512-02.03
−
sprawdzanie wymagań ogólnych BN 81/8512-02.01
−
badanie osadzenia końcówek BN-80/8512-02.05
−
badanie suwliwości zamka BN-81/8512-02.09
−
badanie na rozerwanie poprzeczne w strefie łańcucha spinającego BN-80/8512-02.02
−
badanie zabezpieczenia zamka przed samoczynnym otwarciem BN-81/8512-02.10
−
badanie osadzenia łącznika stałego BN-80/8512-02.06
Badanie suwliwości zamka błyskawicznego wykonywane jest w celu określenia
wytrzymałości zamka w czasie jego użytkowania.
Do wykonania badania potrzebujemy:
– statywu z uchwytami,
– obciążników o masie 0,4 do 1,5 kg,
– zaczepu,
– BN,
– linijki.
Zamek błyskawiczny (o znanej długości) mocujemy w uchwytach statywu, obciążamy
zaczepem z ciężarkami o określonej wielkości i poddajemy badaniu na zamknięcie i otwarcie,
zapisując uzyskany wynik . Oznaczenie powtarza dla kolejnych zamków.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Odporność wyrobu na natrysk wodą
Odporność wyrobu na natrysk wodą oznacza procentowy wskaźnik zmiany wytrzymałości
wyrobu w wyniku działania natrysku wodą według warunków określonych normą, oprócz
tego sprawdzamy szczelność zamknięć i połączeń.
Przed przystąpieniem do badań należy ustalić powierzchnię części górnej i ścianek bocznych
wyrobu oraz masę pustego wyrobu.
Przed przystąpieniem do klimatyzacji ścianki wyrobu należy wyłożyć zwartą warstwą
o grubości 3 - 5 mm papieru toaletowego, waty celulozowej czy bibuły. Środek wyrobu
należy wypełnić płytkami z pianki poliuretanowej. Po wypełnieniu i zamknięciu wyrób
należy ponownie zważyć, a następnie poddać klimatyzacji.
Urządzenie badawcze do natrysku wodą powinno posiadać: podgrzewacz wody, przewody
doprowadzające zimną i ciepłą wodę, mieszacz wody, przewód doprowadzający wodę do
prysznica, prysznic, przewód odpływu wody, termometr, kabinę natryskową, podkładki.
Badany wyrób należy ustawić na podkładkach w kabinie natryskowej tak, aby prysznice
zapewniały równomierny opad wody na wierzch i ściany boczne. Po upływie 5 min od chwili
rozpoczęcia natrysku należy zamknąć dopływ wody, a wyrób wyjąć z kabiny natryskowej,
ustawić na stojakach na 15 min w celu obcieknięcia wody, poczym przenieść do
pomieszczenia klimatyzowanego.
W celu sprawdzenia szczelności zamknięć i połączeń należy:
−
wyrób zważyć,
−
otworzyć wyrób i zaznaczyć miejsca przecieków wody,
−
wyjąć materiały wypełniające wyrób i je zważyć.
W celu sprawdzenia odporności wyrobu na natrysk wodą należy:
−
poddać wyrób klimatyzacji przez 24 godz.,
−
obciążyć wyrób w zależności od pojemności zgodnie z normą,
−
poddać wyrób jednemu z następujących badań wytrzymałościowych: na zmęczenie
dynamiczne, uderzenie przy swobodnym spadku, nacisk statyczny.
Obliczanie wyników:
1. Ilość wpłynięcia wody do wnętrza wyrobu ustala się na podstawie różnicy w masie
materiału higroskopijnego wypełniającego wyrób.
2. Ilość miejsc przeciekania wody – podajemy ich lokalizację.
3. Nasiąkliwość materiału podstawowego obliczamy na podstawie różnicy masy wyrobu
pustego przed rozpoczęciem badań i po natrysku.
4. Procentowy wskaźnik zmiany wytrzymałości wyrobu na daną cechę w stosunku do
ustalonej wytrzymałości tego wyrobu określonego w normie grupowej.
Badanie wytrzymałości na uderzenie przy swobodnym spadku
Badanie wytrzymałości na uderzenie przy swobodnym spadku polega na poddaniu
wyrobu cyklicznym swobodnym spadkom i określeniu deformacji lub uszkodzeń wyrobu
w czasie badania. Urządzenie do badania składa się: z dwudzielnej zapadni umieszczonej na
konstrukcji nośnej, urządzenia zwalniającego zapadnię, stalowej płyty zderzeniowej, na którą
spada badany wyrób. Odległość powierzchni płyty zderzeniowej od powierzchni skrzydeł
zapadni może być regulowana.
Przed badaniem oznaczamy płaszczyzny, krawędzie i naroża wyrobów, następnie wyrób
obciążamy woreczkami wypełnionymi piaskiem lub granulatem tworzyw sztucznych.
Wielkość obciążenia (masa) zależy od pojemności wyrobu (według norm) i powinna być
rozmieszczone równomiernie we wnętrzu wyrobu. Obciążony wyrób należy zamknąć
w sposób przyjęty dla tego wyrobu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Warunki badania
1. Wysokość spadku 1000mm. Cykl spadków dla wyrobów o kształcie prostopadłościanu lub
zbliżonych do niego wynosi 4 spadki według tabeli.
Numer kolejny
spadku - cyklu
Miejsce uderzenia
1
wieko lub płaszczyzna z kieszenią,
ozdoba itp.
2
bok
3
naroże
4
krawędź
Cykl spadków dla wyrobów o podstawie kołowej lub zbliżonej do koła wynosi 3 spadki.
Numer
kolejny
spadku - cyklu
Miejsce uderzenia
1
korpus
2
spód
3
krawędź
2. Wykonanie badania
Obciążony wyrób należy ułożyć odpowiednio na skrzydłach zapadni tak, aby uderzenie
przy spadku na płytę zderzeniową nastąpiło w miejscu według tabel umieszczonych
w punkcie 1. Zapadnię podnosi się na wysokość 1000 mm od płyty zderzeniowej
i uruchamiamy urządzenie zwalniające zapadnię. Po każdym spadku wyrób należy poddać
oględzinom i opisać ewentualne uszkodzenia.
Jako wynik należy podać liczbę cykli spadków, którym poddany był wyrób i opis uszkodzeń
w przypadku ich powstania.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz badania wytrzymałościowe dla wyrobów gotowych?
2. Kiedy wykonywane są badania wytrzymałościowe?
3. Jak oznaczane są wyroby o kształtach prostopadłościanu?
4. Jak oznaczane są wyroby o podstawie kołowej?
5. Na czym polega klimatyzacja próbek?
6. Jak wykonujemy badanie wytrzymałości na zmęczenie dynamiczne?
7. Jak zbudowany jest przyrząd do badania wytrzymałości na przebicie udarowe?
8. Jak wykonujemy badanie wytrzymałości na przebicie udarowe?
9. Jakie badania wytrzymałościowe przeprowadzamy dla zamków błyskawicznych?
10. Jak przygotowujemy próbki do badań wytrzymałościowych na zmęczenie dynamiczne
czy badanie na uderzenie przy swobodnym spadku?
11. Jak przygotowujemy wyroby do badania wytrzymałości na natrysk wodą?
12. Jak przeprowadzamy badanie wytrzymałości na uderzenie przy swobodnym spadku?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3.3. Ćwiczenia
Ćwiczenie 1
Przygotuj zaproponowany przez nauczyciela wyrób do badania odporności na natrysk
wodą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) określić powierzchnię części górnej i ścianek bocznych wyrobu,
4) zważyć wyrób,
5) ścianki wyrobu wyłożyć warstwą bibuły,
6) środek wyrobu wypełnić płytkami pianki poliuretanowej,
7) zamknąć wyrób,
8) zważyć ponownie wyrób
9) poddać wyrób klimatyzacji.
Wyposażenie stanowiska pracy:
– wyrób gotowy
– przyrządy pomiarowe,
– bibuła,
– pianka poliuretanowa,
– nóż lub nożyczki,
– waga,
– pomieszczenie klimatyzacyjne,
– literatura z rozdziału 6.
Ćwiczenie 2
Przygotuj przyrząd do badania wytrzymałości na przebicie udarowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przygotować próbkę materiału, z którego wykonano wyrób o wymiarach 200×200mm,
4) zamocować przygotowaną próbkę w przyrządzie,
5) obciążyć dźwignię przyrządu,
6) uruchomić przyrząd,
7) odczytać wynik i porównać z zakresem skali,
8) ponowić próbę w przypadku kiedy wynik nie mieścił się między 20 a 80 % zakresu danej
skali.
Wyposażenie stanowiska pracy:
– próbki materiału,
– przyrząd do badania wytrzymałości na przebicie udarowe,
– obciążniki,
– tablica zależności zakresu skali od obciążenia,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ćwiczenie 3
Oznacz w wyrobie o kształcie zbliżonym do prostopadłościanu powierzchnie, które będą
obserwowane w czasie badania laboratoryjnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z określonym fragmentem materiału nauczania,
2) zapoznać się z wyrobem,
3) oznaczyć w sposób trwały wieko, naroże, dno,
4) narysować w zeszycie ćwiczeń wyrób z zaznaczonymi powierzchniami.
Wyposażenie stanowiska pracy:
–
wyrób o kształcie zbliżonym do prostopadłościanu,
–
przybory do rysowania i pisania,
–
zeszyt ćwiczeń,
–
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
podać sposób oznaczania wyrobów o kształcie
prostopadłościanu czy podstawie owalnej?
¨
¨
2)
wymienić badania wytrzymałościowe dla wyrobów gotowych?
¨
¨
3)
scharakteryzować przebieg badania wytrzymałości na przebicie
udarowe?
¨
¨
4)
wykonać badanie wytrzymałości na zmęczenie dynamiczne?
¨
¨
5)
przygotować wyrób do badania wytrzymałości na natrysk wodą
zmęczenie dynamiczne, na uderzenie przy swobodnym spadku?
¨
¨
6)
wykonać badanie wytrzymałości na natrysk wodą?
¨
¨
7)
wykonać badanie wytrzymałości na uderzenie przy swobodnym
spadku?
¨
¨
8)
wykonać badanie wytrzymałości na zmęczenie dynamiczne?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących oceniania jakości wyrobów. Wszystkie pytania są
pytaniami wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
– w pytaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową).
6. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania.
7. Trudności mogą przysporzyć Ci pytania: 3, 4, 9, 18, 19, 20 gdyż są one na poziomie
trudniejszym niż pozostałe.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 60 min.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Podziałowi na gatunki podlegają wyroby
a) nie mające błędów dopuszczalnych.
b) nie mające błędów niedopuszczalnych.
c) mające błędy niedopuszczalne.
d) mające błędy niedopuszczalne wykonania.
2. Wyroby, w których stwierdzono błędy niedopuszczalne lub dopuszczalne występujące
w większym nasileniu zaliczamy do wyrobów
a) I gatunku.
b) II gatunku.
c) III gatunku.
d) pozagatunkowych.
3. Drobne błędy stwierdzone w wyrobie, ale niewystępujące w normie zaliczamy do
a) niedopuszczalnych.
b) dopuszczalnych.
c) materiałowych.
d) wykonania.
4. W przypadku stwierdzenia błędów niewymienionych w normie, ale istotnych dla wartości
użytkowej należy
a) zignorować je.
b) zakwalifikować wyroby do I gatunku.
c) zakwalifikować wyroby jako pozagatunkowe.
d) porozumieć się z odbiorcą.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
5. Dla torebki największa dopuszczalna liczba punktów kwalifikująca ją do I gatunku to
a) 5.
b) 8.
c) 12.
d) 16.
6. Dla drobnych wyrobów kaletniczych czy rymarskich największa liczba błędów
dopuszczalnych kwalifikująca wyroby do I gatunku to
a) 2.
b) 5.
c) 8.
d) 9.
7. Do błędów materiałowych dopuszczalnych zaliczamy
a) zgniecenie.
b) pękanie.
c) rozwarstwienie.
d) jarzmowatość.
8. Do błędów wykonania niedopuszczalnych zaliczamy
a) wadliwe ściegi.
b) wadliwe liniowanie.
c) niewłaściwe nici.
d) wytopy.
9. Rozwarstwienie to
a) trwałe mechaniczne załamanie surowca.
b) kleistość powłoki kryjącej.
c) brak przyczepności między warstwami materiału.
d) mała odporność na tarcie mokre i suche.
10. Pracownikowi kontroli jakości oceniającemu jakość gotowego wyrobu potrzebne są
a) wzorniki do rozkroju.
b) wzorniki montażowe.
c) próbki materiałów.
d) normy materiałowe.
11. Kontrolera jakości powinno cechować
a) wieloletnia praktyka
b) małe doświadczenie.
c) duże doświadczenie w fazie rozkroju.
d) duże doświadczenie w montażu.
12. O zakwalifikowaniu wyrobu do pierwszego gatunku decyduje
a) liczba błędów niedopuszczalnych.
b) liczba błędów dopuszczalnych.
c) liczba błędów niedopuszczalnych materiałowych.
d) liczba błędów niedopuszczalnych wykonania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
13. Dokumentacja niezbędna do oceny jakości gotowego wyrobu to
a) dokumentacja normowania materiałowego.
b) dokumentacja dostarczenia materiałów.
c) dokumentacja rozkroju materiałów.
d) dokumentacja techniczno-technologiczna.
14. Kontrola jakości gotowego wyrobu ma na celu
a) sprawdzenie materiałów.
b) sprawdzenie faz produkcji.
c) stwierdzenie jakości wyrobu.
d) sprawdzenie zużycia materiałów..
15. W ocenie organoleptycznej wyrobów kontroler wykorzystuje przede wszystkim
a) wzrok i dotyk.
b) normy materiałowe.
c) analizy laboratoryjne.
d) dokumentacje techniczno- technologiczną.
16. Kierownik DKJ w zakładzie podlega bezpośrednio
a) kierownikowi produkcji.
b) dyrektorowi zakładu.
c) kierownikowi do spraw ekonomicznych.
d) kierownikowi do spraw marketingu.
17. O zaklasyfikowaniu wyrobu do odpowiedniego gatunku decyduje ilość błędów
dopuszczalnych, które określa:
a) dokumentacja.
b) branżowa norma.
c) dyrektor zakładu.
d) kierownik DKJ.
18. Do błędów wykonania należą
a) wykwit.
b) rozklejenie.
c) lepkość powłoki.
d) nietrwałość barwy.
19. Opis: wyrób podnosimy i opuszczamy określoną ilość cykli, następnie stwierdzamy czy
uległ deformacji czy uszkodzeniu dotyczy?
a) nacisku statycznego.
b) przebicia udarowego.
c) zmęczenia dynamicznego.
d) uderzenia przy swobodnym spadku.
20. Badanie wytrzymałości na natrysk wodą ma na celu
a) określenie liczby cykli po których następuje deformacja wyrobu.
b) pomiar siły przebijającej ściankę wyrobu.
c) sprawdzenie szczelności zamknięć i połączeń.
d) określenie uszkodzeń przy swobodnym spadku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Ocenianie jakości wyrobów
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
6. LITERATURA
1. Christ J. W. Kaletnictwo. WSiP, Warszawa 1987
2. Czyżewski H.: Krawiectwo. WSiP, Warszawa 1996
3. Giera K., Werpachowski W.: Księga jakości. MCNEMT, Radom 1994
4. Persz T.: Obuwnictwo przemysłowe Cz. II. WSiP, Warszawa 1986
5. Persz T.: Materiałoznawstwo dla techników przemysłu skórzanego. WSiP, Warszawa
1992
6. Aktualne normy dotyczące oceny jakości wyrobów skórzanych
Wyszukiwarka
Podobne podstrony:
15 Ocenianie jakosci wyrobowid Nieznany (2)
15 Ocenianie jakosci wyrobow fu Nieznany (2)
15 Ocenianie jakości wyrobów futrzarskich
16 Ocenianie jakości wyrobów kaletniczych
Ocenianie jakości wyrobów kaletniczych
Ocenianie jakości surowców, materiałów i wyrobów gotowych
10 Ocenianie jakości surowców, materiałów i wyrobów
Ocenianie jakości surowców i materiałów do produkcji wyrobów kaletniczych
10 Ocenianie jakości surowców, materiałów i wyrobów
12 Kontrolowanie jakosci wyrobo Nieznany (2)
Kontroler jakosci wyrobow elekt Nieznany
27 Kardas Prusak Gajek Analiza jakosci wyrobow
Kontroler jakosci wyrobow mecha Nieznany
Skarga z powodu złej jakości wyrobów
Właściwości reologiczne półprod. ciastkarskich i ich wpływ na jakośc wyrobów
Skarga z powodu złej jakości wyrobów
Opis zawodu Kontroler jakości wyrobów, Opis-stanowiska-pracy-DOC
więcej podobnych podstron